Контактна зварювання: апарати і машини, електроди, фото і відео. Принцип контактного зварювання.
Однією з основних різновидів зварювання з використанням тиску є контактне зварювання, яка відноситься до термомеханічної класу. Процес нагріву в ній здійснюється теплом, виділеним від пропускання електричних струмів через контактують частини з'єднання. Відмітною ознакою контактної, як і всіх інших видів зварювання під тиском, служить пластичне деформування матеріалу в зоні зіткнення з'єднуються заготовок.
Принцип контактного зварювання
В ході контактного точкового зварювання примусове формування міжатомних зв'язків в кристалічних решітках контактують металів сприяє утворенню зварного шва. Під дією струму з високою щільністю в місцях зіткнення метали заготовок нагріваються з переходом в термопластичних форму або оплавлення. Від постійного здавлювання розігрітих виробів утворюються додаткові області контакту. В ході процесу їх стає все більше до остаточного зближення, тобто зварювання.
принциповою схемою контактного зварювання передбачено здійснення операцій в три стадії. Вони включають початок фізичного контакту зварюваних деталей, утворення хімічних зв'язків в кристалічних решітках матеріалів і продовження відбуваються реакцій на кордонах кромок до отримання з'єднання. Перша стадія роботи машини контактного зварювання сприяє зближенню атомів поверхонь, що з'єднуються. При цьому не тільки забезпечується їх фізична взаємодія, але і видаляються з поверхонь плівки, згладжуються шорсткості.
Одночасно починається міжатомна взаємодія матеріалів. На другому ступені при з'єднанні електронних оболонок створюються хімічні реакції, що сприяють формуванню зварного з'єднання. В ході третьої стадії зварювання на контактують межах деталей відбувається взаємне дифузне проникнення атомів. Воно разом з попутними реакціями, що протікають в зоні зварювання, надає деформуюче дію на метал формованого шва і прилеглі ділянки.
Контактну зварювання, ціна якої сьогодні доступна всім, виробляють за допомогою спеціальних машин. Механічної складової цього обладнання служать вузли з механізмами, що сприяють створенню необхідного тиску для стискання з'єднуються виробів. Електричну частина даного обладнання складають зварювальний трансформатор, перемикач (регулятор) контактного зварювання, переривник зварювального струму, Струмопровідні елементи.

Машини поділяють за видами здійснюваних ними швів на стикові, шовні або точкові. По конструкціях апарати контактного зварювання схожі між собою. Апарати для виконання шовних з'єднань додатково забезпечені приводом, що обертає електроди. Устаткування, що застосовується в стиковому зварюванні, має особливий привід зближення заготовок з певною швидкістю: малої - для оплавлення, більшою - для осадження.
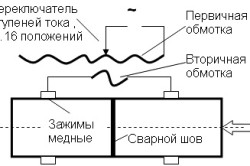
Живлять дані апарати змінними трансформаторними струмами. Первинна обмотка таких трансформаторів для контактного зварювання підключається до електромереж 220-380 В. Вона складається з секцій, що потрібно для перемикання рівня потужності за допомогою коректування кількості працюючих витків. Один-два витка з напругою 1-12 В складають вторинну обмотку трансформатора. Включення даних машин проводиться з боку розташування первинної трансформаторної обмотки.
Необхідністю регулярних включень і відключень струму в ході робіт обумовлено застосування спеціальних переривників. Вони виконуються у вигляді електронної, електромагнітної апаратури або традиційних механічних контакторів. Останні найчастіше використовують в апаратах точкової або стикового контактного зварювання невисокої потужності, з неавтоматичним дією. Електромагнітного типу контактори ефективні не тільки в точкової, стикового, але і при шовного зварювання із середньою потужністю обладнання. А електронні переривники, що забезпечують синхронність включення (відключення) струму при певній тривалості пауз і імпульсної дії, використовуються в різних машинах контактного точкового зварювання автоматичного принципу дії.

При стисненні деталей між електродами машини контактного зварювання мт необхідні спеціальні пристрої тиску. Стискання виробів в них сприяють приводи: електромеханічний, пружинний, гідравлічний, пневматичний. Рідше використовується привід ручний, доцільність його застосування доведена для стикових, точкових верстатів контактного зварювання, що мають невелику потужність.
Апарат точкової зварки ефективні для обробки заготовок малої товщини. Стикові - активно застосовуються в автоматичному зварюванні методом оплавлення заготовок із значним поперечним перерізом. Відрізняючись від них, апарати для шовних з'єднань оснащені спеціальним ковзаючим струмопроводом і механізмом приводу роликових електродів для контактного зварювання.
м 1-12 В складають вторинну обмотку трансформатора. Включення даних машин проводиться з боку розташування первинної трансформаторної обмотки.

Через гарну продуктивності, завдяки простоті виконання всі види контактного обладнання набули широкого поширення в промисловому виробництві, особливо в автомобілебудуванні. Цей спосіб зварювання лежить в основі технологічного процесу кузовних робіт. Ефективні як стаціонарні установки, особливі стенди, так і підвісні кліщі для контактного зварювання. Вибір машини залежить від характеристик металів, зварних з'єднань, Типів профілів оброблюваних матеріалів, по ним практично немає обмежень, будь то контактне зварювання арматури, труб, ланцюгів або рейок.
Проведення зварювання контактним способом можливо як за допомогою розплавлення матеріалу, так і без нього. В останньому варіанті з'єднання досягається деформацією матеріалу з фізичним взаємодією поверхонь, що зварюються, внаслідок чого утворюється їх загальна структура. В іншому випадку відбувається змішування розплавів з пластичною деформацією згодом кристалізується металу. Апарат контактного точкового зварювання дозволяє це робити на обмеженій ділянці, а стикова зварка методом оплавлення передбачає частково витіснення розплаву.
На характеристики металу швів і властивості зварних з'єднань істотно впливають швидкості нагрівання, пластичного деформування і охолодження. З підвищенням швидкості вище буває міцність і твердість з'єднання. Якщо останній показник задовільний, а перший недостатній, виріб піддають термообробці для досягнення необхідних експлуатаційних властивостей. Місцеву термічну обробку ділянки з'єднання можна проводити безпосередньо в зварювальному апараті контактного зварювання.
Контактна зварювання застосовується для побутових і виробничих потреб.
Використовувані в різних умовах види контактного зварювання відрізняє ціна, яка виростає в залежності від потужності і швидкості робочого процесу.
об'єднує зварювальне обладнання загальний принцип дії - в процесі роботи відбувається нагрівання і зварювання точок швів матеріалів за допомогою їх контакту з основою, яка подає електрострум.
Електричне зварювання являє собою з'єднання, при якому деталі, що зварюються нагріваються за рахунок постійного або змінного струму.
На нижче запропонованому фото розміщена схема, яку може мати апарат контактного зварювання.
Як і всі виробниче обладнання, електрична контактне зварювання наділена перевагами і недоліками.
Серед основних переваг можна відзначити високу продуктивність, мінімальні витрати витратних матеріалів та можливості для покращення якості зварювального шва.
Час, який необхідно витратити на з'єднання точки, дорівнює частці секунди і залежить від параметрів матеріалу.
У процесі зварювання витрачається мінімальна кількість повітря і води, а якість шва зможе забезпечити навіть зварювальник без кваліфікації.
При цьому технологія контактного зварювання відрізняється екологічною чистотою, до того ж, може бути автоматизована.
Зварювальні роботи проходять із застосуванням спеціальних і універсальних машин і апаратів.
Характер технічної дії дозволяє розділити контактна зварювальне обладнання на класи:
- механічні моделі - наділені мінімальною потужністю;
- автоматичні та напівавтомати - можуть мати середню і велику робочу потужність, використовують для обробки безперервних заготовок.
За типами монтажу електрична контактне зварювання може бути переносна або пересувна, підвісна, а також стаціонарна.
Перший варіант незамінний при необхідності здійснити зварювання великогабаритних, з великою масою вузлів, об'єктів. Наприклад, труб, транспортних кузовів, ж / д вагонів і рейок.
Стаціонарне обладнання використовується для обробки виробів, маса і габарити яких дозволяють доставити їх на робоче місце.
Класифікація обладнання
Машина контактного зварювання, відповідно до ГОСТ 158-78-79, по виду зварювальних швів буває різних видів.
стикова машина
Контактна стикова зварка являє собою процес нагріву стикового шва, що проходить всій площині деталі.
Стикове з'єднання найчастіше застосовується для зварювання мідних труб, Шовна і точкова технологія для труб з міді не практикується.
При цьому обробка мідних труб методом оплавлення скрутна з причини, що полягає в необхідності підтримувати розплавлений метал на торцях елементів, що зварюються.
Тому по стикового технології, якщо і проводиться зварювання труб, то не з чистої міді, а її сплавів. В іншому випадку необхідно застосування високого тиску, до 400 МПа.
Контактна стикова зварка, в залежності від характеристик структури металу, оброблюваної площі і очікуваної якості зварювального шва, здійснюється різними методами.
В даному випадку контактна стикова зварка відповідно до ГОСТ 2601-84 може проводитися за технологією опору, оплавлення з нагріванням і безперервним оплавленням.
Опором - застосовують, зварюючи матеріал площа перерізу якого не перевищує 200 мм ².
Як правило, дана технологія контактного стикового зварювання використовується для обробки виробів з низьковуглецевої сталі, з малим перерізом (труб, дроту, стрижнів).
Оплавлення - така технологія дозволяє поєднувати матеріал у вигляді ж / б виробів, труб, профільної сталі та арматури, з площею перетину до 100 тис. Мм².
Технологія знайшла своє застосування в сфері суднобудування, при виготовленні ланцюгів для якорів, змійовиків рефрижераторних холодильних установок.
У залізничній сфері, де таке зварювальне обладнання дозволяє з'єднати ж / д рейки на безстикових шляхах. Його застосування дає можливість виготовити довгомірні вироби з чорних і кольорових металів.
Шовна контактна стикова зварка
Верстат, виконаний відповідно до ГОСТ 2601-84, дозволяє з'єднати матеріал за допомогою литих зон, які представляють собою шов, що складається з окремо розташованих зварних точок.
Зони або перекривають, або не перекривають один одного, в залежності від чого зварний шов може виходити герметичним.
Для даного процесу зварювання застосовується спеціальний верстат, оснащений одним або декількома обертовими дисками з електродами.
Роликова технологія зварювання дозволяє щільно стискати, прокатувати і якісно виконувати з'єднання деталей.
Роликова зварювання використовується для виробництва труб, резервуарів та інших виробів, які вимагають, відповідно до встановлених ГОСТ вимогами, високонадійних герметичних швів.
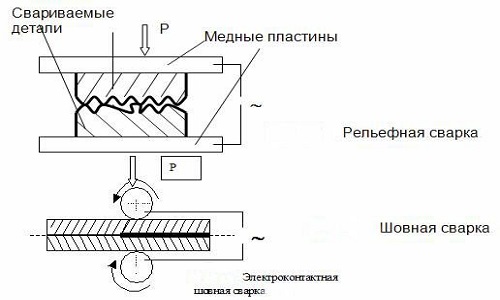
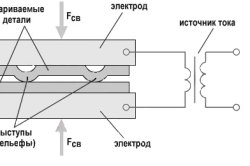
рельєфна зварювання
Відповідно до ГОСТ 2601-84 рельєфна зварювання являє собою верстат, що дозволяє з'єднувати рельєфні виступи в одній або одночасно декількох робочих точках.
Даний верстат принципом дії схожа на прилад контактного стикового зварювання, різниця між ними зводиться до визначення місця зварювання формою поверхні виробів, а не робочої областю електродів.
Рельєфні виступи можуть розташовуватися на одній або одночасно на двох виробах, які зварює, готуються вони заздалегідь шляхом штампування.
Рельєфна контактне зварювання застосовується в автомобільній промисловій сфері, де пристрій дозволяє фіксувати на листовий матеріал різного роду кронштейни.
В області радіоелектроніки рельєфна зварювання застосовується для якісного приєднання проводів до тонким елементам.
Контактна точкове зварювання
Відповідно до ГОСТ 2601-84 дана технологія зварювання дає можливість з'єднувати елементи в одній або відразу в багатьох точках.
Визначити міцність з'єднання дозволяють такі характеристики зварної точки, як розмір і структура, в свою чергу, вони залежать від параметрів застосовуваних електродів, сили і швидкості проходження струму через матеріал.
Регулятор стикового зварювання, присутній в сучасних моделях машин, дозволяє здійснювати робочий процес з різними варіантами сили зварювального струму.
Як правило, в шовного технології регулятор контактної зварки відсутня, а потрібний цикл забезпечується за рахунок синхронних переривників.
Машина контактної точкової зварювання зазвичай експлуатується на лінії складального конвеєра. Зварюються контактного з'єднання даної категорії є електроди.
Інструменти змінні, так як швидко зношується.
Електроди для зварювання виготовляють з високоякісної бронзи і міді, додатковими компонентами служать хром, кадмій, титан і берилій, в залежності від цього варіюється ціна на вироби і може складати від 1-5 $.
Технологія такої зварювання знайшла своє застосування в автомобільній, авіабудівної, суднобудівної та сільськогосподарській сфері, а також інших промислових областях.
Різновидом даного типу зварювання є імпульсна зварювання, коли нагрівання електрода відбувається за рахунок короткочасних, але потужних електричних імпульсів. Імпульсна зварка застосовується в автомобілях, устаткуванні і ремонті.
Наприклад, імпульсна технологія стане в нагоді, коли використовується контактне зварювання алюмінію, що дозволяє знизити ризик перегріву апарату і знос електродів.
Імпульсна зварювання експлуатується з використанням змінного струму і енергії, що перетвориться в імпульс певної форми.
При цьому імпульсна технологія контактного зварювання різниться по роботі з акумульованої енергією і по імпульсу випрямленого струму.
На даний момент ціна на такий апарат (імпульсна зварювання побутового призначення) становить 100-140 $.
характеристики електродів
Електроди для контактного зварювання забезпечують контакт зварювального апарату з оброблюваної заготівлею.
Схема їх призначення включає в себе: ущільнення деталей, подачу струму, відведення тепла, що виходить від деталей, переміщення елементів (шовне зварювання).
При цьому на продуктивність і якість свариваемого шва впливає не тільки конструкція електродів, а й опрацьований матеріал, його площа і форма робочої поверхні.
Загальні стандартні вимоги до електродів, правила маркування, способи випробувань зварних з'єднань і швів, інші технічні моменти вказані в ГОСТ 9466-75.
Знос електродів викликає зміна сили струму і температур.
Тому виготовляючи витратний матеріал для контактного зварювання, застосовують стійкий до високих температур метал з високими струмопровідними властивостями.
Як нього може виступати спеціальний мідний сплав. Наприклад, контактне зварювання міді часто здійснюється електродами, виконаними з кадмиевой бронзи, ціна на них може становити 1-3 $.
Електроди для точкового контактного зварювання можуть мати пряму і фігурну форму, як на фото. Але найчастіше застосовується перший вид зазначеної конструкції.
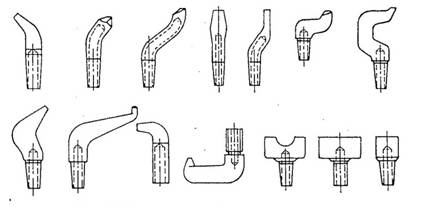
Їх використовують при зварюванні труб та інших виробів з можливістю вільного підходу до робочої зони.
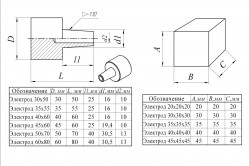
Електроди з прямою формою випускають відповідно до норм ГОСТ 14111-90, з діаметром від 12 до 40 мм.
Найякіснішими електродами вважаються вироби, конструкція яких виконана відповідно до регламенту ГОСТ 1411-69.
Тут ціна на вироби виростає в залежності від їх призначення і структури.
Пристрій конструкції фігурних електродів більш складне - вісь, що пролягає по центру робочої зони, зміщена на певну відстань відносно посадкової осі.
Електроди даного типу незручні в експлуатації, найчастіше мають невисоку стійкість, через що їх застосовують тільки в тих випадках, коли контактне зварювання не може бути виконана ніякими іншими.
Для рельєфного зварювання використовують плоскі електроди. При цьому в кожному з них або в одному можуть бути присутніми отвори, призначені для виступів зварювальних елементів.
Особливості зварювальних верстатів побутового призначення
Плануючи придбати зварювальний верстат для власних потреб, спочатку необхідно знати, який матеріал буде піддаватися обробці, і в яких масштабах будуть проводитися роботи.
Ціна на верстат точкового зварювання багато в чому залежить від характеристик і параметрів конструкції, а також від робочої потужності обладнання.
На даний момент установка для здійснення точкового зварювання елементів може бути ручна або переносна, підвісна і стаціонарна.
Підвісне і стаціонарне обладнання, як правило, використовується на великих і малих виробництвах.
А ось переносний верстат найчастіше застосовують в побуті, його ціна досить прийнятна і може становити 120-220 $.
При цьому вказаний пристрій по потужності може не поступатися апаратів точкового зварювання, ціна яких вдвічі вище.
Переносне обладнання поділяють на два типи: інверторний і апарат з кліщами для точкового зварювання ручного користування.
Інверторні апарати мають компактні розміри і невелику вагу. У конструкції використовується тиристорний генератор струму і мікропроцесор.
У зв'язку з чим, схема пристрою дозволяє регулювати тривалість імпульсу і робочу потужність агрегату.
Друга модель для точкового зварювання з ручними кліщами має не більше 15 кг ваги.
Схема пристрою за рахунок мікропроцесора дозволяє в ручному і автоматичному порядку регулювати зварювальні роботи в декількох режимах.
Апарат з кліщами харчується від однофазної побутової електромережі.
Пристрій обладнаний ручним приводом стиснення деталей, здатним забезпечувати тиск в 150 кг.
- Види контактного зварювання
- Точкова контактне зварювання
- стикова зварювання
- рельєфна зварювання
- Шовна (роликовий) зварювання
- Інші види та варіанти використання контактного зварювання
Контактна зварювання - явище з'єднання один з одним двох, стискаються з великою силою металевих деталей, за рахунок нагрівання місця їх контакту електричним струмом великої величини. Найчастіше використовується в промисловості для масового виробництва однотипних виробів.
Виділяється при цьому процесі кількість теплоти можна обчислити за законом Джоуля-Ленца: Q = I 2 R Δt, де I - середня сила імпульсу струму, R - перехідний опір, Δt - тривалість імпульсу. Для того щоб це кількість теплоти було достатньо для надійного з'єднання зварювальних деталей, сила зварювального струму повинна бути досить великий: від сотень до сотень тисяч ампер.
Це означає, що джерело струму (зварювальний машина) повинен розвивати достатню потужність (1-500 кВА) при вихідній напрузі 1-15 В і внутрішній опір близько 500 мкОм. Електроди для контактного зварювання повинні мати достатньо великий поперечний переріз і виготовлятися з мідних сплавів з малим питомим опором. Сила стиснення деталей, що з'єднуються може змінюватися в широких межах: від декількох ньютонів до сотень кілоньютон.
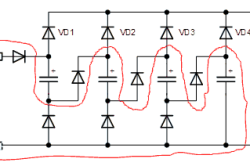
Серцем зварювальної машини найчастіше є спеціальний трансформатор для контактного зварювання, вторинна обмотка якого зазвичай має невелике число витків дроту з великою площею поперечного перерізу. На первинну його обмотку зазвичай подається змінна напруга, але можуть в ній створюватися і потужні імпульси випрямленого струму. Так, наприклад, працює конденсаторная схема контактного зварювання. Імпульси в ній виникають при розрядці на первинну обмотку трансформатора зарядженого конденсатора великої ємності.
Якщо порівнювати з іншими способами кріплення деталей один з одним, то зварювання контактна має наступні незаперечні переваги:
- велика швидкість (частки секунди) виконання окремих операцій, що дозволяє забезпечити високу продуктивність праці;
- простота здійснення контролю за дотриманням оптимальних режимів процесу, що дозволяє забезпечити надійність і високу якість зварювання навіть при невисокій кваліфікації виконавців;
- процес зварювання можна легко механізувати й автоматизувати;
- висока ступінь екологічності.
Види контактного зварювання
Повернутися до списку
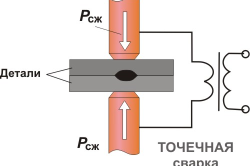
Точкова контактне зварювання
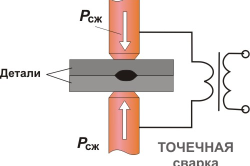
Ці схеми зварювання зазвичай передбачають з'єднання деталей в окремо взятих точках. Схематична ілюстрація такого методу їх з'єднання показана на малюнку 1а. Цифрою 1 на всіх схемах цього малюнка позначені зварюються деталі. Електроди підключені до вторинної обмотці зварювального трансформатора.
Надійність і якість зварного з'єднання визначається структурою і розмірами зварних точок. А вони, в свою чергу, залежать від наступних факторів:
- розмірів і форми контактної поверхні електродів;
- величини струму, що протікає зварювання;
- часу його протікання;
- величини стискаючої сили (P сж);
- стану поверхонь деталей, що з'єднуються.
Таким способом можна з'єднувати як дрібних деталей, що мають товщину порядку часток мікрометра, в електронних приладах, так і сталеві листи товщиною до декількох сантиметрів в машинобудівних галузях промисловості.
Рельєфну зварювання широко використовують в автомобілебудуванні: приварка дверних петель і скоб до капоту, з'єднання кріплення: шпильок, болтів і гайок і т. Д. У радіоелектроніці цим методом кріпляться провідники до дрібних деталей. За один цикл цей спосіб зварювання дозволяє отримати велику кількість зварних з'єднань.
Повернутися до списку
Шовна (роликовий) зварювання
Цей вид зварювання використовується при необхідності одержання герметичних зварних з'єднань (виготовлення бензобаків, різних резервуарів, ємностей і т. Д.). Здійснюється така сварка на спеціалізованих машинах, що мають один або два притискних ролика-електрода, виготовлених у формі дисків. При прокатці ролики тісно стискають сполучаються вироби і зварюють їх. Товщина цих виробів може мати значення від 0,2 до 3 мм.
Шовна зварювання може здійснюватися трьома способами:
- Безперервна, при якій виходить суцільне з'єднання, яке не містить литих ядер, що перекривають один одного. Недоліки: сильний розігрів роликів, що викликає потребу їх частою перезаточки.
- Переривчаста (у вигляді окремих імпульсів). Змінюючи тривалість самих імпульсів і проміжків між ними можна змінювати ступінь перекриття литих ядер. Стійкість роликів-електродів при такому способі зварювання помітно підвищується.
- Крокова, в ході якої струм також включається переривчасто, а в момент його виникнення електроди зупиняються. Завдяки цим зупинок поліпшуються контакти в зоні протікання струму і зменшується ризик виникнення гарячих тріщин.
Зварювання - невід'ємна процедура будь-якого будівельного процесу або ремонту. Адже з її допомогою можна надійно скріпити різні металеві деталі, створювати каркаси, огорожі, паркани.
Однак, щоб вміло користуватися зварювальним апаратом, необхідний досвід. Особливо це стосується контактного зварювання, адже цей процес вимагає високої точності і високого рівня володіння апаратом. Детальніше про цей метод скріплення деталей і різних його видах читайте нижче.
Характеристика контактного методу зварювання
Контактна зварювання - це процес з'єднання металевих елементів, який відбувається за рахунок проходження через них електричного струму, що надходить з зварювального апарату.
Дуже важливою складовою контактного методу є зона опору, що знаходиться в зоні з'єднання металевих елементів. Саме тому даний вид називають ще електричної зварюванням опором. Об'єднання металевих частин відбувається за рахунок двох фізичних процесів: нагрівання за допомогою електричного струму і тиску, що чиниться на метал.
Подібний тип широко застосовується завдяки ряду переваг, які він має в порівнянні з іншими. Велика електрична потужність дозволяє працювати з прекрасною швидкістю і продуктивністю. Виробництво одного стику займає до 1 сек! Робота з даними методом відрізняється високою якістю.
Очевидною перевагою є те, що в процесі контактного зварювання не потрібно використання ніяких витратних матеріалів: ні газу, ні флюсу, ні присадного дроту. Що важливо, подібний метод є екологічно чистим, тому не впливає ні на працівника, ні на навколишнє середовище. Відзначимо, що роботи, що проводяться контактним методом, може виконувати навіть зварювальник-новачок, завдяки простоті процесу.
Точковий вид з'єднання
Контактна зварювання відрізняється варіативністю процесу з'єднання металевих деталей.
Існує безліч різновидів даного виду.
Для виконання особливо копіткої і тонкої роботи зазвичай використовується точковий вид зварювання. Він полягає в з'єднанні металу в невеликих точках, які залежать від розміру електродів в зварювальному апараті. Саме електроди підводять струм і виробляють стиснення нагрітих матеріалів. Незважаючи на те що розмір точок з'єднання невеликий (4-12 мм), металеві частини скріплюються один з одним намертво, тому турбуватися про руйнування з'єднання не варто.
Діаметр точок з'єднання залежить від сили електродів і струму, сили тиску, прикладеного на метал, розмірів нагрівають частин електродів, а також стану, в якому перебувають з'єднуються деталі. В процесі точкової роботи використовуються імпульси постійного струму.
Рельєфний метод зварювання
Наступний різновид контактного способу з'єднання металевих деталей - рельєфна. Суть процесу в тому, що з'єднуються між собою заздалегідь підготовлені виступи на поверхні деталей. Ці виступи штампуються за допомогою спеціального обладнання. Вони можуть бути різноманітної форми: від круглої до продовгуватої. Таким чином, попередня поверхню деталі рельєфна, звідси і назва процесу роботи над ними.
Головна відмінність рельєфного способу від точкового в тому, що при першій різновиди площа впливу і розмір шва обумовлюються розміром підготовлених виступів, а не електродів, як при другому способі. Даний вид контактної роботи з деталями вимагає підвищеної потужності електрики, що можна назвати недоліком.
Шовні варення: характеристика
Іншим методом контактного зварювання є шовний. Даний тип відрізняється тим, що деталі з'єднуються між собою за допомогою переривчастого або безперервного шва. Переривчастий складається з частих ділянок точкового зварювання. Саме зварювання відбувається завдяки дисковим електродів, що підводять струм на досить великий простір відразу. Переривчастий шовний спосіб використовується частіше, ніж безперервний.
![]()
Справа в тому, що безперервний шов вимагає більшої кваліфікації працівника, а також надає куди більший вплив на обладнання, ніж переривчастий, працювати з яким можна поступово, не перевантажуючи апаратуру і зварювальника.
Існує також кроковий метод шовного варіння, при якому струм на ролик електрода подається тільки після пересування деталей. Ролики при цьому постійно знаходяться на деталях. Останній спосіб практично не використовується, так як він недостатньо продуктивний і вимагає більш складного обладнання.
Стикового вид і його особливості
Стикового метод - ще один спосіб з'єднання деталей під впливом електричного струму. Цей вид відрізняється від інших тим, що деталі з'єднуються в місцях, де стикуються спеціально підготовлені торці, що знаходяться на поверхні деталей. Існує кілька способів стикового зварювання металевих деталей: опором, безперервним і переривчастим оплавленням.
У першому випадку деталі попередньо стикуються і стискаються, після чого до них підводиться струм, який доводить метал до пластичного стану. При двох останніх способах деталі нагрівають, а потім з'єднують. Тільки при безперервному оплавленні метал нагрівають протягом усього процесу варіння, а при переривчастому - деталі то нагрівають, то розводять, щоб заощадити ресурси обладнання.
Варто відзначити, що існують і комбіновані методи варіння металевих частин: шовний-стикового, рельєфно-крапковий. Вони існують для того, щоб адаптувати процес зварювання під конкретну ситуацію.
Ось і все, що потрібно знати про різні види контактного з'єднання металів під дією електричного струму! Правильний вибір типу контактного зварювання - запорука успішної роботи.




