Angewandte Gase für das Plasmaschweißen. Plasmaschweißtechnik. Klassifizierung nach Kühlmethoden für Brenner.
Plasmaschweißen - es wird mit einem gerichteten Strahl eines Plasmabogens geschweißt. Es hat viel mit Technik zu tun. argonschweißen.
Gemeinsame Notation
PAW - Plasma-Lichtbogenschweißen - Plasma-Lichtbogenschweißen
Plasmaschweißtechnik
Plasma ist ein teilweise oder vollständig ionisiertes Gas, das aus neutralen Atomen und Molekülen sowie elektrisch geladenen Ionen und Elektronen besteht. In einer solchen Definition kann ein gewöhnlicher Lichtbogen als Plasma bezeichnet werden. In Bezug auf einen herkömmlichen Lichtbogen wird der Begriff "Plasma" jedoch praktisch nicht verwendet, da ein herkömmlicher Lichtbogen im Vergleich zum herkömmlichen Plasmakonzept eine relativ niedrige Temperatur und eine geringe Energiereserve hat.
Wir setzen die Arbeit fort
Bei Verwendung des Schlüssellochmodus ist es erforderlich, eine gerillte Stützstange mit oder ohne Gasschutz oder eine vollständige Abschirmung des unteren Teils der Verbindung zu verwenden. Da das austretende Plasma normalerweise 10 mm unter der hinteren Oberfläche der Verbindung verläuft, muss die Nut tief genug sein, um eine Unterbrechung des Lichtbogens zu vermeiden. Wenn das austretende Plasma auf den Stützstab fällt, wird der Schweißbad durch Lichtbogeninstabilität gestört, was zu Porosität führt.
Empfohlener Filterfarbton für plasmaschweißen. Diese fortschrittliche tragbare Maschine hat verdient. "Grand Prix" bei der Weltausstellung der Erfindungen in der Schweiz. Das Design ist umwerfend und einfach. 


Die Betriebseffizienz ist ein großer Vorteil dieses Geräts.
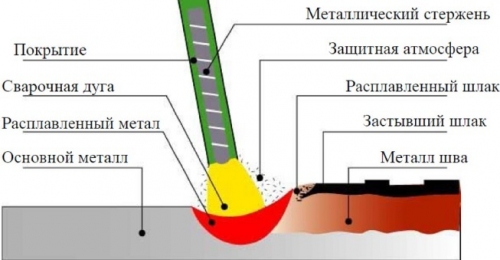
Abbildung Plasma-Schweißprozessdiagramm
Zwei Verfahren werden verwendet, um die Temperatur und Leistung eines gewöhnlichen Lichtbogens zu erhöhen und ihn in einen Plasma-Lichtbogen zu verwandeln: die Kompression des Lichtbogens und die erzwungene Injektion von plasmabildendem Gas. Das Schema zum Erhalt des Plasmabogens ist in der obigen Abbildung dargestellt. Die Kompression des Lichtbogens erfolgt durch Einsetzen in ein spezielles Gerät - einen Plasmabrenner, dessen Wände intensiv mit Wasser gekühlt werden. Durch die Kompression nimmt der Querschnitt des Bogens ab und seine Leistung nimmt zu - die Energiemenge pro Flächeneinheit. Die Temperatur in der Säule eines gewöhnlichen Lichtbogens, der in einem Argonmedium und Eisendampf brennt, beträgt 5000–7000 ° C. Die Temperatur im Plasmabogen erreicht 30.000 ° C.


Keine Notwendigkeit für kostspielige und sperrige zusätzliche ausrüstungwie Kompressoren, Transformatoren und Druckregler. Der Betriebsprozess ist effizienter und kostengünstiger geworden. ![]()
Das Werkzeug kann während des Schneidens Löcher jeder Form aus staubfreien Platten schneiden.
Gleichzeitig mit der Kompression wird ein plasmabildendes Gas in die Plasmabogenzone geblasen, die durch den Lichtbogen erhitzt wird, ionisiert wird und infolge thermischer Ausdehnung das Volumen um das 50-100-fache vergrößert. Dies bewirkt, dass Gas mit hoher Geschwindigkeit aus dem Plasmabrennerdüsenkanal strömt. Die kinetische Energie der Bewegung ionisierter Teilchen eines plasmabildenden Gases ergänzt die thermische Energie, die im Lichtbogen aufgrund von elektrischen Prozessen freigesetzt wird. Daher ist der Plasmabogen eine stärkere Energiequelle als üblich.
Der Lichtstrahl von der Düse ermöglicht es Ihnen, das Werkzeug bei völliger Dunkelheit zu verwenden. Das Gewicht und die Größe dieses Geräts machen es zu einem der Besten seiner Klasse. Das Fehlen teurer Verbrauchsmaterialien, einschließlich spezieller Elektroden und gasflaschen Mit Propan, Acetylen oder Sauerstoff lassen sich erhebliche Einsparungen erzielen.
Klassifizierung nach Brennerkühlverfahren

Der Stolz unseres Unternehmens ist die umweltfreundliche Sauberkeit des Workflows. Die Dampfabschirmung, die den Plasmastrahl umgibt, schützt den Einschnitt oder das Schweißbad vor Luft, sodass gefährliche Schadstoffe, einschließlich Lachgas, kein Problem darstellen. Dieses Dampfsieb deckt den gesamten Bereich unter Wärmebehandlung ab und wird auch zu einer Barriere für gefährlichen Staub, der auf der Metalloberfläche auftreten kann.
Die Hauptmerkmale, die den Plasmabogen von den üblichen unterscheiden, sind:
- höhere Temperatur;
- kleinerer Durchmesser des Bogens;
- zylindrische Form des Bogens (im Gegensatz zur üblichen konischen Form);
- der Lichtbogendruck auf Metall ist 6-10 mal höher als der Normaldruck.
- die Fähigkeit, einen Lichtbogen bei niedrigen Strömen (0,2-30 A) aufrechtzuerhalten.
Gelistet unterscheidungsmerkmale Machen Sie den Plasmabogen im Vergleich zur üblichen, vielseitigeren Quelle der Metallheizung. Es ermöglicht ein tieferes Eindringen des Metalls, während das Schmelzvolumen reduziert wird. Die Abbildung zeigt die Form des Eindringens für konventionellen Lichtbogen und Plasma. Aus der Figur ist ersichtlich, dass der Plasmabogen eine stärker konzentrierte Wärmequelle ist und das Schweißen großer Metalldicken ohne Schneiden der Kanten ermöglicht. Aufgrund seiner zylindrischen Form und der Möglichkeit, die Länge dieses Lichtbogens deutlich zu vergrößern, ist das Schweißen an schwer zugänglichen Stellen sowie Schwankungen im Abstand von der Brennerdüse zum Produkt möglich.
Dieses fortschrittliche tragbare Gerät wurde auf der World Invention Show in Genf mit dem Grand-Prix-Preis für neue Supertechnologie ausgezeichnet. Man kann es sich auch als elektrisch beheizten Gasstrom vorstellen. Ich betrachte dies gerne als einen Zustand, in dem alle Elektronen von jedem Atom von Atom zu Atom fließen und nicht nur in die Umlaufbahn. Unabhängig davon, was innerhalb des Plasmastroms geschieht, ist der Weg zum Metallschneiden damit ziemlich einfach. Nimm diesen Strom durch das Gas und drücke ihn durch ein kleines Loch.
Abbildung Form der Durchdringung für konventionellen und Plasmabogen
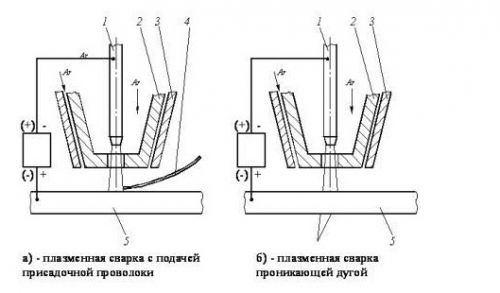
Es gibt zwei mögliche Schemata des Prozesses:
- plasmaschweißen, wenn der Lichtbogen zwischen einer nicht verbrauchbaren Elektrode und dem Produkt brennt,
- und einen Plasmastrahl, wenn der Lichtbogen zwischen der nicht verbrauchbaren Elektrode und der Plasmabrennerdüse brennt und durch den Gasstrom ausgeblasen wird.
Das erste Schema ist am häufigsten.
Jetzt ist dieser Strom sehr dicht und sehr schnell. Der resultierende Strom kann sehr leicht schmelzen und die meisten Metalle durchdringen. Plasmaschneider verwenden normalerweise eine Kupferdüse, um einen Gasstrom mit einem durchfließenden Lichtbogen zu komprimieren. Dieser Lichtbogen springt von der Elektrode im Brenner zu etwas anderem - normalerweise wird das leitfähige Material geschnitten. Es gibt einige Systeme, in denen ein "nicht übertragbarer" Lichtbogen verwendet wird, bei dem er von der Elektrode zurück zur Düse springt, aber sie werden normalerweise nicht zum Schneiden verwendet.
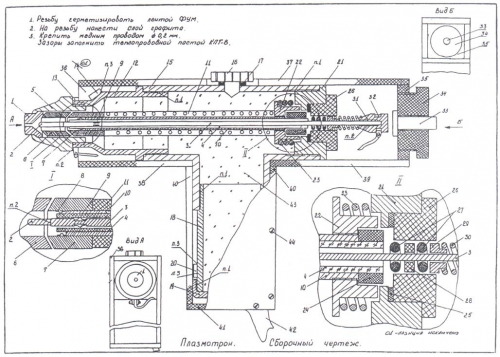
Grundsätze für die Erstellung und den Betrieb von Plasmabrennern
Daher wird Plasmaschneiden nur für leitfähige Materialien verwendet, vor allem für Weichstahl, Edelstahl und Aluminium. Aber auch viele andere Metalle und Legierungen sind leitfähig, zum Beispiel Kupfer, Messing, Titan, Monel, Inconel, Gusseisen usw. Das Problem ist, dass der Schmelzpunkt einiger dieser Metalle es schwierig macht, sie mit guter Qualität zu schneiden.
Argon wird üblicherweise als Plasmagas während des Schweißens verwendet, manchmal unter Zusatz von Helium oder Wasserstoff. Als schutzgas Argon wird auch am häufigsten verwendet. Das Elektrodenmaterial ist Wolfram, aktiviert durch Yttrium, Lanthan oder Thorium sowie Hafnium und Kupfer.
Sorten
Je nach Stromstärke gibt es drei Arten des Plasmaschweißens:
Die Elektrode besteht normalerweise aus Kupfer, jedoch mit einem Metalleinsatz an der Stelle, an der der Lichtbogen angebracht ist. Dies liegt daran, dass Kupfer zu schnell schmilzt, wenn der Lichtbogen direkt daran befestigt wird. Wolfram bildet ein großes Elektrodenmaterial, daher haben viele Elektroden einen Wolfram-Einsatz. Einige kleinere Taschenlampen verwenden stiftförmige Elektroden, die vollständig aus Wolfram mit einem spitzen Ende bestehen. Das Problem bei Wolfram ist, dass es in Gegenwart von Sauerstoff verbrennt.
Dafür braucht es die Arbeit
Warum also Sauerstoff in einer Plasmafackel verwenden? Aus demselben Grund verwenden Sie Sauerstoff in einem Acetylenbrenner - Sauerstoff im Plasmastrom reagiert mit Flussstahl. Deshalb wird reiner Sauerstoff nur beim Schneiden von Baustahl oder kohlenstoffstahl". Diese chemische Reaktion zwischen dem Sauerstoff im Plasmagas und dem Basismetall beschleunigt den Schneidprozess und verbessert die Qualität der Kanten. Da Sauerstoff jedoch nicht mit Edelstahl oder Aluminium die gleiche Reaktion eingeht, können für diese Metalle weniger kostspielige Gase verwendet werden, beispielsweise Stickstoff oder Druckluft.
- mikroplasma (I St = 0,1-25A);
- bei mittleren Strömen (I St = 50-150A);
- bei hohen Strömen (I st\u003e 150A).
Mikroplasma-Schweißen
Am häufigsten ist das Mikroplasma-Schweißen. Aufgrund des relativ hohen Ionisierungsgrades des Gases im Plasmabrenner und bei Verwendung von Wolframelektroden mit einem Durchmesser von 1-2 mm kann der Plasmabogen ab 0,1 A bei sehr geringen Strömen brennen.
Andere Spezialgase werden manchmal für andere Zwecke verwendet. Argongas wird für die Plasmakennzeichnung verwendet. Einige Leute verwenden eine Mischung aus Wasserstoff und Stickstoff oder Methan und Stickstoff, wenn sie dünneren Edelstahl schneiden. Jede Mischung hat ihre eigenen Vor- und Nachteile. Das sind also einige der Grundlagen plasmaschneiden - Lichtbogen, der im Gasstrom von der Elektrode durch das Loch und dann in das leitende Metall übertragen wird, das geschnitten wird.
Heute lernen wir Grundlagen, Typen, Arbeit, Ausrüstung, Anwendung, Vor- und Nachteile des Plasmaschweißens kennen. Plasma lichtbogenschweißen ist ein Prozess des Schweißens im flüssigen Zustand, bei dem eine Metallverbindung im geschmolzenen Zustand gebildet wird. Heiße ionisierte Gase werden als Plasma bezeichnet. Diese heißen ionisierten Gase, die zum Erwärmen der Arbeitsplatten verwendet werden, und die Verbindung werden durch Schmelzen erzeugt. Das Füllmaterial kann verwendet werden oder nicht.
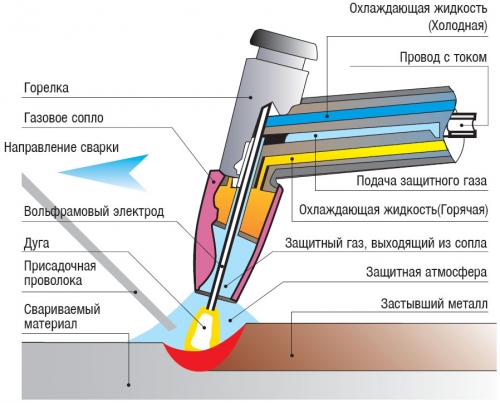
Abbildung Diagramm des Prozesses des Mikroplasma-Schweißens
Eine spezielle stromsparende Gleichstromquelle (siehe Abbildung oben) dient zur Aufnahme eines Pilotlichtbogens, der ständig zwischen der Elektrode und der wassergekühlten Kupferdüse brennt. Beim Führen des Plasmabrenners zum Produkt zündet der Hauptlichtbogen, der von der Quelle gespeist wird. Plasmabildnergas wird durch eine Plasmabrennerdüse mit einem Durchmesser von 0,5 bis 1,5 mm zugeführt.
Ein großer Vorteil des Plasmaschweißens ist, dass weniger Strom verbraucht wird als bei Prozessen, um die gleiche hohe Temperatur zu erzeugen. Wenn einem inerten Gas ausreichend Energie zugeführt wird, werden einige seiner Elektronen aus ihrem Kern freigesetzt, bewegen sich jedoch mit diesem. Nach der Freisetzung von Elektronen werden die Atome in einen heißen ionisierten Zustand überführt. Dies ist der häufigste Zustand der Materie, die als vierter Zustand der Materie bekannt ist. Diese ionisierten Atome enthalten eine hohe Wärme, die dann zum Verbinden zweier Platten verwendet wird.
Schutzgas wird durch eine Keramikdüse zugeführt. Der Plasmabrenner ist wassergekühlt. Für die Zündung des Lichtbogens in der Schweißanlage gibt es Oszillatoren des Betriebs und des Hauptlichtbogens.
Das Mikroplasma-Schweißen ist eine sehr effektive Methode zum Verschmelzen von Produkten mit geringer Dicke bis zu 1,5 mm. Der Durchmesser des Plasmabogens beträgt etwa 2 mm. Dadurch können Sie die Wärme auf einen begrenzten Bereich des Produkts konzentrieren und die Schweißzone erwärmen, ohne die angrenzenden Bereiche zu beschädigen. Ein solcher Lichtbogen hat eine zylindrische Form, daher hängen die Eindringtiefe und andere Schweißparameter wenig von der Lichtbogenlänge ab, so dass Durchbrüche vermieden werden können, die für das herkömmliche Argon-Bogenschweißen von dünnem Metall während der Handhabung durch das Schweißgerät typisch sind.
Dies ist das Grundprinzip des Plasmaschweißens. Dieses Schweißen ist eine erweiterte Form, bei der eine nicht verbrauchbare Wolframelektrode zur Erzeugung des Lichtbogens verwendet wird. Dieser Lichtbogen erwärmt sich inerte Gasedas kommt aus dem inneren Loch um die Wolframelektrode.
Dieses heiße ionisierte Gas wird zusätzlich verwendet geschweißte Verbindung durch Verschmelzen. Diese Schweißung kann bei niedrigen Amperezahlen von etwa 2 Ampere geschweißt werden, und der maximale Strom, den es verarbeiten kann, beträgt etwa 300 Ampere. Für einen ordnungsgemäßen Betrieb sind etwa 80 Volt erforderlich. Die Stromversorgung besteht aus einem Transformator, einem Gleichrichter und einem Bedienfeld.
Das Hauptgas, das als plasmabildendes und Schutzgas verwendet wird, ist Argon. In Abhängigkeit von dem damit verschweißten Metall können jedoch Zusatzstoffe hergestellt werden, die die Effizienz des Schweißprozesses erhöhen. Beim Schweißen von Stählen mit Argonschutzgas empfiehlt es sich, (8-10%) Wasserstoff zuzusetzen, wodurch die thermische Effizienz des Plasmalichtbogen erhöht werden kann. Dies ist auf die Dissoziation von Wasserstoff an der Peripherie der Bogensäule und deren anschließende Rekombination mit Freisetzung von Wärme auf der Oberfläche des zu schweißenden Metalls zurückzuführen. Beim Schweißen von Stählen mit niedrigem Kohlenstoffgehalt kann Argon Kohlendioxid zugesetzt werden, während der Zusatz von Titan - Helium geschweißt wird.
Sie besteht aus vier Hauptteilen: Wolframelektrode, Spannzange, Innendüse und Außendüse. Die Wolframelektrode wird von der Spannzange gehalten. Die Spannzange ist in verschiedenen Durchmessern erhältlich. Die interne Gasdüse liefert Inertgase in den Brenner, um ein Plasma zu bilden. Äußere Schutzgase für die Düse schützen die Schweißzone vor Oxidation. Diese Düsen nutzen sich schnell ab.
Abschirmung und Plasmagas
Allgemein, plasmagas das gleiche wie Schutzgas, das von derselben Quelle geliefert wird. Hauptsächlich inerte Gase wie Argon, Helium usw. Wird als Inert- und Schutzgas verwendet. Dieses Gas wird sowohl inerten als auch äußeren Düsen zugeführt.
Anlagen zum Mikroplasmaschweißen ermöglichen das Schweißen in verschiedenen Modi: kontinuierliche direkte Polarität, gepulste direkte Polarität (ermöglicht das Anpassen des Wärmeeintrags), bipolare Impulse (für Aluminium, sorgt für Zerstörung des Oxidfilms), kontinuierlich umgekehrte Polarität. Die häufigste Installation ist MPU-4u.
Klassifizierung nach Bogenart
Normalerweise wird bei diesem Schweißprozess kein Füllstoff verwendet. Wenn ein Füllstoff verwendet wird, wird er direkt der Schweißzone zugeführt. Grundsätzlich kann das Plasma-Lichtbogenschweißen in zwei Typen unterteilt werden. Nicht übertragbares Plasma-Lichtbogenschweißen. In diesem Prozess ist die Wolframelektrode mit dem negativen und die Düse mit dem positiven Pol verbunden. Zwischen der Wolframelektrode und der Düse im Brenner befindet sich ein Lichtbogen. Dies erhöht die Ionisierung des Gases im Brenner. Der Brenner überträgt dieses ionisierte Gas zum weiteren Prozess.
Die Hauptparameter des Prozesses des Mikroplasmaschweißens umfassen Stromstärke, Spannung, Strömungsrate des plasmabildenden und Schutzgases, Durchmesser des Düsenkanals, Eintauchtiefe in die Düse der Elektrode, Durchmesser der Elektrode.
Das Mikroplasma-Schweißen wird erfolgreich bei der Herstellung von dünnwandigen Rohren und Behältern eingesetzt, beim Schweißen von Membranen und Faltenbälgen an Massenteile, beim Folienfügen, bei Thermoelementen und bei der Herstellung von Schmuck.
Tragbares Plasma-Lichtbogenschweißen
Es wird zum Schweißen dünner Bleche verwendet. In diesem Prozess ist die Wolframelektrode mit dem negativen Anschluss verbunden, und das Werkstück ist mit dem positiven Anschluss verbunden. Ein Bogen wird zwischen der Wolframelektrode und dem Werkstück gebildet. Bei diesem Prozess werden sowohl das Plasma als auch der Lichtbogen auf das Werkstück übertragen, wodurch die Wärmeleistung des Prozesses erhöht wird. Es wird zum Schweißen von dicken Blechen verwendet.
Seine Arbeit kann wie folgt zusammengefasst werden. Die Stromversorgung der Stromquelle, die einen Lichtbogen zwischen der Wolframelektrode und der Düse oder der Wolframelektrode und dem Werkstück erzeugt. Die Wolframelektrode erzeugt einen hohen Lichtbogen, der zum Ionisieren von Gaspartikeln verwendet wird und Gase in ein Plasma verwandelt. Dieses heiße ionisierte Gas wird den Schweißplatten aus einem kleinen Loch zugeführt. Schutzgase wie Argon usw. Sie werden durch ein Druckventil und ein Steuerventil der Außendüse des Schweißbrenners zugeführt. Diese Gase bilden eine Schutzhülle um den Schweißbereich, die ihn vor atmosphärischen Gasen wie Sauerstoff, Stickstoff usw. schützt. Das Plasma trifft auf die Schweißplatten und fügt sie in einem Stück ein. Dann bewegt sich der Schweißbrenner in Schweißrichtung. Wenn zum Schweißen ein Füllmaterial erforderlich ist, wird es geliefert schweißvorrichtung manuell. Zunächst werden die Zuschnitte ordnungsgemäß gereinigt. . Dies ist ein vollständiger Plasmaschweißprozess.
Mittleres Plasmaschweißen
Das Plasmaschweißen bei Strömen Iw = 50-150A hat viel gemeinsam mit dem Argon-Bogenschweißen mit Wolframelektrode. Aufgrund der höheren Lichtbogenleistung und der begrenzten Heizfläche ist dies jedoch effizienter. Entsprechend den Energieeigenschaften nimmt der Plasmabogen eine Zwischenposition zwischen einem herkömmlichen Lichtbogen und einem Elektronen- oder Laserstrahl ein. Es bietet eine tiefere Durchdringung als ein regelmäßiger Bogen bei geringerer Fugenbreite. Neben den Energieeigenschaften ist damit auch ein höherer Lichtbogendruck am Schweißbad verbunden, wodurch die Dicke der flüssigen Metallschicht unter dem Lichtbogen abnimmt und die Bedingungen für die Wärmeübertragung tief in das Grundmetall verbessert werden. Das Schweißen kann mit oder ohne Zusatzdraht erfolgen.
Hochstrom-Plasmaschweißen
Das Plasmaschweißen bei Strömen von mehr als I = 150 A übt eine noch größere Kraft auf das Metall aus (der Plasmabogen bei Strömen von 150 A entspricht einem Lichtbogen von 300 A, wenn mit einer nicht verbrauchbaren Elektrode geschweißt wird).
Das Schweißen wird begleitet von einem vollständigen Eindringen unter Bildung eines Durchgangslochs im Bad. Es gibt eine Art Schneidteile, gefolgt vom Schweißen.
Abbildung Bildung einer Schweißnaht mit Durchdringung beim Plasmaschweißen bei hohen Strömen
Das Metall auf der Rückseite der Naht wird durch Oberflächenspannungskräfte gehalten. Der Bereich der Modi ist sehr begrenzt, da beim Schweißen Verbrennungen möglich sind.
Das Plasmaschweißen bei hohen Strömen wird beim Schmelzen von kohlenstoffarmen und legierten Stählen, Kupfer, Aluminiumlegierungen, Titan und anderen Werkstoffen verwendet. In vielen Fällen können die mit Schneidkanten verbundenen Kosten erheblich gesenkt, die Leistung verbessert und die Qualität der Nähte verbessert werden.
Das Plasmaschweißen erfordert eine hohe Produktionskultur, die Einhaltung der Beschaffungs- und Montagetechnologie, die sorgfältige Aufrechterhaltung der Bedingungen für die Kühlung der Plasmabrenner und die Regeln für deren Betrieb. Selbst kleine Verletzungen des Kühlmodus des Plasmabrenners aufgrund hoher Temperaturen und eines geringen Durchmessers der Düse führen zu dessen Zerstörung.
Die Industrie entwickelt sich derzeit schnell. Jedes Jahr tauchen neue Schweißmethoden auf, die im modernen privaten Bau immer beliebter werden. Diese Methoden erleichtern oft die Arbeit, verlieren jedoch nicht ihre Sicherheit und Funktionalität im Vergleich zu zuvor erfundenen Methoden. Eine davon ist das Plasmaschweißen und das Schmelzen von Teilen.
Die Essenz des Plasmaschweißens
Plasmaschweißen wird zum Löten von "Edelstahl", Stahlrohren und anderen Metallen verwendet. Das Plasmaschweißen ist ein Prozess, bei dem das lokale Schmelzen eines Metalls unter Verwendung eines Plasmastroms durchgeführt wird. Plasma ist ein ionisiertes Gas, das geladene Teilchen enthält, die Strom leiten können.
Das Gas wird ionisiert, wenn es durch einen Hochgeschwindigkeits-Lichtbogen erhitzt wird, der aus dem Plasmabrenner herausfließt. Je höher die Temperatur des Gases ist, desto höher ist der Ionisationsgrad. Die Temperatur des Lichtbogens kann 5000 bis 30000 Grad Celsius erreichen. Die Plasmaschweißtechnologie ähnelt dem Argonschweißen. Der übliche Schweißlichtbogen kann jedoch nicht auf das Plasma zurückgeführt werden, da seine Arbeitstemperatur viel niedriger ist - bis zu fünftausend Grad.
Unter allen Arten von Auswirkungen auf Metalle wird das Plasmaschweißen als die häufigste angesehen, da Edelstahl, Nichteisenmetall, Sonderlegierungen und einige Nichteisenmetalllegierungen in der modernen Schwerindustrie eingesetzt wurden und Gas- und andere Behandlungen für diese Materialien als unwirksam angesehen werden.
Der Plasmabogen wird als konzentrierte Wärmequelle bezeichnet, die das Schneiden großer, dicker Metalle ohne Schneidkanten ermöglicht. Ein solcher Lichtbogen ermöglicht aufgrund seiner eigenen zylindrischen Form und der Möglichkeit einer erheblichen Längenzunahme das Plasmaschweißen mit eigenen Händen an schwer zugänglichen Stellen und mit Änderungen des Abstands vom Produkt zur Brennerdüse.
Arbeitsprinzip
Um einen konventionellen Lichtbogen in einen Plasmabogen zu verwandeln, um die Leistung und Temperatur eines herkömmlichen Lichtbogens zu erhöhen, werden üblicherweise zwei Verfahren verwendet: Kompression und das Verfahren der Zwangsinjektion von Plasmagas in den Lichtbogen. Dabei wird üblicherweise Argon als plasmabildendes Gas verwendet, manchmal unter Zusatz von Wasserstoff oder Helium. Argon muss auch als Schutzgas verwendet werden. Das Elektrodenmaterial besteht aus Wolfram, das durch Thorium, Yttrium und Lanthan sowie Kupfer und Hafnium aktiviert wird.
Der Bogen wird aufgrund seiner Lage in einem speziellen Plasmatron komprimiert, dessen Wände mit Wasser intensiv gekühlt werden. Die Querkompression des Lichtbogens als Folge der Kompression nimmt ab und als Folge steigt seine Leistung - Energie pro Flächeneinheit.
Ein plasmabildendes Gas, das durch den Bogen erhitzt wird, wird gleichzeitig mit der Kompression in den Plasmabogenbereich geblasen, ionisiert und aufgrund der Wärmeausdehnung um ein Hundertfaches erhöht. Die kinetische Energie der im plasmabildenden Gas enthaltenen ionisierten Teilchen ergänzt die thermische Energie, die im Lichtbogen aufgrund der ablaufenden elektrischen Prozesse freigesetzt wird. Daher werden Plasmabögen als leistungsfähigere Energiequellen bezeichnet als gewöhnliche.
Neben der hohen Temperatur sind die Hauptmerkmale, die den Plasmabogen von einem herkömmlichen Lichtbogen unterscheiden, die folgenden: Ein kleinerer Lichtbogendurchmesser, der Druck auf den Metallbogen ist sechs bis zehn Mal höher als der eines herkömmlichen Lichtbogens, ein zylindrischer Lichtbogen und ein herkömmlicher konischer Lichtbogen, die Möglichkeit, den Lichtbogen bei niedrigen Strömen zu halten - ungefähr 0,2-30 Ampere.
Es sind zwei Plasmaschweißverfahren möglich: Plasmaschweißen, bei dem der Lichtbogen zwischen dem Produkt und der Elektrode brennt, und dem Plasmastrahl, wenn der Lichtbogen zwischen der Plasmabrennerdüse und der Elektrode brennt und durch Gasströmungen ausgeblasen wird. Das häufigste ist das erste Schema.
Vorteile des Plasmaschweißens
Folgende Vorteile des Plasmaschweißens und Schmelzens von Metallen im Vergleich zu klassischen Verfahren werden unterschieden:
- Sie können ein Plasmaschweißgerät verwenden, um mit fast allen Metallen zu arbeiten - Gusseisen, Stahl, Aluminium mit seinen Legierungen, Kupfer mit seinen Legierungen.
- Die Schnittgeschwindigkeit des Metalls mit einer Dicke von 50 - 200 Millimetern ist 2-3 mal höher als beim Gasschweißen.
- Es ist nicht notwendig, Acetylen, Argon, Sauerstoff oder Propan-Butan zu verwenden, was den Preis für die Arbeit der Plasmaapparatur erheblich reduziert.
- Die Präzision der Schweißnähte beim Schmelzen und Schweißen sowie die Qualität der Verfahren schließen zukünftige Kantenbearbeitung praktisch aus.
- Das Schweißen von Metall verformt sich nicht, selbst wenn Sie eine komplexe Konfiguration oder Form schneiden müssen. Die Technologie des Plasmaschweißens ermöglicht es, den Schneidevorgang auf einer nicht vorbereiteten Oberfläche durchzuführen - lackiert oder rostig. Beim Schneiden einer lackierten Struktur brennt Farbe nicht im Bereich des Bogens.
- Sicheres Arbeiten, da bei Verwendung eines Plasmaschneiders keine Gasflaschen verwendet werden. Dieser Faktor ist für die Umweltfreundlichkeit solcher Arbeiten verantwortlich.
Arten des Plasmaschweißens
Das Plasmaschweißen im eigenen Hause wird derzeit als ziemlich üblicher Prozess betrachtet, dessen Beliebtheit offensichtlich ist. Je nach Stromstärke werden drei Arten des Plasmaschweißens unterschieden: Mikroplasma bei mittleren und hohen Strömen. Auswahl bestimmte Artenerfahren Sie, wie viel das Plasmaschweißen kostet.
Mikroplasma-Schweißen
Das Mikroplasma-Schweißen wird als das häufigste angesehen. Aufgrund der hohen Ionisierung des Gases in einem speziellen Plasmabrenner und der Verwendung von Wolframelektroden, die einen Durchmesser von 1 bis 2 mm haben, kann der Plasmalichtbogen mit einem zu niedrigen Strom ab einem Faktor von 0,1 A brennen.
Spezielle DC-Stromquellen mit niedrigem Amperepotenzial sind so ausgelegt, dass ein Pilotlichtbogen entsteht, der kontinuierlich zwischen einer wassergekühlten Kupferdüse und einer Elektrode brennt. Bei der Zuführung zu den Plasmabrennerprodukten wird der von der Quelle gezündete Hauptlichtbogen gezündet. Plasmabildnergas wird durch eine Plasmabrennerdüse geführt, die einen Durchmesser von etwa 0,5 bis 1,5 mm hat.
Das Mikroplasma-Schweißen ist eine sehr effektive Methode, um Produkte mit geringer Dicke - bis zu 1,5 Millimeter - zu verschmelzen. Der Durchmesser des Plasmabogens erreicht 2 Millimeter, wodurch die Wärme in einem begrenzten Bereich von Produkten konzentriert werden kann und die Schweißbereiche erwärmt werden können, ohne den angrenzenden Bereich zu beschädigen. Mit diesem Lichtbogen können Sie die Durchbrüche vermeiden, die für das normale Argon-Lichtbogenschweißen von dünnen Metallen typisch sind.
Das Hauptgas, das als Schutz- und Plasmabildner verwendet wird, ist Argon. Je nach Schweißgut werden verschiedene Additive zugesetzt, die die Wirksamkeit des Verfahrens zum Plasmametallschweißen erhöhen. Beim Schweißen von Stahl wird empfohlen, dem schützenden Argon 8-10% Wasserstoff zuzusetzen, um die thermische Effizienz des Plasmalichtbogen zu erhöhen. Beim Schweißen von Stahl mit niedrigem Kohlenstoffgehalt kann Kohlendioxid zu Argon hinzugefügt werden, während Titan - Helium geschweißt wird.
Anlagen für den Prozess des Mikroplasmaschweißens ermöglichen das Schweißen in verschiedenen Modi: gepulste oder kontinuierliche direkte Polarität, bipolare Pulse, kontinuierliche umgekehrte Polarität. Das Mikroplasma-Schweißen wird erfolgreich bei der Herstellung von dünnwandigen Behältern oder Rohren eingesetzt, beim Verschweißen von Faltenbälgen und Membranen mit den Maßteilen, beim Herstellen von Schmuck und beim Verbinden von Folien.
Schweißen bei mittlerer Stromstärke
Das Schweißen bei mittleren Strömen von 50-150 Ampere hat viel mit dem Verfahren des Argon-Lichtbogenschweißens mit Wolframelektrode gemeinsam. Aufgrund der begrenzten Heizfläche und der hohen Lichtbogenleistung wird es jedoch als effizienter angesehen. Entsprechend den Energieeigenschaften nimmt der Plasmabogen eine Zwischenposition zwischen einem gewöhnlichen Bogen und einem Laser- oder Elektronenstrahl ein.
Das Plasmaschweißen bei mittlerer Stromstärke gewährleistet im Vergleich zum herkömmlichen Lichtbogen eine tiefere Durchdringung bei geringerer Nahtbreite. Dies erklärt sich neben den Energieeigenschaften auch durch den hohen Lichtbogendruck der Schweißbäder, wodurch die Dicke der Zwischenschichten des flüssigen Metalls unter dem Lichtbogen abnimmt und sich die Bedingungen für die Wärmeübertragung tief in das Basismetall verbessern. Das Funktionsprinzip des Plasmaschweißens ermöglicht das Arbeiten mit Zusatzdraht.
Hochstromschweißen
Das Schweißen bei einem Strom von mehr als 150 Ampere wirkt sich noch stärker auf das Metall aus, da der Plasmabogen bei einem Strom von 150 Ampere einem Bogen von 300 Ampere entspricht, wenn Teile mit einer nicht verbrauchbaren Elektrode verschweißt werden. Ein solches Plasmaschweißen geht mit einem absoluten Eindringen mit dem Auftreten eines Durchgangslochs im Bad einher. Es ist wie beim Schneiden von Produkten mit dem anschließenden Brühen.
Auf der Rückseite der Nähte wird das Metall durch die Kraft der Oberflächenspannung gehalten. Die Modi sind sehr begrenzt, da beim Schweißen die Durchbrandbildung möglich ist. Das Plasmaschweißen erfordert eine hohe Produktionskultur, die Einhaltung der Beschaffungs- und Montagetechnologien, die sorgfältige Einhaltung der Kühlbedingungen von Plasmaschweißmaschinen und die Anforderungen ihres Betriebs. Schon kleine Verstöße gegen den Kühlmodus des Plasmatrons aufgrund der hohen Temperatur und des kleinen Durchmessers der Düse führen zur Zerstörung.
Beim Hochstrom-Plasmaschweißen werden legierte und kohlenstoffarme Stähle, Aluminiumlegierungen, Kupfer, Titan und andere Werkstoffe legiert. Diese Vorgehensweise kann in vielen Fällen die Kosten für Schneidkanten erheblich senken, die Nahtqualität verbessern und die Produktivität steigern.
Plasmaschweißmaschine
Derzeit sind verschiedene Arten von Schweißmaschinen für Verbraucher verfügbar. Der erste ist das Elektroschweißen mit einem Schweißtransformator. Es wird jedoch angenommen, dass diese Methode ihren Nutzen bereits überlebt hat. Der zweite Gerätetyp - schweißinverterEinfach genug, zuverlässiges und gemeinsames Gerät für lichtbogenschweißen. Die dritte ist die modernste und technologisch fortschrittlichste Plasmaschneidmaschine.
Erfahrene Spezialisten und private Meister versuchen, zum Schweißen und Schmelzen von Metallen nur ein Plasmagerät zu verwenden. Sie können sich mit dieser Technik vertraut machen, indem Sie ein Video über das Plasmaschweißen und Schneiden von Legierungen und Metallen ansehen. Wenn Sie zu Hause ein spezielles Plasma-Schweißgerät verwenden, werden Sie feststellen, dass eine kleine Menge Abfall verbleibt und eine hohe Arbeitsgeschwindigkeit beobachtet wird.
Das Plasmaschweißgerät benötigt nur einen Druckluftstrahl und Strom, und wenn ein Kompressor verwendet wird, wird nur Strom verwendet. Eine solche Ausrüstung erfordert während des Betriebs einen Austausch der Plasmabrennerdüse und der Elektrode, während Instrumente zur Gas-Sauerstoff-Behandlung von Metallen periodisch unter Verwendung von erneut zertifizierten Gasflaschen und Additiven nachgefüllt werden müssen.

Der Plasmabogen wird normalerweise in einer speziellen Vorrichtung zum Plasmaschweißen - dem Plasmabrenner angeordnet. Die Oberfläche des Plasmabrenners wird durch einen Wasserstrahl intensiv und kontinuierlich gekühlt. Der Bogenabschnitt nach der Kompression nimmt ab und der Energiebetrag pro Flächeneinheit (Leistung des Plasmastroms) nimmt zu.
Es gibt zwei Arten von Plasmastrahlen - indirekte oder direkte Wirkung. Die aktiven Stellen der Kette befinden sich im ersten Fall am Rohr und wolframelektrodeIm zweiten Fall können sie auf einer Wolframelektrode auf den Innen- und Seitenflächen der Düse angeordnet werden. Plasmagase schützen Metallrohre vor der Wirkung von Luft.
Es ist besser, mit einem Plasmaphon in einer großen Garage oder auf der Straße zu arbeiten, ungeachtet der Tatsache, dass das Plasmaschweißen eine der sichersten Arten des Schweißens ist. Der einzige Nachteil dieses Verfahrens ist das Gewicht und die Kosten des Plasmaschweißens und der Ausrüstung.
Plasma DIY Schweißen
Die Technologie des Plasmaschweißens unterscheidet sich erheblich von anderen Schweißarten. Dazu benötigen Sie einen Schweißdraht, ein Plasmaschweißgerät und Elektroden.
Vor der Arbeit muss die Elektrode in Form eines Kegels mit einem Winkel von etwa 28 bis 30 Grad geschärft werden. Dieser konische Teil der Elektrode sollte 5-6 seines Durchmessers erreichen. Die Spitze des Kegels sollte um 0,2 bis 0,5 Millimeter stumpf sein. Es wird empfohlen, bei der Installation der Elektrode sicherzustellen, dass die Symmetrieachse mit der Symmetrieachse der plasmabildenden Spitzen übereinstimmt.
Die Schweißverbindung muss ähnlich geschnitten werden. argon-Lichtbogenschweißen. Die Kanten, Kanten und Enden des Metalls sollten mit einer Stahlbürste bis zu einer Breite von 3 cm gereinigt werden. Wenn Sie mit Plasma schneiden, sollten Sie die Schneidefläche mindestens 1 Millimeter tief reinigen. Wenn die Schnittfläche Risse aufweist, müssen Sie diese vor dem Entfernen des Defekts reinigen und die gereinigten Bereiche mit einem Lösungsmittel entfetten.
Schweißbare Metallbleche sollten keine Lücken von mehr als 1,5 Millimeter enthalten. Wenn möglich, befestigen Sie sie mit Montagevorrichtungen und Vorrichtungen so, dass die Achsen der Gelenke vollständig übereinstimmen. Kleben Sie die beschichteten Elektroden so an, dass das Haftmaterial bündig mit dem Hauptmetall der Artikel ist. Reinigen Sie ggf. die Heftbereiche. Die Qualität der Heftpunkte und der Hauptschweißnaht sollte gleich sein.
Wenn Sie sich für das Plasmaschweißen interessieren, denken Sie daran, dass die Durchführung des Verfahrens empfohlen wird gleichstrom. 5-20 Sekunden vor dem Erregen des Lichtbogens muss im Schweißbereich Schutzgas aufgebracht werden. Sie kann 10-15 Sekunden nach dem Bruchvorgang ausgeschaltet werden lichtbogen. Halten Sie den Plasmabrenner nicht mehr als 1 cm vom Produkt entfernt. Unterbrechen Sie den Lichtbogen während des gesamten Schweißvorgangs nicht so stark wie möglich. Sollte dies dennoch geschehen, lohnt es sich, die Naht in einem Abstand von 15 Millimetern zum Bruchpunkt zu räumen. Fortsetzung der Erstellung schweißnaht sollte auch im voraus beginnen.
Überhitzen Sie das Metall beim Schweißen nicht. Wenn das Material immer noch auf über 100 Grad Celsius erhitzt wird, müssen Sie eine Pause einlegen oder das Metall mit Druckluft abkühlen. Um hohe Qualität zu erreichen schweißnähte Bewegen Sie den Brenner in der kontinuierlichen Eindringtechnik gleichmäßig und stabil wie in der Maschine.
Um die Nähte in der richtigen Form herzustellen, ist es erforderlich, das Plasmaschweißen mit einem Zusatzmaterial durchzuführen, das einen Durchmesser von 1,5 Millimeter und darüber hat. Fügen Sie dem Fülldraht und dem Brenner bestimmte Schwingungen mit einer Amplitude von 2-4 Millimetern hinzu. Stellen Sie sicher, dass das geschmolzene Ende des Drahtes nicht die Schutzgaszone verlässt. Daher können Sie es nicht zu hart in das Bad zum Schweißen einreichen. Am Ende der Naht wird empfohlen, einen Tropfen geschmolzenes Metall an einen geschweißten Sumpf zu schweißen und gleichzeitig den Lichtbogen zu nehmen oder auszuschalten.
Das Plasmaschweißen ist im Wesentlichen ein Prozess, der auf der Isolierung und Anwendung von Plasma basiert. Beim Schweißen wird Gas als Hauptquelle verwendet, das durch kurzzeitige Einwirkung hoher Temperaturen zur Bildung von Plasma beiträgt. Der Preis für das Plasmaschweißen wird Sie begeistern. Darüber hinaus ist das Verfahren für das menschliche Leben sicher, da dabei keine gefährlichen Prozesse verwendet werden. sauerstoffflaschenund Druckluft.




