Заходи щодо безпечного виконання зварювальних робіт. Організація безпечного виробництва електрозварювальних робіт
МІНІСТЕРСТВО ПРАЦІ ТА СОЦІАЛЬНОГО ЗАХИСТУ РОСІЙСЬКОЇ ФЕДЕРАЦІЇ
НАКАЗ
Відповідно до статтею 209 Трудового кодексу Російської Федерації (Відомості Верховної Російської Федерації, 2002 N 1, ст.3; 2006, N 27, ст.2878; 2009 N 30, ст.3732; 2011, N 30, ст.4586; 2013, N 52, ст.6986) і підпунктом 5.2.28 Положення про Міністерство праці та соціального захисту Російської Федерації , затвердженого постановою Уряду Російської Федерації від 19 червня 2012 N 610 (Відомості Верховної Ради України, 2012 N 26, ст.3528; 2013, N 22, ст.2809; N 36, ст.4578; N 37, ст.4703; N 45, ст.5822; N 46, ст. 5952; 2014 року, N 21, ст.2710; N 32, ст.4499; N 36, ст.4868),
наказую:
1. Затвердити Правила з охорони праці при виконанні електрозварювальних і газо зварювальних робіт згідно з додатком.
2. Цей наказ набирає чинності через три місяці після його офіційного опублікування.
міністр
М.А.Топілін
зареєстровано
в Міністерстві юстиції
Російської Федерації
20 лютого 2015 року,
реєстраційний N 36155
Додаток. Правила з охорони праці при виконанні електрозварювальних і газозварювальних робіт
додаток
до наказу
Міністерства праці
та соціального захисту
Російської Федерації
від 23 грудня 2014 року N 1101н
I. Загальні положення
1. Правила з охорони праці при виконанні електрозварювальних і газозварювальних робіт (далі - Правила) встановлюють державні нормативні вимоги охорони праці при виконанні електрозварювальних і газозварювальних робіт.
Правила є обов'язковими для виконання роботодавцями - юридичними та фізичними особами незалежно від їх організаційно-правових форм і форм власності (за винятком роботодавців - фізичних осіб, які є індивідуальними підприємцями) і працівниками, які перебувають з ними у трудових відносинах, при виконанні електрозварювальних і газозварювальних робіт.
2. Правила поширюються на працівників, які виконують електрозварювальні і газозварювальні роботи, які використовують в закритих приміщеннях або на відкритому повітрі стаціонарні, переносні і пересувні електрозварювальні і газозварювальні установки, призначені для виконання технологічних процесів зварювання, наплавлення, різання плавленням (розділової та поверхневої) і зварювання із застосуванням тиску, в тому числі:
1) дугового і плазмового зварювання, Наплавлення, різання;
2) атомно-водневої зварювання;
3) електронно-променевого зварювання;
4) лазерного зварювання і різання (зварювання і різання світловим променем);
5) електрошлакового зварювання;
6) зварювання контактним розігрівом;
7) контактної або дифузійної зварювання, дуг контактного зварювання;
8) газового зварювання і газового різання металів (далі - працівники).
3. Відповідальність за виконання Правил покладається на роботодавця.
На основі Правил та вимог технічної документації заводу-виготовлювача на конкретні види електрозварювального, газо зварювального обладнання і інструменту роботодавцем розробляються інструкції з охорони праці для професій та (або) видів виконуваних робіт, які затверджуються локальним нормативним актом роботодавця, з урахуванням думки відповідного профспілкового органу або іншого уповноваженого працівниками представницького органу (при наявності).
4. У разі застосування методів робіт, матеріалів, технологічного оснащення, обладнання та інструменту, вимоги до безпечного застосування яких не передбачені Правилами, при виконанні електрозварювальних і газозварювальних робіт слід керуватися вимогами відповідних нормативних правових актів, що містять державні нормативні вимоги охорони праці, і вимогами технічної документації заводу-виготовлювача.
5. Роботодавець забезпечує:
2) навчання працівників з охорони праці та перевірку знань вимог охорони праці;
3) контроль за дотриманням працівниками вимог інструкцій з охорони праці.
6. При виконанні електрозварювальних і газозварювальних робіт на працівників можлива дія шкідливих і (або) небезпечних виробничих факторів, в тому числі:
1) замикання електричного кола через тіло людини;
2) підвищена загазованість повітря робочої зони, наявність в повітрі робочої зони шкідливих аерозолів;
3) підвищена або знижена температура повітря робочої зони;
4) підвищена температура оброблюваного матеріалу, виробів, зовнішньої поверхні обладнання і внутрішньої поверхні замкнутих просторів, розплавлений метал;
5) ультрафіолетове і інфрачервоне випромінювання;
6) підвищена яскравість світла при здійсненні процесу зварювання;
7) підвищені рівні шуму і вібрації на робочих місцях;
8) розташування робочих місць на значній висоті відносно поверхні землі (підлоги);
9) фізичні і нервово-психічні перевантаження;
10) виконання робіт у важкодоступних і замкнутих просторах;
11) падаючі предмети (елементи обладнання) і інструмент;
12) рухомі транспортні засоби, вантажопідйомні машини, що переміщуються матеріали і інструмент.
7. Роботодавці вправі встановлювати вимоги безпеки при виконанні електрозварювальних і газозварювальних робіт, що поліпшують умови праці працівників.
II. Вимоги охорони праці при організації проведення робіт (виробничих процесів)
8. До виконання електрозварювальних і газозварювальних робіт допускаються працівники віком не молодше 18 років, що пройшли обов'язковий попередній медичний огляд, інструктажі з охорони праці, навчання безпечним методам і прийомам виконання робіт, стажування на робочому місці і перевірку знань в установленому порядку. Періодична перевірка знань проводиться не рідше одного разу на 12 місяців.
________________
Постанова Мінпраці Росії і Міносвіти Росії від 13 січня 2003 року N 1/29 "Про затвердження Порядку навчання з охорони праці і перевірки знань вимог охорони праці працівників організацій" (Зареєстровано Мін'юстом Росії 12 лютого 2003 року N 4209).
Працівники повинні мати групу з електробезпеки відповідно до.
________________
Наказ Мінпраці Росії від 24 липня 2013 року N 328н "Про затвердження Правил з охорони праці при експлуатації електроустановок" (Далі -) (зареєстровано в Мін'юсті Росії 12 грудня 2013 року N 30593).
9. До виконання робіт із застосуванням електрошлакового зварювання допускаються зварники і помічники зварників, що пройшли додаткова освіта за технологією виконання електрошлакового зварювання.
До самостійного виконання електрошлакового зварювання помічник зварювальника не допускається.
10. Працівники забезпечуються засобами індивідуального захисту відповідно до типових норм і Міжгалузевими правилами забезпечення працівників спеціальним одягом, спеціальним взуттям та іншими засобами індивідуального захисту.
________________
Наказ Міністерства охорони здоров'я України від 1 червня 2009 року N 290н "Про затвердження Галузевих Правил забезпечення працівників спеціальним одягом, спеціальним взуттям та іншими засобами індивідуального захисту" (Зареєстровано в Мін'юсті Росії 10 вересня 2009 року N 14742) зі змінами, внесеними наказом Міністерства охорони здоров'я України від 27 січня 2010 року N 28Н (Зареєстровано в Мін'юсті Росії 1. березня 2010 року N 16530).
Вибір засобів колективного захисту працівників здійснюється з урахуванням вимог безпеки для конкретних видів робіт.
11. Режими праці і відпочинку працівників встановлюються правилами внутрішнього трудового розпорядку і іншими локальними нормативними актами роботодавця відповідно до трудового законодавства.
12. Працівник зобов'язаний негайно сповіщати свого безпосереднього або вищестоящого керівника про кожен нещасний випадок на виробництві, про всі помічені ним порушення Правил, несправності обладнання, інструменту, пристосувань і засобів індивідуального і колективного захисту.
Працювати з несправними обладнанням, інструментом і пристосуваннями, а також засобами індивідуального та колективного захисту забороняється.
III. Вимоги охорони праці, які пред'являються до виробничих приміщень (виробничих майданчиків) та організації робочих місць
Вимоги охорони праці, які пред'являються до виробничих приміщень (виробничих майданчиків)
13. Забороняється захаращувати проходи і проїзди всередині будівель (споруд), виробничих приміщень (виробничих майданчиків) для забезпечення безпечного пересування працівників і проїзду транспортних засобів.
14. Переходи, сходи, площадки і поручні до них повинні міститися в справному стані і чистоті, а розміщені просто неба - очищатися в зимовий час від снігу і льоду і посипатися піском.
Настили площадок і переходів, а також поручні до них повинні надійно зміцнюватися. На період ремонту замість знятих поручнів робиться тимчасове огородження. Перила і настили, зняті на час ремонту, після його закінчення негайно встановлюються на місце.
15. Зварювальні цехи, дільниці та стаціонарні робочі місця повинні відповідати вимогам санітарно-гігієнічного законодавства Російської Федерації.
16. У зварювальних цехах і на ділянках обладнується загальнообмінна вентиляція, а на стаціонарних робочих місцях - місцева вентиляція, що забезпечує зниження вмісту шкідливих речовин у повітрі робочої зони до рівня, що не перевищує рівень гранично допустимої концентрації (далі - ГДК).
17. Ділянки газополум'яної обробки металів із значним надлишком тепла і утворенням зварювального аерозолю розміщуються в одноповерхових будівлях.
При необхідності розташування ділянок газополум'яної обробки металів в багатоповерхових будинках повинні передбачатися заходи щодо виключення можливості поширення шкідливих виробничих факторів між поверхами.
Зварювання, наплавлення і різання металів з виділенням берилію і його сплавів необхідно проводити в ізольованих приміщеннях, обладнаних витяжною вентиляцією.
18. У складально-зварювальних цехах в холодні і перехідні періоди року слід застосовувати повітряне опалення з регульованою подачею повітря.
У теплу пору року в складально-зварювальних цехах слід використовувати природну вентиляцію через відкриваються отвори вікон, світлових ліхтарів і дверей (воріт).
19. Майданчик, на якій встановлюється контейнер (посудина-накопичувач) зі зрідженим газом, повинна мати металеву огорожу. Між контейнером (посудиною-накопичувачем) і огорожею забезпечується прохід шириною не менше 1 м.
Поблизу контейнера (судини-накопичувача) не повинно бути джерел нагріву.
При установці контейнера (судини-накопичувача) на відкритому повітрі він обладнується навісом, що захищає його від впливу прямих сонячних променів і опадів.
Вимоги охорони праці до організації робочих місць
20. На стаціонарних робочих місцях електрозварників і газозварників при роботі в положенні "сидячи" встановлюються поворотний стілець зі змінною регульованою висотою і підставка для ніг з похилою площиною опори.
При роботі в положенні "стоячи" встановлюються спеціальні підставки (підвіски), що зменшують статичне навантаження на руки зварників.
Забороняється зменшувати навантаження на руку за допомогою перекидання шланга (кабелю) через плече або навивки його на руку.
21. На стаціонарних робочих місцях газозварників встановлюється стійка з гачком або виделкою для підвіски погашених пальників або різаків під час перерв в роботі.
На тимчасових робочих місцях погашені пальника або різаки можуть підвішуватися на частини оброблюваної конструкції.
22. Стаціонарне робоче місце, Призначене для проведення автоматичної і механізованої електрозварювання в захисних газах і їх сумішах, обладнується:
1) зварювальним устаткуванням і оснащенням робочого місця відповідно до вимог технологічного процесу;
2) вбудованими в технологічне оснащення або зварювальну головку пристроями для видалення шкідливих газів і пилу.
23. При організації робочих місць на ділянках електрозварювальних поточно-механізованих ліній необхідно дотримуватися таких вимог:
1) для автоматизованих процесів електрозварювання, що супроводжуються утворенням шкідливих аерозолів, газів і випромінювань, що перевищують ГДК і гранично допустимі рівні (далі - ПДУ), передбачається дистанційне керування, а також використання засобів індивідуального захисту;
2) для видалення шкідливих пило-газовиділень передбачаються пилегазопріемнікі, вбудовані або зблоковані із зварювальними автоматами або полуавтоматами, агрегатами, порталами або маніпуляторами;
3) пульти управління вантажопідйомними транспортними засобами об'єднуються (розташовуються в безпосередній близькості) з пультами управління електрозварювальних обладнанням;
4) обладнання і пульти управління на електрозварювальних поточно-механізованих лініях розташовуються в одній площині, щоб уникнути необхідність переміщення працівників по вертикалі;
5) робочі місця операторів у об'єднаного пульта автоматичного зварювання обладнуються кріслами або сидіннями зі спинками, виготовленими з нетеплопровідного матеріалів;
6) ділянки електрозварювальних поточно-механізованих ліній відокремлюються проходами від сусідніх ділянок, стін, під'їзних шляхів. Відстань від місця зварювання до проходів має бути не менше 5 м. При неможливості виконання цієї вимоги у місця виробництва електрозварювальних робіт встановлюються вогнетривкі екрани (ширми, щити).
24. При виконанні електрозварювальних і газозварювальних робіт з попереднім нагріванням виробів робота двох зварювальників в одній кабіні дозволяється тільки при зварюванні одного виробу.
25. Температура нагрітих поверхонь виробів, що зварюються на робочих місцях не повинна перевищувати 45 ° С.
26. Нестаціонарні робочі місця електрозварників в приміщенні при зварюванні відкритою електричною дугою відокремлюються від суміжних робочих місць і проходів негорючими екранами (ширмами, щитами) заввишки не менше 1,8 м.
При зварюванні на відкритому повітрі екрани встановлюються в разі одночасної роботи декількох зварювальників поблизу один від одного і на ділянках інтенсивного пересування працівників. Якщо екранування неможливо, працівників, яким загрожує небезпека впливу відкритої електричної дуги, необхідно захищати за допомогою засобів індивідуального захисту.
IV. Вимоги охорони праці під час здійснення технологічних процесів, експлуатації обладнання та інструменту
Вимоги охорони праці під час здійснення технологічних процесів
27. При неможливості застосування безпечних і нешкідливих технологічних процесів здійснюються заходи щодо зниження рівнів небезпечних і шкідливих виробничих факторів до рівнів, що не перевищують ГДК і ПДУ.
28. Електрозварювальні і газозварювальні роботи підвищеної небезпеки виконуються відповідно до письмового розпорядження - нарядом-допуском на виконання робіт підвищеної небезпеки (далі - наряд-допуск), оформлюваним уповноваженими роботодавцем посадовими особами, відповідальними за організацію та безпечне проведення робіт.
У наряді-допуску визначаються зміст, місце, час і умови проведення робіт, необхідні заходи безпеки, склад бригади і працівники, відповідальні за організацію та безпечне проведення робіт.
Порядок виконання робіт підвищеної небезпеки, оформлення наряду-допуску та обов'язки посадових осіб, відповідальних за організацію і безпечне проведення робіт, встановлюються локальним нормативним актом роботодавця.
29. Для виконання електрозварювальних і газозварювальних робіт в охоронних зонах споруд чи комунікацій наряд-допуск видається при наявності письмового погодження з організаціями, які експлуатують ці споруди і комунікації.
Підпис про узгодження виконання електрозварювальних і газозварювальних робіт ставиться в наряді-допуску уповноваженою посадовою особою експлуатуючої організації до початку виконання робіт.
30. Наряд-допуск видається на термін, необхідний для виконання заданого обсягу робіт. У разі виникнення в процесі виробництва робіт небезпечних або шкідливих виробничих факторів, які не передбачені нарядом-допуском, роботи припиняються, наряд-допуск анулюється. Роботи поновлюються тільки після видачі нового наряду-допуску.
Посадова особа, яка видала наряд-допуск, здійснює контроль за виконанням передбачених в ньому заходів щодо забезпечення безпечного виробництва робіт.
31. Оформлені і видані наряди-допуски реєструються в журналі, в якому рекомендується відображати такі відомості:
1) назву підрозділу;
2) номер наряду-допуску;
3) дата видачі;
4) короткий опис робіт за нарядом-допуском;
5) термін, на який видано наряд-допуск;
6) прізвища та ініціали посадових осіб, що видав і отримав наряд-допуск, завірені їх підписами із зазначенням дати;
7) прізвище та ініціали посадової особи, яка отримала закритий по виконанні робіт наряд-допуск, завірені його підписом із зазначенням дати,
32. До робіт підвищеної небезпеки, на виробництво яких видається наряд-допуск, відносяться:
1) електрозварювальні та газозварювальні роботи, що виконуються зовні і всередині ємностей з-під горючих речовин, роботи в закритих резервуарах, в цистернах, в колодязях, в колекторах, в тунелях, каналах і ямах, трубопроводах, роботи в топках і димоходах котлів, всередині гарячих печей;
2) електрозварювальні та газозварювальні роботи у вибухонебезпечних приміщеннях;
3) електрозварювальні та газозварювальні роботи, що виконуються при ремонті тепловикористовуючих установок, теплових мереж та обладнання;
4) електрозварювальні та газозварювальні роботи, що виконуються на висоті більше 5 м;
5) електрозварювальні та газозварювальні роботи, що виконуються в місцях, небезпечних щодо ураження електричним струмом (об'єкти електроенергетики та атомної енергетики) і з обмеженим доступом відвідування (приміщення, де застосовуються і зберігаються сильнодіючі отруйні, хімічні і радіоактивні речовини).
Перелік робіт, що виконуються за нарядами-допусками, може бути доповнений роботодавцем.
33. Однойменні роботи підвищеної небезпеки, що проводяться на постійній основі і виконуються в аналогічних умовах постійним складом працівників, допускається проводити без оформлення наряду-допуску за затвердженими для кожного виду робіт підвищеної небезпеки інструкцій з охорони праці.
34. У холодний період року при виконанні електрозварювальних і газозварювальних робіт в приміщенні (цеху) заготовки і деталі, що підлягають зварюванню, подаються в приміщення (цех) заздалегідь, щоб до початку зварювання їх температура була не нижче температури повітря в приміщенні (цеху).
35. Перед початком виконання електрозварювальних і газозварювальних робіт слід переконатися, що поверхня зварюються заготовок, деталей і зварювального дроту суха і очищена від мастила, окалини, іржі та інших забруднень.
36. Поверхні зварюються і наплавляються заготовок і деталей, покритих антикорозійними грунтами, що містять шкідливі речовини, попередньо зачищаються від грунту на ширину не менше 100 мм від місця зварювання.
37. Не допускається проведення електрозварювальних і газозварювальних робіт з приставних драбин, а також одночасне виробництво електрозварювальних і газозварювальних робіт всередині ємностей.
38. Забороняється розміщувати легкозаймисті та вогненебезпечні матеріали на відстані менше 5 м від місця виробництва електрозварювальних і газозварювальних робіт.
39. При виконанні електрозварювальних і газозварювальних робіт на висоті працівники використовують спеціальні сумки для інструменту і збору огірків електродів.
40. При виконанні електрозварювальних і газозварювальних робіт на висоті більше 5 м встановлюються лісу або площадки з негорючих матеріалів. Дані роботи виконуються після оформлення наряду-допуску і виконання всіх передбачених нарядом-допуском заходів.
41. Одночасна робота на різних висотах по одній вертикалі проводиться при забезпеченні захисту працівників, які працюють на нижніх ярусах, від бризок металу, падіння огірків електродів і інших предметів.
Місця виробництва електрозварювальних і газозварювальних робіт на даному, а також на нижче розташованих ярусах (при відсутності вогнетривкого захисного настилу або настилу, захищеного неспаленим матеріалом) звільняються від горючих матеріалів у радіусі не менше 5 м, а від вибухонебезпечних матеріалів і устаткування - не менше 10 м .
42. При виконанні електрозварювальних і газозварювальних робіт на відкритому повітрі над зварювальними установками і зварювальними постами споруджуються навіси з негорючих матеріалів для захисту від прямих сонячних променів і опадів.
При відсутності навісів електрозварювальні і газозварювальні роботи під час опадів припиняються.
При виконанні газозварювальних робіт на відкритому повітрі в зимовий час балони з вуглекислим газом з метою запобігання замерзання встановлюються в утеплених приміщеннях.
43. При виконанні електрозварювальних і газозварювальних робіт всередині ємностей або порожнин конструкцій робочі місця забезпечуються витяжною вентиляцією. Швидкість руху повітря всередині ємності (порожнини) повинна бути в межах 0,3-1,5 м / с.
У випадках виконання зварювальних робіт із застосуванням зріджених газів (Пропану, бутану, аргону) і вуглекислоти витяжна вентиляція повинна мати відсмоктування знизу.
44. При виконанні електрозварювальних робіт в приміщеннях підвищеної небезпеки, особливо небезпечних приміщеннях і при особливо несприятливих умовах електрозварники додатково забезпечуються діелектричними рукавичками, калошами і килимками.
При роботі в замкнутих просторах і важкодоступних місцях застосовуються захисні каски (поліетиленові, текстолітові або вініпластовие). При роботі "лежачи" використовується діелектричний гумовий килим. Користуватися металевими щитами забороняється.
45. При спуску в закриті ємності через люки слід переконатися, що кришки люків надійно закріплені у відкритому положенні.
46. Забороняється:
1) працювати у необгороджених або незакритих люків, отворів, колодязів;
2) без дозволу виконавця робіт знімати огородження і кришки люків, отворів, колодязів, навіть якщо вони заважають роботі.
Якщо огорожі або кришки були зняті під час роботи, то після закінчення роботи їх необхідно поставити на місце.
47. Освітлення при виробництві електрозварювальних і газозварювальних робіт всередині металевих ємностей здійснюється за допомогою світильників, установлених зовні, або переносних ручних електричних світильників напругою не вище 12 В.
Вимоги охорони праці під час експлуатації обладнання та інструменту
48. Всі роботи по установці, підключенню до електричної мережі, відключення, ремонту та спостереження за станом електрозварювальних апаратів і агрегатів в процесі експлуатації виконуються електротехнічним персоналок, який має групу з електробезпеки відповідно до Правилами з охорони праці при експлуатації електроустановок.
________________
Наказ від 24 липня 2013 року N 328н.
49. Металеві частини електрозварювального устаткування, що не знаходяться під напругою, а також зварюються вироби і конструкції на весь час зварювання заземляются, а у зварювального трансформатора заземлення болт корпусу з'єднується з затискачем вторинної обмотки, до якого підключається зворотний провід. Заземляющий болт розташовується в доступному місці і забезпечується написом "Земля" (при умовному позначенні "Земля").
50. Як зворотний провід або його елементів можуть бути використані сталеві шини і конструкції. З'єднання між собою окремих елементів, які застосовуються як зворотний провід, слід бути надійним і виконуватись на болтах, затискачах або методом зварювання.
51. Підключення кабелів до зварювального обладнання здійснюється із застосуванням обпресувати або припаяних кабельних наконечників.
52. Зварювальні кола по всій довжині ізолюються і захищаються від механічних пошкоджень.
При прокладанні або переміщенні зварювальних проводів вживаються заходи проти їхнього зіткнення з водою, маслом, сталевими канатами і гарячими трубопроводами. Відстань від зварювальних проводів до гарячих трубопроводів та балонів з киснем має бути не менше 0,5 м, а з горючими газами - не менше 1 м.
53. З'єднання зварювальних кабелів при нарощуванні довжини проводиться обпресуванням, зварюванням або паянням з наступною ізоляцією місць з'єднання.
Забороняється застосовувати з'єднання кабелів "скруткой".
54. Електро до тримачі для ручного зварювання повинні забезпечувати надійне затискання та швидку зміну електродів, а також виключати можливість короткого замикання їх корпусів на деталі, що зварюються при тимчасових перервах у роботі або при випадковому їх падінні на металеві предмети. Рукоятки електрододер виготовляються з негорючого діелектричного та теплоізоляційного матеріалу. Приєднання проводів до електродотримача здійснюється механічними затискачами або методом зварювання.
Забороняється застосування саморобних електродотримачів.
55. Усі електрозварювальні установки з джерелом змінного і постійного струму при зварюванні в особливо небезпечних умовах (усередині металевих ємностей, колодязів, відсіків, барабанів, газоходів, топок котлів, тунелів), а також установки для ручного зварювання на змінному струмі, що застосовуються в особливо небезпечних приміщеннях або поза приміщеннями, оснащуються пристроями відключення холостого ходу у відповідності до вимог Правил технічної експлуатації електроустановок споживачів.
________________
Наказ Міненерго Росії від 13 січня 2003 року N 6 (Зареєстровано в Мін'юсті Росії 22 січня 2003 року N 4145).
56. Понижуючі трансформатори для переносних електричних світильників встановлюються поза виробів, що зварюються, металевих ємностей, колодязів, відсіків, барабанів, газоходів, топок котлів, тунелів, а їх вторинні обмотки заземляются.
Якщо понижуючий трансформатор одночасно є і розділовим, то вторинна електричний ланцюг у нього не повинна з'єднуватися з землею.
Застосування автотрансформаторів для зниження напруги живлення переносних електричних світильників забороняється.
57. Пересувні електрозварювальні установки, а також переносні машини термічного різання під час їх переміщення відключаються від електричної мережі.
58. Управління та контроль роботи напівавтоматичних і автоматичних плазмових стаціонарних і переносних машин для плазмового різання металу здійснюються дистанційно.
59. Електродвигун для подачі зварювального дроту в пістолет-пальник шлангових напівавтоматів при зварюванні в інертних газах підключається до електричної мережі, напруга якої не повинно перевищувати 24 В для змінного струму або 42 В для постійного струму.
60. Що знаходиться в експлуатації обладнання для виконання газозварювальних робіт (машини, ручні різаки, пальники, редуктори, шланги) відповідним розпорядженням роботодавця закріплюється за певними працівниками для індивідуального або бригадного використання.
61. При виконанні газозварювальних робіт шафи ацетиленових і кисневих постів повинні бути відкриті, підходи до всіх постів вільні.
Роботодавець забезпечує періодичне відновлення розпізнавального забарвлення шаф.
62. Розміщення ацетиленових генераторів в проїздах, місцях масового перебування або проходу людей, а також поблизу місць забору повітря компресорами або вентиляторами не допускається.
63. При виконанні газозварювальних робіт забороняється:
1) проводити газозварювальні роботи на посудинах і трубопроводах, що знаходяться під тиском;
2) експлуатувати балони з газами, у яких закінчився термін огляду, пошкоджений корпус, несправні вентилі і перехідники;
3) встановлювати на редуктори балонів з газами неопломбовані манометри, а також манометри, у яких:
відсутня штамп госповерітеля або клеймо з відміткою про щорічну повірку;
на циферблаті відсутня червона риска, відповідна граничного робочому тиску (наносити червону риску на скло манометра не допускається; дозволяється замість червоної межі на циферблаті манометра прикріплювати до корпусу манометра пластину з матеріалу достатньої міцності, забарвлену в червоний колір і щільно прилягає до скла манометра);
при відключенні манометра стрілка не повертається до нульової позначки шкали на величину, що перевищує половину допустимої похибки для даного манометра;
закінчився термін повірки;
розбите скло манометра або є інші пошкодження, які можуть відбитися на правильності його показань;
4) приєднувати до шлангів вилки і трійники для харчування декількох пальників (різаків);
5) застосовувати шланги, не призначені для газового зварювання і газового різання металів, дефектні шланги, а також обмотувати їх ізоляційною стрічкою або будь-яким іншим матеріалом;
6) проводити з'єднання шлангів за допомогою відрізків гладких трубок.
64. Справність обладнання для виробництва електрозварювальних і газозварювальних робіт не рідше ніж один раз на шість місяців перевіряється працівниками, призначеними роботодавцем відповідальними за утримання у справному стані відповідного виду обладнання.
Вимоги охорони праці під час виконання ручного дугового зварювання
65. При виконанні ручної дугового зварювання необхідно дотримуватися таких вимог:
1) ручна дугова зварка проводиться на стаціонарних постах, обладнаних витяжною вентиляцією. При неможливості виконання зварювальних робіт на стаціонарних постах, обумовленої габаритами і конструктивними особливостями виробів, що зварюються, для видалення газоподібних компонентів аерозолю від зварювальної дуги застосовуються місцеві відсмоктувачі;
2) кабелі (проводи) електрозварювальних машин розташовуються на відстані не менше 0,5 м від трубопроводів кисню і не менше 1 м від трубопроводів ацетилену та інших горючих газів;
3) електрозварювальні трансформатори та інші зварювальні агрегати включаються в електричну мережу за допомогою рубильників або пускових пристроїв.
66. При ручного дугового зварювання забороняється:
1) підключати до одного рубильника більше одного зварювального трансформатора або іншого споживача струму;
2) проводити ремонт електрозварювальних установок, що знаходяться під напругою;
3) зварювати свіжопофарбовані конструкції, апарати і комунікації, а також конструкції, апарати і комунікації, що знаходяться під тиском, електричною напругою, заповнені горючими, токсичними матеріалами, рідинами, газами, парами;
4) проводити зварювання і різання ємності з-під горючих і легкозаймистих рідин, а також горючих і вибухонебезпечних газів (цистерн, баків, бочок, резервуарів) без попереднього очищення, пропарювання цих ємностей і видалення газів вентилюванням;
5) використовувати для заземлення проводу, труби санітарно-технічних мереж (водопровід, газопровід, вентиляція), металеві конструкції будівель і технологічне обладнання як зворотний провід електрозварювання;
6) застосовувати засоби індивідуального захисту з синтетичних матеріалів, які не володіють захисними властивостями, руйнуються від впливу зварювальної дуги і можуть загорятися від іскор і бризок розплавленого металу, спекаться при зіткненні з нагрітими поверхнями;
7) при перервах в роботі і після закінчення роботи залишати на робочому місці електрозварювальний інструмент, що знаходиться під електричною напругою.
Вимоги охорони праці під час виконання контактного зварювання
67. Перед початком виконання роботи працівник, що виконує контактне зварювання, зобов'язаний:
1) привести в порядок своє робоче місце, підготувати до роботи інструмент, пристосування і переконатися в їх справності;
2) перевірити справність повітряної і водяної систем машини контактного зварювання, наявність масла в маслораспределітеле (наявність масла в маслораспределітеле необхідно перевіряти не рідше одного разу на тиждень);
3) перевірити наявність і справність запобіжних і блокувальних пристроїв машини контактного зварювання, шаф управління, заземлення, справність ізоляції;
4) перевірити роботу місцевої витяжної вентиляції та глушників;
5) перевірити наявність і справність захисних штор і відкидаються прозорих екранів або щитків;
6) надійно закріпити виріб, що зварюється;
7) провести пробний пуск машини контактного зварювання і переконатися в справній роботі всіх її вузлів і можливості регулювання циклу зварювання.
68. Під час роботи працівник, що виконує контактне зварювання, зобов'язаний:
1) не допускати на робоче місце осіб, що не мають відношення до роботи, не передавати керування машиною контактного зварювання стороннім особам;
2) не робити змащування, чистку та прибирання машини контактного зварювання під час її роботи;
3) стежити за тим, щоб дроти не стикалися з водою, а також щоб на них не падали бризки розплавленого металу;
4) перевіряти електроди: в разі "прилипання" електродів негайно зупинити машину контактного зварювання і повідомити про це керівника робіт;
5) дотримуватися технологічний режим, передбачений технологічним процесом;
6) забезпечувати безпеку рук при роботі роликів, електродів і інших рухомих частин; при зварюванні дрібних деталей стежити, щоб руки не притиснуло працюючим електродом;
7) не чіпати електроди і не перевіряти руками місця зварювання;
8) не переставляти що-небудь на машині контактного зварювання або всередині машини контактного зварювання під час її роботи, що не спиратися на машину контактного зварювання;
9) не рідше двох разів на зміну виробляти повну очистку зварювального контуру від грата, бризок розплавленого металу, оксидів, окалини.
Всі роботи з налагодження машини контактного зварювання виробляються тільки при вимкненому рубильнику.
69. Перед виконанням точкового зварювання на підвісних машинах контактного зварювання необхідно перевірити надійність затягування всіх болтових з'єднань і тільки після цього машина контактного зварювання може бути підвішена.
До підвісному пристрою, крім кліщів, підвішуються струмопровідні кабелі. Для забезпечення безпеки через друге підйомне кільце пропускається додаткова ланцюг або трос.
70. При перерві в роботі слід вимкнути рубильник машини контактного зварювання, закрити вентилі води, що охолоджує системи, повітря.
У зимовий час необхідно забезпечувати постійну циркуляцію води.
71. При виявленні на машині контактного зварювання несправності електропроводів і поганої роботи електроапаратури (реле часу, електроклапанів, пускових приладів), а також у разі припинення подачі електроенергії слід негайно вимкнути рубильник машини контактного зварювання і викликати чергового електрика.
Забороняється самостійно усувати несправності.
72. При ремонті, огляді, зміні та зачистці електродів машину контактного зварювання слід відключити від джерела живлення електричним струмом, систем подачі стисненого повітря і води і вивісити таблички з написом:
1) на рубильнику зварювальної машини - "Не вмикати! Працюють люди";
2) на вентилях стисненого повітря і води - "Не відкривати! Працюють люди".
73. При виникненні полум'я всередині корпусу машини контактного зварювання слід негайно зупинити машину, вимкнути рубильник, відкрити дверцята машини і гасити вогонь сухим піском або вогнегасником, одночасно викликавши чергового електрика.
74. Після закінчення роботи працівник, що виконує контактне зварювання, зобов'язаний:
1) відключити машину контактного зварювання в наступному порядку:
вимкнути живлення електроенергією;
вимкнути живлення повітрям;
вимкнути живлення водою;
2) прибрати своє робоче місце, скласти деталі, зварні вузли, пристосування і інструмент на спеціально відведені для них місця;
3) переконатися, що після роботи не залишилося тліючих матеріалів;
4) доповісти керівнику робіт про всі мали місце під час роботи несправності обладнання.
75. При тривалій перерві в роботі машини контактного зварювання або небезпеки замерзання води:
1) система охолодження машини контактного зварювання продувається стисненим повітрям;
2) на робочі частини пневмоцилиндра і інші деталі машини контактного зварювання, схильні до корозії, наноситься антикорозійний мастило.
Вимоги охорони праці під час виконання зварювання під флюсом
76. При виконанні зварювання під флюсом на стаціонарних постах зварювальні установки оснащуються місцевими відсмоктувачами. Відсмоктувачі розташовуються безпосередньо у місця зварювання (на відстані не більше 40 мм від зони дуги в сторону формування шва). Рекомендується застосовувати відсмоктувачі щелевидной форми.
77. Установки для зварювання під флюсом повинні мати:
1) пристосування для механізованої засипки флюсу в зварювальну ванну;
2) флюсоотсос з бункером-накопичувачем і фільтром (при поверненні повітря в приміщення) для збирання використаного флюсу зі шва.
78. Установки для зварювання під флюсом обладнуються механізованими пристроями для очищення шва від шлакової кірки з одночасним його збором. Ручне вбирання флюсу допускається тільки у випадках, коли застосування флюсоотсосов не представляється можливим. При цьому обов'язкове застосування засобів індивідуального захисту органів дихання.
79. У системі подачі і збору флюсу повинна передбачатися очищення повітря, що викидається від пилу і газів.
80. Робочі місця зварників при виконанні зварювання під флюсом труб і інших великогабаритних конструкцій обладнуються спеціальними кабінами з подачею припливного повітря, тепло- і звукоізоляцією зовнішніх поверхонь і пультом керування зварювальним процесом.
Вимоги охорони праці під час виконання плазмового різання
81. Перед виконанням плазмового різання необхідно:
1) перевірити дію системи охолодження установки плазмового різання;
2) встановити необхідну швидкість різання;
3) встановити витрата плазмоутворюючого середовища відповідно до технологічного процесу;
4) перевірити наявність води в піддоні розкроювальних столу або рами установки плазмового різання.
82. Для захисту працівників, не пов'язаних з обслуговуванням плазмотрона, від видимого і ультрафіолетового випромінювання плазмової дуги зона плазмотрона захищається кожухами або екранами з негорючих матеріалів.
Для захисту операторів мостових та інших кранів, які працюють в зоні видимості плазмової дуги, нижня частина оглядових кабін (одна третина) склити світлофільтрами.
83. Усувати неполадки в установці плазмового різання, плазмотроне, замінювати вийшли з ладу змінні деталі плазмотрона дозволяється тільки при відключеному електроживленні установки наладчикам з числа електротехнічного персоналу, який обслуговує цю установку і мають групу з електробезпеки не нижче III.
84. При запаленні "чергової дуги" отвір сопла направляється в сторону від працюючих поруч.
При запаленні "чергової дуги" замиканням слід користуватися спеціальним пристосуванням з ізольованою ручкою довжиною не менше 150 мм.
85. При виконанні робіт в умовах підвищеної небезпеки ураження електричним струмом працівники забезпечуються відповідними засобами індивідуального захисту (діелектричні рукавички, взуття, килимки).
Вимоги охорони праці під час виконання робіт по газовому зварюванні і газового різання
86. Перед початком виконання робіт по газової зварюванні і газового різання (далі - газополумяні роботи) працівниками, які виконують ці роботи, перевіряються:
1) герметичність приєднання рукавів до пальника, різака, редуктора, запобіжних пристроїв;
2) справність апаратури, приладів контролю (манометрів), наявність розрідження в каналі для горючого газу инжекторной апаратури;
3) стан запобіжних пристроїв;
4) правильність підведення кисню і пального газу до пальника, різака або газорізальної машині;
5) наявність води у водяному затворі до рівня контрольного крана (пробки) і щільність всіх з'єднань в затворі на пропуск газу, а також щільність приєднання шланга до затвору;
6) правильність підведення електричного струму, наявність і справність заземлення;
7) наявність і справність засобів пожежогасіння;
8) справність і термін перевірки манометра на балоні з газом.
87. У разі виявлення витоків кисню і ацетилену з трубопроводів і газорозбірних постів і неможливості швидкого усунення несправностей пошкоджені ділянки трубопроводів і газорозбірні пости повинні бути відключені, а приміщення - провентилювати.
88. Відігрівання замерзлих ацетиленопроводів і киснепроводах проводиться тільки парою або гарячою водою. Забороняється застосування відкритого вогню та електричного підігріву.
89. У приміщеннях, в яких проводяться газополумяні роботи, передбачається вентиляція для видалення виділяються шкідливих газів.
90. Газополуменеві роботи, а також будь-які роботи із застосуванням відкритого вогню від інших джерел допускається проводити на відстані (по горизонталі) не менше:
1) від окремих балонів з киснем і горючими газами - 5 м;
2) від груп балонів (більше 2-х), призначених для проведення газополуменевих робіт - 10 м;
3) від газопроводів горючих газів, а також газорозбірних постів, розміщених в металевих шафах:
при ручних роботах - 3 м;
при механізованих роботах - 1,5 м.
У разі направлення полум'я і іскор в бік джерел живлення киснем і ацетиленом встановлюються захисні екрани.
91. У водяному затворі ацетиленового генератора рівень води повинен постійно підтримуватися на висоті контрольного краника (пробки). Перевірка рівня води проводиться працівником, який виконує газополумяні роботи, не рідше трьох разів на зміну при вимкненому подачі газу в затвор. При температурі зовнішнього повітря нижче 0 ° С вода замінюється незамерзаючої рідиною.
Ацетиленові генератори можуть комплектуватися сухими запобіжними затворами, експлуатація яких допускається при температурі зовнішнього повітря вище 0 ° С.
92. Забороняється встановлювати рідинні затвори відкритого типу на газопроводах для природного газу або пропан-бутану.
93. Користування ацетиленом від трубопроводу при проведенні газополуменевих робіт дозволяється тільки через постової затвор. До одного постового затвору приєднується тільки один пост.
Якщо газорозбірний пост живить машину, яка обслуговується одним оператором, то кількість пальників або шлангів, встановлених на машині, обмежується тільки пропускною здатністю затвора.
При ручних газополуменевих роботах до затвору може бути приєднаний тільки один пальник або один різак.
94. Подача повітря в різак теплової машини від цехової магістралі з тиском понад 0,5 МПа проводиться через редуктор.
95. При харчуванні постів для виконання газополуменевих робіт від балонів з газами балони встановлюються в вертикальне положення в спеціальні стійки і міцно прикріплюються до них хомутами або ланцюгами.
96. Стійки обладнуються навісами, що оберігають балони від попадання на них масла.
97. При харчуванні постів для виконання газополуменевих робіт від одиничних балонів з газами між балонними редукторами і інструментом (пальниками і різаками) встановлюються запобіжні пристрої, в тому числі пламегасящіе. При цьому балони встановлюються в вертикальне положення і надійно закріплюються.
98. При виконанні ремонтних або монтажних робіт балони зі стисненим киснем допускається укладати на землю (підлогу, майданчик) з дотриманням таких вимог:
1) вентилі балонів розташовуються вище черевиків балонів, не допускається перекочування балонів;
2) верхні частини балонів розміщуються на прокладках з вирізом, виконаних з дерева або іншого матеріалу, який виключає іскроутворення.
Не допускається експлуатація в горизонтальному положенні балонів із зрідженими та розчиненими під тиском газами (пропан-бутан, ацетилен).
99. На ділянці проведення газополуменевих робіт з числом постів до 10 повинно бути не більше одного запасного наповненого балона на кожному посту і не більше десяти кисневих і п'яти ацетиленових запасних балонів на ділянці в цілому.
При потребі ділянки з числом постів до 10 в більшій кількості газу організовується рампових харчування або проміжний склад зберігання балонів поза приміщенням цеху (ділянки).
100. Кисневі рампи для харчування одного поста для виконання газополуменевих робіт з числом балонів до 6 дозволяється встановлювати всередині цеху (ділянки).
Не допускається установка балонів з газами в місцях проходу людей, переміщення вантажів і проїзду транспортних засобів.
101. При експлуатації балонів з газами не допускається витрачати знаходиться в них газ повністю. Для конкретного типу газу з урахуванням його властивостей залишковий тиск в балоні встановлюється технічною документацією заводу-виготовлювача балонів і має бути не менше 0,05 МПа (0,5 кгс / см), якщо інше не передбачено технічними умовами на газ.
102. Забороняється використовувати газові балони з несправними вентилями і з вентилями, що пропускають газ.
103. Приєднання редуктора до газового балона проводиться спеціальним ключем в іскробезпечному виконанні, які постійно знаходяться у працівника.
Забороняється підтягувати гайку редуктора при відкритому вентилі балона.
104. Для відкривання вентиля ацетиленового балона і для управління редуктором у працівника повинен бути спеціальний торцевої ключ в іскробезпечному виконанні. Під час роботи цей ключ повинен знаходитися на шпинделі вентиля балона.
Забороняється застосування звичайних гайкових ключів для відкривання вентиля ацетиленового балона і для управління редуктором.
105. У разі виявлення пропуску газу через сальник ацетиленового вентиля після приєднання редуктора підтягування сальників проводиться при закритому вентилі балона.
106. При проведенні газополуменевих робіт клапан вентиля ацетиленового балона відкривається не більше ніж на 1 оборот для забезпечення швидкого перекриття вентиля при виникненні пожежі та зворотного удару газу.
107. При експлуатації шлангів необхідно дотримуватися таких вимог:
1) шланги застосовуються відповідно до їх призначення: забороняється використання кисневих шлангів для подачі ацетилену, а ацетиленових - для подачі кисню;
2) при укладанні шлангів не допускається їх сплющення, скручування, перегинання і передавлювання будь-якими предметами;
3) при необхідності ремонту шланга його пошкоджені ділянки вирізаються, а окремі шматки з'єднуються спеціальними ніпелями (кисневі рукави з'єднують латунними ніпелями, ацетиленові рукава - сталевими). Мінімальна довжина ділянки, що стикується шланга повинна бути не менше 3 м; кількість стиків на шлангу не повинно бути більше двох;
4) місця приєднання шлангів ретельно перевіряються працівником на щільність перед початком роботи і контролюються під час проведення газополум'яних робіт;
5) закріплення шлангів на приєднувальних ніпелях інструменту і апаратури (пальників, різаків, редукторів) повинно бути надійним, для цієї мети застосовуються спеціальні хомути. Допускається обв'язувати шланги м'якої відпалений сталевий (в'язальної) дротом не менше ніж у двох місцях по довжині ніпеля. На ніпелі водяних затворів шланги щільно надягають, але не закріплюються;
6) не допускається попадання на шланги іскор, а також вплив вогню і високих температур;
7) не рідше одного разу на місяць шланги піддаються огляду і випробуванню в порядку, встановленому локальним нормативним актом роботодавця.
108. Метал, що надходить на газополум'яноїобробки, очищається від фарби (особливо на свинцевій основі), масла, окалини, бруду для запобігання розбризкування металу і забруднення повітря випарами і газами.
109. При газополум'яної обробки забарвленого, загрунтованого металу він очищається по лінії різу або шва. Ширина очищається від фарби смуги повинна бути не менше 100 мм (по 50 мм на кожну сторону). Застосування для цієї мети газового полум'я забороняється.
110. При запаленні ручного пальника або різака спочатку відкривається вентиль кисню (на 1/4 або 1/2 обороту), потім відкривається вентиль ацетилену і після короткочасного продування шланга запалюється суміш газів.
111. При перегріванні пальника або різака робота припиняється, а пальник або різак після закриття вентиля охолоджується до повного охолодження. Для охолодження пальника або різака на робочому місці повинен знаходитися посудину з чистою холодною водою.
112. Приступати до зачистки зварювальних швів після виконання газополуменевих робіт дозволяється тільки після провітрювання робочої зони із застосуванням примусової вентиляції, а в разі відсутності примусової вентиляції - не раніше ніж через 15-20 хвилин.
113. Під час перерв у роботі, в кінці робочої зміни зварювальне обладнання відключається, шланги від'єднуються, а в паяльних лампах повністю знімається тиск.
114. При тривалих перервах в роботі крім пальників і різаків закриваються вентилі на газорозбірних постах, апаратурі і балонах, а натискні гвинти редукторів вивертаються до звільнення пружин.
115. При зворотному ударі полум'я слід негайно закрити вентилі (спочатку ацетиленовий, потім кисневий) на різаку, газових балонах і водяному затворі. Перш ніж полум'я буде запалено знову після зворотного удару, перевіряється стан водяного затвора, газоподводящей шлангів, а різак охолоджується у відрі з чистою холодною водою.
Після кожного зворотного удару працівник робить відповідний запис у паспорті генератора.
116. При тимчасове припинення газополуменевих робіт подача газу до обладнання призупиняється.
117. Проводити газополум'яноїобробки відкритим полум'ям обладнання, що знаходиться під тиском (котли, трубопроводи, судини, балони, цистерни, бочки), а також судин і трубопроводів, заповнених горючими, легкозаймистими, вибухонебезпечними та токсичними рідинами і речовинами, забороняється.
118. При монтажі і ремонті посудин допускається проведення газополуменевих робіт при мінусовій температурі навколишнього середовища, якщо дотримані вимоги, передбачені технічною документацією заводу-виготовлювача.
119. Газополуменеві роботи в замкнутих просторах і важкодоступних місцях (тунелях, підвалах, резервуарах, котлах, цистернах, відсіках, колодязях, ямах) виконуються при наявності наряду-допуску на виконання робіт підвищеної небезпеки.
120. Перед виконанням газополуменевих робіт в замкнутих просторах і важкодоступних місцях повинні бути виконані наступні вимоги:
1) проведена перевірка повітря робочої зони на вміст в ньому шкідливих і небезпечних речовин;
2) забезпечено наявність не менше двох відкритих прорізів (вікон, дверей, люків, ілюмінаторів, горловин);
3) забезпечена безперервна робота місцевої припливно-витяжної вентиляції для припливу свіжого і відтоку забрудненого повітря з нижньої і верхньої частин замкнутого простору або важкодоступного місця;
4) встановлено контрольний пост (не менше двох працівників) для спостереження за безпечним виробництвом газополуменевих робіт. Контрольний пост повинен перебувати поза замкнутого простору або важкодоступного місця для надання допомоги працівникам, які виконують газополумяні роботи.
121. При виконанні газополум'яних робіт в замкнутих просторах і важкодоступних місцях зварювальні трансформатори, ацетиленові генератори, балони зі зрідженим або стисненим газом розміщуються поза замкнутих просторів і важкодоступних місць, в яких проводяться газополумяні роботи.
122. При виконанні газополум'яних робіт в замкнутих просторах забороняється:
1) застосовувати апаратуру, що працює на рідкому пальному;
2) застосовувати бензорізи;
3) залишати без нагляду пальники, різаки, рукава під час перерви або після закінчення роботи.
123. При виконанні газополум'яних робіт ацетиленові генератори встановлюються на відкритих майданчиках. Допускається тимчасова їх установка в вентильованих (провітрюваних) приміщеннях.
Ацетиленові генератори захищаються і розміщуються на відстані не менше 10 м від місця проведення газополуменевих робіт, а також від місця забору повітря компресорами і вентиляторами.
У місцях установлення ацетиленових генераторів вивішуються таблички: "Стороннім вхід заборонений - вогненебезпечно", "Не палити", "Не проходити з вогнем".
При експлуатації ацетиленових генераторів дотримуються заходи безпеки, зазначені в технічній документації заводу-виготовлювача.
124. При виконанні газополум'яних робіт забороняється:
1) відігрівати замерзлі ацетиленові генератори, вентилі, редуктори та інші деталі зварювальних установок відкритим вогнем або розпеченими предметами;
2) застосовувати інструмент з іскроутворюючого матеріалу для розкриття барабанів з карбідом кальцію;
3) завантажувати в завантажувальні пристрої переносних ацетиленових генераторів карбід кальцію завищеної грануляції;
4) завантажувати карбід кальцію в мокрі завантажувальні пристрої;
5) переносити ацетиленовий генератор при наявності в газозбірнику ацетилену;
6) працювати від одного запобіжного затвора двом працівникам;
7) форсувати роботу ацетиленового генератора;
8) допускати зіткнення балонів, а також газоподводящей шлангів з струмопровідними проводами;
9) допускати зіткнення кисневих балонів, редукторів та іншого зварювального обладнання з різними маслами, А також з промасленим одягом і дрантям;
10) проводити продування шлангів для ацетилену киснем і кисневих шлангів ацетиленом;
11) використовувати газопідвідні шланги, довжина яких перевищує 30 м, а при виконанні будівельно-монтажних робіт - 40 м;
12) натягувати, перекручувати, заломлювати або затискати газопідвідні шланги;
13) користуватися замасленими газоподводящей шлангами;
14) виконувати газополумяні роботи, коли вентиляція;
15) виконувати газополумяні роботи всередині ємностей при температурі повітря вище 50 ° С без застосування ізолюючих засобів індивідуального захисту, що забезпечують ефективну теплозахист і подачу чистого повітря в зону дихання;
16) застосовувати пропан-бутанові суміші і рідке пальне при виконанні газополум'яних робіт в замкнутих і важкодоступних приміщеннях;
17) допускати перебування сторонніх осіб у місцях, де виконуються газополумяні роботи.
125. Після закінчення виконання газополуменевих робіт карбід кальцію в ацетиленовому генераторі повинен бути вироблений. Вапняний мул, що видаляється з генератора, вивантажується в пристосовану для цих цілей тару і зливається в мулову яму.
Відкриті мулові ями захищаються поручнями.
Закриті мулові ями обладнуються витяжною вентиляцією, люками для видалення мулу і повинні мати негорючі покриття.
Куріння і застосування відкритого вогню в радіусі 10 м від місця зберігання мулу забороняється. Для сповіщення про заборону куріння та застосування відкритого вогню вивішуються відповідні заборонні знаки.
Вимоги охорони праці при роботі з вуглекислим газом
126. Приміщення, де розміщені контейнери зі зрідженим вуглекислим газом або газові рампи, має бути вентильованим. Температура повітря приміщення не повинна перевищувати 25 ° С.
127. На майданчику подачі вуглекислого газу до зварювальних постів допускається розміщувати не більше 20 балонів.
Забороняється розміщувати на майданчику подачі вуглекислого газу до зварювальних постів сторонні предмети і горючі речовини.
128. При заміні порожніх газових балонів на заповнені необхідно закривати вентилі газових балонів і колектора.
129. Не допускається пропускання газу в місцях з'єднань при рампових розміщенні газових балонів. Усунення пропускання газу проводиться при закритих вентилях газових балонів і при відсутності тиску в системі.
130. Харчування підігрівача (при централізованому постачанні зварювальних постів вуглекислим газом від контейнерів або рампової системи) здійснюється гарячою водою або парою.
131. Під час відбору газу з контейнера забороняється:
1) проводити ремонтні операції;
2) відігрівати труби і апарати відкритим вогнем;
3) перегинати гнучкі з'єднувальні шланги;
4) проводити підтяжку з'єднань під тиском.
132. При зварюванні на відкритих майданчиках (поза цехом) в зимовий час балони з вуглекислим газом з метою попередження замерзання встановлюються в утеплених приміщеннях.
133. Забороняється відігрівати замерзлий балон (або редуктор) з вуглекислим газом полум'ям пальника або струменем пара. Для відігрівання балона з вуглекислим газом (або редуктора) необхідно припинити відбір газу з балона, внести його в тепле приміщення з температурою 20-25 ° С і залишити до утеплення.
Допускається відігрівання замерзлого редуктора водою з температурою не вище 25 ° С.
134. Для запобігання замерзання вуглекислого газу в редукторі перед редуктором встановлюється підігрівач. Електрична спіраль підігрівача газу, що встановлюється до редуктора балона з вуглекислим газом, не повинна мати контакту з газовим балоном.
Харчування підігрівача здійснюється від електричної мережі напругою не вище 42 В і потужністю не більше 70 Вт, яка виключає можливість нагріву газового балона.
Вимоги охорони праці при роботі з аргоном
135. Приміщення, де розміщені судини зі зрідженим аргоном, контейнери або рампи, не повинно мати технологічного поверху (підвалу) і поглиблень в покритті підлоги більше 0,5 м.
136. В процесі експлуатації контейнера зі скрапленим аргоном повинні дотримуватися такі вимоги:
1) спорожнення контейнера проводиться за допомогою випарника;
2) відкриття та закриття вентилів проводиться плавно, без поштовхів і ударів;
3) не допускається підтягування болтів і сальників на вентилях і трубопроводах, що знаходяться під тиском;
4) від'єднання шлангів проводиться після повного випаровування аргону;
5) не допускається попадання рідкого аргону на шкіру працівника щоб уникнути обмороження;
6) при від'єднанні шлангів працівники не повинні стояти навпроти, так як можливий викид з шланга газоподібного або крапельного аргону.
137. В процесі експлуатації контейнерів (судин-накопичувачів), рамп для централізованого забезпечення аргоном здійснюється контроль за справністю всій запобіжної арматури. Запобіжні клапани повинні бути відрегульовані, опломбовані і міститися в чистоті.
Вимоги охорони праці під час виконання робіт з знежирення поверхонь, що зварюються
138. Обезжирення зварювальних поверхонь повинно проводитися безпечними водними змивки.
139. Під час знежирювання поверхонь, що зварюються органічними розчинниками (ацетоном, уайт-спіритом, етиловим спиртом) повинні дотримуватися такі вимоги:
1) знежирення проводиться в окремому приміщенні, обладнаному припливно-витяжною вентиляцією і засобами пожежогасіння;
2) при знежирюванні застосовуються розчинники з антистатичними присадками;
3) знежирення проводиться, як правило, механізованим способом;
4) при знежирюванні вручну промивання деталей пожежонебезпечними органічними розчинниками здійснюється в спеціальних шафах з негорючих матеріалів, всередині яких встановлюються металеві ванни або столи. Над ваннами або столами і в верхній частині шаф влаштовуються вентиляційні відсмоктувачі, корпусу ванн надійно заземлюються;
5) при знежирюванні вручну протиранням застосовуються антистатичні матеріали;
6) не допускається користуватися електронагрівальними приладами, а також виробляти будь-якого роду роботи, пов'язані з утворенням іскор і вогню.
140. Під час знежирювання поверхонь, що зварюються забороняється:
1) протирати розчинниками кромки виробів, нагрітих до температури вище 45 ° С;
2) застосовувати для знежирення трихлоретилен, дихлоретан та інші містять хлор вуглеводні.
141. Використані протиральні матеріали (тампони) слід збирати в спеціальну посудину з небиткого і негорючого матеріалу з щільно закривається кришкою.
142. Чистку і ремонт обладнання для знежирення поверхонь, що зварюються, що містить залишки органічних розчинників, необхідно проводити після продування його повітрям або парою до повного видалення парів розчинників.
Під час продування включаються вентиляційні пристрої, що запобігають забрудненню повітря приміщення парами органічних розчинників.
Вимоги охорони праці при зберіганні і транспортуванні вихідних матеріалів, заготовок, напівфабрикатів, готової продукції та відходів виробництва
143. При зберіганні вихідних матеріалів, заготовок, напівфабрикатів, готової продукції та відходів виробництва передбачається:
1) застосування способів зберігання, що виключають виникнення небезпечних і шкідливих виробничих факторів, забруднення навколишнього середовища;
2) використання безпечних пристроїв для зберігання;
3) механізація і автоматизація вантажно-розвантажувальних робіт.
144. При транспортуванні вихідних матеріалів, заготовок, напівфабрикатів, готової продукції та відходів виробництва забезпечується:
1) використання безпечних транспортних комунікацій;
2) застосування засобів транспортування, які виключають виникнення небезпечних і шкідливих виробничих факторів;
3) механізація і автоматизація процесів транспортування.
145. Вихідні матеріали (метал, зварювальний дріт, Електроди, флюси, рідини, розчинники) зберігаються в критих сухих приміщеннях відповідно до вимог технічної документації заводу-виготовлювача на зберігання конкретного матеріалу.
Не допускається наявність в повітрі складських приміщень парів лугів, кислот та інших агресивних речовин.
146. Перед видачею в роботу зварювальні матеріали прогартовуються або просушиваются за відповідними для них режимам відповідно до технічної документації заводу-виготовлювача.
147. Карбід кальцію зберігається в сухих провітрюваних приміщеннях, що виключають доступ до нього сторонніх осіб.
Чи не дозволяється розміщувати склади для зберігання карбіду кальцію в підвальних приміщеннях та низьких затоплюваних місцях.
Барабани з карбідом кальцію зберігаються на складах як у горизонтальному, так і у вертикальному положенні.
На механізованих складах дозволяється зберігати барабанів з карбідом кальцію в три яруси при вертикальному положенні, а при відсутності механізації - не більше трьох ярусів при горизонтальному положенні і не більше двох ярусів при вертикальному положенні. Між ярусами барабанів укладаються дошки товщиною 40-50 мм, просочені вогнезахисним складом. Горизонтально укладені барабани вживають запобіжних засобів від перекочування.
Ширина проходів між укладеними в штабелі барабанами з карбідом кальцію повинна бути не менше 1,5 м.
148. В приміщеннях ацетиленових установок, де відсутня проміжний склад карбіду кальцію, дозволяється зберігати карбід кальцію в обсязі добового завантаження, при цьому у відкритому вигляді може зберігатися не більше одного барабана.
149. Розкриті барабани з карбідом кальцію захищаються водонепроникними кришками.
150. В місцях зберігання і розкриття барабанів з карбідом кальцію забороняється куріння, користування відкритим вогнем і застосування іскроутворюючого інструменту.
151. Зберігання та транспортування балонів з газами повинні здійснюватися тільки з нагвинченими на їхні горловини запобіжними ковпаками. При транспортуванні балонів з газами не допускаються поштовхи і удари. До місць виконання зварювальних робіт балони з газами доставляються на спеціальних візках, ношах, санчатах з установкою прокладок між балонами і огорожею їх від можливого падіння.
Допускається транспортування балонів з газами на ресорному транспорті або на автокарах в горизонтальному положенні з установкою прокладок між балонами. Як прокладок можуть застосовуватись дерев'яні бруски з вирізаними гніздами для балонів, а також мотузкові або гумові кільця товщиною не менше 25 мм (по два кільця на балон) або інші прокладки, які захищають балони від ударів один об одного. Балони під час транспортування укладаються вентилями в один бік.
Забороняється переносити балони на плечах і в руках.
152. Балони з газами при їх зберіганні захищаються від дії сонячних променів і інших джерел тепла.
Балони, що встановлюються в приміщеннях, розміщуються на відстані не менше 1 м від приладів опалення і не менше 5 м - від джерел тепла з відкритим вогнем і печей.
153. Зберігання в одному приміщенні балонів з киснем і балонів з горючими газами, а також карбіду кальцію, фарб, масел і жирів забороняється.
154. Балони з пальним газом, що мають башмаки, зберігаються у вертикальному положенні в спеціальних гніздах, клітках та інших пристроях, що виключають їх падіння.
155. Балони, які не мають башмаків, зберігаються в горизонтальному положенні на рамах або стелажах. Висота штабеля в цьому випадку не повинна перевищувати 1,5 м. Клапани (вентилі) балонів закриваються запобіжними ковпаками і повинні звертатися в одну сторону.
156. Порожні газові балони зберігаються окремо від балонів, наповнених газами.
157. При зверненні з порожніми балонами з-під кисню або горючих газів дотримуються такі ж заходи безпеки, як при зверненні з наповненими балонами.
158. Після закінчення роботи балони з газами розміщуються в спеціально відведеному для зберігання балонів місці, що виключає доступ сторонніх осіб.
V. Прикінцеві положення
159. Федеральний державний нагляд за виконанням вимог Правил здійснюють посадові особи Федеральної служби з праці та зайнятості та її територіальних органів (державних інспекцій праці в суб'єктах Російської Федерації).
160. Керівники та інші посадові особи організацій, а також роботодавці - фізичні особи, винні в порушенні вимог Правил, притягаються до відповідальності в порядку, встановленому законодавством Російської Федерації.
Електронний текст документа
підготовлений ЗАТ "Кодекс" і звірений по:
Офіційний інтернет-портал
правової інформації
www.pravo.gov.ru, 26.02.2015,
N 0001201502260010
Роботи з підвищеною небезпекою
Роботами з підвищеною небезпекою є роботи, при виконанні яких на працівника можуть впливати небезпечні і (або) шкідливі виробничі фактори.
До робіт з підвищеною небезпекою відносяться:
вогневі роботи
Вимоги безпеки при проведенні вогневих робіт
До вогневих робіт (ОР) відносяться виробничі операції, пов'язані із застосуванням відкритого вогню, іскроутворенням і нагріванням матеріалів і конструкцій до температури, здатної спричинити займання: електрозварювання, газозварювання, бензорезка, керосінорезка, паяльні роботи, механічна обробка металу з утворенням іскор тощо .
На проведення всіх видів ЗР на тимчасових місцях (крім будівельних майданчиків і приватних домоволодінь) керівник об'єкта зобов'язаний оформити наряд - допуск у відповідність до вимог Правил пожежної безпеки (ППБ 01-03).
Загальні вимоги безпеки при виконанні електрозварювальних і газополуменевих робіт
Вимоги безпеки при виконанні електрозварювальних і газозварювальних робіт викладені в Міжгалузевих правилах з охорони праці при електро-і газозварювальних роботах (ПОТ РМ-020-2001).
Місця виробництва зварювальних і газополуменевих робіт повинні бути забезпечені засобами пожежогасіння.
Робочі місця зварників в приміщенні при зварюванні відкритою дугою повинні бути відокремлені від суміжних робочих місць і проходів негорючими екранами (ширмами, щитами) заввишки не менше 1,8 м.
При зварюванні на відкритому повітрі огорожі слід ставити у випадку одночасної роботи декількох зварювальників поблизу один від одного і на ділянках інтенсивного руху людей.
Зварювальні роботи на відкритому повітрі під час дощу та снігопаду повинні бути припинені.
Місця виробництва електрозварювальних і газополуменевих робіт на даному, а також на нижчих ярусах (при відсутності вогнетривкого захисного настилу або настилу, захищеного неспаленим матеріалом) повинні бути звільнені від горючих матеріалів у радіусі не менше 5 м, а від вибухонебезпечних матеріалів і устаткування (газогенераторів, газових балонів і т.п.) - в радіусі не менше 10 м.
В електрозварювальних апаратах і джерелах їх живлення елементи, що знаходяться під напругою, повинні бути закриті огороджувальними пристроями.
При різанні елементів конструкцій повинні бути вжиті заходи проти випадкового обвалення відрізаних елементів.
Електрозварювальна установка (перетворювач, зварювальний трансформатор і т.п.) повинна приєднуватися до джерела живлення через рубильник і запобіжники або автоматичний вимикач, а при напрузі холостого ходу більше 70 В необхідно застосовувати автоматичне відключення зварювального трансформатора.
Електрозварники повинні мати групу з електробезпеки не нижче II.
Для дугового зварювання необхідно застосовувати ізольовані гнучкі кабелі, розраховані на максимальну електричну навантаження з урахуванням тривалості циклу зварювання. З'єднання зварювальних кабелів слід проводити обпресуванням або паянням з наступною ізоляцією місць з'єднань.
Підключення кабелів до зварювального обладнання слід здійснювати за допомогою обпресувати або припаяних кабельних наконечників.
При прокладанні або переміщенні зварювальних проводів необхідно вживати заходів проти ушкодження їх ізоляції і зіткнення з водою, маслом, сталевими канатами і гарячими трубопроводами. Відстань від зварювальних проводів до гарячих трубопроводів та балонів з киснем має бути не менше 0,5 м, а з горючими газами - не менше 1 м.
Металеві частини електрозварювального устаткування, що не знаходяться під напругою, а також зварюються вироби і конструкції на весь час зварювання повинні бути заземлені, а у зварювального трансформатора, крім того, заземлення болт корпусу повинен бути з'єднаний із затискачем вторинної обмотки, до якого підключається зворотний провід.
Як зворотний провід або його елементів можуть бути використані сталеві шини і конструкції, якщо їх переріз забезпечує безпечне за умовами нагрівання протікання зварювального струму.
З'єднання між собою окремих елементів, які застосовуються як зворотний провід, слід бути надійним і виконуватись на болтах, затискачах або зварюванням.
Забороняється використовувати як зворотний провід металеві частини комунікацій: водопровід, теплопостачання, газопровід та ін., А також металеві конструкції будівель і корпуси технологічного обладнання.
Кріплення газопровідної рукавів на ніпелях пальників різаків і редукторів, а також в місцях з'єднання рукавів необхідно здійснювати стяжними хомутами.
Допускається обв'язувати рукава м'якої відпалений сталевий (в'язальної) дротом не менше ніж у двох місцях по довжині ніпеля.
Не допускається застосовувати бензорізи при виконанні газополум'яних робіт в резервуарах, колодязях та інших замкнутих ємностях.
Одночасне виробництво електрозварювальних і газополуменевих робіт всередині ємностей не допускається.
При виконанні електрозварювальних і газополуменевих робіт всередині ємностей або порожнин конструкцій робочі місця повинні забезпечувати витяжною вентиляцією.
У випадках виконання зварювальних робіт із застосуванням зріджених газів (пропану, бутану, аргону і вуглекислоти) витяжна вентиляція повинна мати відсмоктування знизу.
Зварювальний трансформатор, ацетиленовий генератор, балони зі зрідженим газом повинні розміщуватися поза ємностей, в яких проводиться зварювання.
При виробництві зварювальних робіт в погано провітрюваних приміщеннях малого об'єму, в закритих ємностях, колодязях і т.п. необхідне застосування засобів індивідуального захисту очей та органів дихання.
Освітлення при виробництві зварювальних або газополуменевих робіт всередині металевих ємностей повинно здійснюватися за допомогою світильників, установлених зовні, або ручних переносних ламп напругою не більше 12В.
Підготовка і проведення вогневих робіт на вибухонебезпечних і вибухопожежонебезпечних об'єктах.
Загальні вимоги
Вогневі роботи на діючих вибухонебезпечних і вибухопожежонебезпечних об'єктах (РД 09-364-00) допускаються у виняткових випадках, коли ці роботи неможливо провести в спеціально відведених для цієї мети постійних місцях.
Чи не дозволяється розміщувати постійні місця для проведення вогневих робіт у пожежонебезпечних та вибухопожежонебезпечних приміщеннях.
Вогневі роботи на вибухонебезпечних і вибухопожежонебезпечних об'єктах повинні проводитися тільки в денний час (за винятком аварійних випадків).
Підготовка і проведення вогневих робіт включає наступні заходи:
1. Оформлення робіт нарядом-допуском. На проведення всіх видів вогневих робіт на тимчасових місцях (крім будівельних майданчиків та приватних домоволодінь) керівник об'єкта зобов'язаний оформити наряд - допуск.
Наряд - допуск - це завдання на виконання вогневих робіт, оформлене на спеціальному бланку встановленої форми, яке визначає місце вогневих робіт, час їх початку і закінчення, обсяг і зміст підготовчих робіт, послідовність їх виконання, заходи безпеки при проведенні вогневих робіт, порядок контролю повітряного середовища і засоби захисту осіб, відповідальних за підготовку та проведення вогневих робіт, склад бригади.
Наряд - допуск оформляється, заповнюється і ведеться за спеціальною процедурою. Узгодження наряду - допуску проводиться відповідно до РД 09-364-00, п.п. 2.6 і 2.7.
2. Розробка інструкції з безпечного ведення вогневих робіт.
Вимоги інструкції з безпечного ведення вогневих робіт в організації повинні бути не нижче, встановлених типовою інструкцією.
3. Розробка заходів щодо безпечного проведення вогневих робіт.
4. Призначення осіб, відповідальних за підготовку та проведення вогневих робіт.
Керівник підрозділу, де проводяться вогневі роботи, Призначає осіб, відповідальних за їх підготовку і проведення. Перелік осіб, що призначаються відповідальними за підготовку вогневих робіт, затверджується керівником організації.
5. Проведення підготовчих робіт (технічних заходів).
6. Допуск до роботи, інструктаж виконавців.
Допуск до виконання вогневих робіт здійснює особа, відповідальна за їх проведення, після приймання обладнання і перевірки стану повітряного середовища. Перед початком вогневих робіт особа, відповідальна за їх проведення, проводить цільовий інструктаж з виконавцями щодо дотримання заходів безпеки.
7. Контроль за виконанням вимог, що пред'являються до персоналу.
До проведення вогневих робіт допускаються особи, які пройшли спеціальну підготовку, що мають кваліфікаційне посвідчення і талон з техніки пожежної безпеки. Особи, допущені до проведення вогневих робіт, повинні один раз на рік проходити перевірку знань з охорони праці та щорічно проходити медичний огляд. До самостійної роботи не допускаються особи молодше 18 років і учні.
8. Контроль під час ведення вогневих робіт.
Керівник структурного підрозділу забезпечує контроль за дотриманням вимог інструкції з безпечного ведення вогневих робіт. Контроль повітряного середовища здійснює особа, відповідальна за підготовку вогневих робіт.
9. Спостереження за місцем виробництва вогневих робіт після їх закінчення.
Начальник зміни перевіряє місце, де виконувалися вогневі роботи, та забезпечує спостереження за ним протягом 3-х годин з метою виключення можливості загоряння.
Зварювання відноситься до робіт з підвищеною небезпекою, що тягне за собою ряд вимог, виконання яких є обов'язковим. Основними небезпечними факторами при зварювальних роботах є:
- небезпека ураження електричним струмом при виконанні зварювальних робіт дугового зварювання;
- опіки шкірного покриву і органів зору випромінює енергією електричної дуги і бризками розплавленого металу;
- негативний вплив на організм людини газів, парів ч пилу, що виділяються в процесі зварювальних робіт;
- механічний травматизм в процесі складальних робіт і підготовці деталей до зварювання;
- вибухонебезпечність балонів з пальним газом і ацетиленових генераторів;
- пожежна небезпека попри всі вогневих роботах;
- радіаційне ураження при радіаційному методі контролю зварних з'єднань;
- при монтажних роботах з'являється небезпека, пов'язана з роботою на висоті.
У зв'язку з вищепереліченим до зварювальних робіт допускаються тільки особи, які досягли 18-річного віку та пройшли спеціальну підготовку і медичне обстеження.
Електрична безпека зварника
Під електричної безпекою зварника на увазі комплекс заходів, покликаних унеможливлювати ураження електричним струмом. Особливості організму людини такі, що електричний струм силою від 0,05 А і більш при частоті 50 Гц виявляється небезпечним і може викликати смертельний результат.
Ступінь небезпеки електричного струму залежить від багатьох факторів, і в кожному конкретному випадку може коливатися в значних межах. Але в будь-якому випадку вважають, що для людини сила струму, що проходить через організм, не повинна перевищувати 0,1 А. Ураження електричним струмом відбувається при дотику до струмоведучих частин обладнання або проводки, що знаходяться під напругою. У цьому випадку через тіло людини проходить струм, сила якого залежить від величини напруги і електричного опору організму, яке змінюється в залежності від того, в якому стані людина перебуває (стомленість, розслабленість і ін.). Прийнято вважати, що величина електричного опору тіла людини дорівнює 1000 Ом, але в кожному конкретному випадку ця величина може змінюватися.
Величина напруги, під яким може виявитися людина, залежить від величини напруги холостого ходу джерела живлення зварювальної дуги. Напруга джерела живлення нормальної зварювальної дуги зазвичай досягає 90 В, а стислої дуги -200 В.
З наведеного розрахунку видно, що в нормальних умовах електрична безпеку зварника забезпечується, але при зміні умов (підвищена вологість, ослаблений організм і т.д.) ці умови можуть різко змінитися і сила струму стане небезпечною. Тому слід передбачити додаткові заходи, що сприяють зниженню сили струму, що проходить через тіло зварника.
Найпершим і найбільш ефективним засобом захисту від ураження електричним струмом є заземлення обладнання і деталей, що зварюються і забезпечення надійної ізоляції.
З метою електричної безпеки напруга холостого ходу зварювального обладнання обмежують до наступних величин:
- генератори постійного струму - до 80 А;
- трансформатори - до 90 А.
кожен зварювальний апарат забезпечують окремим заземлювальним проводом, приєднуються безпосередньо до заземлювальної магістралі. Заземлення джерел живлення виконується до включення їх в силову мережу, а зняття їх повинно здійснюватися тільки після відключення від силової мережі. Крім цього застосовують захисні огорожі, автоблокування, індивідуальні засоби захисту. Забороняється використання технологічного обладнання, конструкцій електроустановок та контуру заземлення в якості зворотного зварювального дроту.
Електрозварювальне обладнання має регулярно (не рідше одного разу на місяць) піддаватися перевірці на:
- відсутність замикання на корпус;
- цілісність заземлюючого проводу;
- відсутність оголених струмоведучих частин;
- відсутність замикання між обмотками високої та низької напруги;
- справність блокувань.
Підключення зварювальних трансформаторів до електричної мережі повинно здійснюватися:
- однофазних трансформаторів - за допомогою три гнучкого шлангового кабелю, третя жила якого повинна бути приєднана до заземлювального болта корпуса зварювального апарату і до заземлительного шині джерела живлення поза комутаційного апарату;
- трифазних трансформаторів - за допомогою чотирижильного кабелю, четверта жила якого використовується для заземлення.
Провід, які підключаються до зварювального апарата, повинні бути надійно заізольовані і захищені від впливу високої температури і механічних пошкоджень.
Усі електрозварювальні установки повинні бути надійно заземлені. Схема підключення заземлення зварювального трансформатора представлена на малюнку.
Оглядати і чистити зварювальну установку і її пускову апаратуру слід щомісяця. Опір ізоляції обмоток зварювальних трансформаторів та перетворювачів струму повинен перевірятися після закінчення всіх видів ремонтів, але не рідше одного разу на рік. Опір ізоляції обмоток трансформатора відносно корпусу та між обмотками має бути не менше 0.5 МОм.
При введенні в експлуатацію і після капітального ремонту ізоляція зварювальних трансформаторів має протягом 1 хвилини випробовуватися підвищеною напругою частотою 50 Гц, яке повинно відповідати значенням, наведеним в таблиці.
| Місце прикладання напруги | Випробовуване напруга В, при напрузі живлення трансформатора, В | |
| до 380 | Вьше 380 | |
| Між первинною обмоткою та корпусом | 1800 | 2250 |
| Між вторинною обмоткою та корпусом | 1800 | 1800 |
| Між первинною та вторинною обмотками | 3600 | 4050 |
Випробування ізоляції трансформаторів
При зовнішніх зварювальних роботах обладнання повинно бути надійно захищене від дощу і снігу. Зовнішні зварювальні роботи під час негоди заборонені. Зварювання в зимових умовах і під час дощу виконують під спеціальним навісом або іншим укриттям, стежачи за тим, щоб робоче місце зварника було сухим.
Під час виконання зварювальних робіт зварник повинен дотримуватися таких вимог:
- перевірка (зовнішнім оглядом) справності ізоляції зварювальних проводів та електродотримачів, а також надійність з'єднання усіх контактів перед початком зварювальних робіт;
- попереджати оточуючих про очікуване запалюванні дуги - при виконанні робіт з підручним або у складі бригади;
- від'єднувати від електричної мережі пересувні зварювальні апарати - під час їх переміщення;
- вимикати зварювальний апарат під час перерви в роботі і під час відсутності зварника на робочому місці;
- усувати помічені неполадки в зварювальної установки - після зняття напруги;
- користуватися разом з підручним засобами індивідуального захисту: захисна каска, захисний щиток і окуляри (під час зачистки зварних швів), Рукавиці з іскростойкіх матеріалів і з низькою електропровідністю.
При роботі в закритих резервуарах повинні дотримуватися додаткових заходів захисту. Для цього застосовують захисні килимки, калоші і гумові шоломи, а освітлення виконують переносними світильниками з напругою не більше 12 В. Крім того, в цих умовах повинен бути спостерігач, який гарантує безпеку робіт і при необхідності готовий надати першу допомогу потерпілому.
Пожежна безпека при проведенні зварювальних робіт
Зварювальні роботи можуть стати причиною пожежі, якщо не виконуються елементарні вимоги протипожежного захисту. Причиною пожежі можуть стати іскри і краплі розплавленого металу, недбале поводження з вогнем зварювального пальника, наявність на робочому місці горючих рідин і газів, захаращеність в місці вогневих робіт.
Небезпека пожежі особливо слід враховувати на будівельно-монтажних майданчиках і при ремонтних роботах, у місцях непристосованих для зварювання і т.д .. Тому в місцях зварювальних робіт слід суворо дотримуватись заходів протипожежного захисту, правильно організовуючи робоче місце. Якщо зварювальні роботи проводяться на висоті, то слід враховувати огородження робочого місця і очищення від горючих матеріалів у радіусі, вказаному в таблиці.
Розміщення в зазначених межах будівельні матеріали, настили, конструкції і т.д. необхідно захистити від попадання на них іскор металевим екраном, покривалом з негорючого матеріалу або іншими доступними засобами. В крайньому випадку матеріали можна полити водою. Двері в суміжні зі зварюванням приміщення повинні бути постійно закриті, технологічні люки закриті вогнестійкими матеріалами.
Зварювальні роботи, які проводяться в місцях проходів або проїздів, повинні бути огороджені з вивішуванням попереджувальних плакатів. Все технологічне обладнання, на якому передбачені зварювальні роботи, має бути попередньо підготовлено і приведено в стан, що задовольняє протипожежним заходам.
Робоче місце зварника обладнується засобами первинної протипожежного захисту. Після закінчення зварювальних робіт виконавець зобов'язаний ретельно оглянути місце їх проведення, усунути можливі джерела пожежі. Якщо зварювальні роботи проводилися на трасах подачі палива, в кабельних спорудах, складах з горючими матеріалами та інших пожежонебезпечних місцях, то протягом 3-х годин після роботи необхідно організувати спостереження за цим місцем.
Захист від опіків при проведенні зварювальних робіт
Опіки, викликані зварювальної дугою, становлять небезпеку, особливо для очей. Яскравість світлових променів зварювальної дуги значно перевищує норму, допустиму для людського ока.
Ультрафіолетові промені, Що є однією зі складових світлового потоку дуги, навіть при короткочасній дії протягом декількох секунд викликають захворювання очей, зване електроофальміей. Захворювання супроводжується гострим болем, різзю в очах, сльозотечею, спазмами століття.
При значному ураженні очей світловим потоком зварювальної дуги можна навіть осліпнути. Тривале перебування під впливом світлового потоку дуги на шкіру викликає її опіки. Крім цього іскри, розсіюються під час зварювальних робіт здатні викликати опіки. Тому всі учасники зварювального процесу повинні користуватися захисними пристосуваннями.
При електрозварювальних роботах основним таким пристосуванням є захисна маска, Оглядовий отвір якої оонащено світлофільтром, що затримує інфрачервоні і ультрафіолетові промені і знижує яскравість світлового потоку дуги.
газозварники користуються захисними окулярами, Що знижують яскравість світла. Вибір світлового фільтру виробляють в залежності від потужності дуги і способу зварювання. Для захисту від опіків шкірного покриву застосовують брезентову спецодяг і рукавиці. Забороняється виконувати зварювальні роботи з засуканими рукавами і розстебнутим коміром. Спецодяг і взуття зварювальника повинні забезпечувати оптимальний теплообмін організму при роботі з фізичними навантаженнями, ефективно захищати від бризок розплавленого металу і небезпечних метеофакторов, мати оптимальні вагові характеристики, не утрудняти свободу рухів, відповідати естетичним вимогам.
для захисту ніг слід застосовувати шкіряну (влітку) або повстяну (взимку) взуття, що захищає від теплового випромінювання, холоду, іскор, бризок розплавленого металу.
Руки захищають рукавицями від теплового випромінювання, контакту з нагрітими вище 45 ° С поверхнями, від низьких температур і зварювальних бризок.
Для захисту оточуючих від світлового потоку і іскор розплавленого металу використовують перегородки, переносні ширми і т.д.
Вибухобезпека зварника
Ємності, в яких зберігалися легкозаймисті речовини перед зварюванням слід відключити від трубопроводів, а потім очистити і промити гарячою водою з каустичною содою, пропарити, просушити і провентилювати. У процесі підготовки до зварювальних робіт ємність потрібно провентилювати не менше ніж 5 -6 кратної зміною повітря. Безпосередньо перед зварювальними роботами слід перевірити наявність вибухонебезпечних концентрацій газів або парів, використовуючи для цього газоаналізатор.
В процесі роботи потрібно постійно стежити за станом в ємності повітря, особливо у верхній і нижній її частинах. Проби повітря відбирають шлангом, кінець якого опускають в ємність не більше ніж на один метр від рівня підлоги і 20 - 30 см від її стелі. Якщо проби повітря вказують на наявність газів, зварювальні роботи слід припинити, а ємність провентилювати. Під час ручних зварювальних робіт рекомендують подавати чисте повітря безпосередньо під щиток зварника.
У разі виконання вогневих робіт з використанням зріджених газів (пропану, бутану і т.д.) і вуглекислоти витяжна вентиляція повинна виробляти відсмоктування з нижньої частини ємності.
Працівник, який перебуває безпосередньо в ємності, повинен бути забезпечений рятувальним Лямочні поясом і страхувальним канатом. Один кінець рятувального пояса кріплять до поясу зварника, а другий повинен знаходитися в руках страхує робітника.
Страхує працівник забезпечується тими ж засобами захисту, що і працюючий всередині ємності. Він не повинен відходити від люка до тих пір, поки там знаходиться зварювальник.
При газозварювальних роботах вибухи можливі під час неправильного транспортування, зберігання та використання балонів із стисненими газами. При процесах газополум'яної обробки можливі вибухи ацетиленових генераторів від зворотного удару полум'я, якщо не спрацює водяний затвор. До вибухів призводить наявність масла на штуцері кисневого балона або на редукторі.
В процесі роботи газові балони необхідно захищати від сонячних променів і інших джерел тепла. Приміщення, в якому зберігаються балони, має бути розташоване на відстані не менше 25 м від місця, де проводяться газополумяні роботи. В одному приміщенні можуть зберігатися балони тільки з однорідними газами, порожні балони зберігають окремо від повних.
При транспортуванні балони укладають вентилями в один бік і перевозять в горизонтальному положенні з обов'язковим застосуванням прокладок. Балони укладають тільки в один ряд. У кузові автомобіля не повинно бути слідів масла, жиру, а також промаслених предметів.
В процесі вантажно-розвантажувальних робіт не можна знімати балони з автомобіля ковпаками вниз. Чи не дозволяється переносити балони на руках. У випадках виявлення негерметичності балона його необхідно винести в безпечне місце і по можливості обережно випустити з нього газ. В межах виробничих відтворю майданчики балони транспортують на спеціальному візку або носилках.
Особливу обережність слід дотримуватися в поводженні з кисневими балонами. У струмені кисню горять багато речовин, включаючи метали, а легкозаймисті рідини (масла, жири, нафта і т.п.) горять з вибухом. Тому особи, які контактують з кисневими балонами, повинні працювати в чистому одязі, на руках і інструменті не повинно бути слідів масел і жирів.
Якщо в процесі газозварювальних робіт тиск в балоні виявилося вище допустимого, потрібно короткочасними відкриванням вентиля випустити частину газу в атмосферу або охолодити балон водою. Під час випускання газу з балона працюючий повинен знаходитися в протилежній від струменя газу стороні. У разі зворотного удару необхідно перекрити на пальнику спочатку вентиль горючого газу, а потім кисню. мундштук газового пальника охолоджують водою. При охолодженні мундштука потрібно стежити за тим, щоб вентилі були повністю перекриті, в іншому випадку на поверхні води може накопичуватися газ, створюючи вибухонебезпечну суміш.
Звертатися з порожніми балонами слід так само, як і з повними. Порожні балони здають на склад або на завод для заповнення із заглушками і закритими вентилями при залишковому тиску газу. Залишок газу в ацетиленових балонах повинен бути не менше значень, зазначених в таблиці.
Допустимі залишкові тиски в ацетиленових балонах
Переносні ацетиленові апарати встановлюють поза приміщеннями під навісом. Для виконання тимчасових робіт допускається установка ацетиленового апарату в приміщенні, обсяг якого не менше 300 м3 на кожен апарат, за умови, що це приміщення добре вентилюється. Встановлювати ацетиленовий генератор ближче 10 м від вогневих робіт забороняється. Звертатися з ацетиленовим апаратом слід обережно, так як він може вибухнути внаслідок вибухонебезпечних сумішей ацетилену з повітрям або киснем, при неприпустимому підвищенні температури або тиску ацетилену.
Запобіжний затвор повинен перевірятися щорічно гідравлічним тиск 6 МПа Щільність прилягання зворотного клапана до сідла повинна перевірятися після його установки і поїв кожного проникнення в затвор полум'я.
Забороняється залишати працюючий ацетиленовий апарат без нагляду, не можна працювати без водяного затвора і в випадках його несправності, забороняється працювати з несправними запобіжними клапанами або ставити замість них заглушки.
Не можна працювати на карбідному пилу, завантажувати карбід в мокру тару, завантажувати апарат понад встановлену норму і використовувати карбід завищеної грануляції. Не слід проштовхувати карбід кальцію в лійку апарата металевими прутами та іншими предметами, здатними викликати іскру.
Захист органів дихання зварника
Під час зварювальних робіт з'являються шкідливі гази і аерозолі, кількість і склад яких залежать від способу зварювання, зварювальних металів і зварювальних матеріалів, режиму зварювання. Особливо небезпечні для здоров'я аерозолі марганцю, які можуть викликати тривале і стійке ураження нервової системи, аж до паралічу. Багато оксиди, потрапляючи на слизову оболонку органів дихання руйнують її, викликають алергічні явища, кровотеча і навіть бронхіальну астму. Особливо небезпечні оксиди хрому.
При зварюванні кольорових металів в навколишнє середовище виділяються шкідливі газоподібні сполуки, отруєння якими може згубно позначитися на здоров'ї. Тому для захисту органів дихання зварника і підручного робочого слід застосовувати захисні маски зварювальника і фільтруючі респіратори.
Для того щоб респіратор не заважав в процесі роботи, потрібно користуватися полегшеними конструкціями типу «Сніжок» 201 і 301 моделі, які задовольняють наступним вимогам:
- респіратори одночасно захищають органи дихання від дуже токсичних як твердих, так і газових складових зварювального аерозолі;
- респіратори сумісні з іншими засобами захисту обличчя, очей, голови (щитком, окулярами, каскою);
- респіратори забезпечують мінімальне навантаження на дихальну систему, м'які тканини обличчя і голову.
Технічні характеристики респіраторів типу «Сніжок», що випускаються серійної промисловістю, наведені в таблиці 1.
Таблиця 1. Характеристики респіраторів типу «Сніжок»
Крім засобів індивідуального захисту робоче місце зварника обладнується припливно-витяжною вентиляцією, що забезпечує оптимальний склад навколишнього повітря.
Кількість виділених під час зварювальних робіт домішок на 1 кг витрачається зварювального матеріалу в залежності від способу зварювання наведено в таблицях 2 і 3.
Таблиця 2. При зварюванні в середовищі інертного газу
Таблиця 3. При зварюванні в середовищі вуглекислого газу
робочим місцем електрозварника є закріплений за робітником або бригадою ділянка виробничої площі, оснащеної відповідно до вимог здійснюваного технологічного процесу певним устаткуванням, інструментом, пристосуваннями і т.д.
При обслуговуванні робочого місця необхідно:
- своєчасно отримувати змінні завдання, наряди і креслення;
- підтримувати обладнання в працездатному стані;
- воевременно доставляти на робоче місце матеріали, заготовки, електроди і т.п .;
- контролювати якість продукції, що виготовляється;
- підтримувати належний порядок на робочому місці.
робочі кабіни служать для захисту зварників від випромінювання дуги в постійних місцях зварювання. Для кожного робочого встановлюють окрему кабіну розміром 2 х 2,5 м. Її стіни можуть бути виконані з тонкого заліза, фанери або брезенту. Фанера і брезент повинні бути просочені вогнестійким складом, наприклад розчином алюмокалієвих квасцов. Каркас кабіни виготовляють з труби або кутової сталі, підлога - з вогнестійкого матеріалу (цегла, бетон або цемент). Стіни фарбують у світло-сірий колір фарбами, добре поглинають ультрафіолетове випромінювання (цинкові або титанові білила, жовтий крон). Освітленість кабіни повинна становити не менше 80 лк. Кабіну обладнають місцевою вентиляцією (рис. 6.1) з подачею повітря 40 м 3 / год на кожного робітника.
Мал. 6.1. Схема відсмоктування газів, що виділяються при зварюванні, від зварювального поста:
1 - повітропровід; 2 - шибер; 3 - воздухоприемник; 4 - штампована решітка; 5 - козирок
Вентиляційну віддушину повинен розташовуватися так, щоб гази, що виділяються при зварюванні, проходили в стороні від зварника. Зварювання деталей виробляють на робочому столі. Кришку столу товщиною 20 ... 25 мм виготовляють з чавуну. Зварювальний пост оснащений генератором, випрямлячем або зварювальним трансформатором (рис. 6.2).
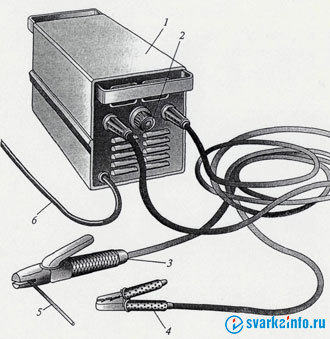
Мал. 6.2. Електрозварювальне обладнання:
1 - зварювальний трансформатор; 2 - ручка регулювання струму; 3 - електротримач; 4 - заземлювальний затискач; 5 - електрод; 6 - мережевий шнур
Електротримачі застосовують для закріплення електрода і підведення до нього струму при ручному зварці. Їх основні характеристики приведені в табл. 6.1.
Таблиця 6.1. характеристики електротримач
Електротримачі повинні забезпечувати можливість захоплення електрода не менше ніж у двох положеннях: перпендикулярно і під кутом 115 ° і більше до осі електротримачі. Необхідно, щоб конструкція електротримачі дозволяла робити заміну електрода за час, що не перевищує 4 с. Струмопровідні частини електротримач повинні мати надійну ізоляцію опором не менше 5 МОм, щоб уникнути випадкового безпосереднього контакту зі зварюваних виробом або руками зварника.
Ізоляція рукоятки повинна витримувати без пробою випробувальну напругу 1500 В частотою 50 Гц протягом 1 хв.
Температура зовнішньої поверхні рукоятки при номінальному режимі роботи не повинна підвищуватися більш ніж на 55 ° С. Необхідно, щоб поперечний переріз рукоятки в місці обхвату долонею зварника вписувалося в коло діаметром не більше 40 мм.
Електротримачі повинні мати достатню механічну міцність. Схеми деяких типів електротримач показані на рис. 6.3.
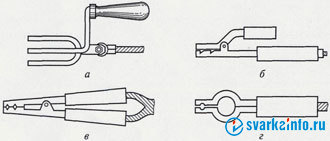
Мал. 6.3. Типи електротримач: а - навантажувач; б, в - щипцевого; г - з пружним кільцем
Таблиця 6.2. Площі перетину зварювального дроту в залежності від сили зварювального струму
До додатковому інструменту зварника відносяться гвинтові затискачі, дротяні щітки, клейма, зубила і молотки. Для приєднання проводу до виробу застосовують гвинтові затискачі типу струбцин, в які кінець дроту впаивают твердим припоєм. Затискачі повинні забезпечувати щільний контакт зі зварюваних виробом.
Для зачистки швів і видалення шлаку застосовують дротяні щітки - ручні і з електроприводом.
Для таврування швів, вирубки дефектних місць, видалення бризок і шлаку служать клейма, зубила і молотки.
Для зберігання електродів при зварюванні на монтажі застосовують брезентові сумки довжиною 300 мм, що підвішуються до поясу зварника. У цехових умовах для цієї мети використовують стакани аналогічної довжини, виготовлені з відрізка труби діаметром 50 ... 75 мм, з привареним денцем-підставкою.
зварювальні дроти служать для підведення струму від зварювальної машини або трансформатора до електротримачі і зварювального виробу. Електротримач постачають гнучким ізольованим гумовим проводом, сплетеним з великого числа відпалених і облуженних мідних дротів діаметром 0,18 ... 0,2 мм.
Безпека електрозварювальних робіт
До виконання електрозварювальних робіт допускаються особи, які досягли 18-річного віку, які пройшли спеціальне виробниче навчання, мають посвідчення на право виконання робіт і отримали другу кваліфікаційну групу з електробезпеки.
Щорічно комісія під керівництвом головного інженера проводить перевірку знань електрозварників для продовження на рік посвідчення, що підтверджує другу кваліфікаційну групу з електробезпеки. До складу комісії повинен входити енергетик з кваліфікаційною групою з електробезпеки не нижче п'ятої.
При зварюванні на об'єктах, які курирує Держнаглядохоронпраці, усі зварники повинні бути атестовані відповідно до Правил атестації зварників і фахівців зварювального виробництва і Технологічним регламентом проведення атестації зварників і фахівців зварювального виробництва, затвердженим Постановою Держгіртехнагляду Росії від 25 червня 2002 № 36.
Всі роботи по установці, ремонту і спостереження за електрозварювальними апаратами повинен виконувати електромонтер, що має кваліфікаційну групу з електробезпеки не нижче третьої. Підключати електрозварювальний апарат до джерела живлення, замінювати запобіжники і виробляти якої б то не було ремонт електрозварювальної установки зварнику забороняється.
Все електрозварювальне обладнання повинно бути в захищеному виконанні, а обертові частини зварювальних генераторів необхідно обладнати огорожами.
Пересувні зварювальні апарати з двигуном внутрішнього згоряння повинен обслуговувати моторист, який має посвідчення про допуск до цієї роботи. Зазначені апарати заземляють металевим штирем, забиває в землю і приєднаним до корпусу апарата. Число штирів, їх діаметр і довжину визначають розрахунковим шляхом, виходячи з того, що їх опір не повинно перевищувати 4 Ом.
Якщо не представляється можливим забезпечити захисне заземлення, то необхідно користуватися пристроєм захисного відключення.
На кожному ящику рубильника включення (ЯРВ), до якого підключають зварювальний апарат, повинен бути надійний замок. На ящику необхідно написати незмивною фарбою: «Небезпечно для життя. Напруга 380 В. Відповідальний ....... ». На внутрішній стороні дверцят ящика поміщають схему підключення трансформатора, вказують його потужність і допустиму силу струму плавких вставок.
Електрозварювальні установки реєструє головний механік організації. У нього знаходяться їхні паспорти та інструкції по експлуатації. На всіх зварювальних трансформаторах, апаратах і перетворювачах повинні бути заводські та інвентарні номери, під якими вони зареєстровані в журналі головного механіка.
Кожен електрозварювальний апарат підключають до індивідуального рубильника проводом відповідного перерізу, при цьому відстань між апаратом і стіною складає не менше 0,5 м.
Приєднувати апарат до мережі слід відповідно до маркування висновків на затискачах.
Органи управління електрозварювальними апаратами (рубильники, пакетні вимикачі, кнопки, пускачі та ін.) Повинні мати надійні фіксатори або огорожі, які запобігають їх мимовільне або довільно включала (відключення).
При одночасному використанні кількох зварювальних трансформаторів їх необхідно розміщувати таким чином, щоб відстань між ними становила не менше 0,35 м, а ширина проходів - не менше 0,8 м.
Виробництво електрозварювальних робіт допускається при виконанні вимог інструкції з протипожежної безпеки та з обов'язковим погодженням виду робіт з представником Державного пожежного нагляду. При роботі в пожежонебезпечних приміщеннях електрозварники проходять навчання правилам пожежної безпеки, по завершенні якого органи пожежної інспекції видають контрольний талон.
Забороняється провадити електрозварювальні роботи в місцях, де є займисті речовини і матеріали. Місця вогневих робіт і розміщення електрогенераторів повинні бути очищені від горючих матеріалів у радіусі не менше 5 м. Електрозварювальні роботи в споруджуваних холодильниках можна вести тільки в камерах і відсіках, звільнених від горючих матеріалів.
Зварювальні апарати повинні мати захисні пристрої з боку мережі живлення.
Напруга холостого ходу зварювального трансформатора на низькій стороні не повинно перевищувати 75 ... 110 В.
Корпус електрозварювального апарату, вторинну обмотку трансформатора і зварюваний предмет слід надійно заземлити до підключення їх до мережі, і це заземлення не повинно порушитися до відключення апарату від мережі.
Для приєднання заземлюючого проводу на корпусі зварювального апарату, в доступному місці, необхідно встановити болт діаметром 5 ... 8 мм, і забезпечити його написом: «Земля». Над клемами зварювальних трансформаторів повинні бути козирки і надписи: «Висока сторона» і «Низька сторона».
Схеми підключення зварювальних трансформаторів до мережі напругою 380 і 220 В наведені на рис. 6.4 і 6.5.
Забороняється використовувати технологічне обладнання, металеві конструкції будівель, комунікації, мережі заземлення і занулення, залізну арматуру, конструкції електроустановок, водопровідні, опалювальні і каналізаційні стояки в якості зворотного нульового проводу.
Зворотним проводом може служити сталева шина будь-якого профілю, зварювальний плита, стелаж або сама зварна конструкція в тому випадку, якщо їх переріз забезпечує безпечне, з точки зору можливого нагрівання, протікання зварювального струму.
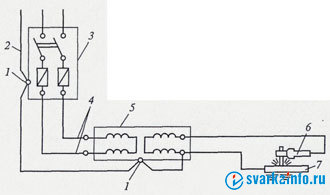
Мал. 6.4. Схема підключення зварювального трансформатора до мережі напругою 380 В:
1 - заземлювальні болти; 2 - заземлення мережі; 3 - ЯРВ; 4 - живлять фазові дроти; 5 зварювальний трансформатор; 6 - електротримач; 7 - зварювальна деталь
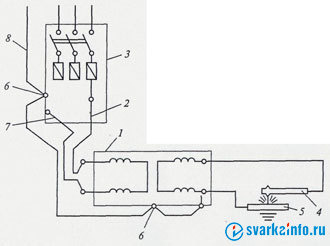
Мал. 6.5. Схема підключення однофазного зварювального трансформатора до мережі напругою 220 В:
1 - зварювальний трансформатор; 2 - живить фазовий провід; 3 - ЯРВ; 4 - електротримач; 5 - зварювальна деталь; 6 - заземлюючі болти; 7 - нульовий провід; 8 - заземлення
Окремі елементи зворотного проводу повинні бути з'єднані один з одним болтами, струбцинами або затискачами.
Електропроводка між зварювальною установкою і електротримач повинна бути виконана з дроту відповідно до державного стандарту, з урахуванням сили струму і дотриманням умов безпеки.
Необхідно вживати заходів проти пошкодження ізоляції на проводах (кабелях) і виключати їх зіткнення з водою, маслом, сталевими канатами, шлангами з горючими газами і гарячими трубопроводами. Застосування електрозварювальних проводів з пошкодженим обплетенням чи ізоляцією забороняється. Якщо немає можливості замінити пошкоджений дріт, то необхідно укласти його в гумовий шланг.
Довжина проводів між живильною мережею і пересувними зварювальними апаратами не повинна перевищувати 10 м, причому дроти слід захищати від механічного пошкодження.
Зварювальні дроти слід з'єднувати за допомогою гарячої пайки, зварювання, за допомогою з'єднувальних муфт, що мають ізолюючу оболонку, причому місця паяних і зварних з'єднань проводів повинні бути ретельно ізольовані.
При переміщенні зварювального апарату його необхідно відключати від електричної мережі.
Рукоятку електротримачі для ручного зварювання виготовляють з теплоізолюючого діелектричного матеріалу. Електротримач повинен забезпечувати надійний затиск і швидку зміну електродів, а також виключати можливість короткого замикання корпусу електротримачі на зварювану деталь при тимчасових перервах у роботі або при випадковому його падінні на металеві предмети.
Перед початком робіт електрозварник зобов'язаний перевірити ізоляцію електропроводи і електротримачі, наявність і правильність заземлення корпусу зварювального апарату, вторинної обмотки трансформатора, деталі, що зварюється і кожуха рубильника, надійність з'єднань електропроводів з апаратом, а також переконатися у відсутності на робочому місці легкозаймистих речовин (відстань від місця виробництва електрозварювальних робіт до легкозаймистих предметів має становити не менше 10 м, а при вітрі, направленому в бік легковосплам няющих речовин, - не менше 20 м).
Для заземлення зварювальних перетворювачів і зварювальних трансформаторів необхідно:
- з'єднати заземлюючий болт на корпусі зварювального перетворювача чотирижильним шланговим кабелем з заземляющей житлової;
- для харчування однофазного зварювального трансформатора при міняти трижильний шланговий кабель з заземляющей житлової, яка приєднується одним кінцем до корпусу, а іншим - до заземлювального болта на ЯРВ;
- заземлити низьку сторону зварювального трансформатора (з боку проводу, який приєднується до зварюваної деталі).
Підвищена небезпека виникає при заміні електрода, коли зварювальник торкається рукою до нього або оголеним частинам електротримачі. Тому категорично забороняється доторкатися іншою рукою до зварюваної деталі.
Не дозволяється здійснювати електрозварювальні роботи під час грози, під дощем або снігом.
Електрозварник зобов'язаний ретельно заправляти спецодяг та взуття для забезпечення надійного захисту від бризок розплавленого металу (брезентові куртки і штани надягають навипуск, кишені куртки закривають клапанами, черевики щільно зашнуровують).
При виконанні робіт в особливо небезпечних приміщеннях і резервуарах електрозварювальний апарат повинен мати електроблокування, що забезпечує автоматичне відключення зварювального ланцюга при заміні електрода в режимі холостого ходу.
Забороняється проводити зварювання на посудинах, що перебувають під тиском, а також всередині судин, які не очищені від легкозаймистих, вибухонебезпечних, горючих та токсичних матеріалів (після очищення такі ємності повинні бути перевірені на відсутність небезпечних і шкідливих речовин). Крім того, не дозволяється проводити зварювання свіжопофарбованих конструкцій і трубопроводів до повного висихання фарби.
Діелектричні рукавички, калоші і килимок електрозварник зобов'язаний застосовувати при зварюванні в замкнутому просторі і на вулиці після дощу або снігопаду.
Електрозварювальний апарат необхідно регулярно, не рідше одного разу на місяць, перевіряти:
- на відсутність замикання на корпус;
- цілісність заземлюючого проводу;
- справність ізоляції живильних проводів (опір ізоляції має становити не менше 0,5 МОм);
- відсутність оголених струмоведучих частин;
- відсутність замикання між обмотками високої та низької напруги.
Після закінчення зварювальних робіт необхідно навести порядок на робочому місці. У разі виявлення тліючих предметів потрібно залити їх водою.
При пересувному зварювальному посту повинні бути вуглекислотний вогнегасник, повсть або кошма, лопата, лом і сокиру.
Всі зварювальні роботи повинні виконуватися відповідно до вимог «Правил безпеки при роботі з інструментом і пристосуваннями».
До електрозварювальних і газозварювальних робіт допускаються особи не молодше 18 років, які пройшли спеціальну підготовку і перевірку теоретичних знань, практичних навичок, знань з техніки безпеки і мають посвідчення зварників. Всі зварювальники повинні проходити перевірку знань інструкції з охорони праці.
Проходи між джерелами зварювального струму повинні бути не менше 0,8 м. Проходи між групами зварювальних трансформаторів повинні мати ширину не менше 1 м. Забороняється встановлення зварювального трансформатора над регулятором струму.
Забороняється провадити електрозварювальні роботи під час дощу та снігопаду, за відсутності намету на електрозварювальних обладнанням і робочим місцем. При електрозварювальних роботах в сирих місцях зварювальник повинен стояти на настилі із сухих дощок або на діелектричному килимі.
При будь-яких відлучення з робочого місця зварювальник повинен відключити зварювальний апарат. При електрозварювальних робіт зварювальник повинен користуватися індивідуальними засобами захисту: щиток, службовець для захисту обличчя та очей, рукавиці для захисту рук. Одяг повинен бути з негорючих матеріалів з низькою електропровідністю, шкіряні черевики.
При газозварювальної роботі забороняється зберігати балони з киснем в одному приміщенні з балонами для горючих газів, а також з карбідом кальцію, фарбами і маслами (жирами). Балони необхідно переміщати на спеціальних візках, контейнерах та інших пристроях, що забезпечують стійке положення балонів. Забороняється перенесення балонів на плечах і руках. Балон з витоком газу не повинен застосовуватися для роботи або транспортування.
Забороняється підігрівати балони для збільшення тиску. При проведенні газозварювальних робіт забороняється палити і користуватися відкритим вогнем на відстані менше 10 метрів від балонів з газом. Загальна довжина шлангів повинна бути не більше 30 м. До приєднання шланга до пальника, його необхідно продути робочим газом. Кожні п'ять років балон для газу повинен проходити огляд. По закінченню роботи вентилі балонів повинні бути закриті.
Охорона праці
Охорона праці на підприємстві та промислова санітарія
Зварювальні роботи відносяться до категорії робіт з підвищеною ступенем небезпеки, що зумовлює підвищені вимоги до організації робочих місць, обслуговування апаратури та обладнання. Порушення цих вимог заборонено, щоб уникнути травматичних випадків (отруєнь газом, ураження електричним струмом та ін.). Зварнику при виконанні робіт доводиться працювати при електричному струмі силою понад 1000А і напрузі від 24 до 220 / 380В. Застосовувані при газовому зварюванні, наплавленні і різанні металів кисень і горючі гази подаються до місця роботи в стислому стані, частіше під високим тиском. Горючі гази, змішуючись з повітрям або киснем, вибухають від іскри будь-якого походження, відкритого полум'я, нагрітого тіла і інших теплових імпульсів. Широко використовується газ - ацетилен, навіть якщо відсутній кисень і повітря, вибухонебезпечний. Серйозна небезпека виникає при отриманні ацетилену в спеціальних генераторах на місці проведення робіт.
Високою хімічною активністю володіє кисень, що знаходиться під великим тиском в балоні, особливо при зіткненні з різними маслами і жирами - тваринами, мінеральними і рослинними. Різка металів супроводжується викидом з місця різання великої кількості розплавленого металу і шлаку.
Все це робить місце виконання зварювальних робіт зоною підвищеного ризику.
Електробезпека
При електрозварювальних роботах проходи між однопостовими джерелами зварювального струму для зварювання плавленням, різання, наплавлення повинні мати ширину не менше 0,8 м., Між багатопостовими джерелами - не менше 1,5 м., Відстань від одно- і багатопостових джерел зварювального струму до стіни має бути не менше 0,5 м.
Регулятор зварювального струму може розміщуватися поряд із зварювальним трансформатором або над ним. Забороняється установка зварювального трансформатора над регулятором струму.
Забороняється провадити електрозварювальні роботи під час дощу та снігопаду за відсутності намету над електрозварювальним обладнанням та робочим місцем.
При електрозварювальних роботах у виробничих приміщеннях робочі місця зварювальників мають бути відокремлені від суміжних робочих місць і проходів негорючими екранами (ширмами, щитами) заввишки не менше 1,8 м.
При електрозварювальних роботах в сирих місцях зварювальник повинен стояти на настилі із сухих дощок або на діелектричному килимі.
При електрозварювальних робіт зварювальник та його підручні повинні користуватись індивідуальними засобами захисту: захисною каскою із струмонепровідних матеріалів, яка повинна зручно поєднуватися зі щитком, служить для захисту обличчя та очей: захисними окулярами з безбарвними стеклами для оберігання очей від осколків та гарячого шлаку під час зачищення зварювальних швів молотком або зубилом; рукавицями з крагами або рукавичками, спеціальним одягом з іскростойкіх матеріалів з низькою електропровідністю, шкіряними черевиками.
Пожежна безпека
Причинами пожежі під час зварювальних робіт можуть бути іскри і краплі розплавленого металу і шлаку, необережне поводження з полум'ям пальника при наявності горючих матеріалів поблизу робочого місця зварника.
Для попередження пожеж необхідно дотримуватися таких протипожежні заходи: не можна зберігати поблизу від місця зварювання вогненебезпечні або легкозаймисті матеріали, а також виконувати зварювальні роботи в приміщеннях, забруднених промасленим дрантям, папером, деревними відходами;
Забороняється користуватися одягом і рукавицями зі слідами масел, жирів, бензину, гасу та інших горючих рідин; не можна виконувати зварювання і різання свіжопофарбованих масляними фарбами конструкцій до повного їх висихання;
Забороняється виконувати зварювання апаратів, що знаходяться під електричною напругою, і судин, що знаходяться під тиском.
Потрібно постійно мати протипожежні засоби - вогнегасники, ящики з піском, лопати, відра, пожежні рукави та стежити за їх справним станом, а також містити в справності пожежну сигналізацію; після закінчення зварювальних робіт необхідно вимкнути зварювальний апарат, а також переконатися у відсутності негайних або тліючих предметів.
економічна частина
структура підприємства
Начальник цеху несе відповідальність за штатний розклад:
безпосередньо забезпечує керівництво всією роботи по виконанню планового завдання, охорони праці, техніки безпеки, щоб всі робочі місця були укомплектовані робочими одиницями;
виробляє аналізи безпеки виробничого обладнання та трудових процесів, застосовує заходи до підвищення рівня їх безпеки;
щодня в санітарному рапорті доповідає про порушення і усунення причин порушень;
перевіряє роботу з охорони праці та вживає заходів дисциплінарного стягнення;
контролює якість роботи, перевіряє стан документації по інструкції робітників у цеху;
контролює наявність і систематичне оновлення наочної апаратури з охорони праці на ділянці і робочих місцях.
Заступник начальника цеху:
відповідає за виконання завдань, запланованих робіт по ділянках, за техніку безпеки, за справність обладнання, стежить за якістю і своєчасним виконанням завдань.
Начальник дільниці:
стежить за справністю джерел живлення;
спостерігає за ходом зварювання;
відповідає за техніку безпеки на своїй ділянці, несе відповідальність за виконання запланованих робіт.
призначає розряд сварщикам;
стежить за якістю виконуваної роботи;
стежить за технікою безпеки безпосередньо при виконанні будь-якої роботи на ділянці;
доповідає про виконану протягом дня роботи.




