Aktivitäten zur sicheren Herstellung von Schweißarbeiten. Organisation der sicheren Herstellung von Elektroschweißen
MINISTERIUM FÜR ARBEIT UND SOZIALSCHUTZ DER RUSSISCHEN FÖDERATION
BESTELLEN
Gemäß Artikel 209 des Arbeitsgesetzbuches der Russischen Föderation (Gesetzestreffen Russische Föderation2002, Nr. 1, Artikel 3; 2006, Nr. 27, Artikel 2878; 2009, N 30, Artikel 3732; 2011, N 30, Artikel 4586; 2013, N 52, Art. 6986) und Ziffer 5.2.28 der Verordnung über das Ministerium für Arbeit und Sozialschutz der Russischen Föderation, genehmigt von der Regierung der Russischen Föderation vom 19. Juni 2012 N 610 (Gesammelte Rechtsvorschriften der Russischen Föderation, 2012, N 26, Art. 3528 2013, N 22, Art. 2809, N 36, Art. 4578, N 37, Art. 4703, N 45, Art. 5822, N 46, Art. 5952, 2014, N 21, Art. 2710, N 32, Art. 4499; N 36, Art. 4868)
ich bestelle:
1. Genehmigung der Arbeitsschutzbestimmungen beim Elektroschweißen und gas schweißen je nach Anwendung.
2. Diese Anordnung wird drei Monate nach ihrer offiziellen Veröffentlichung wirksam.
Der Minister
M. A. Topilin
Registriert
im Justizministerium
Russische Föderation
20. Februar 2015,
eintragung N 36155
Anwendung Arbeitsschutzbestimmungen beim Elektroschweißen und Gasschweißen
Anwendung
bestellen
Ministerium für Arbeit
und sozialer Schutz
Russische Föderation
vom 23. Dezember 2014 N 1101n
I. Allgemeine Bestimmungen
1. Die Arbeitsschutzbestimmungen für Elektroschweiß- und Gasschweißarbeiten (im Folgenden als Regeln bezeichnet) legen die gesetzlichen Auflagen des Arbeitsschutzes für Elektroschweiß- und Gasschweißarbeiten fest.
Die Regeln sind für Arbeitgeber - juristische Personen und Einzelpersonen unabhängig von ihrer Organisations- und Rechtsform und Eigentumsform (mit Ausnahme von Arbeitgebern - Einzelpersonen, die keine Einzelunternehmer sind) und Arbeitnehmern, die mit Arbeitnehmern in Verbindung stehen, beim Elektroschweißen und Gasschweißen verbindlich.
2. Die Regeln gelten für Arbeitnehmer, die Elektroschweiß- und Gasschweißarbeiten ausführen geschlossene Räume oder unter freiem Himmel stationäre, tragbare und mobile Elektroschweiß- und Gasschweißanlagen zur Durchführung der technologischen Prozesse Schweißen, Oberflächenbearbeiten, Schneiden durch Schmelzen (Trennung und Oberfläche) und Schweißen mit Druck, einschließlich:
1) Bogen und plasmaschweißenauftauchen, schneiden;
2) Atomwasserstoffschweißen;
3) Elektronenstrahlschweißen;
4) laserschweißen und Schneiden (Schweißen und Schneiden mit einem Lichtstrahl);
5) Elektroschlackeschweißen;
6) Kontaktheizung;
7) kontakt oder diffusionsschweißenBogen widerstandsschweißen;
8) Gasschweißen und Gasschneiden von Metallen (im Folgenden: Arbeiter).
3. Die Verantwortung für die Umsetzung der Geschäftsordnung liegt beim Arbeitgeber.
Auf der Grundlage der Regeln und Anforderungen der technischen Dokumentation der Herstellerorganisation für bestimmte Arten des Elektroschweißens wird Gas schweißgeräte und das Instrument, das der Arbeitgeber Arbeitsschutzanweisungen für die Berufe und (oder) Arten der ausgeführten Arbeit entwickelt, die von den örtlichen Behörden genehmigt werden behördlicher Erlass Arbeitgeber, unter Berücksichtigung der Stellungnahme der zuständigen Gewerkschaftsorganisation oder einer anderen von den Arbeitnehmern bevollmächtigten Vertretung (falls vorhanden).
4. Bei der Anwendung von Arbeitsmethoden, Materialien, Werkzeugen, Ausrüstungen und Werkzeugen, deren Anforderungen für die sichere Anwendung nicht in den Regeln festgelegt sind, sollte bei Elektro- und Gasschweißarbeiten von den Anforderungen der einschlägigen Regulierungsgesetze, die staatliche arbeitsschutzrechtliche und technische Anforderungen enthalten, geleitet werden Dokumentation des Herstellers.
5. Der Arbeitgeber bietet:
2) Schulung von Arbeitnehmern im Arbeitsschutz und Prüfung der Kenntnis der Arbeitsschutzanforderungen;
3) Überwachung der Einhaltung der Anforderungen der Arbeitsschutzanweisungen durch die Mitarbeiter.
6. Bei der Durchführung von Elektroschweiß- und Gasschweißarbeiten können Arbeiter schädlichen und (oder) gefährlichen Produktionsfaktoren ausgesetzt sein, darunter:
1) Kurzschluss einer elektrischen Schaltung durch einen menschlichen Körper;
2) erhöhte Luftverschmutzung der Luft des Arbeitsbereichs, das Vorhandensein schädlicher Aerosole in der Luft des Arbeitsbereichs;
3) erhöhte oder verringerte Lufttemperatur des Arbeitsbereichs;
4) fieber das zu bearbeitende Material, die Produkte, die äußere Oberfläche der Ausrüstung und die innere Oberfläche der umschlossenen Räume, geschmolzenes Metall;
5) ultraviolette und infrarote Strahlung;
6) erhöhte Helligkeit des Lichts während der Durchführung des Schweißprozesses;
7) erhöhte Geräuschpegel und Vibrationen am Arbeitsplatz;
8) die Position von Jobs in beträchtlicher Höhe relativ zur Erdoberfläche (Boden);
9) körperliche und neuropsychische Überlastungen;
10) Ausführung von Arbeiten in schwer zugänglichen und geschlossenen Räumen;
11) herabfallende Gegenstände (Ausrüstungsgegenstände) und Werkzeuge;
12) fahrende Fahrzeuge, Hebemaschinen, bewegliche Materialien und Werkzeuge.
7. Die Arbeitgeber haben das Recht, Sicherheitsanforderungen bei Elektroschweiß- und Gasschweißarbeiten festzulegen, um die Arbeitsbedingungen der Arbeitnehmer zu verbessern.
Ii. Anforderungen an den Arbeitsschutz bei der Arbeitsorganisation (Produktionsprozesse)
8. Beschäftigte im Alter von mindestens 18 Jahren, die obligatorische ärztliche Voruntersuchungen absolviert haben, Einweisungen zum Arbeitsschutz, eine Schulung in sicheren Arbeitsmethoden und -techniken, eine Schulung am Arbeitsplatz und Wissenstests in der vorgeschriebenen Art und Weise, dürfen Elektroschweißen und Gasschweißen durchführen. Das periodische Testen von Wissen wird mindestens einmal in 12 Monaten durchgeführt.
________________
Entschließung Nr. 1/29 des russischen Arbeitsministeriums und des russischen Bildungsministeriums vom 13. Januar 2003 „Über die Genehmigung des Verfahrens zur Ausbildung im Arbeitsschutz und zur Prüfung des Kenntnisstands über die Arbeitsschutzanforderungen für Angestellte von Organisationen“ (vom Justizministerium Russlands am 12. Februar 2003 angemeldet, N 4209).
Mitarbeiter müssen eine elektrische Sicherheitsgruppe gemäß haben.
________________
Erlass des Arbeitsministeriums Russlands vom 24. Juli 2013 N 328n "Über die Genehmigung der Arbeitsschutzbestimmungen beim Betrieb elektrischer Anlagen" (nachstehend "-") (vom Justizministerium Russlands am 12. Dezember 2013 angemeldet N 30593).
9. Arbeiten mit Elektroschlacke, Schweißern und Schweißerassistenten durchzuführen zusätzliches Training nach der Technologie des Elektroschlackens.
Die Selbsthilfe eines Schweißers ist für die Selbstausführung von Elektroschlacken nicht zulässig.
10. Den Arbeitnehmern wird gemäß den Mustervorschriften und den branchenübergreifenden Vorschriften eine persönliche Schutzausrüstung zur Verfügung gestellt, um den Arbeitnehmern spezielle Kleidung, Spezialschuhe und andere persönliche Schutzausrüstung zur Verfügung zu stellen.
________________
Erlass des Ministeriums für Gesundheitswesen und soziale Entwicklung Russlands vom 1. Juni 2009 N 290n "Genehmigung der branchenübergreifenden Regeln für die Bereitstellung von Arbeitskleidung, Spezialschuhen und anderer persönlicher Schutzausrüstung" (vom Justizministerium Russlands am 10. September 2009 angemeldet) (N 14742), geändert durch die Anordnung des Ministeriums für Gesundheit und Soziales vom 27. Januar 2010 Jahr N 28n (am 1. März 2010 beim Justizministerium Russlands angemeldet: N 16530).
Die Wahl des kollektiven Schutzes von Arbeitnehmern erfolgt unter Berücksichtigung der Sicherheitsanforderungen für bestimmte Arten von Arbeit.
11. Die Arbeits- und Ruhezeiten der Arbeitnehmer werden durch die internen Arbeitsvorschriften und andere örtliche Vorschriften des Arbeitgebers in Übereinstimmung mit den Arbeitsgesetzen festgelegt.
12. Der Angestellte ist verpflichtet, seinen unmittelbaren oder höheren Vorgesetzten unverzüglich über jeden Arbeitsunfall, alle Verstöße gegen die Geschäftsordnung, Fehlfunktionen von Ausrüstungen, Werkzeugen, Geräten und von ihm festgestellten persönlichen und kollektiven Schutz zu informieren.
Es ist verboten, mit defekten Geräten, Werkzeugen und Geräten sowie mit individuellen und kollektiven Schutzmitteln zu arbeiten.
Iii. Arbeitsschutzanforderungen für Industrieanlagen (Produktionsstätten) und Organisation von Arbeitsplätzen
Arbeitsschutzanforderungen für Produktionsstätten (Produktionsstätten)
13. Es ist verboten, die Gänge und Durchgänge innerhalb von Gebäuden (Strukturen), Produktionsstätten (Produktionsstätten) zu blockieren, um die sichere Bewegung der Arbeiter und die Durchfahrt von Fahrzeugen zu gewährleisten.
14. Übergänge, Treppen, Plattformen und Geländer zu ihnen sollten in gutem Zustand und sauber gehalten werden, und diejenigen, die sich im Freien befinden, sollten im Winter von Schnee und Eis und Sand befreit werden.
Deckplattformen und Übergänge sowie das Geländer zu ihnen sollten sicher verstärkt werden. Für die Reparaturzeit wird anstelle der entfernten Geländer ein temporärer Zaun hergestellt. Geländer und Bodenbeläge, die zum Zeitpunkt der Reparatur genommen wurden, wurden unmittelbar nach ihrer Fertigstellung sofort eingebaut.
15. Schweißereien, -standorte und stationäre Arbeitsplätze müssen den Anforderungen der Hygiene- und Hygienegesetze der Russischen Föderation entsprechen.
16. In den Schweißwerkstätten und auf den Parzellen wird eine Belüftung mit allgemeinem Austausch installiert, und an ortsfesten Arbeitsplätzen ist eine lokale Belüftung vorgesehen, um den Schadstoffgehalt in der Luft des Arbeitsbereichs auf ein Niveau zu reduzieren, das die maximal zulässige Konzentration (nachstehend "MAC") nicht übersteigt.
17. Bereiche der Gasflammenverarbeitung von Metallen mit einem erheblichen Wärmeüberschuss und der Bildung von Schweißaerosol befinden sich in einstöckigen Gebäuden.
Gegebenenfalls sollte der Ort der Gasflammenverarbeitung von Metallen in mehrstöckigen Gebäuden Maßnahmen vorsehen, um die Möglichkeit der Ausbreitung schädlicher Produktionsfaktoren zwischen den Etagen auszuschließen.
Das Schweißen, Auftragen und Schneiden von Metallen mit Freisetzung von Beryllium und seinen Legierungen muss in isolierten Räumen mit Absaugung erfolgen.
18. In Montage- und Schweißbetrieben in kalten und Übergangszeiten des Jahres sollte eine Luftheizung mit einstellbarer Luftzufuhr verwendet werden.
In der warmen Jahreszeit sollten in der Montage- und Schweißerei durch Öffnungen Fenster, Oberlichter und Türen (Tore) natürliche Belüftung verwendet werden.
19. Die Plattform, auf der der Behälter (Vorratsbehälter) mit Flüssiggas installiert ist, muss einen Metallzaun haben. Zwischen dem Behälter (Vorratsbehälter) und dem Zaun ist ein Durchgang von mindestens 1 m Breite vorgesehen.
In der Nähe des Behälters (Vorratsbehälter) sollten sich keine Wärmequellen befinden.
Wenn Sie den Behälter (Vorratsbehälter) im Freien installieren, ist er mit einer Haube ausgestattet, die ihn vor direkter Sonneneinstrahlung und Niederschlag schützt.
Arbeitsschutzanforderungen für die Organisation von Arbeitsplätzen
20. An stationären Arbeitsplätzen von Elektroschweißern und Gasschweißern werden beim Arbeiten in sitzender Position ein drehbarer höhenverstellbarer Drehstuhl und eine Fußstütze mit geneigter Auflagefläche installiert.
Beim Arbeiten im Stehen werden spezielle Halterungen (Anhänger) installiert, die die statische Belastung der Schweißerhände reduzieren.
Es ist verboten, die Belastung des Arms zu reduzieren, indem der Schlauch (Kabel) über die Schulter geführt oder am Arm aufgewickelt wird.
21. An stationären Arbeitsstationen von Gasschweißgeräten wird ein Gestell mit einem Haken oder einer Gabel installiert, um gelöschte Brenner oder Schneidwerkzeuge während der Arbeitspausen aufzuhängen.
An temporären Arbeitsplätzen können gelöschte Brenner oder Schneidvorrichtungen an einem Teil der zu bearbeitenden Struktur aufgehängt werden.
22. stationär arbeitsplatzEntworfen für automatisches und mechanisiertes elektrisches Schweißen schutzgase und ihre Mischungen, ausgestattet mit:
1) Schweißausrüstung und Ausrüstung des Arbeitsplatzes entsprechend den Anforderungen des Prozesses;
2) im Werkzeug- oder Schweißkopf eingebaute Geräte zum Entfernen schädlicher Gase und Staub.
23. Bei der Organisation von Arbeitsplätzen auf den Abschnitten von strömungsmechanisierten Elektroschweißstrecken sind folgende Anforderungen zu beachten:
1) Für automatisierte elektrische Schweißvorgänge, die mit der Bildung von schädlichen Aerosolen, Gasen und Emissionen, die die MPC überschreiten, und den maximal zulässigen Werten (nachstehend RCU genannt) einhergehen, ist eine Fernsteuerung sowie die Verwendung einer persönlichen Schutzausrüstung vorgesehen.
2) um schädliche staubgasemissionen zu entfernen, werden staub- und gasempfänger in automatische schweißmaschinen oder halbautomatische maschinen, einheiten, portale oder manipulatoren eingebaut oder damit verzahnt;
3) Heben von Bedienfeldern fahrzeuge (in unmittelbarer Nähe) mit Bedienfeldern von Elektroschweißgeräten verbinden;
4) Geräte und Schalttafeln auf strömungsmechanisierten Elektroschweißanlagen befinden sich in derselben Ebene, um zu vermeiden, dass die Arbeiter vertikal bewegt werden müssen.
5) Die Arbeitsplätze des Bedieners an der integrierten automatischen Schweißplatte sind mit Stühlen oder Sitzen mit Rückenlehnen aus nicht wärmeleitenden Materialien ausgestattet.
6) Abschnitte elektromechanischer Schweißlinien sind durch Durchgänge von benachbarten Abschnitten, Wänden und Zufahrtsstraßen getrennt. Der Abstand vom Schweißpunkt zu den Durchgängen muss mindestens 5 m betragen, wenn diese Anforderung nicht erfüllt werden kann, der Produktionsstandort elektrisches Schweißen Es sind feuerfeste Schirme installiert (Schirme, Schirme).
24. Beim Elektroschweißen und Gasschweißen mit vorläufiger Erwärmung von Produkten dürfen zwei Schweißer in einer Kabine nur beim Schweißen eines Produkts arbeiten.
25. Die Temperatur von erhitzten Oberflächen geschweißter Produkte an Arbeitsplätzen sollte 45 ° C nicht überschreiten.
26. Nicht stationäre Arbeitsplätze von Elektroschweißern im Innenbereich werden beim Schweißen mit offenem Lichtbogen von angrenzenden Arbeitsplätzen und Gängen durch feuerfeste Schirme (Abschirmungen, Schirme) mit einer Höhe von mindestens 1,8 m getrennt.
Beim Schweißen im Freien werden Siebe bei gleichzeitiger Arbeit mehrerer nebeneinander liegender Schweißer und in Bereichen mit intensiver Arbeiterbewegung installiert. Wenn keine Abschirmung möglich ist, sollten Arbeiter, die dem Risiko ausgesetzt sind, einem offenen Lichtbogen ausgesetzt zu werden, mit persönlicher Schutzausrüstung geschützt werden.
Iv. Anforderungen an den Arbeitsschutz bei der Umsetzung von technologischen Prozessen, dem Betrieb von Geräten und Werkzeugen
Anforderungen an den Arbeitsschutz bei der Umsetzung technologischer Prozesse
27. Wenn es nicht möglich ist, sichere und harmlose technologische Verfahren einzusetzen, werden Maßnahmen ergriffen, um die Höhe der gefährlichen und schädlichen Produktionsfaktoren auf Werte zu reduzieren, die MAC und MPL nicht übersteigen.
28. Elektroschweiß- und Gasschweißarbeiten mit erhöhter Gefährdung werden in Übereinstimmung mit einer schriftlichen Anordnung durchgeführt - einer Arbeitserlaubnis für die Arbeit mit erhöhter Gefährdung (nachstehend "Arbeitserlaubnis"), die von Beamten ausgestellt wird, die von dem für die Organisation und die sichere Arbeit verantwortlichen Arbeitgeber bevollmächtigt sind.
Die Arbeitserlaubnis bestimmt Inhalt, Ort, Zeit und Bedingungen der Arbeit, die erforderlichen Sicherheitsmaßnahmen, die Zusammensetzung des Teams und die für die Organisation und die sichere Arbeit verantwortlichen Mitarbeiter.
Das Verfahren zur Herstellung von Werken mit erhöhter Gefährdung, die Gestaltung der Arbeitserlaubnis und die Pflichten der für die Organisation und die sichere Durchführung der Arbeit verantwortlichen Beamten werden durch die örtliche Regelung des Arbeitgebers festgelegt.
29. Um Elektroschweiß- und Gasschweißarbeiten in den Schutzzonen von Bauwerken oder Versorgungsunternehmen durchzuführen, wird nach schriftlicher Vereinbarung mit den Organisationen, die diese Bauwerke und Kommunikationen betreiben, eine Genehmigung erteilt.
Die Unterschrift über die Genehmigung der Ausführung von Elektroschweiß- und Gasschweißarbeiten muss vor Beginn der Arbeiten von einem befugten Bediensteten der Betriebsorganisation in eine Arbeitserlaubnis gebracht werden.
30. Die Arbeitserlaubnis wird für den Zeitraum erteilt, der erforderlich ist, um einen bestimmten Arbeitsaufwand auszuführen. Bei Auftreten von gefährlichen oder schädlichen Produktionsfaktoren im Produktionsprozess, die nicht in der Arbeitserlaubnis festgelegt sind, wird die Arbeit eingestellt, die Arbeitserlaubnis wird aufgehoben. Die Arbeit wird erst nach Erteilung einer neuen Arbeitserlaubnis wieder aufgenommen.
Der Beamte, der die Arbeitserlaubnis ausgestellt hat, überwacht die Umsetzung der darin vorgesehenen Maßnahmen sichere Produktion funktioniert
31. Ausgegebene und ausgegebene Arbeitsauftragstoleranzen werden in der Zeitschrift festgehalten, wobei empfohlen wird, die folgenden Informationen zu berücksichtigen:
1) den Namen der Einheit;
2) die Nummer der Genehmigung;
3) Ausstellungsdatum;
4) eine kurze Beschreibung der Arbeit an der Seitenzulassung;
5) der Zeitraum, für den die Arbeitserlaubnis erteilt wird;
6) die Namen und Initialen der Beamten, die die Arbeitserlaubnis ausgestellt und erhalten haben, und durch ihre Unterschriften mit Datum versehen;
7) den Namen und die Initialen des Beamten, der die Arbeitserlaubnis erhalten hat, die für die Ausführung der Arbeiten geschlossen ist, und durch seine Unterschrift unter Angabe des Datums bestätigt;
32. Zu Arbeiten mit erhöhter Gefährdung, für deren Herstellung eine Arbeitserlaubnis erteilt wird, gehören:
1) Elektroschweiß- und Gasschweißarbeiten, die außerhalb und in Tanks aus brennbaren Stoffen durchgeführt werden, arbeiten in geschlossenen Tanks, Tanks, Brunnen, Sammlern, Tunneln, Kanälen und Gruben, Rohrleitungen, Arbeiten in Öfen und Schornsteinen von Kesseln, innen heiß Öfen;
2) Elektroschweißen und Gasschweißen in explosionsgefährdeten Bereichen;
3) Elektroschweiß- und Gasschweißarbeiten, die während der Reparatur von Wärmeanlagen, Heizungsnetzen und -geräten durchgeführt werden;
4) Elektroschweiß- und Gasschweißarbeiten in einer Höhe von mehr als 5 m;
5) Elektroschweiß- und Gasschweißarbeiten an Orten, die zu einem Stromschlag (elektrische Energie- und Atomenergieanlagen) und mit eingeschränktem Zugang zu Besuchen (Räumlichkeiten, in denen hochgiftige, chemische und radioaktive Substanzen verwendet und gelagert werden) durchgeführt werden.
Die Liste der im Rahmen von Arbeitsaufträgen geleisteten Arbeiten kann vom Arbeitgeber ergänzt werden.
33. Die gleichnamige Arbeit mit erhöhtem Risiko, die fortlaufend durchgeführt wird und unter ähnlichen Bedingungen von einer ständigen Zusammensetzung von Arbeitnehmern durchgeführt wird, darf ohne Arbeitserlaubnis nach Arbeitsschutzanweisungen ausgeführt werden, die für jede Art von Arbeit mit hohem Risiko genehmigt sind.
34. Während der kalten Jahreszeit werden bei Elektroschweiß- und Gasschweißarbeiten im Raum (Werkstatt) die zu schweißenden Werkstücke und Teile vorab dem Raum (Werkstatt) zugeführt, so dass ihre Temperatur beim Beginn des Schweißens nicht unter der Lufttemperatur im Raum (Werkstatt) liegt.
35. Vor Beginn der Elektroschweiß- und Gasschweißarbeiten sollte sichergestellt werden, dass die Oberfläche der geschweißten Rohlinge, Teile und Schweißdrähte trocken und frei von Fett, Zunder, Rost und anderen Verunreinigungen ist.
36. Die Oberflächen von geschweißten und abgelagerten Werkstücken und Teilen, die mit korrosionshemmenden Grundierungen versehen sind, die schädliche Substanzen enthalten, werden vom Boden bis zu einer Breite von mindestens 100 mm vom Schweißpunkt entfernt gereinigt.
37. Es ist nicht gestattet, Elektroschweiß- und Gasschweißarbeiten von Leitern und Trittleitern sowie die gleichzeitige Herstellung von Elektroschweiß- und Gasschweißarbeiten in Containern durchzuführen.
38. Es ist verboten, brennbare und brennbare Materialien in einem Abstand von weniger als 5 m vom Herstellungsort des Elektro- und Gasschweißens zu platzieren.
39. Bei Elektroschweiß- und Gasschweißarbeiten in der Höhe verwenden die Arbeiter spezielle Taschen für Werkzeuge und zum Sammeln der Elektrodenstöße.
40. Bei Elektroschweiß- und Gasschweißarbeiten in einer Höhe von mehr als 5 m werden Gerüste oder Plattformen aus nicht brennbaren Materialien installiert. Diese Arbeiten werden nach der Registrierung der Arbeitserlaubnis und der Umsetzung aller in der Arbeitserlaubnis vorgesehenen Maßnahmen ausgeführt.
41. Gleichzeitiges Arbeiten auf verschiedenen Höhen entlang einer vertikalen Linie wird durchgeführt, wobei der Schutz der Arbeiter, die in den unteren Etagen arbeiten, vor Metallspritzen, Stürzen der Elektroden und anderen Gegenständen sichergestellt wird.
Orte zum elektrischen Schweißen und Gasschweißen an diesem sowie auf unteren Ebenen (ohne nicht brennbaren Schutzboden oder Bodenbelag, die durch nicht brennbares Material geschützt sind) sind von brennbaren Materialien im Umkreis von mindestens 5 m und von Explosivstoffen und -geräten - mindestens 10 m - ausgenommen .
42. Beim Elektroschweißen und Gasschweißen an der frischen Luft müssen in Schweißgeräten und -pfosten nicht brennbare Überdachungen aufgestellt werden, um sie vor direkter Sonneneinstrahlung und Niederschlag zu schützen.
Wenn keine Überdachungen vorhanden sind, werden die Elektroschweiß- und Gasschweißarbeiten während des Niederschlags angehalten.
Bei Gasschweißarbeiten im Freien im Freien werden in isolierten Räumen Kohlendioxidflaschen installiert, um ein Einfrieren zu verhindern.
43. Bei Elektroschweiß- und Gasschweißarbeiten in Tanks oder Hohlräumen von Bauwerken werden Arbeitsplätze mit Absaugung versehen. Die Luftgeschwindigkeit innerhalb des Tanks (Hohlraum) sollte im Bereich von 0,3 bis 1,5 m / s liegen.
Beim Schweißen mit flüssiggas Absaugung von Propan, Butan, Argon und Kohlendioxid sollte von unten angesaugt werden.
44. Bei Elektroschweißarbeiten in Bereichen mit erhöhter Gefahr, insbesondere in besonders gefährlichen Räumen und unter besonders ungünstigen Bedingungen, werden Elektroschweißgeräte zusätzlich mit dielektrischen Handschuhen, Galoschen und Teppichen versehen.
Beim Arbeiten in engen Räumen und an schwer zugänglichen Stellen werden Schutzhelme (Polyethylen, Textolit oder Vinyl-Kunststoff) verwendet. Beim Arbeiten "liegen" wird dielektrischer Gummiteppich verwendet. Verwenden Sie keine Metallschirme.
45. Achten Sie beim Absteigen in geschlossenen Behältern durch die Luken darauf, dass die Schachtabdeckungen in der geöffneten Position sicher befestigt sind.
46. Es ist verboten:
1) Arbeiten an ungesicherten oder nicht verschlossenen Mannlöchern, Öffnungen, Brunnen;
2) Entfernen von Zäunen und Mannlochdeckeln, Öffnungen, Brunnen, auch wenn sie die Arbeit beeinträchtigen, ohne die Erlaubnis des Herstellers.
Wenn die Zäune oder Abdeckungen während des Betriebs entfernt wurden, sollten sie am Ende der Arbeit angebracht werden.
47. Die Beleuchtung bei der Herstellung von Elektro- und Gasschweißarbeiten in Metallbehältern erfolgt mit Hilfe von im Freien installierten Leuchten oder tragbaren elektrischen Handleuchten mit einer Spannung von höchstens 12 V.
Anforderungen an den Arbeitsschutz beim Betrieb von Geräten und Werkzeugen
48. Alle Arbeiten zur Installation, zum Anschluss an das elektrische Netz, zum Trennen, Reparieren und Überwachen des Zustands von Elektroschweißmaschinen und -einheiten während des Betriebs werden von elektrischem Personal durchgeführt, das eine Gruppe für elektrische Sicherheit gemäß den Arbeitsschutzbestimmungen beim Betrieb von elektrischen Anlagen besitzt.
________________
Verordnung vom 24. Juli 2013 N 328n.
49. Nicht bestromte Metallteile von Elektrofusionsgeräten sowie geschweißte Produkte und Konstruktionen werden während der gesamten Schweißzeit geerdet, und am Schweißtransformator wird der Erdungsbolzen des Gehäuses an die Sekundärklemme angeschlossen, an die der Rückleiter angeschlossen ist. Der Erdungsbolzen befindet sich an einer zugänglichen Stelle und ist mit "Erde" (mit referenzbezeichnung "Erde").
50. Stahlreifen und -konstruktionen können als Rückführungsdraht oder dessen Elemente verwendet werden. Die Verbindung der einzelnen Elemente, die als Rückführungsdraht verwendet werden, muss zuverlässig sein und an Bolzen, Klemmen oder Schweißvorrichtungen erfolgen.
51. Das Anschließen der Kabel an die Schweißausrüstung erfolgt mit angespritzten oder gelöteten Kabelschuhen.
52. Schweißketten über die gesamte Länge sind isoliert und vor mechanischer Beschädigung geschützt.
Beim Verlegen oder Bewegen von Schweißdrähten werden Maßnahmen gegen den Kontakt mit Wasser, Öl, Stahlseilen und heißen Rohren getroffen. Der Abstand der Schweißdrähte zu heißen Rohrleitungen und Sauerstoffflaschen sollte mindestens 0,5 m und bei brennbaren Gasen mindestens 1 m betragen.
53. Verbindung kabel schweißen Beim Verlängern der Länge wird es durch Pressen, Schweißen oder Löten hergestellt, gefolgt von der Isolation der Verbindungen.
Verwenden Sie keine "Twist" -Kabelverbindung.
54. Elektrohalter für manuelles Schweißen Es muss ein sicheres Klemmen und schnelles Wechseln der Elektroden gewährleisten und auch die Möglichkeit eines Kurzschlusses ihrer Gehäuse zu den zu verschweißenden Teilen bei vorübergehenden Arbeitsunterbrechungen oder bei versehentlichem Sturz auf Metallgegenstände ausschließen. Die Griffe der Elektrodenhalter bestehen aus nicht brennbarem dielektrischem und wärmeisolierendem Material. Die Drähte werden durch mechanische Klemmen oder Schweißen mit den Elektrodenhaltern verbunden.
Verwenden Sie keine selbst gemachten Elektrodenhalter.
55. Alle Elektroschweißsysteme mit variabler und gleichstrom Beim Schweißen unter besonders gefährlichen Bedingungen (in Metallbehältern, Schächten, Abteilen, Fässern, Gaskanälen, Öfen von Kesseln, Tunneln) sowie bei Anlagen zum manuellen Schweißen mit Wechselstrom, die in besonders gefährlichen Räumen oder im Freien verwendet werden, sind Abschaltvorrichtungen vorhanden im Leerlauf in Übereinstimmung mit den Anforderungen der Regeln des technischen Betriebs elektrischer Anlagen von Verbrauchern.
________________
Verordnung des Energieministeriums Russlands vom 13. Januar 2003 N 6 (eingetragen vom Justizministerium Russlands am 22. Januar 2003 N 4145).
56. Abwärtstransformatoren für tragbare elektrische Lampen werden außerhalb der zu schweißenden Produkte installiert. Metalltanks, Brunnen, Abteile, Fässer, Gaskanäle, Öfen von Kesseln, Tunneln und deren Sekundärwicklungen sind geerdet.
Wenn der Abwärtstransformator gleichzeitig auch ein Separator ist, sollte der sekundäre Stromkreis nicht mit Masse verbunden werden.
Die Verwendung von Spartransformatoren zur Verringerung der Versorgungsspannung von tragbaren elektrischen Lampen ist verboten.
57. Mobile Elektroschweißanlagen sowie tragbare Maschinen thermisches Schneiden während ihrer Bewegung werden vom elektrischen Netz getrennt.
58. Kontrolle und Überwachung des Betriebs halbautomatischer und automatischer stationärer und tragbarer Plasmamaschinen für plasmaschneiden Metall ferngesteuert.
59. Elektromotor zum Zuführen von Schweißdraht zum Pistolenbrenner von halbautomatischen Schlauchvorrichtungen beim Einschweißen inerte Gase schließt an ein elektrisches Netz an, dessen Spannung 24 V für Wechselstrom und 42 V für Gleichstrom nicht überschreiten darf.
60. Die für Gasschweißvorgänge verwendete Ausrüstung (Maschinen, Handschneider, Brenner, Getriebe, Schläuche) wird auf Anordnung eines Arbeitgebers bestimmten Mitarbeitern zur Einzelbenutzung oder im Team zugewiesen.
61. Bei Gasschweißarbeiten sollten die Acetylen- und Sauerstoffschränke geöffnet sein, der Zugang zu allen Pfosten ist frei.
Der Arbeitgeber stellt regelmäßig die charakteristische Farbe der Schränke wieder her.
62. Das Platzieren von Acetylengeneratoren in Passagen, Massenaufenthalten oder Durchgängen von Personen sowie in der Nähe von Lufteinlassplätzen mit Kompressoren oder Ventilatoren ist nicht zulässig.
63. Bei Gasschweißarbeiten ist es verboten:
1) Gasschweißarbeiten an Behältern und Rohrleitungen unter Druck durchzuführen;
2) um Gasflaschen mit abgelaufener Inspektionsperiode zu betreiben, ist der Körper beschädigt, Ventile und Adapter sind fehlerhaft;
3) an den Reduzierstücken von Gasflaschen nicht abgedichtete Manometer sowie Manometer anzubringen, bei denen:
es gibt keinen Stempel des staatlichen Inspektors oder einen Stempel mit einer Markierung auf der Jahreskalibrierung;
es gibt keine rote Linie auf dem Zifferblatt, die dem begrenzenden Arbeitsdruck entspricht (es ist nicht zulässig, eine rote Linie auf das Manometerglas zu legen; die rote Linie auf dem Zifferblatt des Manometers darf ersetzt werden, um eine Platte aus ausreichend festem Material an dem Manometergehäuse zu befestigen, die rot und fest am Manometerglas befestigt ist);
wenn das Messgerät ausgeschaltet ist, kehrt der Pfeil nicht mehr als die Hälfte des zulässigen Fehlers für dieses Messgerät zur Nullmarke der Waage zurück.
verifizierungszeitraum ist abgelaufen;
zerbrochenes Messglas oder andere Schäden, die die Richtigkeit seiner Aussagen beeinträchtigen können;
4) Schließen Sie an die Schläuche Stecker und T-Stücke an, um mehrere Brenner (Schneidgeräte) anzutreiben.
5) Verwenden Sie Schläuche, die nicht zum Gasschweißen und Gasschneiden von Metallen und defekten Schläuchen vorgesehen sind, und wickeln Sie sie auch mit Isolierband oder anderem Material ein.
6) um die Schläuche mit Glattrohrstücken zu verbinden.
64. Die Funktionsfähigkeit von Geräten zur Herstellung von Elektroschweiß- und Gasschweißarbeiten wird mindestens alle sechs Monate von Arbeitnehmern überprüft, die vom Arbeitgeber ernannt werden, der für die Instandhaltung des betreffenden Gerätetyps in gutem Zustand verantwortlich ist.
Arbeitsschutzanforderungen für das Lichtbogenhandschweißen
65. Bei der Durchführung des Handbuchs lichtbogenschweißen Folgende Voraussetzungen müssen erfüllt sein:
1) Das manuelle Lichtbogenschweißen wird an stationären, mit Absaugung ausgestatteten Stützen durchgeführt. Wenn es unmöglich ist, Schweißarbeiten an stationären Pfosten durchzuführen, kann aufgrund der Abmessungen und Konstruktionsmerkmale der zu schweißenden Produkte die gasförmigen Bestandteile des Aerosols entfernt werden lichtbogen lokale Absaugung anwenden;
2) Kabel (Drähte) von Elektroschweißmaschinen sind mindestens 0,5 m von Sauerstoffleitungen und mindestens 1 m von Rohrleitungen aus Acetylen und anderen brennbaren Gasen entfernt;
3) Elektrische Schweißtransformatoren und andere Schweißeinheiten werden mittels Messerschaltern oder Startvorrichtungen in das elektrische Netzwerk einbezogen.
66. Wenn das manuelle Lichtbogenschweißen verboten ist:
1) an einen Schalter mehr als einen Schweißtransformator oder einen anderen Stromverbraucher anschließen;
2) elektrische Installationen reparieren, die unter Spannung stehen;
3) frisch lackierte Strukturen, Apparate und Kommunikationen sowie Strukturen, Apparate und Kommunikationen schweißen, die unter Druck und Spannung stehen und mit brennbaren, giftigen Stoffen, Flüssigkeiten, Gasen, Dämpfen gefüllt sind;
4) Schweißen und Schneiden von Tanks aus brennbaren und brennbaren Flüssigkeiten sowie brennbaren und explosiven Gasen (Tanks, Tanks, Fässer, Tanks) ohne vorheriges Reinigen, Bedampfen dieser Tanks und Entlüften der Gase durchführen;
5) Erdleitungen, Leitungen für sanitäre und technische Netze (Wasserversorgung, Gasleitung, Belüftung) verwenden, metallstrukturen Gebäude und technologische Ausrüstung als Rückdraht für das Elektroschweißen;
6) persönliche Schutzausrüstung aus synthetischen Materialien verwenden, die keine Schutzeigenschaften haben, durch die Einwirkung des Lichtbogens zerstört werden und sich durch Funken und Spritzer geschmolzenen Metalls entzünden können, bei Kontakt mit erhitzten Oberflächen sintern;
7) Lassen Sie während der Arbeitspausen und am Ende der Arbeit Elektrowerkzeuge, die unter Spannung stehen, am Arbeitsplatz.
Anforderungen an den Arbeitsschutz beim Widerstandsschweißen
67. Vor Beginn der Arbeit ist ein Mitarbeiter, der das Widerstandsschweißen durchführt, verpflichtet:
1) ihren Arbeitsplatz in Ordnung bringen, Werkzeuge für die Arbeit und Geräte vorbereiten und sicherstellen, dass sie betriebsbereit sind;
2) Überprüfung der Gebrauchstauglichkeit der Luft- und Wassersysteme der Widerstandsschweißmaschine, Vorhandensein von Öl im Ölspender (das Vorhandensein von Öl im Ölspender muss mindestens einmal pro Woche überprüft werden);
3) die Verfügbarkeit und Funktionsfähigkeit von Sicherheits- und Verriegelungsvorrichtungen von Widerstandsschweißmaschinen, Schaltschränken, Erdung und Isolierung prüfen;
4) Überprüfen Sie die Funktion der lokalen Absaugung und Schalldämpfer.
5) die Verfügbarkeit und Gebrauchstauglichkeit von Schutzvorhängen und klappbaren transparenten Schirmen oder Schilden prüfen;
6) das geschweißte Produkt sicher befestigen;
7) Führen Sie einen Teststart der Widerstandsschweißmaschine durch und stellen Sie sicher, dass alle Komponenten ordnungsgemäß funktionieren und der Schweißzyklus kontrolliert werden kann.
68. Während der Arbeit muss der Mitarbeiter, der das Widerstandsschweißen durchführt,
1) Personen, die nicht mit der Arbeit am Arbeitsplatz verbunden sind, nicht erlauben, die Kontrolle der Widerstandsschweißmaschine nicht auf unbefugte Personen zu übertragen;
2) das Widerstandsschweißgerät während des Betriebs nicht zu schmieren, zu reinigen und zu reinigen;
3) sicherstellen, dass die Drähte nicht mit Wasser in Kontakt kommen und dass sie keine geschmolzenen Metallspritzer fallen lassen;
4) Überprüfen Sie die Elektroden: Stoppen Sie die Widerstandsschweißmaschine im Falle eines "Anklebens" der Elektroden sofort und informieren Sie den Arbeitsleiter darüber.
5) sich an den technologischen Modus halten, der durch den technologischen Prozess bereitgestellt wird;
6) um die Sicherheit der Hände zu gewährleisten, wenn Rollen, Elektroden und andere bewegliche Teile bearbeitet werden; Achten Sie beim Schweißen kleiner Teile darauf, dass Ihre Hände nicht von der Arbeitselektrode gedrückt werden.
7) Berühren Sie nicht die Elektroden und prüfen Sie die Schweißpunkte nicht mit Ihren Händen.
8) während des Betriebs nichts auf der Widerstandsschweißmaschine oder im Inneren der Widerstandsschweißmaschine umstellen, nicht auf der Widerstandsschweißmaschine anlehnen;
9) Mindestens zweimal pro Schicht, vollständige Reinigung des Schweißkreislaufs von Graten, Spritzern von geschmolzenem Metall, Oxiden und Zunder.
Alle Arbeiten zur Einstellung von Widerstandsschweißmaschinen werden nur durchgeführt, wenn der Messerschalter ausgeschaltet ist.
69. Vor dem Punktschweißen an Außenbord-Widerstandsschweißmaschinen muss das Anziehen aller Schraubverbindungen auf ihre Zuverlässigkeit geprüft werden. Erst danach kann die Widerstandsschweißmaschine aufgehängt werden.
An der Aufhängevorrichtung sind neben Zecken stromführende Kabel aufgehängt. Zur Sicherheit wird eine zusätzliche Kette oder ein zusätzliches Kabel durch den zweiten Hebering geführt.
70. Bei einer Arbeitsunterbrechung den Schalter der Widerstandsschweißmaschine ausschalten, die Ventile des Wassers, des Kühlsystems und der Luft schließen.
Im Winter muss ein ständiger Wasserumlauf gewährleistet sein.
71. Wenn an der Widerstandsschweißmaschine und anormalen elektrischen Geräten (Zeitschaltuhren, Magnetventilen, Startvorrichtungen) sowie bei Unterbrechung der Spannungsversorgung elektrische Drähte festgestellt werden, den Schalter der Widerstandsschweißmaschine ausschalten und sofort den diensthabenden Elektriker anrufen.
Es ist verboten, sich selbst zu beheben.
72. Bei Reparaturen, Inspektionen, Wechseln und Abisolieren der Elektroden sollte das Kontaktschweißgerät durch elektrischen Strom, Druckluft und Wasserversorgungssysteme von der Stromquelle getrennt werden. Hängen Sie Schilder mit der Aufschrift:
1) am Unterbrecher schweißmaschine - "Nicht einschalten! Leute arbeiten";
2) an den Ventilen für Druckluft und Wasser - "Nicht öffnen! Menschen arbeiten."
73. Bei einer Flamme in der Widerstandsschweißmaschine der Maschine sofort die Maschine anhalten, den Schalter ausschalten, die Maschinentür öffnen und das Feuer mit trockenem Sand oder einem Feuerlöscher löschen. Gleichzeitig wird der Elektriker eingeschaltet.
74. Nach Beendigung der Arbeit ist der Mitarbeiter, der das Widerstandsschweißen durchführt, verpflichtet:
1) Schalten Sie das Widerstandsschweißgerät in der folgenden Reihenfolge aus:
schalten Sie die Stromversorgung aus.
schalten Sie die Luft aus;
schalten Sie das Wasser aus.
2) Entfernen Sie Ihren Arbeitsplatz, legen Sie Teile, geschweißte Baugruppen, Zubehör und Werkzeuge an speziell dafür vorgesehenen Stellen ab.
3) sicherstellen, dass keine schwelenden Materialien nach der Arbeit verbleiben;
4) dem Vorgesetzten alle Funktionsstörungen der Ausrüstung mitteilen, die während der Arbeit aufgetreten sind.
75. Bei einer langen Arbeitspause von Widerstandsschweißmaschinen oder der Gefahr des Einfrierens von Wasser:
1) das Kühlsystem der Widerstandsschweißmaschine wird mit Druckluft geblasen;
2) Korrosionsschutzfett wird auf die Arbeitsteile des Pneumatikzylinders und auf andere Teile der Widerstandsschweißmaschine aufgebracht, die korrosionsanfällig sind.
Anforderungen an den Arbeitsschutz beim Unterpulverschweißen
76. Beim Unterpulverschweißen an stationären Pfosten werden Schweißeinheiten mit lokaler Absaugung ausgestattet. Saugpumpen befinden sich direkt an der Schweißstelle (in einem Abstand von höchstens 40 mm von der Lichtbogenzone in Richtung der Nahtbildung). Es wird empfohlen, eine schlitzförmige Absaugung zu verwenden.
77. Unterpulverschweißanlagen sollten Folgendes haben:
1) eine Vorrichtung zum maschinellen Einfüllen von Flussmittel in das Schweißbad;
2) eine Fluopumpe mit einem Trichter und einem Filter (wenn Luft in den Raum zurückgeführt wird), um das verbrauchte Flussmittel von der Naht zu reinigen.
78. Anlagen zum Unterpulverschweißen sind mit mechanisierten Vorrichtungen zum Reinigen der Naht von der Schlackenkruste bei gleichzeitiger Sammlung ausgestattet. Die manuelle Reinigung des Flussmittels ist nur in Fällen zulässig, in denen der Einsatz von Fluopumpen nicht möglich ist. Gleichzeitig ist die Verwendung persönlicher Atemschutzgeräte erforderlich.
79. Das System zum Zuführen und Sammeln des Flussmittels sollte für die Reinigung der Abluft von Staub und Gasen sorgen.
80. Schweißer von Arbeitern werden beim Unterpulverschweißen von Rohren und anderen großen Konstruktionen mit Spezialkabinen mit Frischluftzufuhr, Wärme- und Schalldämmung der Außenflächen und einem Bedienfeld für den Schweißprozess ausgestattet.
Anforderungen an den Arbeitsschutz beim Plasmaschneiden
81. Vor dem Plasmaschneiden müssen Sie:
1) den Betrieb des Kühlsystems der Plasmaschneideinheit überprüfen;
2) die gewünschte Schnittgeschwindigkeit einstellen;
3) Einstellen des Flusses des plasmaerzeugenden Mediums gemäß dem Prozess;
4) Prüfen Sie, ob sich Wasser in der Ablage des Schneidtisches oder des Plasmaschneidrahmens befindet.
82. Um Arbeiter, die nicht mit der Wartung des Plasmabrenners in Verbindung stehen, vor der sichtbaren und ultravioletten Strahlung des Plasmabogens zu schützen, ist die Plasmabrennerzone mit Schalen oder Schirmen aus nicht brennbaren Materialien umgeben.
Zum Schutz der Bediener von Brücken- und anderen Kranen, die in der Sichtzone des Plasmabogens arbeiten, ist der untere Teil der Sichtkabinen (ein Drittel) mit Lichtfiltern verglast.
83. Fehler in der Plasmaschneidanlage Plasmatron dürfen nur dann beseitigt werden, wenn die Stromzufuhr zur Installation von Elektrofachkräften unterbrochen wird, die diese Anlage bedienen und über eine elektrische Sicherheitsgruppe von mindestens III verfügen.
84. Wenn der "Pilotbogen" gezündet wird, ist die Düsenöffnung von den in der Nähe arbeitenden Personen weggerichtet.
Verwenden Sie beim Zünden des „Betriebslichtbogens“ durch Schließen ein spezielles Gerät mit einem isolierten Griff, der nicht weniger als 150 mm lang ist.
85. Bei Arbeiten, bei denen die Gefahr eines Stromschlags besteht, wird den Arbeitnehmern eine geeignete persönliche Schutzausrüstung (dielektrische Handschuhe, Schuhe, Fußmatten) zur Verfügung gestellt.
Anforderungen an den Arbeitsschutz bei Arbeiten zum Gasschweißen und zum Gasschneiden
86. Bevor Sie mit der Arbeit beginnen gasschweißen und gas schneiden (im Folgenden - Gasflammenwerk) von Mitarbeitern, die diese Arbeiten ausführen, werden geprüft:
1) feste Verbindung der Hülsen mit dem Brenner, dem Schneidwerkzeug, dem Getriebe und den Sicherheitseinrichtungen;
2) die Funktionsfähigkeit der Ausrüstung, Kontrollvorrichtungen (Druckmessgeräte), das Vorhandensein von Unterdruck in dem Kanal für Ausrüstung für die Injektion von brennbarem Gas;
3) Zustand der Sicherheitseinrichtungen;
4) die korrekte Zufuhr von Sauerstoff und brennbarem Gas zum Brenner, Schneidbrenner oder Gasschneidemaschine;
5) das Vorhandensein von Wasser im Wassertor bis zur Höhe des Steuerventils (Kegel) und die Dichte aller Anschlüsse im Gatter für den Gasdurchtritt sowie die Verbindungsdichte des Schlauchs an das Gatter;
6) die Richtigkeit der Stromversorgung, das Vorhandensein und die Funktionsfähigkeit der Erdung;
7) Verfügbarkeit und Gebrauchstauglichkeit von Feuerlöschgeräten;
8) Gebrauchstauglichkeit und Kalibrierungsdauer des Manometers an der Gasflasche.
87. Bei Feststellung von Lecks von Sauerstoff und Acetylen aus Rohrleitungen und Gasabgabestellen sowie der Unfähigkeit zur schnellen Fehlerbehebung sollten beschädigte Abschnitte von Rohrleitungen und Gasabgabestellen abgeschaltet und der Raum gelüftet werden.
88. Die Beheizung von gefrorenen Acetylen- und Sauerstoffleitungen erfolgt nur mit Dampf oder heißem Wasser. Verwenden Sie keine offenen Flammen und keine elektrische Heizung.
89. In den Räumlichkeiten, in denen Gasflammenwerke ausgeführt werden, ist eine Lüftung vorgesehen, um die freigesetzten schädlichen Gase zu entfernen.
90. Gasflammenarbeiten sowie jegliche Arbeiten mit offenem Feuer aus anderen Quellen dürfen in einem Abstand (horizontal) von mindestens
1) aus einzelnen Flaschen mit Sauerstoff und brennbaren Gasen - 5 m;
2) aus Flaschengruppen (mehr als 2), die zur Durchführung von Gasflammenarbeiten bestimmt sind - 10 m;
3) von Gaspipelines mit brennbaren Gasen sowie Gasverteilstationen in Metallschränken:
für Handarbeit - 3 m;
für mechanisierte Arbeit - 1,5 m.
Bei Flammen- und Funkenrichtung in Richtung der Sauerstoff- und Acetylenversorgungsquellen werden Schutzschirme installiert.
91. In der Wasserabdichtung des Acetylengenerators sollte der Wasserstand konstant auf Höhe des Steuerhahns (Stopfen) gehalten werden. Der Wasserstand wird mindestens dreimal pro Schicht von einem Gasflammenarbeiter geprüft, wobei die Gaszufuhr zum Tor abgeschaltet ist. Wenn die Außentemperatur unter 0 ° C liegt, wird das Wasser durch eine Frostschutzflüssigkeit ersetzt.
Acetylengeneratoren können mit trockenen Sicherheitsventilen ausgestattet werden, die bei einer Außentemperatur von über 0 ° C verwendet werden dürfen.
92. Es ist verboten, offene Gasventile für Erdgas oder Propan-Butan in Gaspipelines zu installieren.
93. Die Verwendung von Acetylen aus der Rohrleitung während der Gasflammenarbeiten darf nur durch den Absperrschieber erfolgen. Zu einem Gate wird nur ein Post hinzugefügt.
Wenn die Gasausgabestation die Maschine versorgt, die von einem Bediener bedient wird, ist die Anzahl der in der Maschine installierten Brenner oder Schläuche nur durch die Kapazität des Verschlusses begrenzt.
Bei manueller Flammarbeit kann nur ein Brenner oder eine Schneidvorrichtung an dem Ventil angebracht werden.
94. Die Luftzufuhr zum Wärmemaschinenschneider vom Hauptsitz mit einem Druck von mehr als 0,5 MPa erfolgt über ein Reduzierstück.
95. Wenn Pfosten für Gasflammenwerke aus Gasflaschen gespeist werden, werden sie senkrecht in Spezialgestelle eingebaut und mit Klammern oder Ketten an diesen befestigt.
96. Die Gestelle sind mit Schächten ausgestattet, die die Zylinder vor dem Eindringen von Öl schützen.
97. Beim Zuführen von Posten für Gasflammenwerke aus einzelnen Gasflaschen werden Sicherheitsvorrichtungen, einschließlich Flammensperren, zwischen den Zylindergetrieben und dem Werkzeug (Brenner und Brenner) installiert. Gleichzeitig werden Zylinder senkrecht eingebaut und sicher befestigt.
98. Bei der Herstellung von Reparatur- oder Installationsarbeiten dürfen Zylinder mit komprimiertem Sauerstoff unter Beachtung der folgenden Anforderungen auf dem Boden (Boden, Plattform) verlegt werden:
1) Flaschenventile befinden sich über den Zylinderschuhen, die Zylinder dürfen nicht umkippen;
2) Die oberen Teile der Zylinder werden mit einem Ausschnitt aus Holz oder einem anderen Material, das Funkenbildung verhindert, auf den Dichtungen platziert.
Ein horizontaler Betrieb von Flaschen mit verflüssigten und unter Druck gelösten Gasen (Propan-Butan, Acetylen) ist nicht zulässig.
99. Am Ort der Durchführung von Gasflammenarbeiten mit einer Anzahl von Posten bis zu 10 sollte sich an jedem Posten nicht mehr als eine gefüllte Ersatzflasche und im gesamten Bereich nicht mehr als zehn Sauerstoff- und fünf Acetylen-Ersatzflaschen befinden.
Wenn ein Standort mit einer Anzahl von Posten bis zu 10 in mehr Gas benötigt wird, wird eine Rampenzuführung oder eine Zwischenlagerung von Flaschen außerhalb des Werkstattgeländes organisiert.
100. Sauerstofframpen zur Versorgung einer Stütze für Gasflammenwerke mit einer Anzahl von Zylindern bis zu 6 dürfen in der Werkstatt (Abschnitt) installiert werden.
Es ist nicht gestattet, Gasflaschen an Orten zu installieren, an denen Personen vorbeigehen, Waren sich bewegen und Fahrzeuge passieren.
101. Beim Betrieb von Gasflaschen darf das Gas nicht vollständig verwendet werden. Für eine bestimmte Gasart muss der Restdruck in der Flasche unter Berücksichtigung ihrer Eigenschaften durch die technischen Unterlagen des Flaschenherstellers festgelegt werden und darf 0,05 MPa (0,5 kp / cm) nicht unterschreiten, sofern in den Spezifikationen für das Gas nichts anderes angegeben ist.
102. Die Verwendung ist verboten gasflaschen mit defekten Ventilen und Ventilen, die Gas durchlassen.
103. Die Verbindung des Reduzierers mit der Gasflasche erfolgt mit einem speziellen Schlüssel in einer eigensicheren Ausführung, die sich ständig im Besitz des Arbeiters befindet.
Es ist verboten, die Mutter des Getriebes bei geöffnetem Flaschenventil nachzuziehen.
104. Zum Öffnen des Ventils einer Acetylenflasche und zur Steuerung des Getriebes muss ein Mitarbeiter einen speziellen Steckschlüssel in einer eigensicheren Version besitzen. Während des Betriebs muss dieser Schlüssel auf der Zylinderventilspindel liegen.
Es ist verboten, herkömmliche Schlüssel zum Öffnen des Ventils einer Acetylenflasche und zur Steuerung des Getriebes zu verwenden.
105. Im Falle der Erfassung des Gasdurchtritts durch die Dichtung des Acetylenventils nach dem Anschließen des Reduzierers wird das Festziehen der Stopfbuchsen bei geschlossenem Ventil der Flasche durchgeführt.
106. Bei Gasflammenarbeiten öffnet das Ventil des Ventils einer Acetylenflasche um nicht mehr als eine Umdrehung, um ein schnelles Absperren des Ventils bei Entzündung oder Gaszündung sicherzustellen.
107. Beim Betreiben von Schläuchen sind folgende Anforderungen zu beachten:
1) Schläuche werden ihrem Zweck entsprechend verwendet: Es ist verboten, Sauerstoffschläuche zur Versorgung von Acetylen und Acetylenschläuche - zur Zufuhr von Sauerstoff zu verwenden;
2) Beim Verlegen der Schläuche ist das Abflachen, Verdrehen, Biegen und Quetschen mit irgendwelchen Gegenständen nicht gestattet.
3) Wenn der Schlauch repariert werden muss, werden die beschädigten Bereiche herausgeschnitten und die einzelnen Teile werden mit speziellen Nippeln verbunden (Sauerstoffschläuche werden mit Messingnippeln verbunden, Acetylenschläuche sind aus Stahl). Die Mindestlänge des zu verbindenden Schlauchabschnitts muss mindestens 3 m betragen. Die Anzahl der Verbindungen am Schlauch sollte nicht mehr als zwei betragen.
4) Die Zugangsstellen der Schläuche werden vor Beginn der Arbeiten vom Arbeiter sorgfältig auf Dichtheit überprüft und während der Gasflammenarbeiten überwacht.
5) Die Befestigung der Schläuche an den Verbindungsnippeln von Werkzeugen und Geräten (Brenner, Schneidwerkzeuge, Getriebe) muss zuverlässig sein, hierfür werden spezielle Klemmen verwendet. Die Schläuche dürfen an mindestens zwei Stellen entlang des Nippels mit einem weichgeglühten (Strick-) Draht zusammengebunden werden. An den Nippeln der Wasserschlösser sind die Schläuche fest getragen, aber nicht befestigt;
6) Funken dürfen nicht auf die Schläuche schlagen sowie Feuer und hohen Temperaturen ausgesetzt werden;
7) Die Schläuche werden mindestens einmal im Monat gemäß dem durch die örtlichen Vorschriften des Arbeitgebers festgelegten Verfahren geprüft und geprüft.
108. Das in die Gasflammenbehandlung eintretende Metall wird von Farbe (insbesondere auf Bleibasis), Öl, Zunder und Schmutz befreit, um ein Spritzen des Metalls und Luftverschmutzung durch Verdampfung und Gase zu verhindern.
109. Bei der Gasflammbehandlung von lackiertem, grundiertem Metall wird es entlang der Schnittlinie oder der Naht gereinigt. Der Streifen muss mindestens 100 mm breit sein (50 mm pro Seite). Die Verwendung von Gasflammen zu diesem Zweck ist verboten.
110. Wenn der Handbrenner oder der Brenner gezündet wird, wird zuerst das Sauerstoffventil geöffnet (1/4 oder 1/2 Umdrehung), dann das Acetylenventil geöffnet und nach kurzem Spülen des Schlauchs wird das Gasgemisch gezündet.
111. Wenn der Brenner oder Brenner überhitzt ist, wird die Arbeit angehalten und der Brenner oder die Schneidvorrichtung wird gekühlt, nachdem das Ventil geschlossen ist, bis es vollständig abgekühlt ist. Um den Brenner oder Brenner am Arbeitsplatz zu kühlen, muss ein Behälter mit sauberem kaltem Wasser vorhanden sein.
112. Beginnen Sie mit dem Strippen schweißnähte Nach Gasflammenarbeiten ist es nur nach Belüftung des Arbeitsbereichs mit Zwangsbelüftung und ohne Zwangsbelüftung zulässig - frühestens nach 15-20 Minuten.
113. Bei Arbeitspausen wird am Ende der Arbeitsschicht die Schweißausrüstung abgeschaltet, die Schläuche getrennt und der Druck in den Lötkolben vollständig abgebaut.
114. Bei langen Betriebsunterbrechungen werden neben den Brennern und Schneidwerkzeugen die Ventile an den Gasabbaupfosten, der Ausrüstung und den Zylindern geschlossen, und die Druckschrauben der Getriebe lösen sich, bis die Federn freigegeben werden.
115. Wenn die Flamme zurückbläst, schließen Sie sofort die Ventile (zuerst Acetylen, dann Sauerstoff) an der Schneidvorrichtung, den Gasflaschen und der Wasserdichtung. Bevor die Flamme nach dem Rückschlag erneut gezündet wird, werden der Zustand der Wasserdichtung, die Gaszufuhrschläuche überprüft und die Schneidvorrichtung in einem Eimer mit kaltem Wasser gekühlt.
Nach jedem Rückschlag macht der Arbeiter einen entsprechenden Eintrag in den Generatorpass.
116. Mit der vorübergehenden Einstellung von Gasflammenwerken wird die Gasversorgung der Ausrüstung ausgesetzt.
117. Die Flammbehandlung mit offener Flamme unter Druck (Kessel, Rohrleitungen, Behälter, Zylinder, Tanks, Fässer) sowie Behälter und Rohrleitungen, die mit brennbaren, brennbaren, explosiven und giftigen Flüssigkeiten und Stoffen gefüllt sind, durchzuführen, ist verboten.
118. Bei der Installation und Reparatur von Behältern dürfen Gasflammenarbeiten bei negativen Umgebungstemperaturen durchgeführt werden, wenn die in den technischen Unterlagen des Herstellers festgelegten Anforderungen erfüllt sind.
119. Gasflammenarbeiten in engen Räumen und an schwer zugänglichen Stellen (Tunnel, Keller, Tanks, Kessel, Zisternen, Abteile, Brunnen, Gruben) werden in Anwesenheit einer Arbeitserlaubnis ausgeführt, um Arbeiten mit erhöhter Gefahr auszuführen.
120. Bevor Gasflammenarbeiten in engen Räumen und an schwer zugänglichen Stellen durchgeführt werden, müssen folgende Voraussetzungen erfüllt sein:
1) Die Luft im Arbeitsbereich wurde auf den Gehalt an schädlichen und gefährlichen Stoffen geprüft.
2) es sind mindestens zwei Öffnungen vorgesehen (Fenster, Türen, Luken, Bullaugen, Öffnungen);
3) ein kontinuierlicher Betrieb der lokalen Zu- und Abluftbelüftung ist für das Einströmen von Frischluft und das Abströmen von verunreinigter Luft aus den unteren und oberen Teilen des umschlossenen Raums oder an einem schwer zugänglichen Ort sichergestellt;
4) eine Kontrollstelle (mindestens zwei Mitarbeiter) wurde installiert, um die sichere Produktion von Gasflammenwerken zu überwachen. Die Kontrollstation muss sich außerhalb des engen Raums oder an unzugänglichen Stellen befinden, um die Arbeiter bei der Arbeit mit Gasflammen zu unterstützen.
121. Bei Gasflammenarbeiten in engen Räumen und an schwer zugänglichen Stellen werden Schweißtransformatoren, Acetylengeneratoren, Flaschen mit verflüssigtem oder komprimiertem Gas außerhalb der geschlossenen Räume und an schwer zugänglichen Stellen angeordnet, an denen Gasflammenarbeiten ausgeführt werden.
122. Bei Gasflammenarbeiten in geschlossenen Räumen ist es verboten,
1) Ausrüstung verwenden, die mit flüssigem Brennstoff betrieben wird;
2) Benzinschneider verwenden;
3) Lassen Sie unbeaufsichtigte Brenner, Schneidwerkzeuge und Hülsen während einer Pause oder nach der Arbeit.
123. Bei Gasflammenarbeiten werden Acetylengeneratoren in offenen Bereichen installiert. Ihre vorübergehende Installation in belüfteten (belüfteten) Räumen ist zulässig.
Acetylengeneratoren sind eingezäunt und in einem Abstand von mindestens 10 m vom Ort der Gasflammenarbeiten sowie vom Ort der Luftansaugung durch Kompressoren und Ventilatoren angeordnet.
An den Stellen, an denen Acetylengeneratoren installiert sind, hängen Schilder: "Kein Zutritt ist verboten - feuergefährlich", "Nicht rauchen", "Nicht mit Feuer durchgehen".
Während des Betriebs von Acetylengeneratoren werden die Sicherheitsmaßnahmen beachtet, die in den technischen Unterlagen des Herstellers angegeben sind.
124. Bei Gasflammenarbeiten ist es verboten:
1) gefrorene Acetylengeneratoren, Ventile, Getriebe und andere Teile von Schweißanlagen mit offenem Feuer oder glühenden Objekten zu erwärmen;
2) Verwenden Sie ein aus Funkenmaterial hergestelltes Werkzeug, um die Trommeln mit Calciumcarbid zu öffnen.
3) Calciumcarbid über Granulat in die Ladevorrichtungen tragbarer Acetylengeneratoren zu laden;
4) Calciumcarbid in Nassladeeinrichtungen laden;
5) Übertragen des Acetylengenerators in Gegenwart von Acetylen im Gassammler;
6) Arbeit von einem Sicherheitsventil bis zu zwei Mitarbeitern;
7) um die Arbeit des Acetylengenerators zu beschleunigen;
8) um den Kontakt von Zylindern sowie Gaszufuhrschläuchen mit stromführenden Drähten zu ermöglichen;
9) um den Kontakt von Sauerstoffflaschen, Getrieben und anderen Schweißgeräten mit zu ermöglichen verschiedene Ölesowie mit öliger Kleidung und Lumpen;
10) Spülen der Schläuche für Acetylen mit Sauerstoff und Sauerstoffschläuche mit Acetylen;
11) zur Verwendung von Gasversorgungsschläuchen, deren Länge 30 m überschreitet, und während der Bau- und Installationsarbeiten - 40 m;
12) Gaszufuhrschläuche anziehen, verdrehen, brechen oder klemmen;
13) Ölschläuche verwenden;
14) Gasflammenarbeiten mit inaktiver Lüftung durchführen;
15) Gasflammenarbeiten in den Tanks bei einer Lufttemperatur von über 50 ° C durchführen, ohne persönliche Schutzausrüstung zu verwenden, die einen wirksamen Wärmeschutz gewährleistet und der Atemzone reine Luft zuführt;
16) Bei Gasflammenarbeiten in geschlossenen und schwer zugänglichen Räumen Propan-Butan-Gemische und Flüssigbrennstoff anwenden.
17) um die Anwesenheit unberechtigter Personen an den Orten zu ermöglichen, an denen Gasflammenarbeiten ausgeführt werden.
125. Nach Abschluss der Gasflammenarbeiten muss Calciumcarbid im Acetylengenerator entwickelt werden. Aus dem Generator entnommener Kalkschlamm wird in einen für diese Zwecke geeigneten Behälter entladen und in eine Schlammgrube abgeführt.
Offene Schlammgruben sind mit Geländern eingezäunt.
Geschlossene Schlammgruben sind mit einer Abluftbelüftung, Luken zum Entfernen von Schlamm ausgestattet und müssen nicht brennbar sein.
Das Rauchen und die Verwendung von offenem Feuer in einem Umkreis von 10 m ab dem Ort, an dem Schluff gelagert wird, ist verboten. Für ein Rauchverbot und die Verwendung von offenem Feuer sind entsprechende Verbotszeichen angebracht.
Anforderungen an den Arbeitsschutz bei der Arbeit mit Kohlendioxid
126. Der Raum, in dem sich die Behälter mit verflüssigtem Kohlendioxid oder Gasrampen befinden, muss gelüftet werden. Die Lufttemperatur des Raumes sollte 25 ° C nicht überschreiten.
127. An der Kohlendioxid-Versorgungsstelle zu den Schweißstationen dürfen nicht mehr als 20 Zylinder platziert werden.
Es ist verboten, Fremdkörper und brennbare Substanzen auf der Kohlendioxid-Zufuhrstelle zu den Schweißstationen abzulegen.
128. Wenn leere Gasflaschen durch gefüllte ersetzt werden, müssen die Gasflaschenventile und die Verteilerventile geschlossen werden.
129. Während der Auffahrt von Gasflaschen ist die Gasübertragung an den Verbindungsstellen nicht zulässig. Die Eliminierung der Gasübertragung wird mit geschlossenen Ventilen von Gasflaschen und ohne Druck im System durchgeführt.
130. Die Heizung wird mit Strom versorgt (wenn die zentrale Versorgung von Schweißstationen mit Kohlendioxid aus Behältern oder einem Rampensystem) mit heißem Wasser oder Dampf versorgt wird.
131. Während der Gasentnahme aus einem Behälter ist es verboten,
1) Reparaturarbeiten durchführen;
2) um Rohre und Geräte mit offenem Feuer zu erwärmen;
3) biegen Sie die flexiblen Verbindungsschläuche;
4) um die Verbindungen unter Druck festzuziehen.
132. Beim Schweißen im Freien (außerhalb der Werkstatt) im Winter werden Zylinder mit Kohlendioxid in isolierten Räumen installiert, um ein Einfrieren zu verhindern.
133. Es ist verboten, einen gefrorenen Zylinder (oder ein Reduktionsmittel) mit Kohlendioxid mit einer Brennerflamme oder einem Dampfstrahl zu erwärmen. Um die Kohlendioxidflasche (oder ein Reduktionsmittel) zu erwärmen, ist es erforderlich, die Gasabsaugung aus der Flasche zu stoppen, sie in einen warmen Raum mit einer Temperatur von 20 bis 25 ° C zu bringen und warm zu lassen.
Das gefrorene Getriebe darf mit Wasser mit einer Temperatur von nicht mehr als 25 ° C erwärmt werden.
134. Um das Einfrieren von Kohlendioxid zu verhindern, ist im Getriebe vor dem Getriebe ein Heizer eingebaut. Die elektrische Spule des Gasvorwärmers, die am Reduzierer für Kohlendioxidflaschen angebracht ist, darf nicht mit der Gasflasche in Berührung kommen.
Das Heizgerät wird aus einem elektrischen Netz mit einer Spannung von nicht mehr als 42 V und einer Leistung von nicht mehr als 70 W gespeist, wodurch die Möglichkeit der Erwärmung der Gasflasche ausgeschlossen wird.
Anforderungen an den Arbeitsschutz bei der Arbeit mit Argon
135. Der Raum, in dem sich die Behälter mit flüssigem Argon befinden, Container oder Rampen, sollte keinen technologischen Boden (Keller) und Vertiefungen im Bodenbelag von mehr als 0,5 m haben.
136. Beim Betrieb eines Behälters mit verflüssigtem Argon müssen folgende Anforderungen erfüllt sein:
1) der Behälter wird mit einem Verdampfer entleert;
2) das Öffnen und Schließen der Ventile erfolgt reibungslos, ohne Stöße und Schläge;
3) Es ist nicht erlaubt, Schrauben und Dichtungen an Ventilen und Rohrleitungen unter Druck festzuziehen.
4) Schläuche werden getrennt, nachdem Argon vollständig verdampft ist.
5) auf der Haut des Arbeiters darf kein flüssiges Argon vorhanden sein, um Erfrierungen zu vermeiden;
6) Wenn Sie die Schläuche lösen, sollten sich die Arbeiter nicht gegenüberstehen, da gasförmiges oder tropfendes Argon aus dem Schlauch freigesetzt werden kann.
137. Während des Betriebs von Behältern (Lagerbehältern), Rampen zur zentralen Versorgung mit Argon, wird die Funktionsfähigkeit aller Sicherheitsarmaturen überwacht. Sicherheitsventile müssen eingestellt, abgedichtet und sauber gehalten werden.
Anforderungen an den Arbeitsschutz bei Arbeiten zum Entfetten geschweißter Oberflächen
138. Das Entfetten der geschweißten Oberflächen sollte mit sauberem Wasser abgewaschen werden.
139. Beim Entfetten der zu verschweißenden Oberflächen mit organischen Lösungsmitteln (Aceton, Testbenzin, Ethylalkohol) sind folgende Anforderungen zu beachten:
1) Das Entfetten wird in einem separaten Raum durchgeführt, der mit Be- und Entlüftungsgeräten und Feuerlöschgeräten ausgestattet ist.
2) beim Entfetten aufgetragener Lösungsmittel mit antistatischen Zusätzen;
3) das Entfetten wird in der Regel durch ein mechanisiertes Verfahren durchgeführt;
4) Bei der manuellen Entfettung werden die Teile mit feuergefährlichen organischen Lösungsmitteln in speziellen Schränken aus nicht brennbaren Materialien gewaschen, in denen Metallbäder oder -tische installiert sind. Über den Bädern oder Tischen und im oberen Teil der Schränke sind Belüftungssauger angeordnet, die Badgehäuse sind zuverlässig geerdet;
5) antistatische Materialien werden zur manuellen Entfettung verwendet;
6) Es ist nicht gestattet, elektrische Heizgeräte zu verwenden sowie jegliche Art von Arbeiten, die mit der Bildung von Funken und Feuer verbunden sind.
140. Beim Entfetten geschweißter Oberflächen ist es verboten:
1) Wischen Sie die Kanten von Produkten ab, die auf über 45 ° C erhitzt wurden, mit Lösungsmitteln.
2) Trichlorethylen, Dichlorethan und andere chlorhaltige Kohlenwasserstoffe zum Entfetten aufzubringen.
141. Gebrauchte Reinigungsmittel (Tampons) sollten in einem Spezialbehälter aus bruchsicherem und nicht brennbarem Material mit einem dicht schließenden Deckel gesammelt werden.
142. Die Reinigung und Reparatur von Geräten zum Entfetten geschweißter Oberflächen, die Rückstände organischer Lösungsmittel enthalten, sollten nach dem Blasen mit Luft oder Dampf durchgeführt werden, bis die Lösungsmitteldämpfe vollständig entfernt sind.
Beim Spülen sind Belüftungsgeräte enthalten, die die Kontamination der Raumluft mit organischen Lösungsmitteldämpfen verhindern.
Arbeitsschutzanforderungen für die Lagerung und den Transport von Rohstoffen, Rohlingen, Halbzeugen, Fertigprodukten und Abfällen
143. Bei der Lagerung von Rohstoffen, Zuschnitten, Halbzeugen, Fertigerzeugnissen und Industrieabfällen ist Folgendes vorgesehen:
1) die Verwendung von Lagermethoden, die das Auftreten gefährlicher und schädlicher Produktionsfaktoren, Umweltverschmutzung ausschließen;
2) verwenden sichere Geräte zur Lagerung;
3) Mechanisierung und Automatisierung des Be- und Entladens.
144. Beim Transport von Rohstoffen, Knüppeln, Halbzeugen, Fertigerzeugnissen und Abfallprodukten:
1) die Verwendung einer sicheren Transportkommunikation;
2) die Verwendung von Transportmitteln, die das Auftreten gefährlicher und schädlicher Produktionsfaktoren ausschließen;
3) Mechanisierung und Automatisierung von Transportprozessen.
145. Ausgangsmaterialien (Metall, schweißdraht(Elektroden, Flussmittel, Flüssigkeiten, Lösungsmittel) werden in überdachten trockenen Räumen gemäß den Anforderungen der technischen Dokumentation des Herstellers für die Lagerung eines bestimmten Materials gelagert.
Vermeiden Sie das Vorhandensein von Alkali-Dämpfen, Säuren und anderen aggressiven Substanzen in der Lagerluft.
146. Vor der Erteilung an die Arbeit werden Schweißwerkstoffe gemäß den für sie geeigneten Modi gemäß den technischen Unterlagen des Herstellers gehärtet oder getrocknet.
147. Kalziumkarbid wird in trockenen, belüfteten Bereichen gelagert, ohne den Zugriff unberechtigter Personen.
Es ist nicht gestattet, Lagermöglichkeiten für die Lagerung von Kalziumkarbid in Kellern und niedrig überfluteten Bereichen zu installieren.
Kalziumkarbid-Fässer werden sowohl horizontal als auch vertikal in Lagerhäusern gelagert.
In mechanisierten Lagerhäusern lagern die Lagerung von Fässern mit Kalziumkarbid in drei Ebenen in vertikaler Position und ohne Mechanisierung - nicht mehr als drei Ebenen in horizontaler Position und nicht mehr als zwei Ebenen in vertikaler Position. Zwischen den Reihen der Trommeln stapelten sich Bretter mit einer Stärke von 40 bis 50 mm, die mit einem Flammschutzmittel imprägniert waren. Horizontal liegende Trommeln sind vor dem Rollen geschützt.
Die Breite der Gänge zwischen den gestapelten Trommeln mit Calciumcarbid sollte mindestens 1,5 m betragen.
148. In den Anlagen von Acetylenanlagen, in denen Calciumcarbid nicht zwischengelagert wird, ist es zulässig, Calciumcarbid in Höhe der täglichen Ladung zu lagern, während in offener Form nicht mehr als eine Trommel gelagert werden kann.
149. Die geöffneten Fässer mit Kalziumkarbid sind durch wasserdichte Abdeckungen geschützt.
150. An Orten der Lagerung und Öffnung von Fässern mit Kalziumkarbid ist das Rauchen, die Verwendung von offenem Feuer und die Verwendung funkenbildender Werkzeuge verboten.
151. Lagerung und Transport von Gasflaschen dürfen nur mit angeschraubten Sicherheitsverschlüssen durchgeführt werden. Beim Transport von Gasflaschen sind Stöße und Stöße nicht zulässig. Gasflaschen werden auf speziellen Wagen, Krankentragen und Schlitten zu den Schweißplätzen gebracht, wobei Dichtungen zwischen den Zylindern angebracht werden und sie vor einem möglichen Sturz schützen.
Es ist erlaubt, Gasflaschen auf einem Federtransport oder auf einem Lastwagen in horizontaler Position zu transportieren, wobei Dichtungen zwischen den Zylindern eingebaut werden. Als Dichtungen können Holzleisten mit ausgeschnittenen Fassungen für Zylinder sowie Seil- oder Gummiringe mit einer Dicke von mindestens 25 mm (zwei Ringe pro Ballon) oder andere Dichtungen, die die Zylinder vor Stößen gegeneinander schützen, verwendet werden. Zylinder während des Transports werden mit Ventilen in einer Richtung angeordnet.
Es ist verboten, Zylinder an den Schultern und in den Händen zu tragen.
152. Flaschen mit Gasen werden während der Lagerung vor Sonneneinstrahlung und anderen Wärmequellen geschützt.
Die auf dem Gelände installierten Zylinder sind in einem Abstand von mindestens 1 m zu Heizgeräten und mindestens 5 m von Wärmequellen mit offenem Feuer und Öfen aufgestellt.
153. Die Lagerung im selben Raum von Flaschen mit Sauerstoff und Flaschen mit brennbaren Gasen sowie Calciumcarbid, Farben, Ölen und Fetten ist verboten.
154. Flaschen mit entflammbarem Gas und Schuhen werden aufrecht in speziellen Nestern, Käfigen und anderen Vorrichtungen aufbewahrt, die ein Herabfallen verhindern.
155. Zylinder ohne Schuhe werden horizontal auf Gestellen oder Gestellen gelagert. Die Stapelhöhe sollte in diesem Fall 1,5 m nicht überschreiten Die Ventile (Ventile) der Zylinder sind mit Sicherheitsverschlüssen geschlossen und müssen in eine Richtung drehen.
156. Leere Gasflaschen werden getrennt von Gasflaschen gelagert.
157. Beim Umgang mit leeren Flaschen unter Sauerstoff oder brennbaren Gasen werden die gleichen Sicherheitsmaßnahmen getroffen wie beim Umgang mit gefüllten Flaschen.
158. Am Ende der Arbeit werden Gasflaschen an einem speziell dafür vorgesehenen Ort für die Lagerung von Flaschen untergebracht, wobei der Zugang von Unbefugten ausgeschlossen ist.
V. Schlussbestimmungen
159. Die Überwachung der Einhaltung der Vorschriften durch die Bundesländer wird von Beamten des Bundesdienstes für Arbeit und Beschäftigung und deren Gebietskörperschaften (staatlichen Arbeitsaufsichtsbehörden in den Mitgliedsstaaten der Russischen Föderation) durchgeführt.
160. Manager und andere Beamte von Organisationen sowie Arbeitgeber, die sich schuldig befunden haben, gegen die Vorschriften der Geschäftsordnung zu verstoßen, werden auf die Art und Weise zur Verantwortung gezogen, die in den Rechtsvorschriften der Russischen Föderation festgelegt ist.
Elektronischer Text des Dokuments
erstellt von CJSC "Code" und verifiziert durch:
Offizielles Internetportal
rechtliche Informationen
www.pravo.gov.ru, 26.02.2015,
N 0001201502260010
Funktioniert mit erhöhter Gefahr
Arbeit mit erhöhter Gefahr ist Arbeit, bei deren Ausführung gefährliche Arbeiter und / oder schädliche Produktionsfaktoren den Mitarbeiter beeinflussen können.
Für Arbeiten mit erhöhter Gefahr gehören:
Feuerarbeit
Sicherheitsanforderungen für die Durchführung von Feuerarbeiten
Feuerwerke (PR) umfassen Produktionsvorgänge, die die Verwendung von offenem Feuer, Funkenbildung und Erwärmung von Materialien und Strukturen auf eine Temperatur, die eine Entzündung verursachen kann, umfassen: Elektroschweißen, Gasschweißen, Gasschneider, Kerosinschneiden, Löten, Metallbearbeitung mit Funken usw. .
Um alle Arten von PRs an temporären Standorten durchzuführen (außer baustellen und private Haushalte) ist der Verwalter des Objekts verpflichtet, die Zulassung gemäß den Bestimmungen der Geschäftsordnung zu erteilen brandschutz (PPB 01-03).
Allgemeine Anforderungen Sicherheit bei elektrischen Schweißarbeiten und Gasflammenarbeiten
Sicherheitsanforderungen für Elektroschweiß- und Gasschweißvorgänge sind in den branchenübergreifenden Regeln für den Arbeitsschutz während Elektro- und Gasschweißvorgängen (POT RM-020-2001) festgelegt.
Stellen für Schweiß- und Gasflammenarbeiten sollten mit Feuerlöschmitteln versehen werden.
Die Arbeiten der Schweißer in einem offenen Lichtbogenschweißraum müssen von benachbarten Arbeiten und Gängen mit feuerfesten Schirmen (Sieben, Schirmen) mit einer Höhe von mindestens 1,8 m getrennt werden.
Beim Schweißen im Freien sollten Zäune bei gleichzeitiger Arbeit mehrerer Schweißer nebeneinander und in stark befahrenen Bereichen aufgestellt werden.
Schweißen im Freien bei Regen und Schneefall sollte gestoppt werden.
Auf dieser sowie auf den unteren Etagen (wo keine nicht brennbaren Schutzböden oder durch nichtbrennbare Materialien geschützten Bodenbeläge vorhanden sind) müssen Stellen für elektrische Schweiß- und Gasflammenarbeiten von brennbaren Materialien im Umkreis von mindestens 5 m sowie von Explosivstoffen und -geräten (Gasgeneratoren, Gas) befreit werden Zylinder usw.) - innerhalb eines Radius von mindestens 10 m.
In elektrischen Schweißgeräten und deren Stromquellen sollten unter Spannung stehende Zellen mit Schutzeinrichtungen abgedeckt werden.
Beim Schneiden sollten konstruktive Elemente gegen das versehentliche Zusammenfallen der geschnittenen Elemente aufgenommen werden.
Das elektrische Schweißgerät (Umrichter, Schweißtransformator usw.) sollte über einen Schalter und Sicherungen oder einen Schutzschalter an die Stromquelle angeschlossen werden. Bei einer Spannung von mehr als 70 V muss der Schweißtransformator automatisch abgeschaltet werden.
Elektroschweißer müssen eine elektrische Sicherheitsgruppe von mindestens II haben.
Für das Lichtbogenschweißen müssen isolierte flexible Kabel verwendet werden, die für die maximale elektrische Belastung ausgelegt sind und die Dauer des Schweißzyklus berücksichtigen. Der Anschluss der Schweißkabel sollte durch Pressen oder Löten erfolgen, gefolgt von der Isolierung der Verbindungen.
Der Anschluss der Kabel an das Schweißgerät sollte mit Hilfe von gequetschten oder gelöteten Kabelschuhen erfolgen.
Beim Verlegen oder Bewegen von Schweißdrähten müssen Maßnahmen gegen Beschädigung der Isolierung und Kontakt mit Wasser-, Öl-, Stahlseilen und heißen Rohrleitungen getroffen werden. Der Abstand der Schweißdrähte zu heißen Rohrleitungen und Sauerstoffflaschen muss mindestens 0,5 m und bei brennbaren Gasen mindestens 1 m betragen.
Nicht bestromte Metallteile von Elektroschweißgeräten sowie geschweißte Produkte und Konstruktionen sollten während der gesamten Schweißzeit geerdet werden. Für den Schweißtransformator muss außerdem der Gehäuseerdungsbolzen an die Sekundärklemme angeschlossen werden, an die der Rückleiter angeschlossen ist.
Stahlreifen und -konstruktionen können als Rückführungsdraht oder dessen Elemente verwendet werden, wenn ihr Querschnitt eine unter Heizbedingungen sichere Leckage gewährleistet schweißstrom.
Die Verbindung der einzelnen Elemente, die als Rückführungsdraht verwendet werden, muss zuverlässig sein und an Bolzen, Klemmen oder Schweißvorrichtungen erfolgen.
Es ist verboten, Metallteile der Kommunikation als Rückführungskabel zu verwenden: Sanitärinstallationen, Wärmeversorgung, Gasleitungen usw. sowie Metallkonstruktionen von Gebäuden und technologische Ausrüstungsgehäuse.
Die Befestigung der Gasleitungsmanschetten an den Nippeln der Brenner der Fräser und Getriebe sowie an den Verbindungsstellen der Manschetten muss mit Spanngurten erfolgen.
Die Ärmel dürfen an mindestens zwei Stellen entlang der Brustwarze mit einem weichgeglühten (Strick-) Draht zusammengebunden werden.
Bei Gasflammenarbeiten in Tanks, Brunnen und anderen geschlossenen Tanks dürfen keine Gasabschneider verwendet werden.
Die gleichzeitige Herstellung von Elektroschweiß- und Gasflammenarbeiten in den Tanks ist nicht zulässig.
Bei Elektroschweiß- und Gasflammenarbeiten in Tanks oder Hohlräumen von Bauwerken sollten Arbeitsplätze mit Absaugung versehen werden.
Beim Schweißen mit verflüssigten Gasen (Propan, Butan, Argon und Kohlendioxid) muss die Absaugung von unten angesaugt werden.
Der Schweißtransformator, der Acetylengenerator und die Flaschen mit Flüssiggas müssen außerhalb der Tanks angeordnet werden, in denen geschweißt wird.
Bei der Herstellung von Schweißarbeiten in schlecht belüfteten Bereichen mit geringem Volumen, in geschlossenen Behältern, Brunnen usw. Für Augen und Atmungsorgane ist persönliche Schutzausrüstung zu verwenden.
Die Beleuchtung bei der Herstellung von Schweiß- oder Gasflammenarbeiten in Metallbehältern sollte mit Hilfe von im Freien installierten Leuchten oder tragbaren Handleuchten mit einer Spannung von nicht mehr als 12 V erfolgen.
Vorbereitung und Durchführung von Feuerarbeiten an explosiven und explosiven Objekten.
Allgemeine Anforderungen
Feuerarbeiten an vorhandenen explosiven und explosiven Gegenständen (RD 09-364-00) sind in Ausnahmefällen zulässig, wenn diese Arbeiten nicht in eigens dafür vorgesehenen Zwecken ausgeführt werden können. dauerhafte Standorte.
Es ist nicht gestattet, dauerhafte Orte für Feuerarbeiten in feuergefährlichen und feuergefährlichen Räumen zu platzieren.
Feuerarbeiten an explosiven und explosiven Gegenständen sollten nur tagsüber durchgeführt werden (außer in Notfällen).
Die Vorbereitung und Durchführung von Warmarbeit umfasst folgende Aktivitäten:
1. Registrierung von Werken in einer Arbeitserlaubnis. Für die Durchführung aller Arten von Feuerarbeiten an temporären Standorten (außer auf Baustellen und privaten Haushalten) ist der Facility Manager verpflichtet, eine Outfit - Zulassung zu erteilen.
Kleidung - Zulassung ist eine Aufgabe für die Herstellung von Warmarbeit, die in einer speziellen Form der festgelegten Form erstellt wird, die den Ort der Warmarbeit, den Zeitpunkt ihres Beginns und ihres Endes, das Volumen und den Inhalt der Vorbereitungsarbeit, die Reihenfolge ihrer Durchführung, die Sicherheitsmaßnahmen während der Warmarbeit und die Reihenfolge der Luftsteuerung festlegt Umwelt und Schutz der Verantwortlichen für die Vorbereitung und Durchführung der Warmarbeit, Zusammensetzung der Brigade.
Kleidung - Zulassung wird durch ein spezielles Verfahren ausgestellt, ausgefüllt und gepflegt. Die Genehmigung des Arbeitsauftrags erfolgt gemäß RD 09-364-00, S.P. 2.6 und 2.7.
2. Erarbeitung von Anweisungen zur sicheren Durchführung heißer Arbeiten.
Die Anforderungen der Anweisungen für die sichere Durchführung heißer Arbeiten in der Organisation sollten nicht niedriger sein als die in der Standardanweisung festgelegten.
3. Entwicklung von Maßnahmen zur sicheren Durchführung von Feuerarbeiten.
4. Benennung von Personen, die für die Vorbereitung und Durchführung der Heißarbeit verantwortlich sind.
Der Leiter der Abteilung, wo gehalten wird feuerarbeit, ernennt Personen, die für ihre Vorbereitung und ihr Verhalten verantwortlich sind. Die Liste der mit der Vorbereitung der heißen Arbeit beauftragten Personen, die vom Leiter der Organisation genehmigt wurde.
5. Vorarbeiten durchführen (technische Veranstaltungen).
6. Zulassung zur Arbeit, Unterweisung der Darsteller.
Die Zulassung zu den Feuerwerken erfolgt durch die für ihre Leistung verantwortliche Person, nachdem das Gerät akzeptiert und die Klimaanlage geprüft wurde. Vor Beginn der Heißarbeit führt der Verantwortliche mit den Ausführenden gezielte Briefings zur Einhaltung der Sicherheitsmaßnahmen durch.
7. Überwachung der Einhaltung der Personalanforderungen.
Personen, die bestanden haben spezielles Trainingmit qualifikationszeugnis und ein Brandschutzzertifikat. Personen, die zur Durchführung von Feuerarbeiten befugt sind, müssen die Kenntnis des Arbeitsschutzes einmal jährlich bestehen und sich jährlich einer ärztlichen Untersuchung unterziehen. Personen unter 18 Jahren und Studenten dürfen nicht unabhängig arbeiten.
8. Kontrolle bei der Durchführung heißer Arbeit.
Der Kopf der Baueinheit gewährleistet die Kontrolle der Einhaltung der Anweisungen zur sicheren Durchführung von Warmarbeit. Die Kontrolle der Luftumgebung erfolgt durch die Person, die für die Vorbereitung der heißen Arbeit verantwortlich ist.
9. Beobachtung des Herstellungsortes der heißen Arbeit nach deren Abschluss.
Der Schichtleiter überprüft den Ort, an dem das Feuerwerk durchgeführt wurde, und stellt sicher, dass er drei Stunden lang überwacht wird, um eine mögliche Entzündung zu vermeiden.
Schweißen bezieht sich auf Arbeiten mit erhöhter Gefahr, die eine Reihe von Anforderungen mit sich bringen, deren Erfüllung zwingend ist. Die Hauptgefahren beim Schweißen sind:
- stromschlaggefahr beim Lichtbogenschweißen;
- verbrennungen der Haut und der Sehorgane durch Abstrahlen der Energie eines elektrischen Lichtbogens und Spritzer von geschmolzenem Metall;
- die negativen Auswirkungen von Gasen, Dämpfen und Staub während des Schweißvorgangs auf den menschlichen Körper;
- mechanische Verletzungen bei Montagearbeiten und Vorbereitung von Schweißteilen;
- sprenggasflaschen und Acetylengeneratoren;
- brandgefahr bei allen Feuerarbeiten;
- strahlenverletzung mit Strahlenschutzverfahren schweißverbindungen;
- bei Montagearbeiten besteht die Gefahr von Arbeiten in der Höhe.
In diesem Zusammenhang dürfen nur Personen geschweißt werden, die das 18. Lebensjahr vollendet und eine besondere Ausbildung und medizinische Untersuchung durchlaufen haben.
Elektrische Sicherheitsschweißmaschine
Unter der elektrischen Sicherheit des Schweißers impliziert eine Reihe von Maßnahmen, um einen elektrischen Schlag zu verhindern. Die Eigenschaften des menschlichen Körpers sind so, dass ein elektrischer Strom mit einer Leistung von 0,05 A oder mehr bei einer Frequenz von 50 Hz gefährlich ist und tödlich sein kann.
Die Gefahr eines elektrischen Stroms hängt von vielen Faktoren ab und kann im jeweiligen Fall erheblich schwanken. In jedem Fall wird jedoch davon ausgegangen, dass für eine Person der Strom durch den Körper 0,1 A nicht überschreiten sollte. Der Stromschlag tritt auf, wenn die spannungsführenden Teile der Ausrüstung oder die Verdrahtung berührt werden. In diesem Fall fließt ein Strom durch den menschlichen Körper, dessen Stärke von der Größe der Spannung und dem elektrischen Widerstand des Körpers abhängt, der je nach dem Zustand der Person (Ermüdung, Entspannung usw.) variiert. Es wird angenommen, dass der Wert des elektrischen Widerstands des menschlichen Körpers gleich 1000 Ohm ist, dieser Wert kann jedoch in jedem Fall variieren.
Die Höhe der Spannung, unter der sich eine Person befinden kann, hängt von der Höhe der Leerlaufspannung der Stromquelle des Schweißlichtbogens ab. Die Spannung der Stromquellen eines normalen Schweißlichtbogens erreicht normalerweise 90 V und die eines zusammengedrückten Lichtbogens 200 V.
Aus der obigen Berechnung ist ersichtlich, dass unter normalen Bedingungen die elektrische Sicherheit des Schweißgeräts gewährleistet ist. Wenn sich jedoch die Bedingungen ändern (hohe Luftfeuchtigkeit, geschwächter Körper usw.), können sich diese Bedingungen dramatisch ändern und der Strom kann gefährlich werden. Daher sollten zusätzliche Maßnahmen vorgesehen werden, um den durch den Körper des Schweißgeräts fließenden Strom zu reduzieren.
Das allererste und effektivste Mittel zum Schutz vor elektrischem Schlag ist das Erden von Ausrüstung und geschweißter Teile und bietet eine zuverlässige Isolierung.
Zur elektrischen Sicherheit ist die Leerlaufspannung des Schweißgeräts auf folgende Werte begrenzt:
- gleichstromgeneratoren - bis zu 80 A;
- transformatoren - bis zu 90 A.
Jeder schweißvorrichtung stellen Sie ein separates Erdungskabel bereit, das direkt mit der Erdstraße verbunden ist. Die Erdung der Stromquellen erfolgt vor dem Umschalten in das Stromnetz. Der Abbau sollte nur nach dem Trennen des Stromnetzes erfolgen. Darüber hinaus werden Schutzzaun, automatische Blockierung und persönliche Schutzausrüstung verwendet. Es ist verboten, Prozessausrüstung, elektrische Installationsstrukturen und eine Erdungsschaltung als Umkehrschweißdraht zu verwenden.
Elektrische Schweißgeräte sollten regelmäßig (mindestens einmal im Monat) auf Folgendes überprüft werden:
- keine Schließung des Falls;
- integrität des Erdungsdrahtes;
- das Fehlen nackter, lebender Teile;
- kein Kurzschluss zwischen Hoch- und Niederspannungswicklungen;
- gebrauchstauglichkeit von Schlössern.
Der Anschluss von Schweißtransformatoren an das elektrische Netz sollte erfolgen:
- einphasentransformatoren - mit einem dreiadrigen flexiblen Schlauchkabel, dessen dritter Kern mit dem Erdungsbolzen des Schweißgeräts und dem Erdungsbus der Stromquelle außerhalb des Schaltgerätes verbunden werden sollte;
- dreiphasentransformatoren - mit einem vieradrigen Kabel, dessen vierter Kern für die Erdung verwendet wird.
Drähte, die an das Schweißgerät angeschlossen werden, müssen zuverlässig isoliert und vor den Auswirkungen von hohen Temperaturen und mechanischen Beschädigungen geschützt werden.
Alle elektrischen Schweißsysteme müssen zuverlässig geerdet sein. Das Masseanschlussdiagramm des Schweißtransformators ist in der Abbildung dargestellt.
Überprüfen und reinigen Sie das Schweißgerät und seinen Werfer sollten monatlich sein. Der Isolationswiderstand der Wicklungen von Schweißtransformatoren und Stromwandlern sollte überprüft werden, nachdem alle Arten von Reparaturen durchgeführt wurden, mindestens jedoch einmal im Jahr. Der Isolationswiderstand der Transformatorwicklungen zum Gehäuse und zwischen den Wicklungen muss mindestens 0,5 MΩ betragen.
Während der Inbetriebnahme und nach der Überholung sollte die Isolation der Schweißtransformatoren 1 Minute lang mit einer erhöhten Spannung von 50 Hz getestet werden, die den in der Tabelle angegebenen Werten entsprechen sollte.
| Ort der Anwendung der Spannung | Prüfspannung V bei Transformator-Versorgungsspannung V | |
| Bis zu 380 | Über 380 | |
| Zwischen der Primärwicklung und dem Gehäuse | 1800 | 2250 |
| Zwischen der Sekundärwicklung und dem Gehäuse | 1800 | 1800 |
| Zwischen Primär- und Sekundärwicklung | 3600 | 4050 |
Transformator Isolationstest
Beim Schweißen von außen müssen Arbeitsgeräte zuverlässig vor Regen und Schnee geschützt werden. Das Schweißen von außen bei schlechtem Wetter ist verboten. Das Schweißen unter winterlichen Bedingungen und bei Regen wird in einem speziellen Schuppen oder einem anderen Schutzraum durchgeführt, um sicherzustellen, dass der Arbeitsplatz des Schweißers trocken ist.
Beim Schweißen muss der Schweißer folgende Anforderungen erfüllen:
- Überprüfung (durch äußere Inspektion) der Isolationsisolation von Schweißdrähten und Elektrodenhaltern sowie der Zuverlässigkeit der Verbindung aller Kontakte vor dem Schweißen;
- um andere vor der erwarteten Zündung des Bogens zu warnen - bei der Arbeit mit einem Assistenten oder als Teil einer Brigade;
- mobile Schweißgeräte vom Stromnetz trennen - während ihrer Bewegung;
- schalten Sie das Schweißgerät während einer Arbeitsunterbrechung und bei Abwesenheit des Schweißers am Arbeitsplatz aus.
- beseitigen Sie die beobachteten Probleme in der Schweißeinheit - nach dem Entfernen der Spannung;
- zusammen mit improvisierter persönlicher Schutzausrüstung verwenden: Schutzhelm, Schutzschild und Brille (beim Abziehen schweißnähte), Handschuhe aus funkenbeständigen Materialien und mit niedriger elektrischer Leitfähigkeit.
Bei Arbeiten in geschlossenen Tanks sind zusätzliche Schutzmaßnahmen zu beachten. Zu diesem Zweck werden Schutzmatten, Überschuhe und Gummihelme verwendet, und die Beleuchtung erfolgt mit tragbaren Lampen mit einer Spannung von nicht mehr als 12 V. Außerdem muss unter diesen Bedingungen ein Beobachter vorhanden sein, der die Arbeitssicherheit gewährleistet und gegebenenfalls dem Ersthelfer Erste Hilfe leistet.
Brandschutz beim Schweißen
Schweißarbeiten können einen Brand verursachen, wenn die elementaren Brandschutzanforderungen nicht erfüllt werden. Funken und Tropfen geschmolzenen Metalls, unvorsichtiger Umgang mit dem Feuer des Schweißbrenners, das Vorhandensein brennbarer Flüssigkeiten und Gase am Arbeitsplatz und Unordnung in der Brandstätte können die Ursache des Brandes sein.
Die Brandgefahr sollte insbesondere auf Baustellen und bei Reparaturarbeiten an Orten, die nicht zum Schweißen geeignet sind, berücksichtigt werden. Daher sollten Brandschutzmaßnahmen an Schweißarbeitsplätzen streng beachtet werden, wobei der Arbeitsplatz ordnungsgemäß organisiert wird. Wenn Schweißarbeiten in der Höhe ausgeführt werden, sollten die Arbeitsplatzumzäunung und die Reinigung brennbarer Materialien innerhalb des in der Tabelle angegebenen Radius berücksichtigt werden.
Innerhalb der angegebenen Grenzen von Baustoffen, Bodenbelägen, Strukturen usw. platziert. Es ist notwendig, durch ein Metallsieb, eine Decke aus nicht brennbarem Material oder andere verfügbare Mittel vor Funken zu schützen. In extremen Fällen können die Materialien mit Wasser ausgegossen werden. Die Türen zu den an die Schweißstelle angrenzenden Räumen müssen dauerhaft geschlossen sein, die technologischen Klappen sind mit feuerfesten Materialien verschlossen.
Schweißarbeiten, die an Stellen von Gängen oder Durchgängen ausgeführt werden, sollten mit Warnschildern eingezäunt sein. Alle technologischen Einrichtungen, an denen Schweißarbeiten vorgesehen sind, müssen im Voraus vorbereitet und in einen Zustand gebracht werden, der die Brandschutzmaßnahmen erfüllt.
Der Arbeitsplatz des Schweißers ist mit primären Brandschutzmitteln ausgestattet. Nach Abschluss der Schweißarbeiten ist der Auftragnehmer verpflichtet, den Ort seiner Ausführung sorgfältig zu prüfen, um mögliche Brandquellen zu beseitigen. Wenn Schweißarbeiten an Kraftstoffversorgungsleitungen, in Kabelkonstruktionen, Lagerhäusern mit brennbaren Materialien und anderen feuergefährlichen Orten durchgeführt wurden, muss innerhalb von 3 Stunden nach der Arbeit eine Überwachung dieser Stelle organisiert werden.
Schutz vor Verbrennungen beim Schweißen
Verbrennungen durch den Lichtbogen sind gefährlich, besonders für die Augen. Die Helligkeit der Lichtstrahlen des Schweißlichtbogens ist viel höher als die für das menschliche Auge zulässige Norm.
Ultraviolette Strahlen, die eine der Komponenten des Lichtstroms des Lichtbogens ist, selbst bei einer kurzzeitigen Wirkung für einige Sekunden eine Augenkrankheit verursachen, die als Elektrophalymie bezeichnet wird. Die Krankheit wird von akuten Schmerzen, rezu in den Augen, Tränen, Lidkrämpfen begleitet.
Bei einer erheblichen Schädigung der Augen kann der Lichtstrom des Schweißlichtbogens sogar blind werden. Längerer Kontakt mit Lichtbogenlicht auf der Haut verursacht Verbrennungen. Außerdem können Funken, die sich beim Schweißen abbauen, Verbrennungen verursachen. Daher sollten alle Teilnehmer am Schweißprozess eine Schutzausrüstung verwenden.
Wenn das Elektroschweißen funktioniert, ist dies das wichtigste Gerät gesichtsschild, dessen Sichtloch von einem Lichtfilter abgedeckt wird, der die infraroten und ultravioletten Strahlen verzögert und die Helligkeit des Lichtbogenlichtstroms verringert.
Gasschweißgeräte verwenden schutzbrillenVerringerung der Helligkeit des Lichts. Die Wahl des Lichtfilters hängt von der Lichtbogenleistung und der Schweißmethode ab. Zum Schutz vor Hautverbrennungen tragen Sie einen Overall und Fäustlinge aus Canvas. Es ist verboten, Schweißarbeiten mit aufgerollten Ärmeln und offenem Kragen durchzuführen. Overalls und Schuhe des Schweißers müssen bei körperlichen Belastungen einen optimalen Wärmeaustausch des Körpers gewährleisten, einen wirksamen Schutz vor Spritzen geschmolzenen Metalls und gefährliche Witterungseinflüsse bieten, optimale Gewichtsmerkmale aufweisen, die Bewegungsfreiheit nicht behindern und ästhetische Anforderungen erfüllen.
Für beinschutz Lederschuhe (Sommer) oder Filzschuhe (Winter) sollten zum Schutz vor Wärmestrahlung, Kälte, Funken und Metallspritzern verwendet werden.
Die Hände schützen die Handschuhe vor Wärmestrahlung, den Kontakt mit über 45 ° C erwärmten Flächen vor niedrigen Temperaturen und Schweißspritzer.
Verwenden Sie Trennwände, tragbare Bildschirme usw., um die Umgebung vor Lichtstrom und Funken der Metallschmelze zu schützen.
Eigensicherer Schweißer
Behälter, in denen brennbare Substanzen vor dem Schweißen gelagert wurden, sollten von den Rohrleitungen getrennt und anschließend gereinigt und mit heißem Wasser mit Natronlauge gespült, gedämpft, getrocknet und gelüftet werden. Bei der Vorbereitung zum Schweißen muss der Tank mit mindestens dem 5- bis 6-fachen Luftwechsel belüftet werden. Unmittelbar vor dem Schweißen sollten Explosionskonzentrationen von Gasen oder Dämpfen mit einem Gasanalysator überprüft werden.
Während des Arbeitsprozesses muss der Zustand des Luftbehälters ständig überwacht werden, insbesondere im oberen und unteren Bereich. Luftproben werden mit einem Schlauch entnommen, dessen Ende höchstens einen Meter vom Boden und 20 bis 30 cm von der Decke in den Behälter abgesenkt wird. Wenn Luftproben auf das Vorhandensein von Gasen hinweisen, sollte das Schweißen beendet und der Tank gelüftet werden. Während des Handschweißens wird empfohlen, saubere Luft direkt unter der Abschirmung des Schweißgeräts zuzuführen.
Im Brandfall sollte bei Arbeiten mit verflüssigten Gasen (Propan, Butan usw.) und Kohlendioxidabsaugung vom Boden des Tanks ein Unterdruck erzeugt werden.
Ein Mitarbeiter, der sich direkt im Tank befindet, muss mit einem Sicherheitsgurt und einem Sicherheitsseil ausgestattet sein. Ein Ende des Rettungsgürtels ist am Gürtel des Schweißers befestigt, das andere sollte in den Händen des Versicherungsarbeiters liegen.
Der Versicherungsarbeiter erhält die gleiche Schutzausrüstung wie das Arbeiten im Tank. Er darf sich nicht von der Luke entfernen, bis der Schweißer da ist.
Bei Gasschweißvorgängen sind Explosionen bei unsachgemäßem Transport, Lagerung und Verwendung von Druckgasflaschen möglich. Während der Gasflammenbehandlungsprozesse können Acetylengeneratoren durch einen Flammenrückschlag explodieren, wenn die Wasserabdichtung nicht funktioniert. Explosionen werden durch das Vorhandensein von Öl am Anschluss der Sauerstoffflasche oder am Getriebe verursacht.
Gasflaschen müssen dabei vor Sonnenlicht und anderen Wärmequellen geschützt werden. Der Raum, in dem die Flaschen gelagert werden, muss mindestens 25 m von dem Ort entfernt sein, an dem die Gasflammenarbeiten ausgeführt werden. Flaschen mit nur homogenen Gasen können in einem Raum gelagert werden. Leere Flaschen sollten getrennt von vollen Flaschen gelagert werden.
Beim Transport der Zylinder werden Ventile in eine Richtung gesetzt und in horizontaler Position mit der vorgeschriebenen Verwendung von Dichtungen transportiert. Zylinder werden nur in einer Reihe platziert. Im hinteren Teil des Autos dürfen sich keine Spuren von Öl, Fett und geölten Gegenständen befinden.
Beim Be- und Entladen ist es nicht möglich, die Zylinder mit den Kappen nach unten aus dem Wagen zu entfernen. Es ist nicht gestattet, Flaschen zur Hand zu tragen. Bei Feststellung eines Lecks der Flasche muss diese an einen sicheren Ort gebracht werden und wenn möglich, das Gas vorsichtig aus der Flasche lösen. Innerhalb der Produktionsstätte werden Zylinder auf einem speziellen Trolley oder einer Trage transportiert.
Bei der Handhabung ist besondere Vorsicht geboten sauerstofftanks. Viele Substanzen, einschließlich Metalle, verbrennen im Sauerstoffstrom und brennbare Flüssigkeiten (Öle, Fette, Öl usw.) verbrennen mit einer Explosion. Daher sollten Personen, die mit Sauerstoffflaschen in Berührung kommen, in sauberer Kleidung arbeiten, an Händen und Werkzeugen dürfen sich keine Öle und Fette befinden.
Wenn sich herausstellte, dass der Druck in der Flasche während des Gasschweißens über dem zulässigen Wert lag, muss das Ventil kurz geöffnet werden, um einen Teil des Gases in die Atmosphäre abzulassen oder die Flasche mit Wasser zu kühlen. Bei der Abgabe von Gas aus einer Flasche muss sich der Arbeiter auf der dem Gasstrahl gegenüberliegenden Seite befinden. Im Falle eines Rückschlags ist es erforderlich, das Ventil des brennbaren Gases und dann den Sauerstoff am Brenner auszuschalten. Mundstück gasbrenner mit Wasser gekühlt. Beim Abkühlen des Mundstücks muss sichergestellt sein, dass die Ventile vollständig geschlossen sind, da sich sonst Gas an der Wasseroberfläche ansammeln kann, wodurch ein explosionsfähiges Gemisch entsteht.
Behandeln Sie leere Flaschen genauso wie volle. Leere Flaschen werden an das Lager oder an das Werk geliefert, um Stopfen und geschlossene Ventile mit Restgasdruck zu füllen. Der Rest des Gases in Acetylenflaschen darf die in der Tabelle angegebenen Werte nicht unterschreiten.
Zulässiger Restdruck in Acetylenflaschen
Tragbare Acetylengeräte werden im Freien unter einem Dach installiert. Um temporäre Arbeiten auszuführen, darf eine Acetylen-Apparatur in einem Raum installiert werden, dessen Volumen mindestens 300 m3 pro Einheit beträgt, sofern dieser Raum gut belüftet ist. Die Installation eines Acetylengenerators in einer Entfernung von weniger als 10 m von heißen Arbeitsplätzen ist verboten. Der Umgang mit dem Acetylen-Apparat sollte vorsichtig sein, da er durch explosive Gemische von Acetylen mit Luft oder Sauerstoff explodieren kann und einen unzulässigen Temperaturanstieg oder Acetylen-Druck verursacht.
Das Sicherheitsventil sollte jährlich mit einem hydraulischen Druck von 6 MPa überprüft werden Die Dichtheit des Rückschlagventils zum Sitz sollte nach dem Einbau überprüft werden und jedes Eindringen in den Flammenstopper erfolgen.
Es ist verboten, den arbeitenden Acetylenapparat unbeaufsichtigt zu lassen, es ist unmöglich, ohne Wasserabdichtung zu arbeiten, und bei Fehlfunktionen ist es verboten, mit defekten Sicherheitsventilen zu arbeiten oder Stopfen zu verwenden.
Es ist unmöglich, mit Karbidstaub zu arbeiten, Karbid in feuchte Behälter zu verladen, das Gerät über die festgelegte Norm hinaus zu beladen und Karbid mit übermäßiger Körnung einzusetzen. Drücken Sie kein Kalziumkarbid mit Metallstäben und anderen Gegenständen, die einen Funken verursachen können, in die Gießkanne des Geräts.
Schweißer Atemschutz
Beim Schweißen treten schädliche Gase und Aerosole auf, deren Menge und Zusammensetzung von der Schweißmethode, den zu schweißenden Metallen und den Schweißmaterialien und dem Schweißmodus abhängen. Besonders gesundheitsgefährdend sind Mangan-Aerosole, die das Nervensystem dauerhaft und dauerhaft schädigen können, sogar zu Lähmungen. Viele Oxide, die auf die Schleimhäute der Atmungsorgane fallen, zerstören sie, verursachen allergische Phänomene, Blutungen und sogar Asthma bronchiale. Besonders gefährliche Chromoxide.
Beim Einschweißen von Nichteisenmetallen in die Umwelt werden schädliche gasförmige Verbindungen freigesetzt, deren Vergiftung die Gesundheit beeinträchtigen kann. Zum Schutz der Atmungsorgane des Schweißers und des Arbeiters bei der Arbeit sollten daher Schutzmasken und Filtermasken des Schweißers verwendet werden.
Damit das Atemschutzgerät den Arbeitsprozess nicht stört, müssen Sie Leichtbaukonstruktionen wie die Modelle "Snowball" 201 und 301 verwenden, die die folgenden Anforderungen erfüllen:
- atemschutzmasken schützen gleichzeitig die Atmungsorgane vor den sehr giftigen festen und gasförmigen Komponenten von Schweißaerosolen;
- atemschutzmasken sind mit anderen Mitteln zum Schutz von Gesicht, Augen, Kopf (Schutzschild, Brille, Helm) kompatibel;
- atemschutzmasken belasten die Atemwege, die Weichteile des Gesichts und des Kopfes minimal.
Technische Merkmale von Atemschutzmasken vom Typ "Schneeball", die von der Serienindustrie hergestellt werden, sind in Tabelle 1 aufgeführt.
Tabelle 1 Eigenschaften von Schneeballmasken
Neben der persönlichen Schutzausrüstung ist der Arbeitsplatz des Schweißers mit einer Zu- und Abluftbelüftung ausgestattet, die eine optimale Zusammensetzung der Umgebungsluft gewährleistet.
Die Menge der Verunreinigungen, die während des Schweißvorgangs pro 1 kg verbrauchbarem Schweißmaterial freigesetzt werden, ist abhängig vom Schweißverfahren in den Tabellen 2 und 3 angegeben.
Tabelle 2 Beim Schweißen in Schutzgas
Tabelle 3 Beim Schweißen in Kohlendioxid
Arbeitsplatz Der Elektroschweißer ist ein Teil des Produktionsbereichs, der einem Arbeiter oder Team zugewiesen ist und entsprechend den Anforderungen des technologischen Prozesses mit bestimmten Geräten, Werkzeugen, Geräten usw. ausgestattet ist.
Bei der Wartung sollte der Arbeitsplatz:
- pünktlich erhalten ersetzbare Aufgaben, Outfits und Zeichnungen;
- die Ausrüstung in betriebsbereitem Zustand halten;
- um Materialien, Werkstücke, Elektroden usw. zu liefern;
- die Qualität der hergestellten Produkte kontrollieren;
- aufrechterhaltung der richtigen Reihenfolge am Arbeitsplatz.
Arbeitskabinen dienen zum Schutz von Schweißern vor Lichtbogenstrahlung an permanenten Schweißstellen. Für jeden Arbeiter wird eine separate Kabine von 2 x 2,5 m installiert, deren Wände aus dünnem Eisen, Sperrholz oder Plane bestehen können. Sperrholz und Plane sollten mit einer feuerfesten Zusammensetzung imprägniert werden, z. B. mit einer Lösung aus Kaliumalaun. Der Kabinenrahmen besteht aus Rohr oder Winkelstahl, der Boden besteht aus feuerfestem Material (Ziegel, Beton oder Zement). Die Wände sind hellgrau gestrichen, mit Tinten, die UV-Strahlung gut absorbieren (Zink- oder Titanweiß, gelbe Kronen). Die Kabinenbeleuchtung sollte mindestens 80 lx betragen. Die Kabine verfügt über eine lokale Belüftung (Abb. 6.1) mit einer Luftzufuhr von 40 m 3 / h pro Arbeiter.
Abb. 6.1. Das Schema des Absaugens von Gasen, die während des Schweißens von der Schweißstation freigesetzt werden:
1 - Luftkanal; 2 - Gatter; 3 - Luftempfänger; 4 - gestempeltes Gitter; 5 - Visier
Die Belüftungsabsaugung sollte so positioniert werden, dass die beim Schweißen freigesetzten Gase vom Schweißgerät entfernt werden. Schweißteile auf dem Schreibtisch hergestellt. Eine Tischdecke mit einer Dicke von 20 ... 25 mm besteht aus Gusseisen. Die Schweißstation ist mit einem Generator, Gleichrichter oder Schweißtransformator ausgestattet (Abb. 6.2).
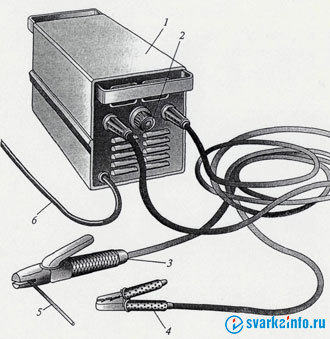
Abb. 6.2. Elektrische schweißgeräte:
1 - Schweißtransformator; 2 - Stromeinstellknopf; 3 - elektrischer Halter; 4 - Erdungsclip; 5 - Elektrode; 6 - netzkabel
Elektrische Halter werden verwendet, um die Elektrode zu fixieren und sie manuell mit Strom zu versorgen lichtbogenschweißen. Ihre Hauptmerkmale sind in der Tabelle angegeben. 6.1.
Tabelle 6.1. Eigenschaften elektrischer Halter
Elektrische Halter müssen sicherstellen, dass die Elektrode in mindestens zwei Positionen ergriffen werden kann: senkrecht und in einem Winkel von 115 ° oder mehr zur Achse des elektrischen Halters. Es ist notwendig, dass das Design des elektrischen Halters den Austausch der Elektrode in einer Zeit von höchstens 4 s ermöglicht. Die stromführenden Teile der elektrischen Halter müssen eine zuverlässige Isolierung mit einem Widerstand von mindestens 5 MΩ aufweisen, um einen versehentlichen direkten Kontakt mit dem geschweißten Produkt oder den Händen des Schweißers zu verhindern.
Die Griffisolation muss einer Prüfspannung von 1500 V mit einer Frequenz von 50 Hz für 1 min ohne Ausfall standhalten.
Die Temperatur der Außenseite des Griffs sollte bei Nennbetrieb um nicht mehr als 55 ° C ansteigen. Es ist notwendig, dass der Querschnitt des Griffs anstelle des Umfangs der Handfläche des Schweißers in einen Kreis mit einem Durchmesser von nicht mehr als 40 mm passt.
Elektrische Halter müssen eine ausreichende mechanische Festigkeit haben. Abbildungen einiger elektrischer Halterungen sind in Abb. 2 dargestellt. 6.3.
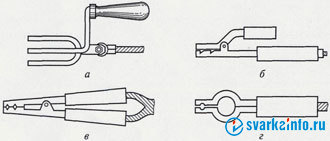
Abb. 6.3. Arten von elektrischen Haltern: a - Gabel; b, c - Prise; d - mit Federring
Tabelle 6.2. Die Querschnittsfläche des Schweißdrahtes hängt von der Stärke des Schweißstroms ab
Zu zusätzliches Werkzeug Schweißer umfassen Schraubklemmen, Drahtbürsten, Markierungen, Meißel und Hämmer. Um den Draht an dem Produkt anzubringen, werden Schraubklemmen verwendet, wie beispielsweise Klemmen, bei denen das Drahtende mit Hartlot verlötet wird. Die Klemmen sollten einen festen Kontakt mit dem zu schweißenden Produkt gewährleisten.
Draht- und Drahtbürsten werden zum Ablösen von Nähten und zum Entfernen von Schlacke verwendet - manuell und elektrisch.
Zum Stanzen von Nähten, zum Ausschneiden defekter Stellen, zum Entfernen von Spritzern und Schlacken dienen Stempel, Meißel und Hammer.
Zur Lagerung von Elektroden beim Schweißen an der verwendeten Anlage leinentaschen 300 mm lang, am Gürtel des Schweißers aufgehängt. Verwenden Sie in den Werkstattbedingungen zu diesem Zweck Gläser mit ähnlicher Länge aus einem Rohrsegment mit einem Durchmesser von 50 ... 75 mm und einem geschweißten Bodenständer.
Schweißen von Drähten werden verwendet, um Strom von der Schweißmaschine oder dem Transformator zur elektrischen Halterung und dem zu schweißenden Produkt zu liefern. Ein elektrischer Halter wird mit einem flexiblen isolierten Gummidraht geliefert, der aus einer Vielzahl von geglühten und getrimmten Kupferdrähten mit einem Durchmesser von 0,18 ... 0,2 mm gewebt ist.
Sicherheit beim Elektroschweißen
Personen, die das 18. Lebensjahr vollendet haben und sich einer besonderen Behandlung unterzogen haben berufliche Ausbildungeine Lizenz für das Arbeitsrecht besitzen und eine zweite Qualifikationsgruppe für elektrische Sicherheit erhalten haben.
Jedes Jahr führt eine Kommission unter Leitung des leitenden Ingenieurs eine Überprüfung des Wissens über elektrische Schweißer durch, um das Zertifikat zu verlängern, das die zweite Qualifikationsgruppe für elektrische Sicherheit für ein Jahr bestätigt. Die Kommission sollte einen Energiespezialisten mit einer Qualifikationsgruppe für elektrische Sicherheit einschließen, die nicht unter der fünften liegt.
Beim Schweißen in den von Gosgortekhnadzor in Russland überwachten Anlagen müssen alle Schweißer gemäß den Regeln für die Zertifizierung von Schweißern und Fachleuten zertifiziert sein schweißproduktion und die technologischen Vorschriften für die Zertifizierung von Schweißern und Schweißspezialisten, die durch Erlass des russischen Gosgortekhnadzor vom 25. Juni 2002 Nr. 36 genehmigt wurden.
Alle Arbeiten zur Installation, Reparatur und Überwachung von Elektroschweißmaschinen müssen von einem Elektriker ausgeführt werden, der über eine mindestens eine dritte Gruppe für die elektrische Sicherheit verfügt. Es ist verboten, das Elektroschweißgerät an die Stromquelle anzuschließen, die Sicherungen auszutauschen und Reparaturen an der Elektroschweißanlage durchzuführen.
Alle elektrischen Schweißgeräte müssen geschützt werden, und die rotierenden Teile der Schweißgeneratoren müssen mit Zäunen ausgestattet sein.
Mobile Schweißmaschinen mit Verbrennungsmotor müssen von einem Kfz-Mechaniker gewartet werden, der für diese Arbeiten ein Zulassungszertifikat besitzt. Diese Geräte werden mit einem Metallstift geerdet, in den Boden getrieben und am Körper des Geräts befestigt. Die Anzahl der Pins, deren Durchmesser und Länge werden durch Berechnung bestimmt, basierend auf der Tatsache, dass ihr Widerstand 4 Ohm nicht überschreiten sollte.
Wenn keine Schutzerdung bereitgestellt werden kann, muss eine Schutzabschaltung verwendet werden.
An jeder Schublade des Einschaltschalters (NRW), an den das Schweißgerät angeschlossen ist, muss eine zuverlässige Verriegelung vorhanden sein. Es ist notwendig, mit unverwischbarer Tinte auf die Schachtel zu schreiben: „Lebensgefahr. Spannung 380 V. Verantwortlich ....... ". Auf der Innenseite der Kastentür befindet sich das Anschlussschema des Transformators, dessen Leistung und die zulässige Stromstärke der Sicherungseinsätze angegeben sind.
Die Elektroschweißanlage registriert den Chefmechaniker der Organisation. Er hat ihre Pässe und Bedienungsanleitungen. Alle Schweißtransformatoren, -geräte und -umformer sollten Fabrik- und Inventarnummer haben, unter der sie im Journal des Chefmechanikers eingetragen sind.
Jedes elektrische Schweißgerät ist mit einem einzelnen Messerschalter mit einem Draht des entsprechenden Abschnitts verbunden, und der Abstand zwischen dem Gerät und der Wand beträgt mindestens 0,5 m.
Schließen Sie das Gerät an das Netzwerk an, und stimmen Sie mit der Markierung der Terminals auf den Terminals überein.
Die Bedienelemente von Elektroschweißmaschinen (Messerschalter, Paketschalter, Taster, Starter usw.) müssen über zuverlässige Verriegelungen oder Barrieren verfügen, um ein spontanes oder versehentliches Einschalten (Abschalten) zu verhindern.
Bei gleichzeitiger Verwendung mehrerer Schweißtransformatoren müssen diese so platziert werden, dass der Abstand zwischen ihnen mindestens 0,35 m und die Breite der Durchgänge mindestens 0,8 m beträgt.
Die Herstellung von Elektroschweißen ist zulässig, wenn die Anforderungen der Anweisungen für brandschutz und mit der obligatorischen Koordination der Art der Arbeit mit einem Vertreter der staatlichen Brandaufsicht. Bei Arbeiten in brandgefährdeten Räumen werden Elektroschweißer in Brandschutzregeln geschult, woraufhin die Brandschutzbehörden ein Kontrollticket ausstellen.
An Orten, an denen brennbare Stoffe und Materialien vorhanden sind, ist das elektrische Schweißen nicht zulässig. Brandstellen und Aufstellung von elektrischen Generatoren sollten von brennbaren Materialien im Umkreis von mindestens 5 m entfernt werden Elektroschweißarbeiten in Kühlschränken im Bau dürfen nur in von brennbaren Materialien befreiten Kammern und Räumen durchgeführt werden.
Schweißgeräte müssen auf der Versorgungsseite Schutzeinrichtungen haben.
Die Leerlaufspannung des Schweißtransformators auf der niedrigen Seite sollte 75 ... 110 V nicht überschreiten.
Der Körper des Elektroschweißgeräts, die Sekundärwicklung des Transformators und das zu schweißende Objekt sollten vor dem Anschluss an das Netzwerk zuverlässig geerdet werden. Diese Erdung sollte nicht unterbrochen werden, bevor das Gerät vom Netzwerk getrennt wird.
Um den Erdungsdraht an einer zugänglichen Stelle am Körper des Elektroschweißgeräts anzuschließen, muss ein Bolzen mit einem Durchmesser von 5 ... 8 mm angebracht und mit der Aufschrift "Erde" versehen werden. Oberhalb der Schweißtransformatoranschlüsse sollten sich Visiere und Schilder befinden: "Hohe Seite" und "Niedrige Seite".
Diagramme für den Anschluss von Schweißtransformatoren an das Netz von 380 und 220 V sind in Abb. 2 dargestellt. 6.4 und 6.5.
Es ist verboten, technologische Einrichtungen, Metallkonstruktionen von Gebäuden, Kommunikationsnetze, Erdungs- und Erdungsnetze, Eisenbeschläge, Konstruktionen von Elektroinstallationen, Sanitär-, Heizungs- und Abwassersteigleitungen als Rückführungsneutralleiter zu verwenden.
Der Rückführdraht kann als Stahlreifen für beliebige Profile, Schweißplatten, Zahnstangen oder Stahlbleche dienen schweißstruktur für den Fall, dass ihre Sektion aus Sicht der möglichen Erwärmung einen sicheren Fluss des Schweißstroms gewährleistet.
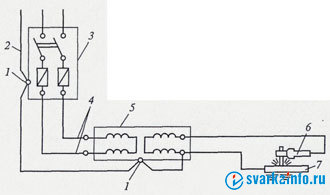
Abb. 6.4. Anschlussplan des Schweißtransformators an die Netzspannung von 380 V:
1 - Erdungsbolzen; 2 - Erddrahtnetz; 3 - NRW; 4 - Versorgungsphasendrähte; 5- Schweißtransformator; 6 - elektrischer Halter; 7 - geschweißtes Teil
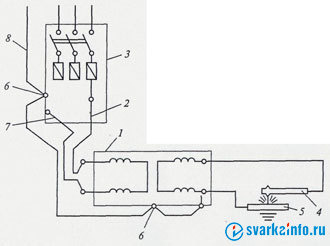
Abb. 6,5. Anschlussplan eines Einphasen-Schweißtransformators an ein Netz von 220 V:
1 - Schweißtransformator; 2 - Versorgungsphasendraht; 3 - NRW; 4 - elektrischer Halter; 5 - geschweißtes Teil; 6 - Erdungsbolzen; 7 - Nulldraht; 8 - Erdungsdraht
Die einzelnen Elemente des Rückführdrahtes müssen mit Bolzen, Klemmen oder Klemmen miteinander verbunden werden.
Die Verdrahtung zwischen dem Schweißgerät und dem elektrischen Halter muss gemäß den geltenden Normen unter Berücksichtigung der Stromstärke und der Sicherheitsbedingungen aus Draht hergestellt werden.
Es ist notwendig, Maßnahmen gegen Beschädigung der Isolierung der Drähte (Kabel) zu ergreifen und den Kontakt mit Wasser, Öl, Stahlseilen, Schläuchen mit brennbaren Gasen und heißen Rohrleitungen auszuschließen. Die Verwendung von elektrischen Schweißdrähten mit beschädigtem Geflecht oder Isolation ist verboten. Wenn ein beschädigter Draht nicht ersetzt werden kann, müssen Sie ihn in einen Gummischlauch legen.
Die Länge der Drähte zwischen Netz und mobilen Schweißgeräten sollte 10 m nicht überschreiten, und die Drähte sollten vor mechanischer Beschädigung geschützt werden.
Schweißdrähte sollten durch Heißlöten, Schweißen mit Kupplungsmuffen mit Isoliermantel verbunden werden, und die Stellen der Löt- und Schweißverbindungen der Drähte sollten sorgfältig isoliert werden.
Beim Bewegen des Schweißgeräts muss es vom Netz getrennt werden.
Der Griff der elektrischen Halterung zum manuellen Schweißen besteht aus einem wärmeisolierenden dielektrischen Material. Der Halter muss eine zuverlässige Klemme und einen schnellen Elektrodenwechsel bieten sowie die Möglichkeit eines Kurzschlusses des Körpers des elektrischen Halters mit dem zu verschweißenden Werkstück bei zeitweiligen Arbeitsunterbrechungen oder bei versehentlichem Sturz auf Metallgegenstände ausschließen.
Vor Beginn der Arbeiten muss der Elektroschweißer die Isolation des Elektrokabels und des elektrischen Halters, das Vorhandensein und die ordnungsgemäße Erdung des Schweißgeräts, die Sekundärwicklung des Transformators, das zu schweißende Teil und das Messerschaltergehäuse sowie die Zuverlässigkeit der Elektrokabelverbindungen mit dem Gerät überprüfen und sicherstellen, dass sich keine brennbaren Substanzen am Arbeitsplatz befinden Das elektrische Schweißen an brennbaren Gegenständen muss mindestens 10 m betragen, und wenn der Wind auf den brennbaren Gegenstand gerichtet ist Sculpt Substanzen - nicht weniger als 20 m).
Für die Erdung von Schweißkonvertern und Schweißtransformatoren ist Folgendes erforderlich:
- verbinden Sie den Erdungsbolzen am Schweißkonvertergehäuse mit einem vieradrigen Schlauchkabel mit dem Erdungsleiter.
- einen einphasigen Schweißtransformator versorgen, um ein dreiadriges Schlauchkabel mit einem Erdungskern zu ersetzen, der an einem Ende mit dem Gehäuse und mit dem Erdungsbolzen am NRW verbunden ist;
- erden Sie die untere Seite des Schweißtransformators (von der mit dem geschweißten Teil verbundenen Seite des Drahtes).
Eine erhöhte Gefahr besteht beim Austausch der Elektrode, wenn der Schweißer sie mit der Hand oder freiliegenden Teilen des elektrischen Halters berührt. Daher ist es strengstens verboten, das geschweißte Teil mit der anderen Hand zu berühren.
Während eines Gewitters, bei Regen oder Schnee ist das elektrische Schweißen nicht gestattet.
Der elektrische Schweißer muss die Kleidung und die Schuhe sorgfältig füllen, um einen zuverlässigen Schutz gegen Spritzer geschmolzenen Metalls zu bieten (Leinenjacken und -hosen, die auf eine Jacke geklebt sind, Jackentaschen werden mit Ventilen geschlossen, Schuhe sind festgeschnürt).
Bei Arbeiten in hochgefährlichen Räumen und Tanks muss das elektrische Schweißgerät elektrisch verriegelt sein, um ein automatisches Abschalten des Schweißstromkreises sicherzustellen, wenn die Elektrode im Ruhezustand ausgetauscht wird.
Schweißen Sie nicht an unter Druck stehenden Behältern sowie an Behältern, die nicht von brennbaren, explosiven, brennbaren und giftigen Stoffen gereinigt sind (nach dem Reinigen dieser Behälter sollte geprüft werden, ob keine gefährlichen und schädlichen Substanzen vorhanden sind). Außerdem dürfen frisch lackierte Strukturen und Rohrleitungen erst geschweißt werden, wenn der Lack vollständig trocken ist.
Elektroschweißer ist verpflichtet, beim Schweißen auf engem Raum und auf der Straße nach Regen oder Schneefall dielektrische Handschuhe, Überschuhe und Teppiche zu verwenden.
Das Elektroschweißgerät sollte regelmäßig, mindestens einmal im Monat, überprüft werden:
- das Fehlen einer Schaltung am Gehäuse;
- integrität des Erdungsdrahtes;
- gebrauchstauglichkeit der Isolierung der Versorgungsdrähte (Isolationswiderstand muss mindestens 0,5 MΩ betragen);
- das Fehlen nackter, lebender Teile;
- kein Kurzschluss zwischen den Hoch- und Niederspannungswicklungen.
Am Ende der Schweißarbeiten muss die Ordnung am Arbeitsplatz wiederhergestellt werden. Im Falle des Schwelens müssen Objekte mit Wasser gefüllt werden.
Wenn eine mobile Schweißstation Kohlendioxid-Feuerlöscher sein sollte, Filz oder Filz, Schaufel, Brechstange und Axt.
Alle Schweißarbeiten müssen gemäß den Anforderungen der „Sicherheitsregeln für das Arbeiten mit Werkzeug und Zubehör“ ausgeführt werden.
Personen, die jünger als 18 Jahre alt sind und eine besondere Ausbildung und Erprobung theoretischer Kenntnisse, praktischer Fertigkeiten, Sicherheitskenntnisse und eines Schweißerzeugnisses durchlaufen haben, dürfen Elektroschweißen und Gasschweißen. Alle Schweißer müssen das Wissen über Arbeitsschutzanweisungen weitergeben.
Durchgänge zwischen Schweißstromquellen müssen mindestens 0,8 m betragen, Durchgänge zwischen Gruppen von Schweißtransformatoren müssen mindestens 1 m breit sein. Es ist verboten, über dem Stromregler einen Schweißtransformator zu installieren.
Es ist verboten, bei Regen und Schneefall, ohne Schutzdach an elektrischen Schweißgeräten und am Arbeitsplatz Elektroschweißen durchzuführen. Beim Elektroschweißen an nassen Orten muss sich der Schweißer auf trockenen Brettern oder auf einem dielektrischen Teppichboden befinden.
Bei Abwesenheit vom Arbeitsplatz muss der Schweißer das Schweißgerät ausschalten. Beim Elektroschweißen muss der Schweißer eine individuelle Schutzausrüstung verwenden: einen Schutzschild für Gesicht und Augen, Handschuhe zum Schutz der Hände. Die Kleidung sollte aus feuerfestem Material mit niedriger elektrischer Leitfähigkeit und Lederschuhen bestehen.
Während des Gasschweißens ist es verboten, Sauerstoffflaschen im selben Raum mit Brenngasflaschen sowie mit Calciumcarbid, Farben und Ölen (Fetten) zu lagern. Die Zylinder müssen auf speziellen Wagen, Behältern und anderen Vorrichtungen bewegt werden, die eine stabile Position der Zylinder gewährleisten. Tragen Sie keine Zylinder an Schultern und Armen. Eine Gasleckflasche darf nicht zum Betrieb oder Transport verwendet werden.
Erhitzen Sie die Zylinder nicht, um den Druck zu erhöhen. Bei Gasschweißarbeiten ist es verboten, in einer Entfernung von weniger als 10 Metern von Gasflaschen zu rauchen und offenes Feuer zu verwenden. Die Gesamtlänge der Schläuche sollte nicht mehr als 30 m betragen. Bevor der Schlauch an den Brenner angeschlossen wird, muss er mit Arbeitsgas gespült werden. Alle fünf Jahre muss die Gasflasche überprüft werden. Am Ende der Arbeit müssen die Flaschenventile geschlossen werden.
Arbeitsschutz
Arbeitsschutz im Betrieb und industrielle Hygiene
Schweißarbeiten werden als Arbeiten mit einem hohen Gefährdungsgrad klassifiziert, was zu erhöhten Anforderungen an die Organisation von Arbeitsplätzen und die Wartung von Ausrüstung und Ausrüstung führt. Ein Verstoß gegen diese Anforderungen ist verboten, um traumatische Fälle (Gasvergiftung, Stromschlag usw.) zu vermeiden. Beim Arbeiten muss der Schweißer mit einem elektrischen Strom von mehr als 1000 A und einer Spannung von 24 bis 220/380 V arbeiten. Der Sauerstoff und die brennbaren Gase, die beim Gasschweißen, Aufbringen und Schneiden von Metallen verwendet werden, werden in komprimiertem Zustand, oft unter hohem Druck, an die Arbeitsstelle geliefert. Brennbare Gase, die sich mit Luft oder Sauerstoff mischen, explodieren aus einem Funken jeglicher Herkunft, einer offenen Flamme, einem erhitzten Körper und anderen thermischen Impulsen. Ein weit verbreitetes Gas ist Acetylen, auch wenn kein Sauerstoff und Luft vorhanden ist, ist es explosiv. Eine ernste Gefahr besteht beim Empfang von Acetylen in speziellen Generatoren am Arbeitsplatz.
Sauerstoff unter hohem Druck in einem Ballon hat eine hohe chemische Aktivität, insbesondere wenn er mit verschiedenen Ölen und Fetten in Kontakt kommt - tierischen, mineralischen und pflanzlichen. Das Schneiden von Metallen geht einher mit der Freisetzung einer großen Menge geschmolzenen Metalls und Schlacke von der Schneidestelle.
All dies macht den Ort der Ausführung von Schweißarbeiten zu einer Zone mit erhöhtem Risiko.
Elektrische Sicherheit
Während des Elektroschweißens sollten die Durchgänge zwischen Schweißstromquellen für Einzelstationen zum Schmelzschweißen, Schneiden und Auftragschweißen eine Breite von mindestens 0,8 m zwischen Quellen mit mehreren Stationen aufweisen - nicht weniger als 1,5 m, der Abstand von Schweißstromquellen mit einer und mehreren Stationen zur Wand muss mindestens 0,5 m betragen.
Der Schweißstromregler kann sich in der Nähe oder oberhalb des Schweißtransformators befinden. Installieren Sie den Schweißtransformator nicht über dem Stromregler.
Es ist verboten, bei Regen und Schnee Elektroschweißen durchzuführen, wenn keine Überdachungen über Elektroschweißgeräten und am Arbeitsplatz vorhanden sind.
Bei Elektroschweißarbeiten in Industrieanlagen müssen die Arbeitsplätze von Schweißern von angrenzenden Arbeitsplätzen und Gängen mit feuerfesten Schirmen (Sieben, Schirmen) mit einer Höhe von mindestens 1,8 m getrennt werden.
Beim Elektroschweißen an nassen Orten muss sich der Schweißer auf trockenen Brettern oder auf einem dielektrischen Teppichboden befinden.
Beim Elektroschweißen sollten der Schweißer und seine Assistenten eine persönliche Schutzausrüstung verwenden: einen Schutzhelm aus nicht leitfähigen Materialien, der bequem mit einem Schutzschild für Gesicht und Augen kombiniert werden sollte: Schutzbrille mit farblosen Gläsern zum Schutz der Augen vor Bruchstücken und heiße Schlacke beim Ablösen von Schweißnähten Hammer oder Meißel; Handschuhe mit Leggings oder Handschuhen, Spezialkleidung aus funkenfesten Materialien mit niedriger elektrischer Leitfähigkeit, Lederschuhe.
Brandschutz
Funken und Tropfen von geschmolzenem Metall und Schlacke, der unachtsame Umgang mit der Brennerflamme in der Nähe von brennbaren Materialien in der Nähe des Arbeitsplatzes des Schweißers kann zu Brandursachen beim Schweißen führen.
Um Brände zu vermeiden, müssen Sie Folgendes beachten brandschutzLagern Sie keine brennbaren oder brennbaren Materialien in der Nähe der Schweißstelle und führen Sie Schweißarbeiten in Räumen durch, die durch ölige Lappen, Papier oder Holzabfälle verunreinigt sind.
Es ist verboten, Kleidung und Handschuhe mit Spuren von Ölen, Fetten, Benzin, Kerosin und anderen brennbaren Flüssigkeiten zu verwenden. Schweißen und Schneiden von mit Ölfarben gestrichenen Konstruktionen können erst durchgeführt werden, wenn sie vollständig trocken sind.
Es ist verboten, Geräte unter Spannung und Behälter unter Druck zu schweißen.
Sie müssen ständig über Feuerlöschgeräte verfügen - Feuerlöscher, Sandkästen, Schaufeln, Eimer, Feuerlöschschläuche, die ihren betriebsfähigen Zustand überwachen und das Feueralarmsystem in gutem Zustand halten. Nach Abschluss der Schweißarbeiten muss das Schweißgerät ausgeschaltet und sichergestellt werden, dass keine brennenden oder glühenden Gegenstände vorhanden sind.
Der wirtschaftliche Teil
Unternehmensstruktur
Der Vorarbeiter ist für die Besetzung verantwortlich:
bietet direkt Anleitung für alle Arbeiten zur Umsetzung der geplanten Aufgabe, zum Arbeitsschutz und zu Sicherheitsmaßnahmen, so dass alle Arbeitsplätze mit Arbeitseinheiten besetzt sind;
führt Sicherheitsanalysen von Produktionsmitteln und Arbeitsprozessen durch, wendet Maßnahmen zur Erhöhung des Sicherheitsniveaus an;
täglich im Sanitärbericht Berichte über Verstöße und Beseitigung von Ursachen von Verstößen;
überprüft die Arbeit zum Arbeitsschutz und ergreift Disziplinarmaßnahmen;
überwacht die Qualität der Arbeit, prüft den Status der Dokumentation auf Anweisungen der Arbeiter im Laden;
steuert die Verfügbarkeit und systematische Aktualisierung von visueller Ausrüstung für den Arbeitsschutz am Standort und am Arbeitsplatz.
Stellvertretender Leiter der Werkstatt:
verantwortlich für die Aufgaben, die geplanten Arbeiten an den Standorten, für die Sicherheit, für die Funktionsfähigkeit der Geräte, überwacht die Qualität und die zeitgerechte Umsetzung der Aufgaben.
Standortleiter:
überwacht den Zustand der Stromquellen;
überwacht den Schweißfortschritt;
für die Sicherheit an seinem Standort verantwortlich, ist er für die Umsetzung der geplanten Arbeiten verantwortlich.
weist Schweißern Entladung zu;
überwacht die Qualität der geleisteten Arbeit;
überwacht die Sicherheit direkt bei der Ausführung von Arbeiten vor Ort;
berichte über die während des Tages geleistete Arbeit.




