Welchen Strom wird Aluminium durch Argon-Lichtbogenschweißen geschweißt? Schweißen von Aluminium DC.
Nur beim Schweißen von WIG können Teile aus Aluminium qualitativ hochwertig verbunden werden. Eine gewöhnliche Elektrode kann Aluminiumlegierungen für eine lange Lebensdauer schweißen, erfordert jedoch eine längere Nachbearbeitung.Aluminiumschweißen mit Argon können Sie mit einem Material unterschiedlicher Dicke arbeiten, um saubere Nähte mit guten Dichteeigenschaften zu erzeugen. Dies ist insbesondere bei der Reparatur von Autos, Booten oder verschiedenen Tanks gefragt. Aber wie kocht man dieses Material zum ersten Mal? Wie stelle ich die Ausrüstung beim Schweißen von Aluminium ein? Ein kurzes Tutorial aus dem Artikel und ein Video-Tutorial helfen, diese komplexe Angelegenheit zu meistern.
Was ist beim Argonschweißen von Aluminium zu beachten?
Das Argon-Schweißen ist ziemlich universell, so dass unterschiedliche Materialstärken mit dieser Methode kombiniert werden können und mit schwer zu schweißenden Legierungen gearbeitet werden kann. Die Basis bildet ein Lichtbogen, der dazwischen brennt wolframelektrode und Produkt. Ihr Aussehen wird durch Gleich- oder Wechselstrom, der dem Brenner zugeführt wird, und die Masse, die an den zu verschweißenden Teilen befestigt ist, sichergestellt. Schutzgas dient zum Schutz des Schweißbades. Aluminium und seine Legierungen weisen jedoch eine Reihe von Besonderheiten auf, die beim Schweißen zu beachten und zu berücksichtigen sind.
Eine der Schwierigkeiten ist der Oxidfilm, der auf der Oberfläche des Materials gebildet wird. Es erscheint, wenn Metall mit Sauerstoff interagiert. Der Film schmilzt bei einer Temperatur von 2000 Grad. Aluminium beginnt jedoch bereits nach 500 Grad, eine flüssige Form anzunehmen. Wenn Sie also zu viel Strom wählen und das Oxid schmelzen, ist es unmöglich, Naht zu bilden. Nachdem kleine Parameter an der Vorrichtung festgelegt wurden, ist es überhaupt nicht möglich, mit dem Erstellen eines Schweißbeckens zu beginnen. Daher erfordert das Argon-Lichtbogenschweißen von Aluminium die vorläufige Reinigung der Metalloberfläche von Oxid. Dies wird mit einer speziellen Bürste oder einem Lösungsmittel erreicht, wonach sofort mit dem Schweißvorgang begonnen werden muss.
Eine zusätzliche Komplikation ist die Hygroskopizität des Materials. Bei hoher Luftfeuchtigkeit nimmt Aluminium etwas Wasser aus der Luft auf. Wenn das Produkt durch einen Lichtbogen erhitzt wird, gibt das zu schweißende Material Feuchtigkeit an die Oberfläche ab. Dies kann Auswirkungen auf die Qualität der Schweißnahtbildung, die Kontaktdichte mit dem Produkt und das geringe Kribbeln des Schweißers in Kontakt mit den nassen Bereichen haben. Obwohl sofort mit Argon gekocht werden kann, wird eine leichte Erwärmung des Materials empfohlen. gasbrenner bei einer Temperatur von 150 Grad. Dadurch wird überschüssige Feuchtigkeit verdampft und der Schweißprozess verbessert.
Das Schweißen mit Argon-Aluminium erfordert auch einen guten Schutz der Metallschmelze vor Außenluft. Dazu müssen Sie den korrekten Gasstrom einstellen. Eine unzureichende Versorgung des letzteren führt zum Schäumen des Metalls und zum Verbrennen von Wolfram. Eine übermäßige Spülung mit Argon verhindert die Bildung einer Naht und verteuert den Prozess.
Eine weitere Schwierigkeit für Anfänger ist die Ausbildung eines Trichters am Ende der Naht. Wenn der Bogen plötzlich unterbrochen wird, erscheint ein Krater. Das lange Halten des Brenners an einer Stelle führt zu unnötiger Erwärmung und Ausdehnung des Schweißbades. Daher erfordert das Argon-Lichtbogenschweißen von Aluminiumlegierungen zusätzliche Einstellungen für den Lichtbogenabschwächungsmodus, wodurch die Stromstärke allmählich verringert wird. Unter Berücksichtigung dieser Materialeigenschaften ist es möglich, die Spannungsparameter richtig einzustellen und mit den eigenen Händen eine hochwertige Schweißnaht herzustellen.
Schweißtechnik für Einsteiger
Der Prozess des Argon-Aluminiumschweißens wird nicht durchgeführt gleichstromund variabel. So können Sie bessere Ergebnisse erzielen. Es ist besser, den ersten Stich auf der Trainingsfläche zu beginnen:
- Es ist notwendig, die Platten in eine bequeme Position zu bringen. Das Kanten erfolgt nach den gleichen Parametern wie bei anderen Metallen.
- Es wird empfohlen, das Material auf 150 Grad aufzuwärmen, um Feuchtigkeit zu entfernen.
- Pinsel entfernt die obere feuerfeste Schicht. Alternativ können Sie ein Lösungsmittel verwenden.
- Der Brenner wird so zum Produkt gebracht, dass sich zwischen Elektrode und Oberfläche 3 mm befinden. Die Taste wird gedrückt und der Bogen zündet. Die Fließfähigkeit von Aluminium hängt von den Verunreinigungen in der Zusammensetzung ab.
- Wenn ein kleiner Pool geschmolzenen Metalls (Schweißbad) auftritt, kann der Schweißzone ein Zusatzstoff zugeführt werden.
- Der Brenner muss reibungslos von rechts nach links laufen. Bei einer breiten Naht sind Oszillationsbewegungen erforderlich. Bei Wechselstrom ist ein charakteristisches Knackgeräusch zu hören.
- Am Ende der Naht wird der Knopf gedrückt und der Bogen wird allmählich ausgeblendet. Der Brenner wird über der Schweißzone gehalten, bis das Gas vollständig gestoppt ist.
Einrichtung des Geräts und der Modi
WIG-Aluminiumschweißen Dies ist nur möglich, wenn die Geräte die Arbeit nicht nur mit Gleichstrom, sondern auch mit Wechselstrom unterstützen. Trotz der Häufigkeit von Spannungsschwankungen wird mit der letzten Einstelloption die beste Naht erzielt. Die Polarität kann sowohl direkt als auch invers sein. Spannungsparameter können basierend auf der Materialstärke eingestellt werden:
Es ist wichtig, die Stromversorgung stufenweise einzustellen, mit sanfter Zündung, einem aufsteigenden Wert beim Durchführen einer Naht und einer allmählichen Dämpfung am Ende des Brennens. Dadurch wird die Bildung eines Kraters am Ende der Verbindung vermieden.
Der Argonverbrauch während des Schweißens wird auf das Manometer eingestellt, das dem Gasschlauch am nächsten ist. Russische modelle Erforderlich für den Einbau im Bereich von 6 bis 11 Litern. Dies ist der Fehler des Messgerätes, der nur mit praktischen Mitteln auf den optimalen Wert gebracht wird. Ist das Manometer importiert (deutsch, tschechisch), können Sie sofort 8 Liter einfüllen.
In den Einstellungen des Geräts ist es wichtig, den nachfolgenden Zeitpunkt der Gasspülung nach Beendigung des Lichtbogens einzustellen. Die Dauer der Argonzufuhr ist auf einen Wert von fünf Sekunden eingestellt, so dass das Bad genügend Zeit hat, um die Elektrode einzufrieren und zu kühlen.
Auswahl des Füllmaterials
Da Aluminium relativ schnell schmilzt und dann den falschen Durchmesser des Zusatzdrahtes aufnimmt, können Sie ihn nicht in die Schweißzone einführen und eine Naht bilden. Daher sollte die Dicke des Lots der Dicke der zu schweißenden Platten entsprechen. Sie müssen auch vorsichtig sein, wenn Sie die chemische Zusammensetzung des Füllmaterials auswählen. Beispielsweise kann ein Produkt aus Duraluminium nicht mit einem Riegel für essbares Aluminium gebraut werden. Die Tabelle mit den Nummern des Zusatzdrahtes und seinem Zweck kann helfen:
Elektrodenauswahl
Die Technologie des Aluminiumschweißens mit Argon erfordert die richtige Wahl einer Wolframelektrode, deren Durchmesser möglichst nahe an der Dicke der zu schweißenden Teile liegen sollte. Das Schärfen erfolgt auf klassische Weise, jedoch ohne scharfe Spitze, wie dies beim Schweißen von Edelstahl der Fall ist. Während der ersten Sekunden des Brennens hat die Elektrode am Ende die Form eines Tropfens, so dass Sie eine Naht führen müssen. Der Abstand von der Düse ist um 3-5 mm erforderlich, um eine Überhitzung von Wolfram zu vermeiden. Beim Schweißen haften kleine Aluminiumspritzer an der Elektrode, was ein Nachschärfen erforderlich macht.
Das Schweißen von Aluminium ist nicht einfach. Aber wenn Sie die oben genannten Prinzipien kennen und das Video mit Lektionen von Experten betrachten, können Sie sich selbst in der Praxis versuchen.
- Schritt für Schritt Schweißanleitung
Das Kochen von Aluminium ist ziemlich schwierig. Oft machen solche Meister solche Arbeiten nicht. Das Problem ist, dass Aluminium ein sehr launisches Material ist und die Verwendung eines hochwertigen Wechselrichters erforderlich ist.
Natürlich kann man mit fast jedem machen automatische Schweißmaschineaber wirklich hochwertig schweißnähte Nur die Geräte mit besonderer Schweißfunktion dieses Metalls aufnehmen. Wenn auch das Aussehen eine Rolle spielt, ist es besser, Aluminium mit einem Aggregat mit einer speziellen Option des Impulsschweißens zu kochen. Aluminium wird normalerweise in Argon gekocht. Mit modernen Wechselrichtern können Sie alles so schnell wie möglich erledigen.
Welche Anforderungen sind beim Schweißen von Aluminium mit Argon zu beachten?
Beim Kochen von Aluminium wird üblicherweise reines Argon verwendet. Sie können eine Mischung dieses Gases mit Helium verwenden. Die 2. Option eignet sich besser für das Arbeiten mit dicken Blechen. Aluminium wird mit einem Spezial gekocht aluminiumdraht mit einem festen Querschnitt.
Es ist wichtig, dem Design des Brenners besondere Aufmerksamkeit zu widmen. Erstens muss es auf einem geraden Schlauch installiert werden, ohne dass es verdreht oder geknickt wird. Zweitens sollte die Länge dieses Schlauches nicht mehr als 3 m betragen, da Aluminium mit sehr weichem Draht mit Argon gekocht wird. Anstelle des üblichen Kanals ist es besser, Teflon im Brenner zu installieren, der speziell für das Arbeiten mit Aluminium entwickelt wurde.
Falls Sie nicht genug 3 m Schlauch für Sie haben, zoomen Sie hinein schweißinverter auf das zu verarbeitende Material. Ist dies nicht möglich, ist dies nur mit einem Aggregat mit einem separaten Vorschubmechanismus möglich. Die Spitzen sollten einen größeren Durchmesser haben als bei Stahl. Dies liegt daran, dass sich Aluminium beim Erwärmen mehr ausdehnt.
Sie müssen die richtigen Elektroden auswählen. Die besten Ergebnisse werden durch Schweißen von Aluminium mit Argon unter Verwendung solcher Elektroden gezeigt:
- OK 96.20, OK 96.10.
- Ozana-1, Ozana-2.
- Nicht verbrauchbare Produkte auf Wolframbasis.
Die erste Elektrodenmarke wurde vor etwas mehr als zehn Jahren eingesetzt. Solche Elektroden werden hauptsächlich für das Arbeiten mit technischem Aluminium verwendet. Sie können auch zum Schweißen von Legierungen und Gießereien verwendet werden. Sie ermöglichen es Ihnen, einen stabilen Bogen zu erhalten. Die Eigenschaften der fertigen Naht kommen den Eigenschaften des Ausgangsmaterials so nahe wie möglich, und die Schlackenkruste wird ohne zusätzlichen Aufwand entfernt.
Bei den Elektroden des 2. Typs gibt es eine Alkalisalzbeschichtung. Sie werden verwendet, wenn mit einer Vielzahl von Aluminiumlegierungen gearbeitet wird. In den meisten Fällen ist eine Vorwärmung im Durchschnitt auf 200 bis 300 ° C erforderlich.
Kochen Sie das Aluminium mit Argon und verwenden Sie nicht verbrauchbare Wolframelektroden. Sie ermöglichen es Ihnen, einen Bogen auf einem stabilen Niveau zu halten. Solche Elektroden können einen Durchmesser von 2 bis 6 mm haben. Für jeden Fall müssen Sie den entsprechenden Durchmesser der Elektroden in einer separaten Reihenfolge auswählen. Sie hängt hauptsächlich von der Dicke des verarbeiteten Produkts ab. Wolframelektroden mit verschiedenen Zusätzen werden am besten gezeigt.

Wenn Aluminium mit Argon gekocht wird, werden eher teure Elektroden verwendet, daher sollte ihre Wahl mit Geschicklichkeit angegangen werden und die Besonderheiten der bevorstehenden Arbeit berücksichtigen.
Um Aluminium mit Argon zu kochen, benötigen Sie Folgendes:
- Schweißgerät und geeignete Elektroden.
- Aluminiumdraht.
- Gasschweiß- und Heizgerät.
Zurück zum Inhaltsverzeichnis
Hauptmerkmale des Aluminiumschweißens
Die Hauptschwierigkeit beim Schweißen von Aluminium ist ein Oxidfilm, der während der Bearbeitung auf der Metalloberfläche gebildet wird. Der Schmelzpunkt dieses Films erreicht 2050 Grad, und Aluminium schmilzt bei viel niedrigeren Temperaturen direkt.
Entsprechend der Technologie müssen Sie zuerst diesen Film durchstechen und anschließend das Metall direkt schmelzen. Der beste Weg, um diese Aufgabe auszuführen, ist das Impulsschweißen. Aluminium hat eine gute Wärmeleitfähigkeit und einen niedrigen Schmelzpunkt. Aus diesem Grund im Prozess von schweißen Das Teil kann leuchten. Um dies zu vermeiden, müssen Sie die Vorform etwas vorwärmen. Dies erhöht zusätzlich die Eindringtiefe des Aluminiumteils.
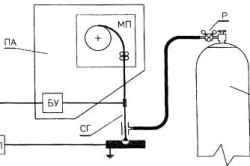
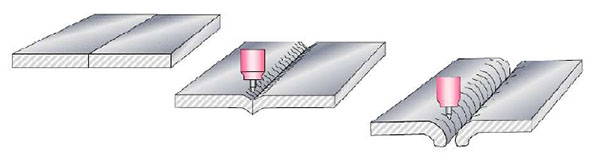
Schematische Darstellung der Stütze für halbautomatisches Schweißen mit Verschleißelektrode: SG - Schweißbrenner, P - Ballonreduzierer, B - Zylinder mit Druckgas, MP - Schweißdrahtzuführung, BU - Halbautomatische Steuereinheit, PI - Stromquelle.
Um den Oxidfilm leichter brechen zu können, müssen Sie das Teil mit einer Metallbürste vorverarbeiten. Eine solche Bearbeitung dauert nicht viel Zeit, aber das Teil wird besser und schneller geschmolzen. Die Reinigung wird unmittelbar vor Beginn des Schweißens empfohlen.
Stellen Sie beim Schweißen von Aluminium sicher, dass der Lichtbogen eine konstante Länge hat. Diese Regel gilt nicht nur für Aluminium, sondern auch für alle anderen Metalle. Ist der Bogen länger als nötig, schmilzt der Block nicht. Wenn es kürzer ist, zündet sich das Metall. Eine geeignete Bogenlänge wird unter Berücksichtigung der chemischen Zusammensetzung des Materials bestimmt, da In verschiedenen Legierungen unterscheidet sich auch die Wärmeleitfähigkeit. Im Durchschnitt wird bei Aluminium ein Bogen von 1,2-1,5 cm verwendet.
Eine weitere Schwierigkeit, der Sie während des Aluminiumschmelzens begegnen werden, ist das Brauen eines Kraters am Ende der Naht. Das Problem entsteht dadurch, dass Aluminium schnell genug abkühlt. Zur Lösung dieses Problems erlaubt eine spezielle Halbautomatik. Erstens gibt es einen erhöhten Strom, so dass Sie den Oxidfilm durchbrechen können. Anschließend sinkt der Strom, so dass der oben genannte Krater problemlos verschweißt werden kann.
Zurück zum Inhaltsverzeichnis
Welche Schweißmethoden gibt es?

Für das Aluminiumkochen wurden viele verschiedene Wege entwickelt, unter Verwendung von verschiedene Materialien, Ausrüstung und Schutzumgebungen.
Am häufigsten verwendeten die folgenden Methoden:
- Schutzgasschweißen mit einer Wolframelektrode.
- Schweißen mit Hilfe einer Halbautomatik mit automatisierter Drahtzuführung.
- Schweißen mit Verschleißelektroden ohne Schutzgase.
Eine wichtige Voraussetzung für diese Arbeit ist die Zerstörung des auf der Aluminiumoberfläche gebildeten Oxidfilms. Zu seiner Zerstörung eignet sich Wechsel- oder Gleichstrom. Aluminium kann nicht in Gleichstrom gegart werden, weil unter solchen Bedingungen oxidfilm gibt nicht zum Kathodensprühen nach und bricht nicht zusammen.
Zurück zum Inhaltsverzeichnis
Welche Geräte eignen sich zum Schweißen von Aluminium?

Zum Schweißen von Aluminium mit Argon können Sie verschiedene Schweißmaschinen verwenden. Alle sind in mehrere Gruppen unterteilt, nämlich:
- Universaleinheiten.
- Sondermodelle.
- Spezialausrüstung
Universalmodelle werden in Serien hergestellt, sie sind bei Käufern am gefragtesten und werden am häufigsten verwendet. Ähnliches Schweißen wird unter Produktionsbedingungen auf speziell ausgerüsteten Plattformen angewendet.
Für das Schweißen von Aluminium in Argon können verschiedene spezielle Additive verwendet werden. Sie erleichtern die Arbeit und sind qualitativ.
Anlagen, bei denen Aluminium mit nicht verbrauchbaren Wolframelektroden mit Argon gekocht werden kann, verfügen über folgende Ausrüstung:
- AC / DC-Quelle.
- Ein Brenner oder ein Satz Geräte, die speziell für diese Art von Arbeit entwickelt wurden.
- Eine Vorrichtung, die eine Startbogenverstärkung bereitstellen kann oder die die Stabilisierung eines variablen Bogens ermöglicht.
- Ausrüstung, mit der Sie den Schweißzyklus steuern können.
- Ein Gerät zur Kompensation und Steuerung von Gleichstrom.
Gegenwärtig gibt es eine Reihe neuer Verfahren zum Schweißen von Aluminium mit Argon, die speziell dazu entwickelt wurden, die Dicke der zu kochenden Materialien zu erweitern, um die Leistung zu verbessern schweißverbindungeneinschließlich Verbesserungen der Durchdringung.
Während der Arbeit bewegt sich der Lichtbogen schrittweise oder mit einer bestimmten Geschwindigkeit. Diese Bewegungen können mit Schweißstromimpulsen synchronisiert werden. Daher ist die Durchdringung in allen Bereichen am effektivsten. Durch die Reduzierung des Stroms wird die Gefahr einer Überhitzung des Metalls eliminiert und die Verformungen dadurch fast vollständig beseitigt.
Wolframelektroden ermöglichen es, qualitativ hochwertige Schweißnähte zu erhalten und Arbeiten mit relativ hoher Geschwindigkeit durchzuführen. Für die Arbeit benötigen Sie nur Spezialausrüstung und zusätzliche Einheiten, es sind keine schwer zugänglichen und teuren Einheiten erforderlich.
Meist wird das Argon-Schweißen mit einer Wechselrichtereinheit durchgeführt. Derartige Geräte sind sowohl im Alltag als auch in der Produktion weit verbreitet. Die Verwendung einer Inverter-Schweißmaschine ist die beste Option. Auch ohne besondere Schweißerfahrung können Sie die Technik ohne großen Aufwand verstehen. Und dieses Wissen wird Ihnen auf jeden Fall nützlich sein. Zum einen können Sie Ihre persönlichen Aufgaben erfüllen und zum anderen, wenn Sie möchten, Dienstleistungen für Drittkunden erbringen.
10. November 2015
Aluminiumschweißen in Argon
Die Kombination von Metallen durch Lichtbogenschweißen ist so weit verbreitet, dass es für viele scheint, dass dieses Verfahren ausnahmslos für alle Materialien geeignet ist. Dies ist jedoch weit davon entfernt. Es gibt Metalle, die eine spezielle Behandlung erfordern, und für ihr Schweißen sind spezielle Technologien erforderlich. Zum Beispiel können Aluminium oder dünner Edelstahl nur in Argonatmosphäre gegart werden.
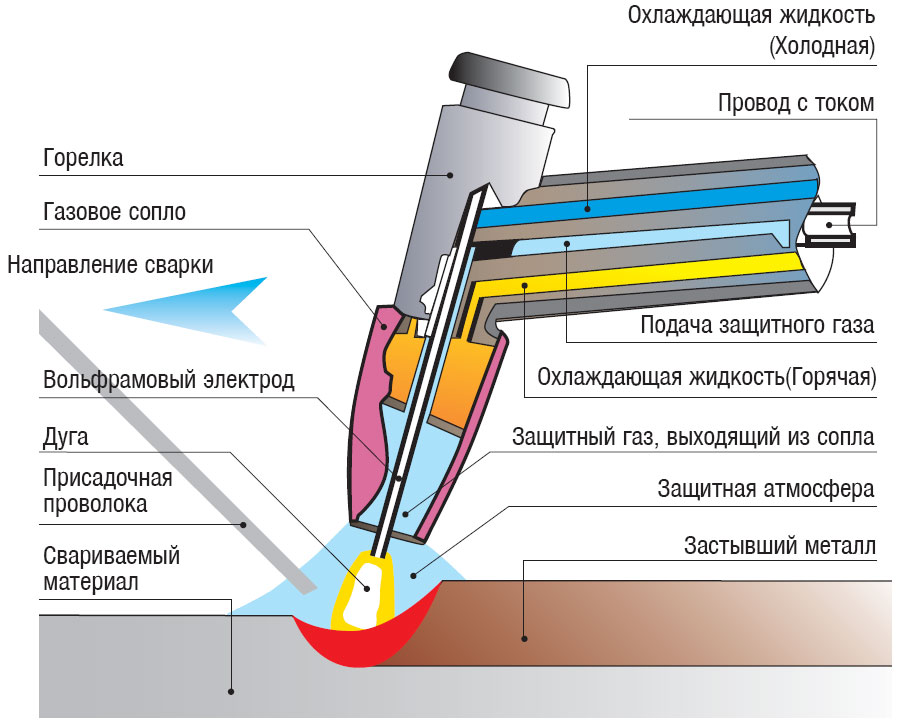
Selbst aus dem Schulchemie-Kurs ist bekannt, dass Argon ein Inertgas ist und keine Reaktion mit Metallen oder anderen Substanzen eingeht. Wie funktioniert das Schweißen mit Argon-Aluminium? Die Vorrichtung zum Schweißen von Aluminium nutzt genau die inerten Eigenschaften dieses Gases. Das Lichtbogenschweißen erfolgt in Argon, das von der Keramikdüse kommt und Luft aus der Lichtbogenbrennzone drückt. Das geschmolzene Metall oxidiert nicht und reagiert nicht mit anderen Komponenten der Luft, so dass die Verbindung extrem beständig ist.
Argon-Schweißen wird sowohl für kleine Teile als auch für das Verbinden von massiven Konstruktionen verwendet. Ein Merkmal dieser Art des Elektroschweißens ist die Fähigkeit, eine Naht in mehreren Schichten zu bilden, die eine monolithische Verbindung bilden, ohne die geringste Spur von Schlacke und Zunder. Für jede Art von Verbindung müssen Sie jedoch einen speziellen Brenner verwenden.
Wie funktioniert der Brenner mit Argon zum Schweißen?
Ein Brenner - einer der Hauptknoten der Argon-Schweißmaschine. Es besteht aus:
- gasdüse;
- wolframelektrode (nicht schmelzend);
- kühlsystem;
- korps mit Spannzange
Die Gasdüse aus Keramik ist mit verbunden gasflasche durch das Getriebe. Eine Wolframelektrode wird zum Erzeugen eines Lichtbogens verwendet, schmilzt jedoch nicht selbst, ein Schweißstab wird zum Schweißen verwendet - ein spezieller Draht, der separat in die Lichtbogenzone geführt wird. Das Material des Stabes wird für jedes Metall separat ausgewählt.
Um die Lebensdauer der Elektrode zu verlängern, muss sie auf eine bestimmte Temperatur unterhalb der kritischen Temperatur abgekühlt werden. In den meisten Geräten für manuelles SchweißenSowohl für Amateure als auch für Profis wird es mit Luft gekühlt. Bei leistungsstarken Industrieanlagen erfolgt die Flüssigkeitskühlung der Elektrode jedoch durch ständig im Bereich der Elektrode zirkulierendes Wasser.

Sie können Aluminium entweder mit einem herkömmlichen Schweißgerät oder einem mit einem Argonbrenner ausgestatteten Wechselrichter mit speziellen Einstellungen oder einem speziellen Argonbrenner kochen. Ein Merkmal des Aluminiumschweißens ist, dass es durch Wechselstrom erzeugt wird.
Argon-Aluminiumschweißtechnik
Aluminium mit seinen einzigartigen Eigenschaften und seiner hohen Herstellbarkeit ist sehr schwer zu schweißen. Dies liegt an seiner chemischen Natur - auf der Oberfläche des Metalls wird ein Oxidfilm aus Al 2 O 3 von unbedeutender Dicke gebildet, der jedoch sehr feuerfest ist. Es schmilzt bei einer Temperatur von 2044 ° C und Aluminium selbst - bei 660 ° C. Darüber hinaus erscheint das Oxid sofort auf den Tropfen geschmolzenen Metalls und verhindert die Bildung einer monolithischen Schweißnaht.
Darüber hinaus hat Aluminium eine sehr hohe Wärmeleitfähigkeit - ein Vielfaches von Stahl. Dies erfordert einen konstanten Wärmezustrom und damit eine Erhöhung der Wärmezufuhr schweißstrom bis zu 1,5-fach im Vergleich zu Stahl.
Die für das Aluminiumschweißen verwendete AC-TIG-Technologie sorgt für die anfängliche Zerstörung des Oxidfilms und die Schaffung von Hindernissen für die weitere Bildung. Dies geschieht sowohl durch elektrisches Stromschweißen von Gleichstromaluminium umgekehrte Polarität oder Wechselstrom. Wenn eine umgekehrte Polarität auftritt, wird durch Kathodenzerstäubung des Oxidfilms dieser vollständig zerstört.

Das Blasen der Metallschmelzzone mit Argon verhindert das Eindringen von Sauerstoff und Wasserstoff, wodurch es zerstörerisch beeinflußt wird schweißnaht. Blasen inertgas sollte während der gesamten Dauer des Lichtbogens ausgeführt werden und darf nach seinem Auslöschen noch einige Sekunden nicht angehalten werden.
Aluminium-Technologie
Wechselrichter oder Spezial in der Bedienungsanleitung enthält eine Reihe von Anweisungen zur Erstellung von Einstellungen für das Arbeiten mit Aluminium. Sie können sich von den verschiedenen Modellen unterscheiden. Sie sollten sie daher vor Beginn der Arbeit kennenlernen, ohne auf Erfahrung angewiesen zu sein. Besonders, wenn Sie ein neues Gerät eines unbekannten Modells oder Ihre eigenen Fähigkeiten verwenden elektrisches Schweißen nicht zu groß
Die erste Stufe ist die Reinigung der zu fügenden Teile und deren Entfettung. Reinigen Sie die Oberfläche von Schmutz, Öl, Zunder und entfetten Sie sie anschließend mit Aceton, Testbenzin oder Lösungsmittel. Um den Oxidfilm zu entfernen, werden die Oberflächen im Schweißbereich mit einer Stahlbürste oder Schmirgelpapier gereinigt.

Für Anfänger ist es wichtig, daran zu erinnern, dass für Aluminium Elektroden aus Wolfram mit einem Durchmesser von 1,6 bis 5 mm und spezielle Füllstäbe mit einer Dicke von 1,6 bis 4 mm verwendet werden.
Universal schritt für Schritt Anweisungen für das Arbeiten mit Aluminium kann nicht in allen Fällen vorgesehen werden, also in erster Linie, sie müssen solchen Empfehlungen folgen:
- der Neigungswinkel der Elektrode zur Ebene des Metalls soll im Bereich von 70 - 800 gehalten werden;
- halte die Bogenlänge bei 1,5 - 2,5 mm;
- die Bewegung des Brenners erfolgt nach dem Füllstab;
- hin- und herbewegende kurze Bewegungen des Brenners und der Stange werden nur entlang der Naht ausgeführt, auf keinen Fall schräg oder senkrecht zum Gelenk;
- aluminiumblech wird zur besseren Wärmeabfuhr auf einer Kupfer- oder Stahloberfläche installiert.
- die Argonzufuhr beginnt 4 - 6 Sekunden vor dem Einschalten des Lichtbogens und dauert bis zu 7 Sekunden nach dem Erlöschen.
- die Schweißgeschwindigkeit wird durch die Stärke des Schweißstroms bestimmt.
Für hochwertiges Aluminiumschweißen in Argon verwenden Sie am besten ein spezielles schweißvorrichtungB. Jasic TIG-180 P (W211) PRO, HYL TIG-200P, Schweißdrachen PRO TIG250 ACDC. Ihr Preis ist etwas höher als bei den Geräten ohne Inertgas-Blasanlage, ist aber durchaus gerechtfertigt. Immerhin können sie normal verwendet werden lichtbogenschweißen. Und in einer Argonatmosphäre ist nicht nur Aluminium, sondern fast alle Metalle perfekt geschweißt. Meistere das Argon-Schweißen unter der Kraft eines Anfängers.
Schweißen von Aluminium in Argon.
Schrittweise Anweisungen zur Konfiguration der Maschine am Beispiel von INTER TIG 200 AC / DC PULSE
Das Schweißen mit Argonaluminium in Moskau wird auf 15 bis 300 Rubel (Zentimeter) geschätzt. Der Unterschied in den Kosten hängt von der Komplexität, dem Volumen und dem Zeitpunkt der Bestellung ab.
Berechnung der Kosten für die Herstellung von Aluminiumkonstruktionen, das Schweißen mit Argon Aluminium stellt die Firma "Starstel" jeweils einzeln her. Der Endpreis besteht aus den Kosten des Materials, Aluminiumschweißen mit Argon, Metallbearbeitung.
WIG-Argon-Schweißen
WIG-Argon-Schweißen ist eines der beliebtesten Schweißverfahren für die Herstellung von verantwortlichen Schweißverfahren geschweißte Strukturen aus Aluminium. Der Hauptunterschied zu anderen Schweißarten ist das Vorhandensein einer nicht verbrauchbaren Wolframelektrode. schutzgas Argon, Keramikdüse am Ende eines Argonbogenbrenners.
Der Hauptvorteil des Argon-Schweißens mit Wolfram-Elektrode besteht darin, dass keine Schlackeneinschlüsse in der Schweißnaht vorhanden sind. Das Schweißen mit Argon beginnt mit 5 Ampere. Im gepulsten Modus werden dünne Bleche gut gekocht. Der Schweißlichtbogen brennt gleichermaßen über den gesamten Strombereich. Argon-Schweißen WIG ist eine moderne, technologische Methode, um NE-Metalle zu verbinden.


Heutzutage ist es unmöglich, Industrien zu finden, in denen keine Teile aus Aluminiumlegierungen verwendet wurden. Aluminiumkonstruktionen sind breiteste Anwendung in verschiedenen Bereichen unseres Lebens. Sie sind bei Designern und Designern beliebt. Es wird aktiv in der Lebensmittel- und chemischen Industrie eingesetzt.
Das Schweißen mit Argonaluminium ist im Schiffbau und Schiffbau unverzichtbar. Aluminium wird bei der Herstellung von Tanks, Tanks, Tanks verwendet. Langlebige, leichte Aluminiumlegierung ist ein vielversprechendes Konstruktionsmetall für die Herstellung von Transport-, Bau- und anderen technologischen Bereichen.
Aluminiumlegierungen werden in verwendet geschweißte Stahlkonstruktionen verschiedene Zwecke. Der Hauptvorteil von Aluminiumlegierungen ist die geringe Dichte, gute Korrosionseigenschaften und ein hoher spezifischer Festigkeitsfaktor. Aluminiumlegierungen haben eine sehr hohe Wärmeleitfähigkeit, so dass die Schweißwärme schnell in die Teile zurückgezogen wird. Daher ist ein erhöhter Wärmeeintrag erforderlich. Es wird empfohlen, massive Aluminiumteile vorzuwärmen. Aluminium schmilzt bei einer Temperatur von 660 Grad. Wenn es erhitzt wird, wird seine Festigkeit erheblich verringert.
Um eine Struktur zu erstellen, benötigen wir häufig Argon-Aluminium-Schweißen, was sich sehr von anderen Verbindungsmöglichkeiten für Metall unterscheidet. Unterschiede ergeben sich aus den Besonderheiten dieses Metalls. Auf seiner Oberfläche befindet sich immer ein Oxidfilm, der Wasserdampf adsorbiert, der von einem Film mit einer Temperatur von 660 Grad (Schmelztemperatur) gehalten wird.
Die Firma Artstel verfügt über die notwendige Ausrüstung für das Argon-Schweißen von Aluminium und die Herstellung von Metallstrukturen aus Aluminiumlegierungen:
Moderne Schweißgeräte
Metallbearbeitungsgeräte
Schweißfachleute
argon Aluminium
Notwendiges Verbrauchsmaterial
Vorbereitung für das Schweißen mit Argonaluminium.
Produkte vorbereiten, formen Sie zuerst die Kanten des Werkstücks. Organische Lösungsmittel (Aceton, Lösungsmittel pc1, pc2, Testbenzin) entfernen organische Verunreinigungen. Wenn ein Oxidfilm geschossen wird, wird er entfernt. Sie können es mit einer Metalldrahtbürste entfernen, kratzen, mit einer Klappenscheibe schleifen.
Mit argonschweißen Der WIG-Schweißbogen befindet sich zwischen der Wolframelektrode und dem Werkstück. Es findet keine Übertragung von geschmolzenem Aluminium durch den Lichtbogen statt (es erfolgt eine Tropfenübertragung an der halbautomatischen Vorrichtung), was eine stabile Verbrennung erheblich erleichtert. lichtbogen. Spritzer werden eliminiert, Verluste werden reduziert, Qualitätseigenschaften werden verbessert, da keine Metallwechselwirkungen mit dem Gas des Lichtbogenbogens auftreten.
Vor einem Wechselstrom TIG kann der Oxidfilm mit einer Ionenladung entfernt werden. Elektronen für diese Rolle sind wegen ihrer geringen Masse nicht geeignet, sie besitzen nicht die notwendige kinetische Energie.
Vorteile:
Bei der Herstellung komplexer Produkte und Metallstrukturen wird das Schweißen mit Argon-Aluminium in allen räumlichen Positionen vorgenommen.
Hervorragender Schutz des Schweißbades vor Sauerstoff und anderen Gasen beim Argonschweißen.
Argon-Schweißen ist universell - wir schweißen Aluminiumlegierungen ab 1,5 mm Dicke.
Es verformt die Struktur minimal.
Beim Argonschweißen werden keine Flussmittel verwendet, wonach Korrosion und eine ungleichmäßige Schweißnaht auftreten.
Der Schweißer kontrolliert immer die Bildung der Schweißnaht.
Ästhetische Schweißnaht
Es gibt verschiedene Schweißmethoden, die nicht nur von der verwendeten Ausrüstung abhängen, sondern auch von den Modi, die der Benutzer zur Verfügung stellt. Wenn wir die Verwendung von Elektroschweißen in Betracht ziehen, gibt es mehrere Optionen, die von der Stromart abhängen. Aluminiumschweißen mit Gleichstrom ist nur eine dieser Varianten. Es wird nicht so oft als Wechselstrom verwendet, weist jedoch eine Reihe von Merkmalen auf, die durch die Polarität bestimmt werden. Meister bevorzugen Wechselstrom, da sie die Vorteile beider Polaritäten vereint.
Wenn Aluminium mit Gleichstrom geschweißt wird, müssen Sie auswählen, welche für den Schweißprozess wichtiger ist. Schließlich sind die Eigenschaften des Aluminiumschweißens bei weitem nicht die besten. Daher müssen geeignete Bedingungen ausgewählt werden, die den technologischen Anforderungen genügen und eine gleichmäßige und dichte Schweißnaht aus Aluminium gewährleisten. Das Hauptproblem dieser Formation ist der Oxidfilm, den die hohe Schweißtemperatur nicht verträgt, da er bei 2200 Grad Celsius schmilzt, und bei 680 Aluminium. Die umgekehrte Polarität des Gleichstroms kann durch Kathodensprühen zerstört werden, was in Kombination mit Flussmitteln und Flussmitteln gut funktioniert Vorbehandlung.
Vorteile
- Bei Verwendung von Gleichstrom mit direkter Polarität wird ein stabiler Lichtbogen erhalten, der dazu beiträgt, eine qualitativ hochwertige und gleichmäßige Naht zu bilden.
- Wenn für das Aluminiumschweißen mit umgekehrter Polarität Gleichstrom verwendet wird, ist ein Kathodenzerstäubungsverfahren vorgesehen, das den Oxidfilm zerstört.
Nachteile
- Wir müssen zwischen einem stabilen Bogen oder der Zerstörung von Oxiden wählen;
- Ohne den Oxidfilm zu zerstören, ist es unmöglich, ein qualitativ hochwertiges Schweißen zu erreichen, da es das geschmolzene Metall bedeckt und ein normales Verbinden verhindert.
- In dieser Betriebsart ist es schwierig, die Parameter der Ausrüstung zum Schweißen einer bestimmten Metalldicke zu wählen.
Nuancen beim Gleichstromschweißen
Bevor Sie das elektrische Schweißen von Aluminium kochen, müssen Sie zunächst die Parameter des Geräts kennen. Experten empfehlen nicht, Gleichstrom mit direkter Polarität zu verwenden, da seine Nachteile die Vorteile überwiegen und sich als sehr problematisch herausstellen. Mit umgekehrter Polarität ist es möglich, eines der Hauptprobleme der Aluminiumschweißbarkeit zu überwinden. Dies ist jedoch nicht das einzige Problem, das angegangen werden muss.
Andere Nuancen dieses Prozesses schließen eine hohe Fließfähigkeit des Metalls im geschmolzenen Zustand ein, was keinem Strom irgendwelcher Art helfen kann, sondern nur der Geschicklichkeit des Schweißers. Berücksichtigen Sie auch die erhöhte Spannungsempfindlichkeit, bei der das Metall erhitzt und die Elektroden vor dem Einsatz gründlich getrocknet werden. Hierbei ist die geringe Schweißtiefe des Metalls zu berücksichtigen, so dass bei dicken Knüppeln eine zusätzliche Bearbeitung der Kanten erforderlich sein kann. In Bezug auf die Vorbereitung der Vorbereitung gibt es auch einige Nuancen, die sich auf die Reinigung der Oberfläche mit Lösungsmitteln und auf einfache mechanische Methoden beziehen, was die Qualität der Verbindung erhöhen sollte.

Aluminiumschweißen mit Argon
Materialien und Werkzeuge
- Eine Schweißmaschine, ohne die das Elektroschweißen von Aluminium durch eine Elektrode nicht möglich wäre. Sie wird je nach Methode gewählt, da noch Gas verwendet werden kann;
- Füllmaterial, das entweder sein kann schweißdraht;
- Eine Inertgasflasche, wenn Aluminium zum Schweißen von Argon mit Gleichstrom verwendet wird.
- Zuverlässige Schläuche zum Verbinden des Zylinders mit dem Brenner;
- Der Brenner, der speziell für das Argon-Lichtbogenschweißen entwickelt wurde;
- Reduzierstück zum Ändern des von der Flasche gelieferten Gasdrucks;
- Manometer zur Überwachung des Druckniveaus, mit dem gearbeitet werden soll.
Auswahl an Materialien und Ausrüstung
Das elektrische Schweißen von Aluminium mit einem Gleichstrom mit umgekehrter Polarität kann durch ein Standardverfahren unter Verwendung von herkömmlichem elektrischem Schweißen und Elektroden sowie einer Argonbogenvorrichtung durchgeführt werden. Die erste Option ist einfacher und billiger, während die zweite eine der zuverlässigsten ist, aber die Kosten des Prozesses und seine Komplexität werden höher. Daher wird das Elektroschweißen für eine normale Verbindung verwendet, während bei kritischen Strukturen und Teilen nur die WIG-Option verwendet werden sollte. In jedem Fall müssen Sie bei der Auswahl eines Geräts auf die Breite seines Bereichs sowie auf die Glätte der Einstellungsparameter achten.
Bei der Auswahl der Verbrauchsmaterialien ist alles einfacher, da für das Elektroschweißen spezielle Elektroden erforderlich sind, die für reines Metall oder dessen spezielle Legierung ausgelegt sind, und für das Argon-Bogenverfahren ist Schweißdraht erforderlich, dessen Zusammensetzung so genau wie möglich mit der Zusammensetzung des Metalls oder seiner Legierung übereinstimmen würde.
Schritt für Schritt
Aluminiumschweißen mit Gleichstrom in Argon schlägt die folgende Reihe von Maßnahmen vor:
- Metallzubereitung, einschließlich Kantenbearbeitung, mechanischer Reinigung und Lösungsmittelbehandlung, die aus Aceton oder einer anderen ähnlichen Flüssigkeit bestehen kann;
- Als nächstes sollte auf der Oberfläche des Schweißflusses platziert werden, wodurch die Verbindung verbessert wird.
- Danach können Sie die Technik gemäß dem angegebenen Modus einrichten.
- Dann wird das Schweißen selbst durchgeführt, wobei entlang der gesamten Kantenoberfläche eine Naht hergestellt werden soll;
- Lassen Sie die Verbindung abkühlen und überprüfen Sie die Qualität mit einer der verfügbaren Methoden.
Der Prozess findet hauptsächlich in der unteren Position statt, da sich das Metall in der Horizontalen oder Decke stark ausbreitet. "
Die Tabelle der Modi des Aluminiumschweißens mit Gleichstrom
|
Art des Werkstücks |
Dicke des geschweißten Teils, mm |
Elektrode, mm |
Schweißdraht, mm |
Strom, A |
Gasverbrauch, l / min |
|
Bei bearbeiteten Kanten |
1 |
45…50 |
4-5 |
||
|
Einseitiges Stumpfschweißen ohne Kantenbearbeitung |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Beidseitiges Stumpfschweißen ohne Kantenbearbeitung |
3-4 |
3-4 |
120…180 |
7-8 |
Sicherheitstechnik
Das elektrische Schweißen von Aluminium zu Hause und bei der Arbeit erfordert die Einhaltung der Sicherheitsregeln. Zunächst geht es um die Verwendung von Schutzkleidung und Mitteln wie. Elektrische Sicherheitsregeln müssen sowohl am Arbeitsplatz als auch zu Hause beachtet werden. Gasflaschen müssen mindestens 5 Meter von der Feuerquelle entfernt sein.




