На якому струмі зварюється алюміній аргонодугового зварюванням. Зварювання алюмінію постійним струмом.
Забезпечити якісне з'єднання деталей з алюмінію можна тільки при зварюванні ТИГ. Звичайним електродом можна заварити алюмінієвий сплав для міцності, але він зажадає більш тривалої подальшої обробки.Зварювання алюмінію аргоном дозволяє працювати з матеріалом різної товщини, створюючи акуратні шви, що володіють при цьому хорошими герметичними властивостями. Це особливо затребуване при ремонті автомобілів, катерів або різних ємностей. Але як варити цей специфічний матеріал вперше? Як налаштувати обладнання при зварюванні алюмінію? Короткий посібник зі статті і відео урок допоможуть освоїти це складна справа.
Що необхідно враховувати при аргоновой зварюванні алюмінію?
Сварка аргоном досить універсальна, що дозволяє з'єднувати цим методом різні товщини матеріалів і працювати зі сплавами, які вважаються важкозварювальних. Основою служить електрична дуга, що горить між вольфрамовим електродом і виробом. Її поява забезпечується постійним або змінним струмом, що подається на пальник і масу, прикріплену до зварювальних частин. Інертний газ виступає в якості захисту зварювальної ванни. Але алюміній і його сплави мають ряд специфічних особливостей, які потрібно знати і враховувати виробляючи зварювання.
Однією з труднощів служить оксидна плівка, що утворюється на поверхні матеріалу. Вона з'являється при взаємодії металу з киснем. Плавиться плівка при температурі 2000 градусів. Але сам алюміній починає набувати рідку форму вже після 500 градусів. Тому вибравши занадто велику силу струму і розплавивши оксид, неможливо вести шов. Встановивши малі параметри на апараті не виходить взагалі почати процес створення зварювальної ванни. Тому аргонодуговая зварювання алюмінію має на увазі попередню зачистку поверхні металу від оксиду. Досягається це спеціальною щіткою або розчинником, після чого необхідно відразу починати зварювальний процес.
Додатковою складністю є гігроскопічність матеріалу. При високій вологості навколишнього середовища алюміній вбирає частину води з повітря. Коли виріб починає піддаватися нагріванню від електричної дуги, то зварюваний матеріал виділяє вологу на поверхню. Це може відбиватися на якості формування шва, щільності контакту з виробом, і пощипування малим напругою зварника, що стикається з мокрими ділянками. Хоча варити аргоном можна відразу, рекомендується невеликий прогрів матеріалу газовим пальником при температурі 150 градусів. Це дасть випаруватися зайвій волозі і поліпшить зварювальний процес.
Аргонная сварка алюмінію вимагає і хорошою захисту розплавленого металу від зовнішнього повітря. Для цього необхідно виставити правильний витрата газу. Недостатня подача останнього призведе до вспениванию металу і горінню вольфраму. Надмірна продування аргоном заважає формуванню шва і зробить процес більш дорогим.
Ще однією складністю для початківців зварників є утворення воронки в кінці шва. Якщо дугу різко обірвати, то з'являється кратер. Тривале утримання пальника на одному місці призводить до непотрібного прогріванню і розширенню зварювальної ванни. Тому аргоннодуговий зварювання алюмінієвих сплавів потребує додаткових настройках режиму загасання дуги, що зменшує силу струму поступово. З огляду на ці особливості матеріалу, можна правильно виставити параметри напруги і своїми руками виконати якісний шов.
Технологія виконання зварювання для початківців
Процес аргоновой зварювання алюмінію виконувати не постійним струмом, А змінним. Так можна домогтися кращих результатів. Свій перший шов краще починати на тренувальній поверхні:
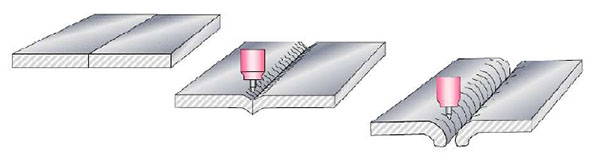
- Необхідно виставити пластини в зручне положення. Оброблення кромок виконується за тими ж параметрами, що і інші види металів.
- Бажано зробити прогрів матеріалу до 150 градусів, щоб видалити вологу.
- Щіткою знімається верхній тугоплавкий шар. В якості альтернативи можна скористатися розчинником.
- Пальник підноситься до виробу так, щоб між електродом і поверхнею залишалося 3 мм. Натискається кнопка і запалюється дуга. Плинність алюмінію залежить від домішок в складі.
- При виникненні невеликої калюжки розплавленого металу (зварювальної ванни) можна подавати в зону зварювання присадку.
- Пальник необхідно вести рівно, справа наліво. Коливальні рухи знадобляться в разі широкого шва. На змінному струмі буде чути характерний тріск зварювання.
- При завершенні шва натискається кнопка і дуга плавно згасає. Пальник утримується над зоною зварювання до повного припинення продувки газом.
Налаштування апарату і режими
TIG зварювання алюмінію можлива тільки там, де апарати підтримують роботу не тільки постійним струмом, але і змінним. Незважаючи на частоту коливання напруги, кращий шов виходить при останньому варіанті настройки. Полярність може бути як прямий, так і зворотній. Параметри напруги можна встановити виходячи з товщини матеріалу:
Подачу струму важливо встановити ступеневої типу, з плавним розпалом, висхідним значенням в процесі ведення шва, і поступовим загасанням при завершенні горіння. Це дозволить уникнути утворення кратера в кінці з'єднання.
Витрата аргону при зварюванні виставляється на манометрі, ближньому до газового шлангу. російські моделі потрібно встановити в межах від 6 до 11 літрів. Це похибка вимірювального приладу, яка доводиться до оптимального значення тільки практичним шляхом. Якщо манометр імпортного виробництва (німецькою, чеською), то можна відразу поставити 8 літрів.
У налаштуваннях апарата важливо встановити і наступні часи продувки газом, після припинення горіння дуги. Тривалість подачі аргону виставляється на значення в п'ять секунд, що дає достатньо часу на застигання ванни і охолодження електрода.
Вибір присадочного матеріалу
Оскільки алюміній плавиться порівняно швидко, то підібравши невірний діаметр присадочного дроту, можна не встигати подавати її в зону зварювання і формувати шов. Тому товщина припою повинна бути такою ж, як і товщина зварювальних пластин. Також необхідно бути уважним і при виборі хімічного складу присадочного матеріалу. Наприклад, виріб з дюралюмінію не вийде заварити з прутком для харчового алюмінію. Допомогти може таблиця з номерами присадного дроту і її призначенням:
Підбір електрода
Технологія зварювання алюмінію аргоном вимагає і правильного вибору вольфрамового електрода, діаметр якого повинен бути максимально близький до товщини зварювальних частин. Заточка виконується класичним способом, але без гострого кінчика, як у випадку зі зварюванням нержавійки. У першу секунду горіння електрод прийме форму краплі на кінці і так доведеться вести шов. Виліт з сопла необхідний на 3-5 мм, щоб уникнути перегріву вольфраму. При зварюванні дрібні бризки алюмінію будуть налипає на електрод, що потребують повторного заточення.
Навчитися зварювати алюміній не просто. Але знаючи вищевикладені принципи і переглянувши відео з уроками від фахівців, можна впевнено пробувати свої сили на практиці.
- Покрокова інструкція зі зварювання
Навчитися правильно варити алюміній досить важко. Нерідко за таку роботу не беруться навіть фахівці зі стажем. Проблема в тому, що алюміній є дуже примхливим матеріалом і робота з ним вимагає застосування інвертора високої якості.
Звичайно ж, можна обійтися практично будь-яким зварювальним напівавтоматом, Але по-справжньому якісні зварні шви дозволяють отримувати тільки апарати, які мають спеціальну функцію зварювання даного металу. Якщо зовнішній вигляд теж має значення, то краще варити алюміній агрегатом зі спеціальною опцією імпульсної зварювання. Зазвичай алюміній вариться в середовищі аргону. Сучасні інвертори дозволяють робити все якісно і в найкоротші терміни.
Які вимоги необхідно дотримуватися при зварюванні алюмінію аргоном?
При варінні алюмінію зазвичай застосовується чистий аргон. Можна використовувати суміш даного газу з гелієм. 2-ий варіант краще підходить для роботи з товстими листами. Алюміній вариться з використанням спеціальної алюмінієвого дроту із суцільним перерізом.
Важливо приділити особливу увагу конструкції пальника. По-перше, її потрібно встановлювати на прямий шланг, без жодних скручувань і перегинів. По-друге, довжина цього шланга повинна бути не більше 3 м. Проблема в тому, що алюміній вариться аргоном з використанням дуже м'якого дроту. Замість звичайного каналу в пальник краще встановити тефлоновий, призначений спеціально для роботи з алюмінієм.
У разі якщо 3 м шланга для вас мало, наблизьте зварювальний інвертор до оброблюваного матеріалу. Якщо це неможливо, можна буде тільки за допомогою агрегату з окремо що подає. Наконечники повинні мати більший діаметр, ніж для сталі. Пов'язано це з тим, що при нагріванні алюміній сильніше розширюється.
Потрібно підібрати правильні електроди. Кращі результати показує зварювання алюмінію аргоном з використанням таких електродів:
- ОК 96.20, ОК 96.10.
- ОЗАНА-1, ОЗАНА-2.
- Неплавких виробів на вольфрамової основі.
1-ша марка електродів стала широко використовуватися не набагато більше 10 років тому. Такі електроди застосовуються переважно для роботи з технічним алюмінієм. Також їх можна використовувати для зварювання сплавів і ливарного шлюбу. Вони дозволяють підтримувати рівне горіння дуги. Властивості готового шва максимально наближені до властивостей вихідного матеріалу, а шлаковая кірка видаляється без зайвих зусиль.
У електродів 2-го типу присутній лужно-сольовий покриття. Їх використовують при роботі з різноманітними сплавами алюмінію. У більшості випадків доводиться проводити попередній підігрів в середньому до 200-300 ° С.
Варити алюміній аргоном можна з використанням неплавких вольфрамових електродів. Вони дозволяють підтримувати дугу на стабільному рівні. Такі електроди можуть мати діаметр 2-6 мм. Для кожного конкретного випадку потрібно підбирати відповідний діаметр електродів в окремому порядку. Залежить він, перш за все, від товщини оброблюваного виробу. Найкраще показують себе вольфрамові електроди з різного роду присадками.

При варінні алюмінію аргоном використовуються досить дорогі електроди, тому до їх вибору потрібно підходити зі знанням справи і обов'язковим урахуванням особливостей майбутньої роботи.
Для варіння алюмінію аргоном вам знадобиться наступне:
- Зварювальний апарат та відповідні електроди.
- Алюмінієвий дріт.
- Газозварювання і нагрівальний прилад.
Повернутися до списку
Основні особливості зварювання алюмінію
Головною складністю зварювання алюмінію є оксидна плівка, що утворюється на поверхні металу в процесі обробки. Температура плавлення цієї плівки досягає 2050 градусів, а безпосередньо алюміній плавиться при набагато нижчих температурах.
Відповідно до технології потрібно спочатку пробивати цю плівку, а вже після цього плавити безпосередньо метал. Найкраще для виконання такого завдання підходить імпульсна зварювання. Алюміній має гарну теплопровідність і низьку температуру плавлення. Через це в процесі проведення зварювальних робіт деталь може запалитися. Щоб цього уникнути, потрібно попередньо трохи підігріти заготовку. Завдяки цьому буде додатково збільшена глибина провару алюмінієвої деталі.
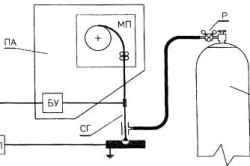
Принципова схема поста для напівавтоматичного зварювання плавиться: СГ - зварювальний пальник, Р - редуктор балонний, Б - балон зі стисненим газом, МП - механізм подачі зварювального дроту, БУ - блок управління напівавтоматом, IP - джерело живлення.
Щоб було легше розбити оксидну плівку, потрібно попередньо обробити деталь металевою щіткою. Така обробка не займе багато часу, зате деталь буде краще і швидше проплавляющей. Зачищати рекомендується безпосередньо перед початком виконання зварювальних робіт.
У процесі зварювання алюмінію стежте за тим, щоб дуга мала постійну довжину. Дане правило актуально не тільки для алюмінію, а й для будь-яких інших металів. Якщо дуга буде довшим, ніж потрібно, заготовка не розплавиться. Якщо ж вона буде коротше, метал запалиться. Відповідна довжина дуги визначається з урахуванням хімічного складу матеріалу, тому що у різних сплавів теплопровідність теж різниться. В середньому у випадку з алюмінієм застосовується дуга довжиною 1,2-1,5 см.
Ще однією складністю, з якою вам доведеться зіткнутися в процесі варіння алюмінію, є заварювання кратера в кінці шва. Проблема виникає через те, що алюміній досить швидко остигає. Вирішити цю проблему дозволяє спеціальний напівавтомат. Спочатку він дає підвищений струм, який дозволяє пробити окисну плівку. Надалі ток знижується, що дозволяє без жодних проблем заварити згаданий кратер.
Повернутися до списку
Які способи зварювання існують

Для варіння алюмінію було розроблено безліч різних способів, які передбачають використання різних матеріалів, Обладнання та захисних середовищ.
Найбільшого поширення набули такі методи:
- Сварка в інертному газовому середовищі з використанням вольфрамового електрода.
- Сварка за допомогою напівавтомата з автоматизованою подачею дроту.
- Сварка плавкими електродами без захисних газів.
Важливою умовою даної роботи є руйнування окисної плівки, що утворюється на поверхні алюмінію. Для її руйнування підійде змінний або постійний зворотний струм. Алюміній не можна варити на постійному прямому струмі, тому що в подібних умовах окісна плівка не піддасться катодного розпорошення і не зруйнується.
Повернутися до списку
Які апарати підходять для зварювання алюмінію

Для зварювання алюмінію аргоном можна використовувати ряд зварювальних апаратів. Всі вони діляться на кілька груп, а саме:
- Універсальні агрегати.
- Спеціальні моделі.
- Спеціалізоване оснащення.
Універсальні моделі випускаються серійно, вони найбільш затребувані серед покупців і використовуються найчастіше. Подібна зварювання застосовується в виробничих умовах на спеціально оснащених майданчиках.
Для зварювання алюмінію в середовищі аргону можна використовувати різні спеціальні присадки. Вони роблять роботу більш простий і якісною.
Агрегати, що дозволяють варити алюміній аргоном з використанням неплавких вольфрамових електродів, мають таке оснащення:
- Джерело змінного / постійного струму.
- Пальник або комплект спеціально призначених для такої роботи пристроїв.
- Пристрій, здатний забезпечити стартове посилення дуги або ж таке, яке дозволяє стабілізувати змінну дугу.
- Апаратуру, яка дозволяє управляти зварювальним циклом.
- Пристрій, призначений для компенсації і регулювання постійного струму.
В даний час існує ряд нових методів зварювання алюмінію аргоном, розроблених спеціально для розширення діапазону товщини матеріалів, які можна варити, поліпшення показників продуктивності при отриманні зварних з'єднань, в тому числі і поліпшення провару.
В процесі роботи дуга переміщається кроками або з певною швидкістю. Ці переміщення можуть бути синхронізовані з імпульсами струму зварювання. Завдяки цьому проплавление буде максимально ефективним в усіх напрямках. Зниження струму дозволяє виключити ризик перегріву металу і завдяки цьому практично повністю позбутися від деформацій.
Вольфрамові електроди дозволяють отримувати якісні зварні шви і виконувати роботу з досить великою швидкістю. Для виконання роботи знадобиться лише спеціальне обладнання і додаткові блоки, ніяких важкодоступних і дорогих агрегатів не потрібно.
Найчастіше зварювання аргоном виконується за допомогою інверторного агрегату. Такі апарати отримали широке поширення як в побуті, так і на виробництві. Застосування инверторного зварювального апарату є оптимальним варіантом. Навіть не маючи особливого досвіду проведення зварювальних робіт, ви зможете розібратися в технології без особливих зусиль. І ці знання виразно вам знадобляться. По-перше, ви зможете виконувати свої особисті завдання, а по-друге, при бажанні, надавати послуги стороннім замовникам.
Листопад 10, 2015
Зварювання алюмінію в середовищі аргону
З'єднання металів дугового електрозварювання настільки широко поширене, що багатьом здається, що цей метод підходить для всіх без винятку матеріалів. Але це далеко не так. Існують метали, які вимагають особливого поводження і для їх зварювання потрібні спеціальні технології. Наприклад, алюміній або тонку нержавіючу сталь можна варити тільки в аргонової атмосфері.
Ще зі шкільного курсу хімії відомо, що аргон - інертний газ і в реакції ні з металами, ні з іншими речовинами не вступає. Як же працює аргон зварювання алюмінію? В апараті для зварювання алюмінію використовуються саме інертні властивості цього газу. Дугове зварювання виробляється в середовищі аргону, який надходить з керамічного сопла і витісняє повітря із зони горіння дуги. Розплавлений метал не окислюється і не вступає в реакцію з іншими компонентами повітря, тому з'єднання вийдуть надзвичайно міцним.
Аргонова зварювання застосовується як для невеликих деталей, так і для з'єднання масивних конструкцій. Особливістю цього виду електрозварювання є можливість створення шва в кілька шарів, які утворюють монолітне з'єднання, без найменшого сліду шлаків і окалини. Але для кожного виду з'єднання потрібно підібрати спеціальний пальник.
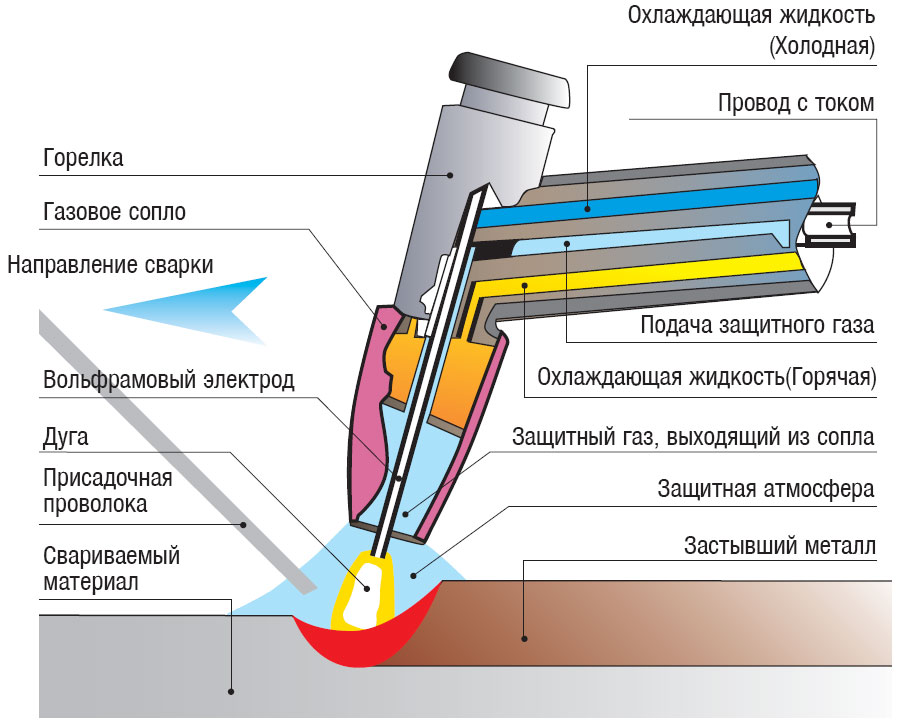
Як влаштована пальник аргонового апарату для зварювання
Пальник - один з основних вузлів аргонного зварювального апарату. Вона складається з:
- газового сопла;
- вольфрамового електрода (плавиться);
- система охолодження;
- корпусу з цангою.
Газове сопло з кераміки пов'язане з газовим балоном через редуктор. Вольфрамовий електрод використовується для створення електричної дуги, але сам не плавитися, для зварювання використовується присадний пруток - спеціальний дріт, яка подається в зону дуги окремо. Матеріал прутка підбирається для кожного металу окремо.
Для продовження терміну життя електрода він повинен охолоджуватися до певної температури, нижче критичної. У більшості апаратів для ручного зварювання, Як аматорських, так і професійних, він охолоджується повітрям. Але на потужних промислових установках передбачено рідинне охолодження електрода за допомогою безперервно циркулює в зоні електрода води.

Варити алюміній можна як за допомогою звичайного зварювального апарату або інвертора, обладнаного продувний аргонной пальником і має в своєму активі спеціальний набір налаштувань, так і спеціальним аргону. Особливість зварювання алюмінію є те, що воно проводиться змінним струмом.
Технологія зварювання алюмінію аргоном
Алюміній, при всіх своїх унікальних властивостях і високій технологічності, дуже важко зварюється. Це обумовлено його хімічною природою - на поверхні металу утворюється оксидна плівка Al 2 O 3 незначної товщини, але дуже тугоплавка. Вона плавитися при температурі 2044 ° C, а сам алюміній - при 660 ° C. Причому оксид з'являється миттєво на краплях розплавленого металу і перешкоджає утворенню монолітного шва.
Крім того, алюміній відрізняється дуже високою теплопровідністю - в кілька разів вище стали. Це вимагає постійного припливу високої температури, а в підсумку, збільшення зварювального струму до 1,5 разів у порівнянні зі сталями.
Технологія AC TIG, що застосовується для зварювання алюмінію, передбачає початкове руйнування оксидної плівки і створення перешкод для її подальшої освіти. Це робиться як за допомогою електричного струму - зварювання алюмінію на постійному струмі зворотної полярності або змінним струмом. При зворотній полярності відбувається катодного розпилення плівки оксиду, що руйнує її повністю.

Обдування зони плавлення металу аргоном перешкоджає проникненню кисню і водню, деструктивно впливають на зварювальний шов. обдув інертним газом повинен проводитися протягом усього часу дії електричної дуги і не припинятися після її згасання ще кілька секунд.
Техніка роботи з алюмінієм
Інверторний або спеціальний в інструкції по експлуатації має ряд вказівок по виробництву налаштувань для роботи з алюмінієм. У різних моделей вони можуть відрізнятися, тому перед початком роботи слід з ними познайомитися, не покладаючись на досвід. Особливо, якщо використовується новий апарат незнайомій моделі, або власні навички електрозварювальних робіт не надто великі.
Початковий етап - зачистка деталей, що з'єднуються і їх знежирення. Очистити поверхню слід від бруду, масел, накипу, а потім знежирити ацетоном, уайт-спіритом або розчинником. Для видалення оксидної плівки поверхні в зоні зварювання очищаються сталевою щіткою або наждачним папером.

Для початківців зварників необхідно нагадати, що для алюмінію застосовуються електроди з вольфраму діаметром від 1,6 до 5 мм і спеціальні присадочні прутки, товщиною від 1,6 до 4 мм.
Універсальна покрокова інструкція для роботи з алюмінієм не може передбачити всіх випадків, тому, в першу чергу, потрібно слідувати таким рекомендаціям:
- кут нахилу електрода до площини металу тримати в діапазоні 70 - 800;
- довжину дуги підтримувати на рівні 1,5 - 2,5 мм;
- рух пальника проводиться слідом за присадним прутком;
- зворотно поступальні короткі руху пальника і прутка виробляються тільки уздовж шва, ні в якому разі не під кутом або перпендикулярно з'єднанню;
- алюмінієвий лист встановлюється на мідну або сталеву поверхню, для кращого відведення тепла;
- подача аргону починається за 4 - 6 секунд до включення дуги і тривати до 7 секунд після її згасання;
- швидкість зварювання визначається величиною зварювального струму.
Для якісного зварювання алюмінію в середовищі аргону найкраще використовувати спеціальний зварювальний апарат, Наприклад, Jasic TIG-180 P (W211) PRO, HYL TIG-200P, Welding Dragon PRO TIG250 ACDC. Ціна їх трохи вище, ніж апаратів без системи обдування інертними газами, але вона цілком виправдана. Адже їх можна використовувати і для звичайної дугового зварювання. А в аргонової атмосфері відмінно зварюється не тільки алюміній, а практично всі метали. Освоїти аргонову зварювання під силу будь-якому новачкові.
Зварювання алюмінію в аргоні.
Покрокова інструкція по налаштуванню апарату на прикладі INTER TIG 200 AC / DC PULSE
Сварка аргоном алюмінію в Москві оцінюється від 15 до 300 рублів (сантиметр). Різниця вартості залежить від складності, обсягу, термінів виконання замовлення.
Розрахунок вартості виготовлення алюмінієвих конструкцій, зварювання аргоном алюмінію, компанія "Артстел" в кожному випадку виробляє індивідуально. Кінцева ціна складається з вартості матеріалу, зварювання алюмінію аргоном, слюсарну обробку металу.
Аргонная сварка TIG
Аргонная сварка TIG - один з найпопулярніших методів зварювання, який застосовується з метою виробництва відповідальних зварних конструкцій з алюмінію. Основними відмінностями від інших видів зварювання, є наявність не плавиться вольфрамового електрода, захисного газу аргону, керамічного сопла на кінці аргонодугового пальника.
Головною перевагою аргонової зварки вольфрамовим електродом - шлакові включення відсутні в зварювальному шві, робота зварювання аргоном починається з 5 ампер. В імпульсному режимі добре варяться тонкі листи. Зварювальний дуга, однаково добре, горить у всьому діапазоні струмів. Аргонная сварка TIG - сучасний, технологічний спосіб з'єднання кольорових металів.


В наш час неможливо знайти галузі, де не застосовувалися деталі з алюмінієвих сплавів. Алюмінієві конструкції знаходять найширше застосування в різних сферах нашого життя. Вони користуються популярністю у стротелей і дизайнерів. Активно використовується в харчовій та хімічній промисловості.
Сварка аргоном алюмінію незамінна в суднобудуванні, суднових будівлях. Алюміній застосовується у виготовленні цистерни, ємності, резервуара. Міцний, легкий алюміевий сплав є перспективним конструкційним металом при виробництві транспорту, будівельної промисловості, інших технологічних областях.
Сплави з алюмінію використовуються в зварних металоконструкціях різного призначення. Головним достоїнством алюмінієвих сплавів є невисока щільність, хороші корозійні якості, високий коефіцієнти питомої міцності. У алюмінієвих сплавів дуже висока теплопровідність, тому нагрів від зварювання швидко відводиться в деталі. Тому потрібна підвищена тепловкладення, рекомендовано попередньо підігрівати масивні алюмінієві деталі. Алюміній плавиться при температурі 660 градусів. Нагріваючись, його міцність істотно знижується.
Дуже часто, для створення конструкції, нам потрібно зварювання аргоном алюмінію, яка сильно відрізняється від інших способів з'єднання металу. Відмінності походять від специфічних особливостей цього металу. На його поверхні завжди знаходиться оксидна плівка, яка адсорбує водяна пара, який утримується плівкою температури 660 градусів (темперутура плавлення).
Компанія "Артстел" має необхідне обладнання для зварювання аргоном алюмінію і виготовлення металоконструкцій з алюмінієвих сплавів:
Сучасне зварювальне обладнання
Устаткування для металообробки
Професіонали, які мають досвід зварювання
аргоном алюмінію
Необхідні витратні матеріали
Підготовка під зварювання аргоном алюмінію.
Готуючи вироби, спочатку профилируют кромки заготовки. Органічними розчинниками (ацетон, розчинник РС1, РС2, уайт-спірит) прибирають органічні забруднення. При наявності застрелив оксидної плівки, її видаляють. Видалити її можна за допомогою металевої дротяної щітки, шабрением, болгаркою з пелюстковим диском.
при аргонной зварюванні TIG зварювальний дуга знаходиться між електродом з вольфраму і заготівлею. Перенесення розплавленого алюмінію через дугу немає (крапельний перенесення є у напівавтомата), що значно полегшує стабільне горіння зварювальної дуги. Виключається розбризкування, скорочуються втрати, поліпшуються якісні характеристики через відсутність взаємодій металу з газом стобца дуги.
Перед TIG на змінному струмі з'являється можливість видалити оксидну плівку за допомогою іонного заряду. Електрони на цю роль не підходять через свою малу масу, не володіють необхідною кінетичної енергією.
переваги:
Виготовляючи складні вироби і металоконструкції, зварювання аргоном алюмінію проводиться у всіх просторових положеннях.
Чудова захист зварювальної ванни від кисню, інших газів під час аргонной зварюванні.
Аргонная сварка універсальна - варимо алюмінієві сплави різної товщини від 1,5 мм і вище.
Вона мінімально деформує конструкцію.
При аргонной зварюванні не застосовуються флюси, після яких з'являється корозія і неоднорідний шов.
Зварювальник завжди контролює формування зварного шва.
Естетичний зварений шов.
Існує кілька способів зварювання, які залежать не тільки від застосовуваної техніки, але і від режимів, які виставляє користувач. Якщо розглядати використання електрозварювання, то тут може виникнути кілька варіантів, які залежать від роду струму. Зварювання алюмінію постійним струмом є якраз однією з таких різновидів. Вона використовується не так часто, як змінним струмом, але все ж має ряд особливостей, які визначаються полярністю. Майстри віддають перевагу змінному електрики, так як воно поєднує в собі переваги обох полярностей.
Коли йде зварювання алюмінію постійним струмом, то доводиться вибирати, що важливіше для зварювального процесу. Адже властивості зварювання алюмінію є далеко не найкращими, тому, слід підбирати підходящі умови, які б змогли задовольнити технологічні вимоги і забезпечили рівний і щільний зварювальний шов алюмінію. Основною проблемою цього формування стає оксидна плівка, з якої не може впоратися висока температура зварювання, так як вона плавиться при 2200 градусах Цельсія, а алюміній при 680. Зворотній полярність постійного струму допомагає зруйнувати її завдяки катодного розпорошення, яке відмінно впливає в поєднанні з флюсами і попередньою обробкою.
переваги
- При використанні постійного струму прямої полярності виходить стабільна дуга, яка допомагає формувати якісний і рівний шов;
- Якщо використовується постійний струм для зварювання алюмінію зворотної полярності, то забезпечується катодного розпорошення, що знищує оксидну плівку.
недоліки
- Доводиться вибирати між стабільною дугою або руйнуванням оксидів;
- Без руйнування оксидної плівки неможливо досягти високої якості зварювання, так як вона обволікає розплавлений метал, не даючи йому нормально з'єднатися;
- Складно підібрати параметри обладнання для зварювання конкретної товщини металу при такому режимі роботи.
Нюанси при зварюванні постійним струмом
Перед тим як варити алюміній електрозварюванням потрібно в першу чергу розібратися з параметрами устаткування. Фахівці не рекомендують використовувати постійний струм прямої полярності, так як його недоліки переважують переваги і з ним виходить дуже проблематичною. При зворотній полярності вдається побороти одну з головних проблем зварюваності алюмінію, але це не єдина проблема, з якою доводиться стикатися.
До іншим нюансам даного процесу можна віднести високу плинність металу в розплавленому стані, з якої не допоможе впоратися ні який рід струму, а лише майстерність зварника. Також варто враховувати підвищену схильність до напруги, що передбачає підігрів металу і ретельну просушку електродів перед використанням. Тут потрібно враховувати низьку глибину проварки металу, так що при роботі з товстими заготовками може знадобитися додаткова обробка кромок. У плані попередньої підготовки тут також є кілька нюансів, які стосуються очищення поверхні розчинниками і простими механічними способами, що має збільшити якість з'єднання.

Зварювання алюмінію аргоном
Матеріали та інструмент
- Зварювальний апарат, без якого неможлива була б електрозварювання алюмінію електродом. Він підбирається в залежності від способу, так як можливо ще застосування газу;
- Присадний матеріал, в якості якого можуть виступати або зварювальний дріт;
- Балон з інертним газом, якщо використовується зварювання алюмінію аргоном постійним струмом.
- Надійні шланги для з'єднання балона з пальником;
- Пальник, яка розрахована спеціально для аргонодугового зварювання;
- Редуктор, щоб змінювати тиск газу, що подається з балона;
- Манометр, щоб стежити за рівнем тиску, з яким ведеться робота.
Вибір матеріалів та обладнання
Електрозварювання алюмінію на постійному струмі зворотної полярності може проводитися стандартним методом, при використанні звичайної електрозварювання і електродів, а також аргонодугового апарату. Перший варіант простіший і дешевший, тоді як другий виявляється одним з найнадійніших, але собівартість процесу і його складність стає вище. Тому, для звичайного з'єднання використовуються електрозварювання, тоді як при роботі з відповідальними спорудами і деталями потрібно застосовувати тільки ТИГ варіант. У будь-якому випадку, при виборі апарату потрібно звертати увагу на широту його діапазону, а також плавність регулювання параметрів.
З підбором витратного матеріалу все простіше, так як для електрозварювання потрібні спеціальні електроди, які призначені для чистого металу або його певного сплаву, а для аргонодугового способу потрібно зварювальний дріт, склад якої б максимально збігався зі складом зварюваного металу або його сплаву.
Покрокова інструкція
Зварювання алюмінію постійним струмом в середовищі аргону передбачає наступний ряд дій:
- Підготовка металу, куди входить обробка кромок, механічне очищення і обробка розчинником, яким може стати ацетон або інша схожа рідина;
- Далі слід розташувати на поверхні зварювання флюс, який поліпшить з'єднання;
- Після цього можна приступати до налаштування техніки, відповідно до заданого режиму;
- Далі вже йде сама зварювання, під час якої слід провести шов по всій поверхні крайок;
- Дати охолонути шву і перевірити його якість будь-яким з доступних методів.
Процес проходить переважно в нижньому положенні, так як метал сильно розтікається в горизонтальному або стельовому. »
Таблиця режимів зварювання алюмінію постійним струмом
|
вид заготовки |
Товщина зварюваної деталі, мм |
Електрод, мм |
Зварювальний дріт, мм |
Величина струму, А |
Витрата газу, л / хв |
|
При оброблених крайках |
1 |
45…50 |
4-5 |
||
|
Одностороння зварювання встик без обробки кромок |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Двостороння зварювання встик без обробки кромок |
3-4 |
3-4 |
120…180 |
7-8 |
Техніка безпеки
Електрозварювання алюмінію в домашніх умовах і на виробництві вимагає виконання правил безпеки. Насамперед це стосується використання захисного одягу і таких засобів, як. Правила електробезпеки повинні дотримуватися як на виробництві, так і вдома. Балони з газом повинні знаходитися, як мінімум на 5 метровому видаленні від джерела вогню.




