Ази зварювальних робіт. Полярність і значення зварювального струму. Покрокова інструкція по виконанню робіт.
Останнім часом багато варю, і стало виходити так, що самому подобається.
У підсумку вирішив зібрати все ті питання на яких спотикався і не міг знайти відповіді в інтернеті, і свої відповіді на них в одну добірку. Щоб полегшити життя тим, хто так само почне з нуля. Заодно і проговорити свої думки, щоб їх упорядкувати. Зрозуміло на істину не претендую. Далі мова йде про ручного дугового зварювання. І для чайників. Основне завдання цього опусу - швидкий старт для початківця. Прошу сильно не штовхати. Я не справжній зварювальник.
Отже
1. Щоб почати варити вам потрібні електроди і джерело зварювального струму.
Джерела зварювального струму бувають трансформаторні (великий важкий трансформатор) і інверторні (невелика коробка з ручкою зверху). Трансформаторні були раніше, але мабуть скоро їх не буде, вони відмирають. Трансформаторний джерело струму відрізняється тим, що дуже важкий, надійний і витривалий, але при цьому він дуже сильно просаджує електричну мережу, що в побуті призводить до великих проблем. Ви пересварилися з сусідами або ще гірше, спалите проводку або електричну апаратуру. Воно вам треба? Воно вам не треба.
інверторні джерела струму не просаджують мережу так сильно і мають купу зручностей, які виявляються важливі для початківця. У разі прилипання електрода зварювальний трансформатор просаджує мережу живлення що може призвести до великих проблем, інвертор ж просто вимикає зварювальний струм. У початковий момент зварювання, коли дуга тільки запалюється, на трансформаторному зварювальному джерелі відбувається кидок струму, який призводить до кидка струму в мережі живлення і згорянню сусідської апаратури, інвертор ж має накопичувальні конденсатори і розпалює дугу енергією, запасеної в цих конденсаторах, без кидків в мережі живлення.
Інверторні джерела розрізняються по максимальному видається току і періоду навантаження.
Що видається струм джерела прямо залежить від діаметра електродів. Чим товщі електрод тим більше повинен бути струм джерела. Для кожного діаметра електрода є нижня межа, нижче якого зменшувати струм не можна. Якщо зменшити струм нижче цієї межі то зварювального шва ви не отримаєте. Замість шва буде суміш прожилок металу з прожилками шлаку, обмазки з електродів.
наприклад
Для електрода 2.5 мм діаметром мінімальний струм близько 80 ампер.
Для електрода 3 мм діаметром мінімальний струм 110 ампер.
Так, спроба варити електродами 3мм діаметром на струмі 70 ампер відразу і однозначно приречена на провал. Шва не буде. Однак же електрод 2.5 мм на струмі 110 ампер і навіть вище, варити буде, і шов буде, правда електрод буде дуже швидко згоряти і буде незручно працювати.
Велика точність при виставленні зварювального струму не потрібно. Потрібно піднятися вище нижньої межі. Непрямим ознакою правильного струму є те, що дуга почне горіти з сухим тріском, без булькання і гудіння.
Здавалося б, піднімай ток якомога вище, бери електрод товстіший і все буде чудово. Однак же не буде. стандартна напруга зварювальної дуги - 25 вольт. При струмі наприклад 110 ампер споживана потужність буде мінімум 2.7 квт. У реальності більше, бо ККД джерела струму не 100%. У більшості квартир і в звичайній побутовій електричної мережі стоять запобіжні автомати на 16 ампер, на 3.5 квт.
Таким чином, якщо ми раптом вирішимо варити струмом 140 ампер, що складе 3.5 квт чистої споживаної потужності, то у нас вже нічого не вийде. Автомати відключать електрику.
Таким чином про електрод діаметром 4 мм у побутовій мережі можна забути. Відповідно верхня межа діаметра електродів для початківця зварника - 3.2 мм діаметр. Верхня межа струму - 120 ампер. Цього наприклад досить щоб зварити два куточка 60х60мм. Але цього вже недостатньо для приварювання масивних петель для гаражних воріт. Це межа і ви нічого не зможете з цим вдіяти. Електрод 3 мм діаметром товсте масивне залізо не прогріє, метал електрода буде збиратися соплями на поверхні зварюваного металу, що не проплавляя його. Зварювання не буде.
Таким чином, товщина зварюваного металу визначає товщину зварювального дроту.
Товщина зварювального електрода визначає зварювальний струм. Якщо ваш джерело і ваша електрична мережа цей струм видати не можуть, то нормальну зварювання ви не зробите і краще шукайте інші шляхи вирішення.
Таким чином, зварювальний інвертор з максимальним струмом 140 ампер достатній для побутових потреб в побутової електричної мережі (часто вибором є інвертор на 160 ампер, але це вже швидше з міркувань запасу по потужності і надійності). Обмеженням буде електрична мережа. Інвертор з максимальним струмом 200 ампер буде споживати від мережі 5 кВт потужності. Що призведе або до відключення автоматів або до згорання проводки.
Однак, слід розуміти, що якщо на инверторе з максимальним струмом 200 ампер виставлений струм 100 ампер то і споживати від мережі при зварюванні він буде 2.5 квт.
Період навантаження (ПВ) джерела струму це величина, що показує, відношення часу зварювання до часу холостого ходу джерела. Побутові джерела не можуть працювати безперервно. Вони так спроектовані, що повинні періодично остигати. Це плата за дешевизну. Період навантаження дуже важливий і купувати джерело не знаючи цей параметр не можна. Якщо ви купите джерело з ПВ 15%, то після кожних 1.5 хвилин зварювання вам доведеться 8.5 хвилин стояти і чекати, поки джерело буде остигати. При спробі варити безперервно він в кращому випадку вимкнеться, спрацює захист, в гіршому випадку згорить. Мінімальним ПВ, придатним для побутової роботи можна вважати 50-60%. Джерело з меншим ПВ купувати просто не треба. Це марна трата грошей, працювати їм неможливо. Хоча вони і стоять у всіх магазинах, але купувати їх не треба.
2. Перед зварюванням.
При зварюванні постійним струмом ( побутової інвертор) Є плюс і мінус джерела. Полярність, який дріт куди підключати, визначається виходячи з використовуваних електродів. Якщо ж електроди однаково добре працюють при будь-якої полярності, то слід розуміти наступне -Електронна, як відомо, негативно заряджені частинки і рухаються з мінуса на плюс. А зварювальний дуга це потік електронів. Відповідно, якщо плюс джерела зварювального струму приєднаний до деталі, то нагріватися більше буде деталь, бо в неї вдаряє потік електронів. Якщо плюс джерела приєднаний до електрода, то і нагріватися (і згоряти відповідно) швидше буде електрод. Типовий є зворотна полярність, при якій більше гріється електрод. В принципі це можна пояснити тим, що тонкими електродами вариться тонке залізо і його легко можна пропалити.
3. Зварювання.
Все багатосторінкові опису того, як рухати і як тримати електрод, практично ніяк не впливають на якість шва. Можливо впливають на форму шва, але тут вже кожен собі сам господар. У побуті, де немає великих навантажень на зварні конструкції простий прямий якісний шов набагато краще, ніж всі зигзаги з дірками непроварами. Від вас тільки потрібно взяти електрод так, щоб було видно місце зварювання.
відповідно:
Роби раз: Електрод в руку, Кут нахилу градусів 30 від перпендикуляра до деталі. чиркнув про деталь, запалилася дуга.
Роби два: Електрод максимально близько до деталі, Обмазування електрода вперлася в деталь. Дуга горить.
Роби три: Стоїмо й чекаємо, електрод не ворушився, тільки не забуваємо його наближати до деталі в міру його згоряння. Електрод так і повинен постійно упиратися обмазкой в деталь. Стоїмо й чекаємо, поки не почне з'являтися червона пляма. Це червона пляма - це розплаву обмазка з електрода, це флюс, це ще не метал. Метал там потихеньку під шаром флюсу збирається в краплю, яка по науковому називається зварювальний ванна. По простому це крапля розплавленого металу. Наше завдання спочатку цю краплю отримати, а потім її переміщати по поверхні деталі. Зрозуміло, що в кожен момент в цій краплі буде різний метал, в тому місці, звідки електрод прибрали метал швидко, протягом секунди двох, застигає, а в тому місці, куди електрод перемістили метал розплавляється. Але крапля, ванна залишається.
Роби чотири: В якийсь момент часу, через дві три секунди, в центрі червоної плями, почне з'являтися більш яскраве, помаранчеве, плямочка з постійно тремтячою поверхнею з дрібними брижами. Прямо як жовто помаранчева водичка. Нам ця поверхню і потрібна, це розплавлений метал зібрався в краплю, і ця крапля тремтить під дією електричного струму і температури. Офіційно ця крапля називається зварювальний ванна. Це добре, це те місце, де метал плавиться і буде нормальний шов.
Роби п'ять: Як переміщати ванну? Якщо примітивно то метод такий - запалили дугу, стоїмо чекаємо на місці, поки не з'явиться ванна, зрушуємо електрод на міліметр два три в ту сторону, куди нам потрібен зварювальний шов, Знову стоїмо чекаємо поки не з'явиться помаранчева поверхню з брижами. Індикатором того, що можна рухатися далі, є поява ванни, оранжевого плями з тремтячою поверхнею з дрібними брижами, в тому місці, де електрод знаходиться зараз. Поки цього помаранчевого плямочки, ванни, немає, рухатися нікуди не можна. Треба створити цю ванну і тільки потім зрушуватися в бік.
Слід пам'ятати, що ванна виходить з розплавленого металу, а розплавлений метал береться з електрода. Відповідно треба дуже і дуже себе привчити до автоматичного руху рукою наближення електрода до деталі. Саме наближення електрода до деталі наповнює ванну. Якщо ви забули наблизити електрод до деталі, то металу в тому місці, де горить дуга, немає. І ванні формуватися не з чого. І шва в цьому місці не буде. Відстань від кінчика електрода до деталі повинно бути завжди мінімальним. Грубо кажучи, треба постійно майже вмочати електрод в те місце, де горить дуга. Якщо вмочати зовсім, то в инверторе спрацює захист від короткого замикання і він вимкнеться. А нам треба вмочати майже. За орієнтир можна прийняти відстань, коли електрод стоїть на деталі, впираючись в неї краєм обмазки.
Сварка в результаті виглядає так
1. Перші дві три секунди формуємо першу зварювальну ванну. З'явилася тремтяче помаранчеве пляма з дрібними брижами - зрушуємося в сторону на 1-2 міліметра.
2. Стоїмо й чекаємо поки з'явиться помаранчеве тремтяче плямочка. Якщо все нормально, то але має з'явитися десь за секунду або менше.
3. зрушувати на 1-2 міліметра по шву, повертаємося до пункту 2. І так стільки разів, скільки треба.
Якщо при такому режимі метал проплавляется наскрізь, значить треба або взяти електрод тонший, а разом з електродом зменшити і зварювальний струм і отже і кількість тепла, або треба періодично зупинятися і чекати, поки метал схопиться. Тобто зробивши два три кроки зварювання зупинитися, перервати дугу, і стояти чекати, поки метал з помаранчевого не стане темно червоним. Потім знову два три кроки зварювання і знову чекати.
Кілька зауважень:
Якщо ви пропали дірку - не кидайтеся відразу її заварювати, нічого не вийде, в цьому місці метал гарячий і при спробі заварити він знову розплавиться. Перейдіть далі по шву на сантиметр два і почніть варити там. До дірі поверніться потім, коли метал застигне і можна буде заробити шлак. Збивши шлак, на холодну, вже заварюйте дірку.
Якщо після зварювання шлак сколюється великими плоскими лусочками - значить зварювальний струм нормальний і зварювання мабуть теж. Якщо шлак НЕ сколюється лусочками - зварювального струму не вистачає і шва не буде.
Електроди бувають різні. Бувають китайські МР3. Від них дуже дуже багато шлаку. Ці електроди дешеві і це єдина їхня перевага. Для початківця вони категорично протипоказані. Від них ви тільки втомитеся.
Електроди бувають OK.46 фірми esab. Ці електроди найкраще для зовсім початківця. Від цих електродів шлаку мало і весь процес зварювання добре видно. Шлак від них тонкий і сколюється лусочками в сантиметр шириною і кілька сантиметрів завдовжки. Буває, що шлак відстає від металу сам. Ще одна величезна перевага для початківця (і зручність при постійній роботі) цих електродів в тому, що вони запалюються поверх шлаку. Тобто ними не треба довбати електродом щоб запалити дугу. Їх можна просто доторкнутися до деталі і дуга загориться. Навіть з необбітим шлаком. Що по хорошому кажучи - погано. Шлак треба оббивати. За умови нормально проваренного шва шлак оббивається легко.
Електроди бувають LB52u. Ці електроди дають білий як полірований шов і глазурований шар шлаку зверху. У них практично ідеальний шов. Головний їх недолік в тому, що якщо ви перервали дугу, то знову вам її вже не запалити, бо шлак як скло. Доведеться зупинитися, дочекатися поки метал охолоне, оббити блискучу шкірку шлаку, і тільки потім знову запалити дугу. Якщо варити не зупиняючись (товсте залізо), то ці електроди найкращі. Правда і найдорожчі.
коментарів:
коментарів:
- Апарати для зварювання
- Електрод - важливий елемент зварювального процесу
- процес зварювання
У власників приватного будинку часто виникає потреба поєднати два металевих листа зварюванням. Доводиться звертатися по допомогу до професійного зварника. Все б нічого, але послуги професіоналів коштують дорого, а зварювати іноді потрібно зовсім невеликий елемент. Навчитися виконувати найпростіші роботи зі зварювання металевих деталей можна самому.
На допомогу початківцям сварщикам промисловість випускає компактні апарати для дугового зварювання, Які називаються инверторами.
Апарати для зварювання
Зварювальні роботи виконуються за допомогою електродів і джерела живлення.
Джерело живлення випускається промисловістю в 2 типах:
- трансформаторний;
- інверторний.
Трансформаторні апарати прості в роботі, але мають великі розміри і велику вагу, дуже надійні, витривалі і міцні. Працюють вони на змінному струмі. Для зварювання використовують плавкими рутилові або фтористо-кальцівие електроди. Пристрій володіє невисоким ККД, а шов, зроблений за допомогою трансформаторного апарату, має невисоку якість, і потрібна висока майстерність зварника, щоб домогтися гарної якості зварювальних швів.
Інвертор - це зварювальний апарат, Що працює на постійному струмі. На вході напругу живлення випрямляється і перетворюється в змінну, яка направляється на трансформатор. Апарати цього типу відрізняються мобільністю, малою вагою, компактністю. Вони не залежать від вхідної напруги, добре працюють в польових умовах. Інвертор дуже економічний пристрій, втрати електроенергії при його використанні зменшуються в десятки разів у порівнянні з трансформаторними моделями. Інвертор має ККД - 85-90%.
Повернутися до списку
Робота апарату для ведення зварювання інверторного типу
Робота инверторного агрегату складається з багаторазових поетапних перетворень електричного струму.Це відбувається наступним чином:
- силові діоди первинного випрямляча, з'єднані за допомогою мостової схеми, випрямляють змінну напругу мережі;
- інвертується перетворювач змінює випрямлений струм з підвищеними коливаннями в високочастотний змінний струм;
- імпульсний високочастотний трансформатор працює на пониження змінного високочастотного напруги до частоти, що відповідає напрузі зварювального струму;
- вторинним випрямлячем частота змінної напруги, відповідна зварювального струму, перетворюється в постійний струм з погашенням коливань.
Висока частота струму - це основне технічне рішення, що дозволило отримати високий ККД роботи інвертора і переваги в порівнянні з іншими блоками живлення зварювальної дуги. (Рис. 1 Принцип роботи інвертора).
Повернутися до списку
Електрод - важливий елемент зварювального процесу
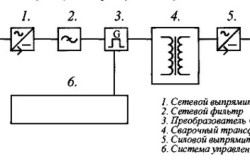
Малюнок 1. Принцип роботи інвертора.
Важливим елементом зварювального процесу є електрод. Конструктивно він складається з металевого стержня з напиленням порошковим спеціальним складом. Порошкове напилення служить перепоною для доступу навколишнього повітря до зварного шва. Навколишнє повітря негативно впливає на формування шва, окисляє його, що значно знижує якість шва. Порошкове напилення служить і для підтримки нормального горіння дуги.
Для инверторной зварювання застосовують електроди МР, УОНИ, ОЗС, АНО. Якість електродів сильно залежить від умов зберігання і транспортування їх до споживача. Діаметр електродів обумовлює споживання електроенергії: чим менше діаметр витратного матеріалу, тим менше електрики витрачається при зварюванні. Зазвичай застосовуються електроди діаметром 2,5-3 мм.
Повернутися до списку
Покрокова інструкція навчання зварювальних робіт
Перед початком зварювальних робіт слід придбати засоби для захисту від світлових променів і іскор, що летять з-під електрода. До захисних засобів відносяться:
- маска на обличчя із захисним склом для очей;
- текстильні рукавички з щільного матеріалу;
- робоча куртка з щільного матеріалу;
- робочі чоботи.
Сварка металу починається з підготовки робочого місця. розчищається робоче місце в радіусі 1 м від різних захаращення, забираються всі горючі матеріали з майданчика для зварювання. Недалеко від місця, де буде проводитися зварювання інверторним апаратом, встановлюється відро з водою. Забезпечується постійний приплив повітря, можна встановити вентилятор для посилення охолодження. У місці, де проводяться зварювальні роботи, не повинні накопичуватися пил і водяні пари.
Уточнюється по інструкції до апарату, скільки він може працювати в безперервному режимі. Цей параметр називається коефіцієнт включення. При значенні коефіцієнта, що дорівнює 100%, інвертор може працювати безперервно 10 хвилин при максимальному струмі. Якщо значення коефіцієнта становить 60-70%, то зварювання можна вести безперервно протягом 6-7 хвилин з наступним відключенням зварювального апарату для охолодження. Агрегат не включають в протягом 4 хвилин.
Перевіряється правильність дротових з'єднань, наявність електродних власників. Провід для підключення до основного проводу вибирається виходячи з пропускної здатності струму, вона може бути до 500 А.
Перевіряється наявність і робочий стан заземлення інвертора, вибираються електроди виходячи з товщини зварювальних елементів. У відповідно до товщини вибраних електродів встановлюють величину зварювального напруги. На допомогу сварщикам, початківцям і не тільки, на корпус апарату нанесена відповідна таблиця. Якщо сила струму обрана низька, дуга НЕ буде спалахувати, якщо висока - електрод може залипати.
Березень 23, 2017
Вчимося правильно варити инверторной зварюванням
Щоб розібратися в тому, як навчитися правильно варити зварювальним інвертором, слід спочатку з'ясувати, що ж саме є подібні апарати. Зварювальний інвертор має досить компактну конструкцію, переносити його з одного місця на інше значно легше в порівнянні зі звичайним зварювальним апаратом, що працює на основі трансформатора. Крім того, працювати з сучасним пристроєм значно зручніше.
Зварювати металеві елементи за допомогою інвертора досить надійно можна тільки в разі, якщо знати хоча б приблизне його пристрій. Перш за все, конструкція даного обладнання займає не дуже багато місця: всі необхідні деталі поміщаються в малогабаритному металевому ящику, який в довжину не перевищує півметра, в ширину зазвичай не більше 20 см, а у висоту - близько 30 см. Загальна маса конструкції складає близько 10 кг.
Принцип його роботи полягає у видачі електричного струму з відповідною силою і напругою. Інвертор видає в районі свариваемой поверхні постійний струм, що формується з змінної напруги, що знаходиться в побутовій мережі, - 220 В.
У апаратів завжди є дві клеми - катод, або негативно заряджений провідник, і анод - позитивний. Одна з них використовується для підключення електроду, а інша з'єднується з металом, який буде зварюватись. Після того як починає подаватися напруга, формується єдина електричний ланцюг. Якщо зробити їй незначний розрив, величина якого буде складати всього лише кілька міліметрів (як правило, не більше 8), то в цьому місці здійснюється іонізація повітря і виникає відповідна електрична дуга.
Щоб правильно навчитися варити інвертором, слід розуміти, що основна маса тепла виділяється саме в електричній дузі, яка горить при температурі близько 7000 градусів. Це дозволяє якісно розплавити кромки зварювальних металевих заготовок.
Коли дуга іскрить, відбувається розплавлення не тільки кромок металу, а й самого електрода, в результаті всі ці матеріали перемішуються один з одним. Якщо зварювальні роботи проводяться погано, то шлак, який, як правило, значно менше за щільністю в порівнянні з металом, буде залишатися в товщі металу. Це значно знижує якість одержуваного зварного з'єднання.
Зазвичай шлак виходить на поверхню і не допускає, щоб зварювані елементи окислялись киснем, що містяться в повітрі, або ж починали поглинати азот з навколишнього середовища. Після того як розплавлений метал почне застигати, відбувається формування зварного з'єднання.
Основні параметри зварних робіт
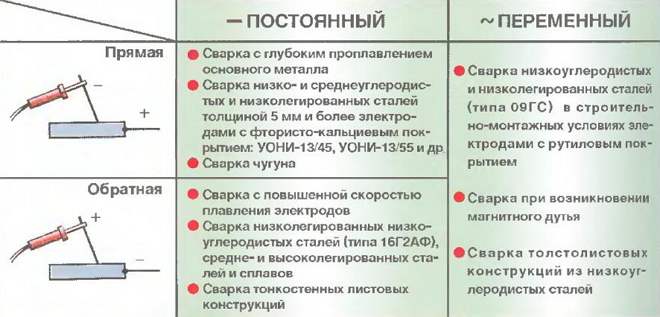
Щоб перейняти досвід бувалих зварників, потрібно розібратися з таким поняттям, як полярність струму, тому що вона буває прямий і зворотній. Перша формується в разі, якщо струм протікає від катода до анода. Зворотній полярність виходить при протилежній ситуації.
Якщо людина знає, як правильно варити, то він зрозуміє, що найвища температура буде формуватися на клеми, від якої починає виникати електричний струм. При використанні прямої полярності температура буде вище безпосередньо на заготовках. Як правило, подібною технологією користуються зварювальники, які тільки починають осягати ази цього ремесла.
При зворотній полярності більш висока температура формується на електроді. Дана технологія корисна при проведенні робіт з листами металу незначної товщини, а також при роботі з металами, які не дуже добре реагують на перегрів, що може привести до псування заготовки.
Важливу роль відіграє товщина електрода або зварного дроту. Цей показник безпосередньо залежить від того, наскільки товстими будуть зварюються деталі. В принципі, від цього показника слід відштовхуватися при виборі сили струму. Виходить, що чим вище товщина електрода, тим більшу силу електричного струму потрібно подавати на нього.
Також слід враховувати, що на показник сили струму безпосередньо впливає місце розташування шва - горизонтального, вертикального, стельового і так далі. Для поступового освоєння инверторной зварювання слід ретельно вивчити таблицю, де наводяться відповідні сили струму, діаметри електродів і інші важливі показники, що стосуються проведення зварних робіт.
Які головні позитивні якості інвертора?
Інверторний апарат набагато зручніше для проведення зварювальних робіт. навіть більшість професійних зварювальників говорять про те, що подібна технологія значно краще і простіше в порівнянні з примітивним трансформатором. Завдяки застосуванню даного вироби можна не тільки з легкістю сформувати дугу, а й отримати її в кінцевому рахунку максимально стійку.
Подібний ефект дозволяє не допустити надмірно сильного розбризкування металу. Інвертор гарний ще й тим, що в ньому передбачено цілий ряд різного роду додаткових характеристик. Зокрема, однією з найбільш корисних функцій є так званий «Гарячий старт», який дозволяє зробити зварювальний струм на самому початку проведення робіт якомога сильнішим. Це дозволяє сформувати дугу значно простіше і швидше.
Ще однією функцією є «Сильна дуга». Даний елемент активується тільки в разі, якщо електрод надто близько підійшов до зварювальних елементів. При подібному розвитку подій апарат буде збільшувати силу струму в автоматичному режимі. Це дозволяє розплавляти метал якомога швидше, щоб електрод не прилипав до заготовок.
третім корисним якістю є опція «Антізаліп». У разі необхідності вона робить електричний струм найбільш низьким, щоб електрод можна було дуже швидко відірвати від поверхні металу і продовжити виконання робіт. Функція дуже корисна для тих, хто поки повністю не розібрався в тому, як правильно відірвати електрод від заготовки.
Інвертор представляє собою досить економічний апарат. Якщо розглядати електроди з діаметром 3 мм, то для їх якісного використання цілком достатньо встановити напругу з потужністю 4 кВт - це повною мірою відповідає нормальному паралельного підключення двох електричних чайників.
Економічність конструкції в плані споживання електричного струму дозволяє буквально протягом одного сезону виправдати досить високу вартість інверторного зварювального апарату.

Які заходи, що стосуються техніки безпеки, необхідно дотримуватися?
Щоб розібратися, як варити инверторной зварюванням, спочатку слід усвідомити основні норми безпеки. Справа в тому, що зварювальні роботи відрізняються особливою небезпекою для здоров'я і життя людини, тому до них слід підходити з обережністю.
- Перед тим як приступити до виконання робіт, потрібно очистити прилягає простір від дерев'яних предметів і інших речей, здатних швидко спалахнути. Цей момент дуже важливий саме для тих людей, які тільки починають освоювати зварювання. Електроди, шлак, розплавлений метал відрізняються дуже високою температурою, що може стати причиною швидкого загоряння.
- На себе слід надіти щільний одяг, по можливості закриває все тіло: довгі щільні штани, куртку або кофту з довгими рукавами. Це робиться для того, щоб краплі розплавленого металу не змогли потрапити на шкіру і викликати сильний термічний опік.
- Очі і обличчя необхідно захистити спеціальною маскою з вбудованим темним склом або світлофільтром. Воно не буде пропускати сонячне світло, але горіння дуги буде прекрасно видно, також цей фільтр дозволить гарненько розглянути, як відбувається розплавлення металу і заповнення зварного шва.
- Якщо дуга горить, але зварювання металу не відбувається, то це може сказати про несправності апарату або недостатньої силі струму. Додати її можна на робочій панелі обладнання. Якщо це не допомогло, то інструмент слід відразу знеструмити, так як напевно всередині нього сталася якась поломка. Вона може призвести до ураження електричним струмом.
- Категорично забороняється працювати у вологу погоду, при дуже низьких температурах і інших несприятливих атмосферних явищах, тому що це також часто викликає удар струмом.
- Не слід спостерігати за проведенням або виконанням зварних робіт без захисного скла - це викликає сильний опік рогівки, від якого доведеться відновлюватися протягом декількох днів. Опіки цього плану бувають різними: слабка ступінь характеризується виникненням перед очима світлих плям; середня ступінь починається з відчуття піску в очах; сильна може викликати часткову або абсолютну втрату зору.
Як правильно запалити дугу?
Люди, які прагнуть з'ясувати, як навчитися варити зварювальним інвертором, повинні спочатку потренуватися правильно запалювати дугу і підтримувати її горіння протягом всього періоду проведення робіт.
На першому етапі слід підключити клеми в залежності від того, з якою полярністю планується працювати - прямий або зворотній. Якщо досвіду в зварюванні на даний момент зовсім немає, то потрібно використовувати тільки пряме підключення. Початківцю зварнику краще брати універсальні електроди, які підходять для більшості металів: їх діаметр становить 3 мм.
Застосовувати більш товсті електроди небажано, так як вони можуть викликати серйозне коливання дуги і нестабільне її горіння. Робота з подібними витратними матеріалами вимагає кращих навичок.
Спочатку потрібно встановити силу струму, яка дорівнює 100 А. Використання маски з незвички може викликати деякий дискомфорт, однак для збереження зору їм можна і пожертвувати. Перед безпосереднім розпалюванням дуги потрібно злегка постукати електродом по металу, щоб збити обмазку з його краю.
Підпалювати дугу можна одним з таких способів:
- чирканья;
- легкий дотик.
Якщо взяти до уваги всі розглянуті моменти, то розібратися, як варити зварювальним інвертором, буде не надто складно. Тим більше, що він може використовуватися для різних матеріалів.
Березень 28, 2017
Уроки зварювання інвертором для початківців
Сучасні зварювальні роботи передбачають використання різних методів, це не тільки традиційна зварювання газовим пальником, Але і ультразвуком і електронними променями. Але для побутових умов і нескладних робіт переважною є метод зварки за допомогою інвертора. Спосіб цей нескладний, хоча і вимагає дотримання певних правил і технології формування шва. Щоб навчитися цим методом самостійно, можна скористатися основами зварювання інвертором для початківців.
Електрозварювання є найбільш часто використовуваним методом, який забезпечує міцне, довговічне з'єднання деталей. Метод працює за принципом пластичної деформації, при якій елементарні частинки електрода проникають в будову базових матеріалів деталей, що з'єднуються. В результаті відбувається виникнення нових молекулярних зв'язків з високою міцністю.
Для зварювального справи за допомогою інвертора застосовуються такі методи:
- Газопрессовая за участю ацетіленокіслородной суміші. Метод відрізняється високими показниками продуктивності, він може застосовуватися не тільки в побуті, але і газової, нафтової промисловості, при будівництві магістральних доріг, в машинобудуванні, цивільному будівництві.
- Контактна зварювання здійснюється за допомогою електричного струму низької напруги, але з високою силою. Спосіб включає в себе точкове зварювання, встик або з утворенням швів.
- В окремих випадках застосовуються такі види: термітна, тертям, електрошлакове або роликовий.
Як правильно вибрати устаткування
Сварка інвертором для початківців починається з правильного вибору обладнання. В даний час на ринку пропонується великий вибір зварювального обладнання для побутових робіт або професійних. При покупці не рекомендуються занадто дешеві пристрої, так як вони зможуть забезпечити стабільність дуги, що призводить до поганої проварка шва і його низької якості. Крім того, для таких апаратів спостерігається часте «просажіваніе» напруги, вага їх надмірно великий.
Для електрозварювання можна використовувати обладнання двох типів: випрямлячі і інвертора. Випрямлячі перетворять змінний струм в постійний, забезпечуючи стабільність дуги і гарна якість шва. Інвертори не тільки перетворять змінний струм в постійний, а й забезпечують саме ту напругу, яка максимально підходить для зварювання. Крім того, подібні пристрої відрізняються невеликою вагою і компактністю, їх продуктивність досить висока.
Інвертори є найбільш ефективними для електрозварювальних робіт через високу продуктивності, економічності і компактності.
Зовні інвертор схожий на ящик вагою 3-7 кг з ручкою для перенесення і охолоджуючими гратами на корпусі. На передній панелі є індикатори спрацьовування захисту, мережі, регулювання струму, роз'єми для кабелю, тумблери включення / вимикання. Стандартний комплект включає в себе 2 кабелю з власником для електродів і затискачем для підключення пристрою.
Електроди для зварювальних робіт
Ази роботи для початківців зварників включають в себе навчання вибору електродів, що підводять струм до точки з'єднання деталей. Для новачків рекомендуються стрижні з плавиться складом, тверді і зручні в роботі, дозволяють навіть недосвідченому майстру виконати рівний шов. Для більш досвідчених зварювальників краще використовувати дротові електроди, що виготовляються на основі плавиться порошку.
При виборі велику увагу треба приділяти діаметру електрода. Оптимальним розміром вважається 3 мм, для тонких листів можна взяти більш тонкі стрижні, для масивних і складних конструкцій - з великим діаметром.
Також при виборі треба керуватися технічними характеристиками інвертора, типом поверхонь, що з'єднуються і властивостями металу. Наприклад, зазвичай використовуються стрижні на 3 мм, струм зварювання в даному разі відповідає 110-120 А. При великій товщині металу вже потрібні стрижні з діаметром 4-5 мм, струм при цьому буде дорівнює 140-160 А.

Екіпірування для забезпечення безпеки робіт
Перед тим як починати зварювальні роботи, треба подбати про захист. Екіпірування зварника включає в себе:
- краги (спеціальні полотняні рукавиці);
- роба для захисту тіла від бризок металу і іскор;
- маска (світлофільтри для маски підбираються залежно від умов роботи);
- респіратор (необхідний для роботи в замкнутому просторі);
- черевики з гумовою підошвою.
Краги зазвичай застосовуються при зварюванні на висоті, для стельових робіт, в інших випадках можна брати рукавиці з дуже щільної тканини. З метою безпеки біля місця роботи повинні знаходитися ємність з піском або водою.
Інструкція для новачка
Електро- та газозварювання для початківців - це ази робіт і використання обладнання. Досвідчені майстри рекомендують кабель з електродом докласти до тіла, потім притиснути ліктем і акуратно (кабель повинен зберігати деяку свободу) обернути уздовж передпліччя до кисті. Це забезпечить найбільш зручні умови для зварювання, при яких кисть руки буде вільною.
Увага: Не можна виконувати роботи з голими руками, обов'язковим є використання роби з довгими руками!
Після підготовки на инверторе встановлюється струм, згідно з матеріалами зварювання і електроду, потім треба прийняти стійку позу, лікоть злегка відвести від тіла, опустити маску і почати роботу. Для новачків рекомендується починати зварювання з деталями, розмір яких більше 20 см, це дозволяє натренувати працювати з довгими заготовками і правильно дихати. Однією з найпоширеніших помилок для новачків є зварювання коротких деталей на одному диханні. У підсумку на великих площах працювати стає складно, а це негативно позначається на якості шва.
Заготовки необхідно закріпити на робочому столі, потім поставити електрод під прямим кутом, відвести його в сторону шва приблизно на 30-45 градусів. Відстань між стрижнем і поверхня має становити 2-3 мм, при зварюванні кутом назад ухил виконується в сторону шва, при методі кутом вперед - електрод нахиляється від шва.
Увага: При зварюванні електрод плавиться і зменшується в розмірі, тому треба постійно стежити за відстанню і утримувати кут!
Запалювати електрод можна за допомогою двох методів:
- чірканьем (стрижнем треба провести по поверхні);
- постукуванням (електродом слід легко вдарити по поверхні в перпендикулярному положенні).
Якщо стрижень новий, то він запалюється відразу, для вже були у використанні треба стукати довше, так як на робочому кінці залишається шлаковая плівка. Сучасні інвертори полегшують старт, для цього можна скористатися функцією Hot Start. Для новачків відмінно підходить функція антизалипания, тобто форсажу, що включається при занадто швидкому наближенні стрижня до поверхні. Проти залипання можна використовувати ще одну зручну можливість - функція Anti Stick швидко відключає струм при залипання, що запобігає перегріванню апарату.
Відразу після появи дуги слід створити зазор в 3-5 мм і утримувати його в одному положенні. Це забезпечить відмінний проварена і рівність шва на всій його довжині. Починатися варити краще на ниткове шві, поступово переходячи до більш складним варіантів з коливальними рухами. Це такі способи, як ялинка, спіраль, зигзаг і багато інших. В кінці шва треба робити легкі коливальні рухи в сторони, електрод забирається тільки в сторону наплавленого металу, що позбавить від кратера.
Перевірка якості шва
Перевірити якість шва після закінчення робіт дуже просто, треба вдарити молотком поруч з робочою поверхнею. Якщо все зроблено правильно, шлак повністю відлетить, не залишивши слідів - залишиться тільки гладкий, рівний шов з оптимальною шириною.
Якщо шлак за щось зачепився, це говорить про непровар, тобто занадто малою температурі зварювання. Перегрітий шов при ударі просто зламається.
Порядок зварювання в захищеній газовому середовищі відрізняється від електрозварювання тим, що підвищена температура в робочій зоні досягається подачею газу. Такий метод є оптимальним для з'єднання деталей з міді, латуні, свинцю, чавуну, після закінчення робіт метал можна загартовувати або різати. Але подібний спосіб має великий мінус - нагрівання здійснюється для великої зони, тобто для точних робіт або невеликих заготовок він не підходить.
висновок
Сварка вимагає граничної уваги і чіткого дотримання норм роботи. Освоїти ази зварювального справи не дуже складно, але необхідно грамотно підійти до вибору обладнання та електродів, робочого режиму, дотримуватися правил безпеки. Після освоєння первинних навичок можна переходити до більш складних робіт, але не раніше, ніж рука придбає впевненість і чіткість рухів.
Відео уроки по зварюванню інвертором для початківців.
Щоб мати можливість в будь-який час здійснювати в домашній майстерні або на присадибній ділянці роботи, пов'язані з з'єднанням елементів металевих конструкцій, досить придбати сучасний зварювальний апарат та дізнатися, як варити зварювальним інвертором.
Зварювальні роботи вже давно набули широкого поширення не тільки на серйозному виробництві, але і в побуті
Конструкція і переваги інверторних зварювальних апаратів
Велика популярність инверторного обладнання у домашніх майстрів пояснюється тим, що за допомогою таких компактних апаратів, що відрізняються також і невеликою вагою, можна виконувати якісні, надійні і акуратні зварні з'єднання, навіть не маючи високої кваліфікації.
Конструкція будь-якого зварювального інвертора складається з таких елементів, як:
- блок живлення з випрямним блоком і фільтром;
- інверторний блок, що перетворює постійний струм в високочастотний змінний;
- трансформатор для зниження величини напруги високочастотного струму;
- силовий випрямляч, призначений для отримання постійного струму на виході пристрою;
- електронний блок, що виконує функції управління пристроєм.

Інноваційні технології, реалізовані в конструкції інверторів, дозволяють без особливих проблем отримувати якісні зварні з'єднання. Такі апарати через свою компактність не займають багато місця, а завдяки легкій вазі (5-15 кг) їх без особливих зусиль можна переміщати куди завгодно.
Якщо навчитися правильно працювати на, з його допомогою можна варити будь-які конструкції з металу. У комплект до кожного нового инвертору прикладається інструкція, з якої власник обладнання може почерпнути багато корисних відомостей: як правильно підключити пристрій, який електрод вибрати для того, щоб варити вироби з того чи іншого металу та ін.
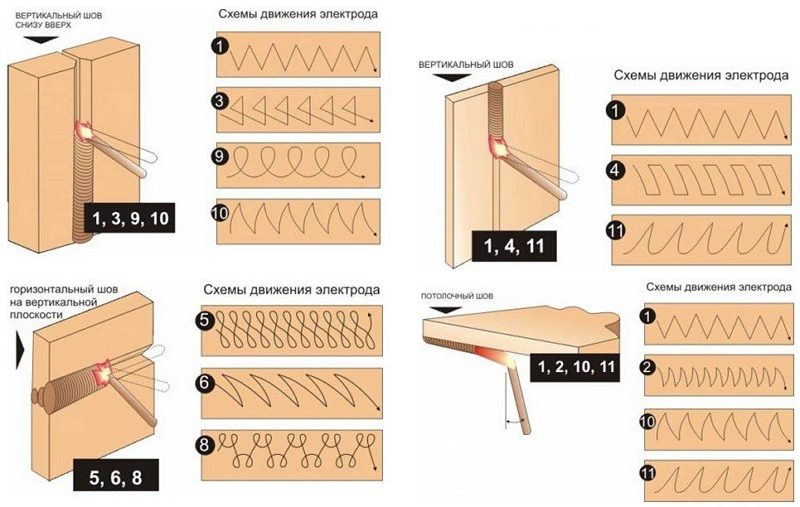
Схеми руху електрода в залежності від типу шва (натисніть для збільшення)
Однак нерідко в руки домашнього майстра потрапляє інверторний апарат, Інструкція на який не переведена на російську мову або взагалі відсутня. Дуже важливо навчитися правильно, тому що при діях навмання буде складно якісно варити метал. Крім того, можна зіткнутися з виходом обладнання з ладу.
Однак, якщо слідувати загальноприйнятим правилам, можна працювати на будь-яких моделях інверторів і ефективно вирішувати всі поставлені завдання. Уважно вивчивши ці правила, подивіться навчальне відео, яке допоможе підкріпити теоретичний матеріал наочним.
Як підготувати обладнання до роботи
Перед тим як ви почнете варити метал, підготуйте все необхідне оснащення, щоб забезпечити свою безпеку: зварювальну маску, Спеціальний одяг з щільної тканини, робоче взуття і рукавички, які також повинні бути виконані з щільного матеріалу.

Для того щоб зварений шов вийшов якісним, необхідно правильно підібрати електроди. Їх тип і діаметр вибираються в залежності від металу, з якого виготовлені деталі, що з'єднуються, від товщини останніх, а також від режимів виконання зварювання. Оскільки поверхні заготовок, які належить зварювати, необхідно ретельно зачистити, вам також необхідно підготувати щітку з щетинками з металевого дроту.
Перед тим як підключити інвертор до електричної мережі, треба перевірити, чи відповідають параметри мережі характеристикам, що підключається.
До таких параметрів належать сила електричного струму і величина напруги, яка повинна знаходитися в інтервалі, обумовленому в паспорті на інвертор. Підключати апарат до мережі живлення слід через автомат, який запобіжить поломці обладнання, якщо в його електричного кола відбудеться коротке замикання або величина напруги різко збільшиться з іншої причини.

Перед початком зварювання необхідно подбати і про стан робочого майданчика. Інвертор слід встановити на рівну поверхню, а навколо його корпусу має бути достатньо простору для того, щоб забезпечити вільний рух повітря, за рахунок якого відбувається природна вентиляція пристрої. Не слід накривати корпус апарату тканиною, яка обмежить надходження повітря до його вентиляційних грат.
Процес зварювання супроводжується високою температурою і розбризкуванням розплавленого металу, тому на робочому майданчику не повинно знаходитися жодних легкозаймистих, вогне-та вибухонебезпечних речовин.
![]()
Після того як всі підготовчі заходи виконані, вимоги з безпеки дотримані, можна приступати до наступних дій:
- підключенню силового кабелю і кабелю маси до відповідних роз'ємів інвертора;
- фіксації кабелю маси на деталях, які належить варити (для цього використовується спеціальний затискач);
- підключенню апарату до мережі живлення і виставлення на ньому робочих режимів зварювання;
- фіксації електрода в зварювальному тримачі.
Послідовність і правильність виконання таких дій добре демонструє навчальне відео. Тепер, коли інвертор підключений до електричної мережі, а електрод в його утримувачі готовий до роботи, можна приступати до виконання зварювання.
Особливості виконання зварювальних робіт за допомогою інверторних пристроїв
Перше, що необхідно зробити, щоб почати варити з допомогою інвертора, - це запалити електричну дугу між поверхнею деталі і кінчиком електрода. Для цього останнім здійснюють чиркала рух по поверхні заготовки, в результаті чого повинна з'явитися яскравий спалах. Метал в зоні дії дуги почне плавитися. Навчитися правильно запалювати дугу і робити це швидко можна, переглянувши навчальне відео.
Виконуючи зварювання, важливо стежити за довжиною дуги, яка повинна приблизно відповідати діаметру використовуваного електрода (в такому випадку деталі будуть рівномірно проплавляющей, що дозволить сформувати якісний зварний шов). Стежити за тим, щоб таке проплавление проходило рівномірно, необхідно протягом усього зварювального процесу.
На якість і надійність зварного шва впливає і полярність підключення силового кабелю інвертора і кабелю маси. Щоб правильно вибрати таку полярність, необхідно точно знати, з якого матеріалу виготовлені деталі, що з'єднуються. Більшість марок сталей і інших металів краще варити на прямий полярності, лише деякі сплави з'єднують на зворотній.
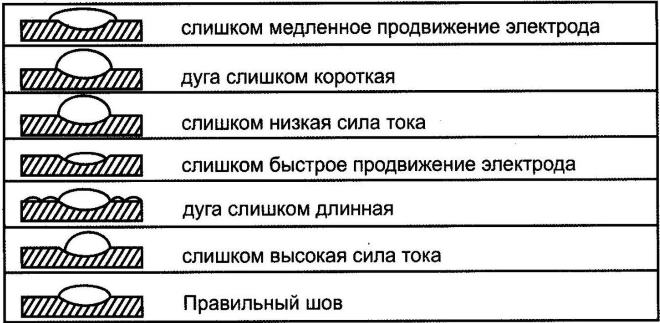
Конструкція сучасних зварювальних інверторів забезпечує плавне і ефективне регулювання робочого струму, що робить роботу з такими пристроями простою і комфортною навіть для початківців зварників. Судити про те, що зварювальний струм встановлена неправильно, ви по ряду факторів. Так, якщо він занадто малий, то зварний шов виходить занадто опуклим і вузьким, деталі в таких випадках погано проплавляются. Якщо ж струм занадто великий, то відбувається інтенсивне розбризкування розплавленого металу, а на поверхні деталей, що з'єднуються можуть з'явитися запису.
Залежить вибір сили зварювального струму і від того, електродом якого діаметру ви збираєтеся варити. Так, під час зварювання металу товщиною від одного до трьох міліметрів електродами діаметром до 1,5 мм сила зварювального струму вибирається в інтервалі 20-60 А. В тому випадку, якщо використовуються прутки більшого діаметра, якими можна варити метал товщиною 4-5 мм, силу зварювального струму вибирають в межах 100 А.
Переглядаючи навчальне відео або стежачи за роботою кваліфікованого фахівця, початківці зварювальники часто цікавляться, навіщо з поверхні готового зварного шва збивають шлак. Робиться це для того, щоб, по-перше, перевірити якість виконання зварного шва, а по-друге, надати готовому з'єднанню привабливий зовнішній вигляд. На шві, очищеному від шлаку, видно всі помилки, допущені при виконанні зварювання.

Звичайно, не варто розраховувати на те, що у початківців зварників (або у так званих чайників) відразу будуть виходити красиві і якісні зварні шви. Майстерність, в тому числі і в зварювальному справі, не спадає одразу після ознайомлення з теоретичним матеріалом і перегляду відео, воно напрацьовується тільки досвідом.
Як правильно вибрати зварювальний інвертор і електроди для нього
Правильно підібрані електроди відіграють велику роль у формуванні якісного і надійного зварного з'єднання. Навчитися вибирати їх неможливо по відео, для цього слід дотримуватися загальноприйнятих рекомендацій і наступних принципів.
- При роботі з середньо- і низьковуглецевими сталями використовують вуглецеві електроди.
- Леговані стали варять за допомогою електродів, що випускаються по ГОСТ 10052-75 і 9466-75.
- Для зварювання виробів із чавуну застосовують вироби марки ОЗЧ-2.
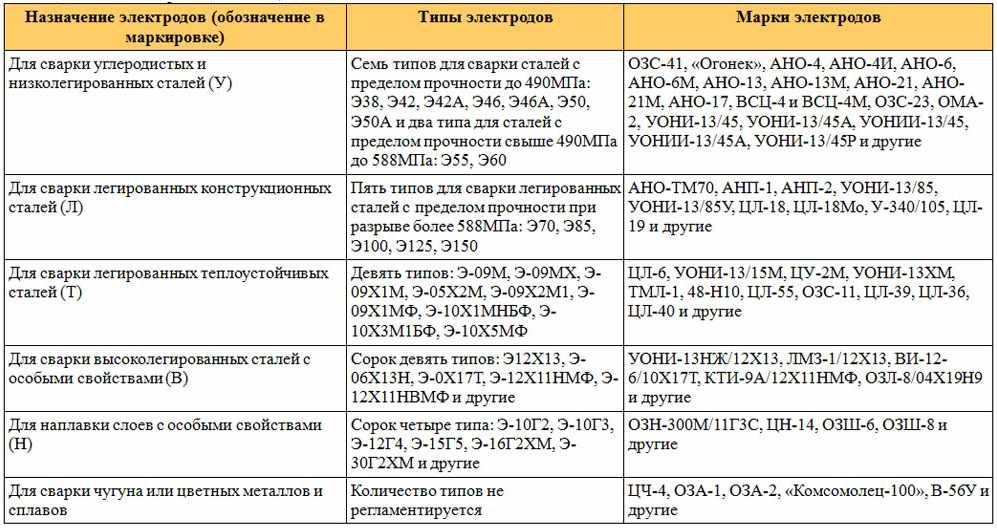
Класифікація електродів по тину і призначенням (натисніть для збільшення)
Найбільш поширеною маркою вітчизняних електродів, що використовуються для виконання зварювальних робіт, є УОНИ. Конструкції з металу, до яких не пред'являють підвищених вимог, можна варити виробами марок АНО і МР-3.
Якщо ви збираєтеся придбати зварювальний інвертор для використання в домашній майстерні, на присадибній ділянці або на дачі, дотримуйтеся наступних рекомендацій.
- Максимальне значення зварювального струму - 160-200 А. Краще відразу придбати апарат, у якого це значення може бути досить високим, тому що обладнання з більш скромними параметрами не дасть вам можливість варити деталі великої товщини.
- Напруга холостого ходу не повинна перевищувати величини 90 В, краще вибирати інвертори, у яких даний параметр знаходиться в інтервалі 50-60 В.
- Тривалість включення (ПВ) (параметр, який вказує на те, протягом якого часу обладнання може працювати без перерви) краще вибирати в межах 40-80%.
З огляду на той факт, що напруга в побутових електричних мережах дуже нестабільний і часто характеризується значними стрибками і падіннями, краще вибирати інвертор, здатний працювати в широкому інтервалі величини напруги живлення.
Щоб виключити вплив на зварювання таких особливостей електричних мереж, можна вибрати інверторний зварювальний апарат




