Змішаний газ для зварювання як він робиться. Газова суміш для виробництва зварювання
Зварювальні газові суміші на основі аргону і вуглекислоти.
Для високої якості електро зварювальних робіт в середовищі захисних газів компанія «Криогенсервис» пропонує широкий асортимент зварювальних сумішей на основі аргону, а також заправку балонів зварювальними сумішами будь-якого обсягу!
КОРИСНА ІНФОРМАЦІЯ:
Чи можливо скоротити витрати на зварювання і поліпшити її якість одночасно?
ТАК! ТАК, і ще раз ТАК!
Технологія зварювання в захисному середовищі із застосуванням зварювальних газових сумішей значно підвищує якість робіт і ефективність виробництва зварювальних робіт. Новим рівнем в поліпшенні зварювальних процесів стало застосування газових сумішей на основі аргону!
Переваги використання газових зварювальних сумішей на основі аргону в порівнянні з вуглекислотою:
Збільшення кількості наплавляємого металу за одиницю часу, а також зниження втрат електродного металу на розбризкування.
Зниження кількості прилипання бризок (наприскування) в районі зварного з'єднання і як наслідок зменшення до 95% трудомісткості з їх видалення. Підвищення щільності і пластичності металу шва. Підвищення міцності зварного з'єднання. Процес зварювання стабільний навіть при деякій нерівномірності подачі зварювального дроту, А також наявності на її поверхні слідів технологічного мастила та іржі. Гігієнічні умови праці на робочому місці зварника поліпшуються за рахунок значного зменшення кількості виділень зварювальних аерозолів і димів.
Краща якість:
Зменшує кількість оксидних включень і подрібнює зерно, покращуючи мікроструктуру металу. Збільшує глибину провару шва, підвищує його щільність, що в кінцевому підсумку збільшує міцність зварювальних конструкцій.
Висока втомна міцність, кращий зовнішній вигляд виробів - вагомі аргументи на користь зварювальних сумішей при зварюванні.
Більш висока продуктивність:
Швидкість зварювання в порівнянні з традиційною (в захисному середовищі CO2) збільшується в два рази. Це відбувається через менший поверхневого натягу розплавленого металу, внаслідок чого на 70% -80% знижується розбризкування і Набризкування електродного металу. Незначна кількість бризок і поверхневого шлаку в багатьох випадках виключає роботи по зачистці зварювальних елементів.
Економія коштів:
Зменшує витрати електроенергії і зварювального дроту на 10-15%. Дозволяє значно скоротити витрати на роботи, пов'язані з зачисткою, і підготовку зварних швів перед фарбуванням або оцинкуванням. Збільшує термін служби зварювальних насадок, стекол масок і спецодягу, внаслідок чого скорочуються витрати на їх заміну.
Кращі умови праці:
Значно менше кількості диму, зварювальних аерозолів і шкідливих газів зберігають здоров'я зварювальника і дозволяють йому тривалий час працювати з великою увагою. Зменшується ризик виникнення професійного захворювання зварювальників - силікозу легенів.
Уже настав час використовувати прогресивні технології і нові продукти, що дозволяють виробникам забезпечувати високу якість робіт і ефективність виробництва, поліпшити і убезпечити умови праці своїх робітників.
Компанія «Криогенсервис» здійснює поставку зварювальних газових сумішей, наповнення балонів та оперативну доставку спеціалізованим транспортом.
Порівняльні таблиця для вибору складу зварювальної суміші
| Найменування і позначення газової суміші | Склад і спосіб поставки | Область застосування в зварюванні |
|---|---|---|
| Суміш газова ТУ 2114-001-87144354-2012 Ar / 2CO2 | 98% Ar + 2% CO2Ar - аргон газоподібний сорт вищий (99,993%); CO2 - двоокис вуглецю газоподібний сорт вищий (99,8%). Поставляється: в сталевих балонах під тиском 150 кгс / см2; в моноблоках БМКБ - під тиском 200 кгс / см2. Балони пофарбовані в чорний колір і мають білий напис «суміш Ar - CO2 |
напівавтоматичне зварювання: - нержавіючих сталей; - тонкостінних виробів (товщина менше 1 мм) зі звичайних конструкційних сталей; - зварювання-паяння на напівавтоматі оцинкованих деталей і з'єднань мідь-залізо. |
| Суміш газова ТУ 2114-001-87144354-2012 Ar / 10CO2 | 90% Ar + 10% CO2Ar - аргон газоподібний сорт вищий (99,993%); CO2 - двоокис вуглецю газоподібний сорт вищий (99,8%). Поставляється: в сталевих балонах під тиском 150 кгс / см2; в моноблоках БМКБ - під тиском 200 кгс / см2. | - напівавтоматичне зварювання низьколегованих і середньолегованих конструкційних сталей; - всі види швидкісного зварювання; - імпульсна зварювання; - можлива робота як в режимі дрібнокрапельного перенесення, так і в струменевому режимі. |
| суміш газова ТУ 2114-001-87144354-2012 Ar / 18CO2 |
82% Ar + 18% CO2Ar - аргон газоподібний сорт вищий (99,993%); CO2 - двоокис вуглецю газоподібний сорт вищий (99,8%). Зварювальна газова суміш поставляється: в сталевих балонах під тиском 150 кгс / см2; в моноблоках БМКБ - під тиском 200 кгс / см2. Балони пофарбовані в чорний колір і мають білий напис «суміш Ar-CO2» |
Найбільш універсальна газова суміш для напівавтоматичного зварювання вуглецево-конструкційних сталей, підходить практично для всіх типів матеріалів і видів швів. |
| Суміш газова ТУ 2114-001-87144354-2012 Ar / 20CO2 Свідоцтво НАКС № АЦСМ-12-01610 |
80% Ar + 20% CO2Ar - аргон газоподібний сорт вищий (99,993%); CO2 - двоокис вуглецю газоподібний сорт вищий (99,8%). Поставляється: в сталевих балонах під тиском 150 кгс / см2; в моноблоках БМКБ - під тиском 200 кгс / см2. Балони пофарбовані в чорний колір і мають білий напис «суміш Ar-CO2». |
-полуавтоматіческая зварювання і наплавка звичайних конструкційних сталей; -полуавтоматіческая зварювання нержавіючих сталей з порошковим дротом; -можливість виконання вертикальних швів з мінімальним розбризкуванням |
| суміш газова ТУ 2114-001-87144354-2012 Ar / 25CO2 |
75% Ar + 25% CO2Ar - аргон газоподібний сорт вищий (99,993%); CO2 - двоокис вуглецю газоподібний сорт вищий (99,8%). Поставляється: в сталевих балонах під тиском 150 кгс / см2; в моноблоках БМКБ - під тиском 200 кгс / см2. Балони пофарбовані в чорний колір і мають білий напис «суміш Ar-CO2». | - напівавтоматичне зварювання і наплавка звичайних конструкційних сталей; - зварювання трубопроводів на автоматах і роботах; - забезпечує максимальне проплавлення при мінімумі бризок; - можливість роботи в усіх положеннях |
top
Компанія «Криогенсервис» виробляє постачання підприємств (різного профілю) технічними газами: азот, аргон, ацетилен, газові суміші, гелій марки «А» і гелій марки «Б», технічний кисень, пропан, а також вуглекислота. Крім поставок технічних газів, Компанія спеціалізується на торгівлі газовими балонами, Виробленими за ГОСТ 949-73 і ГОСТ 15860-84 (для пропану). Серед додаткових послуг компанії, можна відзначити послуги з ремонту, оренди, купівлі та переогляд (атестації) газових балонів.
- Газові суміші для зварювання
- критерії вибору
- Джерело струму і функції
- Регулювання струму і цифрова індикація
Для проведення зварювальних робіт використовується різноманітне обладнання, але популярним сьогодні став зварювальний напівавтомат, який володіє необхідною продуктивністю, якістю роботи, зручністю.
Зварювальний напівавтомат - це електротехнічний апарат, призначений для зварювального процесу із застосуванням електрода.
Перед покупкою треба визначитися, як вибрати зварювальний напівавтомат. Доведеться враховувати численні параметри, вирішити, в який газовому середовищі будуть здійснюватися роботи.
Газові суміші для зварювання
При виборі зварювального апарату необхідно враховувати, в який газовому середовищі буде здійснюватися робота. Наприклад, для методу зварювання MIG треба застосовувати інертний газ (аргон), а MAG підійде газ активний (вуглець).
Всі види газів, які використовуються для зварювальних апаратів, можна розділити на 2 великі групи:

- Газові склади, активно реагують з металами. До їх числа можна віднести вуглекислий газ, азот, кисень.
- Інертні гази, наприклад, гелій, аргон.
Найпростіший варіант - це використання вуглекислого газу, він же буде найдешевшим. Але в цьому випадку страждає якість шва, його не можна назвати зовсім поганим, але додаткове очищення після роботи необхідна, в іншому випадку шов буде іржавіти. Для полуавтомата рекомендують застосовувати суміш з двох газів - це склад, на 20% складається з вуглекислого газу і на 80% з аргону. Чистий аргон застосовується для кольорових металів, а при використанні вольфрамового електрода найкраще брати суміш з 90% аргону і 10% водню.
Чистий азот як захисне середовище застосовується для зварювання бронзових деталей, латуні. Є моделі, які можуть працювати без газу, але тоді з'являється необхідність застосування флюсу. Важливо відразу визначити, за яких умов повинна вестися робота, чи є вимоги до газовому середовищі.
Повернутися до списку
критерії вибору
Щоб напівавтоматичного типу, необхідно звертати увагу на різні параметри. До критеріїв вибору відносяться:

Важливим показником при виборі зварювального напівавтомата є значення напруги електричної мережі.
- здатність навантаження електричної мережі середовища;
- вибір матеріалу, який необхідно зварювати, це може бути нержавіюча сталь, низьковуглецевий сталь, алюміній, кольорові метали;
- товщина оброблюваного металу;
- вимоги до якості зварювання;
- якість зварного шва з урахуванням його довжини, ширини, положення в просторі;
- інтенсивність експлуатації обладнання.
вибираючи зварювальний апарат, Необхідно звертати увагу на напругу електричної мережі. Важливо точно визначити, який апарат можна використовувати для роботи. Наприклад, для однофазних мереж підходять тільки ті пристрої, які можуть працювати з мережами від 220 В при навантаженні до 16 А. Якщо ж апарат розрахований на роботу при напрузі нижче 150 В, то використовувати напівавтомат складно, необхідний додатково інвертор або електрогенератор, так як напівавтомат нормально працювати не буде.
Повернутися до списку
Яким повинен бути зварювальний струм
При виборі будь-якого агрегату важливо враховувати і струм. Такий показник визначає, при яких значеннях обладнання не буде перегріватися, якої товщини метал можна варити. Коли вибирається зварювальний напівавтомат, треба враховувати певні показники. Наприклад, якщо у зварюється товщина до 5 мм, то можна брати обладнання з струмом в 150-200 А. Для дроту допускається діаметр в 0,8-1 мм. Але при більшій товщині зварюваних деталей значення номінального струму буде підвищуватися до 250 А, дріт для роботи використовується з діаметром в 1,2-1,6 мм. Більш докладно вибір пристрою для зварювання за умов застосування вуглекислого газу буде грунтуватися на таких значеннях:

- При товщині металу в 0,8-1 мм знадобиться діаметр дроту в 0,7-0,8 мм. зварювальний струм має дорівнювати 50-80 А.
- При товщині металу в 1,5-2 мм знадобиться діаметр дроту в 0,8-1,2 мм. Зварювальний струм повинен бути рівний 90-200 А.
- При товщині металу в 3 мм діаметр дроту складе 1,2-1,4 мм, зварювальний струм - 200-380 А.
- При товщині металу в 4 мм діаметр дроту складе 1,2-1,6 мм, зварювальний струм - 200-350 А.
- При товщині металу в 8 мм необхідно використовувати діаметр дроту в 1,2-2,5 мм. Зварювальний струм повинен бути рівний 300-450 А.
Деякі фахівці рекомендують передбачити запас в 50 А. Це дозволить використовувати апарат для металу з більшою товщиною, якщо є необхідність. Для того щоб вибрати зварювальний апарат напівавтомат, потрібно врахувати і тривалість навантаження. Це необхідно, щоб устаткування під час роботи не перегрівалося. Такі значення завжди вказуються виробником, але зазвичай тривалість навантаження складає 60%. Цього цілком достатньо для якісної роботи.
Напівавтомат використовує для розплавлення металу і присадочного матеріалу електричну дугу. Але на відміну від стандартної зварки, Яка відбувається за допомогою покритих електродів, тут використовується дріт, яка не має захисного покриття. Захист тут забезпечують газові суміші для зварювання. Під час зварювання ванна розплавленого металу захищається палаючим газом або сумішшю, що утворюють надійний щит від проникнення кисню і водню з повітря. Також газова суміш для зварювання напівавтоматом сприяє знищенню оксидів і інших негативних чинників. У підсумку, виходить більш надійний результат, ніж при звичайній зварці, але це вимагає великих витрат праці.
Галузь застосування
Зварювальні газові суміші можуть використовуватися практично у всіх місцях, де є робота з з'єднанням металу. Вони призначаються для зварювання з великою відповідальністю. Собівартість створення шва із застосуванням газу набагато більше, ніж без нього, так що даний метод застосовується в тих випадках, коли потрібна підвищена гарантія надійності з'єднання. Металоконструкції на будівництвах, особливо несучі їх частини, завжди з'єднуються за допомогою газових сумішей.
Труби в приватній сфері або в промислових підприємствах з'єднуються полуавтоматами, так як тут потрібно домогтися герметичності. Це виключає наявність мікротріщин, пор, раковин і інших дефектів, що погіршують міцність. Для кожного типу з'єднань металу, в залежності від його складу, підбираються свої захисні гази та їх поєднання.
Ремонтні майстерні і побутова область також можуть забезпечити застосування даними субстанцій, так як серед них є відносно недорогі і цілком надійні варіанти. Широта використання забезпечується різноманітністю сполучень компонентів в сумішах і можливістю використовувати їх для найрізноманітніших випадків.
переваги
Кожна газова суміш для зварювання напівавтоматом унікально, але в цілому всі вони мають ряд переваг, ніж та заслужили таке широке використання в зварювальної сфері. До основних переваг варто віднести:
- Дає високу якість шва;
- Збільшує продуктивність зварювання;
- Підвищує ефективність роботи;
- Знижує кількість бризок розплавленого металу зі зварювальної ванни;
- Дає стабільне горіння дуги;
- Шви стають більш щільними і в той же час пластичними;
- Збільшує швидкість розплавлення металу;
- Знижує рівень задимленості.
недоліки
- Газові суміші для зварювання є вогненебезпечними і неправильне зберігання балонів може призвести до вибуху;
- Деякі суміші виявляються шкідливими для здоров'я людини, призводять до задухи або виникнення професійних хвороб;
- Не завжди є можливість дістати той чи інший різновид або ж зробити її самостійно.
Види газових сумішей
Виділяють кілька основних типів сумішей, які використовуються в сучасної зварювання. Суміш газів аргон і вуглекислота відноситься до найпоширенішою і затребуваною різновиди для відповідальних робіт. Найчастіше її використовують при з'єднанні сталей з низьким рівнем легування. Вуглекислота дозволяє полегшити струменевий перехід. Використання такої суміші робить шви пластичними, а також знижує ймовірність утворення пор в них.
Аргон з киснем також дає більш щільну структуру сполуки, так як тут практично не утворюються пори. Співвідношення між газами в суміші може бути різним, але найчастіше рівень аргону досягає близько 95%.

Аргон з воднем застосовується для високолегованих сталей, в тому числі і нержавіючих, нікелю та їх сплавів. Це поєднання застосовується на практиці не тільки як, але і як формувальний.
Аргон з гелієм розрахований на роботу з кольоровими металами і їх сплавами. Основними металами для такої суміші є алюміній, мідь, нікель і різні хромонікелеєві сплави.
Аргон з активними газами вважається універсальною сумішшю для роботи з широким колом марок сталі. Це можуть бути різновиди низького, середнього і високого рівня легування. При своїх властивостях дане поєднання має відносно невисоку вартість для своєї сфери.
Принцип зварювання напівавтоматом газовими сумішами
Зварювальні суміші з аргону і вуглекислого газу, а також інші різновиди мають свої особливості використання. Принцип застосування заснований на забезпеченні максимального рівня захисту, але щоб при цьому не пошкодити метал при зварюванні. В першу чергу підпалюється пальник, з якої подається струмінь газу на місце з'єднання. Вона може попередньо використовуватися для підігріву місця, якщо того вимагає технологія.
Потім підпалюється дуга неплавким електродом. зварювальні напівавтомати найчастіше використовують вольфрамові електроди. Одночасно з запалюванням дуги включається подача дроту, захищеної струменем палаючої газової суміші. Для якісного зварювання потрібно правильно розрахувати кількість подачі газу і швидкість дроту. Для цього є режими, індивідуально підібрані для кожного типу з'єднання.
Температура горіння суміші не повинна розплавляти метал і, так що при недовгому віддалі пальника з присадним матеріал від ванни її не обов'язково відключати. Після завершення шва, якщо йому потрібно поступове охолодження, можна здійснювати підігрів тим же пальним з робочою пальника. При роботі потрібно обов'язково використовувати засоби індивідуального захисту.
висновок
Багатокомпонентні газові склади дуже поширені в даній області, так як допомагають отримати унікальні властивості шляхом поєднання декількох елементів. Крім стандартних варіантів, можна спробувати зробити самостійно необхідне сполучення. Існує кілька способів, як приготувати газову суміш для зварювання самостійно. У будь-якому випадку, на перше місце потрібно ставити правила техніки безпеки при роботі з газом і напівавтоматом, так як тут ще є небезпека ураження струмом.
Напівавтоматичне зварювання вимагає уважного ставлення до використовуваних захисним газам. В якості захисних газів при зварюванні плавленням застосовують інертні гази (аргон, гелій), активні гази (вуглекислий газ, азот, водень і ін.) І їх суміші інертних і активних газів. Вибір захисного газу визначається хімічним складом зварюваного металу, вимогами, що пред'являються до властивостей зварного з'єднання, економічністю процесу та іншими факторами.
Суміш інертних газів з активними газами рекомендується застосовувати для підвищення стійкості дуги, збільшення глибини проплавлення і зміни форми шва, металургійної обробки розплавленого металу, підвищення продуктивності зварювання. При зварюванні в суміші газів підвищується перехід електродного металу в шов.
Суміш аргону з 1-5% кисню використовують для дугового зварювання електродом, низьковуглецевої і легованої сталі. Добавка кисню до аргону знижує критичний струм, попереджає виникнення пір, покращує форму шва.
Суміш аргону з 10-25% вуглекислого газу застосовують при зварюванні плавиться. Добавка вуглекислого газу при зварюванні вуглецевих сталей дозволяє уникнути утворення пір, дещо підвищує стабільність дуги і надійність захисту зони зварювання при наявності протягів, покращує формування шва при зварюванні тонколистового металу.
Суміш аргону з вуглекислим газом (до 20%) і з не більше 5% кисню використовують при зварюванні плавиться вуглецевих і легованих сталей. Добавки активних газів покращують стабільність дуги, формування швів і попереджають пористість.
Суміш вуглекислого газу з киснем (до 20%) застосовують при зварюванні плавиться вуглецевої сталі. Ця суміш має високу окислювальну здатність, забезпечує глибоке проплавлення і хорошу форму, охороняє шов від пористості.
Напівавтоматичне зварювання чистим аргоном не часто використовується на нержавіючих сталях. Без активного захисного газу (кисню або CO2) дуга не стабільна. Теплопровідність і енергія іонізації аргону низькі, а нагрівання деталі недостатній. В результаті плавлення ставати дуже повільним, а передача металу і характеристики плинності низькими. Це призводить до нерівних швах і незадовільного проникненню. Для подолання цих ефектів захисні гази для зварювання повинні містити активні компоненти, такі, як кисень або вуглекислий газ. Це стабілізує дугу, покращує характеристики плинності і збільшує нагрівання деталі.
Аргонокіслородние суміші для захисних газів при зварюванні хром-нікелевих сплавів містять від 1 до 3% кисню. Вони забезпечують стабільність дуги і низьке розбризкування в процесі роботи. Однак, у порівнянні з газами, що містять СО2, це викликає високу ступінь окислення, недостатній нагрів і утворення пор. Нагреваемость може бути досягнута підвищенням вмісту кисню, що пропорційно підвищить окислюваність шва. Це збільшує зашлакованості, тому перед травленням зварного шва необхідно очистити його за допомогою молотка або шліфуванням.
У зв'язку з цим найбільш широке поширення при напівавтоматичному зварюванні хром-нікелевих сталей отримали захисні газововие суміші на основі аргону з вмістом СО2 близько 2,5%. В результаті дисоціації і перетворень молекул СО2 на дузі досягається більш високий нагрів з одночасним зниженням окислення і зменшення кількості пір. У порівнянні з сумішшю Ar + O2 шов виходить ширше, а плавлення матеріалу надійніше через більш високого нагріву.
Захисні суміші з додатковим змістом гелію можуть бути використані для поліпшення характеристик плинності і збільшення швидкості зварювання. Зміст гелію зазвичай коливається від 20% до 50%. У порівнянні з аргоном енергія іонізації і теплопровдность гелію значно вище, що створює більший нагрів деталі. В результаті розплав нагрівається сильніше і стає більш рідким. Гелій, дозволяє сильніше розігріти базовий матеріал. На стику поверхонь, що зварюються буде добре видно, що при невеликому поглибленні шва його наплавочні валик стає ширше. Газові суміші з гелієм підвищують якість зварювання дуже вузьких молібденових сплавів хром-нікелевих сплавів. Ці стали, особливо під час зварювання підвищеною напругою, схильні утворювати нагар на поверхні, який видаляється з великими труднощами. При використанні захисного газу, що містить гелій кількість нагару помітно знижується.
Як відбувається зварювання нержавіючої сталі напівавтоматом в середовищі вуглекислого газу - тема нашої публікації.
- Джерело струму ();
- зварювальний дріт;
- захисний газ.
Зварювальний дріт повинна бути ідентична зварювального металу. У нашому випадку, вибирайте нержавійку для напівавтомата.
Зварювальний дріт нержавіюча сталь для напівавтомата
На ринку присутня дріт російських і зарубіжних виробників, яка поділяється на порошкову і суцільного перетину. Діаметром від 0,13 до 6,0 мм. У домашніх умовах застосовуються діаметри 0,6 і 0,8 мм, а понад 1,0 мм на виробництві.
- Хмарно дріт використовується для з'єднань в середовищі захисних газів і під флюсом. Такий спосіб, виключає потрапляння повітря в зону зварювання, тим самим покращуючи якість зварного шва.
- Порошкова нержавіюча дріт (самозахисна) - тонкостінна трубка, заповнена флюсом і газом. Суміш компонентів дозволяє зварювати вироби без захисних газів (вуглекислого газу і аргону).
Дріт для зварювання нержавійки полуавтоматом, проводиться з термічною обробкою або холоднотянутая. І підрозділяється на оксидовану (Т) і світлу (білу, ТС).
Нержавіюча дріт випускається 2 класів точності:
- підвищеної точності (П);
- нормальної точності.
Дріт з підвищеною точністю застосовується для поліпшення якості шва.
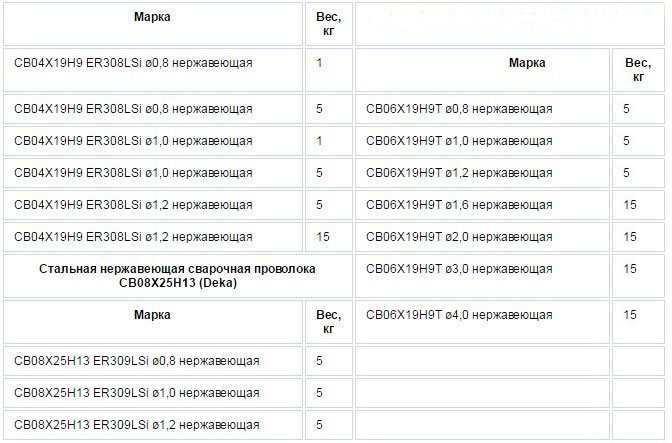
Нержавіючі стали по хімічному складу діляться на різні марки і дріт теж має різну маркування. Таблиця (нижче) познайомить з марками, діаметром і вагою нержавіючих дротів:
Вартість нержавіючої дроту для напівавтомата
Ціна варіюється в залежності від виробника і регіону проживання покупця.
Середні показники:
- ER 308 LSI 0,8мм 1кг - 825 руб;
- ER 308 LSI 0,8мм 5кг - 4237 руб.
Відео:
вибір газу
Варити полуавтоматом без газу - не можна, крім випадків, використання порошкових дротів. Зварювання нержавіючої сталі напівавтоматом можна виконати в середовищі вуглекислого газу або суміші вуглекислоти та.

Вуглекислий газ - доступний і дешевий газ для з'єднання нержавіючих сталей. При чистому його використанні, зварювальник стикається із зайвою розбризкуванням металу і корявим зварювальним швом.
Зручніше застосовувати суміш аргону і вуглекислоти, процентне співвідношення 98/2 (Ar-98%, CO2-2%). Досвідчені зварювальники склад суміші варіюють в залежності від марки нержавіючої сталі і своїх переваг.
Процентне співвідношення вуглекислого газу і аргону можна налаштувати за допомогою двох окремих балонів. Виходи з двох редукторів з'єднати за допомогою трійника, взятого з склоочисника автомобіля вітчизняного виробництва. Подробиці подібної конструкції в відеоролику:
Все, вам залишилося обраний захисний газ і дріт підключити до апарату. Знайте: струмопровідний наконечник повинен бути одного діаметра з дротом.
Наконечники купуйте із запасом, в процесі роботи вони вигорають і апарат тоді гірше варить.
Відео: як налаштувати напівавтомат до роботи (для початківців).
Як зварити нержавійку в середовищі вуглекислого газу
Зачистити робочу поверхню виробу, при з'єднанні в стик металу товщиною від 4 мм зробити кромки (канавки для наплавлення металу). В, розповідається про маркування нержавіючих сталей і підготовку поверхонь.
Після нарізки фасок, деталі зістикувати з допомогою щипців-затискачів, залишивши зазор між виробами (не менше 1,5 мм).
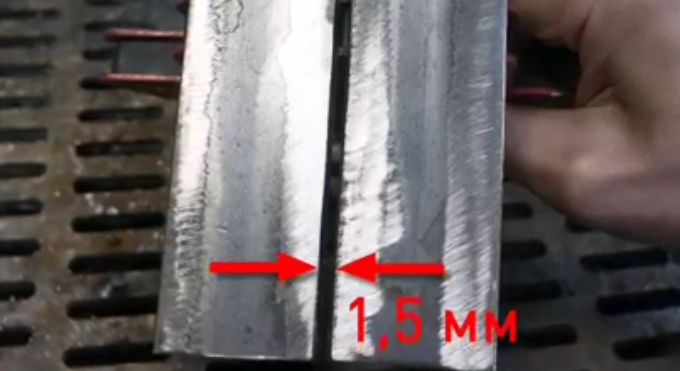
Зазор повинен бути по всій довжині заготовки, він дозволить проварити метал на всю товщину. Підключити масу і виставити свої настройки на напівавтоматі в залежності від конструкції вашого апарату і товщини металу.
Прості напівавтомати на лицьовій панелі мають 2 регулювання:
- зварювальне напруга;
- швидкість подачі дроту.
Просунуті моделі оснащені ручкою регулювання індуктивності. Також, швидкість подачі дроту від діаметра може регулюватися перемикачем.
Налаштування індуктивності змінює жорсткість дуги, глибину провару і форму валика:
- При малої індуктивності: дуга холодна - отримуємо тонкий валик з глибоким проплавлением;
- При великий індуктивності: дуга гаряча - широкий валик з неглибоким проплавлением.
Тримаючи пальник з ухилом 20-60 градусів (відстань від сопла до зварювальної ванни 10-20 мм), короткими прихватками виконати з'єднання нержавіючої сталі. Натиснули на курок - відпустили, натиснули і відпустили, ось так не поспішаючи і відбувається заповнення нарізаних крайок металом. Варити можна, як кутом назад (до себе), так і кутом вперед (від себе).
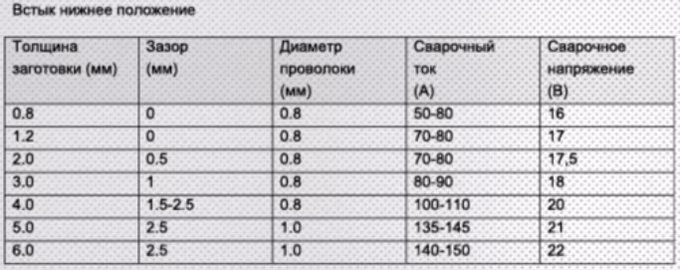
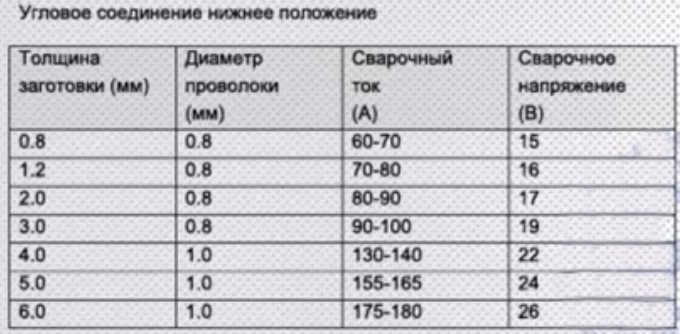
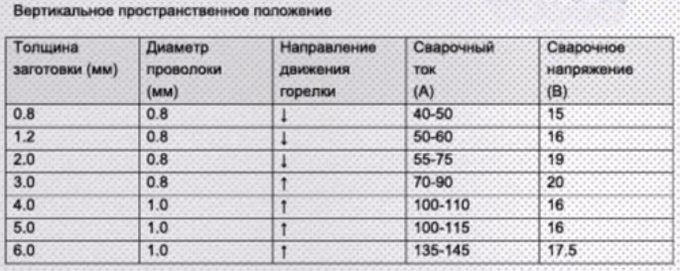
Таблиці (нижче) допоможуть вам визначиться з настройками напівавтомата:
При зварюванні внахлест, фаски нарізати не треба, досить зачистити поверхню, накласти деталі друг на друга і виконати з'єднання.
У процесі зварювання, перед новим швом відкушуйте наплавлений кульку на кінчику дроту.




