Квитки за професією електрогазозварник. Квитки для навчання професії електрогазозварник додаткової освіти
02.04.2014 - Представляємо вашій увазі Квитки для перевірки знань з питань охорони праці у електрогазозварників. Пропонований перелік включає десять квитків, в кожному з яких міститься по 4-5 питань. Квитки складені інженером з охорони праці відповідно до діючих нормативно-правовими актами та документами з охорони праці.
КВИТОК № 1
1. Балони зрідженого газу їх призначення, пристрій і типи.
2. Порядок допуску до роботи робітників, які обслуговують обладнання для газополум'яної обробки металів.
3. Обладнання робочого місця електрогазозварника.
4. Вимоги безпеки під час виконання електро зварювальних робіт.
КВИТОК № 2
1. Основні властивості зрідженого пропан-бутану.
2. Призначення, загальна будова та принцип роботи балонного регулятора тиску газу типу РДГ.
3. Джерела живлення зварювальної дуги, зварювальний дріт, Електроди для дугового зварювання.
4. Вимоги пред'явлені до приміщень для зберігання балонів з горючими газами.
5. Які заходи безпеки потрібно дотримуватися при вантажно-розвантажувальних роботах і зберіганні балонів.
____________________________________________________________________________
КВИТОК № 3
1. Електробезпека.
2. Забарвлення балонів і написи на них.
3. Які заходи безпеки потрібно дотримуватися при вантажно-розвантажувальних роботах і зберігання балонів.
4. Дії робочого при появі ударів або зворотних ударів полум'я.
5. Які заходи безпеки потрібно дотримуватися при транспортуванні балонів скрапленого газу на автомашинах.
____________________________________________________________________________
КВИТОК № 4
1. Індивідуальні засоби захисту при виконанні електро газозварювальних робіт .
2. Що потрібно зробити, якщо в процесі роботи виявиться несправність в балоні або запорном вентилі до нього.
3. Зберігання балонів скрапленого газу на території підприємства.
4. Де забороняється проводити роботи з газополум'яної обробки металів і інших матеріалів із застосуванням скрапленого газу.
____________________________________________________________________________
КВИТОК № 5
1. Які заходи безпеки необхідно дотримуватися при розміщенні газобалонних установок скрапленого газу для газополум'яної обробки металів в приміщенні цеху.
2. Правила поводження з балонами для стислих і зріджених газів.
3. Стійка робота пальників. Явища проскока і відриву полум'я від пальників, їх причини та способи попередження.
4. Пристрій і устаткування пересувних постів з газополум'яної обробки металів.
5. Вимоги, що пред'являються гумовотканинним, порядок їх з'єднання.
КВИТОК № 6
1. Загальний пристрій і обладнання стаціонарних постів з газополум'яної обробки металів, по електричне зварювання.
2. Які заходи безпеки потрібно дотримуватися при роботі з балонами скрапленого газу безпосередньо в приміщенні.
3. Основні властивості зрідженого газу - пропан-бутану.
4. Присадні матеріали, що застосовуються під час газополум'яної обробки, вимоги пред'являються до них.
5. Скільки пальників або різаків можна приєднати при ручних роботах до одного балону, і яку максимальну тиск газу в газопроводі допускається у робочого поста.
КВИТОК № 7
1. Призначення пальника для газового зварювання.
2. Де забороняється установка балонів зрідженого газу.
3. Вимоги до складкам зберігання балонів із зрідженим газом.
4. Вимоги, що пред'являються до рукавів (шлангів), що застосовуються під час газополум'яної обробки.
5. Які вимоги безпеки повинні дотримуватися при розміщенні балонів зрідженого газу в виробничих приміщеннях, громадських будівлях на комунально-побутових об'єктах.
____________________________________________________________________________
КВИТОК № 8
1. Вимоги безпеки при виконанні електрозварювальних робіт.
2. Порядок заміни балонів зрідженого газу безпосередньо в процесі роботи поста або установки.
3. Причини аварій і нещасних випадків при експлуатації обладнання для газополум'яної обробки.
4. Заходи безпеки при зварюванні, наплавленні і різанні металу.
5. Найбільш характерні причини аварій і нещасних випадків при експлуатації обладнання для газополум'яної обробки металів і заходи попередження їх.
_____________________________________________________________________________
КВИТОК № 9
1. Отруєння газом, його ознаки та заходи першої допомоги.
2. Принцип дії редуктора.
3. Причини вибухів балонів.
4. Вимоги до візків, що перевозять балони.
5. Проведення газозварювальних робіт поза місцями постійної роботи.
_____________________________________________________________________________
КВИТОК № 10
1. Надання першої допомоги при опіках, отруєннях газом, при ураженні електричним струмом.
2. Хто допускається до виконання газозварювальних робіт із застосуванням пропану.
3. Максимально допустима температура балона зі зрідженим газом.
4. На якій відстані від балонів з киснем і горючими газами можна проводити роботи з газового різання, зварювання.
5. Назвіть причини виникнення зворотних ударів полум'я і заходи запобігання їх.
_____________________________________________________________________________
Звертаємо вашу увагу, що інші матеріали з охорони праці та атестації робочих місць за умовами праці в організаціях ви можете скачати в розділі « Охорона праці».
http://osvarke.info/
Серія «початкова професійна»
Н.Г. Носенко
ЗВАРЮВАЛЬНИК. Електрогазозварник Підсумкова атестація
Ростов-на-Дону Фенікс 2007
Даний посібник допоможе випускникам установ початкової професійної освіти підготуватися до підсумкової атестації.
У посібнику представлені питання, з яких можуть формуватися екзаменаційні квитки, приблизні варіанти екзаменаційних білетів, конкретні відповіді на теоретичні питання і практичну частину квитків, а також дано приблизний перелік додаткових питань, пропонованих на іспиті.
ПЕРЕДМОВА
Згідно Закону Російської Федерації «Про освіту», освоєння програми курсу теоретичної підготовки учнів професії «сварщик» завершується обов'язкової підсумковою атестацією.
Форма підсумкової атестації - іспит, який включає в себе контроль знань з трьох предметів: «Основи теорії зварювання і різання металів», «Обладнання, устаткування і технологія зварювання
і різання металів »,« Технологія електрозварювальних і газозварювальних робіт ».
В процесі іспиту учням необхідно продемонструвати:
володіння основними теоретичними поняттями зварювання і різання металів;
хороші знання для вирішення практичних завдань або дозволу виробничих ситуацій;
вміння логічно і аргументовано побудувати свою відповідь;
здатність висловлювати самостійні судження.
Підготовка випускників до іспиту ускладнюється тим, що їм необхідно провести різну за змістом роботу, пов'язану з великим обсягом матеріалу, а також тим, що в даний час учні вивчають питання предметів спеціальною технологією за різними підручниками.
Тому головне завдання даного посібника- окреслити для випускників училища коло обов'язкових знань, умінь відповідно до вимоги стандарту при підготовці електрогазозварників.
Весь пропонований матеріал навчального посібника розбитий на три розділи.
В розділі 1 представлені приблизні варіанти екзаменаційних квитків. Зміст і структура екзаменаційних білетів розроблені з урахуванням вимог стандарту ОСТ 9 ПО 2.4-2003
до професії «сварщик». Вони містять два теоретичних питання і завдання, пов'язане з рішенням виробничих ситуацій при проведенні електрогазозварювальних робіт.
В розділі 2 дані відповіді на екзаменаційні білети, а також вирішення практичних завдань. Пропоновані в цьому посібнику відповіді на теоретичні питання є лише
основою відповідей, які учні готують самостійно.
У розділі 3 представлений перелік зразкових додаткових питань, пропонованих на іспиті.
Таким чином, збірник матеріалів являє собою спеціальний навчальний посібник, що допомагає учням повторити курс предметів спеціальною технологією і узагальнити свої знання.
ПРИБЛИЗНІ ЕКЗАМЕНАЦІЙНІ КВИТКИ
Квиток № 1
1. Переваги та недоліки зварювання перед іншими способами з'єднання деталей, її загальна класифікація і сутність.
2. Сварка трубних конструкцій дугового зварювання.
3. Завдання.
Квиток № 2
1. зварні з'єднання (Види, визначення, переваги, недоліки, застосування).
2. Зварювальні редуктори (призначення, класифікація, пристрій, принцип дії, техніка безпеки при експлуатації).
3. Завдання.
Квиток № 3
1. Класифікація зварних швів.
2. Контроль якості зварних швів (призначення, види).
3. Завдання.
Квиток № 4
1. Позначення зварних швів на кресленнях.
2. Коливальні рухи електродів (призначення, різновиди).
3. Завдання.
Квиток № 5
1. Підготовка металу під зварювання.
2. Зварювальні пальники (призначення, класифікація, пристрій, маркування, підготовка до роботи, вимоги техніки безпеки).
3. Завдання.
Квиток № 6
1. Устаткування і класифікація зварювального поста електрозварника і газозварника.
2. Режими дугового зварювання (призначення, сутність, принцип вибору основних і додаткових показників).
3. Завдання.
Квиток № 7
1. Зварювальний дуга (визначення, фізична сутність, способи запалювання, умови стійкого горіння, будова, вплив довжини дуги на продуктивність і якість шва, закінчення шва).
2. Технологія виконання швів різної протяжності.
3. Завдання.
Квиток № 8
1. Пристрій і призначення зварювального трансформатора.
2. Способи заповнення шва по перетину.
3. Завдання.
Квиток № 9
1. Зварювальне полум'я (способи отримання, види, основні характеристики, будова).
2. Технологія і техніка виконання швів в нижньому положенні.
3. Завдання.
квиток №10
1. Дефекти швів зварних з'єднань (причини виникнення, способи їх усунення).
2. Ацетиленовий генератор (призначення, класифікація, пристрій, підготовка до обслуговування, вимоги техніки безпеки).
3. Завдання.
Квиток № 11
1. Поняття зварюваності металу. Класифікація сталей по зварюваності.
2. Техніка і технологія виконання швів в горизонтальному, вертикальному і стельовому положенні.
3. Завдання.
Квиток № 12
1. Зварювальний дріт (призначення, вимоги, хімічний склад, маркування).
2. Високопродуктивні види ручного дугового зварювання (значення, види, техніка виконання).
3. Завдання.
Квиток № 13
1. Електроди (класифікація, маркування, вимоги до зберігання).
2. Запобіжні затвори (призначення, класифікація, пристрій, вимоги техніки безпеки).
3. Завдання.
Квиток № 14
1. Призначення і пристрій зварювального випрямляча.
2. Захисні гази (призначення, класифікація, властивості).
3. Завдання.
Квиток № 15
1. Основні вимоги до зварювання низько- і середньовуглецевих сталей.
2. Зварювальні автомати (призначення, пристрій, принцип дії, основні характеристики).
3. Завдання.
Квиток № 16
1. Флюси (призначення, класифікація, застосування).
2. способи газового зварювання (Призначення, техніка виконання).
3. Завдання.
Квиток № 17
1. Металургійні процеси при зварюванні плавленням.
2. Ручні різаки (призначення, пристрій, принцип дії, вимоги техніки безпеки).
3. Завдання.
Квиток № 18
1. Пристрій і призначення зварювального перетворювача.
2. Наплавлювальні роботи (види, призначення, технологія, матеріали).
3. Завдання.
Квиток № 19
1. Напруги і деформації при зварюванні (поняття, види, класифікація, причини їх виникнення, способи боротьби).
2. Технологія і техніка кисневого різання (Основні умови різання металів, призначення, сутність).
3. Завдання.
Квиток № 20
1. Киснево-флюсова різання металу.
2. Балони для зріджених газів (типи, тиск, забарвлення, написи на балонах, вимоги техніки безпеки).
3. Завдання.
Квиток № 21
1. Сварка кольорових металів (мідь і е сплави, алюміній, титан).
2. Зварювальні напівавтомати (призначення, класифікація, пристрій, вимоги техніки безпеки).
3. Завдання.
Квиток № 22
1. Особливості зварювання легованих сталей.
2. Газове зварювання трубних конструкцій.
3. Завдання.
Квиток № 23
1. Газові шланги (рукави) (призначення, класифікація, вимоги техніки безпеки).
2. Сварка чавуну (газова, дугова).
3. Завдання.
ВІДПОВІДІ НА ЕКЗАМЕНАЦІЙНІ ПИТАННЯ ТА ПРАКТИЧНІ ЗАВДАННЯ Квиток № 1
Питання 1. Переваги і недоліки зварювання перед іншими способами з'єднання деталей, її загальна класифікація і сутність.
Зварювання є одним з видатних російських винаходів і вперше була освоєна в нашій країні. Безсумнівно, Росія є лідером за кількістю важливих відкриттів в області науки і техніки. Зараз неможливо уявити собі жодної галузі в господарстві або машинобудуванні, де б не застосовувалася зварювання.
У 1802 р російський академік Василь Володимирович Петров вперше в світі вивчив і описав явище електричної дуги, що виникає при пропущенні електричного струму через два стержня з вугілля та металу і має дуже високу температуру; він також вказав на можливість використання тепла електричної дуги для розплавлення металів.
Через 80 років російські інженери Микола Миколайович Бенардос і Микола Гаврилович Славянов розробили промислові способи електричного зварювання металів.
М.М. Бенардос в 1882 р винайшов спосіб дугового зварювання із застосуванням вугільного електрода. А після їм були розроблені такі способи зварювання: дугою, що горить між двома і декількома електродами; в атмосфері захисного газу; контактного точкового зварювання, за допомогою кліщів. А також винайшов ряд конструкцій зварних автоматів, запатентував багато винаходів в області зварювального обладнання і процесів зварювання.
Н.Г. Славянов в 1888 р винайшов дугове зварювання електродом, що плавиться металевим електродом. За допомогою спеціально навченого колективу зварників він виправляв дуговим зварюванням брак лиття, відновлював деталі парових машин і т. Д. Він створив перший зварювальний генератор і автоматичний регулятор довжини дуги, розробив флюси, що підвищують якість наплавленого металу.
Великий внесок у розвиток зварювання вніс Інститут електрозварювання імені Є.О. Патона, який в 1934 р в Києві організував відомий радянський вчений, академік Євген Оскарович Патон. Під його керівництвом колектив інституту розробив новий прогресивний метод автоматичного дугового зварювання під шаром флюсу, який почав застосовуватися з 1940 р
Зварюванням називається процес отримання нероз'ємного з'єднання за допомогою встановлення міжатомних зв'язків між зварюються частинами при їх місцевому нагріванні або пластичній деформації, або спільною дією того й іншого.
До появи зварювання широко використовували клепочное і болтові з'єднання. Застосування зварювання дозволяє використовувати найрізноманітніші профілі металу.
Міжатомні зв'язки можуть встановлюватися тільки тоді, коли сполучаються атоми отримають додаткову енергію для подолання існуючого між ними певного енергетичного бар'єру. Цю енергію називають енергією активації.При зварюванні її вводять ззовні шляхом нагрівання (термічна активація) або пластичного деформування (механічна активація).
Залежно від виду енергії при виконанні з'єднання розрізняють два види зварювання: плавленням і тиском.
При зварюванні плавленням деталі по з'єднуються крайок оплавляют під дією джерела нагріву. Утворюється загальний обсяг рідкого металу при розплавленні двох кромок, званий зварювальної ванній. При охолодженні зварювальної ванни рідкий метал твердне і утворює зварювальний шов.
Сутність зварювання тиском полягає в безперервному або переривчастому спільному пластичній деформації матеріалу по крайках деталей, що зварюються.
Саме вид енергії активації є основою фізичних ознак видів зварювання, а їх більше 150 видів. За фізичними ознаками зварювання класифікується на три класи (СX. 1): термічний, термомеханічної, механічний.
До термічного класу відносять всі види зварювання плавленням, що здійснюються з використанням теплової енергії, - газову, дугову, електрошлакового, електронно-променеву, лазерну і ін.
До термомеханічної класу відносять всі види зварювання, здійснювані з використанням теплової енергії і тиску, - контактну, дифузійну, газо- і дугопрессовую, ковальську і ін.
До механічному класу відносять всі види зварювання тиском, що здійснюються з використанням механічної енергії, - холодна, тертям, ультразвукова, вибухом та ін.
Класифікація зварювання за фізичними ознаками
Сварка має низку переваг, основні з яких наступні:
1. Економія металу внаслідок якнайповнішого використання робочих перетинів елементів зварних конструкцій, Додання їм більш доцільною форми, відповідно до чинних навантаженнями і зменшення ваги сполучних елементів.
2. Скорочення термінів робіт і зменшення вартості виготовлення конструкцій за рахунок зниження витрати металу і зменшення трудомісткості робіт.
3. Можливість широкого використання зварювання, наплавлення і різання при ремонті, де ці способи обробки металу дозволяють швидко і з найменшими витратами відновлювати зношене, що вийшло з ладу обладнання та зруйновані споруди.
4. Можливість виготовлення зварних виробів складної форми з штампувальних і листових елементів замість кування і лиття.
5. Здешевлення технологічного обладнання, так як відпадає необхідність в дорогих свердлильних, Діропробивні верстати і клепальних машинах.
6. Герметичність і надійність одержуваних зварних з'єднань.
7. Зменшення виробничого шуму і поліпшення умов праці в цехах.
Зварюванням можна отримати зварне з'єднання міцністю вище основного металу. Тому зварювання широко застосовують при виготовленні відповідальних конструкцій, що працюють при високому тиску і температурах, а також динамічних (ударних) навантаженнях, - парових котлів, хімічних апаратів високого тиску, мостів, літаків, парових турбін, гідроспоруд, ракет, космічних кораблів, штучних супутників Землі та ін.
Якщо говорити окремо про газовому зварюванні, то недоліками її є:
1. Зменшення продуктивності процесу зі збільшенням товщини зварюваного металу. Тому газове зварювання застосовують в основному для металу товщиною до 10 мм.
2. Велика зона теплового впливу на основний метал, що призводить до значних жолоблення деталей, що зварюються.
До переваг газового зварювання відносяться:
1. Простота способу і його універсальність.
2. Простота обладнання.
3. Відсутність джерела електричної енергії.
Питання 2. Сварка трубних конструкцій дугового зварювання.
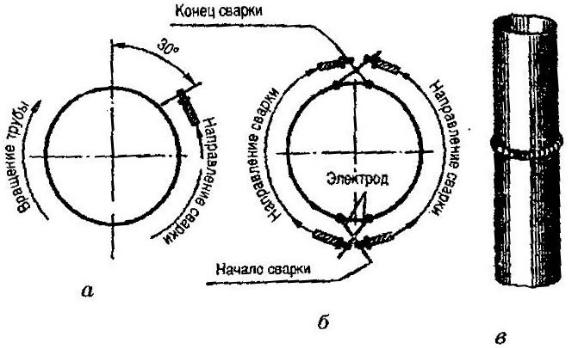
При спорудженні трубопроводів зварні стики труб можуть бути поворотними, неповоротними і горизонтальними (рис. 1).
Мал. 1. Зварні стики труб:
а - поворотний; б - неповоротний; в - горизонтальний
Перед складанням і зварюванням труби перевіряють на відповідність вимогам проекту, за яким споруджується трубопровід, і технічним умовам. Основними вимогами проекту, а також технічних умов є: наявність сертифіката на труби; відсутність еліпсності труб; відсутність разностенность труб; відповідність хімічного складу і механічних властивостей металу труби вимогам, зазначеним в технічних умовах або ГОСТах.
При підготовці стиків труб під зварювання перевіряють перпендикулярність площини різу труби до її осі, кут розкриття шва і величину притуплення. Кут розкриття шва повинен становити 60-70 °, а величина притуплення - 2-2,5 мм (рис. 2). Фаски знімають з торців труб механічним способом, газовим різанням або іншими способами, що забезпечують необхідну форму, розміри і якість оброблюваних кромок.
Разностенность товщини стінок труб, що зварюються і зміщення їх кромок не повинні перевищувати 10% товщини стінки, але бути не більше 3 мм. При стикуванні труб повинен забезпечуватися рівномірне зазор між сполучаються крайками стикуються,, рівний 2-3 мм.
Перед складанням кромки стикуються труб, а також прилеглі до них внутрішні і зовнішні поверхні на довжині 15-20 мм очищають від масла, окалини, іржі і бруду.
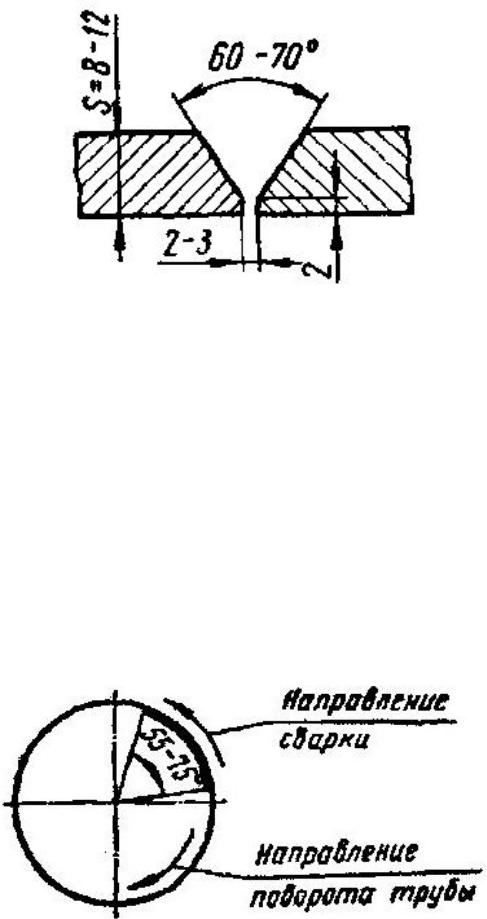
Мал. 2. Підготовка кромок труб під зварювання при товщині стінок 8-12 мм
Прихватки, які є складовою частиною зварного шва, виконують ті ж зварювальники, які будуть зварювати стики, із застосуванням тих же електродів.
При зварюванні труб діаметром до 300 мм прихватка виконується рівномірно по колу в 4 місцях швом висотою 3-4 мм і довжиною 50 мм кожна. При зварюванні труб діаметром понад 300 мм прихватки розташовують рівномірно по всьому колу стику через кожні 250-300 мм.
При монтажі трубопроводів необхідно прагнути до того, щоб по можливості більше стиків зварюють в поворотному положенні.
Кількість шарів шва при дугового зварювання труб визначається товщиною стінок труб і їх діаметром. При товщині труб понад 8 мм і діаметрі більше 300 мм, зварювання ведуть в чотири шари (кореневої, два основних, декоративний). У разі, коли товщина стінок труби до 8 мм, зварювання виконують в два шари суцільним швом.
За зовнішнім виглядом зварний шов повинен мати злегка опуклу поверхню з плавним переходом до поверхні основного металу. Висота посилення шва повинна бути однаковою по всьому периметру в межах від 1 до 3 мм, ширина не повинна перевищувати 2,5 товщини стінки труб.
Зварювання труб малого діаметра і малої товщини стінки виробляють поворотним способом. У процесі зварювання повертають трубу (рис. 3) в сторону, протилежну напрямку зварювання. Другий шар виконують аналогічно першому, але в протилежному напрямку.
Сварка товстостінних труб.Труби, товщина стінки яких становить 8-12 мм, зварюють в три шари плюс декоративний шов.
Мал. 3. Схема зварювання стику труб малого діаметра
Перший шар створює місцевий проварена в корені шва і надійне сплавлення крайок. Для цього необхідно, щоб наплавлений метал утворив всередині труби вузький нитковий валик висотою 1 1,5 мм, рівномірно розподіляються по всьому колу. Використовують електроди діаметром 2-3 мм.
Для отримання провару без бурульок і грата рух електрода має бути возвратнопоступательним з нетривалої затримкою електрода на зварювальної ванні, незначним поперечним коливанням між крайками і утворенням невеликого отвору в вершині кута скосу кромок. Отвір виходить в результаті проплавленняосновного металу дугою. Розмір його не повинен перевищувати 2 мм - більше встановленого зазору між трубами.
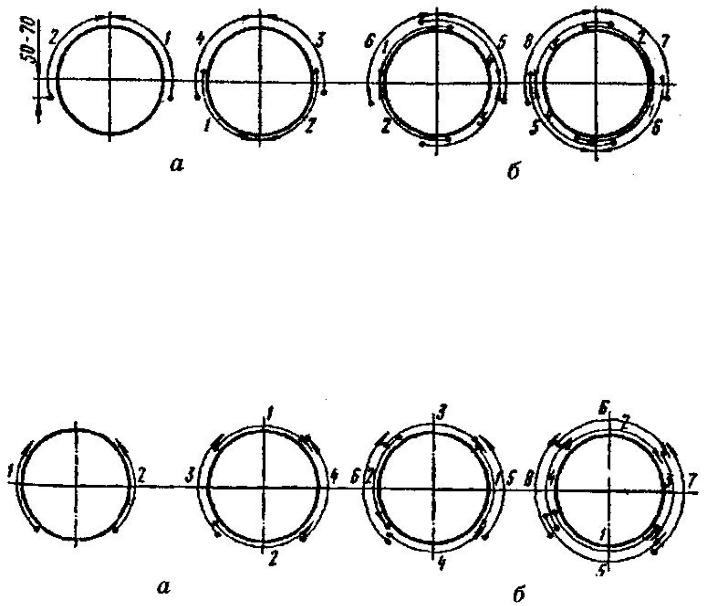
Другий і третій шар виконують електродом діаметром 4-5 мм і при підвищеному струмі одним із таких способів: поворотом труби на 180 ° і поворотом труби на 90 °.
Поворот труби на 180 ° (Рис. 4). 1. Стик ділять на чотири ділянки.
Спочатку зварюють ділянки 1-2, після чого трубу повертають на 180 ° і заварюють ділянки
3 і 4 (рис. 4, а).
Мал. 4. Схема зварювання стику труби:
а - другого шару; б - третього шару
2. Трубу повертають ще на 90 ° і зварюють ділянки 5 і 6, потім повертають трубу на 180 ° і зварюють ділянки 7 і 8 (рис. 4, б).
У процесі зварювання потрібно стежити, щоб початок і кінець шва не збігалися, перекриття суміжного шару складає 20-25 мм.
Поворот труби на 90 °.
Стик так само ділять на 4 ділянки. На початку зварюють ділянки 1-2. Потім повертають трубу на 90 ° і зварюють ділянки 3-4 (рис. 5, а) Після зварювання 1-го шару трубу повертають на 90 ° і зварюють ділянки 5-6, потім повертають на 90 ° і зварюють ділянки 7-8 (рис . 5, б).
Мал. 5. Схема зварювання стику труби: а - другого шару; б - третього шару
Четвертий декоративний шар у всіх розглянутих вище способах накладають в одному напрямку при обертанні труби.
Труби діаметром понад 500 мм зварюють назад-ступінчастим способом. Довжина кожної ділянки залежить від діаметра труби і становить 150-300 мм (рис. 6).
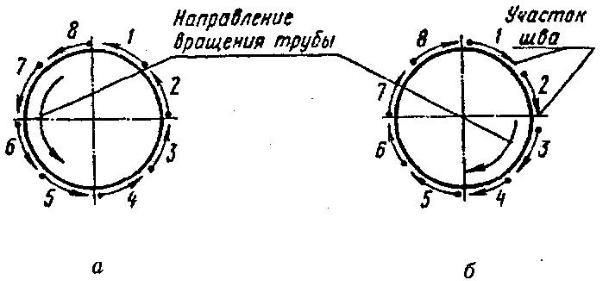
Мал. 6. Схема зварювання стику труб великого діаметра:
а - першого шару; б - другого шару
3. Завдання. Поясніть і покажіть, як перевіряють роботу інжектора пальника перед початком
Для перевірки інжектора пальника до кисневого ніпеля під'єднують рукав від кисневого редуктора, а до корпусу пальника - наконечник. Наконечник затягують ключем, відкривають ацетиленовий вентиль і кисневим редуктором встановлюють необхідний тиск кисню відповідно номеру наконечника.
Пускають кисень в пальник, відкриваючи кисневий вентиль. Кисень, проходячи через інжектор, створює розрідження в ацетиленових каналах і ацетиленовому ніпель, яке можна виявити, приставляючи палець руки до ацетиленового ніпеля.
При наявності розрідження палець буде присмоктатися до ніпеля. При відсутності розрідження необхідно закрити кисневий вентиль, відвернути наконечник, вивернути інжектор і перевірити, чи не засмічений чи його отвір.
При засміченні його необхідно прочистити. При цьому треба перевірити також отвори камери змішувача і мундштука. Переконавшись в їх справності, повторюють випробування на підсос (розрідження).
Квиток № 2
Питання 1. Зварні з'єднання (види, визначення, переваги, недоліки, застосування).
Звареним з'єднанням називають нероз'ємне з'єднання декількох деталей, виконане зварюванням.
При зварюванні розрізняють чотири види з'єднань: стикове, кутове, Таврове, Нахлесточного. Стикове з'єднання має ряд переваг:
необмежена товщина зварювальних елементів;
рівномірний розподіл напружень при передачі зусиль;
мінімальний витрата металу на освіту зварного з'єднання;
зручність контролю якості шва.
Недоліки стикового з'єднання: необхідність більш точного складання елементів під зварювання.
Кутові і таврові з'єднання використовуються при зварюванні балок, ферм, збільшуючи жорсткість конструкції. Вони можуть бути як односторонніми, так і двосторонніми. Кутові і таврові двосторонні шви мають високу міцність при статичних навантаженнях.
Нахлесточного з'єднання має переваги перед іншими сполуками:
відсутність скоса кромок під зварювання;
простота складання з'єднання (можливість підгонки розмірів за рахунок величини нахлестки).
недоліки:
підвищена витрата основного металу на перекриття в з'єднанні. Нахлесточного з'єднання застосовуються для металу товщиною не більше 6 мм. Величина нахлестки (перекриття)
по предмету
«Технологія ручного електродугового і газового зварювання».
Професія: «Електрогазозварник»
Термін навчання: 6 місяців.
Розробила викладач:
Меліхова Г.Н.
м Михайлівка
2015 р
1.1 Екзаменаційні білети
з дисципліни: «Технологія ручного електродугового і газового зварювання».
Спеціальність: електрогазозварник.
Квиток 1.
1. Класифікація видів зварювання.
2. Види і пристрій зварювальної газового пальника.
3. Загальні вимоги техніки безпеки під час зварювальних робіт.
Квиток 2.
1. Класифікація зварювальних з'єднань
2. Пристрій балонів для скраплених газів (кисневі)
3. Вимоги техніки безпеки перед початком зварювальних робіт.
Квиток 3.
Зварювальні трансформатори, пристрій і принцип дії.
2. Пристрої балона для розчинених газів (ацетилену).
3. Вимоги з техніки безпеки під час проведення зварювальних робіт.
квиток 4 .
1. Зварювальні випрямлячі, пристрій і принцип дії
2. Матеріали для газового зварювання:горючі гази, присадний дріт, флюси.
3. Вимоги з техніки безпеки після закінчення зварювальних робіт.
Квиток 5.
1. Основні і присадні матеріали для зварювання стали металів.
2. Ацетиленовий генератор, пристрій, види.
3. Вимоги з техніки безпеки при аварійних зварювальних роботах.
Квиток 6.
1. Вимоги до електродів. Класифікація електродів.
2. Структура і види газового полум'я.
3. Вимоги до спецодягу і засобів індивідуального захисту електрозварника.
Квиток 7.
1. Вимоги до джерел живлення зварювальної дуги.
2.Способи і режими зварювання труб (трубопроводів ).
3. Правила зберігання балонів при газовому зварюванні.
Квиток 8.
1. Зварювальна дуга, її властивості, способи запалювання дуги.
2. Способи виконання газового зварювання.
3. Заходи пожежної безпеки при проведенні зварювальних робіт
Квиток 9.
1. Методи контролю зварних швів.
2. Правила підбору зварювальних проводів, їх приєднання до джерела живлення, до електротримачі і виробу.
3. Основні вимоги техніки безпеки при газовому зварюванні і різанні.
Квиток 10.
1. Зварювальні перетворювачі, пристрій і принцип дії.
2. Техніка виконання зварювальних швів «На прохід», «каскадом« і «гіркою».
3. Кваліфікаційна характеристика електрогазозварника: що повинен знати, що повинен вміти.
Квиток 11.
1. Основні зони зварювальної дуги.
2. Пристрій і принцип дії водяного затвора низького тиску.
3. Види газових рукавів (шлангів), вимоги до їх зберігання.
квиток 12
1. Вплив прихватки, збірки і підготовки крайок, що зварюються на якість зварювального шва.
2. Устаткування зварювального поста при газовому зварюванні.
3. Вимоги до охорони праці в зварювальних майстернях.
квиток 13
1. Класифікація зварювальних швів.
2. Карбід кальцію і кисень.
3. Загальні вимоги техніки безпеки при електрозварювальних роботах.
квиток 14
1. Техніка руху електродів при зварюванні.
2. Вибір режимів зварювання
3. Загальні вимоги техніки безпеки при газозварювальних роботах.
квиток 15
1. Техніка зварюванняв нижньому положенні, вертикальному і горизонтальному положенні.
2. Особливості зварювання труб поворотними і неповоротними стиками.
3. Види інструктажів з техніки безпеки, цілі їх проведення.
квиток 16
1. Електроди, їх структура і позначення ..
2. Дефекти зварювальних швів, причини їх виникнення.
3. Загальні вимоги техніки безпеки при зварюванні на висоті.
квиток 17
1. Покриття для зварювальних електродів, Призначення та види.
2. Переваги і недоліки газового зварювання.
3. Захисне заземлення при зварюванні, види і призначення.
квиток 18
1. Поняття про зварюваність металу. Класифікація металів за зварюваності.
2.Сварочние редуктори (призначення, класифікація, пристрій, принцип дії, техніка безпеки при експлуатації)
3. Перша допомога постраждалим при ураженні електричним струмом.
квиток 19
1. Зварювальний дріт (призначення, вимоги, хімічний склад, маркування).
2. Запобіжні затвори (призначення, класифікація, пристрій).
3. Правила зберігання, транспортування, експлуатації газових балонів.
квиток 20
1. Напруження і деформації при зварюванні (поняття, види, класифікація, причини їх виникнення, способи боротьби)
2. Захисні гази (призначення, класифікація, властивості).
3. Обслуговування зварювальних трансформаторів.
квиток 21
1. Технологія наплавлення і зварювання кутових швів.
2. Особливості та режими зварювання різних металів.
3. Схема отримання ацетилену.
Критерії і норми оціночної діяльності за усним теоретичного іспиту.
В основу критеріїв оцінки навчальної діяльності учнів покладені об'єктивність і єдиний підхід. При 5 - бальній оцінці для всіх встановлені общедидактические критерії.
Оцінка усного іспиту:
Оцінка 5" ставиться, якщо навчається:
1) відповів на всі питання без помилок і недоліків;
2) допустив не більше одного недоліку.
Оцінка "4"
ставиться, якщо навчається відповів повністю, але допустив в ній:
1) не більше однієї негрубой помилки і одного недоліку;
2) або не більше двох недоліків.
Оцінка "3"
ставиться, якщо навчається правильно відповів не менш двох питань або допустив:
1) не більше двох грубих помилок;
2) або не більше однієї грубої і однієї негрубой помилки і одного недоліку;
3) або не більше двох-трьох грубих помилок;
Оцінка "2" ставиться, якщо навчається:
1) допустив число помилок і недоліків перевершує норму, при якій може бути виставлена оцінка "3";
2) або якщо неправильно відповів на два питання.
Примітка.
1) Викладач має право поставити навчається оцінку вище тієї, яка передбачена нормами, якщо навчається оригінально відповів на питання.
1.2 Перелік випускних практичних кваліфікаційних робіт для присвоєння кваліфікації Електрогазозварник 2-3 розряду:
1. Виконання зварювання пластин з відбортовкою кромок газовим зварюванням.
2. Виконання наплавлення поверхонь твердими сплавами покритим електродом.
3. Виконання багатошарової наплавлення на поверхні, що труться покритими електродами.
4. Виконання газового зварювання профільного прокату.
5. Виконання зварювання будівельної несучої конструкції (настил) ручного дугового зварювання.
6. Виконання зварювання трубної конструкції газовим зварюванням.
7. Виконання зварювання балочних конструкцій з профільного прокату газовим зварюванням.
8. Виконання зварювання листового металу з'єднань внапуск.
9. Виконання постановки латок, при ремонті металевих конструкцій ручного дугового зварювання.
10. Виконання заварки непровару, при ремонті металевих конструкцій газовим зварюванням.
11. Виконання зварювання тонкостінних труб (за допомогою косинок) ручного дугового зварювання.
12. Виконання зварювання нахлесточноє з'єднань газовим зварюванням.
13. Виконання заварки отворів невеликого діаметра газовим зварюванням.
14. Виконання зварювання гратчастої конструкції ручного дугового зварювання.
15. Виконання наплавлення на циліндричні поверхні газовим зварюванням.
16. Технологія багатошарової наплавлення на ріжучий інструмент покритими електродами.
17. Технологія зварювання труб з козирком ручного дугового зварювання.
18. Технологія зварювання труб з поворотом Д = 250мм ручного дугового зварювання.
19. Технологія зварювання короба ручного дугового зварювання.
20. Технологія неповоротної зварювання труб Д = 250мм ручного дугового зварювання.
Критерії оцінки випускних практичних кваліфікаційних робіт:
Оцінка «5» (відмінно) - атестується впевнено і точно володіє прийомами робіт практичного завдання, дотримується вимог до якості виробленої роботи, вміло користується обладнанням, інструментами, раціонально організовує робоче місце, Дотримується вимог безпеки праці;
Оцінка «4» (добре) - володіє прийомами робіт практичного завдання, але можливі окремі несуттєві помилки, виправляти самим атестуються, правильно організовує робоче місце, дотримується вимог безпеки праці;
Оцінка «3» (задовільно) - ставиться при недостатньому володінні прийомами робіт практичного завдання, наявності помилок, що виправляються за допомогою майстра, окремих несуттєвих помилок в організації робочого місця та дотриманні вимог безпеки праці;
гл.инженер організації
_______________ (П.І.Б.)
«___» ______________ 20__р.
Б І Л Е Т И
для перевірки знань у електрогазозварників.
КВИТОК № 1
- Балони зрідженого газу їх призначення, пристрій і типи.
- Порядок допуску до роботи робітників, які обслуговують обладнання для газополум'яної обробки металів.
- Обладнання робочого місця електрогазозварника.
КВИТОК № 2
- Основні властивості зрідженого пропан-бутану.
- Призначення, загальна будова та принцип роботи балонного регулятора тиску газу типу РДГ.
- Джерела живлення зварювальної дуги, зварювальний дріт, електроди для дугового зварювання.
- Вимоги пред'явлені до приміщень для зберігання балонів з горючими газами.
- Які заходи безпеки потрібно дотримуватися при вантажно-розвантажувальних роботах і зберіганні балонів.
____________________________________________________________________________
КВИТОК № 3
- Електробезпека.
- Забарвлення балонів і написи на них.
- Які заходи безпеки потрібно дотримуватися при вантажно-розвантажувальних роботах і зберігання балонів.
- Дії робочого при появі ударів або зворотних ударів полум'я.
- Які заходи безпеки потрібно дотримуватися при транспортуванні балонів скрапленого газу на автомашинах.
____________________________________________________________________________
КВИТОК № 4
- Індивідуальні засоби захисту під час проведення електрогазозварювальних робіт.
- Що потрібно зробити, якщо в процесі роботи виявиться несправність в балоні або запорном вентилі до нього.
- Зберігання балонів скрапленого газу на території підприємства.
- Де забороняється проводити роботи з газополум'яної обробки металів і інших матеріалів із застосуванням скрапленого газу.
____________________________________________________________________________
КВИТОК № 5
- Які заходи безпеки необхідно дотримуватися при розміщенні газобалонних установок скрапленого газу для газополум'яної обробки металів в приміщенні цеху.
- Правила поводження з балонами для зріджених газів.
- Стійка робота пальників. Явища проскока і відриву полум'я від пальників, їх причини та способи попередження.
- Пристрій і устаткування пересувних постів з газополум'яної обробки металів.
- Вимоги пред'являються гумовотканинним, порядок їх з'єднання.
КВИТОК № 6
- Загальний пристрій і обладнання стаціонарних постів з газополум'яної обробки металів, по електричне зварювання.
- Які заходи безпеки потрібно дотримуватися при роботі з балонами скрапленого газу безпосередньо в приміщенні.
- Основні властивості зрідженого газу - пропан-бутану.
- Присадні матеріали, що застосовуються під час газополум'яної обробки, вимоги пред'являються до них.
- Скільки пальників або різаків можна приєднати при ручних роботах до одного балону і яку максимальну тиск газу в газопроводі допускається у робочого поста.
КВИТОК № 7
- Призначення пальника для газового зварювання.
- Де забороняється установка балонів зрідженого газу.
- Вимоги до складкам зберігання балонів із зрідженим газом.
- Вимоги, що пред'являються до рукавів (шлангів), що застосовуються під час газополум'яної обробки.
- Які вимоги безпеки повинні дотримуватися при розміщенні балонів зрідженого газу в виробничих приміщеннях, громадських будівлях на комунально-побутових об'єктах.
____________________________________________________________________________
КВИТОК № 8
- Вимоги безпеки при виконанні електрозварювальних робіт.
- Порядок заміни балонів зрідженого газу безпосередньо в процесі роботи поста або установки.
- Причини аварій і нещасних випадків при експлуатації обладнання для газополум'яної обробки.
- Заходи безпеки при зварюванні, наплавленні і різанні металу.
- Найбільш характерні причини аварій і нещасних випадків при експлуатації обладнання для газополум'яної обробки металів і заходи попередження їх.
_____________________________________________________________________________
КВИТОК № 9
- Отруєння газом, його ознаки та заходи першої допомоги.
- Принцип дії редуктора.
- Причини вибухів балонів.
- Вимоги до візків, що перевозять балони.
- Проведення газозварювальних робіт поза місцями постійної роботи.
_____________________________________________________________________________
КВИТОК № 10
- Надання першої допомоги при опіках, отруєннях газом, при ураженні ел.током.
- Хто допускається до виконання газозварювальних робіт із застосуванням пропану.
- Максимально допустима температура балона зі зрідженим газом.
- На якій відстані від балонів з киснем і горючими газами можна проводити роботи з газового різання, зварювання.
- Назвіть причини виникнення зворотних ударів полум'я і заходи запобігання їх.
_____________________________________________________________________________
СКЛАВ: ______________ (П.І.Б.)




