Джерела живлення зварювальної дуги. Зварювальний інвертор - джерело живлення зварювальної дуги
Для дугового зварювання застосовують як постійний, так і змінний струм. Джерелами постійного струму є зварювальні генератори (зварювальні перетворювачі і агрегати), і зварювальні випрямлячі (селенові і кремнієві). Джерелом змінного струму - зварювальні трансформатори, їх застосовують значно частіше. Вони більш прості у виготовленні в експлуатації, мають невелику масу і вартість, а також мають більш високий ККД і більш довговічні. Однак при харчуванні змінним струмом дуга горить нестійкий, так як 100 раз в секунду напруга і струм дуги проходять через нульове значення, що призводить до тимчасової деионизации дугового проміжку.
Постійний струм кращий в технологічному відношенні, при його застосуванні підвищується стійкість горіння дуги, поліпшуються умови зварювання в різних просторових положеннях, з'являється можливість вести зварювання прямий і зворотної полярності.
До джерел зварювального струму ставляться такі вимоги: вони повинні забезпечити легке запалювання і стійке горіння дуги, обмежувати величину струму короткого замикання, повинні бути безпечними в роботі і мати гарні динамічними властивостями. Динамічні властивості визначаються часом відновлення напруги від моменту короткого замикання, коли воно майже дорівнює нулю, до значення 18-20В, коли відбувається запалювання дуги. Цей час не повинен перевищувати 0,05 с, чим швидше відновлюється напруга, тим динамічніше властивості джерела живлення.
|
а б Рис. 3. Зовнішні характеристики джерел живлення і зварювальної дуги |
Режим горіння зварювальної дуги визначається точкою перетину характеристик дуги 1 і джерела струму 2 (Рис 3, б). Точка А називається точкою холостого ходу - джерело струму включений, розвиваючи максимальну напругу (60-80В), а зварювальний ланцюг розімкнути. Точка В - точка нестійкого горіння дуги. При зміні відповідної їй струму дуга або гасне, або струм дуги зростає до режиму стійкого горіння. Точка С є точкою стійкого горіння дуги (U р \u003d 15-30В). Точка D відповідає режиму короткого замикання, який має місце при запаленні дуги і її замиканні характеризується малим напругою, що прагнуть до нуля, і підвищеним, але обмеженим струмом (I кз ≤ 1,5I р), щоб не допустити перегріву струмопровідних проводів і джерел струму.
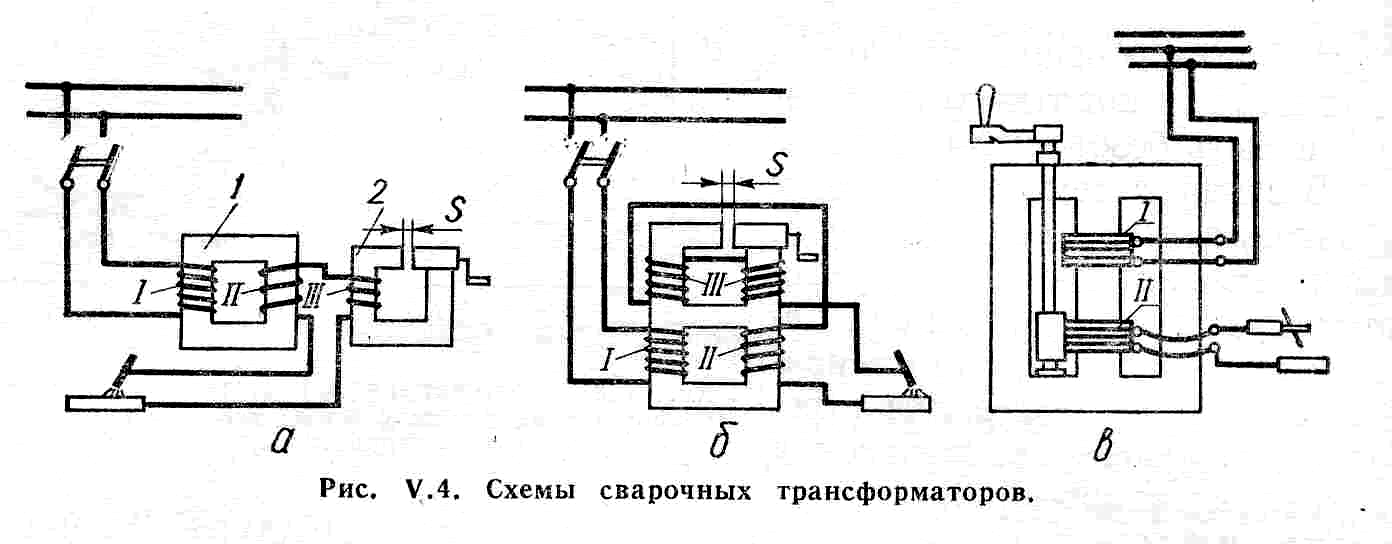
зварювальний трансформатор (Рис. 4) знижує високу напругу мережі (220 або 380) до напруги холостого ходу (60-80В). Крім того, трансформатор створює на дузі падаючу зовнішню характеристику. Для цього послідовно з дугою і вторинної 2 обмоткою трансформатора включають реактивну (дросельну) котушку 3 . Під час проходження зварювального струму в витках дросельної обмотки 3 индуктируется ЕРС самоіндукції протилежно спрямована основний ЕРС трансформатора. Тому напруга, підведене до дуги, знижується від значення холостого ходу до 18-30В під час горіння дуги і майже до нуля при короткому замиканні. Струм в трансформаторі регулюється зміною величини самоіндукції дроселя при збільшенні або зменшенні повітряного зазору S між рухомою 1 (Треба малювати) і нерухомою 2 частинами його сердечника. Зі збільшенням зазору S самоіндукція дроселя, яка залежить від магнітного потоку осердя, зменшується, а напруга на дузі і, отже, зварювальний струм збільшується. При зменшенні зазору - на оборот. Завдяки наявності індуктивного опору досягається падаюча зовнішня характеристика джерела зварювального струму.
|
Рис. 4. Схема зварювального трансформатора |
Зварювальні перетворювачі.Для зварювання джерелами постійного струму служать зварювальні перетворювачі і зварювальні агрегати. Зварювальний перетворювач складається з генератора постійного струму і приводного електродвигуна, зварювальний агрегат - з генератора і двигуна внутрішнього згоряння (д.в.с.). Зварювальні агрегати застосовуються для роботи в польових умовах і в тих випадках, коли в живильної електричної мережі сильно коливається напруга. Генератор і д.в.с. (Бензиновий або дизельний) монтуються на загальній рамі без коліс, на ковзанках, колесах, в кузові автомашини і на базі трактора.
|
Рис. 5. Схема зварювального генератора |
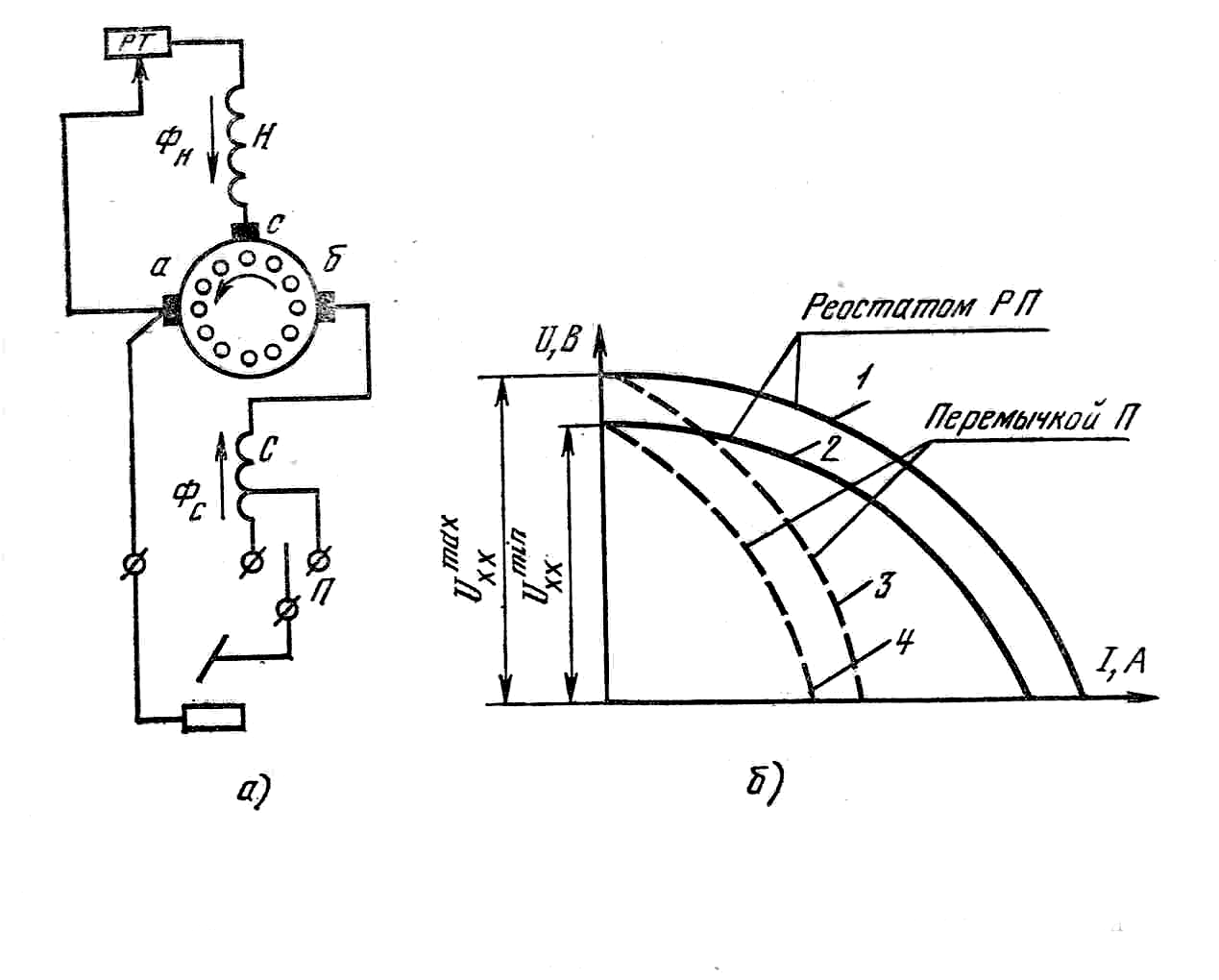
Розглянемо схему генераторів з намагничивающей паралельної і розмагнічуванні-гнічівающей послідовної обмотками збудження (рис. 5). Відмінною особливістю генераторів такої схеми є використання принципу само- збудження. Тому їх полюса виготовляються з феромагнітною стали, має залишковий магнетизм.
Як видно зі схеми (рис. 5) генератор має на основних полюсах дві обмотки: обмотку збудження Н і послідовно включену розмагнічувати обмотку З. обмотка Н підключена до додаткової з і основний а щіток генератора, напруга між якими постійно по величині і не змінюється зі зміною навантаження. магнітний потік Ф н цієї обмотки постійний за величиною, тому обмотку Н називають обмоткою незалежного збудження.
При холостому ході е.р.с. генератора индуктируется тільки магнітним потоком Ф н . При запаленні дуги зварювальний струм проходить через послідовну обмотку З, Яка підключена до основних щіток а і б так, що магнітний потік Ф з спрямований проти магнітного потоку Ф н . Цим обумовлюється розмагнічуюче дію послідовної обмотки. ЕРС, індукована в якорі генератора, тим менше, чим більше магнітний потік Ф з , Величина якого залежить від струму зварювального кола. Чим менше струм в зварювального ланцюга, тим менше Ф з і тим вище напруга генератора. При короткому замиканні, тобто при максимальному струмі в зварювального ланцюга, магнітний потік Ф з послідовної обмотки майже дорівнює магнітному потоку Ф н обмотки незалежного збудження, і напруга на затискачах генератора близько до нуля. Взаємодією магнітних потоків двох обмоток забезпечується падаюча зовнішня характеристика зварювального генератора ..
Зварювальні випрямлячі.Зварювальні випрямлячі - це пристрої, що перетворюють за допомогою напівпровідникових елементів (вентилів) змінний струм в постійний і призначені для харчування зварювальної дуги. Їх дія заснована на тому, що напівпровідникові елементи проводять струм тільки в одному напрямку.
Принципова електрична схема зварювального випрямляча представлена \u200b\u200bна рис. 6. Зварювальний випрямляч складається з двох основних частин: понижуючого трифазного трансформатора I з регулюючим пристроєм та випрямного блоку ВС, Що складається з селенових (або кремнієвих) вентилів. Конструкцію зварювального випрямляча дещо ускладнює входить в нього вентилятор ДВ для охолодження випрямного блоку. Включення випрямляча в роботу проводиться пакетним вимикачем ПВ. Вентилятор блокується з випрямлячем повітряним реле РКВ. При нормальній роботі вентилятора спрацьовують реле контролю вентиляції РКВ, Що включається потоком повітря від вентилятора, і магнітний пускач ПМ, Що з'єднує обмотки зварювального трансформатора з мережею. Якщо вентилятор пошкоджений, то випрямляч не включається, якщо пошкодження відбудеться під час роботи, то випрямляч вимкнеться.
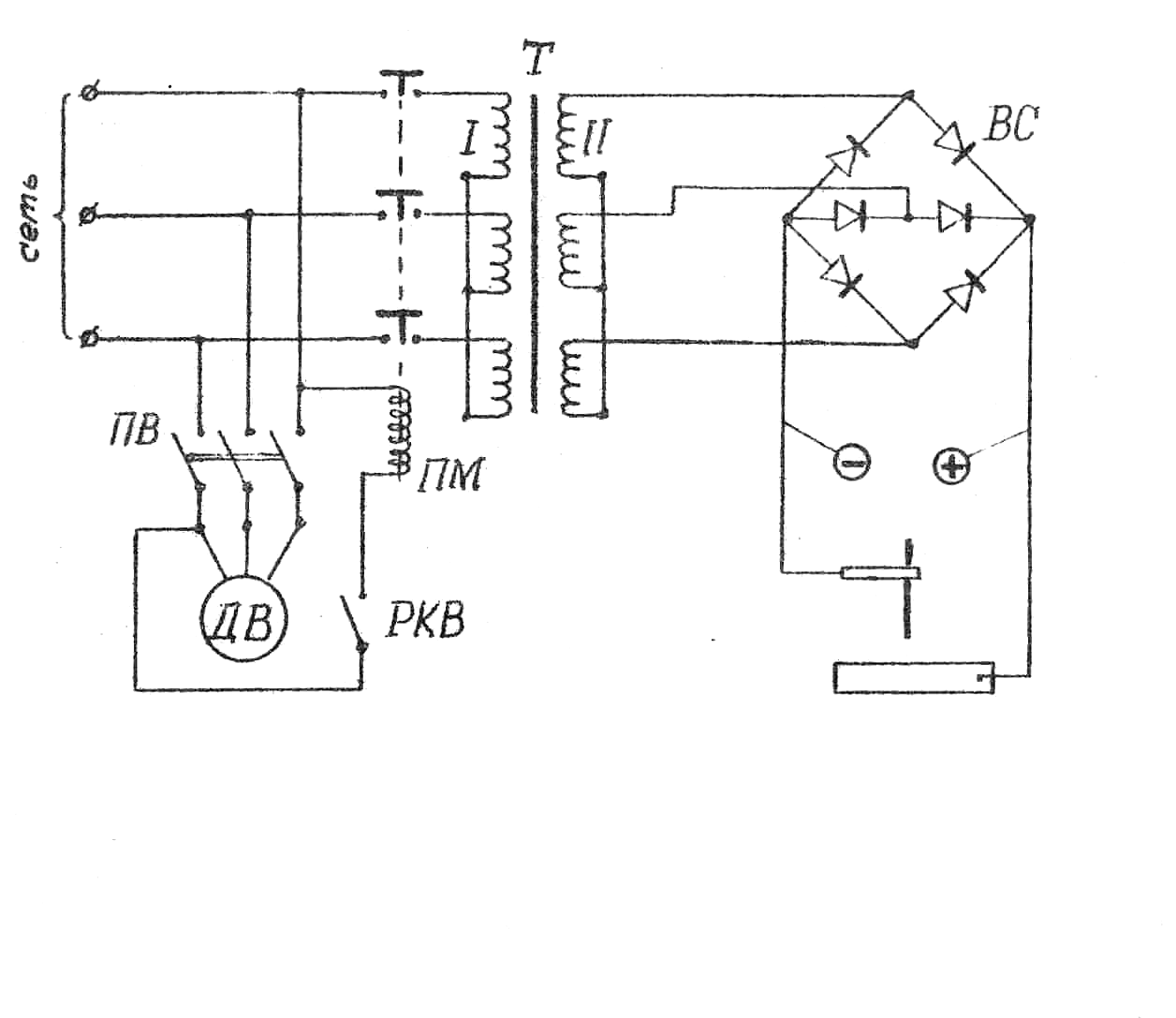
Рис. 6. Схема трифазного випрямляча
Зварювальні випрямлячі перед перетворювачі мають наступні переваги: \u200b\u200bбільш високий ККД і менше втрати на холостому ходу, кращі динамічні властивості, меншу масу, більшу надійність і простоту обслуговування при експлуатації, безшумність при роботі, велику економічність при виготовленні. Основний недолік зварювальних випрямлячів - їх велика чутливість до коливань напруги мережі, ніж у зварювальних перетворювачів. Подібно зварювальним генераторів вони можуть бути однопостовими і багатопостовими і мати падаючу, пологу або жорстку зовнішню характеристики. Для створення падаючої характеристики використовуються зварювальні трансформатори зі збільшеним магнітним розсіюванням або для цієї мети служить дросель. Для ручного зварювання застосовують випрямлячі з падаючої зовнішньої характеристикою.
Джерела зварювального струму.
Джерела струму для живлення зварювальної дуги повинні мати спеціальну зовнішню характеристику. Зовнішньою характеристикою джерела називається залежність напруги на його вихідних клемах від струму в електричному ланцюзі. Зовнішні характеристики можуть бути наступних основних видів: падаюча 1, полого-падаюча 2, жорстка 3 і зростаюча 4 (рис.4, а). Джерело струму вибирають в залежності від вольт-амперної характеристики дуги, відповідної прийнятому способу зварювання.
Для живлення дуги з жорсткою характеристикою застосовують джерела з падаючої або пологопадающих зовнішньою характеристикою (ручна дугова зварка, автоматична під флюсом, зварювання в захисних газах плавиться). Режим горіння дуги визначається точкою перетину характеристик дуги 6 і джерела струму 1 (рис.4, б). Точка С відповідає режиму стійкого горіння дуги, точка А - режиму холостого ходу в роботі джерела струму в період, коли дуга не горить і зварювальний ланцюг розімкнути. Режим холостого ходу характеризується підвищеною напругою (60-80 В). Точка О відповідає режиму короткого замикання при запалюванні дуги і її замиканні краплями рідкого електродного металу. Коротке замикання характеризується малим напругою, що прагнуть до нуля, і підвищеним, але обмеженим струмом.
Джерела зварювального струму з падаючою характеристикою необхідні для полегшення запалювання дуги за рахунок підвищеної напруги холостого ходу, забезпечення стійкого горіння дуги і практично постійною проплавляющей здатності дуги.
Рис. 4. Зовнішні характеристики джерел зварювального струму (а) і співвідношення характеристик дуги і падаючої характеристики
джерела струму при зварюванні (б)
Для живлення зварювальної дуги застосовують джерела змінного струму (зварювальні трансформатори) і джерела постійного струму (зварювальні випрямлячі і генератори). Джерела змінного струму більш поширені, так як мають ряд техніко-економічних переваг. Зварювальні трансформатори простіше в експлуатації, значно довговічніший і володіють більш високим ККД, ніж випрямлячі та генератори постійного струму. Однак в деяких випадках (зварювання на малих токах покритими електродами і під флюсом) при харчуванні змінним струмом дуга горить нестійкий, так як через кожні 0,01 с напруга і струм дуги проходять через нульові значення, що призводить до тимчасової деионизации дугового проміжку. Постійний струм кращий в технологічному відношенні.
Джерела зварювального струму
Зварювальне обладнання: види зварювання, джерела зварювального струму, основні параметри зварювального апарату, захист зварника
Стаття взята з журналу Споживач (2010) http://www.master-forum.ru/power-cai?Id\u003d2005
За допомогою зварювання виконується значна кількість різноманітних робіт в різних областях, від мікроелектроніки до виготовлення багатотонних конструкцій. Сварка як спосіб нероз'ємного з'єднання металів увійшла в наше життя трохи більше ста років тому, проте переоцінити її значення сьогодні неможливо. Оскільки метали і сплави можуть мати різну форму, розмір та хімічний склад, Розроблено безліч відповідних технологій, інструментів і пристосувань. Але основним методом давно і заслужено вважається електричне зварювання (а іноді і різка) металів, в першу чергу низьколегованих сталей. Серед достоїнств електрозварювання - швидке і надійне з'єднання матеріалів з мінімальними витратами. Однак при необхідності за допомогою зварювального апарату можна і розрізати метал, причому навіть у важкодоступних місцях, куди інший інструмент просто не подлезет. В останні десятиліття зварювальні апарати виготовляють із застосуванням електронних компонентів, що значно зменшило їх масу і габарити і дозволило ще більше розширити їх застосування в побуті.
ДЖЕРЕЛА ЗВАРЮВАЛЬНОГО СТРУМУ
Це основна деталь будь-якого зварювального апарату, що перетворює напругу мережі в постійний або змінний струм із заданими параметрами.
Недоліки у інверторів теж є, але такими їх назвати можна з великою натяжкою. Слід розрізняти використання інвертора в побуті або на виробництві.
Основний ворог електронних схем - волога і пил, особливо металева. Тому не рекомендується включати його в запилених приміщеннях і особливо працювати «болгаркою» поруч з включеним інвертором.
Зрозуміло, під час дощу роботи слід припиняти, це заборонено правилами техніки безпеки, і не тільки тому, що шкідливо для апарату. професійні моделі краще захищені від пилу і вологи, а й коштують відповідно. У будь-якому випадку час від часу апарат потрібно відкривати і ретельно продувати стисненим повітрям.
Електроніка чутлива до якості струму, тому в схему інверторів включають різні елементи захисту: датчики перегріву, запобіжники, іноді - пристрої відключення при падінні напруги нижче допустимого рівня, втім, практично всі апарати можуть працювати при напрузі від 170 до 250 В. Для захисту від різкого стрибка напруги (вище 270 В) багато виробників встановлюють варистори ( «таблетки»), що розколюються при різкому підвищенні напруги. Після цього пошкоджений варістор слід замінити, цей ремонт простий і недорогий. Якщо планується автономна робота від електрогенератора, необхідно підбирати апарат з вбудованим компенсатором перепадів напруги мережі живлення. Про його наявності виробники попереджають окремо, без нього інвертор може швидко вийти з ладу.
Апарат не слід зберігати взимку в неопалюваному приміщенні - електроніка вимагає дбайливого ставлення.
Є і ще один «недолік»: працювати на трансформаторі або випрямлячі набагато складніше, ніж на инверторе, зате навчився працювати на «трансі» без проблем перейде на інвертор, а ось зворотний перехід набагато складніше - доведеться доучуватися.
Основні параметри ЗВАРЮВАЛЬНОГО АПАРАТУ
Дуже важливим параметром при роботі зварювального апарату, незалежно від його пристрою, є тривалість включення (ПВ) при різних значеннях зварювального струму. Тут у різних виробників різні методики вимірювань. В європейському стандарті EN 60974-1 береться до уваги тривалість зварювання при температурі 40 ° C до першої зупинки апарату від перегріву, і ПВ вираховується виходячи з відношення цього часу до 10-хвилинному робочого циклу. При більш наближених до реальності умовах за методикою італійської компанії Telwin (t \u003d 20 ° C, робота з перервами) враховується в першу чергу кількість електродів, які можна використовувати за цей період часу. Зрозуміло, ПВ, розрахований по другій методиці, помітно вище і при виборі апарату треба уточнити, як саме його вважали. Втім, в процесі роботи рідко доводиться палити поспіль кілька електродів на повній потужності без перерви, і апарат з заявленим «європейським» ПВ в 10-20% буде працювати до відключення стільки ж, скільки з 60-80% -ним ПВ, розрахованим за « телвіновской »методикою.
Важливим параметром і першим, на що зазвичай звертають увагу, вважається діапазон зміни зварювального струму. Він побічно вказує на потужність апарату. Чим вона більше, тим більшого розміру електрод можна встановити і тим більше буде ПВ при роботі невеликими електродами при рівній силі струму. Для побутових цілей і роботи ходовим 3-міліметровим електродом всіх видів трансформаторів з лишком вистачає максимальної потужності в 150 А, для інверторів - і того менше, при цьому струмі вони спокійно варять «четвіркою». Слід враховувати, що на коробці з електродами зазвичай вказують рекомендовані струми при роботі з трансформаторами або випрямлячами, інвертор при таких токах вже може різати метал.
Ще один важливий параметр - струм холостого ходу. Він може знаходитися в межах 60-85 В: чим вище, тим простіше запалити дугу.
Деякі моделі зварювальних апаратів здатні функціонувати спільно з пристроями для зварювання аргоном, випускаються також моделі, що працюють в напівавтоматичному режимі (зварювання дротом). Для побутового застосування вони не дуже цікаві - подібні опції потрібні рідко, а вартість їх набагато вище, ніж у простих моделей. Але якщо планується робота на професійному рівні з різними видами металів і тонкими листами, ці функції будуть вельми корисні.
ВИДИ ЗВАРЮВАННЯ
Ручна дугова зварка плавиться (ММА). Найпоширеніший вид зварювання, при якому роль електрода грає дріт, покрита обмазкою. У процесі плавлення дріт з'єднує зварювані деталі, а обмазка (шлак) захищає зварювальну ванну від впливу кисню, також сприяючи поліпшенню характеристик дуги і якості шва. Найчастіше таким чином зварюють чорні метали, чавун і деякі види кольорових металів і сплавів, проте добитися хорошого з'єднання в останньому випадку досить важко: легкоплавкі компоненти сплавів вигорають, і з'єднання виходить не дуже якісним.
Ручне зварювання в середовищі захисних газів (TIG). Найбільш часто в якості газу застосовують аргон з невеликою домішкою кисню, щоб випалити бруд і оксиди в процесі роботи, а зварювання проводиться не плавиться графітовим або вольфрамовим електродом. Як присадки використовують прутки з того ж матеріалу, що і деталі, що зварюються. Якість шва при такому методі дуже висока, легкоплавкі компоненти сплавів і легуючі добавки не вигоряють, зварювальний ванна захищена від кисню повітря, освіту шлаку практично виключено. Зварювання майже завжди проводиться на постійному струмі прямої полярності, тільки для алюмінію більш підходить змінний струм або зворотна полярність: так краще руйнується оксидна плівка. Незважаючи на те що такий спосіб досить дорогий і не відрізняється високою швидкістю роботи, він досить популярний і часом незамінний для зварювання будь-яких металів в разі малих обсягів робіт або якщо автоматизувати процес з різних причин не вдається.
Напівавтоматичне зварювання (MIG / MAG). При ній в ролі електрода зазвичай виступає зварювальний дріт, автоматично подається в зону зварювання, хоча можлива і зварювання неплавким електродом. Апарат при цьому переміщають вручну. Зварювання проводиться постійним або імпульсним струмом, розрізняють зварювання в середовищі інертних (MIG) або активних (MAG) захисних газів і зварювання порошковим дротом - тоді газ не потрібно. Для великих обсягів наплавляємого металу доцільніше ММА-зварювання. Сфера роботи напівавтоматів - зварювання тонких листів, високолегованих сталей, кольорових металів, а також промислове застосування. приклад
ІНШІ МЕТОДИ І СПОСОБИ ЗВАРЮВАННЯ
Крім трьох перерахованих основних методів зварювання, використовуються і інші, особливо в промисловому виробництві. Коротко опишемо деякі з них.
Газове зварювання. Як джерело енергії застосовується суміш кисню з горючими газами, найчастіше - з ацетиленом. У побуті до неї вдаються нечасто: вона вимагає застосування важких і недешевих газових балонів, Якість поверхонь, що сполучаються виходить не дуже хорошим, можливо швидка поява корозії в зоні шва, так як метал прогрівається на значній відстані від нього, швидкість роботи невелика, зате електрику не потрібно взагалі. різновидом газового зварювання, Хоча і заснованої на зовсім іншому принципі дії, є плазмова зварювання. Джерелом теплоти тут служить плазмовий струмінь, що отримується при іонізації робочого газу між електродами, одним з яких може бути виріб, що зварюється, або обидва електроди знаходяться в плазмової пальнику - плазмотроне. Обидва ці способу в промисловому виробництві застосовуються частіше для наплавлення і різання, ніж для власне зварювання.
Контактна зварка. При ній з'єднані заготовки або їх дотичні ділянки туляться один до одного, розігріваються електрикою до стану пластичного деформування, а потім додатково стискуються. Серед великої кількості різновидів контактного зварювання можна виділити точкову, стикового, рельєфну і шовний.
при точковому зварюванні зварюються деталі з'єднуються внахлест, затискаються між двома електродами, потім включається імпульс струму невеликого напруги (кілька вольт) і значної сили, до декількох тисяч ампер. Таким чином, між деталями утворюється зварна точка або відразу дві, якщо електроди підводяться з одного боку, а з іншого підкладена токопроводящая підкладка. Контактна зварювання вимагає хорошої підготовки поверхонь, придатна для багатьох металів і сплавів, особливо популярна для зварювання тонких листів. Викривлення листів при цьому невелика, якість (при належних параметрах зварювання) також на висоті. Саме так, наприклад, збирають автомобільні кузова на заводі. Метод добре піддається автоматизації, але може використовуватися і в ручному режимі.
при шовного зварювання шов складається з великого числа окремих точок, які можуть перекривати один одного. Якщо на поверхні деталей заздалегідь підготовлені горбки (рельєфи) - мова йде про рельєфною зварюванні. стикова зварювання частіше застосовується для з'єднання товстих деталей, при цьому вони зварюються відразу по всій площині.
Зварювання тертям. Одна з деталей фіксується, другу притискають до неї і обертають до моменту розплавлення контактуючих поверхонь. Спосіб досить економічний і швидкий, але можливість його використання залежить від форми деталей, що зварюються. Зате таким чином можна з'єднати заготовки з різнорідних матеріалів, на зразок міді з алюмінієм.
У промислових умовах для окремих видів зварних робіт застосовуються і інші методи, такі як холодне зварювання (При відносно невисокій температурі і високому тиску), зварювання вибухом, дифузією, зварювання за допомогою лазера, електронно-променевої гармати, ультразвуку, струмів високої частоти і деякі інші види. Такими способами зварюють різні, часом практично несумісні, метали і матеріали.
ЗАХИСТ СВАРЩИКА
Зварювальний процес супроводжується великою кількістю небезпечних і шкідливих факторів: високою температурою розпеченого металу і шлаку, яскравим свіченням дуги у видимому, інфрачервоному й ультрафіолетовому діапазонах, виділенням токсичних газів і аерозолів. При роботі з електричними апаратами недотримання правил техніки безпеки загрожує ризиком ураження електричним струмом. Тому необхідно подбати про придбання маски і захисного одягу.
Зварювальний маска або щиток. Це самий необхідний елемент, призначений для захисту очей і обличчя. Виготовляється найчастіше з пластика або електрокартону (фібри). Щиток доводиться тримати однією рукою, маска кріпиться на голову. У конструкцію фільтра відповідно до Держстандарту повинні входити захисне скло і підкладка з оргскла. В якості фільтра застосовується або затемнене скло, або фільтр «хамелеон», з автоматичним затемненням при виникненні дуги. «Хамелеон» набагато зручніше, але і коштує дорожче. Залежно від умов зварювання застосовуються скла різного ступеня затемненности, в «хамелеона» вона майже завжди регулюється. Для складних умов робіт виготовляються маски з фільтрами для дихання або системою подачі повітря зовні, а також з можливістю кріплення каски і навушників.
Одяг та інші засоби захисту. Одяг та рукавички повинні бути виготовлені з слабогорючих і нетлеющіх тканин на зразок брезенту, прогумованих матеріалів або шкіри. Взуття теж бажана «погрубее», адже крім іскор і крапель металу, на ногу можна випадково упустити залізяку. Найбільш практичні для цієї мети черевики з товстої шкіри або гумові чоботи. Весь одяг при роботі повинна бути застебнута і пригнана з таким розрахунком, щоб виключити потрапляння крапель розплавленого металу в її складки і захистити всі ділянки шкіри від шкідливого впливу зварювальної дуги. Для забезпечення електробезпеки використовуються килимки з гуми або подібних діелектричних матеріалів.
Не потрібно забувати також і про інші засоби захисту - справність обладнання, наявність заземлення, надійна фіксація зварювальних проводів в апараті і цілісність їх ізоляції, надійний електричний контакт зворотний провід на деталі і т.п. Нарешті, не варто залишати поза увагою і надійне закріплення деталей, що зварюються. Якщо правильно організувати робоче місце і працювати, погодившись із своїми можливостями і без поспіху, тоді і робота, і результат буде тільки радувати.
Інвертори зварювальні володіють великим числом переваг в порівнянні з моделями, які живляться від традиційних джерел. Отже, є цілком справедливим їх широке поширення на промислових підприємствах і в побуті. Вони мають порівняно невеликими значеннями маса-габаритних показників, що дає можливість переносити зварювальний інвертор своїми руками і силами. Даний апарат виробляє високоякісну зварювання різних матеріалів, Що тільки сприяє його популяризації.
Зварювальний інвертор володіє малою масою, 5 - 10 кг, що обумовлено відсутністю громіздкого Крім цього, відсутні втрати на перемагнічування заліза, а також нагрівання обмоток. Завдяки цьому має високий значенням ККД. Ще однією перевагою даного апарату є знижене споживання енергії - всього 4 кВт, в той час як аналогові агрегати споживають до 10 кВт електроенергії. Однак зварювальний інвертор володіє і іншими, не менш важливими, перевагами, такими як:
- Відсутність явища розбризкування.
- Малі відхилення значень струму від номінальних величин.
- Великий діапазон управління зварювальним струмом.
- М'яка і стабільна електрична дуга.
- Стійкість до перешкод і коливань.
Крім цього, зварювальний інвертор володіє деякими особливостями:
1. Є спеціальний захист, що запобігає «прилипання» електрода до зварюваних деталей. Під час включення агрегату проводиться додатковий струмовий імпульс, в разі виникнення якого захисні системи відключають Отже, електрод не встигає прилипнути.

2. Щодо низька ціна, яка робить зварювальний інвертор доступним для широкої аудиторії покупців. Сучасний ринок зварювальних апаратів пропонує широкий асортимент, серед якого кожен може знайти необхідне йому обладнання.
3. Широкий діапазон функцій і можливостей. Кожен зварювальний інвертор комплектується генератором високих частот, який значно розширює функціональний діапазон даного апарату. Завдяки цьому стає можливим використання практично будь-якого різновиду зварювання, а також плазмового різання металів.
4. Зварювальний інвертор має високий показник зручності управління і регулювання. Не має потреби вичікувати якийсь час - досить лише придбати апарат даного типу, щоб почати з ним роботу. Більшість сучасних інверторів мають пристроями плавного регулювання величини зварювального струму. Крім цього, на багатьох моделях є можливість запам'ятовування використовуваних режимів. Завдяки цій важливу функцію істотно підвищується продуктивність роботи, а також скорочує час виконання замовлення. Це дозволяє виконувати більше замовлень за менший час, що підвищує ваші доходи і доходи всього підприємства.
Класифікація методів зварювання.
Електродугове зварювання плавленням класифікується за такими основними ознаками:
За родом струму зварювання - на змінному і постійному струмі.
По виду полярності при зварюванні на постійному струмі - зварювання на прямої полярності ( "плюс" на зварюваної деталі) і на зворотній полярності ( "плюс" на електроді).
За типом використовуваних електродів - плавкими металевими і не плавляться (вольфрамовим або вугільними) електродами.
За способом захисту зони зварювання - штучними плавкими електродами з покриттям (захист парами мінеральних покриттів електродів), під флюсом, в середовищі захисних газів (інертних або активних), самозахисними порошковими дротами.
За ступенем механізації - ручна, механізована (напівавтоматична), автоматична.
- MMA (Manual Metal Arc) - ручне дугове зварювання штучними металевими плавкими електродами з покриттям;
MIG / MAG (Mechanical Inert / Active Gas) - механізована (напівавтоматична) зварювання в середовищі захисних газів (інертних або активних);
TIG (Tungsten Inert Gas) - зварювання неплавким (вольфрамовим) електродом в середовищі інертних захисних газів, наприклад, так звана аргоно-дугове зварювання.
Джерела живлення для зварювання
Вимоги до джерел живлення для дугового зварювання
Важливими параметрами процесу зварювання є вольт-амперна характеристика зварювальної дуги і зовнішня характеристика джерела живлення. Від їх узгодження в чому залежать стійкість горіння дуги і стабільність протікання процесу зварювання.
На рис.1 показані вольт-амперні характеристики дуги, що представляють собою залежність між напругою U Д і струмом I Д при різній довжині дуги l(l 2>l 1). Вольт-амперна характеристика дуги нелінійна, оскільки в загальному випадку електричний струм в газах не підкоряється закону Ома (дуга є електричним розрядом в газі, і її спротив не дорівнює постійній величині).
Рис.1 Вольт-амперні характеристики дуги
При малих токах (приблизно до 100А) з його збільшенням інтенсивно зростають ступінь іонізації і число заряджених частинок. Опір стовпа дуги зменшується, і для підтримки струму необхідно меншу напругу.
При зростанні струму збільшення ступеня іонізації відбувається повільніше, зростання кількості носіїв заряду зменшується, і напруга дуги стає мало залежать від струму.
При великій щільності струму ступінь іонізації висока, дуга не розширювати, так як обмежена діаметром електрода, і її опір стає постійним. На цій ділянці вона підпорядковується закону Ома - струм і напруга прямо пропорційні.
Для кожного способу зварювання найбільш характерний свою ділянку характеристики дуги. Наприклад, при ручного зварювання покритими електродами і не плавиться, в середовищі аргону сила струму відносно невелика, а діаметр електрода значний. Ці умови відповідають подає ділянці характеристики дуги. При зварюванні під флюсом сила струму більше, ніж при ручному зварюванні, тому характеристика переходить на пологий і частково на зростаючий ділянку. Сварка в углегіслом газі характеризується застосуванням дротів малого діаметра, що пропорційно квадрату діаметра збільшує щільність струму. Характеристика дуги стає зростаючій.
Розглянемо особливості вибору зовнішньої характеристики джерела живлення для різних способів зварювання.
Ручна дугова зварка
Одна з основних особливостей ручного зварювання - часта зміна довжини дуги. Воно пов'язане з маніпуляцією зварювальником електродом, його плавленням і необхідністю подачі електрода вниз, а також виконанням швів в незручних і важкодоступних місцях. Особливо часті коливання довжини дуги виникають при недостатній кваліфікації зварника. Для забезпечення стабільності процесу зварювання, необхідної глибини проплавлення і хорошої якості шва необхідно, щоб сила струму при коливаннях довжини дуги змінювалася мінімально.
Якщо при ручного дугового зварювання використовувати джерело живлення з пологопадающих характеристикою, то при подовженні дуги можливий її обрив через малого струму, а при укороченні дуги можливий пропал через надмірно великої сили струму. Тому при ручному зварюванні застосовуються джерела живлення з крутопадаючих характеристикою, що забезпечує максимальну стабільність процесу зварювання.
напівавтоматичне зварювання
Особливістю напівавтоматичного зварювання є постійна, незалежна від зварника швидкість подачі зварювального дроту. Для забезпечення стійкого процесу зварювання необхідно забезпечити сталість довжини дуги. В іншому випадку можливий обрив дуги або коротке замикання дроту на виріб. Для забезпечення сталості довжини дуги необхідно, щоб в процесі зварювання дотримувалося співвідношення:
Характеристика джерела живлення повинна бути такою, щоб при випадковому порушенні цього співвідношення вона дозволяла повернутися до його дотримання в максимально короткі терміни.
Розглянемо, що відбувається при механізованої зварюванні при несподіваному збільшенні або зменшенні довжини дуги. На рис.2 зображена зростаюча характеристика дуги при різній її довжині l, l 1, l 2, А також жорстка характеристика джерела живлення. При збільшенні довжини дуги робоча точка Про переміщається в O 1 і сила струму зменшується - I 1. Після зменшення сили струму знижується кількість теплоти, що виділяється в дузі, і швидкість плавлення дроту зменшується. В цей період часу швидкість подачі дроту стає більше швидкості плавлення: V під\u003e V пл. Кінець дроту наближається до виробу, і довжина дуги самостійно відновлюється. Цей процес називається саморегулюванням довжини дуги.
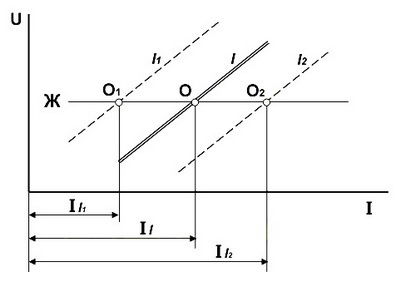
Рис.2 Залежність зміни струму від коливання довжини зварювальної дуги
(Ж - жорстка характеристика джерела живлення)
Процес зварювання буде стабільним, якщо реакція зі зміни швидкості плавлення дроту після зміни довжини дуги буде швидкою. У цьому випадку говорять, що процес саморегулювання проходить активно.
Розглянемо, як впливає на активність саморегулювання вид зовнішньої характеристики джерела живлення. На рис.3 наведено три різні характеристики джерел живлення: пологопадающих (П), жорстка (Ж), зростаюча (В).
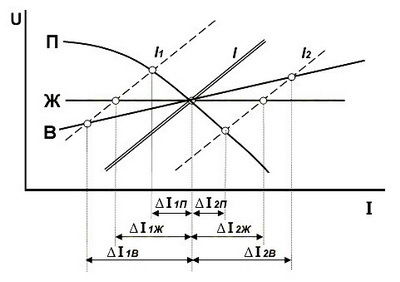
Рис.3 Вплив форми зовнішньої характеристики джерела
на зміну струму при коливаннях довжини дуги
Найбільш різкі коливання сили струму, що забезпечують активну саморегулювання, будуть при зростаючій характеристиці джерела живлення, при жорсткій характеристиці саморегулювання відбувається менш активно, ще менш активно воно буде відбуватися при пологопадающих характеристиці. Тому якщо дріт при зварюванні подається відносно повільно, можливе використання пологопадающих або жорстких характеристик. Це зазвичай буває при зварюванні під флюсом, коли діаметри дротів чималі і швидкості їх подачі відносно невеликі і коливаються в межах 50-200 м / ч. При зварюванні у вуглекислому газі діаметри дротів нижче, тому для забезпечення високої продуктивності їх швидкості подачі вище - до 400 м / год. В цьому випадку обов'язкове застосування жорстких характеристик. При зварюванні на форсованих режимах при дуже високих швидкостях подачі дроту можливе застосування джерел живлення із дедалі вищими характеристиками.
Джерела живлення з крутопадающими характеристиками, призначені для ручної напівавтоматичного й автоматичного зварювання, застосовуватися не можуть, так як не забезпечують саморегулювання довжини дуги і стабільність процесу зварювання.
Крім принципу саморегулювання в деяких зварювальних апаратах використовується принцип автоматичного регулювання довжини дуги. Він полягає в тому, що в процесі зварювання швидкість подачі дроту не постійна, а змінюється в залежності від довжини дуги, а отже, і напруги на ній. Управління швидкістю подачі дроту здійснюється за рахунок зворотного зв'язку між дугою і двигуном, що подає.
Класифікація джерел живлення для зварювання.
Основними елементами будь-якої зварювальної установки є: джерело зварювального напруги або джерело живлення (далі - ІП); виконавчий механізм; з'єднувальні елементи (шланги, кабелі); допоміжні елементи (балони, пристосування, оснащення і т.д.). Залежно від обраного виду зварювання розрізняють наступні види зварювального устаткування:
Для ручного дугового зварювання штучними плавкими електродами з покриттям (метод ММА):
- трансформатори (Призначені для зварювання на змінному струмі) ;
- випрямлячі (Призначені для зварювання на постійному струмі) ;
- інвертори(Для зварювання на постійному струмі - постійний струм отримують по инверторной схемою) .
Для напівавтоматичного зварювання металевим дротом в середовищі захисних газів (метод MIG / MAG) - зварювальні напівавтомати, Що складаються з джерела живлення (вбудованого або автономного), блоку управління, що подає і спеціальної зварювального пальника.
Для автоматичного зварювання металевим дротом в середовищі захисних газів або під флюсом - зварювальні автомати (самохідні тракторного типу, підвісні або планетарні головки).
Для ручного дугового зварювання неплавким (вольфрамовим) електродом в середовищі інертних захисних газів (метод TIG) - спеціалізовані зварювальні установки змінного і / або постійного струму.
Однією з основних характеристик зварювального процесу є статична вольт-амперна характеристика (ВАХ) зварювальної дуги, що відображає зв'язок між напругою і силою струму зварювальної дуги. Внаслідок особливостей іонізації атомів металу в стовпі дуги характеристика самої дуги складається з трьох ділянок - падаючого, статичного і зростаючого. Статична вольт-амперна характеристика зварювальної дуги показана на рис. 4.
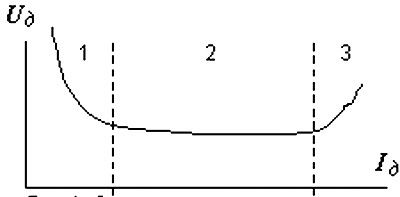
Рис.4 Статична вольт-амперна характеристика дуги.
Для стабільного горіння дуги потрібно рівність між напругою і струмом дуги (Uд і Iд) і джерела живлення (Uип і Iіп). Легко помітити, що така рівність можливо в разі, коли точки перетину вольтамперних характеристик дуги і джерела живлення є точками стійкого горіння дуги, як показано на рис.5.
Падаючі жорстка зростаюча
Рис.5 Вольт-амперні характеристики джерел живлення
в співвіднесенні їх із статичною ВАХ дуги.
Ручне дугове зварювання (метод ММА) ведуть на струмі малої щільності (відношення сили струму до діаметру електрода). При цьому через коливання довжини дуги змінюється і напруга дуги, і її вольт-амперна характеристика має падаючу форму (зона 1 на рис. 4.). Тому для ручного дугового зварювання в основному застосовують ІП з падаючої вольт-амперної характеристикою, яка має дуже великий кут нахилу до осі струму (крутопадаючих характеристика); така вольт-амперна характеристика забезпечує відсутність коливань струму при зміні напруги дуги.
При напівавтоматичному зварюванні методом MIG / MAG дуга горить на стабільному ділянці вольт-амперної характеристики (зона 2 на рис. 4.), тому ІП для такого методу зварювання повинен мати жорстку або пологопадающих вольт-амперну характеристику.
ІП зі зростаючою характеристикою застосовують в основному для автоматичного зварювання під флюсом і наплавлення.
Зварювальні трансформатори.
Однією з особливостей зварювальної дуги змінного струму є періодична зміна струму і напруги ІП через перерви в горінні дуги при переході кривої струму через нульові значення (дуга гасне). Зовні це проявляється різким звуком палаючої дуги і підвищеним розбризкуванням рідкого металу. Всі зварювальні трансформатори є трансформаторами напруги. Вольт-амперні характеристики трансформаторів, що застосовуються для ручного дугового зварювання, є крутопадающими. Для підвищення стабільності горіння дуги збільшують індуктивний опір ланцюга дуги, для чого в ланцюг вторинної обмотки трансформатора зазвичай включають додаткову реактивну котушку.
Найбільш поширеними є трансформатори з так званим збільшеним магнітним розсіюванням. У цих трансформаторах котушки обмоток рознесені по стрижні муздрамтеатру. При роботі трансформатора частина магнітних потоків замикається в повітрі поза муздрамтеатру і розсіюється, що і дало назву цим апаратам. Регулювання струму в таких трансформаторах здійснюється зміною магнітних потоків шляхом розсування котушок обмоток по висоті муздрамтеатру (вітчизняні трансформатори серії ТД) або введенням в вікно муздрамтеатру рухомих шунтів з магнітного матеріалу (трансформатори серії ТДМ). У більш потужних трансформаторах, що застосовуються для автоматичної і електрошлакового зварювання, використовують регулювання магнітними шунтами - спеціальними дросселями, розміщеними в вікні муздрамтеатру і керованими струмом низької напруги (трансформатори ТДФ). Трансформатори зі збільшеним магнітним розсіюванням мають, як правило, падає або крутопадаючих вольт-амперну характеристику.
Інший, менш поширений тип зварювальних трансформаторів - трансформатори з нормальним магнітним розсіюванням. У цих апаратах котушки первинної та вторинної обмоток розташовуються концентрично на замкнутому магнітопроводі стрижневого типу, тому розсіювання магнітних потоків практично відсутня. Завдяки цьому вольт-амперна характеристика виходить пологопадающих або жорсткою. Регулювання таких трансформаторів здійснюється введенням в ланцюг вторинної обмотки додаткової індуктивності, за рахунок якої і відбувається настройка струму. Залежно від розташування додаткової індуктивності розрізняють трансформатори з поєднаною і з роздільним реактивної котушкою.
Для зварювальних трансформаторів спеціалізованих джерел живлення використовуються схеми з так званим дроселем насичення. При цій схемі реактивна котушка збирається з декількох обмоток на двухоконной муздрамтеатрі броньового типу; витки реактивної котушки намотані на крайніх стрижнях муздрамтеатру, а на середньому стрижні намотана керована обмотка, що живиться постійним струмом, званим струмом намагнічування. Регулюючи струм намагнічування, можна змінювати в широких межах струм у вторинному контурі трансформатора, тобто струм зварювання.
Зварювальні випрямлячі.
Сварка на постійному струмі забезпечує отримання зварного з'єднання вищої якості в порівнянні зі зварюванням на змінному струмі. Через відсутність нульових значень струму підвищується стабільність горіння дуги, збільшується глибина проплавлення, знижується розбризкування, поліпшується захист дуги, підвищуються міцності металу зварного шва, Знижується кількість дефектів шва, а знижений розбризкування покращує використання присадочного матеріалу і спрощує операції зачистки зварного з'єднання від шлаку і застиглих бризок металу. Все це призвело до того, що для зварювання якісних швів відповідальних з'єднань більше застосовують зварювання на постійному струмі. Крім того, багато матеріалів - високолеговані і теплотривкі стали, чавуни, титан, сплави на основі міді та нікелю - зварюються тільки на постійному струмі. Зокрема, для напівавтоматичного зварювання металевим дротом в середовищі захисних газів (метод MIG / MAG) - найбільш продуктивного і універсального методу зварювання - застосовують саме ІП постійного струму.
Зварювальними випрямлячами називаються джерела живлення, в яких постійний струм виходить шляхом випрямлення змінного струму промислової частоти з використанням напівпровідникових вентилів. Спільними елементами для зварювальних випрямлячів є силовий трансформатор, випрямний блок і блоки пускорегулирующей, вимірювальної та захисної апаратури.
Найбільш раціональним в випрямлячах виявляється застосування трифазного струму. З графіків, наведених на рис.6 видно, що підсумовує крива струму при шестифазної схемою значно краще задовольняє вимогам зварювання, ніж однофазная.
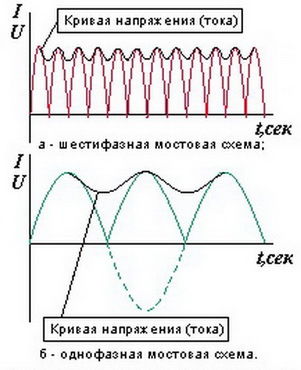
Рис.6 Криві випрямленої зварювального струму
Для харчування випрямного блоку (ВБ) зазвичай використовують понижуючі трифазні силові трансформатори, по пристрою і принципу дії аналогічні описаним в попередньому розділі. Сам СБ збирається або за трифазної мостовою схемою, або по шестифазної бруківці схемою з зрівняльним реактором - рознесеними вторинними обмотками силового трансформатора, з'єднаними в дві "зірки" (схема Ларіонова - Гретца). У обох схем повторюваність напруги дорівнює шестиразовій частоті живильного струму (для звичайного змінного струму промислової частоти - 300 Гц). Це дозволяє отримати випрямлений струм, у якого пульсації напруги менше, ніж при використанні звичайної однофазної мостової двонапівперіодною схеми, зібраної на чотирьох вентилях (четирёхвентільние мостові схеми зазвичай використовуються в більш простих випрямлячах побутового класу).
За рахунок використання спеціальних стабілізаторів напруги, що включаються в зварювальний контур, вдається отримати гладку криву струму з мінімальними вібраціями випрямленої напруги. Для випрямлення струму використовують некеровані напівпровідникові вентилі - кремнієві або селенові діоди - і керовані вентилі - тиристори (зазвичай кремнієві). Кремнієві діоди мають невеликі розміри і високу теплостійкість, але дуже чутливі до струмових перевантажень. Селенові вентилі допускають менші значення сили струму, але мають високу стійкість до перевантажень і малий розкид характеристик. Їх використання значно спрощує загальну схему випрямляча і підвищує його стійкість до перевантажень по струму. Використання тиристорів вимагає застосування спеціальних блоків управління відкриванням тиристорів, і зазвичай тиристори встановлюють на більш потужному і дорогому промисловому обладнанні.
Напівпровідникові вентилі вимагають певного температурного і токового режиму. Тому важливими елементами будь-якого зварювального випрямляча є системи охолодження СБ: радіатори охолодження вентилів, вентилятор, який включається перед пуском випрямляча, блоки захисту від струмових перевантажень (плавкі запобіжники або реле захисту по струму) і теплові запобіжники - термостат і вітрове реле, що відключають випрямляч при перегріванні СБ або при виході з ладу вентилятора.
Регулювання струму зварювання в зварювальних випрямлячах здійснюється двома шляхами - електромеханічним і електричним. У випрямлячах з електромеханічної регулюванням зміна струму відбувається до СБ, тобто на випрямляють вентилі в кожній фазі надходить змінний струм, який має силу струму і напругу заданих зварювальних параметрів. Застосовувані в цьому випадку силові трансформатори зі збільшеним магнітним розсіюванням (з розсувними котушками) і трансформатори з нормальним магнітним розсіюванням (з керованим магнітним шунтом) описані в попередньому розділі.
Інший тип електромеханічної регулювання струму зварювання в зварювальних випрямлячах - це випрямлячі з секціонованими обмотками силового трансформатора, у яких первинна обмотка силового трансформатора складається з декількох котушок на загальному сердечнику, які підключаються послідовно за допомогою галетного перемикача, при цьому відбувається поетапне зміна струму в первинної ланцюга силового трансформатора . Такі випрямлячі дешеві, прості у виготовленні і надійні в експлуатації. Вони мають жорстку вольт-амперну характеристику та доцільні для напівавтоматичного зварювання в середовищі захисних газів (метод MIG / MAG), тобто в тих випадках, коли після ІП можлива ще одна регулювання струму (плавна в межах кожного ступеня).
Інший тип - це випрямлячі з Вольтододаткові трансформаторами (ВДТ), що включаються послідовно у вторинну ланцюг силового трансформатора. Зустрічне або згідне включення вторинних обмоток силового трансформатора та ВДТ дозволяє поступово змінювати силу струму. Плавне регулювання (в межах кожного ступеня) здійснюється зміною напруги в первинній обмотці ВДТ. Такі схеми дозволяють отримати жорсткі вольт-амперні характеристики (для напівавтоматичного зварювання в середовищі захисних газів) і проводити настройку режиму зварювання дистанційно. У цьому типі випрямлячів використовують силові трансформатори з нормальним магнітним розсіюванням і дроселем насичення. Це дозволяє вводити зворотні зв'язки і стабілізує роботу ВП у заданому режимі, а сам випрямляч має крутопадаючих вольт-амперну характеристику, яка застосовується для ручного дугового зварювання плавкими електродами (тиристорний випрямляч ТІР-300 з дроселем насичення).
Електричні схеми регулювання зварювальних випрямлячів побудовані на зміні струму зварювання після СБ або безпосередньо в СБ. Випрямлячі з транзисторними регуляторами струму засновані на принципі управління сильним струмом за рахунок зміни слабшого струму. У цих схемах після СБ послідовно зварювальної дузі включається блок транзисторів, з'єднаних паралельно. Це дозволяє в широких межах змінювати струм дуги. Застосування транзисторних схем регулювання струму дає крутопадаючих вольт-амперну характеристику з широким спектром регулювань по току і високостабільної дугою, що дозволяє застосовувати такі випрямлячі для автоматичної аргоно-дугового зварювання неплавким електродом (метод TIG) високолегованих сталей і сплавів на основі міді або алюмінію.
Простіший і поширеною є схема випрямляча з тиристорн регуляторами струму, в яких в якості випрямних вентилів використовують напівпровідникові тиристори. Формування вольтамперних характеристик таких випрямлячів здійснюється за рахунок тимчасового зсуву керуючих імпульсів тиристорів, що подаються блоком фазоімпульсной управління. Зміною часу подачі керуючих імпульсів регулюється почергове відкриття тиристорів тієї чи іншої гілки шестифазної мостової схеми і змінюється струм дуги. Це дозволяє здійснювати плавне регулювання (в тому числі і дистанційну) струму зварювання і отримувати дугу з високою стабілізацією по струму і напрузі. За такими схемами побудовані широко відомі випрямлячі типу ВСВУ для ручного дугового зварювання плавкими електродами (з крутопадаючих вольт-амперної характеристикою) і ВДГ для напівавтоматичного зварювання в середовищі захисних газів (з пологопадающих вольт-амперної характеристикою). Подальшим розвитком схеми випрямлячів з тиристорним регулюванням з'явилися випрямлячі серії ВДУ з подвійною вольт-амперної характеристикою - крутопадающей і пологопадающих. Силовий трансформатор цих випрямлячів має дві вторинні обмотки, і їх перемикання дозволяє отримувати подвійну вольт-амперну характеристику і робить можливим використання випрямляча як для ручної, так і для напівавтоматичного зварювання.
Для зварювання в цехових умовах часто використовують багатопостові випрямлячі, мають достатню потужність і здатні витримувати великі перевантаження як за величиною струму, так і по швидкості наростання струму зварювання. В основному багатопостові випрямлячі мають жорсткі вольт-амперні характеристики і призначені для ручного дугового зварювання плавкими електродами. В цьому випадку до вихідних клем ІП підключається шинопровод з двох мідних або алюмінієвих смуг, закріплених на ізоляторах на стінах або металоконструкціях цеху. Управління струмом кожного зварювального поста здійснюється так званими баластними реостатами, що представляють собою пристрій з набором елементів опору з фехралевой або ніхромового дроту і перемикачами для коммутирования ступенів опору в паралельному з'єднанні. Включення ступенів баластного реостата дозволяє регулювати струм зварювання одного поста, а за рахунок падіння напруги формується крутопадаючих вольт-амперна характеристика. Такі схеми прийняті при використанні багатопостових випрямлячів УКСМ-1000, ВДМ-1001, ВДМ-1201, ВДМ-1601 з баластними реостатами РБ-301 або РБ-302. Всі ці випрямлячі називаються некерованими, так як на виході завжди подається одне і те ж значення зварювального струму, рівне номінальному.
зварювальні інвертори
Найбільш сучасними і технічно складними джерелами зварювального струму є зварювальні інвертори. На відміну від статичних ІП так званих "класичних" типів (тобто трансформаторів і випрямлячів), у інверторів відсутня силовий трансформатор. Вся робота зварювального інвертора побудована на принципі фазового зсуву (інверсії) напруги, здійснюваного електронної мікропроцесорної схемою з покаскадного посиленням струму (зазвичай мікропроцесором типу IGBT). За рахунок застосування такого принципу вдається отримати широкий спектр вольтамперних характеристик - від крутопадающей до зростаючої - з дуже гладкою кривою струму, відхилення якого знижені до рівня десятих часток відсотка, що дозволяє досягати високої якості зварювання. Включення в схему високочастотного генератора розширює сферу застосування харчування і дозволяє використовувати їх практично для будь-якого методу дугового зварювання і для плазмової резкі.За рахунок невеликої маси інвертори малої потужності дуже перспективні для використання при монтажі особливо відповідальних металоконструкцій та трубопроводів, до зварних з'єднань яких пред'являються підвищені вимоги , а умови праці не дозволяють застосовувати громіздке промислове обладнання, призначене для роботи в цехових умовах. Потужні інвертори промислового типу дозволяють створювати зварювальні комплекси для будь-якого виду дугового зварювання, побудовані за модульним принципом на основі одного джерела струму. Всі інвертори мають плавне регулювання зварювального струму, а цифрова схема мікропроцесора і введення елементів пам'яті дозволяє організувати запам'ятовування декількох найбільш часто вживаних режимів зварювання.
Наявність складної і дорогої електроніки, що вимагає особливих умов охолодження, збільшує вартість, але висока якість одержуваних зварних з'єднань і широкий спектр методів зварювання робить їх найбільш перспективними для промислового застосування, особливо при виробництві складних і відповідальних металоконструкцій з різних матеріалів.