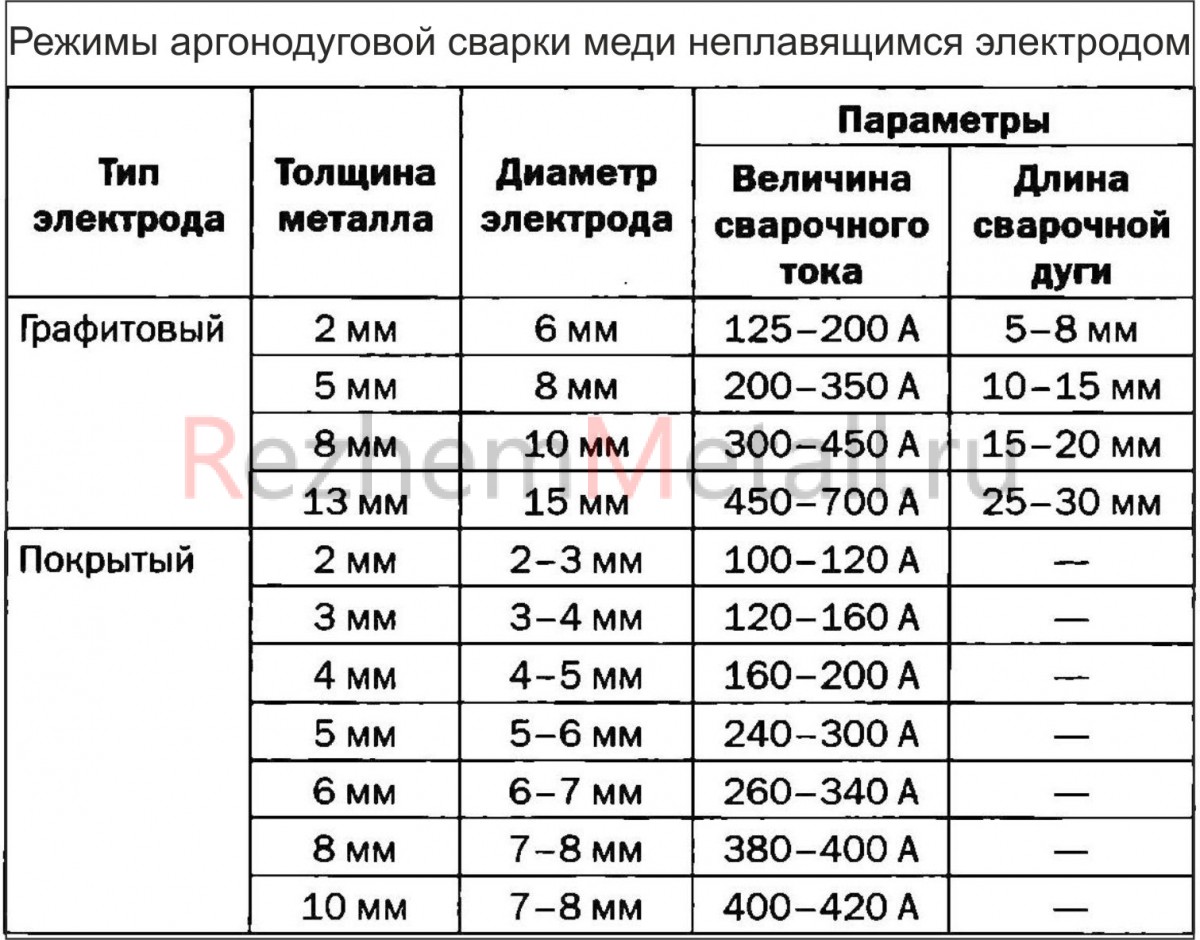
Schweißen mit Kupferelektrode, die gekocht werden kann. Auswahl der Modusparameter. Vorbereitung der Teile und Schweißdraht zum Schweißen.
Trotz der Tatsache, dass Kupfer geschweißt werden kann manuelles SchweißenIn jüngster Zeit wird mit Hilfe von Metall- oder Kohleelektroden das hocheffiziente Kupferschweißen mit Argon am häufigsten eingesetzt.
Das universelle Argon-Schweißen ermöglicht das problemlose Garen von großen und kleinen Kupferteilen.
Bekanntlich wird Kupfer aufgrund der hohen thermischen und elektrischen Leitfähigkeit sowie der hohen Beständigkeit gegen aggressive Medien und Korrosion in der Energie- und Chemietechnik eingesetzt.
Foto bearbeiten
Und da Kupfer ein sehr guter Leiter ist, erfordert das Arbeiten mit ihm eine spezielle Ausrüstung.
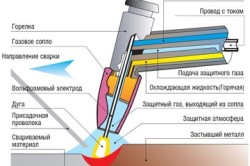
Das Schweißen mit Argon erfolgt mit direkter Polarität und gleichstrom unter Verwendung einer nicht verbrauchbaren Wolframelektrode. Die Temperatur des Argon-Lichtbogenschweißens sollte 300 bis 400 Grad erreichen.
Vor dem Kochen sollte der Lichtbogen auf einer Graphit- oder Kohleplatte erhitzt werden. Es wird nicht empfohlen, den Lichtbogen sofort mit dem Produkt zu beginnen, das Sie kochen möchten. Dadurch wird die Elektrode verunreinigt.
Es ist zu beachten, dass das Kupferschweißen mit Argon in vertikaler, oberer oder unterer Position ausgeführt wird.
Merkmale der Arbeit mit Kupfer
Obwohl das Schweißen von Kupferteilen mit speziellen Elektroden durchgeführt werden kann, ist es dennoch am besten, nicht verbrauchbare Wolframelektroden für diese Zwecke zu verwenden.
Solche Elektroden „schweißen“ gut, die Nähte sind im Gegensatz zum Schweißen mit herkömmlichen Elektroden langlebig, glatt und sauber.
Seit während schweißen Wenn ein Gasgemisch verwendet wird: Argon und Stickstoff, sollte das Sicherheitsschweißen nur von einem speziell ausgebildeten Schweißer ausgeführt werden.
Nicht verbrauchbare Wolframelektroden gibt es in verschiedenen Ausführungen: EVL und EVI. EVL sind Laptanirovannye - Elektroden und EVI - iterierte Elektroden.
Beim Schweißen von Kupferteilen mit Argon handelt es sich um präzise abgestimmte Wolframelektroden. Wenn die Dicke der mit Argon geschweißten Kupferteile mehr als 5 mm beträgt, sind die vorgeschriebenen Schneidkanten anzuwenden.
Ohne Kantenvorbereitung kann nicht die gesamte Dicke des Metalls erhitzt werden, da Kupfer eine hohe Wärmeleitfähigkeit aufweist.
Sie sollten wissen, dass für Metall mit einer Dicke von 5 - 12 mm einseitig geschnitten wird. Wenn die Dicke des Metalls größer ist, schneiden Sie beide Kanten des Werkstücks ab.
Die Qualität der Schweißnaht hängt auch von den im Kupfer enthaltenen Verunreinigungen ab - je reiner das Kupfer, desto besser die Schweißnaht. Neben Wolframelektroden wird auch Fülldraht verwendet.
Der Schweißdraht isoliert die zu schweißenden Teile von Sauerstoff, der jedoch in den Schweißbereich fällt.
Das Material des Zusatzdrahtes muss unbedingt der Zusammensetzung des Metalls entsprechen, das gekocht werden soll.
Als Zusatz können Sie Kupferdraht nehmen, der viel Mangan enthält. Einerseits bindet Mangan zuverlässig den Sauerstoff, der in den Schweißbereich gelangt, andererseits verringern Manganverunreinigungen die Festigkeit der Schweißnaht.
Daher sollte als Zusatzstoff ein Draht verwendet werden, der Seltenerdmaterialien enthält.
Solche Materialien werden vollständig aus den Nähten des Sauerstoffs entfernt, bleiben aber nicht in der Zusammensetzung der Naht als Beimischung von Mangan.
Leider ist Seltenerd-Fülldraht sehr teuer, weshalb sich nur wenige Menschen dafür entscheiden, billigen Kupferdraht zu bevorzugen.
Vorteile der Verwendung von Argon bei der Arbeit mit Kupfer
Wie bereits erwähnt, gilt das Kupferschweißen mit Argon als das sauberste. Bei einer solchen Vielfalt - fast keine Dämpfe von Oxiden.
Beim Argonschweißen fallen keine heißen Funken auf den Boden, die Böden und Wandbeläge beschädigen könnten.
Somit kann das Argonschweißen auch in Wohnräumen durchgeführt werden, ohne befürchten zu müssen, dass irgendetwas beschädigt oder verschmutzt wird.
Ein weiterer unbestreitbarer Vorteil ist die Qualität. Beim Schweißen von Kupfer mit Argon ist die Naht sauber und sauber, ohne Schlacke und Hinterschneidungen.
Mit Argon können selbst dünne 0,5-mm-Kupferprodukte bei geringen Strömen gebrannt werden.
Darüber hinaus können Sie mit Argon-Schweißen mit komplexen Metallen arbeiten, die für konventionelles Schweißen nicht geeignet sind, sowie das alte Volumen des Teils wiederherstellen und Metall darauf ablagern.
Wenn Sie über bestimmte Kenntnisse in diesem Bereich verfügen, können Sie die gesamte Arbeit selbst erledigen. Vorher sollten Sie jedoch das Video zum Kupferschweißen mit Argon ansehen und die entsprechende Ausrüstung kaufen.
Für den Heimgebrauch ist es ideal für spezielle Multifunktionsgeräte.
Wenn zum Beispiel in der Produktion eine größere Schweißmenge geplant ist, müssen in diesem Fall mehrere Geräte angeschafft werden, die unterschiedliche Funktionsfähigkeiten aufweisen.
- Verbindung von Kupferteilen mit Acetylen
Das Schweißen von Kupfer unterscheidet sich erheblich vom Schmelzen von Stahl und ist ein ziemlich spezifischer Prozess, der durch die physikalischen und mechanischen Eigenschaften dieses NE-Metalls beeinflusst wird. Erstens hat Kupfer eine sechsmal höhere Wärmeleitfähigkeit als Stahl. Zweitens interagiert das Metall in der geschmolzenen Form sehr aktiv mit in der Atmosphäre enthaltenen Gasen. Wenn dies gebildet wird, bilden das Oxid Cu 2 O und Wasserdampf, was die Qualität der Nähte erheblich verschlechtert. Drittens ist die Kupferfließfähigkeit inhärent. Viertens verkomplizieren auch Arsen, Blei, Wismut und Antimon, die in seiner Zusammensetzung als Verunreinigungen vorliegen können, den Bindungsprozess.
Kupfer hat höhere Anforderungen an die Schweißtechnologie als gewöhnliches Metall.
In dieser Hinsicht erfordert das Schweißen von Kupfer und seinen Legierungen eine sorgfältige technologische Einhaltung.
Lichtbogenschweißen
Um qualitativ hochwertige Nähte zu erhalten, wird im Beruf und zu Hause häufig mit Elektroschweißen gearbeitet. Die Arbeiten werden mit Kohlenstoff-, feuerfesten Wolfram- und Molybdän-, Kupfer- oder Bronzeelektroden ausgeführt. Zum Schutz vor der Bildung von Kupferoxid wird ein spezielles Flussmittel oder eine Beschichtung verwendet, die unter dem Einfluss von hoher Temperatur eine Schutzatmosphäre bilden.
Weit verbreiteter ist das Schweißen von Kupfer mit Argon oder in der Umgebung eines anderen Schutzgases: Stickstoff oder eine Mischung von Argon (1/2 bis 3/4 Teile) mit Helium.
Allgemeine Merkmale der Arbeit:
![]()
Das Schweißen von Kupferprodukten erfordert mehr Strom als mit Stahl.
- eine Stromstärke anwenden, die größer ist als beim Arbeiten mit Stahl;
- spülen Sie die Ränder auf einen metallischen Glanz vor oder ätzen Sie sie mit Salpetersäure, gefolgt von einem Waschen mit Wasser.
- teile sind fest miteinander verbunden, um keine Lücken zu bilden;
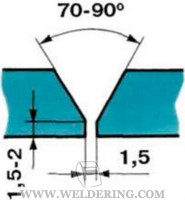
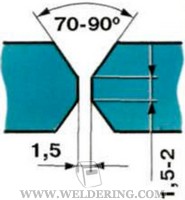
- kanten um 90 ° offen;
- blechkanten mit Dicken von 1 bis 3 mm sind geflanscht, Fülldraht wird nicht verwendet;
- bei einer Dicke von mehr als 6 mm werden die Teile vor dem Schweißen auf 300-400 ° C erhitzt.
- nach der Arbeit werden die Nähte und Übergangszonen geschmiedet, und das Metall wird bis zu 6 mm kalt und dicker geschmiedet. Wenn es auf 200 bis 300 ° C erhitzt wird, kann es nicht höher erhitzt werden, da das Metall spröde wird.
- dann werden die Teile geglüht, auf 550 bis 600 ° C erhitzt und dann schnell in kaltem Wasser abgekühlt.
Zurück zum Inhaltsverzeichnis
Anwendung von Kohlenstoffelektroden
Betriebsmodus:
Verwenden Sie einen Gleichstrom mit direkter Polarität, dessen Spannung 40 bis 55 V beträgt. Der Lichtbogen sollte während des Kochens 10 bis 15 mm betragen. Das Schweißen erfolgt unverzüglich und so schnell wie möglich mit einem Draht aus reinem (elektrolytischem) Kupfer oder Bronze, der ein Gemisch aus Phosphor enthält. Die Neigung der Elektrode sollte 70-80 ° betragen, bar - 30 °. Das Additiv darf nicht in das Schweißbad abgesenkt werden, es muss zwischen den Elektroden und den Teilen gehalten werden, damit das geschmolzene Kupfer in die Schweißnaht fällt.
Die Zusammensetzung der Schutzflüsse
Zurück zum Inhaltsverzeichnis
Verwendung von Metallelektroden

Schweißelektroden werden aus Kupfer oder Bronze verwendet.
Zum Schweißen von Kupfer und seinen Legierungen werden Elektroden aus Kupfer oder Bronze verwendet, die mit einem Desoxidator beschichtet sind.
Um die Rückseite der Naht besser geformt wurde, wird das Schweißen auf einer Kupferauskleidung durchgeführt. Die Dicke der Bleche bei dieser Methode sollte nicht mehr als 4 mm betragen. Sie müssen außerdem sorgfältig überwachen, dass der Abstand zwischen der Auskleidung und den Details nicht mehr als einen halben Millimeter beträgt.
Es ist einfacher, die Teile durch Gießen desselben Desoxidationsmittels unter die Naht in die Auskleidungsnut zu gießen, aus der die Elektrodenbeschichtung hergestellt wird.
Betriebsmodus
Beim Kochen werden die gleichen Flussmittel verwendet wie beim Lichtbogen-Garen. Flussmittel Nr. 4 wird mit einem Draht verwendet, der keine Desoxidationsmittel enthält.
Eine fortgeschrittenere Methode ist die Verwendung von gasförmigem Flussmittel BM-1 für das Gasschweißen. Gleichzeitig wird die Brennerspitze über die Anzahl übernommen, um die Aufheiz- und Gargeschwindigkeit nicht zu reduzieren.
Die Technologie des Schweißens von Kupfer und seinen Legierungen: Bronze, Messing - wird durch die Verwendung eines speziell entwickelten Geräts KGF-2-66 stark vereinfacht, das die Aufnahme des pulverförmigen Flussmittels mit Acetylen ermöglicht und dieses direkt in die Brennerflamme leitet.
Nach dem Fügen, wie beim Lichtbogenschweißen, wird die Naht, wenn nötig, geschmiedet und geglüht.
Wenn die Schweißtechnologie vollständig eingehalten wird, ergeben sich Nähte von höchster Qualität, die eine sichere Verwendung des Produkts während der gesamten Betriebsdauer gewährleisten.
Kupferschmelzpunkt 1883 ° С
Marke |
Schweißbarkeit |
Technologische Merkmale des Schweißens |
Kathode Kupfer |
BrMts 3-1 MNZHKT-5-1-0,2-0,2 Additive Brits 4-3, BrH 0,7 Bei einer Dicke von mehr als 8-10 mm ist ein Vorwärmen auf 200-300 ° C erforderlich |
|
M00k, M0k, M1k |
||
Kupfer desoxidiert |
||
M1r, M2r, M3r |
||
Raffiniertes Kupfer |
||
Zinngießerei Bronze |
Zusatzstoffe der gleichen Marke wie das Basismetall Bei einer Dicke von mehr als 10-15 mm ist ein Vorwärmen auf 500-600 ° C erforderlich. |
|
Br03Ts12S5 Br05TS5S5, Br08TS4 Br010F1, Br010Ts2 |
Zufriedenstellend |
|
Br03Ts7S5N1 |
||
Gießereifreie Bronze |
||
BrA9Mts2L |
Zufriedenstellend |
|
Schmiedebronze |
||
Br0f7-0,2, BrH1 BrKMtsZ-1, BrB2 |
||
BrAMts9-2 BrAZH9-4, BrSr1 |
Zufriedenstellend |
|
BrA5, BrA7 |
||
Messing geschmiedet |
Additive BrOTs4-3 BrKMts 3-1, LK62-0,5 LK80-3, LMts 59-0,2 Bei einer Dicke von mehr als 12 mm ist ein Vorwärmen auf 300-350 ° C erforderlich |
|
L96, LA77-2, LC80-2 |
||
LMtsS58-2, LS3 L062-1 |
Zufriedenstellend |
|
LS59, LS60-1 |
||
Schwierigkeiten beim Schweißen
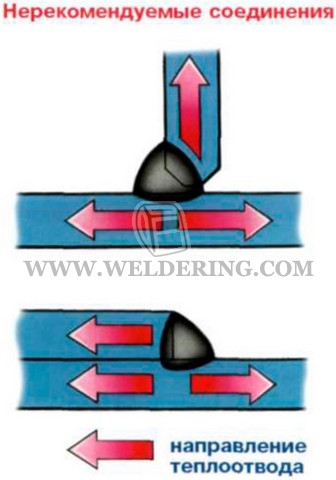
Hohe Wärmeleitfähigkeit Kupfer (6 mal höher als das von Eisen) erfordert die Verwendung von lichtbogen mit erhöhter Wärmeabgabe und symmetrischer Wärmeabfuhr aus der Schweißzone. Die empfohlenen Arten von Schweißverbindungen sind Stumpfverbindungen und ähneln diesen in der Art des Kühlkörpers.
Hohe Fließfähigkeit von Kupfer (2-2,5 mal höher als müde) erschwert das Schweißen von Vertikalem und deckenfugen. Dies ist nur mit der minimalen Größe des Schweißbades und der kurzen Verweilzeit des Metalls im flüssigen Zustand möglich. Beim Schweißen von Stoßfugen in der unteren Position mit garantierter Durchdringung müssen zur Vermeidung von Durchbrüchen Auskleidungen aus Graphit, trockenem Asbest, Flussmittelkissen und dergleichen verwendet werden.
Aktive Fähigkeit Um Gase (Sauerstoff und Wasserstoff) während des Schmelzens zu absorbieren, was zu Schweißporosität und heißen Rissen führt, ist ein zuverlässiger Schutz des Schweißgutes und der Schweißmaterialien vor Verunreinigung durch schädliche Verunreinigungen erforderlich.
Aufgrund der Neigung von Kupfer zur Oxidation Bei der Bildung von feuerfesten Oxiden ist es notwendig, Füllstoff mit desoxidierten Gelen aufzutragen, wobei die Hauptbestandteile Phosphor, Silicium und Mangan sind.
Großes lineares Ausdehnungsverhältnis Kupfer (1,5-fach höher als Stahl) führt zu erheblichen Verformungen und Spannungen, zur Bildung von heißen Rissen. Sie können durch Vorwärmen der Strukturen beseitigt werden: von Kupfer auf 250 bis 300 ° C, von Bronze auf 500 bis 600 ° C
Schweißvorbereitung
Kupfer oder seine Legierungen werden mit einer Schleifmaschine, Rohrschneider, Dreh- und Fräsmaschinen sowie Plasmaschneiden in dimensionale Werkstücke geschnitten. Schweißkanten mit mechanischen Methoden hergestellt. Die zu schweißenden Teile und der Zusatzdraht werden von Oxiden und Schmutz bis zu einem metallischen Glanz gereinigt und entfettet. Kanten werden mit feinem Sandpapier, Metallbürsten usw. behandelt. Die Verwendung von Schleifmitteln mit großen Körnern wird nicht empfohlen. Es ist möglich, die Kanten und Drähte in einer Säurelösung zu ätzen:
75 cm 3 pro 1 Liter Stickstoffwasser;
100 cm 3 pro Liter Schwefelwasser;
1 cm 3 pro 1 Liter Salzwasser
anschließend wird in Wasser und Lauge gewaschen und mit heißer Luft getrocknet. Konstruktionen mit einer Wandstärke von 10–15 mm werden mit einer Gasflamme, einem Streulichtbogen und anderen Methoden vorgewärmt. Die Montage der Verbindungen der zu schweißenden Teile erfolgt entweder in den Spannvorrichtungen oder mit Hilfe von Heften. Die Lücke zwischen den verbundenen Rohlingen bleibt durchgehend gleich. Tacks sollten einen Mindestquerschnitt haben, damit sie während des Schweißvorgangs geschmolzen werden können. Die Klebefläche muss gereinigt werden und sicherstellen, dass keine heißen Oberflächenrisse entstehen.
Wenn in der unteren Position geschweißt wird, verbessern Sie den Kühlkörper mit speziellen Werkzeugen aus Graphit oder Kupfer

Beim Schweißen unter freiem Himmel ist die Verbindung mit abnehmbaren Sieben ausgestattet.
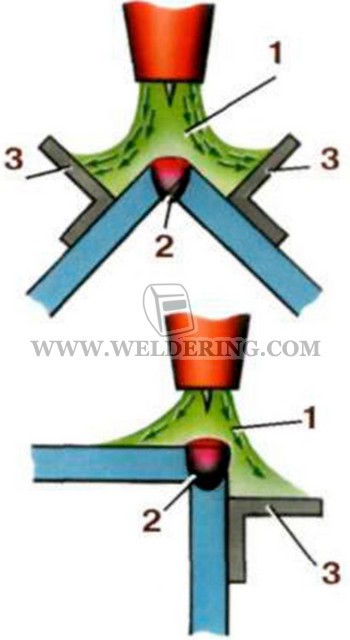
1 - Gasstrom; 2 - Naht; 3 - Bildschirm.
Auswahl der Modusparameter
Das Schweißen erfolgt mit konstanter Polarität. Schweißstrom (A) näherungsweise bestimmt durch die Formel:
Isb = 100 × S,
wobei S die Dicke des Metalls ist, mm
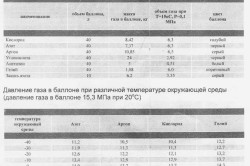
Die Schutzgase können Argon, Helium, Stickstoff und Mischungen davon sein. Die Bogenlänge in Argon und Helium sollte nicht mehr als 3 mm betragen. In Stickstoff ist es auf 12 mm erhöht. Daher nehmen die Lichtbogenspannung und ihre Leistung um den Faktor 3–4 zu, verglichen mit dem Schweißen in Argon. In Helium ist die Lichtbogenleistung im Vergleich zum Schweißen in Argon verdoppelt.
Schutzgasdurchfluss:
- argon - 8-10 l / min
- helium -10-20 l / min
- stickstoff - 15-20 l / min
Die Schweißgeschwindigkeit wird aus den Bedingungen der Bildung einer Naht mit der gewünschten Geometrie ausgewählt. Strukturen mit einer Dicke von 4 bis 6 mm werden ohne Vorwärmung in Argon und bis zu 6 bis 8 mm in Helium und Stickstoff geschweißt. Zum Schweißen von Metall mit größerer Dicke ist ein Vorwärmen von 200 bis 300 ° C erforderlich.
Schweißtechnik
Schweißen in Argon Vedug "Winkel nach vorne" mit der Freigabe der Elektrode 5-7mm. Als Schweißdraht verwendet:
- desoxidiertes Kupfer
- kupfer-Nickel-Legierung MNZHKT-5-1-0,2-0,2
- bronze BrKmts 3-1, Br OTs 4-3
- sonderlegierungen mit wirksamen Desoxidationsmitteln.
Um die Beständigkeit des Schweißgutes gegen Heißrisse zu erhöhen, werden Schweißdrähte verwendet:
- BrAZhNMn 8.5-4-5-1,5
- BrMts AJN 12-8-3-3
- Mts 40
Um zu verhindern, dass das geschmolzene Metall das Ende der W-Elektrode erreicht, wird der Zusatzdraht nicht in die Lichtbogensäule eingespritzt, sondern zum Rand des Schweißbades und etwas zur Seite geführt

INDIKATIVE ARTEN DES SCHWEISSKUPPERS IN ARGON
Art der Schneiden |
Metallstärke, mm |
Schweißstrom, A |
Elektrodendurchmesser, mm |
Durchmesserzusatz, mm |
Argonfluss, l / min |
Die Anzahl der Durchgänge ohne Schweißnaht |
 |
||||||
 |
Erster Durchgang 200-350 2. Durchgang 200-350 3. Durchgang 200-400 Schweißnaht 250-350 |
|||||
Erster Durchgang 250-350 2. Durchgang 250-400 3. Durchgang 300-450 Vierter Durchgang 300-450 Schweißnaht 250-350 |
||||||
 |
1. und 2. Durchgang 250-400 3. und 4. Durchgang 250-450 5. und 6. Durchgang 300-550 Schweißnaht 250-350 |
|||||
1. und 2. Durchgang 250-400 3. und 4. Durchgang 300-450 5. und 6. Durchgang 300-550 7. und 8. Durchgang 350-600 Schweißnaht 250-350 |
Stickstoffschweißenwas in Bezug auf Kupfer ist inertgas, geführt durch Kohlenstoff- oder Graphitstab. Die Verwendung von W-Elektroden ist unpraktisch, da der Verbrauch in Stickstoff zu groß ist. Das Stickstoff-Lichtbogenschweißen mit einer Kohlenstoffelektrode wird mit einem Gleichstrom mit direkter Polarität bei einer Lichtbogenspannung von 22 bis 30 V durchgeführt. Bei einem Strom von 150 bis 500 A sollte der Durchmesser der Elektrode 6 bis 8 mm betragen. Stickstoffverbrauch - 3-10 l / min
Zu Hause besteht meistens die Notwendigkeit, Kupfer zu schweißen, wenn Heizungssysteme installiert werden. Kupfer ist ein gutes Material für Wasserleitungen, da es eine glatte Oberfläche hat, nicht korrodiert, einen guten Wasserfluss bietet, keine schädlichen Substanzen in seiner Zusammensetzung aufweist, nicht mit Sedimenten überwächst und bakterizide Eigenschaften besitzt. Kupferwasserleitungen haben eine sehr lange Lebensdauer, nicht weniger als 50 Jahre.
Schweißen von Nichteisenmetallen
Beim Schweißen werden dauerhafte Verbindungen gebildet, indem zwischen den zu verschweißenden Elementen interatomare Verbindungen mit teilweiser oder vollständiger Erwärmung oder plastischer Verformung hergestellt werden. Für die Herstellung von Schweißverfahren werden üblicherweise verschiedene Energiequellen verwendet: Laserstrahlung, Gasflamme, Lichtbogen, Elektronenstrahl, Ultraschall und Reibung.

Das Schweißen von Nichteisenmetallen unterscheidet sich signifikant von dem Verfahren zum Schweißen von Stählen, da Nichteisenmetalle üblicherweise eine höhere Wärmeleitfähigkeit besitzen und im geschmolzenen Zustand mit Gasen reagieren, die in der Luft der Luft enthalten sind. Um das Auftreten derartiger negativer Folgen zu vermeiden, müssen die Schweißmaterialien sorgfältiger ausgewählt, die Teile für das Schweißen vorbereitet werden und die Schweißanweisungen streng befolgt werden.
Die Entwicklung der Technologie erlaubt derzeit das Schweißen nicht nur in Industrie- und Industrieunternehmen, sondern auch im Weltraum, unter Wasser und zu Hause im Freien. Das Verfahren zum Schweißen von Nichteisenmetallen, einschließlich der Technologie zum Schweißen von Kupfer, ist jedoch ziemlich spezifisch und hängt weitgehend von den physikalischen und mechanischen Eigenschaften des Materials ab.
Kupfer eigenschaften
Kupfer wird zur Herstellung von Rohrleitungen für verschiedene Maschinen, Behälter, chemische Geräte, leitfähige Teile und verschiedene Teile verwendet. Dieses Material zeichnet sich durch hohe elektrische und thermische Leitfähigkeit sowie Korrosionsbeständigkeit aus. Die Kupferschweißtechnik ist ein ziemlich komplizierter Prozess.
Die Schwierigkeiten des Verfahrens werden durch die Neigung von Kupfer hervorgerufen, im geschmolzenen Zustand unter Bildung von feuerfestem Oxid und der Absorption von Gasen zu oxidieren, beträchtliche Wärmeleitfähigkeit, hohe lineare Ausdehnung von Kupfer beim Erhitzen, die eineinhalb Mal höher ist als die von Stahl, sowie erhöhte Fluidität.

Die Schweißbarkeit von Kupfer verschlechtert sich durch das Vorhandensein von Wismut, Schwefel, Blei und Sauerstoff. Blei und Wismut verleihen diesem NE-Metall rote Sprödigkeit und Sprödigkeit, Sauerstoff führt in Form von Kupfer (I) -oxid zur Bildung von Rissen und spröden Zwischenschichten aus Metall im von Wärme betroffenen Bereich.
Das Verfahren zum Schweißen von Kupfer zu Hause wird durch den Sauerstoff beeinflusst, der aus der Atmosphäre aufgenommen wird. Kupferprodukte sind jedoch in verschiedenen Branchen weit verbreitet. Daher wurden verschiedene Schweißverfahren für dieses Metall entwickelt.
Kupfergasschweißen
Unter den Bedingungen der Einhaltung des Technologieverfahrens wird Kupfer durch Gasflaschen, die mit Acetylen gefüllt sind, perfekt geschweißt. Wenn Sie nach allen Regeln schweißen und dann eine Naht schmieden, erhalten Sie eine qualitativ hochwertige Schweißnaht. Gleichzeitig erreicht die Schweißnahtfestigkeit 17–22 kgf pro Quadratmillimeter, wenn die maximale Festigkeit von Kupfer 22–23 kgf pro Millimeterquadrat beträgt.
Da die Wärmeleitfähigkeit von Kupfer ziemlich hoch ist (fünfmal mehr als Eisen), muss es mit erhöhter Leistung geschweißt werden: 150 l / h, wenn das Material weniger als 10 mm dick ist, und 200 l / h bei einer Dicke von mehr als 10 mm. Beim Schweißen dickerer Einheiten muss mit zwei Brennern geschweißt werden. Eine davon mit einer Leistung von 150-200 l / h wird zum Heizen verwendet. Zum Verschweißen der Werkstücke selbst wird ein zweiter Brenner mit einem Fassungsvermögen von 100 Litern pro Stunde benötigt.
Um die Wärmeabfuhr von unten und oben auf dem zu schweißenden Metall zu reduzieren, wird empfohlen, Asbestplatten zu legen. Es ist üblich, bei diesem Verfahren zum Schweißen von Kupfer eine reduzierende Flamme zu verwenden, deren Kern fast rechtwinklig zu den Metallkanten gerichtet ist. Um die Bildung von Kupferoxid zu reduzieren und die Bildung von heißen Rissen zu verhindern, ist es erforderlich, so schnell wie möglich ohne Unterbrechung zu schweißen. Gleichzeitig streng überwachen Sie die Erhaltung der regenerativen Flamme.

Direkt vor dem Schweißen von Teilen aus Kupfer werden keine Ansätze angebracht. Das Schweißen des Produktes muss in einem speziellen Montageschweißgerät erfolgen. Verwenden Sie beim Schweißen Draht aus elektrischem Kupfer oder Metall, das Desoxidationsmittel enthält: nicht mehr als 0,2% Phosphor und etwa 0,15 bis 0,3% Silizium. Der maximal zulässige Durchmesser des Zusatzdrahtes beträgt 8 Millimeter.
Beim Schweißen muss die Wärme so verteilt werden, dass der Draht vor den Kanten des Grundwerkstoffs schmilzt. Gleichzeitig wird das Füllmaterial an den Kanten geschmolzen, die zu schmelzen beginnen. Abgeschrägte Kanten auf Blechen mit einer Dicke von mehr als 3 Millimetern weisen einen spitzen Winkel von 45 Grad auf. Vor dem Schweißen müssen die Ränder bis zum Glanz frischen Metalls gereinigt oder mit einer Lösung von Salpetersäure unter Waschen in Wasser geätzt werden.
Zur bestimmungsgemäßen Verwendung gasflaschen, müssen Sie ein Video zum Schweißen von Kupfer sehen. Körner von Schweißgut zu schleifen und die Dichte zu erhöhen schweißnähte Nach dem Schweißen wird das Material mit einer Dicke von bis zu 5 Millimetern kaltgeschmiedet, und Kupfer mit einer Dicke von mehr als 5 Millimetern hat eine Temperatur von 200 bis 300 Grad.
Die Naht wird nach dem Schmieden der Naht bei einer Temperatur von etwa 500 bis 550 Grad Celsius unter raschem Abkühlen mit Wasser geglüht. Um die Bildung von Rissen zu verhindern, ist es nicht möglich, bei einer Temperatur von mehr als 500 Grad zu schmieden, da Kupfer bei solchen Temperaturen spröde wird.
Argon-Lichtbogenschweißen von Kupfer
Das Schmelzbogenschweißen wird häufig zur Erzeugung von Kupfer verwendet geschweißte Strukturen. Um eine qualitativ hochwertige Schweißnaht zu erhalten, wird die Verwendung empfohlen schutzgaseDies ist das höchste Argon oder eine Mischung aus Argon und Helium (50-75% Argon). Meist wird das Lichtbogenschweißen von Kupfer am Arbeitsplatz und zu Hause durchgeführt wolframelektrode.
Als Additiv müssen Sie einen schmalen Abstandhalter oder Draht verwenden, der stumpf verlegt wird. Das Schweißen von Kupfer mit einer nicht verbrauchbaren Argon-Wolfram-Elektrode hat eine gute Lichtbogenstabilität. Das manuelle Lichtbogenschweißen von Kupfer wird beim Verbinden von Aggregaten geringer Dicke (bis zu 4 Millimeter) und an schwer zugänglichen Stellen verwendet.

Das Schweißen mit einer Wolframelektrode wird bei konstantem Strom durchgeführt. Die Elektrode muss streng in der Fugeebene ausgerichtet sein. Beim Schweißen von Metall mit einer Dicke von mehr als 4-5 Millimetern müssen Sie es auf plus 300-400 Grad vorwärmen. Vor dem Schweißen wird empfohlen, die Kanten des Grundmetalls und des Elektrodendrahts zu einem frischen Metall zu reinigen.
Kupfer mit einer Dicke von bis zu 5-6 Millimetern kann ohne Schneidkanten gegart werden. Beim Schweißen von Werkstücken mit einer Dicke von 2 bis 3 Millimetern muss das Grundmetall nicht erhitzt werden. Die Technologie des Elektroschweißens von Kupfer mit einer Dicke von mehr als 4 Millimetern impliziert jedoch eine Erwärmung auf plus 300 bis 400 Grad. Die Schweißtechnologie aus NE-Metall einschließlich Kupfer und Legierungen ermöglicht den Einsatz von Schmelzelektroden.
Löten von Kupfer
Kupfer ist im Gegensatz zu Stahl in den meisten Fällen zweckmäßiger als zu schweißen. Vor allem, wenn es um dünnwandige geht kupferrohreah, die für verschiedene Systeme verwendet werden - Heizung, Sanitär, Gas und Kälte. Dies liegt an einer Reihe von Merkmalen des Kupferschweißens.
Mit gewissen Anstrengungen kann sogar ein Anfänger Kupfer verlöten, während er ohne gründliche Vorbereitung kaum geschweißt werden kann. Das Löten der Metallstruktur ändert sich nicht und erfordert keine teuren Geräte, wie dies beim Schweißvorgang erforderlich ist.
Aufgrund der strengsten Einhaltung der Technologie und der Verwendung geeigneter Materialien sind Lötverbindungen sehr langlebig und hitzebeständig, um den für sie vorgesehenen mechanischen und thermischen Belastungen standzuhalten.
Beim Löten von Kupfer werden üblicherweise Überlappungstypen verwendet, die es ermöglichen, eine hohe Festigkeit der Strukturen sicherzustellen, selbst wenn Weichlote verwendet werden, die eine relativ geringe Festigkeit aufweisen. Um eine ausreichende Festigkeit der Lötstelle zu gewährleisten, müssen Sie eine Überlappung von mindestens 5 Millimetern vorsehen. In der Praxis werden normalerweise höhere Werte verwendet, um eine gute Sicherheitsmarge zu gewährleisten.
Lötsorten
Kupferlegierungen und das Metall selbst können durch Hochtemperatur- und Niedertemperaturlöten gelötet werden. Es gibt viele Geräte zum Schweißen von Kupfer und dessen Löten sowie eine Vielzahl von Hart- und Weichloten, die ein qualitativ hochwertiges Löten von Teilen und Rohren ermöglichen. Bei niedrigen und hohen Temperaturen wird der Einsatz von Lot und Flussmittel von einem Hersteller bevorzugt.
Niedertemperaturlote
Die Verwendung von Tieftemperatur-Loten erlaubt das Löten bei einer Temperatur, die die Festigkeit von Kupfer wenig beeinflusst, aber Nähte mit schlechten mechanischen Eigenschaften liefert. Das Löten zum Hochtemperaturlöten sorgt für eine höhere Festigkeit der Nähte und ermöglicht hohe Betriebstemperaturen des Systems. Das Kupferglühen wird jedoch gleichzeitig durchgeführt, und es ist mehr Geschicklichkeit erforderlich, da das Metall leicht zu verbrennen ist.
Das Niedrigtemperaturlöten gilt als das beliebteste Verfahren in der Heizungs- und Wasserversorgung. Aufgrund der großen Kontaktfläche von Rohrleitungselementen können Niedertemperaturlote eine ausreichende Festigkeit der Verbindungen gewährleisten.

Es gibt die folgenden bleifreien Niedrigtemperatur-Lote, die eine ausreichend hohe Qualität des Kupferlötens garantieren: Zinn-Kupfer-Legierungen, Antimon, Wismut, Silber, Selen. Der Löwenanteil (bis zu 97%) ist Zinn, der Rest fällt auf andere Elemente. Für das Niedertemperaturlöten dieses Metalls eignen sich auch Blei-Zinn-Gussteile. Wenn Sie die Rohrleitung jedoch mit Trinkwasser verlöten möchten, sollten Sie sie wegen der schädlichen Bleiqualitäten aufgeben.
Silberhaltige Lote haben die besten technologischen Eigenschaften, zum Beispiel S-Sn97Ag3, das 97% Zinn und nur 3% Silber enthält. Kupferhaltige Lote haben etwas schlechtere, aber immer noch zufriedenstellende Eigenschaften, einschließlich S-Sn97Cu3, in dem 97% Zinn enthalten sind.
Praktisch bekannte und dreikomponentige Lote, die Zinn (95,5%), Kupfer (0,7%) und Silber (3,8%) enthalten. Universelles und weit verbreitetes Lot ist Zinn-Kupfer. Diese Substanz hat jedoch einen großen Nachteil - die hohen Kosten. Solche Lötmittelzusammensetzungen sind für die gute Qualität der Nähte und die hohe Festigkeit, Haltbarkeit und Zuverlässigkeit der Wasserversorgungs- und Heizungssysteme verantwortlich.
Hochtemperaturlote
Es wird empfohlen, auf Hochtemperaturlote nur dann zurückzugreifen, wenn dies besonders erforderlich ist. Wenn es zum Beispiel erforderlich ist, ein Lötrohr bei einer hohen Temperatur (über plus 110 Grad) in einem Heizsystem zu betreiben, das Dampf verwendet, was sich durch hohen Druck auszeichnet.
Für das Löten der Gaspipeline aus Kupferrohren wird nur Hochtemperaturlöten verwendet, da dies die Verbindung mit der höchsten Festigkeit und Zuverlässigkeit gewährleistet, während bei der Gasversorgung kein Niedertemperaturlöten verwendet wird.

Wenn Kupferprodukte miteinander verlötet werden, müssen Kupfer-Phosphor-Lote nicht mit einem Flussmittel versehen werden. Ein weiterer Vorteil dieses Lots: Die thermischen Ausdehnungsparameter von Kupfer gelöteten Teilen und Propoys sind nahezu identisch. Große Verteilung - für selbstfließendes Lot, das aus 92% Kupfer, etwa 6% Phosphor und 2% Silber besteht. Alle Hartlote sind in Form von harten Stangen erhältlich.
Aufgrund der Zerbrechlichkeit dieser Verbindung, die durch chemische Reaktionen des Phosphors mit bestimmten Metallen entsteht, können Kupfer-Phosphor-Legierungen nicht zum Löten von Nichteisenmetall mit einem Nickelgehalt von mehr als 10% verwendet werden. Die Installation dieser Lote wird nicht zum Löten von Aluminiumbronze empfohlen. Es wird nicht empfohlen, sie beim Löten von Eisen und Stahl zu verwenden.
Flussmittel zum Schweißen
Beim Schweißen und Löten wird empfohlen, spezielle Vorrichtungen zum Schweißen von Kupfer und Flussmitteln zu verwenden, die das geschmolzene Metall vor Oxidation schützen, die gebildeten Oxide auflösen und in Schlacke umwandeln. Sie werden in das Schweißbad eingebracht. Darüber hinaus bedecken Flussmittel die Enden der Kanten der geschweißten Einheiten und Füllstäbe sowie die Rückseite des Grundmetalls.
Zum Löten bei niedriger Temperatur werden hauptsächlich Zusammensetzungen, die Zinkchlorid enthalten, als Flussmittel verwendet. Beim Kauf eines Flussmittels sollte jedoch besonders auf seine Zusammensetzung geachtet werden. Flussmittel bestehen aus calciniertem Borax, Kieselsäure, Natriumphosphat und Holzkohle.
Es gibt viele wirksame Flussmittel zum Löten von Kupfer. Sie müssen lediglich eine beliebige Zusammensetzung erwerben. Zum Beispiel Flussmittel F-SW 21 oder Kolophonium-Vaseline-Paste, die aus Kolophonium, technischem Vaseline oder Zinkchlorid besteht. Paste ist die am besten geeignete Form für das Aufbringen auf das Teil.
Nun wissen Sie, dass das Schweißen von Kupfer sich im Hinblick auf die Eigenschaften dieses Materials vom Verfahren zum Schweißen anderer Metalle unterscheidet. In einigen Fällen ist es sinnvoller, das Kupfer zu verlöten. Es wird empfohlen, Lote und Flussmittel zu verwenden, um das Metall zu desoxidieren und die beim Schmelzen von Kupfer in der Schlacke gebildeten Oxide zu entfernen.
Zu Hause besteht häufig ein Bedarf an der Installation von Sanitär- und Heizungssystemen. In den meisten Fällen bestehen Wasserleitungen aus Kupfer. Das Material hat eine glatte Basis, gibt keine Korrosion nach, kann einen guten Wasserfluss bieten und hat keine schädlichen Substanzen.
Beim Schweißen werden permanente Verbindungen zwischen verschiedenen Elementen hergestellt. Dies kann erreicht werden, indem die zu schweißenden Metalle erhitzt oder verformt werden. Zum Schweißen werden verschiedene Energiequellen eingesetzt:
- gasflamme;
- lichtbogen;
- ultraschall;
- laserstrahlung usw.
Der Prozess des Schweißens von Kupfer unterscheidet sich erheblich vom Stahlschweißen, da NE-Metalle eine hohe Wärmeleitfähigkeit aufweisen und im geschmolzenen Zustand mit Gasen reagieren. Um negative Folgen zu vermeiden, müssen Sie die richtigen Materialien zum Schweißen auswählen, die zu verbindenden Elemente vorbereiten und die Schweißanweisungen befolgen.
Heute kann nicht nur in Unternehmen geschweißt werden, sondern auch zu Hause. Sie sollten wissen, dass das Schweißen von Kupfer viele Nuancen aufweist. In vielerlei Hinsicht hängt das Schweißen von den physikochemischen Eigenschaften des Materials ab.
Die Schwierigkeiten beim Kupferschweißen hängen mit der Tendenz des Materials zusammen, im geschmolzenen Zustand zu oxidieren, einer hohen Wärmeleitfähigkeit, einer hohen linearen Ausdehnung des Metalls während des Erwärmungsprozesses und einem hohen Umsatz.
Die Schweißbarkeit des Metalls kann sich in Gegenwart von Schwefel, Blei und anderen Elementen verschlechtern. Blei wird Metallversprödung verleihen.
Beim Kupferschweißen wird Sauerstoff aus der Atmosphäre aufgenommen, dies sollte berücksichtigt werden.
Bis heute gibt es verschiedene Arten, dieses Nichteisenmetall zu schweißen.
Elemente, die notwendig sind, um hochwertiges Kupferschweißen selbständig herzustellen:
- Acetylenflaschen.
- Brenner
- Asbestblätter.
- Draht
- Wasser
- Profilierter Abstandshalter
- Soldaten
- Flussmittel
Was Sie über die Elektroden zum Schweißen von Kupfer wissen müssen?
Qualität und Geschmeidigkeit erhalten schweißnahtsollte eine Elektrode verwenden, die mit einer speziellen Masse beschichtet ist. Die Beschichtung wird zur Herstellung von Schlacke verwendet, die mit Metalloxiden auftritt. Die Zusammensetzung verhindert, dass die Schweißnaht mit Luft in Kontakt kommt. Die Beschichtung füllt den Verlust, der beim Schweißen durch Verbrennen von Elementen entsteht, und führt neue Elemente in die Naht ein. Durch die Beschichtung wird die Stabilität des Lichtbogens erhöht. Die Schlackenabdeckung, die durch eine solche Beschichtung erzeugt wird, verlangsamt die Abkühlung von geschmolzenem Kupfer, so dass mehr Gase aus der Naht freigesetzt werden.
Elektroden, die beim Verbinden von Metallen verwendet werden, können in zwei Arten unterteilt werden:
- Schmelzen, die aus Kupfer-, Aluminium-, Stahl- oder Gusseisendrähten bestehen.
- Nicht verbrauchbar, die aus elektrischer Kohle, synthetischem Graphit und anderen Elementen bestehen.
Um geeignete Elektroden zu finden, müssen Sie deren Farbe beachten:
- Rote Elektroden sind es gewohnt lichtbogenschweißen Kupfer.
- Mit blauen Elektroden werden hitzebeständige Elemente verarbeitet.
- Gelbe Elektroden werden für Werkstücke aus korrosionsbeständigen und hitzebeständigen Stählen verwendet.
- Graue Elektroden können zur Bearbeitung von NE-Metallen verwendet werden.
Kupfergasschweißverfahren
Wenn Sie sich an die Technologie halten, kann Kupfer einfach mit Acetylenflaschen verschweißt werden. Schweißnaht Ausgezeichnete Qualität hat die Möglichkeit, eine Naht zu schmieden.
Kupfer hat eine hohe Wärmeleitfähigkeit, denn für das Schweißen benötigen Sie eine Hochleistungsflamme von 150 l / h, wenn das Material weniger als 10 mm dick ist, und 200 l / h, wenn das Material mehr als 10 mm dick ist. Wenn Sie dickes Kupfer schweißen, müssen Sie zwei Brenner verwenden. Eine davon dient zum Heizen und die andere zum Schweißen von Teilen.
Um die Wärmeabfuhr zu reduzieren, werden Asbestfolien vom unteren und oberen Teil des Elements benötigt. In diesem Fall wird empfohlen, eine reduzierende Flamme zu verwenden, deren Kern fast rechtwinklig zu den Kanten des Kupfers ausgerichtet ist. Um die Bildung von Metalloxid zu reduzieren und das Auftreten von Hochtemperaturrissen zu verhindern, ist es erforderlich, die Verbindung von Metallen mit maximaler Geschwindigkeit ohne Unterbrechungen herzustellen. Dabei müssen Sie die Konservierung der regenerativen Flamme streng überwachen.
Es ist nicht notwendig, vor dem Verbinden der Elemente Heftelemente anzubringen. Das Kupferschweißen erfolgt in einem speziellen Montage- und Schweißdesign. Als Zusatz können Sie einen Draht aus widerstandsfähigem Metall oder ein Material mit Desoxidationsmitteln verwenden. Der Durchmesser des verwendeten Drahtes sollte nicht mehr als 8 mm betragen.
Während des Schweißvorgangs muss Wärme verteilt werden, sodass der Draht vor den Kanten des zu schweißenden Metalls schmilzt. Das Füllmaterial sollte an den Kanten angeschweißt werden. Abgeschrägte Kanten auf Blechen mit einer Dicke von mehr als 3 mm werden in einem Winkel von 45 ° hergestellt. Vor dem Verbinden müssen die Kanten mit einem neuen Metall gereinigt werden.Sie können die Ränder auch mit einer Mischung aus Salpetersäure beizen und anschließend mit Wasser spülen.
Um die Körner des abgelagerten Kupfers zu mahlen und die Dichte der Schweißnähte nach dem Verbinden zu erhöhen, muss Material mit einer Dicke von bis zu 5 mm bei niedriger Temperatur geschmiedet werden. Wenn Kupfer mit einer Dicke von mehr als 5 mm verwendet wird, muss bei einer Temperatur von 200 bis 300 ° C geschmiedet werden.
Die Naht wird nach dem Schmieden der Nähte bei einer Temperatur von 530 bis 550 ° C geglüht und dann schnell mit Wasser abgekühlt. Um das Auftreten von Rissen zu verhindern, ist es nicht erforderlich, bei einer Temperatur von mehr als 500 ° C zu schmieden, da in diesem Fall das Metall spröde wird.
Argonbogen Metallverbindung
Das Schmelzlichtbogenschweißen wird häufig zur Herstellung von geschweißten Kupferstrukturen verwendet. Um eine Schweißnaht von hoher Qualität zu erhalten, müssen Schutzgase verwendet werden, bei denen es sich um Argon handelt. Kupferlichtbogenschweißen wird meistens mit einer Wolframelektrode durchgeführt.
Als Additiv müssen Sie einen profilierten Abstandhalter mit geringer Breite oder Draht verwenden, der stumpf verlegt werden muss. Diese Methode des Kupferschweißens zeichnet sich durch eine gute Lichtbogenstabilität aus. Mechanisch lichtbogenschweißen Es wird beim Verbinden von Teilen mit geringer Dicke und an Stellen eingesetzt, an denen der Zugang schwierig ist.
Das Schweißen von Kupfer mit einer Wolframelektrode wird bei konstantem Strom durchgeführt. Die Elektrode muss sich strikt in der Gelenkebene befinden. Wenn Kupfer mit einer Dicke von mehr als 5 mm geschweißt wird, muss es auf eine Temperatur von 300 bis 400 ° C vorgewärmt werden. Es wird empfohlen, die Kanten des zu verbindenden Metalls und des Elektrodendrahts zunächst bis zu einem neuen Metall zu reinigen.
Material bis 5 mm Dicke kann ohne Abstreifkanten geschweißt werden.
Wenn Sie Teile mit einer Dicke von 2-3 mm verbinden, ist das Erhitzen des zu schweißenden Metalls nicht erforderlich. Die Technologie des Schweißens eines ähnlichen Metalls mit einer Dicke von mehr als 4 mm impliziert das Erhitzen des Metalls auf 300 bis 400 ° C. In diesem Fall können Schmelzelektroden verwendet werden.
Wie löse ich Kupfer richtig?
Sie sollten wissen, dass NE-Metalle viel einfacher zu löten als zu schweißen sind. Dies gilt insbesondere für Kupferrohre mit dünnen Wänden, die für Heizungsanlagen, Wasserleitungen, Gas usw. verwendet werden.
Sogar eine Person ohne entsprechende Berufserfahrung kann Metall löten, aber das Schweißen des Metalls selbst wird nicht funktionieren. Die Struktur des Kupferlötens ändert sich nicht. In diesem Fall müssen Sie keine teuren Geräte verwenden.
Lötverbindungen, wenn sie der Technologie folgen und hochwertige Materialien verwenden, sind langlebig und belastbar.
Beim Löten eines solchen Materials müssen Sie überlappende Verbindungsmethoden verwenden, die es ermöglichen, eine hohe Festigkeit der Werkstücke zu erreichen, selbst wenn Weichlote mit relativ geringer Festigkeit verwendet wurden. Um eine akzeptable Festigkeit der Lötstelle zu gewährleisten, ist eine Überlappung von mindestens 5 mm erforderlich. Meistens werden höhere Sätze verwendet, um eine große Sicherheitsspanne zu gewährleisten.
Bestehende Lottypen
Kupferlegierungen können durch Löten von hohen und niedrigen Temperaturen verbunden werden. Heute finden Sie eine ausreichend große Anzahl von Geräten zum Schweißen eines solchen Metalls und dessen Lötung sowie verschiedene Hart- und Weichlote, die eine hervorragende Qualität der Lötelemente bieten. Für das Löten bei niedrigen und hohen Temperaturen werden vorzugsweise Lot und Flussmittel desselben Herstellers verwendet.
Niedertemperaturlote

Die Verwendung von Tieftemperatur-Loten ermöglicht es, die Verbindung von Elementen bei einer Temperatur herzustellen, die die Festigkeit des Metalls wenig beeinflusst, aber Nähte liefert, die nicht die besten mechanischen Eigenschaften aufweisen. Ein Lötmittel zum Löten bei hohen Temperaturen kann eine gute Verbindungsfestigkeit bereitstellen und ermöglicht den Betrieb des Systems bei hohen Temperaturen. In diesem Fall kann es jedoch zu einem Glühen des Metalls kommen, bei dem Arbeiten nur von einem qualifizierten Fachmann ausgeführt werden können.
Bei der Installation eines Heizsystems wird meistens Niedrigtemperaturlöten verwendet. Sie sollten wissen, dass Niedertemperaturlote angesichts der großen Kontaktfläche der Rohrleitungselemente in der Lage sind, ausgezeichnete Festigkeitsverbindungen bereitzustellen.
Bis heute gibt es solche Niedertemperaturlote, die eine hervorragende Kupferlötqualität garantieren: Zinnlegierungen mit Kupfer, Antimon, Silber und anderen Elementen. Für das Löten bei niedrigen Temperaturen können Sie Blei- und Zinnlote verwenden. Wenn Sie jedoch die Trinkwasserleitung anschließen müssen, ist dies aufgrund der schädlichen Eigenschaften von Blei nicht zulässig.
Hochtemperaturlote
Lote dieses Typs dürfen verwendet werden, wenn die Rohrleitung bei hoher Temperatur gelötet werden muss.
Wenn Sie das Rohr aus Metallrohren verlöten müssen, sollten Sie das Löten nur bei hohen Temperaturen verwenden, da Sie in diesem Fall eine Verbindung mit hervorragender Festigkeit erhalten können. Sie sollten wissen, dass das Löten bei niedrigen Temperaturen in der Gasversorgung nicht verwendet wird.
Kupfer- und Phosphorlote erfordern nicht die zwingende Verwendung von Flussmitteln im Lötprozess. Die Ausdehnungseigenschaften eines ähnlichen Metalls und Lots sind nahezu identisch, was einen zusätzlichen Vorteil darstellt. Lote werden in Stabform hergestellt.
Diese Verbindung ist zerbrechlich, weil solche Lote in keinem Fall für Lötmaterialien mit einem Nickelgehalt von mehr als 10% verwendet werden können. Die Verwendung solcher Lote ist für die Verbindung von Aluminiumbronze nicht zulässig.
Flussmittel zum Verbinden von Kupferrohlingen
Beim Kombinieren solcher Elemente ist es am besten, spezielle Vorrichtungen zum Schweißen von Metallelementen und Flussmitteln zu verwenden, die in der Lage sind, geschmolzenes Kupfer vor Oxidation zu schützen, aufzulösen und die entstandenen Oxide in Schlacke umzuwandeln. Sie müssen im Schweißbad machen. Die Flussmittel können die Enden der Kanten der zu verbindenden Teile und der Stangen sowie die Rückseite des geschweißten Werkstücks bedecken.
Bisher werden für die Kombination von Metallen bei niedrigen Temperaturen als Flussmittel am häufigsten Verbindungen verwendet, die Zinkchlorid enthalten. Beim Kauf des Flussmittels ist es wichtig, auf seine Zusammensetzung zu achten. Flussmittel können aus calciniertem Borax und anderen Elementen bestehen.
Bis heute gibt es eine Vielzahl von Flussmitteln zum Löten eines ähnlichen Metalls. Sie müssen nur eine Komposition auswählen, die für die Arbeit dieses Typs geeignet ist.
Danke für dein Feedback.




