Stromquellen des Schweißbogens. Schweißwechselrichter - Schweißbogenstromversorgung
Beim Lichtbogenschweißen werden sowohl dauerhaft als auch Wechselstrom verwendet. DC-Quellen sind Schweißgeneratoren (Schweißwandler und Aggregate) sowie Schweißgleichrichter (Selen und Silizium). Die Quelle des Wechselstroms ist Schweißtransformatoren, sie werden wesentlich häufiger eingesetzt. Sie sind einfacher in der Fertigung, haben eine geringe Masse und Kosten und haben auch einen höheren Effizienz und dauerhafter. Beim Aufbringen ist jedoch ein Wechselstrom des Bogens instabil, da die Spannung und der Strom des Lichtbogens den Nullwert zu 100-facher Sekunde den Nullwert durchführen, was zu einer vorübergehenden Entionisierung der Bogenspalt führt.
Der konstante Strom ist in der technologischen Beziehung bevorzugt, wenn es verwendet wird, wenn er verwendet wird, erhöht sich die Stabilität des Brennens des Bogens, die Bedingungen des Schweißens in verschiedenen räumlichen Positionen verbessern sich, es ist möglich, die Gerade zu schweißen und umgekehrte Polarität.
Zu Quellen schweißstrom Die folgenden Anforderungen werden auferlegt: Sie sollten eine einfache Zündung und ein nachhaltiges Lichtbogenrennen bereitstellen, den Kurzschlussstrom in Betrieb genehmigen muss und gute dynamische Eigenschaften aufweisen. Die dynamischen Eigenschaften werden durch die Spannungswiederherstellungszeit von dem Moment des Kurzschlusss ermittelt, wenn er fast gleich Null ist, auf den Wert von 18-20V, wenn der Bogenzündung ist. Diese Zeit sollte 0,05 ° C nicht überschreiten, desto schneller wird die Spannung wiederhergestellt, die Würde der Stromquelleneigenschaften.
|
aber b. Feige. 3.. Externe Merkmale der Stromversorgung und des Schweißbogens |
Die Verbrennungsmethode des Schweißbogens wird durch den Schnittpunkt der Eigenschaften des Bogens bestimmt 1 und Stromquelle 2 (Figur 3, b.). Punkt A wird als Leerlaufpunkt bezeichnet - Die aktuelle Quelle ist enthalten, die die maximale Spannung (60-80V) entwickelt, und die Schweißkette ist offen. Punkt B - der Punkt der instabilen Verbrennung des Bogens. Wenn der ihm entsprechende Bogenstrom entspricht, entweder aus oder der Lichtbogenstrom erhöht sich auf den stationären Burniermodus. Punkt C ist ein Punkt der nachhaltigen Verbrennung des Bogens (u p \u003d 15-30V). Punkt D entspricht dem Kurzschlussmodus, der beim Zünden des Bogens erfolgt, und sein Verschluss ist durch eine geringe Spannung gekennzeichnet, die auf Null strebt, und ein erhöhter, aber begrenzter Strom (I kz ≤ 1,5i p), um Überhitzung leitfähiger Drähte zu verhindern und aktuelle Quellen.
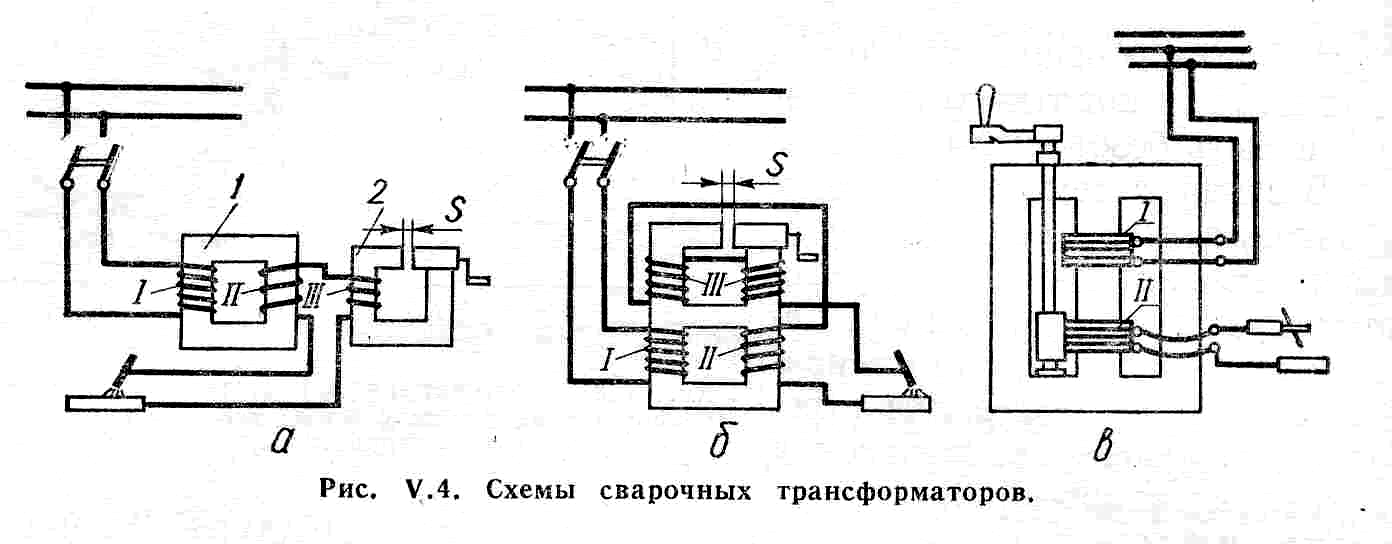
Schweißtransformator (Abb. 4) Reduziert die hohe Netzwerkspannung (220 oder 380 V) auf die Spannung leerlauf (60-80V). Außerdem erzeugt der Transformator eine fallende äußere Eigenschaft auf dem Bogen. Für diese konsequent mit ARC und sekundär 2 Transformatorwicklung umfassen eine reaktive (Drossel-) Spule 3 . Während des Durchgangs des Schweißstroms in den Wendungen der Drosselklappenwicklung 3 Die industierte EMF-Selbstinduktion ist entgegengesetzt vom Hauptedc des Transformators gerichtet. Daher nimmt die dem Lichtbogen zugeführte Spannung während des Verbrennens des Lichtbogens vom Leerlaufwert bis 18-30 V ab und mit einem Kurzschluss fast auf Null. Der Strom in dem Transformator wird durch Ändern der Größe der Selbstinduktion des Chokes mit einer Erhöhung oder Abnahme des Luftspalts zwischen dem beweglichen 1 (müssen zeichnen) und fixiert) 2 Teile seines Kerns. Mit einer Erhöhung des Spaltes der Selbstinduktion der Drosselklappe, die von dem magnetischen Strömungsstrom des Kerns abhängt, nimmt und der Belastung des Bogens ab und ist daher der Schweißstrom nimmt. Mit einer Verringerung der Lücke - an der Wende. Aufgrund des Vorhandenseins des induktiven Widerstands wird das externe EXTERNAL-Merkmal der Quelle des Schweißstroms erreicht.
|
Feige. vier.. Schema des Schweißtransformators |
Schweißwandler.Für Schweißquellen von DC serviert Schweißwandler und Schweißeinheiten. Der Schweißwandler besteht aus einem Gleichstromgenerator und einem Antriebsmotor, einer Schweißeinheit - vom Generator und einem Verbrennungsmotor (d.v.). Schweißgeräte werden verwendet, um im Feld zu arbeiten, und in Fällen, in denen die Spannung im Stromversorgungsnetz schwankt. Generator und D.V. (Benzin oder Diesel) sind auf einem gemeinsamen Rahmen ohne Räder, an Rinks, Rädern, in der Karosserie und auf der Grundlage des Traktors montiert.
|
Feige. fünf. Schema des Schweißgenerators |
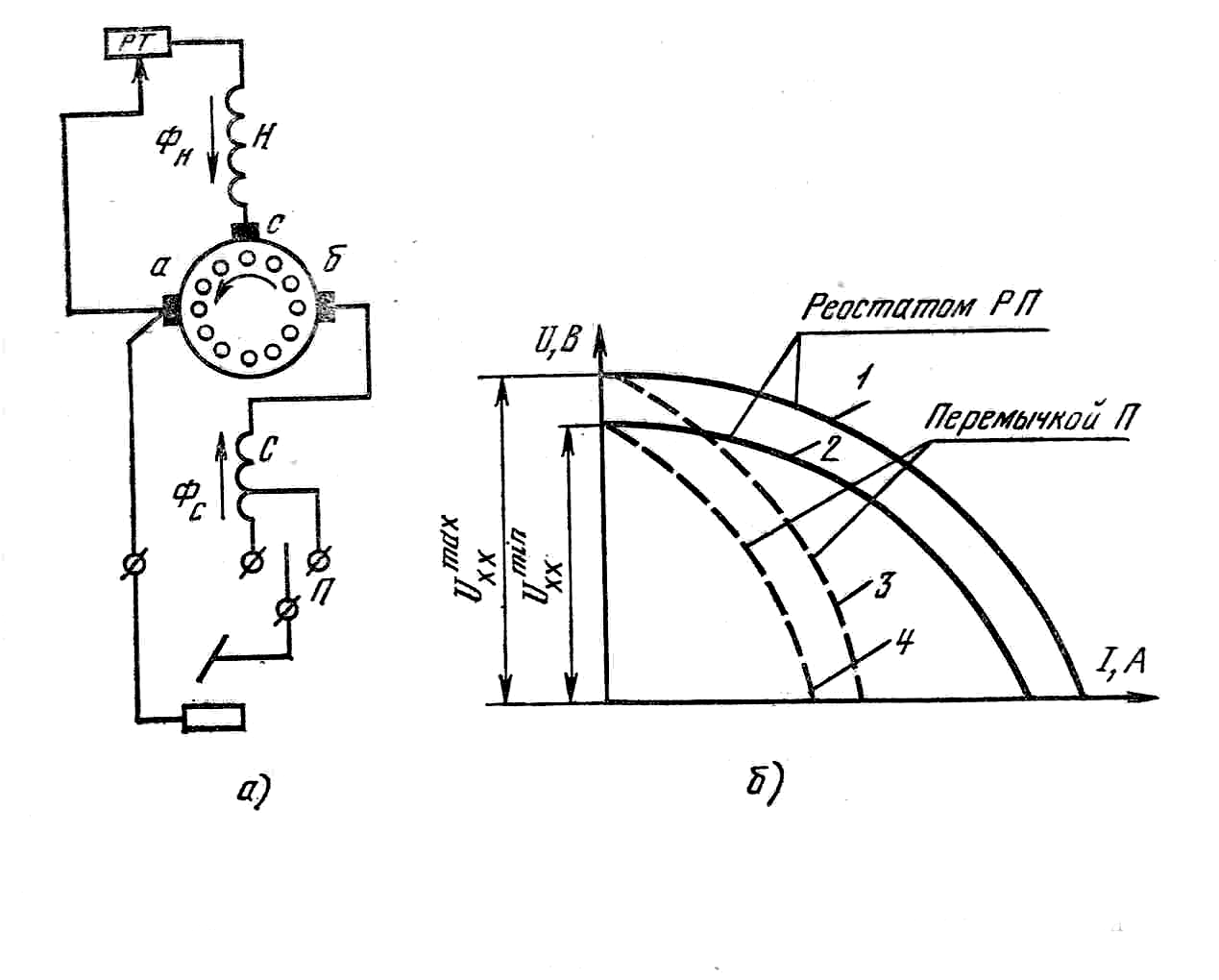
Betrachten Sie das Diagramm der Generatoren mit den magnetisierenden parallelen und unterschiedlich rotierenden sequentiellen Anregungswicklungen (Fig. 5). Ein unverwechselbares Merkmal der Generatoren eines solchen Systems besteht darin, das Prinzip der Selbsterregung zu nutzen. Daher bestehen ihre Pole aus Ferrognetischer Stahl mit einem Restmagnetismus.
Wie aus dem Schema ersichtlich ist (Abb. 5), hat der Generator zwei Wicklungen an den Hauptstangen: eine Anregungswicklung N. und konsequent aktivierte Entmagnetisierung der Wicklung MIT. Wicklung N. Mit optional verbunden mit und basisch aber Die Generatorpinsel, die Spannung, die ständig groß ist und sich nicht mit einer Änderung der Last ändert. Magnetfluss F. n. Diese Wicklung ist in der Größe konstant, also die Wicklung N. Rufen Sie eine unabhängige Erregerwicklung an.
Beim Leerlauf, z. B. Der Generator wird nur durch einen magnetischen Fluss induziert F. n. . Beim Zünden des Bogenschweißstroms durchläuft der Stress durch die serielle Wicklung MITdas ist mit den Hauptbürsten verbunden aber und b. so dass der magnetische Fluss F. mit gegen einen magnetischen Fluss gerichtet F. n. . Dies führt dazu, dass der Entmagnetisierungseffekt der sequentiellen Wicklung ist. EMF, induziert durch den Generatoranker, desto kleiner desto größer ist der magnetische Fluss F. mit Der Wert davon hängt vom Strom der Schweißkette ab. Je kleiner der Strom in der Schweißkette, desto weniger F. mit Und je höher die Spannung des Generators. Mit kurzer Verschluss, d. H. Bei maximalem Strom in der Schweißkette, magnetischer Fluss F. mit Die sequentielle Wicklung ist nahezu gleich dem magnetischen Strom F. n. Unabhängige Erregerwicklungen und Spannung an den Generatorklemmen in der Nähe von Null. Die Wechselwirkung von magnetischen Strömen von zwei Wicklungen wird durch die einfallende äußere Kennlinie des Schweißgenerators sichergestellt.
Schweißgerichte.Schweißgleichrichter sind Geräte, die unter Verwendung von Halbleiterelementen (Ventilen) Wechselstrom umgewandelt werden, um konstant und zur Stromversorgung des Schweißbogens vorgesehen sind. Ihre Aktion basiert auf der Tatsache, dass Halbleiterelemente nur in einer Richtung durchgeführt werden.
Das konzeptionelle elektrische Diagramm des Schweißgleichrichters ist in Fig. 2 dargestellt. 6. Der Schweißgleichrichter besteht aus zwei Hauptteilen: einem reduzierten dreiphasigen Transformator I mit einem Steuergerät und einem Gleichrichterblock Sonnebestehend aus Selen (oder Silizium-Ventilen. Das Design des Schweißgleichrichters etwas kompliziert den Lüfter darin DV. Um den Gleichrichterblock abzukühlen. Einschalten des Gleichrichters zur Arbeit wird von einem Batch-Schalter hergestellt PV. Der Lüfter ist mit Gleichrichter mit Luftrelais geschlossen RKV.. Mit dem normalen Betrieb des Lüfters, der Lüftungssteuerungsrelais RKV.im Luftstrom vom Lüfter und dem magnetischen Anlasser enthalten PMAnschließen der Wicklung des Schweißtransformators mit dem Netzwerk. Wenn der Lüfter beschädigt ist, aktiviert der Gleichrichter nicht, wenn der Schaden während des Betriebs auftritt, wird der Gleichrichter ausgeschaltet.
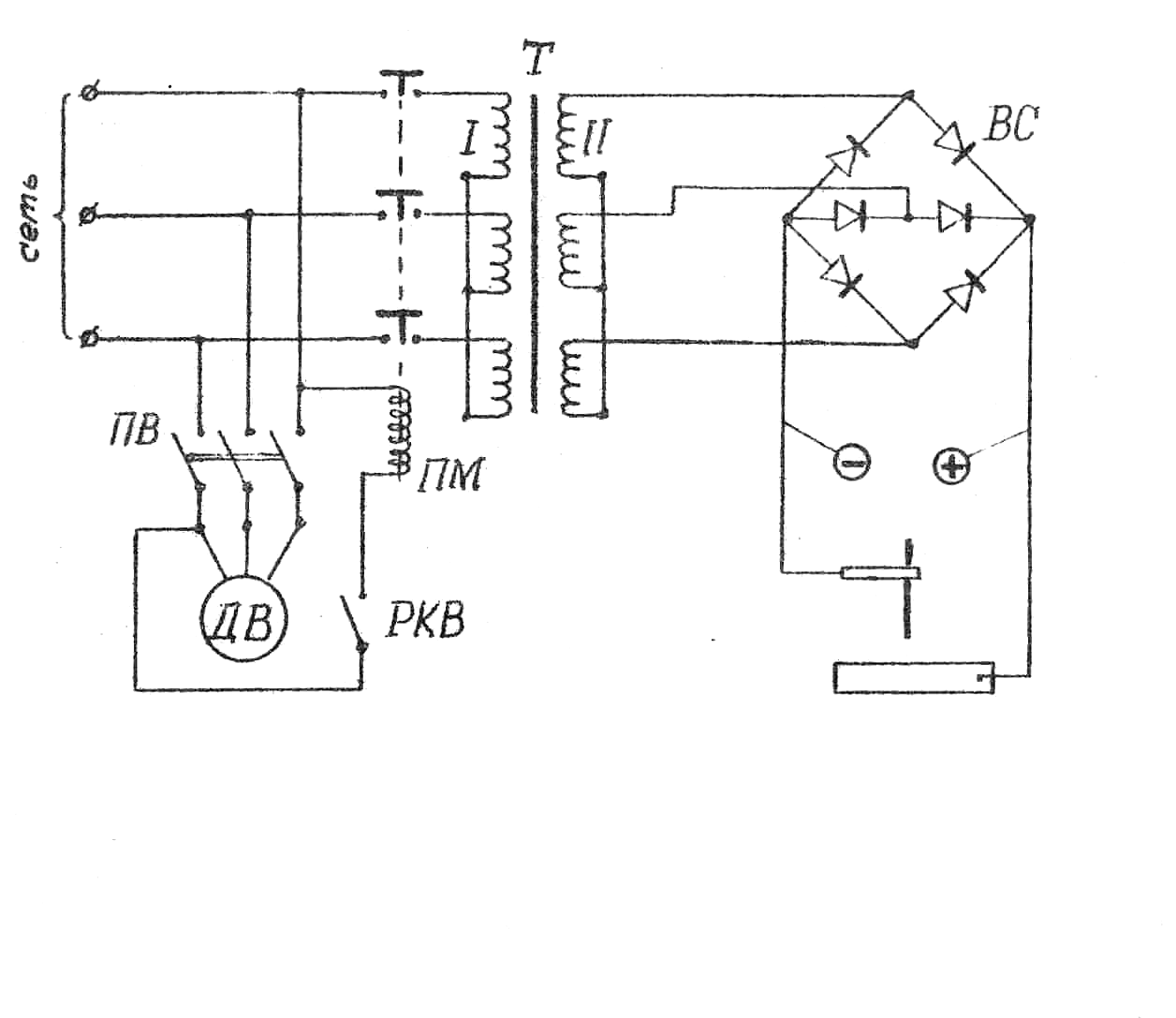
Feige. 6.. Schema des dreiphasigen Gleichrichters
Schweißgleichrichter vor den Wandlern haben folgende Vorteile: Höhere Effizienz und weniger Leerlaufverlust, die besten dynamischen Eigenschaften, weniger Massen, mehr Zuverlässigkeit und Wartungsfreundlichkeit während des Betriebs, geräuschlos bei der Arbeit, mehr Effizienz in der Fertigung. Der Hauptnachteil von Schweißgleichrichtern ist ihre große Empfindlichkeit gegenüber Netzwerkspannungsschwankungen als die Schweißwandler. Wie Schweißgeneratoren können sie einzelne Plattform und mehrere sein und eine fallende, gemeinsame oder starre externe Eigenschaft haben. Um eine fallende Merkmale zu erzeugen, werden Schweißtransformatoren mit vergrößerter magnetischer Streuung verwendet, oder für diesen Zweck wird eine Drossel verwendet. Zur manuellen Schweißung werden Gleichrichter mit einem fallenden externen Charakteristik verwendet.
Quellen des Schweißstroms.
Stromquellen zum Einschalten des Schweißbogens müssen eine spezielle externe Eigenschaft aufweisen. Die äußere Kennlinie der Quelle ist die Abhängigkeit der Spannung an seinen Ausgangsanschlüssen von dem Strom in der elektrischen Schaltung. Äußere Merkmale können die folgenden Haupttypen sein: Fallen 1, Hohleinfall 2, starrer 3 und Erhöhung von 4 (Abb. 4, A). Die Stromquelle wird in Abhängigkeit von den Volt-Amper-Eigenschaften des Bogens ausgewählt, die dem angenommenen Schweißverfahren entsprechen.
Um den Bogen mit einer starren Charakteristik einzuschalten, werden Quellen mit einem fallenden oder einem Wägen externen Charakteristik verwendet (manuelles Lichtbogenschweißen, automatisch unter Flussmittel, Schweißen in schutzgas. Unqualifizierte Elektrode). Der Verbrennungsmodus des Bogens wird durch den Schnittpunkt der ARC-Eigenschaften 6 und der Stromquelle 1 (Fig. 4, B) bestimmt. Der Punkt C entspricht der resistenten Verbrennung des Bogens, Punkt A - der Leerlaufmodus in der Stromquelle während des Zeitraums, wenn der Bogen nicht leuchtet und die Schweißkette offen ist. Der Leerlaufmodus ist durch erhöhte Spannung (60-80 V) gekennzeichnet. Der Punkt O entspricht dem Kurzschluss in der Zündung des Lichtbogens und dessen Verschluss mit Tropfen aus flüssigem Elektrodenmetall. Ein Kurzschluss ist durch niedrige Spannung gekennzeichnet, der auf Null sucht, und erhöhte, aber begrenzte Schock.
Die Quellen des Schweißstroms mit einem fallenden Charakteristik sind notwendig, um die Zündung des Bogens aufgrund der erhöhten Hubspannung zu erleichtern, was die nachhaltige Verbrennung des Lichtbogens und der nahezu ständigen impliziten Fähigkeit des Bogens gewährleistet.
Feige. 4. Äußere Merkmale der Quellen des Schweißstroms (A) und des Verhältnisses der Eigenschaften des Bogens und der einfallenden Eigenschaften
strom von Strom beim Schweißen (B)
Wechselstromquellen (Schweißtransformatoren) und DC-Quellen (Schweißgleichricher und -generatoren) werden zur Stromversorgung des Schweißbogens verwendet. AC-Quellen sind häufiger, da sie eine Reihe technischer und wirtschaftlicher Vorteile haben. Schweißtransformatoren sind leichter zu bedienen, viel dauerhafter und haben einen höheren Effizienz als Gleichrichter und DC-Generatoren. In einigen Fällen (Schweißen auf kleinen Strömen, die mit Elektroden und unter Flussschweißen beschichtet sind), wenn der Bogen beim Einschalten des Lichtbogens instabil ist, ist der Lichtbogen instabil, da jedes 0,01 mit der Spannung und der Lichtbogenstrom durch Nullwerte passieren, was zu einer vorübergehenden Entionisierung von die Bogenlücke. Dauerstrom ist in technologischer Vorrichtung bevorzugt.
Quellen des Schweißstroms
Schweißgeräte: Schweißtypen, Schweißstromquellen, Hauptparameter der Schweißmaschine, der Schutz des Schweißers
Der Artikel stammt aus dem Konsumentenmagazin (2010) http://www.master-forum.ru/power-cai?id\u003d2005
Mit Hilfe des Schweißens wird ein erheblicher Betrag verschiedener Werke in verschiedenen Bereichen durchgeführt, von der Mikroelektronik bis zur Herstellung von Multi-Fenster-Strukturen. Schweißen als Methode einer Hubverbindung von Metallen trat unser Leben vor etwas mehr als hundert Jahren ein, aber es ist unmöglich, seinen Wert heute zu überschätzen. Da Metalle und Legierungen eine andere Form, Größe haben und chemische ZusammensetzungEine Vielzahl relevanter Technologien, Werkzeuge und Geräte wurden entwickelt. Das elektrische Schweißen (und manchmal Schneiden) von Metallen wird jedoch als Hauptmethode als Hauptmethode und verdient betrachtet. niedrige Legierungsstähle. Unter den Vorteilen des elektrischen Schweißens ist ein schnelles und zuverlässige Anschluss von Materialien mit minimalen Kosten. Falls erforderlich, mit Hilfe der Schweißmaschine, ist es jedoch möglich, das Metall zu schneiden, und selbst bei schwer zugänglichen Stellen, an denen das andere Werkzeug einfach nicht passt. In den letzten Jahrzehnten werden Schweißmaschinen mit elektronischen Komponenten hergestellt, was ihre Massen- und Abmessungen erheblich reduziert und ihnen erlaubt, ihre Verwendung im Alltag weiter auszubauen.
Quellen des Schweißstroms
Dies ist der Hauptteil einer Schweißmaschine, wodurch eine Netzwerkspannung in einen Konstanten- oder Wechselstrom mit spezifizierten Parametern umgewandelt wird.
Es gibt auch Nachteile von Wechselrichtern, aber sie können sie mit einem großen Stretch genannt werden. Es ist notwendig, zwischen dem Wechselrichter im Alltag oder in der Produktion zu unterscheiden.
Der Hauptfeind von elektronischen Schaltungen - Feuchtigkeit und Staub, insbesondere metallisch. Daher wird es nicht empfohlen, es in Staubseiten aufzunehmen und insbesondere "Bulgarian" neben dem Inverter enthalten.
Natürlich sollte während des Arbeitsregens eingestellt werden, ist es von den Sicherheitsvorschriften verboten, und nicht nur weil es dem Gerät schädlich ist. Professionelle Modelle Besser geschützt vor Staub und Feuchtigkeit, sondern auch dementsprechend. In jedem Fall muss das Gerät von Zeit zu Zeit geöffnet und gründlich mit Druckluft blasen.
Die Elektronik ist empfindlich gegenüber der Qualität des Stroms, daher in dem Wechselrichterschema verschiedene Schutzelemente des Schutzes: Überhitzungssensoren, Sicherungen, manchmal - Herunterfahrenvorrichtungen, wenn die Spannung unter dem zulässigen Pegel abfällt, können jedoch nahezu alle Geräte mit einer Spannung arbeiten von 170 bis 250 V. Um vor scharfen Spannungssprung (über 270 V) zu schützen, installieren viele Hersteller Varistoren ("Tabletten"), die mit einer starken Spannung erhöht. Danach sollte der beschädigte Varistor ersetzt werden, diese Reparatur ist einfach und kostengünstig. Wenn der autonome Betrieb vom elektrischen Generator geplant ist, ist es erforderlich, das Gerät mit einem integrierten Kompensator der Versorgungsspannung abzutreten. Über seine Anwesenheitshersteller verhindern separat, Wechselrichter, ohne es schnell versagen kann.
Das Gerät darf im Winter nicht in einem nicht beheizten Raum gelagert werden - Elektronik erfordert eine sorgfältige Beziehung.
Es gibt einen anderen "Nachteil": Es ist viel komplizierter, an einem Transformator oder einem Gleichrichter zu arbeiten, als im Wechselrichter, aber Sie haben gelernt, an der "Trance" ohne Probleme zu arbeiten, aber der umgekehrte Übergang ist viel schwieriger - Sie werden müssen abschließen
Die Hauptparameter der Schweißmaschine
Ein sehr wichtiger Parameter für den Betrieb der Schweißmaschine, unabhängig von seiner Vorrichtung, ist die Dauer der Aufnahme (PV) mit unterschiedlichen Schweißstromwerten. Hier haben verschiedene Hersteller unterschiedliche Messtechniken. In der europäischen Norm EN 60974-1 wird die Dauer des Schweißens bei einer Temperatur von 40 ° C bis zum ersten Anschlag der Vorrichtung aus der Überhitzung berücksichtigt, und PV wird basierend auf der Beziehung dieser Zeit auf 10 Minuten berechnet Arbeitszyklus. Mit mehr ungefähren Wirklichkeit berücksichtigt die Bedingungen gemäß der Methode des italienischen Unternehmens Telwin (t \u003d 20 ° C, mit Unterbrechungen) in erster Linie die Anzahl der Elektroden, die in dieser Zeitdauer verwendet werden können. Natürlich ist PV, berechnet, das auf dem zweiten Verfahren berechnet wurde, spürbar höher und bei der Auswahl des Geräts muss das Gerät geklärt werden, da er berücksichtigt wurde. Im Arbeitsprozess ist es jedoch selten, einen Vertrag mehrerer Elektroden mit voller Kapazität ohne Pause zu verbrennen, und das Gerät mit dem erklärten "europäischen" PV wird bis zu 10-20%, bis er bis zu 60 ausschaltet -80% PV, berechnet von "Telvinovskaya" -Technik.
Ein wichtiger Parameter und das erste, was in der Regel darauf geachtet wird, gilt als der Bereich der Änderungen des Schweißstroms. Es zeigt indirekt die Leistung des Geräts an. Je mehr ist, desto größer ist die Elektrode, die Elektrode kann installiert werden, und der größere ist, wenn in kleinen Elektroden in kleinen Elektroden mit einem Gleichstrom arbeitet. Für inländische Zwecke und Arbeiten durch die laufende 3-Millimeter-Elektrode sind alle Arten von Transformatoren mehr als genug von der maximalen Leistung bei 150 A, für Wechselrichter - und noch weniger, während sie ruhig "vier" neu erstellt werden. Es ist zu berücksichtigen, dass in einer Box mit Elektroden, empfohlene Ströme in der Regel beim Arbeiten mit Transformatoren oder Gleichrichtern angezeigt werden, der Wechselrichter den Wechselrichter bereits in solchen Strömen schneiden kann.
Noch eins wichtiger Parameter - Kein Leerlaufstrom. Es kann innerhalb von 60-85 V sein: Je höher, desto einfacher ist es, den Bogen zu beleuchten.
Einige Modelle von Schweißmaschinen können in Verbindung mit Argon-Schweißgeräten funktionieren, Modelle, die im Halbautomatik arbeiten, sind ebenfalls verfügbar (Drahtschweißen). Für den Haushalt sind sie nicht sehr interessant - solche Optionen sind selten erforderlich, und ihre Kosten sind viel höher als die von einfachen Modellen. Aber wenn Sie daran arbeiten, daran zu arbeiten berufsniveau Mit verschiedenen Arten von Metallen und dünnen Blechen sind diese Funktionen sehr nützlich.
Arten des Schweißens.
Manuelles Lichtbogenschweißen mit Schmelzelektrode (MMA). Die häufigste Art des Schweißens, in dem die Rolle der Elektrode den mit der Beschichtung bedeckten Drahte spielt. Beim Schmelzvorgang verbindet sich der Draht den geschweißten Teilen, und die Beschichtung (Slag) schützt das Schweißbad aus den Effekten von Sauerstoff, was auch zur Verbesserung der Eigenschaften des Bogens und der Qualität der Naht beiträgt. Häufig werden auf diese Weise Eisenmetalle, Gusseisen und einige Arten von Nichteisenmetallen und Legierungen geschweißt, aber es ist ziemlich schwierig, im letzteren Fall eine gute Verbindung zu erreichen: Die Verlustkomponenten der Legierungen brennen aus, und Die Verbindung ist nicht zu hochwertig.
Manuelles Schweißen in Schutzgasen (TIG). Am häufigsten wird Argon mit einem kleinen Gemisch von Sauerstoff als Gas verwendet, um Schmutz und Oxide während des Betriebs zu verbrennen, und das Schweißen wird nicht kompatibles Graphit durchgeführt oder wolframelektrode.. Als Zusatzstoff werden Stangen aus demselben Material wie geschweißte Teile verwendet. Die Qualität der Naht mit diesem Verfahren ist sehr hoch, die Verlustkomponenten von Legierungen und Legierungszusätzen brennen nicht aus, das Schweißbad ist vor Luftauerstoff geschützt, die Schlackenbildung ist praktisch ausgeschlossen. Das Schweißen wird fast immer an einem direkten Strom der direkten Polarität hergestellt, Aluminium nur für Aluminium- oder Rückwärtspolarität geeignet: So wird der bessere Oxidfilm zerstört. Trotz der Tatsache, dass diese Methode ziemlich teuer ist und keine hohe Arbeit an der Arbeit ist, ist es ziemlich beliebt und manchmal unersetzbar, um alle Metalle bei geringen Arbeitsmengen zu schweißen oder wenn der Prozess aus verschiedenen Gründen nicht automatisiert werden kann.
Halbautomatisches Schweißen (MIG / MAG). Damit ist der Schweißdraht üblicherweise in der Rolle der Elektrode verschweißt, die automatisch der Schweißzone zugeführt wird, obwohl das Schweißen mit einer nicht kompatiblen Elektrode möglich ist. Das Gerät wird manuell bewegt. Das Schweißen erfolgt durch einen dauerhaften oder Impulsstrom, unterschießendem Schweißen in dem Medium von inerten (MIG) oder aktiven (MAG) Schutzgasen und dem Schweißen des Pulverdrahts - dann ist das Gas nicht erforderlich. Für große Mengen des Metalls ist es zweckmäßiger für das MMA-Schweißen. Die Kugel des halbautomatischen Halbautomatiks - Schweißen von dünnen Blechen, hochlegierten Stählen, Nichteisenmetallen sowie industriellen Anwendungen. Beispiel
Andere Methoden und Schweißmethoden
Neben den drei aufgeführten Hauptschweißmethoden werden andere verwendet, insbesondere in der industriellen Produktion. Beschreiben Sie kurz einige von ihnen.
Gasschweißen. Als Energiequelle wird eine Mischung aus Sauerstoff mit brennbaren Gasen, meistens mit Acetylen verwendet. Im Alltag ist es selten zurückgegriffen: Es erfordert die Verwendung von schwerem und nicht gaszylinderDie Qualität der Paarungsoberflächen ist nicht zu gut, es ist möglich, schnell Korrosion in der Nahtzone zu erscheinen, da das Metall in einem erheblichen Abstand von ihm aufwärmt, die Arbeitsweise ist klein, aber überhaupt keine Strom erforderlich. Spezies gasschweißen, zwar basierend auf einem völlig anderen Aktionsprinzip plasmaschweißen.. Die Wärmequelle dient hier als Plasmastrahl, der durch Ionisierung des Arbeitsgases zwischen den Elektroden erhalten wird, von denen eines ein schweißbares Produkt sein kann, oder beide Elektroden befinden sich in dem Plasmabbrenner - Plastent. Beide Methoden in der industriellen Produktion werden häufiger zum Auftauchen und Schneiden verwendet als für das richtige Schweißen.
Kontaktschweißen.. Damit werden die verbundenen Billets oder deren Kontaktierungsstellen aufeinander gedrückt, mit Strom in den Zustand der plastischen Verformung erhitzt und dann zusätzlich komprimiert. Unter einer Vielzahl von Kontaktschweißensorten können Sie Punkt, Hintern, Relief und Naht wählen.
Zum punktschweißen. Die geschweißten Teile sind mit den Blinken verbunden, zwischen den beiden Elektroden, dann den Impuls der Stromspannung (etwas Volt) und erheblicher Kraft auf mehrere tausend Ampere. Somit wird ein geschweißter Punkt zwischen den Teilen oder zwei gleichzeitig gebildet, wenn die Elektroden auf einer Seite langweilig sind, und das leitfähige Futter wird auf der anderen Seite gesetzt. Kontaktschweißen erfordert eine gute Oberflächenvorbereitung, die für viele Metalle und Legierungen geeignet ist, besonders beliebt, um dünne Blätter zu schweißen. Die Staffeln der Blätter ist klein, die Qualität (mit fälligen Schweißparametern) ist ebenfalls in der Höhe. So sammle zum Beispiel die Karosserie in der Fabrik. Die Methode ist gut automatisiert, kann jedoch im manuellen Modus verwendet werden.
Zum nahtschweißen Die Naht besteht aus einer großen Anzahl von Einzelpunkten, die sich überlappen können. Wenn Tuberkeln (Reliefs) im Voraus auf der Oberfläche der Details vorbereitet sind, geht es darum entlastungsschweißen. Schockschweißen. Wird häufiger zum Anschließen von dicken Teilen verwendet, während sie sofort in der gesamten Ebene verschweißt sind.
Reibschweißen. Eine der Details ist fixiert, der zweite drückt es und dreht sich bis zur Schmelze der Kontaktflächen. Das Verfahren ist eher wirtschaftlich und schnell, aber die Möglichkeit der Verwendung hängt von der Form von Schweißteilen ab. Auf diese Weise ist es möglich, Billets aus heterogenen Materialien, wie Kupfer mit Aluminium, zu kombinieren.
In industriellen Bedingungen für separate Arten Andere Methoden wie geschweißte Werke kaltschweißen (Mit relativ niedriger Temperatur und hoher Druck), Explosionsschweißen, Diffusion, Schweißen mit einem Laser, Elektronenstrahlpistole, Ultraschall, Hochfrequenzströme und einigen anderen Typen. Auf diese Weise schweißen wir verschiedene, manchmal praktisch inkompatible, Metalle und Materialien.
Schweißerschutz
Der Schweißprozess wird von einer Vielzahl gefährlicher und schädlicher Faktoren begleitet: hohe Temperatur des heißen Metalls und Schlackens, eine helle Linsion des Bogens in sichtbaren, Infrarot- und Ultraviolett-Bereichen, Isolierung von giftigen Gasen und Aerosolen. Bei der Arbeit mit elektrischem Apparat ist die Nichteinhaltung der Sicherheitsvorschriften mit einem Stromschlag gefährdet. Daher ist es notwendig, sich um den Erwerb von Maske und Schutzkleidung zu kümmern.
Schweißmaske oder Schild. Dies ist das notwendige Element, das zum Schutz der Augen und des Gesichts vorgesehen ist. Es besteht meistens aus Kunststoff oder Elektrokörper (FIBRA). Die Abschirmung muss eine Hand halten, die Maske ist an dem Kopf befestigt. Das Design des Filters nach GOST sollte Schutzglas und ein Plexiglaskissen umfassen. Der Filter verwendet entweder ein dunkles Glas oder ein "Chameleon" -Filter, automatisch Liebling, wenn ein Bogen auftritt. "Chamäleon" Es ist viel bequemer, aber es ist teurer. Je nach den Schweißbedingungen werden Gläser verwendet, um Darlant zu variieren, im "Chamäleon", es ist fast immer einstellbar. Für komplexe Arbeitsbedingungen, Masken mit Atmungsfiltern oder Luftzuftsystem außerhalb sowie mit der Möglichkeit, Helme und Kopfhörer zu befestigen.
Kleidung und andere Schutzmittel. Kleidung und Handschuhe müssen aus schwach offensichtlichen und intakten Stoffen wie Plane, gummierte Materialien oder Haut bestehen. Die Schuhe sind auch wünschenswert "Bauch", mit Ausnahme von Funken und Tröpfchen des Metalls können Sie das Stück Eisen versehentlich fallen lassen. Am praktischsten für diese Zweckstiefel aus dicken Haut oder Gummistiefeln. Alle Kleidung, wenn das Arbeiten mit einer solchen Berechnung befestigt und angetrieben werden soll, um die fälligen Tropfen des geschmolzenen Metalls in seinen Falten zu beseitigen und alle Hautbereiche vor den schädlichen Wirkungen des Schweißbogens zu schützen. Um die elektrische Sicherheit sicherzustellen, werden Gummimatten oder ähnliche dielektrische Materialien verwendet.
Es ist nicht notwendig, andere Schutzmittel zu vergessen - Wartungsfähigkeit, Erdung, zuverlässige Fixierung von Schweißdrähten in der Vorrichtung und Integrität ihrer Isolierung, zuverlässiger elektrischer Kontakt des Rückdrahtes pro Teil usw. Schließlich lohnt es sich nicht zu übersehen und zuverlässige Befestigung der geschweißten Teile. Wenn Sie richtig organisieren arbeitsplatz Und arbeiten, mit ihren Fähigkeiten und ohne Eile entsprechen, dann arbeiten, und das Ergebnis wird nur bitte.
Wechselrichterschweißen haben eine große Anzahl von Vorteilen im Vergleich zu Modellen, die von herkömmlichen Quellen füttern. Daher ist es in den Industrieunternehmen und im Alltag ziemlich fair. Sie haben relativ kleine Werte mit massendimensionalen Indikatoren, was es ermöglicht, den Schweißwechselrichter mit ihren eigenen Händen und Kräften zu tragen. Diese Einheit erzeugt ein hohes Qualitätsschweißen verschiedene Materialiendas trägt nur zu seiner Popularisierung bei.
Schweißwechselrichter Es hat eine kleine Masse, 5 - 10 kg, was auf das Fehlen von umständlicher Weise zurückzuführen ist, zusätzlich gibt es keine Verluste an der Magnetisierung von Eisen sowie die Erwärmung der Wicklungen. Dadurch hat dies einen hohen Wert der Effizienz. Ein weiterer Vorteil dieser Vorrichtung ist ein verringerter Energieverbrauch - nur 4 kW, während analoge Aggregate bis zu 10 kW Strom verbrauchen. Der Schweißwechselrichter hat jedoch andere, ebenso wichtige Vorteile, wie z.
- Mangel an spritzenden Phänomen.
- Kleine Abweichungen der aktuellen Werte von Nennwerten.
- Großer Schweißstromsteuerungsbereich.
- Weicher und stabiler elektrischer Lichtbogen.
- Beständigkeit gegen Störungen und Schwingungen.
Darüber hinaus hat der Schweißwechselrichter einige Funktionen:
1. Es gibt einen speziellen Schutz, der verhindert, dass die "Haftung" der Elektrode an den geschweißten Gegenständen ist. Bei der Einbeziehung der Einheit wird ein zusätzlicher Stromimpuls durchgeführt, in dem sich die Schutzsysteme folgend getrennt, die Elektrode hat keine Zeit zum Stehen.

2. Die relativ geringen Kosten, die den Schweißwechselrichter dem breiten Publikum der Käufer zur Verfügung stellt. Der moderne Markt für Schweißmaschinen bietet ein breites Spektrum, darunter jeder die von Ihnen benötigte Ausrüstung.
3. Viele Funktionen und Funktionen. Jeder Schweißwechselrichter ist mit einem Hochfrequenzgenerator abgeschlossen, der den Funktionsbereich dieses Geräts erheblich erweitert. Aufgrund dessen wird es möglich, nahezu jede Vielfalt an Schweißen zu verwenden, sowie plasmaschneiden Metalle.
4. Der Schweißwechselrichter hat einen hohen Indikator für Steuerung und Kontrolle. Es ist nicht notwendig, auf eine Weile zu warten - es reicht, nur um das Gerät dieses Typs zu erwerben, um mit ihm zu arbeiten. Die meisten modernen Wechselrichter haben glatte Steuergeräte für den Schweißstrom. Darüber hinaus haben viele Modelle die Möglichkeit, die verwendeten Modi auswendig zu speichern. Dank dieser wichtigen Funktion wird die Leistung der Arbeit erheblich erhöht und verringert auch die Zeitausführungszeit. Auf diese Weise können Sie mehr Aufträge in kürzerer Zeit ausführen, was Ihr Einkommen und das Einkommen des gesamten Unternehmens erhöht.
Klassifizierung von Schweißmethoden.
Elektrisches Schmelzschweißen wird nach den folgenden Hauptmerkmalen klassifiziert:
Durch die Art des Schweißstroms - auf Wechsel- und Konstantstrom.
Durch die Art der Polarität beim Schweißen eines konstanten Stromschweißens auf einer geraden Polarität ("Plus" am Schweißteil) und auf der umgekehrten Polarität ("plus" auf der Elektrode).
Durch Art der verwendeten Elektroden - schmelzende metallische und unkomplizierbare Elektroden (Wolken- oder Kohle).
Gemäß einem Verfahren zum Schutz der Schweißzone - mit einem beschichteten Beschichtungselektroden (Schutz der mineralischen Beschichtung mit Elektroden) unter Flussmittel, in der Umgebung von Schutzgasen (inert oder aktiv), in der Umgebung von Schutzgasen (inerten oder aktiv), selbstschützenden Pulverdrähten.
Entsprechend dem Mechanisierungsgrad - manuell, mechanisiert (halbautomatisch), automatisch.
- MMA. Manueller Metallbogen) - manuelles Lichtbogenschweißen mit Stück Metallschmelzelektroden;
MIG / MAG. (Mechanisches Inert / Aktives Gas) - mechanisiertes (halbautomatisches) Schweißen in der Umgebung von Schutzgasen (inert oder aktiv);
Teig (Wolfram-Inertgas) - Schweißen von Nichtkompasieren (Wolfram) -elektrode in dem Medium der inerten Schutzgase, zum Beispiel das sogenannte Argon-Bogenschweißen.
Quellen zum Schweißen.
Anforderungen an die Stromversorgung für Bogenschweißen
Ein wichtiger Parameter des Schweißvorgangs sind die Voltamperrampeneigenschaften des Schweißbogens und der externen Eigenschaften der Stromversorgung. Die Nachhaltigkeit der Verbrennung des Lichtbogens und der Stabilität des Schweißvorgangs ist weitgehend abhängig.
Fig. 1 zeigt die volt-amperierten Eigenschaften des Bogens, was die Beziehung zwischen der Spannung U D und dem Strom I D mit unterschiedlicher Länge des Bogens darstellt l.(l 2.>l 1.). Die Volt-Ampere-Kennlinie des Bogens ist nichtlinear, da der elektrische Strom in den Gasen im allgemeinen Fall nicht dem Gesetz des Ohms gehorcht (der Lichtbogen ist eine elektrische Entladung im Gas, und sein Widerstand ist nicht gleich dem konstanten Wert) .
Abb.1 Volt-Ampere-Merkmale des Bogens
Bei niedrigen Strömen (etwa 100a) erhöhen sich der Ionisierungsgrad und die Anzahl der geladenen Teilchen intensiv mit seiner Erhöhung. Der Lichtbogensäulenbeständigkeit nimmt ab, und weniger Spannung ist erforderlich, um den Strom aufrechtzuerhalten.
Als Zunahme des Stroms erfolgt eine Erhöhung des Ionisierungsgrades langsamer, der Anstieg der Anzahl der Ladungsträger wird reduziert, und die Lichtbogenspannung wird wenig abhängig vom Strom.
Bei hohen Stromdichten ist der Ionisierungsgrad hoch, der Bogen dehnt sich nicht aus, da er auf den Durchmesser der Elektrode begrenzt ist, und der Widerstand wird konstant. In diesem Bereich gehorgt es, dass das Gesetz des Ohm-Stroms und der Spannung direkt proportional ist.
Für jedes Schweißverfahren sind ein eigener Bereich der ARC-Eigenschaften am charakteristischsten. Zum Beispiel für handschweißen. Beschichtete Elektroden und nicht minderwertige Elektroden in Argon-Medium Der Strom ist relativ klein, und der Durchmesser der Elektrode ist signifikant. Diese Bedingungen entsprechen dem Fütterungsbereich der ARC-Eigenschaften. Beim Schweißen unter dem Fluss ist der Strom größer als mit dem manuellen Schweißen, so dass sich das Merkmal zu einem sanften und teilweise zu einem zunehmenden Bereich bewegt. Das Schweißen im Alessgas ist durch die Verwendung eines Drahtkörpers mit kleinem Durchmesser gekennzeichnet, der proportional zum Quadrat des Durchmessers ist, erhöht die Stromdichte. Das Merkmal des Bogens erhöht sich.
Berücksichtigen Sie die Merkmale der Auswahl der externen Eigenschaften der Stromversorgung für verschiedene Schweißmethoden.
Manuelles Lichtbogenschweißen.
Eine der Hauptmerkmale des manuellen Schweißens ist eine häufige Änderung der Länge des Bogens. Es ist mit einer Manipulation von einer Schweißerelektrode, seinem Schmelzen und der Notwendigkeit, die Elektrode nach unten zu liefern, sowie Nähte an unbequemen und schwer zu erreichbaren Orten zu liefern. Besonders häufige Schwingungen der Länge des Bogens treten bei unzureichenden Qualifikationen des Schweißer auf. Um die Stabilität des Schweißens des Schweißens zu gewährleisten, ist die Naht erforderlich, so dass der Strom des Stroms mit den Schwingungen der Lichtbogenlänge das Minimum variiert.
Wenn mit dem manuellen Lichtbogenschweißen eine Stromquelle mit einer Schlagkennlinie verwenden, dann ist es möglich, wenn Sie den Bogen verlängern, es ist möglich, es aufgrund eines kleinen Stroms zu zerbrechen, und in der kürzeren Lichtbogens ist das Grat aufgrund eines übermäßigen hoher Strom. Daher werden mit einem manuellen Schweißen mit einem kühlen Charakteristik verwendet, was die maximale Stabilität des Schweißvorgangs gewährleistet.
Halbautomatisches Schweißen
Ein Merkmal des halbautomatischen Schweißens ist die Konstante unabhängig von der Schweißerzufuhrrate schweißdraht. Um den nachhaltigen Schweißprozess sicherzustellen, ist es erforderlich, die Konstanz der Lichtbogenlänge sicherzustellen. Ansonsten ist eine Lichtbogenklippe oder ein kurzer Schließung des Drahts auf dem Produkt möglich. Um die Konstanz der Länge des Bogens sicherzustellen, ist es notwendig, dass das Verhältnis im Schweißvorgang beobachtet wird:
Das Merkmal der Stromversorgung sollte so sein, dass es mit einem zufälligen Verletzung dieses Verhältnisses so schnell wie möglich auf ihre Beobachtung zurückkehren ließ.
Überlegen Sie, was passiert, wenn mechanisiertes Schweißen Mit einer unerwarteten Erhöhung oder Abnahme der Länge des Bogens. Fig. 2 zeigt das zunehmende Charakteristik des Bogens mit unterschiedlichen Längen l., l 1., l 2.sowie die starre Stromquelle charakteristisch. Mit einer Erhöhung der Länge des Lichtbogens wird der Arbeitspunkt in O 1 bewegt, und der Strom wird reduziert - i 1. Nachdem die Stromreduzierung verringert wird, wird die im Lichtbogen erzeugte Wärme reduziert, und die Schmelzgeschwindigkeit des Drahts nimmt ab. Während dieser Zeit wird die Kabelzufuhrrate größer als die Schmelzgeschwindigkeit: V unter\u003e V PL. Das Ende des Drahtes nähert sich dem Produkt, und die Länge des Bogens ist unabhängig wiederhergestellt. Dieser Prozess wird als Selbstregulierung der Länge des Bogens bezeichnet.
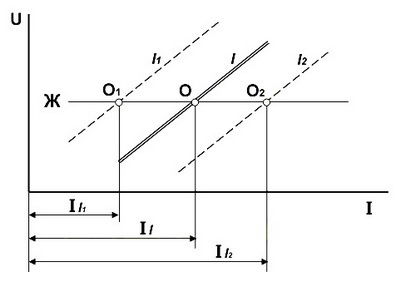
Abhängigkeit von der aktuellen Änderung von der Fluktuation der Schweißbogenlänge
(F - harte Merkmale der Stromversorgung)
Der Schweißvorgang ist stabil, wenn die Reaktion durch Ändern der Schmelzgeschwindigkeit des Drahts nach dem Ändern der Länge des Bogens schnell ändert. In diesem Fall sagen sie, dass der Prozess der Selbstregulierung aktiv verläuft.
Überlegen Sie, wie das Erscheinungsbild der äußeren Merkmale der Stromversorgung die Tätigkeit der Selbstregulierung beeinflusst. Abbildung 3 zeigt drei verschiedene Eigenschaften von Stromquellen: einen Baldachin (p), starr (g), zunehmend (b).
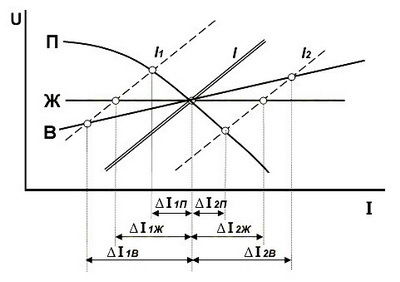
Fig. 3 Effekt der Formular aus externen Quelleneigenschaften
bei der Stromänderung, wenn die Schwankungen der Lichtbogenlänge
Die schärfsten Schwankungen der derzeitigen Kraft, die eine aktive Selbstregulierung bereitstellen, sind mit zunehmendem Merkmal der Stromversorgung mit einer engen charakteristischen Selbstregulierung, die bei der Wägung des Merkmals noch weniger aktiv ist. Wenn daher der Draht während des Schweißens relativ langsam aufgebracht wird, ist es daher möglich, einen Schuss und eine harte Eigenschaft zu verwenden. Dies geschieht normalerweise beim Schweißen unter dem Fluss, wenn die Durchmesser des Drahtes groß genug sind und die Zuführgeschwindigkeiten relativ klein sind und im Bereich von 50 bis 25 m / h schwankt. Beim Schweißen in Kohlendioxiddurchmessern des Drahtes unten, sodass hohe Leistung ihrer Vorschubgeschwindigkeit oberhalb von bis zu 400 m / h gewährleisten. In diesem Fall ist es notwendig, harte Eigenschaften anzuwenden. Beim Verschweißen auf erzwungenen Modi bei sehr hohen Drahtvorschubgeschwindigkeiten ist es möglich, Stromversorgungen mit zunehmenden Eigenschaften zu verwenden.
Netzteile mit Kühlkennlinien, die für das manuelle Halbautomatik- und Automatikschweißen bestimmt sind, können nicht verwendet werden, da sie keine Selbstregulierung der Bogenlänge und der Stabilität des Schweißprozesses bieten.
Neben dem Prinzip der Selbstregulierung in einigen schweißgeräte Das Prinzip der automatischen Regulierung der Lichtbogenlänge wird verwendet. Es liegt in der Tatsache, dass bei dem Schweißen der Fahrzeugvorschubrate nicht konstant ist, aber je nach Länge des Bogens variiert, und daher die Spannungen darauf. Die Steuerung der Vorschubrate des Drahts erfolgt aufgrund der Rückkopplung zwischen dem Bogen und dem Motor des Zuführmechanismus.
Klassifizierung von Stromquellen zum Schweißen.
Die Hauptelemente jeder Schweißinstallation sind: eine Quelle der Schweißspannung oder der Stromversorgung (nachstehend - IP); Betätigungsmechanismus; Verbindungselemente (Schläuche, Kabel); Hilfselemente (Zylinder, Fixtures, Ausrüstung usw.). Je nach ausgewählter Schweißtyp werden die folgenden Arten von Schweißgeräten unterschieden:
Für das manuelle Lichtbogenschweißen mit plattierten Elektroden mit plattierten Elektroden (MMA-Verfahren):
- Transformer (Entwickelt für Wechselstromschweißen) ;
- Gleichrichter (entworfen, um auf konstantem Strom zu schweißen) ;
- Wechselrichter(Für konstantes Stromschweißen - d.c. Mit Wechselrichterschema abrufen) .
Zum halbautomatischen Schweißen von Metalldraht in den Schutzgasen (MIG / MAG-Verfahren) - Schweißen halbautomatica.Bestehend aus einer Stromquelle (eingebaut oder autonom), Steuereinheit, Fütterungsmechanismus und einem speziellen Schweißbrenner.
Für das automatische Schweißen von Metalldraht in der Umgebung von Schutzgasen oder unter Flussschweißmaschinen (selbstfahrender Traktor-Typ, suspendierte oder Planetenköpfe).
Zum manuellen Lichtbogenschweißen der Nichtkompasion (Wolfram) -elektrode in den inerten Schutzgasen (TIG-Methode - spezialisierte Variable und / oder Gleichstromschweißeinstellungen.
Eine der Hauptmerkmale des Schweißvorgangs ist die statische Voltampenkennlinie (WA) des Schweißbogens, was den Anschluss zwischen der Spannung und der Kraft des Schweißbogens spiegelt. Aufgrund der Besonderheiten der Ionisierung von Metallatomen in der Bogensäule besteht das Merkmal des Bogens selbst aus drei Abschnitten - einem fallenden, statischen und zunehmenden. Die statische Voltamperrampencharakteristik des Schweißbogens ist in Fig. 4 gezeigt. vier.
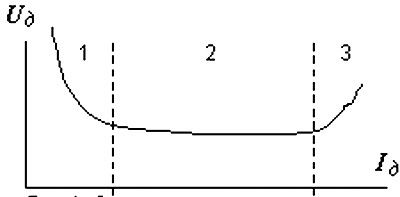
Fig. 4 Statische Voltampen-Ampere-Kennlinie des Bogens.
Zur stabilen Verbrennung des Lichtbogens ist Gleichheit zwischen der Spannung und dem Strom des Lichtbogens (UD und der ID) und der Stromversorgung (UP und IIP) erforderlich. Es ist leicht zu bemerken, dass eine solche Gleichheit in dem Fall möglich ist, wenn die Kreuzungspunkte der Volt-Ampere-Eigenschaften des Bogens und der Stromquelle Punkte der stabilen Verbrennung des Lichtbogens sind, wie in Fig. 2 gezeigt. 5
Schwierige Zunehmende fallen.
Fig. 5 Volt-Ampere-Merkmale der Netzteile
in ihrer Korrelation vom statischen Bogen.
Manuelles Lichtbogenschweißen (MMA-Verfahren) führen an einer kurzen Dichte (das Verhältnis des Stroms des Stroms an den Durchmesser der Elektrode). In diesem Fall variiert aufgrund der Schwingung der Lichtbogenlänge die Lichtbogenspannung und ihre Voltampenkennlinie hat eine fallende Form (Zone 1 in 4). Daher wird für das manuelle Lichtbogenschweißen eine IP mit einem fallenden Voltampenkennzeichen mit einem sehr großen Neigungswinkel zur Achse des Stroms (steiläugig charakteristisch) verwendet; Eine solche Volt-Ampere-Kennlinie sorgt für das Mangel an Stromschwankungen, wenn sich die Lichtbogenspannung ändert.
Mit halbautomatischem Schweißen unter Verwendung des MIG / MAG-Bogens auf dem stabilen Abschnitt der Volt-Amper-Kennlinie (Zone 2 in 4) sollte das PI für ein solches Schweißverfahren ein hartes oder einwogenes Volt-Ampere-Charakteristik aufweisen.
IP mit zunehmendem Charakteristika wird hauptsächlich für das automatische Schweißen unter Flussmittel und Oberflächen verwendet.
Schweißtransformatoren.
Eine der Merkmale des Wechselstromschweißbogens ist eine periodische Änderung der Strom- und Spannung des PI aufgrund von Unterbrechungen bei der Verbrennung des Bogens, wenn sich die Stromkurve durch Nullwerte bewegt (der Bogen geht aus). Äußerlich manifestiert sich dies durch ein scharfes Geräusch eines brennenden Lichtbogens und einem erhöhten Spritzer von flüssigem Metall. Alle Schweißtransformatoren sind Spannungswandler. Volt-Ampere-Eigenschaften von Transformatoren, die für das manuelle Lichtbogenschweißen verwendet werden, sind cool. Um die Stabilität des Brennens des Lichtbogens zu erhöhen, nimmt der induktive Widerstand der Lichtbogenkette zu, für den üblicherweise eine zusätzliche reaktive Spule in der Transformator-Sekundärwickelschaltung enthalten ist.
Transformatoren mit sogenannter erhöhter magnetischer Streuung sind am häufigsten. Bei diesen Transformatoren werden die Spulenwicklungen durch die Stange der magnetischen Pipeline getrennt. Wenn der Transformator arbeitet, schließt ein Teil der magnetischen Flüsse in der Luft außerhalb der magnetischen Pipeline und löst, was diesen Geräten den Namen ergab. Die Stromeinstellung in solchen Transformatoren erfolgt durch Ändern von magnetischen Flüssen durch Verrutschen der Spulen der Wicklungen in der Höhe der magnetischen Pipeline (inländischen Transformatoren der TD-Serie) oder die Einführung von beweglichen Shunts aus magnetischem Material in das magnetische Pipeline-Fenster (TDM Transformer). In stärkeren Transformatoren, die zum automatischen und elektrischen Abschirmungsschweißen verwendet werden, sind sie durch magnetische Shunts einstellbar - spezielle Drossele, die im Magnetpipeline-Fenster und den gesteuerten Niederspannungsstrom (TDF-Transformatoren) angeordnet sind. Erhöhte magnetische Streuungstransformatoren in der Regel, fallenden oder kühlen Volt-Ampere-Kennzeichen.
Eine andere, weniger häufige Art von Schweißtransformatoren - Transformatoren mit normaler magnetischer Streuung. In diesen Geräten befinden sich die Spulen der Primär- und Sekundärwicklungen konzentrisch auf dem geschlossenen Magnetkern des Stabtyps, so dass die Streuung von Magnetströmen praktisch abwesend ist. Aufgrund dessen wird das Volt-Ampere-Charakteristik durch ein Schlag oder starr erhalten. Das Einstellen der solchen Transformatoren erfolgt durch Einleiten einer zusätzlichen Induktivität auf die Sekundärwickelschaltung, wodurch der Strom nimmt. Abhängig von der Anordnung zusätzlicher Induktivität unterscheiden sich Transformatoren mit kombiniert und mit einer separaten reaktiven Spule.
Für Schweißtransformatoren von spezialisierten Stromquellen werden mit der sogenannten Sättigungsdrosselungsdrosselung verwendet. Mit diesem Schema wird die reaktive Spule aus mehreren Wicklungen auf einer Magnetkreisrasse mit zwei Pfeilrasse montiert; Die Windungen der reaktiven Spule sind auf die extremen Stangen der magnetischen Rohrleitung gewickelt, und die gesteuerte Wicklung, die von einem Gleichstrom angetrieben wird, der als Magnetisierungsstrom angerufen wird, ist auf der mittleren Stange gewickelt. Einstellen des Magnetisierungsstroms kann in weiten Grenzen des Stroms in dem Sekundärkreislauf des Transformators geändert werden, d. H. Schweißstrom.
Schweißgerichte.
Ein konstantes Stromschweißen liefert im Vergleich zum Wechselstromschweißen eine höhere geschweißte Verbindung. Aufgrund des Mangels an Nullstromwerten steigt die Stabilität des Brennens des Bogens an, die Tiefe der Regulierung steigt, der Spritzer wird verringert, der Bogenschutz verbessert sich, die Festigkeitseigenschaften des Metalls verbessern sich geschweißte NahtDie Anzahl der Nahtfehler wird reduziert, und das reduzierte Spritzer verbessert die Verwendung des Additivmaterials und vereinfacht den Betrieb des Abisolierens des geschweißten Gelenks aus Schlacken und gefrorenen Metallspritzern. All dies führte dazu, dass zum Schweißen von hochwertigen Nähten verantwortlicher Verbindungen ein konstantes Stromschweißen verwendet wird. Darüber hinaus sind viele Materialien mit hochlegierter und hitzebeständiger, hitzebeständiger, Gusseisen, Titan-, Kupferlegierungen und Nickel, die nur auf konstantem Strom verschweißt sind. Insbesondere zum halbautomatischen Schweißen von Metalldraht in den Schutzgasen (MIG / MAG-Verfahren) wird das produktivste und universelle Schweißverfahren vom DC PI verwendet.
Schweißgleichrichter werden als Netzteile bezeichnet, in denen der Gleichstrom erhalten wird, indem der AC-Industriefrequenz mit Halbleiterventilen gerichtet wird. Gemeinsame Elemente für Schweißgleichrichter sind ein Leistungstransformator, ein Gleichrichterblock und Blöcke der Inbetriebnahme, Mess- und Schutzausrüstung.
Die rationellsten in Gleichrichter sind die Verwendung von dreiphasigen Strom. Aus den in Fig. 6 gezeigten Diagrammen ist ersichtlich, dass die Stromkurve in einem Sechsphasenschema die Anforderungen des Schweißens erheblich erfüllt als einphasig.
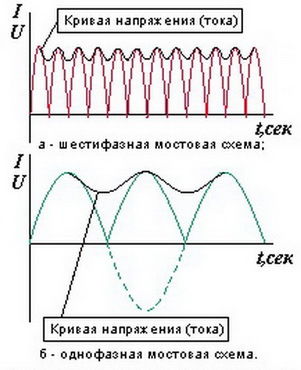
Abb.6 Gleichbildende Schweißkurvenkurven
Zur Stromversorgung des Gleichrichterblocks (WB) werden in der Regel geringfügige Leistungstransformatoren an der Vorrichtung und des Wirkungsgrundsatzes verwendet, ähnlich den im vorherigen Abschnitt beschriebenen. Das WB selbst wird entlang einer dreiphasigen Brückenschaltung oder auf einer Sechsphasenbrückenschaltung mit einem Ausgleichsreaktor zusammengebaut - getrennt durch Sekundärwicklungen des Krafttransformators, der in zwei "Sterne" (Larionov- Grenza-Schema) angeschlossen ist. In beiden Schemata ist die Wiederholbarkeit der Spannung gleich der sechs-Zeit-Leistungsfrequenz (für einen herkömmlichen Wechselstrom der industriellen Frequenz - 300 Hz). Dadurch können Sie einen geradlinigen Strom erhalten, in dem Spannungspulsationen kleiner sind als bei der Verwendung einer herkömmlichen Einphasenbrücke, die zwei-Sprachkreisläufe verwendet wird, die auf vier Ventilen (Vier-Centle-Bridge-Stromkreise werden üblicherweise in einfacheren Haushaltsgleichrichtern verwendet werden).
Aufgrund der Verwendung von speziellen Spannungsstabilisatoren, die in der Schweißkreislauf enthalten sind, ist es möglich, eine glatte Stromkurve mit minimalen Wellen der gewichteten Spannung zu erhalten. Nicht verwaltete Halbleiterventile werden verwendet, um die Strom-Silizium- oder Selen-Dioden - und kontrollierte Ventile - Thyristoren (üblicherweise Silizium) zu strecken. Siliziumdioden haben kleine Größen und hohe Wärmebeständigkeit, aber sehr empfindlich gegenüber aktuellen Überlastungen. Selena-Ventile geben weniger Stromwerte zu, haben jedoch einen hohen Beständigkeit gegen Überlastungen und kleine Variation der Eigenschaften. Ihre Verwendung vereinfacht das Gesamtdiagramm des Gleichrichters erheblich und erhöht seine Kraft auf aktuelle Überlastungen. Die Verwendung von Thyristoren erfordert die Verwendung speziellen Entdeckungssteuereinheiten von Thyristoren, und in der Regel sind Thyristoren auf leistungsstärkeren und teuren Industrieanlagen installiert.
Halbleiterventile erfordern einen bestimmten Temperatur- und Strommodus. Daher sind wichtige Elemente eines Schweißgleichrichters die WB-Kühlsysteme: Die Kühlstrahler des Ventils, der Lüfter, der vor dem Start des Gleichrichters eingeschaltet ist, wobei der Strom überlastungsgeschützt blockiert (Sicherungen oder Stromschutzrelais) und thermische Sicherungen - Thermostat- und Windrelais, Trennen des Gleichrichters beim Überhitzen von WB oder beim Ausfall des Lüfters.
Einstellen des Schweißstroms in Schweißgleichrichtern erfolgt auf zweierlei Weise - elektromechanisch und elektrisch. Bei Gleichrichtern mit elektromechanischer Anpassung erfolgt die Stromänderung auf die WB, d. H. Ein Wechselstrom des Stroms und der Spannung der angegebenen Schweißparameter kommt in jeder Phase aufzugende Ventile. In diesem Fall sind Krafttransformatoren mit erhöhter magnetischer Streuung (mit Gleitspulen) und Transformatoren mit normaler magnetischer Streuung (mit gesteuerten Magnetshunt) im vorherigen Abschnitt beschrieben.
Eine andere Art der elektromechanischen Einstellung des Schweißstroms in Schweißgleichrichtern ist Gleichrichter mit partitionierten Krafttransformatorenwicklungen, bei denen die Primärwicklung des Leistungstransformators aus mehreren Spulen auf dem Gesamtkern besteht, die mittels eines Galerieschalters in Reihe geschaltet sind, Während die aktuellen Änderungen in der primären Leistungstransformatorschaltung auftreten.. Solche Gleichrichter sind einfach in der Herstellung und zuverlässig in Betrieb. Sie haben eine starre Volt-Ampere-Kennlinie und eignen sich für ein halbautomatisches Schweißen in der Schutzgase-Umgebung (MIG / MAG-Methode), d. H. In Fällen, in denen nach einem IP eine andere aktuelle Anpassung möglich ist (in jeder Stufe glatt).
Ein anderer Typ ist Gleichrichter mit Volt-gelieferten Transformatoren (VDT), die in Reihe an der Sekundärkette des Leistungstransformators zusammengestellt sind. Die entgegenkommende oder konsonante Einbeziehung von Sekundärwicklungen des Leistungstransformators und des VDT ermöglicht es Ihnen, die aktuelle Festigkeit stetig zu ändern. Eine reibungslose Regulierung (innerhalb jeder Stufe) wird durch Ändern der Spannung in der Primärwicklung des VDT durchgeführt. Solche Schemata ermöglichen es, Hart-Volt-Ampere-Eigenschaften (zum halbautomatischen Schweißen in der Schutzgaseumgebung) zu erhalten und den Schweißmodus aus der Ferne einzustellen. Bei dieser Art von Gleichrichter werden Krafttransformatoren mit normaler magnetischer Streuung und Sättigungsdrossel verwendet. Auf diese Weise können Sie Feedback einführen und die Arbeit des Pi in einem bestimmten Modus stabilisieren, und der Gleichrichter selbst hat ein kühles Voltampen-Charakteristik, das für das manuelle Lichtbogenschweißen mit Schmelzelektroden verwendet wird (TIR-300-Thyristorgleichrichter mit Sättigungsdrossel).
Elektrische Einstellschaltungen von Schweißgleichrichtern werden auf dem Wechseln des Schweißstroms nach WB oder direkt in WB erstellt. Gleichrichter mit Transistorstromregler basieren auf einem starken Stromverwaltungsprinzip aufgrund von Änderungen in einem schwächeren Strom. In diesen Schemata nach dem WB umfasst ein sequentiell Schweißbogen einen parallel geschalteten Transistoren. Auf diese Weise können Sie den ARC-Strom überwältigt werden. Die Verwendung von Tergibt ein kühles Voltampen-Charakteristik mit einem breiten Spektrum an Stromanpassungen und einem hochstabilen Bogen, mit dem Sie solche Gleichrichter zum automatischen Argon-Bogenschweißen mit einer nichtkompatiblen Elektrode (TIG-Methode verwenden können von hochlegierten Stählen und Legierungen auf Kupfer oder Aluminium.
Ein einfacheres und verteiltes Schema eines Gleichrichters mit Thyristorstromregler, in dem Halbleiter-Thyristoren als Gleichrichterventile verwendet werden. Die Bildung der Volt-Amper-Eigenschaften solcher Gleichrichter erfolgt aufgrund der Zeitverschiebung der Steuerimpulse von Thyristoren, die von der Phasenimpulssteuereinheit geliefert werden. Die Änderung der Versorgung der Steuerimpulse wird durch die alternative Entdeckung von Thyristoren eines bestimmten Zweigs der Sechsphasenbrückenschaltung und der Lichtbogenstrom ändert. Dies ermöglicht eine reibungslose Einstellung (einschließlich des entfernten) Schweißstroms und erhalten einen hohen Stabilisierungs- und Spannungsbogen. Gemäß solcher Schemata sind weithin bekannte Gleichrichter der Art des Flugzeugs für das manuelle Lichtbogenschweißen mit Schmelzelektroden (mit einem kühlen Voltampenkennzeichen) und VDS für ein halbautomatisches Schweißen in der Schutzgaseumgebung (mit einem Schlagvoltampere) aufgebaut charakteristisch). Die Weiterentwicklung des Glättungselements mit der Thyristorregulation war die Gleichrichter der Serie B-Strömung mit einem doppelten Voltampen-Charakteristik - cool und schuss. Der Stromtransformator dieser Gleichrichter hat zwei Sekundärwicklungen, und ihr Umschalten ermöglicht es Ihnen, ein Doppel-Voltampen-Charakteristik zu erhalten, und ermöglicht es, den Gleichrichter für das manuelle und halbautomatische Schweißen zu verwenden.
Zum Schweißen in Workshop-Bedingungen, Multipostela-Gleichrichtern, mit ausreichender Leistung und in der Lage, sowohl durch den Wert des Stroms als auch durch die Geschwindigkeit des Anstiegs des Schweißstroms eine große Überlastung zu haben. Grundsätzlich haben multiplizierte Gleichrichter mit starren Volt-Ampere-Eigenschaften und sind für das manuelle Lichtbogenschweißen mit Schmelzelektroden vorgesehen. In diesem Fall ist eine Buslinie von zwei Kupfer- oder Aluminiumstreifen, die an Isolatoren an Wänden oder Metallstrukturen des Werkstatts befestigt ist, mit den Ausgangsanschlüssen der IP verbunden. Die Stromsteuerung jedes Schweißpfostens erfolgt durch die sogenannten Ballast-Risostaten, die eine Vorrichtung mit einem Satz von Widerstandselementen von einem härtenden oder Nichrom-Draht darstellen, und schaltet die Widerstandsschritte in einer parallelen Verbindung um. Mit der Einbeziehung der Stufen des Ballast-Rheostats können Sie den Schweißstrom eines Pfostens einstellen, und aufgrund der Spannungsabfälle wird ein kühles Voltampenkennzeichen gebildet. Solche Systeme werden angenommen, wenn die Multipostive-Gleichrichter VKSM-1000, VDM-1001, VDM-1201, VDM-1601 mit Ballastroben RB-301 oder RB-302 verwendet werden. Alle diese Gleichrichter werden unkontrollierbar bezeichnet, da der Ausgang immer den gleichen Wert des Schweißstroms dient, der dem Nominal eins ist.
Wechselrichterschweißen
Die modernsten und technisch komplexen Quellen des Schweißstroms sind Schweißwechselrichter. Im Gegensatz zu der statischen IP der sogenannten "klassischen" Typen (dh Transformatoren und Gleichrichter) haben Wechselrichter keinen Transformator mit Stromwandler. Der gesamte Betrieb des Schweißwechselrichters ist auf dem Prinzip der Phasenverschiebung (Inversion) der Spannung aufgebaut, die von einer Emit einer anspruchsvollen Stromverstärkung (normalerweise der IGBT-Mikroprozessor) ausgeführt wird. Aufgrund der Anwendung eines solchen Prinzips ist es möglich, ein breites Spektrum von Volt-Ampere-Eigenschaften zu erhalten - von der Abkühlung bis zur Erhöhung - mit einer sehr glatten Stromkurve, deren Abweichungen auf den Zehntel des Prozentsatzes reduziert werden, was es ermöglicht, ein hochwertiges Schweißen zu erreichen. Die Einbeziehung in die Hochfrequenzgeneratorschaltung erweitert den Geltungsbereich der Stromversorgung und ermöglicht es ihnen, sie für nahezu beliebige Arc-Schweißen und zum Plasmaschneiden zu verwenden. Ein kleines Massenkonto-Wechselrichter mit geringer Leistung ist sehr vielversprechend für den Einsatz in der Installation von Besonders verantwortungsbewusste Metallstrukturen und Pipelines, die den Anforderungen an Schweißverbindungen erhöhten. Und die Arbeitsbedingungen erlauben nicht, sperrige Industriegeräte anzuwenden, die an Werkstattbedingungen arbeiten sollen. Leistungsstarke Wechselrichter für industrielle Typen ermöglichen es, Schweißkomplexe für jede Art von Lichtbogenschweißen zu erstellen, die je nach modularen Prinzip basierend auf einer Stromquelle basiert. Alle Wechselrichter haben eine reibungslose Anpassung des Schweißstroms, und das digitale Diagramm des Mikroprozessors und der Einführung der Speicherzellen ermöglicht es Ihnen, die Speicherung mehrerer am häufigsten verwendeter Schweißmodi zu organisieren.
Das Vorhandensein komplexer und teurer Elektronik, die spezielle Kühlbedingungen erfordern, erhöht die Kosten, aber die hohe Qualität der erhaltenen schweißverbindungen Und ein breites Spektrum an Schweißmethoden macht sie für den industriellen Gebrauch am häufigsten vielversprechend, insbesondere bei der Herstellung komplexer und verantwortungsvoller Metallstrukturen aus verschiedenen Materialien.