فعالیت های تولید ایمن جوشکاری. سازمان تولید ایمن جوشکاری الکتریکی
وزارت کار و حفاظت اجتماعی فدراسیون روسیه
ORDER
مطابق با ماده 209 قانون کار فدراسیون روسیه (جلسه قانونگذاری فدراسیون روسیه2002، شماره 1، ماده 3؛ 2006، شماره 27، مقاله 2878؛ 2009، شماره 30، مقاله 3732؛ 2011، شماره 30، مقاله 4586؛ 2013، N 52، ماده 6986) و بند 5.2.28 مقرره وزارت کار و امور اجتماعی فدراسیون روسیه، تصویب شده توسط دولت فدراسیون روسیه از تاریخ 19 ژوئن 2012 N 610 (قانون جمع آوری فدراسیون روسیه، 2012، N 26، ماده 3528 2013، شماره 22، ماده 2809، N 36، ماده 4578، N 37، ماده 4703، N 45، ماده 5822، N 46، ماده 5952، 2014، N 21، ماده 2710، N 32، هنر 4499؛ شماره 36، ماده 4868)
من سفارش دادم:
1. تصویب قوانین مربوط به حفاظت از کار در هنگام جوشکاری الکتریکی و گاز جوشکاری با توجه به درخواست
2. این سفارش سه ماه پس از انتشار رسمی آن موثر است.
وزیر
M.A. Topilin
ثبت شده
در وزارت دادگستری
فدراسیون روسیه
2015 فوریه 20، 2015
ثبت نام N 36155
برنامه قوانین مربوط به حفاظت از کار در جوشکاری الکتریکی و جوشکاری
برنامه
به سفارش
وزارت کار
و حمایت اجتماعی
فدراسیون روسیه
تاریخ دسامبر 23، 2014 N 1101n
I. مقررات عمومی
1. قوانین مربوط به حفاظت از کار در هنگام انجام کار جوشکاری الکتریکی و جوشکاری گاز (در ادامه به عنوان "قوانین" اشاره شده است) الزامات قانونی دولتی حفاظت از کار را در هنگام انجام کارهای جوشکاری الکتریکی و جوشکاری گاز تنظیم می کند.
این قوانین برای کارفرمایان - اشخاص حقوقی و افراد بدون در نظر گرفتن اشکال و اشکال مالکیت سازمانی و حقوقی (به استثنای کارفرمایان - افرادی که کارآفرینان فردی نیستند) و کارکنانی که در انجام جوشکاری الکتریکی و جوشکاری با آنها کار می کنند، الزامی است.
2. این قوانین مربوط به کارگران کار جوشکاری الکتریکی و جوشکاری با استفاده از اتاق های بسته یا در هوای آزاد، جوشکاری های قابل جابجایی و جابجایی الکتریکی قابل حمل و موبایل و تاسیسات جوشکاری گاز طراحی شده برای انجام فرآیندهای فن آوری جوشکاری، پوشش، برش با فیوژن (جداسازی و سطح) و جوش با فشار، از جمله:
1) قوس و جوش پلاسما، برش، برش؛
2) اتم هیدروژن جوش؛
3) جوش پرتو الکترونی؛
4) جوشکاری لیزر و برش (جوشکاری و برش با پرتو نور)؛
5) جوش الکترود؛
6) گرمایش تماس
7) تماس یا جوشکاری انتشارقوس جوشکاری مقاومت;
8) جوشکاری گاز و گاز برش فلزات (در ادامه - کارگران).
3. مسئولیت اجرای قوانین بر عهده کارفرما است.
بر اساس قوانین و الزامات اسناد فنی سازمانی سازنده برای نوع خاصی از جوشکاری الکتریکی، گاز تجهیزات جوشکاری و ابزار کارفرما دستورالعمل های حفاظت از کار را برای حرفه ها و (یا) نوع کار انجام شده، که توسط محلی تایید شده است، ایجاد می کند مقررات قانونی کارفرما، با توجه به نظر اتحادیه مربوطه اتحادیه یا سایر نمایندگی های مجاز توسط کارکنان (در صورت وجود).
4. در مورد استفاده از روش های کار، مواد، ابزار، تجهیزات و ابزار، الزامات استفاده ایمن که توسط قوانین تعیین نمی شود، در هنگام انجام کار جوشکاری الکتریکی و جوشکاری گاز، باید توسط الزامات قوانین مربوطه قانونی مربوطه که حاوی الزامات حفاظت از قوانین و مقررات و قوانین فنی اسناد سازنده.
5. کارفرما می گوید:
2) آموزش کارکنان در حفاظت از کار و بررسی دانش در مورد الزامات حفاظت از کار؛
3) نظارت بر انطباق کارکنان با الزامات دستورالعمل در مورد حفاظت از کار.
6. هنگام انجام کارهای جوشکاری الکتریکی و جوشکاری، کارگران ممکن است در معرض عوامل مضر و (یا) خطرناک تولید قرار گیرند، از جمله:
1) اتصال کوتاه یک مدار الکتریکی از طریق یک بدن انسان؛
2) افزایش آلودگی گاز هوا در محل کار، حضور در هوا از منطقه کار آئروسل های مضر؛
3) افزایش یا کاهش دمای هوا در منطقه کار؛
4) تب مواد مورد پردازش، محصولات، سطح بیرونی تجهیزات و سطح داخلی فضاهای محصور، فلز مذاب؛
5) اشعه ماوراء بنفش و مادون قرمز؛
6) افزایش روشنایی نور در طول اجرای فرآیند جوشکاری؛
7) افزایش سطح سر و صدا و ارتعاشات در محل کار؛
8) محل کار در ارتفاع قابل توجهی نسبت به سطح زمین (کف)؛
9) بارهای فیزیکی و عصبی-روانشناختی؛
10) انجام کار در فضاهای سخت و در دسترس؛
11) سقوط اشیاء (وسایل تجهیزات) و ابزار؛
12) وسایل نقلیه در حال حرکت، ماشین های بلند کردن، مواد متحرک و ابزار.
7. کارفرمایان حق ایجاد الزامات ایمنی هنگام انجام کارهای جوشکاری الکتریکی و جوشکاری گاز، بهبود شرایط کار کارگران را دارند.
ایا الزامات حفاظت از کار در سازمان کار (فرآیندهای تولید)
8. کارکنان حداقل 18 ساله که تحت معاینات پزشکی اولیه اجباری، اطلاعیه های مربوط به حفاظت از محیط زیست، آموزش در روش های و روش های ایمن برای انجام کار، آموزش در محل کار و آزمایش دانش در جهت مصلحت مجاز به انجام جوشکاری جوشکاری و گاز بوده اند. تست دوره ای دانش در حداقل یک بار در 12 ماه انجام می شود.
________________
قطعنامه شماره 1/29 وزارت کار روسیه و وزارت آموزش و پرورش روسیه از تاریخ 13 ژانویه 2003 "در مورد تأیید روش آموزش در زمینه حفاظت از محیط زیست و بررسی آگاهی از الزامات حفاظت از کار برای کارمندان سازمان" (ثبت نام شده توسط وزارت دادگستری روسیه در تاریخ 12 فوریه 2003 N 4209).
کارکنان باید با یک گروه ایمنی الکتریکی مطابقت داشته باشند.
________________
فرمان وزارت کار روسیه از تاریخ 24 جولای 2013 N 328n "در مورد تصویب قوانین مربوط به حفاظت از کار در بهره برداری از تاسیسات الکتریکی" (از این پس -) (ثبت شده توسط وزارت دادگستری روسیه در تاریخ 12 دسامبر 2013 N 30593).
9. برای انجام کار با استفاده از جوشکاری الکتروشلاقی، دستیارانی که جوشکاران و جوشکارها دارند، کار می کنند آموزش های اضافی با توجه به تکنولوژی جوشکاری الکتریکی
خودآموز جوشکاری برای خودکاری از جوشکاری الکتروشلاقی مجاز نیست.
10. کارگران با تجهیزات حفاظتی شخصی مطابق با قوانین مدل و قوانین بین المللی برای ارائه کارگران با لباس های ویژه، کفش های ویژه و سایر وسایل حفاظتی شخصی ارائه می شوند.
________________
دستور وزارت بهداشت و توسعه اجتماعی روسیه از تاریخ 1 ژوئن 2009 N 290n "در مورد تصویب قوانین بین المللی برای ارائه کارگران با لباس های ویژه، کفش های ویژه و سایر تجهیزات حفاظتی شخصی" (ثبت شده توسط وزارت دادگستری روسیه در تاریخ 10 سپتامبر 2009 N 14742) با اصلاح شده توسط دستور وزارت بهداشت و توسعه اجتماعی از 2010 ژانویه 27 سال N 28n (ثبت نام شده توسط وزارت دادگستری روسیه در تاریخ 1 مارس 2010 N 16530).
انتخاب ابزار حفاظت جمعی کارگران با توجه به نیازهای ایمنی برای نوع خاصی از کار انجام شده است.
11. برنامه های کار و استراحت کارگران با مقررات کار داخلی و سایر قوانین محلی کارفرما مطابق با قوانین کار ایجاد می شود.
12. کارمند موظف است بلافاصله به مدیر فوری و یا سرپرست خود در مورد هر تصادف در محل کار، در مورد هرگونه نقض قوانین، عدم کارکرد تجهیزات، ابزار، وسایل و ابزار حفاظت فردی و جمعی که وی توجه داشته باشد، اطلاع دهد.
ممنوع است با تجهیزات، ابزار و وسایل معیوب، و همچنین ابزار حفاظت فردی و جمعی کار کند.
Iii الزامات حفاظت از محیط زیست برای محل های صنعتی (سایت های تولید) و سازمان های محل کار
الزامات حفاظت از محیط زیست برای تأسیسات تولید (سایت های تولید)
13. ممنوعیت عبور و مرور در داخل ساختمان ها (سازه ها)، ساختمان های تولیدی (سایت های تولیدی) برای جلوگیری از حرکت ایمن کارگران و عبور وسایل نقلیه ممنوع است.
14. گذرگاه ها، پله ها، پلت فرم ها و نرده ها به آنها باید در شرایط خوب و تمیز نگه داشته شوند و کسانی که در خارج از منزل قرار دارند باید از زمستان و شن و ماسه و برف و یخ پاشیده شوند.
سیستم های دفاعی و انتقال، و همچنین نرده ها به آنها باید به طور ایمن تقویت شود. برای دوره تعمیر، حصار موقت به جای نرده ها حذف شده است. حیاط و کف پوش، که در زمان تعمیر، گرفته شده پس از تکمیل آن بلافاصله نصب شده است.
15. جوشگاه ها، سایت ها و محل های کار ثابت باید با الزامات قانون بهداشتی و بهداشتی فدراسیون روسیه مطابقت داشته باشند.
16. در کارگاه های جوشکاری و در قطعه ها، تهویه عمومی مبادله نصب می شود و در محل های ثابت کارخانه تهویه محلی برای کاهش میزان مواد مضر در هوا منطقه کار به میزانی که غلظت حداکثر مجاز (MAC) محدود نمی شود ارائه می شود.
17. مناطق پردازش گاز شعله فلزات با بیش از حد قابل توجه گرما و تشکیل آئروسل جوش در ساختمان های یک طبقه واقع شده است.
در صورت لزوم، محل پردازش فلزات گلاس در فلزات در ساختمان های چند طبقه ای باید اقداماتی را برای جلوگیری از گسترش فاکتورهای تولید مضر بین طبقه ها فراهم کند.
جوشکاری، پوشش و برش فلزات با انتشار بریلیم و آلیاژهای آن باید در اتاق های جدا شده با تهویه خروجی انجام شود.
18. در مغازه های مونتاژ و جوشکاری در دوره های سرد و گذار سال، باید با استفاده از یک منبع تغذیه قابل تنظیم هوا را گرم کنید.
در فصل گرم، کارگاه های مونتاژ و جوش باید از طریق پنجره ها، پنجره های سقف و درب (دروازه) از تهویه طبیعی استفاده کنند.
19. پلت فرم که ظرف (مخزن ذخیره سازی) با گاز مایع نصب شده است، باید یک حصار فلزی داشته باشد. بین ظرف (مخزن ذخیره سازی) و حصار عبور از حداقل 1 متر عرض ارائه شده است.
منابع گرما در نزدیکی ظرف (مخزن ذخیره سازی) نباید وجود داشته باشد.
هنگام نصب ظرف (ظرف مخزن) در هوای آزاد، آن را با یک سایبان مجهز می کند که از نور مستقیم و بارش آن محافظت می کند.
الزامات حفاظت از محیط زیست برای سازمان های محل کار
20. در محل کار ثابت جوشکارهای الکتریکی و جوشکارهای گاز، هنگام کار در موقعیت نشسته، صندلی چرخشی با ارتفاع قابل تنظیم قابل جابجایی و پایه پایه با یک صفحه پشتیبانی پشتیبانی می شود.
هنگام کار در موقعیت "ایستاده"، پشتیبانی ویژه (آویز) نصب شده است، که بار ثابت در دست جوش را کاهش می دهد.
ممنوعیت بار بر روی بازو را با انتقال شلنگ (کابل) بیش از شانه و یا پیچیدن آن بر روی بازو ممنوع است.
21. در ایستگاه های کاری ثابت جوش گاز، یک قفسه با یک قلاب یا چنگال برای حلق آویز مشعل های خاموش و یا برش ها در طول قطع کار نصب می شود.
در محل کار موقت، مشعلها یا برش های خاموش ممکن است در بخشی از ساختار پردازش شده معلق شوند.
22. ثابت محل کارطراحی شده برای جوش الکتریکی اتوماتیک و مکانیکی در گازهای محافظتی و مخلوط آنها، مجهز به:
1) تجهیزات جوشکاری و تجهیزات محل کار مطابق با الزامات فرایند؛
2) دستگاه های ساخته شده به وسیله ابزار یا سر جوش برای حذف گازهای مضر و گرد و غبار.
23. هنگامی که سازماندهی محل های کار در بخش های خط جرثقیل جوش الکتریکی جوشکاری، نیازهای زیر باید مشاهده شود:
1) برای فرآیندهای خودکار جوش الکتریکی، همراه با تشکیل آیرزول های مضر، گازها و انتشارات بیش از MPC و حداکثر حد مجاز (به ترتیب به عنوان RCU نامیده می شود)، کنترل از راه دور ارائه شده است، و همچنین استفاده از تجهیزات حفاظتی شخصی؛
2) برای حذف گازهای مضر گاز گرد و غبار، گیرنده های گرد و غبار و گاز با دستگاه های جوشکاری اتوماتیک یا دستگاه های نیمه اتوماتیک، واحد ها، پورتال ها یا دستگیره های ساخته شده یا متصل شده اند؛
3) بلند کردن پانل های کنترل وسایل نقلیه متحد (در نزدیکی نزدیک) با کنترل پنل تجهیزات جوشکاری الکتریکی؛
4) تجهیزات و پانل های کنترل در خطوط مکانیکی جوش الکتریکی در همان صفحه قرار می گیرند تا اجتناب از نیاز به حرکت عمودی کارگران باشد.
5) محل کار اپراتورها در پانل اتوماتیک جوشكاری مجهز به صندلی یا صندلی با پشتی ساخته شده از مواد غیر هدایت گرما است.
6) بخش هایی از خطوط مکانیکی جوش الکتریکی با عبور از بخش های مجاور، دیوارها و جاده های دسترسی جدا می شوند. فاصله تا نقطه جوشکاری تا پاساژ ها باید حداقل 5 متر باشد. اگر این الزام را نمی توان دید، محل تولید جوشکاری الکتریکی صفحات ضد آتش نصب شده اند (صفحه نمایش، سپر).
24. هنگام انجام جوشکاری الکتریکی و جوشکاری گاز با حرارت اولیه تهیه محصولات، کار دو جوشکاری در یک کابین تنها زمانی امکانپذیر است که یک محصول را جوش کنید.
25. دمای سطح گرم محصولات جوش داده شده در محل کار نباید بیش از 45 درجه سانتیگراد باشد.
26. محل های کار غیر مجاز جوش الکترود در هنگام جوشکاری با یک قوس الکتریکی مجزا از محل کار و محیط کار مجاور با صفحه نمایش (صفحه نمایش، سپر) با ارتفاع حداقل 1.8 متر جدا شده اند.
هنگام جوشکاری در هوای آزاد، صفحه نمایش ها در مورد کار همزمان چند جوشکاری در نزدیکی یکدیگر و در مناطق حرکتی شدید کارگران نصب می شوند. اگر محافظ امکان پذیر نیست، کارگران در معرض خطر قرار گرفتن در معرض قوس باز باید با تجهیزات حفاظتی شخصی محافظت شوند.
ایوان الزامات حفاظت از کار در اجرای فرآیندهای تکنولوژیکی، عملیات تجهیزات و ابزار
الزامات حفاظت از کار در اجرای فرآیندهای تکنولوژیکی
27. اگر استفاده از فرآیندهای تکنولوژیکی بی خطر و بی ضرر غیرممکن باشد، اقدامات لازم برای کاهش میزان تولید مواد خطرناک و مضر به میزانی که بیش از MAC و MPL نیستند، انجام می شود.
28. جوشکاری الکتریکی و جوشکاری گاز از خطر افزایش می یابد مطابق با دستورالعملی - اجازه کار برای کار افزایش خطر (از این پس - اجازه کار) صادر شده توسط مقامات مجاز توسط کارفرما مسئول سازمان و کار امن.
مجوز کار محتوای، محل، زمان و شرایط کار، اقدامات ایمنی لازم، ترکیب تیم و کارکنان مسئول سازمان و کار ایمن را تعیین می کند.
روش های تولید آثار افزایش خطر، طراحی مجوز کار و وظایف مسئولین مسئول سازمان و انجام کار ایمن توسط قانون کار محلی کارفرما تعیین می شود.
29. برای انجام کارهای جوش برقی و جوشکاری گاز در مناطق حفاظتی سازه ها یا خدمات، مجوز با موافقت نامه کتبی با سازمان هایی که این سازه ها و ارتباطات را اداره می کنند صادر می شود.
امضا در تصویب عملکرد جوشکاری جوشکاری و گاز جوشکاری باید در مجوز کار توسط یک مقام رسمی سازمان عامل قبل از شروع کار قرار داده شود.
30. اجازه کار برای دوره لازم برای انجام مقدار معینی از کار صادر می شود. در صورت وقوع عوامل تولید خطرناک یا مضر در فرایند تولید که توسط مجوز کار تعیین نشده، کار باید خاتمه یابد، مجوز کار لغو می شود. کار پس از صدور یک مجوز کار جدید مجددا آغاز می شود.
مقام رسمی که مجوز کار را صادر کرده، اجرای اقدامات پیش بینی شده در آن را نظارت خواهد کرد تولید ایمن کار می کند
31. مجوز های صادر شده و صادر شده در مورد کار، در مجله ثبت شده است، که برای توصیف اطلاعات زیر توصیه می شود:
1) نام واحد؛
2) شماره مجوز؛
3) تاریخ انتشار؛
4) شرح مختصری از کار در کنار پذیرش؛
5) دوره ای که مجوز کار صادر می شود؛
6) اسامی و حروف مقامات رسمی که مجوز کار را صادر کرده و دریافت کرده اند، با امضای آنها با تاریخ تایید شده است.
7) نام خانوادگی و حروف اولیۀ رسمی که مجوز کار مجوز را برای انجام کار به دست آورده اند، تایید شده توسط امضای خود که نشان دهنده تاریخ است،
32. برای کار افزایش خطر، که تولید مجوز کار صادر شده است، عبارتند از:
1) کار جوشکاری الکتریکی و جوشکاری گاز خارج از داخل و داخل مخازن از مواد قابل احتراق، کار در مخازن بسته، مخازن، چاه ها، جمع، تونل ها، کانال ها و چاله ها، خطوط لوله، کار در کوره ها و دودکش های دیگهای بخار، درون گرم کوره ها؛
2) جوش الکتریکی و جوشکاری گاز در مناطق انفجاری؛
3) کارهای جوشکاری الکتریکی و جوشکاری گاز در حین تعمیر تاسیسات حرارتی، شبکه های گرمایشی و تجهیزات انجام شده؛
4) کار جوشکاری و جوش الکتریکی انجام شده در ارتفاع بیش از 5 متر؛
5) کارهای جوشکاری الکتریکی و جوشکاری جوش در مکان هایی که به شوک الکتریکی (تأسیسات برق و تاسیسات انرژی اتمی) و با دسترسی محدود به بازدید ها (مکان هایی که مواد بسیار سمی، مواد شیمیایی و مواد رادیواکتیو مورد استفاده و ذخیره قرار می گیرند) انجام شده است.
لیست کارهایی که تحت دستور کار انجام شده است ممکن است توسط کارفرما تکمیل شود.
33. کار مشابه با نام افزایش خطر که به طور مداوم اجرا می شود و تحت شرایط مشابه توسط یک ترکیب دائم کارگران انجام می شود، بدون مجوز کار تحت دستورالعمل های حفاظت از کار برای هر نوع کار با ریسک بالا اجازه داده می شود.
34. در طول دوره سرد سال، هنگام انجام جوشکاری الکتریکی و گاز جوشکاری در اتاق (کارگاه)، قطعات و اجزای جوش داده شده به اتاق (کارگاه) به طور پیشفرض ارائه می شود تا با شروع جوشکاری دمای آنها کمتر از دمای هوا در اتاق (کارگاه) باشد.
35. قبل از شروع کار جوشکاری الکتریکی و جوشکاری باید مطمئن شوید که سطح سیمان جوش، قطعات و سیم جوش خشک و آزاد از روغن، مقیاس، زنگ و سایر آلاینده ها است.
36. سطوح قطعات جوش داده شده و رسوبده و قطعاتی که با پرايمرهای ضد خوردگی حاوی مواد مضر پوشش داده می شوند، از خاک به پهنای حداقل 100 ميلي متر از نقطه جوشکاری پاکسازی می شوند.
37- مجاز به انجام کارهای جوشکاری جوشکاری و گاز جوشکاری از نردبان ها و ستون ها نیست، بلکه تولید همزمان جوشکاری الکتریکی و جوشکاری گاز داخل ظروف است.
38- مواد مايع قابل اشتعال و قابل اشتعال را در فاصله کمتر از 5 متر از محل توليد جوشکاري الکتريکي و جوش گازي ممنوع کرده ايد.
39. هنگام انجام جوشکاری جوشکاری و جوشکاری گاز در ارتفاع، کارگران از کیسه های مخصوص برای جمع آوری وسایل الکتریکی استفاده می کنند.
40. هنگام انجام جوشکاری جوشکاری و جوشکاری گاز در ارتفاع بیش از 5 متر، داربست یا سیستم عامل مواد غیر قابل احتراق نصب می شود. این کارها پس از ثبت مجوز کار و اجرای تمامی اقدامات ارائه شده توسط مجوز کار انجام می شود.
41. همزمان کار در ارتفاع های مختلف در طول یک خط عمودی انجام می شود در حالی که اطمینان از حفاظت از کارگران کار بر روی سطوح پایین تر از تکه های فلزی، سقوط بطری از الکترود و اشیاء دیگر انجام می شود.
اماکن جوش الکتریکی و جوشکاری گاز در این، و همچنین در سطوح پایین (در صورت عدم کفپوش محافظ غیر قابل احتراق یا کف محافظت شده توسط مواد غیر قابل احتراق) از مواد قابل احتراق در شعاع حداقل 5 متر و مواد و مواد منفجره حداقل 10 متر .
42. هنگام انجام جوشکاری الکتریکی و جوشکاری گاز در هوای آزاد، جوشکاری و جوشکاری باید سایبان های غیر قابل احتراق را برای محافظت از نور مستقیم خورشید و بارندگی احداث کنند.
در غیاب کانوپی، جوش الکتریکی و جوشکاری گاز در حین بارندگی متوقف می شود.
هنگام انجام جوشكاري گاز در هوای آزاد در زمستان، سیلندر دی اكسیدكربن در اتاق های عایق شده برای جلوگیری از انجماد نصب می شود.
43. هنگام انجام جوش جوشکاری الکتریکی و جوش گاز در داخل مخازن یا حفره های سازه، محل کار با تهویه اگزوز تهیه می شود. سرعت حرکت هوا در داخل مخزن (حفره) باید در محدوده 0.3-1.5 m / s باشد.
در موارد جوش با گاز مایع (پروپان، بوتان، آرگون) و تهویه اگزوز دی اکسید کربن باید از پایین به پایین مکش داشته باشد.
44. هنگام انجام کارهای جوش الکتریکی در مناطقی که خطر افزایش است، مخصوصا اتاق های خطرناک و در شرایط ویژه ای نامطلوب، جوشکارهای الکتریکی علاوه بر دستکش های دی الکتریک، گالوش و قالیچه نیز ارائه می شوند.
هنگام کار در فضاهای محدود و مکان هایی که به سختی در دسترس هستند، کلاه های محافظتی (پلی اتیلن، پارچه های کاغذی یا وینیل پلاستیکی) استفاده می شود. هنگام کار "دروغگو" از فرش لاستیکی دی الکتریک استفاده می شود. از سپرهای فلزی استفاده نکنید.
45. وقتی که از طریق دریچه ها نزدیك به ظروف بسته می شوید مطمئن شوید كه پوشش های سوراخ كفش ها به طور امن در موقعیت باز است.
46. ممنوع است:
1) کار در آشیانه های غیرقانونی یا باز نشده، چاه ها، چاه ها؛
2) حذف نرده ها و سوراخ های سوراخ، دهانه ها، چاه ها، حتی اگر آنها با کار، بدون اجازه از تولید کننده، دخالت کنند.
در صورتی که نرده ها یا پوشش ها در حین عملیات برداشته شوند، باید در انتهای کار قرار گیرند.
47. نورپردازی در تولید کارهای جوشکاری الکتریکی و گاز داخل کانتینرهای فلزی با کمک نورپردازی نصب شده در خارج از یا لامپهای قابل حمل قابل حمل الکترونیکی با ولتاژ حداکثر 12 ولت انجام می شود.
الزامات حفاظت از کار در استفاده از تجهیزات و ابزار
48. تمام کارهای نصب، اتصال به شبکه برق، قطع، تعمیر و نظارت بر وضعیت ماشین آلات و واحدهای جوشکاری الکتریکی در طول عملیات توسط کارکنان برق انجام می شود، گروهی بر ایمنی الکتریکی در راستای قوانین حفاظت از کار در طول عملیات تأسیسات برق کار می کنند.
________________
سفارش 24 جولای 2013 N 328n.
49. قطعات فلزی تجهیزات الکتریکی که انرژی الکتریکی ندارند و همچنین محصولات و سازه های جوش داده شده برای کل زمان جوشکاری، و در ترانسفورماتور جوشکاری، پیچ و مهره زمین بستگی به ترمینال ثانویه متصل می شود که سیم بازگشتی آن متصل است. پیچ پیچ زمین در یک مکان قابل دسترسی قرار دارد و دارای برچسب "زمین" (با تعیین مرجع "زمین")
50. لاستیک و سازه های فولادی می تواند به عنوان یک سیم بازگشتی یا عناصر آن مورد استفاده قرار گیرد. اتصالات عناصر فردی که به عنوان یک سیم بازگشتی مورد استفاده قرار می گیرند باید قابل اعتماد باشند و بر روی پیچ و مهره، گیره یا جوشکاری انجام شود.
51. اتصال کابل ها به تجهیزات جوشکاری با استفاده از الیاف کابل های فلزی یا لحیم کاری انجام می شود.
52. زنجیرهای جوش در طول تمام طول، جدا از هم هستند و از آسیب مکانیکی محافظت می شوند.
هنگام تخمگذار یا انتقال سیم جوشکاری، اقدام به تماس با آب، روغن، کابل های فولادی و لوله های داغ می شود. فاصله سیمهای جوشکاری تا خطوط لوله گرم و سیلندرهای اکسیژن باید حداقل 0.5 متر و گازهای قابل احتراق حداقل 1 متر باشد.
53. اتصال سیم جوش هنگام گسترش طول، آن را با فشار، جوشکاری یا لحیم کاری ساخته شده است، به دنبال انزوا از مفاصل.
از اتصال کابل "پیچ" استفاده نکنید.
54. نگهدارندگان برق برای جوشکاری دستی باید تأمین کننده قابل اعتماد و تغییر سریع الکترود ها را تأمین کند و همچنین امکان اتصال کوتاه به محفظه های آنها را به قطعاتی که باید در طی وقفه های موقت کار جوش داده شوند و یا به صورت تصادفی بر روی اشیاء فلزی قرار می گیرند را از بین ببرد. دستگیره های نگهدارنده های الکترود از مواد غیر عایق الکتریکی و گرما غیر قابل احتراق ساخته شده اند. سیمها به وسیله گیره های مکانیکی یا جوش به دستگیره های الکترود متصل می شوند.
از دستمال الکترود خانگی استفاده نکنید.
55. همه سیستم های جوش الکتریکی با متغیر و جریان مستقیم هنگامی که جوشکاری در شرایط ویژه ای خطرناک (در داخل مخازن فلزی، چاه ها، محفظه ها، درام ها، کانال های گاز، کوره های دیگهای بخار، تونل ها)، و همچنین تاسیسات برای جوشکاری دستی با جریان متناوب، مورد استفاده در اتاق های به خصوص خطرناک یا خارج از منزل، به دستگاه های خاموش idling مطابق با الزامات قوانین عملیات فنی تأسیسات برق مصرف کنندگان.
________________
سفارش وزارت انرژی روسیه از تاریخ 13 ژانویه 2003 N 6 (ثبت شده توسط وزارت دادگستری روسیه در تاریخ 22 ژانویه 2003 N 4145).
56. ترانسفورماتورهاي پايين تر براي لامپ هاي قابل حمل قابل نصب در خارج از محصولات جوش داده شده، مخازن فلزی، چاه ها، محفظه ها، درام ها، کانال های گاز، کوره های دیگهای بخار، تونل ها و سیم های ثانویه خود را پایه گذاری می کنند.
اگر ترانسفورماتور پایین تر نیز یک زمان جدایی در یک زمان باشد، مدار الکتریکی ثانویه نباید به زمین متصل شود.
استفاده از ترانسفورماتورهای خودکار برای کاهش ولتاژ تغذیه لامپ های قابل حمل قابل حمل ممنوع است.
57. گیاهان جوش الکتریکی موبایل، و همچنین دستگاه های قابل حمل برش حرارتی در طول حرکت آنها از شبکه برق قطع شده است.
58. کنترل و نظارت بر عملیات نیمه اتوماتیک و اتوماتیک دستگاه های پلاسما ثابت و قابل حمل برای برش پلاسما فلز انجام شده از راه دور.
59. موتور الکتریکی برای تهیه سیم جوش به دستگاه شارژر نیمه اتوماتیک شلنگ هنگام جوشکاری گازهای غیر مستقیم به یک شبکه برق وصل می شود، ولتاژ آن نباید بیش از 24 ولت برای جریان متناوب یا 42 ولت برای جریان مستقیم باشد.
60. تجهیزات مورد استفاده برای عملیات جوشکاری گاز (ماشین آلات، برش های دستی، مشعل ها، جعبه های دنده، شیلنگ ها) توسط کارفرمایان به کارکنان خاص برای استفاده فردی یا تیم اختصاص داده می شود.
61. هنگام انجام کارهای جوشکاری گاز، کابینت های استیلن و اکسیژن باید باز باشد، نزدیک شدن به همه پست ها آزاد است.
کارفرمای دوره ای بازسازی رنگ متمایز کابینت ها را فراهم می کند.
62. قرار دادن ژنراتورهای استیلن در گذرگاه ها، محل اقامت جمعی یا عبور مردم و همچنین در نزدیکی محل های مصرف هوا با کمپرسور یا طرفداران مجاز نیست.
63. هنگام انجام کارهای جوشکاری گاز ممنوع است:
1) انجام کارهای جوشکاری گاز در معادن و خطوط لوله تحت فشار؛
2) استفاده از سیلندر گاز با دوره بازرسی منقضی، بدنه آسیب دیده، دریچه ها و آداپتورها معیوب هستند؛
3) برای نصب بر روی گیرنده های سیلندر گاز فشار سنج بدون انعطاف پذیر، و همچنین فشار سنج، که در آن:
هیچ مهر و موم بازرس دولتی یا تمبر با علامت بر روی کالیبراسیون سالی وجود ندارد؛
هیچ شماره قرمز روی شماره گیری مربوط به فشار کاری محدود نشده است (مجاز نیست خط قرمز بر روی شیشه ی مانومتر قرار دهد؛ مجاز است خط قرمز را روی شماره گیری از مانومتر برای جایگذاری یک صفحه از ماده ی کافی قوی به بدن مانومتر رنگ قرمز و محکم به شیشه ی مانومتر)؛
هنگامی که مقیاس خاموش است، فلش به علامت صفر مقیاس با مقدار بیش از نیمی از خطای مجاز برای این مقیاس بازگشت نمی کند؛
دوره تأیید منقضی شده است
شیشه و یا آسیب دیگر که ممکن است صحت شهادت آن را تحت تاثیر قرار دهد؛
4) به شاخه های شلنگ و تی ها برای روشن کردن چندین مشعل (برش) متصل شوید
5) از شیلنگهای مورد استفاده برای جوشکاری گاز و گاز برش فلزات، شلنگهای معیوب استفاده کنید و همچنین آنها را با نوار عایق یا سایر مواد دیگر بپوشانید.
6) برای اتصال شلنگ ها با استفاده از قطعات لوله های صاف.
64. قابلیت کارکرد تجهیزات برای تولید جوشکاری جوشکاری و کارهای جوشکاری گاز حداقل یکبار هر شش ماه توسط کارکنانی که توسط کارفرما تعیین شده برای نگهداری تجهیزات مربوطه در شرایط مناسب تعیین شده است، بررسی می شود.
الزامات حفاظت از کار برای جوشکاری قوس دستی
65. هنگام انجام دستورالعمل جوش قوس الزامات زیر باید رعایت شود:
1) جوشکاری قوس دستی در ایستگاه های ثابت مجهز به تهویه اگزوز انجام می شود. اگر کار جوش در پست های ثابت غیرممکن است، به دلیل ابعاد و ویژگی های طراحی محصولات جوش داده شده، برای حذف اجزای گازاجیب آئروسل از جوش قوس مکش محلی را اعمال کنید
2) کابل (سیم) ماشین آلات جوش الکتریکی در فاصله حداقل 0.5 متر از خطوط اکسیژن و حداقل 1 متر از خطوط لوله استیلن و سایر گازهای قابل احتراق قرار گرفته است؛
3) ترانسفورماتور جوشکاری الکتریکی و دیگر دستگاه های جوشکاری با استفاده از سوئیچ های چاقو یا دستگاه های شروع به شبکه برق می شوند.
66. وقتی جوشکاری قوس دستی ممنوع است:
1) به یک سوئیچ بیش از یک ترانسفورماتور جوشکاری یا یکی دیگر از مصرف کننده های فعلی وصل کنید؛
2) تعمیرات الکتریکی که برق دارند؛
3) ساختارها، دستگاه ها و ارتباطات تازه، و ساختار، دستگاه و ارتباطات که تحت فشار، ولتاژ، پر از مواد قابل احتراق، مواد سمی، مایعات، گازها، بخار هستند، جوشکاری می شوند؛
4) جوشکاری و برش مخازن را از زیر مایعات قابل اشتعال و قابل اشتعال، و همچنین گازهای قابل اشتعال و انفجاری (مخازن، مخازن، بشکه ها، مخازن) بدون تمیز کردن، بخار دادن از این مخازن و گازهای خروجی؛
5) استفاده از سیم های زمینی، لوله های بهداشتی و شبکه های فنی (سیستم تامین آب، خط لوله گاز، تهویه) سازه های فلزی ساختمان ها و تجهیزات تکنولوژیکی به عنوان یک سیم بازگشتی برای جوشکاری الکتریکی؛
6) استفاده از وسایل حفاظتی شخصی ساخته شده از مواد مصنوعی که دارای خواص محافظتی نیستند، از اثر قوس جوشکاری نابود می شوند و می توانند از جرقه و اسپل ها از فلز مذاب، هنگام تماس در تماس با سطوح گرم، جرقه زده شوند؛
7) در هنگام وقفه در کار و در پایان کار، ابزار الکتریکی را در محل کار که تحت ولتاژ الکتریکی قرار دارد را ترک کنید.
الزامات حفاظت از کار در هنگام انجام جوش مقاومتی
67. قبل از شروع کار، کارمند انجام جوشکاری مقاومت موظف است:
1) محل کار خود را تنظیم کنید، ابزارها را برای کار، وسایل و ابزارهای لازم بسازید و اطمینان حاصل کنید که آنها عملیاتی هستند.
2) بررسی قابلیت کارکرد سیستم های هوا و آب دستگاه جوشکاری مقاومتی، حضور روغن در مخزن روغن (حضور روغن در مخزن روغن باید حداقل یک بار در هفته بررسی شود)؛
3) در دسترس بودن و کارآیی دستگاه های ایمنی و تکمیل دستگاه های جوشکاری مقاومت، کابینت های کنترل، زمین، عایق را بررسی کنید.
4) کنترل هوای خروجی محلی و صدا خفه کن ها را بررسی کنید.
5) در دسترس بودن و کارایی پرده های محافظ و صفحه نمایش های شفاف و محافظ را بررسی کنید؛
6) ایمن محصول را جوش کنید
7) شروع به تست دستگاه جوشکاری مقاومت کنید و اطمینان حاصل کنید که تمام اجزای آن به درستی کار می کنند و چرخه جوشکاری می تواند کنترل شود.
68. در طول کار، کارمند انجام جوشکاری مقاومت باید:
1) اجازه دادن به اشخاصی که به کارشان وابسته نیستند به محل کار، و نه انتقال کنترل دستگاه جوش مقاومت به افراد غیر مجاز؛
2) دستگاه روغن جوشکاری مقاوم در برابر جراحی را در طول عملیات خود تمیز کنید و تمیز کنید.
3) اطمینان حاصل کنید که سیمها با آب برخورد نمیکنند، و همچنین این که آنها برداشتن فلزات مذاب را جابجا نمیکنند.
4) الکترود را چک کنید: در صورت "چسبیده شدن" الکترود ها، دستگاه گاز جوش را بلافاصله متوقف کنید و سرپرست کار را در مورد این اطلاع دهید؛
5) مطابق با حالت تکنولوژیکی، ارائه شده توسط فرایند تکنولوژیکی؛
6) برای اطمینان از ایمنی دست هنگام کار غلطک، الکترود و سایر قطعات متحرک؛ هنگام جوش قطعات کوچک، اطمینان حاصل کنید که دست های خود را توسط الکترود کار فشار ندهید؛
7) الکترود را لمس نکنید و نقاط جوشکاری را با دستان خود چک کنید؛
8) هیچ چیز را در دستگاه جوشکاری مقاوم و یا در داخل دستگاه جوشکاری مقاومت در طول عملیات خود تنظیم نکنید، بر دستگاه جوشکاری مقاومت نگذارید؛
9) حداقل دو بار تغییر، تمیز کردن کامل سیم جوش از سوراخ ها، پاشش فلز مذاب، اکسید و مقیاس.
همه کارها در تنظیم دستگاه های جوشکاری مقاومت فقط زمانی انجام می شود که سوئیچ چاقو خاموش باشد.
69. قبل از انجام جوش نقطه ای در دستگاه های جوشکاری مقاومت خارجی، لازم است که قابلیت اطمینان از سفت کردن تمام اتصالات پیچ و مهره مورد بررسی قرار گیرد و تنها پس از آن دستگاه جوشکاری مقاومت می تواند آویزان شود.
به دستگاه تعلیق، علاوه بر کنه ها، کابل های انتقال جریان به حالت تعلیق در می آیند. برای ایمنی، زنجیر یا کابل اضافی از طریق حلقه بلند کردن دوم منتقل می شود.
70. در صورتیکه یک کار در محل کار وجود داشته باشد، سوئیچ دستگاه جوشکاری مقاومت را خاموش کنید، دریچه های آب، سیستم خنک کننده و هوا را ببندید.
در فصل زمستان ضروری است که یک گردش ثابت از آب اطمینان حاصل شود.
71. اگر سیم های الکتریکی در دستگاه جوشکاری مقاومت و تجهیزات الکتریکی غیر طبیعی (تایمر، دریچه های الکترونی، دستگاه های شروع) شناسایی می شوند، همچنین هنگامی که منبع تغذیه قطع می شود، سوئیچ دستگاه سوپاپ را خاموش کنید و بلافاصله با برق تماس بگیرید.
ممنوع است که خودتان را تصحیح کنید.
72. هنگام تعمیر، بررسی، تغییر و انهدام الکترودها، دستگاه جوشکاری تماس باید از منبع برق از طریق جریان الکتریکی، سیستم هوای فشرده و سیستم های آب قطع شود و علائم با کتیبه آویزان شود:
1) در قطع کننده ماشین جوشکاری - "روشن نکنید مردم کار می کنند"؛
2) در دریچه های هوای فشرده و آب - "باز نکنید مردم کار می کنند".
73. در صورت آتش سوزی در دستگاه دستگاه جوش مقاومت، بلافاصله دستگاه را متوقف کنید، سوئیچ را خاموش کنید، درب ماشین را ببندید و آتش را با شن و ماسه خشک یا آتش نشانی خاموش کنید، و همزمان برق کار را به عهده می گیرد.
74. پس از اتمام کار، کارمند انجام جوشکاری مقاومت موظف است:
1) دستگاه جوشکاری مقاومت را به ترتیب زیر خاموش کنید:
برق برق را خاموش کن
خاموش کردن قدرت به هوا؛
خاموش کردن آب قدرت
2) محل کار خود را بیرون بیاورید، قطعات، مجموعه های جوش داده شده، لوازم جانبی و ابزار را به مکان هایی اختصاص داده شده برای آنها اختصاص دهید؛
3) اطمینان حاصل کنید که هیچ ماده ترشحی پس از کار باقی نخواهد ماند؛
4) گزارشات را به سرپرست بر تمامی ناهنجاری های دستگاهی که در طول کار رخ داده است، گزارش دهید.
75. با شکست طولانی در کار دستگاه های جوشکاری مقاومت یا خطر انجماد آب:
1) سیستم خنک کننده دستگاه جوشکاری مقاومت با هوا فشرده می شود.
2) گریس ضد زنگ برای بخش های کار سیلندر پنوماتیک و سایر قطعات دستگاه جوشکاری مقاومت که به خوردگی مقاوم هستند اعمال می شود.
الزامات حفاظت از کار در هنگام انجام جوش قوس زیرزمینی
76. هنگام انجام جوشکاری در جوشکاری غوطه ور در ایستگاه های ثابت، دستگاه های جوش با مکش محلی مجهز می شوند. پمپ های مکش به طور مستقیم در محل جوشکاری قرار دارند (در فاصله بیش از 40 میلی متر از جهت قوس در جهت تشکیل یک درز). توصیه می شود از مکش شکل شکلی استفاده کنید.
77. تاسیسات جوشکاری زیردریایی قوس باید داشته باشند:
1) یک دستگاه برای پر کردن مکانیکی شار در استخر جوش؛
2) پمپ هوا با یک قیف و یک فیلتر (هنگام بازگشت هوا به اتاق) برای تمیز کردن شار استفاده شده از درز.
78. تاسیسات برای جوشکاری تحت فشار مجهز به دستگاه های مکانیکی برای تمیز کردن درز از پوسته سرباره همراه با جمع آوری همزمان آن است. تمیز کردن دستی شار مجاز است تنها در مواردی که استفاده از پمپ های فلزی امکان پذیر نباشد. در عین حال، لازم است از تجهیزات محافظ شخصی دستگاه تنفسی استفاده شود.
79. سیستم تهیه و جمع آوری شار باید برای تمیز کردن هوا اگزوز از گرد و غبار و گازها باشد.
80. جوشکار کارگران در انجام جوشکاری قوس الکتریکی زیر لوله و دیگر ساختارهای بزرگ، با کابین های ویژه با تامین هوای تازه، عایق حرارتی و صدا از سطوح خارجی و کنترل پنل فرایند جوش مجهز شده اند.
الزامات حفاظت از کار در هنگام برش پلاسما
81. قبل از انجام برش پلاسما، باید:
1) بررسی سیستم خنک کننده دستگاه برش پلاسما؛
2) سرعت برش مورد نیاز را تنظیم کنید.
3) جریان جریان پلاسمایی را مطابق با فرایند تنظیم کنید.
4) حضور آب در سینی جدول برش یا قاب برش پلاسما را بررسی کنید.
82. برای محافظت از کارگران که با نگهداری مشعل پلاسما از نور قابل مشاهده و اشعه ماوراء بنفش قوس پلاسما متصل نیستند، منطقه مشعل پلاسما با پوسته یا صفحه نمایش ساخته شده از مواد غیر قابل احتراق محصور شده است.
برای محافظت از اپراتورهای پل و دیگر جرثقیل هایی که در ناحیه دید کمان پلاسما فعالیت می کنند، بخش پایین تر از کابین های مشاهده (یک سوم) با فیلترهای نور پر می شود.
83. اجازه رفع نواقص در نصب برش پلاسما، پلاسموتون، جایگزینی بخش های شکست خورده ی مشعل پلاسما را تنها زمانی که منبع تغذیه ی نصب شده توسط تکنسین های الکتریکی که برای این نصب کار می کنند و یک گروه ایمنی الکتریکی حداقل یك سوم را قطع می كنند، جایگزین می كنند.
84. هنگامی که "خلبان قوس" سوخته است، باز شدن نازل از کسانی که در نزدیکی کار می کنند هدایت می شود.
هنگام بستن "قوس کار" با استفاده از یک دستگاه خاص با یک دسته عایق کمتر از 150 میلیمتر استفاده کنید.
85. هنگام کار در شرایط افزایش خطر شوک الکتریکی، کارگران با تجهیزات حفاظتی مناسب (دستکش های ایمنی الکتریکی، کفش، تشک های کف) تامین می شوند.
الزامات حفاظت از کار در هنگام انجام کار بر روی جوشکاری و برش گاز
86. قبل از شروع کار بر روی جوشکاری گاز و برش گاز (به ترتیب - گاز شعله کار می کند) توسط کارکنان انجام این کارها بررسی می شوند:
1) تنگی اتصال آستین به مشعل، برش، گیربکس، وسایل ایمنی؛
2) قابلیت کارکرد تجهیزات، دستگاه های کنترل (فشار سنج)، وجود خلاء در کانال برای تجهیزات تزریق گاز قابل احتراق؛
3) وضعیت وسایل ایمنی؛
4) تامین درست اکسیژن و گاز قابل احتراق به مشعل، دستگاه برش مشعل یا دستگاه برش گاز؛
5) حضور آب در دروازه آب به سطح شیر کنترل (پلاگین) و تراکم تمام اتصالات در دروازه برای عبور از گاز، و همچنین چگالی اتصال شیلنگ به دروازه؛
6) صحت عرضه جریان الکتریکی، حضور و قابلیت کارکرد پایه؛
7) قابلیت دسترسی و قابلیت اطمینان تجهیزات آتش نشانی؛
8) قابلیت کار و مدت کالیبراسیون مانومتر در سیلندر گاز.
87. در صورت تشخیص نشت اکسیژن و استیلن از خطوط لوله و پست های گاز رسانی و ناتوانی در سرعت عیب یابی، بخش های آسیب دیده از خطوط لوله و پست های گاز رسانی باید خاموش و اتاق تهویه شود.
88. حرارت دادن خطوط استیلن یخ زده و خطوط اکسیژن فقط با بخار یا آب گرم ساخته می شود. از شعله باز و گرمایش الکتریکی استفاده نکنید.
89. در محل هایی که شعله گاز کار می کنند، تهویه به منظور حذف گازهای مضر آزاد منتشر شده است.
90. گاز شعله کار می کند و همچنین کارهایی که با استفاده از آتش باز از منابع دیگر انجام می شود، ممکن است در فاصله ای (افقی) حداقل باشد:
1) از سیلندرهای فرد با اکسیژن و گازهای قابل احتراق - 5 متر؛
2) از گروه های سیلندر (بیش از 2) در نظر گرفته شده برای انجام کار شعله گاز - 10 متر؛
3) از خطوط لوله گازهای قابل احتراق، و همچنین ایستگاه های گاز رسانی واقع در کابینت های فلزی:
برای کار دستی - 3 متر؛
برای کار مکانیکی - 1.5 متر
در مورد جهت شعله و جرقه در جهت منابع تامین اکسیژن و استیلن، محافظ صفحه نمایش نصب شده است.
91. در مهر و موم آب از ژنراتور استیلن، سطح آب باید به طور مداوم در ارتفاع شیر کنترل (پلاگین) حفظ شود. سطح آب توسط یک شعله گاز کارگر حداقل سه بار تغییر داده می شود، با عرضه گاز به دروازه خاموش است. هنگامی که درجه حرارت در فضای باز زیر 0 درجه سانتیگراد است، آب با یک مایع ضد یخ جایگزین می شود.
ژنراتورهای استیلن می توانند با دریچه های ایمنی خشک، که در دمای بالاتر از 0 درجه سانتیگراد قابل استفاده باشند، مجهز می شوند.
92- ممنوع است دریچه های مایع باز در خطوط لوله گاز را برای گاز طبیعی یا پروپان بوتان نصب کنید.
93. استفاده از استیلن از خط لوله در شعاع گاز تنها از طریق دریچه دروازه مجاز است. فقط یک پست به یک دروازه اضافه شده است.
در صورتی که ایستگاه پمپاژ گاز دستگاه را که توسط یک اپراتور سروکار دارد، تغذیه می کند، پس تعداد مشعل و یا شیلنگ های نصب شده در دستگاه تنها با ظرفیت شاتر محدود می شود.
در طی کار شعله ی دستی، تنها یک مشعل یا یک برش می توان به شیر وصل کرد.
94. تهویه هوا به دستگاه برش گرما از مغازه اصلی با فشار بیش از 0.5 MPa از طریق یک گیرنده ساخته شده است.
95. وقتی پست های تغذیه برای شعله گاز از سیلندر های گاز کار می کنند، سیلندرها در یک موقعیت عمودی در قفسه های ویژه نصب می شوند و به طور قاطعانه با چفت و بست ها متصل می شوند.
96. قفسه ها با سایبان مجهز هستند که از سیلندر ها از ورود روغن به آنها محافظت می کند.
97. هنگام تغذیه پست برای شعله گاز از سیلندرهای تک با گاز کار می کند، دستگاه های ایمنی، از جمله شعله های ترمز، بین جعبه دنده های سیلندر و ابزار (مشعل ها و مشعل ها) نصب می شوند. در همان زمان سیلندرها در یک موقعیت عمودی نصب می شوند و به صورت ایمن نصب می شوند.
98. در تولید تعمیر و یا نصب و راه اندازی، سیلندر با اکسیژن فشرده می تواند بر روی زمین (کف، پلت فرم) مطابق با الزامات زیر قرار گیرد:
1) دریچه های سیلندر در بالای کفش سیلندر قرار دارند؛ سیلندر ها مجاز به چرخش نیستند.
2) قسمت های بالای سیلندر بر روی واشر قرار می گیرند با یک برش از چوب یا مواد دیگر که مانع جرقه شدن آن می شود.
عملیات افقی سیلندر با گازهای مایع شده و تحت فشار (پروپان بوتان، استیلن) مجاز نیست.
99. در محل انجام شعله گاز با تعداد پست ها تا 10 کار می کند، نباید بیش از یک سیلندر پر شده در هر پست و نه بیش از ده اکسیژن و پنج استیلن سیلندر های اضافی در کل منطقه.
هنگامی که یک سایت با تعدادی پست تا 10 در بیشتر گاز مورد نیاز است، تغذیه رمپ یا ذخیره سازی متوسط از سیلندر خارج از محل کارگاه (بخش) سازماندهی شده است.
100. رمپ های اکسیژن برای تامین یک پست برای گاز شعله کار می کند با تعداد سیلندر تا 6 مجاز می شود در داخل کارگاه (بخش) نصب شود.
مجاز به نصب سیلندر گاز در مکان هایی نیست که مردم عبور می کنند، کالاها در حال حرکت هستند و وسایل نقلیه عبور می کنند.
101. هنگام استفاده از سیلندر گاز، مجاز به استفاده از گاز در آنها به طور کامل نیست. برای یک نوع خاص گاز، با توجه به خواص آن، فشار باقی مانده در سیلندر باید توسط اسناد فنی سازنده سیلندر تعیین شود و نباید کمتر از 05/0 MPa (0.5 kgf / cm) باشد، مگر این که در مشخصات فنی گاز مشخص شود.
102. استفاده از آن ممنوع است سیلندر گاز با سوپاپ ها و دریچه های معیوب که از طریق گاز اجازه می دهد.
103. اتصال گیرنده به سیلندر گاز با یک کلید مخصوص در طراحی ایمن انجام می شود که به طور دائم در اختیار کارگر قرار دارد.
هنگامیکه دریچه سیلندر باز است، مجدد مهره گیربکس را باز کنید.
104. برای باز کردن دریچه سیلندر استیلن و کنترل گیربکس، یک کارمند باید یک آچار سوکت مخصوص در نسخه ایمن داشته باشد. در طول عملیات، این کلید باید روی اسپیندل سوپاپ سیلندر قرار گیرد.
ممنوع است برای استفاده از سوئیچ های معمولی برای باز کردن دریچه سیلندر استیلن و کنترل گیربکس.
105. در صورت تشخیص گذر گاز از طریق مهر و موم از سوپاپ استیلن پس از اتصال گیرنده، سفت کردن غدد با شیر سیلندر بسته می شود.
106. هنگام انجام کار شعله گاز، دریچه شیر یک سیلندر استیلن با بیش از یک نوبت باز می شود تا اطمینان از خاموش شدن شیر در صورت اشتعال یا گاز پس زده شود.
107. هنگام استفاده از شلنگ، باید شرایط زیر را مشاهده کنید:
1) شیلنگ ها مطابق با هدف مورد استفاده قرار می گیرند: استفاده از شلنگ های اکسیژن برای تامین استیلن و استیلن برای تامین اکسیژن ممنوع است.
2) هنگامی که شیلنگ را گذاشته اید، تمیز کردن، چرخاندن، خم شدن و فشار دادن آنها را با هر شیئی مجاز نمی باشد؛
3) در صورت نیاز به تعمیر شلنگ، مناطق آسیب دیده آن برش داده شده و قطعه های خاص با نوک پستان های خاص متصل می شوند (شیلنگ های اکسیژن با نوک پستان برنج متصل می شوند، شیلنگ های استیلن فولاد هستند). حداقل طول بخش اتصال شلنگ باید حداقل 3 متر باشد. تعداد مفاصل بر روی شلنگ نباید بیشتر از دو باشد؛
4) مکان های ورود شیلنگ ها قبل از شروع کار توسط کارگر به دقت بررسی می شوند و در طول کارهای شعله گاز بررسی می شوند؛
5) اتصال شیلنگ ها بر روی نوک سوزن های اتصال ابزار و تجهیزات (مشعل ها، برش ها، گیربکس ها) باید قابل اعتماد باشد؛ گیره های مخصوص برای این منظور استفاده می شود. این اجازه می دهد که شلنگ را با یک سیم فولاد ضد زنگ نرم (بافندگی) در حداقل دو محل در طول نوک پستان بست. بر روی نوک پستان از قفل آب شلنگ محکم فرسوده، اما ثابت نشده است؛
6) جرقه ها مجاز به ضربه زدن به شلنگ، و همچنین قرار گرفتن در معرض آتش سوزی و درجه حرارت بالا نیست؛
7) حداقل یک بار در ماه، شیلنگ ها تحت نظارت قانونی محلی کارفرما بررسی و آزمایش می شوند.
108. فلز ورودی به پردازش گاز شعله پاک از رنگ (به ویژه بر اساس سرب)، نفت، مقیاس، خاک برای جلوگیری از پاشش فلز و آلودگی هوا بوسیله تبخیر و گازها.
109. هنگامی که درمان گاز با شعله های فلزی رنگ شده، آن را در طول خط برش یا درز تمیز می کند. عرض نوار از رنگ باید حداقل 100 میلی متر (هر طرف 50 میلیمتر) باشد. استفاده از شعله گاز برای این منظور ممنوع است.
110. هنگامی که مشعل یا مشعل دست سوخته است، اولین دریچه اکسیژن (1/4 یا 1/2 نوبت) باز می شود، سپس سوپاپ استیلن باز می شود و پس از شستشوی خلاء، مخلوط گاز احتراق می شود.
111. هنگامی که مشعل یا مشعل بیش از حد گرم می شود، کار متوقف می شود و پس از اینکه شیر کاملا بسته شد، مشعل یا برش خنک می شود. برای خنک کردن مشعل یا مشعل در محل کار باید یک مخزن با آب سرد تمیز باشد.
112. شروع سلب کردن جوشکاری پس از انجام عملیات شعله گاز، مجاز است پس از عبور از محل کار با استفاده از تهویه مجانی، و در صورت عدم تهویه مجاز - بدون زودتر از 15-20 دقیقه.
113. در هنگام شکستن کار، در پایان کار تغییر، تجهیزات جوش خاموش می شود، شلنگ قطع می شود، و فشار به طور کامل در blowtorches تسکین می دهد.
114. در وقفه های طولانی در عملیات، علاوه بر مشعل ها و برش ها، دریچه های پست پمپ گاز، تجهیزات و سیلندر ها بسته می شوند و پیچ های دنده ی چرخ دنده ها تا زمانی که چشمه ها آزاد می شوند خاموش می شوند.
115. هنگامی که شعله عقب می افتد، فورا دریچه ها (اول استیلن، سپس اکسیژن) را روی برش، سیلندر گاز و مهر و موم آب ببندید. قبل از اینکه دوباره شعله پس از اعتصاب باز شود، وضعیت مهر و موم آب، شیلنگ های تامین گاز بررسی می شود و برش در یک سطل از آب سرد تمیز سرد می شود.
پس از هر ضربه زدن، کارگر یک ورودی مناسب را در گذرنامه ژنراتور ایجاد می کند.
116. با تأخیر موقت گاز شعله کار می کند، عرضه گاز به تجهیزات به حالت تعلیق درآمده است.
117. برای انجام عملیات شعله با تجهیزات شعله ی باز تحت فشار (دیگهای بخار، خطوط لوله، مخازن، سیلندرها، مخازن، بشکه)، و همچنین کشتی ها و خطوط لوله پر از مایعات قابل احتراق، قابل اشتعال، انفجاری و سمی ممنوع است.
118. هنگام نصب و تعمیر کشتی ها مجاز است که در شرایط منفی دمای محیط منایندگی گاز را انجام دهد، اگر شرایط مندرج در اسناد فنی سازنده مطابق باشد.
119. در حضور مجوز کار برای انجام کارهایی که خطر افزایش یافته است، شعله گاز در فضاهای محدود و مکان هایی که به سختی در دسترس هستند (تونل ها، زیرزمین ها، مخازن، دیگهای بخار، مخازن، محفظه ها، چاه ها، چاله ها) کار می کند.
120. قبل از انجام شعله گاز در فضاهای محصور شده و مکان هایی که به سختی قابل دسترسی هستند، باید شرایط زیر را انجام داد:
1) هوا از محل کار برای محتوای مواد مضر و خطرناک مورد بررسی قرار گرفت؛
2) حداقل دو سوراخ (پنجره ها، درب ها، دریچه ها، چشمان بسته، درب ها) ارائه می شود.
3) تضمین اجرای مداوم تهویه محلی و تهویه هوا برای ورود هوا تازه و خروج هوا آلوده از قسمت های پایین و بالای قسمت فضای محدود یا به سختی در دسترس قرار گرفتن.
4) یک پست کنترل (حداقل دو نفر از کارکنان) برای نظارت بر تولید ایمن گاز شعله کار می کند. پست کنترل باید در خارج از فضای محدود یا مکان های غیر قابل دسترس برای کمک به کارگران کار گازی شعله قرار گیرد.
121. هنگام انجام شعله گاز در فضاهای محصور شده و مکان هایی که به سختی در دسترس هستند کار می کند، ترانسفورماتورهای جوشکاری، ژنراتورهای استیلن، سیلندر با گاز مایع یا فشرده در خارج از فضاهای محصور قرار می گیرند و مکان هایی که به سختی در دسترس هستند، در آن کار می کنند.
122. هنگام انجام شعله گاز در فضاهای محدود کار می کند: ممنوع است:
1) استفاده از تجهیزاتی که در سوخت مایع استفاده می شود؛
2) استفاده از برش بنزین؛
3) مشعل های بی نظیر، برش ها، آستین ها را در یک تعطیل یا بعد از کار ترک کنید.
123. در هنگام کار با شعله های گاز، ژنراتورهای استیلن در مناطق باز نصب می شوند. نصب موقت آنها در اتاق های تهویه (تهویه) مجاز است.
ژنراتورهای استیلن حصار بندی شده و در فاصله حداقل 10 متر از محل کار شعله گاز، و همچنین از محل مصرف هوا توسط کمپرسورها و طرفداران قرار می گیرد.
در مکان هایی که ژنراتورهای استیلن نصب می شوند، نشانه ها آویزان می شوند: "هیچ پذیرش ممنوع است - قابل اشتعال"، "سیگار نکشید"، "با آتش پر نکن".
در طول عملیات ژنراتورهای استیلن، اقدامات ایمنی مشخص شده در اسناد فنی سازمان سازنده دیده می شود.
124. هنگام انجام کار شعله گاز ممنوع است:
1) برای گرم کردن ژنراتورهای استیلن یخ زده، سوپاپ ها، گیربکس ها و سایر قسمت های نصب جوشکاری با آتش باز یا اشیای قرمز داغ؛
2) استفاده از ابزار ساخته شده از مواد جرقه برای باز کردن درام با کاربید کلسیم؛
3) بارگیری در دستگاه های بارگیری از ژنراتور های استیلن قابل حمل کاربید کلسیم بیش از دانه گرید؛
4) بارگیری کالیبری کلسیم را در دستگاه های بارگذاری مرطوب؛
5) انتقال ژنراتل استیلن در حضور استیلن در جمع کننده گاز؛
6) از یک سوپاپ ایمنی به دو کارمند کار کنید؛
7) برای سرعت بخشیدن به کار ژنراتل استیلن؛
8) اجازه می دهد تماس با سیلندر، و نیز شیلنگ های تامین گاز با سیم های جریان؛
9) اجازه می دهد تماس با سیلندر اکسیژن، گیربکس و سایر تجهیزات جوشکاری با روغن های مختلف، و همچنین با لباس های چرب و ژنده پوش؛
10) شستشو برای استیلن را با شیلنگ های اکسیژن و اکسیژن با استیلن تمیز کنید؛
11) استفاده از شیلنگ های تامین گاز، طول آن بیش از 30 متر، و در طول ساخت و ساز و نصب و راه اندازی - 40 متر؛
12) سفت کردن، چرخش، شکستن یا بستن شیلنگهای تامین گاز؛
13) استفاده از شیلنگ های نفت گاز روغنی؛
14) انجام شعله گاز با تهویه غیر فعال؛
15) انجام عملیات شعله گاز در داخل مخازن در دمای هوا بالاتر از 50 درجه سانتیگراد بدون استفاده از انزوا تجهیزات حفاظتی شخصی، ارائه حفاظت حرارتی موثر و تهیه هوای تمیز به منطقه تنفسی؛
16) هنگام استفاده از گاز شعله در محوطه های محصور و سخت به کار، مخلوط پروپان بوتان و سوخت مایع را اعمال کنید.
17) اجازه حضور افراد غیر مجاز در مناطقی که شعاع گاز کار می کنند انجام می شود.
125. پس از اتمام کار شعله گاز، کاربید کلسیم در مولد استیلن باید توسعه یابد. لجن آهکی از ژنراتور خارج می شود و به یک ظرف جذب شده برای این اهداف تخلیه می شود و به گودال لجن منتهی می شود.
چاه های لجن باز با نرده ها حصار بندی شده اند.
چاه های لجن بسته با تهویه خروجی مجهز شده اند، دریچه هایی برای حذف لجن دارند و باید یک پوشش غیر قابل اشتعال داشته باشند.
سیگار کشیدن و استفاده از آتش باز در شعاع 10 متری از محل ذخیره سازی مگس ممنوع است. برای ممنوعیت سیگار کشیدن و استفاده از آتش باز، نشانه های ممنوعیت مناسب ارسال می شود.
الزامات حفاظت از کار هنگام کار با دی اکسید کربن
126. اتاق که ظروف حاوی دی اکسید کربن مایع یا رمپ های گاز قرار دارد باید تهویه شود. دمای هوا اتاق نباید بیش از 25 درجه سانتیگراد باشد.
127. در محل تامین دی اکسید کربن به ایستگاه های جوشکاری، مجاز به قرار دادن بیش از 20 استوانه نیست.
ممنوع است که اشیای خارجی و مواد قابل احتراق را در محل تامین دی اکسید کربن به ایستگاه های جوشکاری ممنوع کنید.
128. هنگام جایگزینی سیلندر های خالی گاز با پرهای، لازم است دریچه های سیلندر گاز و دریچه های چند منظوره را ببندید.
129. انتقال گاز در مفاصل هنگام قرار دادن سیلندر گاز در محدوده شیب دار ممنوع است. حذف انتقال گاز با دریچه های بسته سیلندر گاز و در صورت عدم فشار در سیستم انجام می شود.
130. بخاری کار می کند (زمانی که عرضه مرکزی ایستگاه های جوش با دی اکسید کربن از ظروف یا یک سیستم رمپ) با آب گرم یا بخار تهیه می شود.
131. در هنگام خروج گاز از یک ظرف ممنوع است:
1) انجام عملیات تعمیرات؛
2) برای گرم کردن لوله ها و دستگاه های با آتش باز؛
3) شلنگ اتصال انعطاف پذیر را خم کنید؛
4) اتصالات را تحت فشار قرار دهید.
132. هنگام جوشکاری در مناطق باز (خارج از کارگاه) در زمستان، سیلندرهای دارای دی اکسید کربن در اتاق های عایق شده برای جلوگیری از انجماد نصب می شوند.
133. ممنوع است یک سیلندر یخ زده (یا یک گیرنده) با دی اکسید کربن با یک شعله مشعل یا یک جت بخار گرم شود. برای گرم کردن سیلندر دی اکسید کربن (یا یک گیربکس) ضروری است که استخراج گاز از سیلندر را متوقف کنید، آن را به یک اتاق گرم با دمای 20 تا 25 درجه سانتیگراد ببرید و آنرا گرم کنید.
این اجازه می دهد که گیربکس یخ زده با آب با دمای بیش از 25 درجه سانتیگراد گرم شود
134. برای جلوگیری از انجماد دی اکسید کربن، بخاری در جعبه دنده در مقابل جعبه دنده نصب می شود. کویل الکتریکی پیش گرم کننده گاز که برای گیربکس سیلندر دی اکسید کربن نصب شده است نباید با سیلندر گاز تماس بگیرد.
بخاری از یک شبکه برق با ولتاژ بیش از 42 وات و قدرت بیش از 70 وات خنثی می شود، که مانع گرم کردن سیلندر گاز می شود.
الزامات حفاظت از کار هنگام کار با آرگون
135. اتاق که در آن مخازن با آرگون مایع شده قرار می گیرد، ظروف یا رمپ ها، نباید دارای طبقه تکنولوژیکی (زیرزمین) و افقی در پوشش کف بیش از 0.5 متر باشد.
136. در هنگام استفاده از یک ظرف با یک آرگون مایع، الزامات زیر باید رعایت شود:
1) ظرف با استفاده از یک تبخیر کننده تخلیه می شود.
2) باز و بسته شدن دریچه ها به صورت صاف، بدون ضربه و ضربه، انجام می شود.
3) مجاز نیست که پیچ و مهر و مهر و موم در شیرها و خطوط لوله تحت فشار قرار گیرند؛
4) بعد از اینکه آرگون به طور کامل تبخیر شود، شلنگ قطع می شود؛
5) برای جلوگیری از یخ زدگی، آرگون مایع بر روی پوست کارگر مجاز نیست.
6) هنگام جدا شدن شلنگ ها، کارگران نباید مخالف باشند، زیرا آرگون گاز یا قطره ای می تواند از شل آزاد شود.
137. در طول عملیات ظروف (مخازن ذخیره سازی)، رمپ برای تامین متمرکز با آرگون، نظارت بر قابلیت کارکرد تمام اتصالات ایمنی انجام می شود. دریچه های ایمنی باید تنظیم، مهر و موم شده و تمیز نگه داشته شوند.
الزامات حفاظت از کار در هنگام انجام کار بر چسباندن سطوح جوش داده شده
138. پاک کردن سطوح جوش داده شده باید با شستن آب های ایمن انجام شود.
139. هنگام تمیز کردن سطوح جوش داده شده با حلال های آلی (استون، روح سفید، الکل اتیل) الزامات زیر باید مورد توجه قرار گیرد:
1) گندزدایی در یک اتاق جداگانه انجام می شود، مجهز به تهویه و تهویه مطبوع و تجهیزات آتش نشانی؛
2) هنگام پاک کردن حلال های کاربردی با افزودنی های آنتی استاتیک؛
3) گرسنگی، به عنوان یک قاعده، با روش مکانیکی انجام می شود؛
4) هنگامی که به صورت دستی بشویید، قطعات با حلال های آلی خطرناک در کابین های مخصوص ساخته شده از مواد غیر قابل احتراق، درون آنها که حمام های فلزی یا جداول نصب شده اند، شسته می شوند. در بالای حمام ها یا جداول و در قسمت بالای کابینت های تهویه مطبوع مرتب شده اند، محوطه حمام به طور قابل اعتماد پوشیده شده است.
5) مواد ضد استاتیک برای چاق شدن دستی استفاده می شود؛
6) مجاز به استفاده از وسایل گرمایش الکتریکی، و همچنین انجام کارهای مرتبط با تشکیل جرقه و آتش نیست.
140. وقتی خشک شدن سطوح جوش داده شده ممنوع است:
1) لبه های محصولات را گرم کنید تا دمای 45 درجه سانتیگراد با حلال ها گرم شود.
2) استفاده از ترشیلا اتیلن، دی کرولیدان و دیگر هیدروکربن های حاوی کلر را به چربی زدایی.
141. مواد تمیز کننده استفاده شده (تامپون) باید در یک مخزن مخصوص ساخته شده از مواد ضد ضربه و غیر قابل احتراق با یک پوشش محکم جمع آوری شده جمع آوری شوند.
142. تمیز کردن و تعمیر تجهیزات برای تمیز کردن سطوح جوش داده شده حاوی باقی مانده از حلال های آلی باید پس از دمیدن آن با هوا یا بخار به طور کامل حذف بخارات حلال انجام شود.
هنگام تمیز کردن، دستگاه های تهویه شامل می شوند که از آلودگی هوا با بخار آلی حلال جلوگیری می کنند.
الزامات حفاظت از محیط زیست برای ذخیره سازی و حمل و نقل مواد خام، کالاهای آماده، محصولات نیمه تمام، محصولات نهایی و ضایعات
143. هنگام ذخیره مواد خام، کالاهای آماده، محصولات نیمه تمام، محصولات نهایی و ضایعات صنعتی، برای موارد زیر تهیه شده است:
1) استفاده از روش های ذخیره سازی، جلوگیری از وقوع عوامل تولید خطرناک و مضر، آلودگی محیط زیست؛
2) استفاده کنید دستگاه های امن برای ذخیره سازی؛
3) مکانیزاسیون و اتوماسیون بارگیری و تخلیه.
144. هنگام حمل مواد خام، بلتس، نیمه تمام محصولات، محصولات نهایی و محصولات زباله ارائه شده:
1) استفاده از ارتباطات حمل و نقل امن؛
2) استفاده از وسایل حمل و نقل، مانع از وقوع عوامل تولید خطرناک و مضر؛
3) مکانیزاسیون و اتوماسیون فرایندهای حمل و نقل.
145. آغاز مواد (فلز، سیم جوش، الکترود، فلو، مایعات، حلال) در اتاق های خشک پوشیده شده مطابق با الزامات اسناد فنی سازنده برای ذخیره سازی یک ماده خاص ذخیره می شوند.
اجتناب از وجود بخارات قلیایی، اسید ها و سایر مواد تهاجمی در هوای انبار.
146. قبل از صدور مجوز کار، مواد جوشکاری مطابق با اسناد فنی تولید کننده سخت و یا خشک می شوند.
147. کاربید کلسیم در مناطق تهویه خشک نگهداری می شود، به غیر از دسترسی به آن توسط افراد غیر مجاز.
مجاز به قرار دادن امکانات ذخیره سازی برای ذخیره سازی کاربید کلسیم در زیرزمین و مناطق کم آب نیست.
درام های کاربید کلسیم در انبارها ذخیره می شوند، هم افقی و هم عمودی.
در انبارهای مکانیکی، ذخیره سازی درام با کاربید کلسیم در سه سطح در یک موقعیت عمودی و در صورت عدم مکانیزاسیون - نه بیش از سه سطح در موقعیت افقی و نه بیش از دو سطح در موقعیت عمودی. بین سطوح درامهای انباشته هیئت مدیره 40-50 میلی متر ضخیم، آغشته با شعله عقب انداز. درام های افقی قرار داده شده از نورد محافظت می شود.
عرض نردبان بین درام های انباشته شده با کاربید کلسیم باید حداقل 1.5 متر باشد.
148. در محل کارخانه های استیلن که در آن ذخیره سازی متوسطی از کاربید کلسیم وجود ندارد، مجاز به ذخیره کاربید کلسیم در مقدار بار روزانه می باشد، در حالی که در شکل باز بیش از یک درام ذخیره می شود.
149. درام های باز با کاربید کلسیم با پوشش ضد آب محافظت می شوند.
150. در مکان های ذخیره سازی و باز کردن درام با کاربید کلسیم، سیگار کشیدن، استفاده از آتش باز و استفاده از ابزار جرقه سازی ممنوع است.
151. ذخیره سازی و حمل و نقل سیلندر گاز تنها باید با محافظ های محافظ در گردن خود انجام شود. هنگام حمل سیلندر گاز ضربه و شوک اجازه نمی دهد. سیلندرهای گاز با مکانیزم های جوش بر روی چرخ های مخصوص، حامل های چوبی، سورتمه ها با نصب واحدهای بین سیلندر و حفاظت از آنها از سقوط احتمالی تحویل می شوند.
مجاز است سیلندر گاز را در یک حمل و نقل بهار یا کامیون در یک موقعیت افقی با نصب واشر بین سیلندر حمل کند. نوارهای چوبی با سوکت های برش برای سیلندرها، و همچنین طناب یا حلقه های لاستیکی با ضخامت حداقل 25 میلی متر (دو حلقه در بالون) و یا دیگر واشرهایی که از سیلندر ها از ضربه ها در برابر یکدیگر محافظت می کنند، می توانند به عنوان واشر استفاده شوند. سیلندرها در حین حمل و نقل در یک جهت با دریچه قرار می گیرند.
ممنوع است که سیلندرها را بر روی شانه ها و دست ها حمل کنید.
152. سیلندرهای با گاز در طول ذخیره سازی آنها از اثر نور خورشید و دیگر منابع گرما محافظت می شود.
سیلندرها در محل نصب شده در فاصله حداقل 1 متر از وسایل گرمایش و حداقل 5 متر از منابع گرما با آتش و کوره باز قرار می گیرد.
153. ذخیره سازی در یک اتاق سیلندر با اکسیژن و سیلندر با گازهای قابل احتراق، و همچنین کاربید کلسیم، رنگ، روغن و چربی ممنوع است.
154. سیلندر با گاز قابل اشتعال، با کفش، در لانه های ویژه، قفس ها و دستگاه های دیگر که در معرض سقوط قرار می گیرند، در موقعیت درست قرار می گیرند.
155. سیلندرهایی که کفش ندارند، به طور افقی روی فریم ها یا قفسه ذخیره می شوند. ارتفاع پشته در این مورد نباید بیش از 1.5 متر باشد. شیرها (دریچه ها) سیلندرها با کلاه ایمنی بسته می شوند و باید در یک جهت روشن شوند.
156. سیلندر گاز خالی به طور جداگانه از سیلندر پر شده با گاز ذخیره می شود.
157. هنگام حمل سیلندرهای خالی از زیر اکسیژن و یا گازهای قابل احتراق، اقدامات ایمنی همانند هنگام برخورد با سیلندرهای پر شده انجام می شود.
158. در پایان کار، سیلندر گاز در یک مکان مخصوص تعیین شده برای ذخیره سازی سیلندر قرار می گیرد، که مانع دسترسی افراد غیر مجاز می شود.
V. مقررات نهایی
159. نظارت دولت فدرال بر رعایت الزامات این قوانین توسط مقامات خدمات فدرال کار و اشتغال و جناح های محلی آن) بازرسی های دولتی در نهادهای تشکیل دهنده فدراسیون روسیه (انجام می شود.
160. مدیران و سایر مقامات سازمان ها و همچنین کارفرمایانی که افرادی هستند که متهم به نقض الزامات این قوانین هستند، مطابق با قوانین فدراسیون روسیه مطابقت دارند.
متن الکترونیکی سند
تهیه شده توسط CJSC "کد" و تایید شده توسط:
پورتال اینترنتی رسمی
اطلاعات حقوقی
www.pravo.gov.ru، 2014.02.26
N 0001201502260010
با افزایش خطر کار می کند
کار با خطر افزایش کار، در عملکرد کارگران خطرناک و یا عوامل تولید مضر ممکن است بر کارکنان تاثیر بگذارد.
برای کار با افزایش خطر عبارتند از:
کار آتش نشانی
الزامات ایمنی برای انجام کار آتش نشانی
آتش نشانی (PR) شامل عملیات تولیدی است که شامل استفاده از آتش، مواد جرقه ای و گرمایش مواد و سازه ها به درجه حرارت است که می تواند باعث آتش سوزی: جوش الکتریکی، جوش گاز، برش گاز، برش نفتی، لحیم کاری، ماشینکاری فلز با جرقه و غیره .
برای انجام تمام انواع PRs در مکان های موقت (به جز سایت های ساختمانی و خانوارهای خصوصی) مدیر اجناس موظف به صدور لباس - پذیرش مطابق با الزامات قوانین است ایمنی آتش نشانی (PPB 01-03).
الزامات عمومی ایمنی هنگام انجام جوش برقی و گاز شعله کار می کند
الزامات ایمنی برای عملیات جوشکاری الکتریکی و جوش گاز در قوانین بین المللی برای حفاظت از کار در حین عملیات جوشکاری الکتریکی و گاز (POT RM-020-2001) تعریف شده است.
اماکن برای جوش و کارهای شعله گاز باید با وسایل آتش نشانی تامین شود.
شغل جوشکاران در یک اتاق جوشکاری باز باید از بقیه مشاغل و راهروهای مجاور با صفحات ضد آب (صفحه نمایش، سپر) حداقل 1.8 متر ارتفاع داشته باشد.
هنگام جوشکاری در حصارهای هوای آزاد باید در مورد کار همزمان چند جوشکاری نزدیک به یکدیگر و در مناطق ترافیکی سنگین قرار داده شود.
جوشکاری در فضای باز در هنگام بارش باران و بارش برف باید متوقف شود.
اماکن برای جوشکاری الکتریکی و گاز شعله در این و همچنین در سطوح پایین تر کار می کنند (در صورت عدم پوشش محافظ غیر قابل احتراق یا پوشش محافظ توسط مواد غیر قابل احتراق) باید از مواد قابل احتراق در شعاع حداقل 5 متر و مواد و مواد منفجره (ژنراتور گاز، گاز سیلندر، و غیره) - در شعاع حداقل 10 متر.
در دستگاه های جوشکاری الکتریکی و منابع قدرت آنها، سلول هایی که انرژی دارند باید با دستگاه های محافظ پوشیده شوند.
هنگام برش قطعات ساختاری باید در برابر سقوط تصادفی عناصر برش گرفته شود.
واحد جوشکاری الکتریکی (مبدل، ترانسفورماتور جوشکاری، و غیره) باید به وسیله یک سوئیچ و فیوزها یا یک سوئیچ مدار متصل شود و در ولتاژ بیش از 70 وات لازم باشد که از ترمینال جوش اتوماتیک استفاده شود.
جوشکاران الکتریکی باید یک گروه ایمنی الکتریکی حداقل II داشته باشند.
برای جوشکاری قوس لازم است از کابل های انعطاف پذیر انعطاف پذیر طراحی شده برای حداکثر بار الکتریکی با توجه به مدت زمان چرخه جوشکاری استفاده شود. اتصال سیم های جوشکاری باید با فشار دادن یا جوش ساخته شده و پس از آن عایق سازی مفاصل.
اتصال کابل ها به تجهیزات جوشکاری باید با استفاده از کابل های پیچ و مهره یا سیم لحیم شده انجام شود.
هنگام نصب یا جابجایی جوشکاری، لازم است اقداماتی را علیه آسیب به عایق و تماس با آب، روغن، کابل های فولادی و لوله های داغ انجام دهید. فاصله سیمهای جوشکاری تا خطوط لوله گرم و سیلندرهای اکسیژن باید حداقل 0.5 متر و گازهای قابل احتراق - حداقل 1 متر باشد.
قطعات فلزی از وسایل الکتریکی که به انرژی الکتریکی وصل نشده اند، و همچنین محصولات و سازه های جوش داده شده باید برای تمام زمان جوشکاری و برای ترانسفورماتور جوش داده شود. علاوه بر این، پیچ و مهره های مسکونی باید به ترمینال ثانویه متصل شوند.
لاستیک های فولادی و سازه ها می توانند به عنوان یک سیم بازگشتی یا عناصر آن مورد استفاده قرار گیرند، اگر مقطع آنها نشتی را که تحت شرایط گرمایی امن است تضمین کند جریان جوشکاری.
اتصال از عناصر فردی که به عنوان یک سیم بازگشتی استفاده می شود باید قابل اعتماد باشد و بر روی پیچ و مهره، گیره یا جوشکاری انجام شود.
استفاده از قطعات فلزی ممنوع به عنوان یک سیم بازگشتی ممنوع است: لوله کشی، تامین حرارت، خط لوله گاز، و غیره، و همچنین سازه های فلزی ساختمان ها و موارد مربوط به تجهیزات فنی.
اتصال آستین های جریان گاز بر روی نوک پستان از مشعل های برش و جعبه دنده، و همچنین در مفاصل آستین، باید با بند های باریک انجام شود.
مجاز است با استفاده از یک سیم فولاد ضد زنگ نرم (بافندگی) در حداقل دو مکان در طول نوک پستان، آستین را به هم بزنید.
مجاز به استفاده از برش گاز در هنگام انجام شعله گاز در تانک، چاه ها و دیگر تانک های بسته نیست.
تولید همزمان جوش الکتریکی و گاز شعله در داخل مخازن کار نمی کند.
هنگام انجام جوشکاری الکتریکی و گاز شعله در داخل مخازن یا حفره های سازه کار می کند، محل کار باید با تهویه اگزوز تهیه شود.
در موارد جوشکاری با استفاده از گازهای مایع (پروپان، بوتان، آرگون و دی اکسید کربن) تهویه اگزوز باید از پایین به پایین مکش داشته باشد.
ترانسفورماتور جوش، ژنراتیل استیلن، سیلندر با گاز مایع باید خارج از مخازن که جوش انجام می شود قرار گیرد.
در تولید جوشکاری در مناطق ضعیف تهویه با حجم کوچک، در بسته های بسته، چاه ها و غیره لازم است از تجهیزات محافظ شخصی برای چشم و دستگاه تنفسی استفاده شود.
روشنایی در تولید جوشکاری یا کار شعله گاز در داخل ظروف فلزی باید با استفاده از چراغهای نصب شده در خارج و یا لامپ های دستی قابل حمل با ولتاژ تا 12 ولت انجام شود.
آماده سازی و انجام کار آتش نشانی بر روی اجسام انفجاری و انفجاری.
الزامات عمومی
کار آتش نشانی بر روی اجسام انفجاری و انفجاری موجود (RD 09-364-00) در موارد استثنایی مجاز است که این کارها را نمی توان در موارد خاصی انجام داد. مکان های دائمی.
مجاز نیست مکان های دائمی برای کارهای آتش نشانی در مکان های خطرناک و خطرناک آتش نشانی قرار دهد.
کار آتش نشانی در مورد مواد انفجاری و انفجاری باید فقط در روز انجام شود (به جز موارد اضطراری).
آماده سازی و انجام کارهای گرم شامل فعالیت های زیر است:
1. ثبت آثار در یک مجوز کار. برای انجام انواع کارهای آتش نشانی در مکان های موقت (به استثنای سایت های ساخت و ساز و خانوارهای خصوصی)، مدیر تسهیلات موظف به صدور لباس - پذیرش است.
لباس - پذیرش یک وظیفه برای تولید کارهای گرم است که در قالب خاصی از فرم پایه طراحی شده است که تعیین محل کار گرم، زمان شروع و پایان آن، حجم و محتوای کار آماده سازی، دنباله ای از اجرای آنها، اقدامات ایمنی در طول کار گرم، ترتیب کنترل هوا محیط و ابزار حفاظت از کسانی که مسئول آماده سازی و انجام کار گرم، ترکیب تیپ.
لباس - پذیرش صادر، پر شده و توسط یک روش خاص نگهداری می شود. تصویب سفارش کار مطابق با RD 09-364-00، p.p. 2.6 و 2.7.
2. توسعه دستورالعمل ها برای انجام کارهای گرم.
الزامات دستورالعمل برای انجام کارهای گرم در سازمان نباید کمتر از آنچه که توسط دستورالعمل استاندارد تعیین شده باشد.
3. توسعه اقدامات لازم برای انجام کارهای آتش سوزی.
4. انتصاب افراد مسئول تهیه و انجام کارهای گرم.
رئیس بخش که در آن برگزار می شود شلیک کار، افراد را مسئول تهیه و اجرای آنها تعیین می کند. فهرست افرادی که مسئول تهیه کارهای گرم منصوب شده اند، تصویب شده توسط رئیس سازمان.
5. انجام کارهای مقدماتی (حوادث فنی).
6. پذیرش در محل کار، در اختیار خوانندگان.
پذیرش در کارهای آتش نشانی توسط شخص مسئول عملکرد آنها پس از پذیرش تجهیزات و شرایط هوا بررسی شده است. قبل از شروع کار داغ، شخص مسئول اجرای آنها، مأموریت های هدفمند را با اعدام ها در راستای اقدامات ایمنی انجام می دهد.
7. نظارت بر انطباق با الزامات کارکنان.
افرادی که گذشت آموزش ویژهداشتن گواهی صلاحیت و یک گواهی ایمنی آتش نشانی. افرادی که مجاز به انجام کارهای آتش نشانی هستند، باید یک بار در سال معاینه دانش در مورد حفاظت از کار را انجام دهند و سالانه یک معاینه پزشکی انجام دهند. افراد زیر 18 سال و دانش آموزان مجاز به کار مستقل نیستند.
8. کنترل هنگام انجام کار گرم.
رئیس واحد سازمانی کنترل بر انطباق با الزامات دستورالعمل برای انجام کارهای گرم را تضمین می کند. کنترل محیط محیط توسط شخص مسئول تهیه کار گرم انجام می شود.
9. مشاهده محل تولید کار گرم پس از اتمام آن.
سرپرست تغییر مکان محل کار آتش نشانی را بررسی می کند و اطمینان می دهد که او برای مدت 3 ساعت به منظور جلوگیری از احتباس آتش سوزی نظارت می کند.
جوشکاری به کار با افزایش خطر اشاره دارد که شامل تعدادی از الزامات است که اجرای آن اجباری است. خطرات اصلی در جوشکاری عبارتند از:
- خطر شوک الکتریکی در هنگام جوشکاری قوس
- سوختگی های پوست و اندام های بینایی با انتشار انرژی از یک قوس الکتریکی و اسپلش فلز مذاب؛
- اثر منفی بر بدن انسان از گاز، بخار و گرد و غبار تولید شده در طول فرآیند جوشکاری؛
- آسیب های مکانیکی در هنگام کار مونتاژ و آماده سازی قطعات برای جوشکاری؛
- سیلندر گاز انفجاری و ژنراتور استیلن؛
- خطر آتش سوزی در تمام کارهای آتش نشانی؛
- آسیب دیدگی با روش کنترل تابش مفاصل جوش داده شده;
- در طول کار نصب، یک خطر مرتبط با کار در ارتفاع وجود دارد.
در ارتباط با موارد فوق، تنها افرادی که به سن 18 سالگی رسیده و تحت آموزش ویژه و معاینات پزشکی قرار گرفته اند، مجاز به انجام جوش هستند.
جوش الکتریکی برق
تحت ایمنی الکتریکی جوشکار، مجموعه ای از اقدامات لازم برای جلوگیری از شوک الکتریکی را شامل می شود. ویژگی های بدن انسان به گونه ای است که یک جریان الکتریکی با قدرت 0.05 A یا بیشتر در فرکانس 50 هرتز خطرناک است و می تواند مرگبار باشد.
درجه خطر یک جریان الکتریکی بستگی به عوامل بسیاری دارد و در هر مورد خاص می تواند بطور قابل توجهی نوسان یابد. اما در هر صورت، اعتقاد بر این است که برای یک فرد جریان از طریق بدن نباید بیش از 0.1 A. شوک الکتریکی رخ می دهد که دست زدن به قطعات زندگی می کنند از تجهیزات و یا سیم کشی که تحت ولتاژ است. در این حالت جریان از طریق بدن انسان جریان دارد که قدرت آن بستگی به ولتاژ و مقاومت الکتریکی بدن است که بسته به وضعیت فرد (خستگی، آرامش و غیره) متفاوت است. در نظر گرفته شده است که مقدار مقاومت الکتریکی بدن انسان برابر با 1000 اهم است، اما در هر مورد این مقدار ممکن است متفاوت باشد.
مقدار ولتاژ که فرد ممکن است زیر آن باشد بستگی به مقدار ولتاژ بدون بار منبع قدرت قوس جوشکاری دارد. ولتاژ منابع قدرت الکتریکی معمولی جوشکاری معمولا به 90 ولت و قوس فشرده 200 ولت می رسد.
از محاسبه فوق دیده می شود که در شرایط عادی ایمنی الکتریکی جوشکار تضمین شده است، اما زمانی که شرایط تغییر می کنند (رطوبت بالا، بدن ضعیف، و غیره)، این شرایط ممکن است به طور چشمگیری تغییر کند و جریان به خطر می افتد. بنابراین، باید اقدامات اضافی برای کاهش جریان جاری از طریق جسم جوشکار ارائه شود.
اولین و موثرترین وسیله حفاظت در مقابل شوک الکتریکی، تجهیزات زمینی و قطعات جوش داده شده و عایق قابل اعتماد است.
برای ایمنی الکتریکی ولتاژ بدون بار تجهیزات جوشکاری محدود به مقادیر زیر است:
- ژنراتور DC - تا 80 A؛
- ترانسفورماتور - تا 90 A
هرکدام ماشین جوشکاری یک سیم زمینی جداگانه به طور مستقیم به جاده زمین متصل می شود. منبع تغذیه قبل از تعویض آنها در شبکه برق، تأمین منابع انرژی انجام می شود و تنها پس از قطع برق از شبکه برق باید حذف شود. علاوه بر این، نرده های محافظ، مسدود کردن اتوماتیک، تجهیزات حفاظتی شخصی استفاده می شود. استفاده از تجهیزات فرایند، ساختارهای نصب و راه اندازی الکتریکی و یک مدار زمینی به عنوان یک سیم جوش معکوس ممنوع است.
تجهیزات جوش الکتریکی باید به طور مرتب (حداقل یکبار در ماه) برای موارد زیر بررسی شوند:
- هیچ بسته به مورد؛
- یکپارچگی سیم زمینی؛
- فقدان قطعات زنده باریک؛
- هیچ اتصال کوتاه بین پیچ های ولتاژ بالا و پایین وجود ندارد؛
- قابلیت کارکرد قفل ها.
اتصال ترانسفورماتورهای جوشکاری به شبکه برق باید انجام شود:
- ترانسفورماتور تک فاز - با استفاده از یک کابل شلنگ انعطاف پذیر سه هسته ای، که هسته سوم آن باید به پیچ اتصال زمین دستگاه جوشکاری و به اتوبوس زمینی منبع قدرت خارج از دستگاه سوئیچ متصل شود.
- ترانسفورماتور سه فاز - با استفاده از یک کابل چهار هسته ای، هسته چهارم آن برای زمین بکار می رود.
سیمهای متصل به دستگاه جوشکاری باید با دقت عایق بندی شده و از اثرات حرارت بالا و آسیب مکانیکی محافظت شوند.
تمام سیستم های جوش الکتریکی باید به طور قابل اعتماد بر روی زمین نصب شوند. نمودار اتصال زمین از ترانسفورماتور جوشکاری در شکل نشان داده شده است.
دستگاه جوشکاری را بازرسی و تمیز کنید و پرتاب آن باید ماهانه باشد. مقاومت عایق سیم پیچ های ترانسفورماتور جوشکاری و مبدل های فعلی بعد از اینکه تمام تعمیرات انجام شد، باید حداقل یک بار در سال بررسی شود. مقاومت عایق سیم پیچ ترانسفورماتور نسبت به محفظه و بین سیم پیچ ها باید حداقل 0.5 MΩ باشد.
در هنگام راه اندازی و پس از تعمیرات، عایق ترانسفورماتور جوشکاری باید به مدت 1 دقیقه با ولتاژ افزایش 50 هرتز آزمایش شود که باید با مقادیر داده شده در جدول مطابقت داشته باشد.
| محل استفاده از ولتاژ | ولتاژ آزمایش V، در ولتاژ منبع تغذیه، V | |
| تا 380 | بیش از 380 | |
| بین سیم پیچ اولیه و مسکن | 1800 | 2250 |
| بین سیم پیچ ثانویه و مسکن | 1800 | 1800 |
| بین سیم پیچ های اولیه و ثانویه | 3600 | 4050 |
آزمایش عایق ترانسفورماتور
هنگامی که تجهیزات جوشکاری خارجی باید به طور قابل اعتماد از باران و برف محافظت شود. جوشکاری خارج از محل در شرایط بدی ممنوع است. جوشکاری در شرایط زمستانی و در باران تحت یک پناهگاه ویژه یا پناهگاه دیگری انجام می شود و اطمینان حاصل می کند که محل کار جوشکار خشک است.
در جوشکاری جوشکار باید شرایط زیر را داشته باشد:
- بررسی (توسط بازرسی خارجی) از عایق عایق سیم جوش و نگهدارنده های الکترود، و نیز قابلیت اطمینان اتصال همه مخاطبین قبل از جوشکاری؛
- برای هشدار دادن به دیگران درباره احتراز احتمالی قوس - هنگام کار با دستیار یا به عنوان بخشی از تیپ؛
- دستگاه های جوشکاری همراه را از شبکه برق جدا کنید - در حین حرکت آنها؛
- دستگاه جوشکاری را در طول یک تعطیل در محل کار و در هنگام عدم جوشکاری در محل کار، خاموش کنید.
- از بین بردن مشکلات مشاهده شده در واحد جوش - پس از برداشتن ولتاژ؛
- با استفاده از تجهیزات محافظ شخصی فردی: کلاه محافظ، سپر محافظ و عینک آفتابی (در حین سلب کردن) استفاده کنید جوش)، دستکش از مواد مقاوم در برابر جرقه و با هدایت الکتریکی کم.
هنگام کار در مخازن بسته، باید اقدامات حفاظتی بیشتری انجام شود. برای این منظور، تشک های محافظتی، پرده ها و حلقه های لاستیکی استفاده می شود و نورپردازی با لامپ های قابل حمل با ولتاژ نه بیشتر از 12 ولت انجام می شود. علاوه بر این، در این شرایط، باید یک ناظر وجود داشته باشد تا ایمنی کار را تامین کند و در صورت لزوم آماده ارائه اولین کمک به قربانی باشد.
ایمنی آتش در هنگام جوشکاری
اگر الزامات حفاظتی الزام آور آتش نشانی را رعایت نکنند، کار جوش ممکن است باعث آتش سوزی شود. جرقه و قطره فلز مذاب، دستکاری بی دقت آتش لامپ جوش، حضور مایعات قابل اشتعال و گازها در محل کار، و کلاهبرداری در محل کار آتش نشانی می تواند باعث آتش سوزی شود.
خطر آتش سوزی باید به ویژه در محل های ساخت و ساز و در طول کارهای تعمیراتی، در مکان هایی که برای جوشکاری غیرقابل استفاده باشد و غیره مورد توجه قرار گیرد. بنابراین، در مکان های جوشکاری دقیقا در مکان های کاری جوشکاری، به درستی سازماندهی محل کار دیده می شود. اگر کارهای جوشکاری در ارتفاع انجام شود، پس باید محوطه سازی و تمیز کردن مواد قابل احتراق داخل شعاع مشخص شده در جدول باید در نظر گرفته شود.
در محدوده مشخص شده مصالح ساختمانی، کف، سازه ها و غیره قرار می گیرد ضروری است که از یک جارو بر روی یک صفحه فلزی محافظت شود، پتو از مواد غیر قابل احتراق یا دیگر وسایل موجود باشد. در موارد شدید، مواد را می توان با آب ریخته شود. درهای اتاق مجاور جوش باید به طور دائم بسته شوند، جوجه های صنعتی با مواد مقاوم در برابر آتش بسته می شوند.
کار جوش، که در مکان های راهرو یا پاساژ انجام می شود، باید با علائم هشدار دهنده حلق آویز شود. تمام تجهیزات تکنولوژیکی که کار جوش آن پیش بینی شده است باید پیش از آن آماده شود و به حالت ایده آل برسد که اقدامات پیشگیرانه آتش را برآورده سازد.
محل کار جوشکار به وسیله حفاظت اولیه آتش مجهز است. پس از اتمام کارهای جوشکاری، پیمانکار موظف به دقت بررسی محل کار خود، برای از بین بردن منابع احتمالی آتش است. اگر کارهای جوشکاری بر روی خطوط تامین سوخت، در سازه های کابل، انبارها با مواد قابل احتراق و سایر مکان های خطرناک انجام می شد، پس از 3 ساعت بعد از کار، نظارت بر این مکان ضروری بود.
حفاظت در برابر سوختگی در طی جوشکاری
سوختگی ناشی از قوس خطرناک است، به خصوص برای چشم. روشنایی اشعه های نور از جوش قوس بسیار بالاتر از حد مجاز برای چشم انسان است.
پرتوهای اشعه ماوراء بنفش، که یکی از اجزای شار نور قوس است، حتی با یک عمل کوتاه مدت برای چند ثانیه، باعث بیماری چشم می شود، به نام electrophalymia. این بیماری با درد حاد، ریو در چشم ها، پاره شدن، اسپاسم پلک همراه است.
با خسارت قابل توجهی به چشم شار نور قوس جوشکاری حتی می تواند کور باشد. قرار گرفتن در معرض نوردهی طولانی مدت روی پوست باعث سوختگی می شود. علاوه بر این، جرقه هایی که در طی جوشکاری از بین می روند، می توانند باعث سوختگی شوند. بنابراین، همه شرکت کنندگان در فرآیند جوشکاری باید از تجهیزات حفاظتی استفاده کنند.
هنگامی که جوشکاری الکتریکی کار می کند، اصلی این دستگاه است سپر صورت، سوراخ مشاهده که توسط یک فیلتر نور پوشیده شده است که تاخیر مادون قرمز و اشعه ماوراء بنفش و روشنایی شار نور قوس را کاهش می دهد.
جوشکاران گاز استفاده می کنند عینک ایمنیکاهش روشنایی نور. انتخاب فیلتر نور بسته به نوع قوس الکتریکی و روش جوشکاری ساخته شده است. برای محافظت در برابر سوختگی های پوست، لباس های بوم و دستکش ها را اعمال کنید. کار جوشکاری با آستین های روتاری و یقه باز باز ممنوع است. لباس و کفش جوشکار باید در هنگام کار با بارهای فیزیکی به طور مطلوب حرارتی بدن را تضمین کند، به طور موثر در برابر اشباع فلز مذاب و عوامل خطرناک هوا، از ویژگی های وزن مطلوب محافظت کند، حرکات آزادی حرارتی را متوقف کند، نیازهای زیبایی شناسی را تامین کند.
برای حفاظت از پا کفش های چرم (تابستانه) یا احساس (زمستان) باید برای محافظت در برابر اشعه حرارتی، سرما، جرقه ها، اسپل ها از فلز مذاب استفاده شود.
دست ها از دستکش های محافظ حرارتی محافظت می کنند، تماس با سطوح بالاتر از 45 درجه سانتیگراد از دماهای پایین و جوشکاری.
برای محافظت از اطراف از شار نور و جرقه فلز مذاب، از پارتیشن ها، صفحه های قابل حمل و غیره استفاده کنید.
جوش ذاتی ایمن
ظروف که در آن مواد قابل اشتعال قبل از جوشکاری ذخیره شده اند باید از خطوط لوله جدا شوند و سپس با آب داغ با آب گرم، آب نمک، سوزاندن و تهویه آب شسته شوند. در فرایند آماده سازی برای جوشکاری، مخزن باید حداقل با 5-6 بار تغییر هوا تغییر یابد. بلافاصله قبل از جوشکاری، حضور غلظت مواد منفجره گاز یا بخار باید با استفاده از یک آنالیزگر گاز بررسی شود.
در فرایند کار، لازم است به طور مداوم وضعیت در مخزن هوا، به ویژه در قسمت های بالا و پایین آن، نظارت شود. نمونه های هوا با یک شلنگ برداشته می شود، که در انتهای آن به ظرف کمتر از یک متر از سطح کف و 20 تا 30 سانتی متر از سقف آن کاهش می یابد. اگر نمونه های هوا حضور گازها را نشان دهند، جوش باید متوقف شود و مخزن باید تهویه شود. در طی جوشکاری دستی، توصیه می شود که هوای تمیز را مستقیما زیر سپر جوشکار تهیه کنید.
در مورد کار آتش نشانی با استفاده از گازهای مایع (پروپان، بوتان و غیره) و تهویه اگزوز دی اکسید کربن باید از پایین تانک مکش ایجاد کند.
یک کارمند که به طور مستقیم در مخزن باشد، باید دارای یک کمربند ایمنی و یک طناب ایمنی باشد. یک پایان کمربند نجات به کمربند جوش متصل است، و دیگری باید در دست کارمند بیمه باشد.
کارگران بیمه با تجهیزات محافظتی مشابه برای کار در داخل مخزن تهیه می شود. او نباید از جاذبه خارج شود تا جوشکار آنجا باشد.
در طول عملیات جوشکاری گاز در حین حمل و نقل مناسب، ذخیره و استفاده از سیلندرهای گاز فشرده امکان انفجار وجود دارد. در طول فرایندهای پردازش شعله گاز، ژنراتورهای استیلن ممکن است از انفجار شعله ای که منجر به خنثی شدن آب نمی شوند، منفجر شوند. انفجارها به علت وجود روغن در اتصالات سیلندر اکسیژن یا روی گیربکس ایجاد می شود.
در این فرایند، سیلندر گاز باید از نور خورشید و دیگر منابع گرما محافظت شود. اتاق که در آن سیلندر ها ذخیره می شود باید در فاصله حداقل 25 متر از جایی که شعله گاز کار می کند، انجام شود. سیلندرهایی با تنها گازهای همگن را میتوان در یک اتاق ذخیره کرد، سیلندرهای خالی باید جداگانه از قطعات کامل ذخیره شوند.
هنگام حمل سیلندر، دریچه ها در یک جهت قرار می گیرند و در یک موقعیت افقی با استفاده اجباری از واشر حمل می شوند. سیلندرها فقط در یک ردیف قرار می گیرند در پشت ماشین نباید ردی از روغن، گریس، و اقلام روغن باشد.
در فرایند عملیات بارگیری و تخلیه، سیلندرها را از ماشین با کلاهک پایین برداشته نمی شود. مجاز به حمل سیلندر در دست نیست. در موارد تشخیص نشت سیلندر، باید آن را به یک مکان امن منتقل و، در صورت امکان، گاز را از آن بیرون بکشید. درون سایت تولید، سیلندرها بر روی یک برانکارد یا برانکار مخصوص حمل می شوند.
هنگام دست زدن باید مراقبت ویژه ای داشته باشد مخازن اکسیژن. بسیاری از مواد، از جمله فلزات، در جریان اکسیژن و مایعات قابل اشتعال (روغن، چربی، روغن و ...) با انفجار سوزان می شوند. بنابراین، افراد در تماس با سیلندر اکسیژن باید در لباس تمیز کار کنند؛ هیچ علامتی از روغن و چربی در دست و ابزار وجود ندارد.
اگر در روند جوشكاري گاز، فشار در سيلندر بالاتر از حد مجاز باشد، لازم است كه به طور كلي سوپاپ را باز كنيد تا قسمتي از گاز را به اتمسفر آزاد كنيد يا سيلندر را با آب خنك كنيد. در حالی که تخلیه گاز از یک سیلندر، کارگر باید در طرف مقابل مقابل جت گاز باشد. در صورت ضربه زدن، لازم است دریچه گاز قابل احتراق و سپس اکسیژن بر روی مشعل را خاموش کنید. سوپاپ مشعل گاز با آب سرد شده است. هنگام خنک کردن دهانه، لازم است اطمینان حاصل شود که شیرها به طور کامل بسته می شوند، در غیر این صورت گاز می تواند روی سطح آب انباشته شود و مخلوط انفجاری ایجاد شود.
سیلندرهای خالی را به همان شیوه ای که به صورت کامل هستند را مدیریت کنید. سیلندرهای خالی به انبار یا کارخانه برای پرکردن شاخه ها و دریچه های بسته با فشار گاز باقی مانده تحویل می شوند. باقی مانده گاز در سیلندر استیلن نباید کمتر از مقادیر ذکر شده در جدول باشد.
فشار باقی مانده مجاز در سیلندر استیلن
دستگاه های استیلن قابل حمل در خارج از منزل تحت یک سایبان نصب می شوند. برای انجام کار موقت، مجاز است دستگاه دستگاه استیلن را در یک اتاق که حجم آن کمتر از 300 متر مکعب در واحد است، با توجه به اینکه این اتاق به خوبی تهویه می شود، نصب می کند. نصب گرید استیلن نزدیک تر از 10 متر از کارهای گرم ممنوع است. دستگاه با استفاده از دستگاه استیلن باید مراقب باشید، زیرا ممکن است به علت مخلوط باکتری استیلن با هوا و یا اکسیژن، با افزایش دمای غیر قابل قبول یا فشار استیلن منفجر شود.
دریچه ایمنی باید سالانه با فشار هیدرولیکی 6 مگاپاسکال بررسی شود. محکم شدن شیر غیر مجاز به صندلی پس از نصب آن باید بررسی شود و هر نفوذ به پریزۀ شعله وارد شود.
ممنوع است دستگاه استیلن کار را بدون مراقبت از دست بدهد، کار بدون آب بدون مهر و موم و در صورت خرابی آن غیر ممکن است، ممنوع است با دریچه های ایمنی معیوب کار کند یا جای آنها قرار گیرد.
کار بر روی کاربید غبار، بارگیری کاربید در ظروف مرطوب، بارگیری دستگاه بیش از استاندارد استاندارد و استفاده از کاربید گرانوله بیش از حد غیر ممکن است. کاربید کلسیم را به داخل آبیاری دستگاه از میله های فلزی و اشیاء دیگر که می تواند باعث جرقه شود، فشار ندهید.
حفاظت از تنفس جوشکار
در طول جوشکاری، گازهای مضر و اسپری ها ظاهر می شوند، مقدار و ترکیب آنها بستگی به روش جوشکاری، فلزات جوش داده شده و مواد جوشکاری، حالت جوشکاری دارد. اسپری منگنز، که می تواند آسیب های طولانی مدت و دائمی به سیستم عصبی ایجاد کند، حتی فلج، به ویژه برای سلامتی خطرناک است. بسیاری از اکسید ها، که در غشای مخاطی اندام تنفسی قرار دارند، آن را از بین می برند، باعث پدیده های آلرژیک، خونریزی و حتی آسم برونش می شوند. به خصوص اکسید های خطرناک کروم.
هنگام جوشکاری فلزات غیر آهنی در محیط زیست، ترکیبات گازدار مضر آزاد میشوند، مسمومیت آنها بر سلامت تاثیر میگذارد. بنابراین، برای محافظت از دستگاه تنفس جوش و کارگر در محل کار، ماسک های محافظ جوش و ماسک فیلتر باید مورد استفاده قرار گیرد.
به منظور این که تنفس در فرایند کار دخالت نداشته باشد، شما باید از ساختار سبک وزن مانند مدل های Snowball 201 و 301 استفاده کنید که به شرایط زیر برسند:
- تنفس ها در عین حال از اندام های تنفسی، از اجزای بسیار جامد و گازهای مختلف آلیاژهای جوشکاری، محافظت می کنند؛
- تنفس با سایر وسائل حفاظت چهره، چشم، سر (سپر، عینک، کلاه) سازگار است.
- تنفس ها تنش کمتری نسبت به سیستم تنفسی، بافت نرم و صورت دارند.
ویژگی های فنی تنفس های نوع "Snowball"، تولید شده توسط صنعت سریال، در جدول 1 آمده است.
جدول 1 مشخصات ماسک های برفی
علاوه بر تجهیزات حفاظتی شخصی، محل کار جوشکار با تهویه عرضه و خروجی مجهز شده است که یک ترکیب مطلوب از هوای اطراف را تضمین می کند.
مقدار ناخالصی های آزاد شده در عملیات جوش بر کیلوگرم مواد جوشکاری مصرفی، بسته به روش جوشکاری، در جداول 2 و 3 آورده شده است.
جدول 2 هنگام جوشکاری در گاز بی اثر
جدول 3 هنگام جوشکاری در دی اکسید کربن
محل کار جوشکار الکتریکی بخشی از ناحیه تولیدی است که به کارگر یا تیم اختصاص داده شده است، مطابق با الزامات فرآیند تکنولوژیکی با تجهیزات، ابزار، لوازم و غیره مجهز شده است.
هنگام سرویس دهی در محل کار باید:
- به موقع وظایف، لوازم و نقشه های قابل تعویض دریافت می شود؛
- تعمیر و نگهداری تجهیزات در شرایط کار؛
- برای تحویل مواد، قطعات، الکترودها و غیره؛
- کنترل کیفیت محصولات تولیدی؛
- نظم مناسب در محل کار را حفظ کنید
غرفه های کاری برای محافظت از جوشکارها از تابش جوش در جوشکاری دائمی استفاده می شود. برای هر کارگر، یک کابین جداگانه اندازه گیری 2 × 2.5 متر نصب شده است. دیوارهای آن را می توان از آهن نازک، تخته سه لا یا تورتل ساخته شده است. تخته سه لا و تیر کتانی باید با یک ترکیب مقاوم در برابر آتش، به عنوان مثال، با یک راه حل از آلوم پتاسیم آغشته شود. قاب کابین ساخته شده از لوله یا زاویه ای فولادی است، کف از مواد مقاوم در برابر آتش (آجر، بتن یا سیمان) ساخته شده است. دیواره ها به رنگ خاکستری روشن با جوهر هایی که اشعه ماوراء بنفش را به خوبی جذب می کنند (روی یا تیتانیوم سفید، تاج زرد). نور کابین باید حداقل 80 لکس باشد. کابین با تهویه محلی مجهز شده است (شکل 6.1) با تهویه هوا 40 متر مکعب بر ساعت در هر کارگر.
شکل 6.1 طرح مکش گازهای آزاد شده در جوشکاری از جوشگاه:
1 - مجرای هوا 2 - دروازه؛ 3 - گیرنده هوا؛ 4 - مشبک مهر و موم شده؛ 5 - visor
مکش تهویه باید محل قرار گیرد تا گازها هنگام جوشکاری، دور از جوشکار آزاد شوند. قطعات جوش بر روی دسکتاپ تولید می شوند. پوشش روی میز با ضخامت 20 ... 25 میلی متر از چدن ساخته شده است. پست جوش با یک ژنراتور، یک ترانسفورماتور یا ترانسفورماتور جوشکاری مجهز شده است (شکل 6.2).
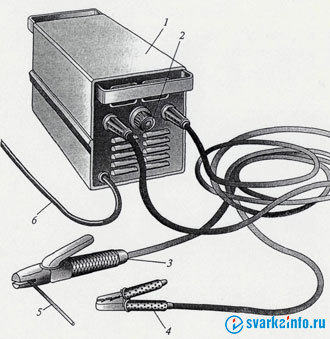
شکل 6.2 تجهیزات جوشکاری الکتریکی:
1 - ترانسفورماتور جوشکاری؛ 2 - دکمه تنظیم فعلی؛ 3 - نگهدارنده الکتریکی؛ 4 - کلیپ پایه؛ 5 - الکترود 6 - سیم برق
نگهدارنده های الکتریکی برای اصلاح الکترود استفاده می شوند و جریان را به صورت دستی عرضه می کنند جوشکاری قوس الکتریکی. خصوصیات اصلی آنها در جدول آمده است. 6.1
جدول 6.1 ویژگی های دارندگان برق
نگهدارنده های الکتریکی باید اطمینان حاصل کنند که الکترود را می توان در حداقل دو موقعیت قرار داد: عمود بر و در زاویه 115 درجه یا بیشتر به محور نگهدارنده الکتریکی. ضروری است که طراحی نگهدارنده الکتریکی امکان جایگزینی الکترود را در یک زمان بیش از 4 ثانیه فراهم کند. بخش های جاری نگهدارنده های الکتریکی باید دارای عایق قابل اعتماد با مقاومت حداقل 5 مگاوات برای جلوگیری از تماس مستقیم آنها با محصول جوش داده شده یا دست جوش باشند.
عایق دسته باید بدون شکست، ولتاژ آزمون 1500 و با فرکانس 50 هرتز برای 1 دقیقه مقاومت کند.
دمای سطح بیرونی دسته در عملیات امتیاز نباید بیش از 55 درجه سانتیگراد افزایش یابد. لازم است که مقطع دسته در محل دور کف نخل جوشکار به یک دایره با قطر نه بیشتر از 40 میلی متر
دارندگان برق باید قدرت مکانیکی کافی داشته باشند. نمودارهای برخی از انواع نگهدارنده های الکتریکی در شکل زیر نشان داده شده است. 6.3
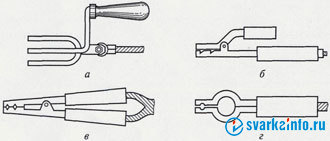
شکل 6.3 انواع دارندگان برق: a - چنگال؛ ب، ج - خرج کردن؛ د - با حلقه بهار
جدول 6.2 سطح مقطع سیم جوش بسته به قدرت جریان جوشکاری
به ابزار اضافی جوشکارها شامل گیره های پیچ، برس سیم، علامت ها، ضربه ها و چکش ها می باشد. برای اتصال سیم به محصول، گیره های پیچ از جمله گیره استفاده می شود، که در آن پایان سیم با لحیم سخت جوش داده شده است. گیره ها باید تماس محکمی با محصول جوش داده شوند.
سیم و سیم برس برای سلب سوراخ و حذف سرباره استفاده می شود - دستی و الکتریکی.
برای مهر و موم کردن درز ها، برش دادن مکان های معیوب، برداشتن چلپ چلوپ و سرباره، تمبر، مته و چکش است.
برای ذخیره سازی الکترود ها هنگام جوش بر روی نصب و راه اندازی استفاده می شود کیسه های بوم طول 300 میلی متر، از کمربند جوشکار معلق است. در شرایط کارگاه برای این منظور از شیشه ای با طول مشابه ساخته شده از بخش لوله با قطر 50 ... 75 میلی متر، با یک پایه جوش داده شده پایه استفاده کنید.
سیم جوش برای تامین جریان از دستگاه جوش یا ترانسفورماتور به نگهدارنده الکتریکی و محصول جوش داده می شود. نگهدارنده الکتریکی با یک سیم لاستیکی انعطاف پذیر انعطاف پذیر از تعداد زیادی سیم مسی شده و بریده شده با قطر 0.18 ... 0.2 میلیمتر تامین می شود.
ایمنی جوش الکتریکی
اشخاصی که به سن 18 سالگی رسیده اند که دارای خاصی بوده اند آموزش حرفه ایداشتن یک مجوز برای حق کار و گرفتن یک گروه واجد شرایط دوم در مورد ایمنی الکتریکی.
هر سال یک کمیسیون تحت نظر مهندس ارشد، معاینه دانش جوشکاران الکتریکی را انجام می دهد تا گواهینامه تایید گروه دوم اعتبار در مورد ایمنی الکتریکی را برای یک سال افزایش دهد. کمیسیون باید یک متخصص انرژی با یک گروه واجد شرایط در مورد ایمنی الکتریکی را که کمتر از پنجم است، شامل کند.
هنگام جوشکاری در تاسیسات تحت نظارت Gosgortekhnadzor روسیه، تمام جوشکارها باید طبق قوانین صدور گواهینامه جوشکار و متخصص تولید جوشکاری و مقررات تکنولوژیک برای صدور گواهینامه متخصصان جوش و متخصص جوشکاری، با تصویب فرمان Gosgortekhnadzor روسیه از تاریخ 25 ژوئن 2002، شماره 36.
تمام کارها در نصب، تعمیر و نظارت بر دستگاه های جوشکاری الکتریکی باید توسط یک برقکار انجام شود که دارای یک گروه الزامات ایمنی الکتریکی حداقل از سوم است. ممنوع است دستگاه جوش الکتریکی را به منبع تغذیه متصل کنید، فیوزها را جایگزین کنید و هرگونه تعمیر جوش برق را انجام دهید.
تمام دستگاه های جوشکاری الکتریکی باید محافظت شوند و قطعات چرخشی ژنراتورهای جوشکاری باید با نرده ها مجهز باشند.
ماشین های جوشکاری همراه با یک موتور احتراق داخلی باید توسط یک مکانیک موتور که دارای گواهی تایید برای این کار است، سرویس می شود. این دستگاه ها با پین های فلزی متصل شده و به زمین متصل شده و به بدن دستگاه متصل می شوند. تعداد پین ها، قطر و طول آنها با محاسبه تعیین می شود، بر این اساس که مقاومت آنها نباید بیش از 4 اهم باشد.
اگر امکان تهیه پایه حفاظتی وجود نداشته باشد، لازم است از یک دستگاه خاموش کننده حفاظتی استفاده شود.
قفل قابل اعتماد در هر کشو سوئیچ روشن (NRW) که دستگاه جوشکاری متصل است، باید وجود داشته باشد. لازم است که در جعبه با جوهر نامرغوب بنویسید: «خطر برای زندگی. ولتاژ 380 V مسئولیت ....... " در داخل درب جعبه دیاگرام اتصالات ترانسفورماتور قرار می گیرد، نشان دهنده قدرت آن و نیروی مجاز اتصال فیوز است.
نصب جوشکاری الکتریکی مکانیک اصلی سازمان را ثبت می کند. او دارای گذرنامه و دستورالعمل های عملیاتی است. تمام ترانسفورماتورهای جوشکاری، دستگاه ها و مبدل ها باید دارای شماره های کارخانه و موجودی باشند که تحت آن در مجله مکانیک اصلی ثبت شده اند.
هر دستگاه جوشکاری الکتریکی به یک سوئیچ چاقو فردی با یک سیم از بخش مربوطه متصل شده و فاصله بین دستگاه و دیوار حداقل 0.5 متر است.
اتصال دستگاه به شبکه باید مطابق با مارک پایانه های پایانه ها باشد.
کنترل ماشین آلات جوشکاری الکتریکی (سوئیچ چاقو، سوئیچ بسته، دکمه ها، شروع کننده ها، و غیره) باید دارای قفل ها یا موانع قابل اطمینان برای جلوگیری از فعال شدن خود به خود یا اتفاقی (خاموش شدن) باشد.
هنگام استفاده از چندین ترانسفورماتور جوشکاری در همان زمان، آنها باید قرار داده شود تا فاصله بین آنها حداقل 0.35 متر و عرض عبور آن حداقل 0.8 متر باشد.
اگر الزامات دستورالعمل برای تولید جوشکاری الکتریکی تولید شود، مجاز است ایمنی آتش نشانی و با هماهنگی واجد شرایط نوع کار با نماینده دولت آتش نشانی دولتی. هنگام کار در مکان های خطرناک، جوشکاران الکتریکی در قوانین ایمنی آتش آموزش دیده و پس از آن مقامات بازرسی آتش نشانی یک بلیط کنترل را صادر می کنند.
جوشکاری الکتریکی ممنوع است در مناطقی که مواد و مواد قابل اشتعال وجود دارد. مکانهای آتش نشانی و قرار دادن ژنراتورهای برق باید از مواد قابل احتراق در شعاع حداقل 5 متر پاکسازی شوند. جوشکاری الکتریکی در یخچالهای تحت ساخت و ساز تنها در اتاق و محفظه قابل جدا شدن از مواد قابل احتراق انجام می شود.
دستگاه های جوشکاری باید از دستگاه های حفاظتی در سمت عرضه داشته باشند.
ولتاژ بدون بار ولتاژ ترانسفورماتور جوش در سمت کم نباید بیش از 75 و 110 ولت باشد.
بدن دستگاه جوش الکتریکی، سیم پیچ ثانویه ترانسفورماتور و جوش داده شده باید قبل از وصل شدن به شبکه، به طور قابل اعتماد متروک شوند، و این زمین باید تا زمانی که دستگاه از شبکه قطع نشده باشد، شکسته شود.
برای اتصال سیم زمینی به بدن دستگاه جوشکاری الکتریکی، در یک مکان قابل دسترسی، لازم است یک پیچ با قطر 5 ... 8 میلیمتر نصب شود و آن را با کتیبه ای از "زمین" بالای ترمینال ترانسفورماتور جوشکاری باید چشمی و نشانه ها باشد: "سمت بالا" و "پایین سمت".
ترانزیستورهای اتصال ترانسفورماتورهای جوشکاری به شبکه های 380 و 220 وات در شکل 1 نشان داده شده است. 6.4 و 6.5
استفاده از تجهیزات فرآیند، سازه های فلزی ساختمان ها، ارتباطات، شبکه های زمینی و زمین، اتصالات آهن، سازه های تأسیسات برق، لوله کشی، گرمایش و فاضلاب به عنوان یک سیم خنثی بازگشتی ممنوع است.
سیم بازگشتی می تواند به عنوان یک تایر فلزی از پروفیل، ورق جوش، رکاب یا ساختار جوشکاری در صورتی که بخشی از جریان دید جوش داده شده از نقطه نظر گرم شدن امکان پذیر باشد.
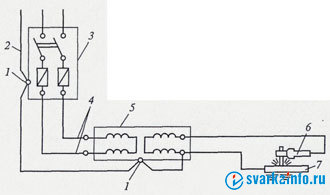
شکل 6.4 نمودار اتصال ترانسفورماتور جوش به ولتاژ اصلی 380 V:
1 - پیچ و مهره های زمینی؛ 2 - شبکه سیم زمینی؛ 3 - NRW؛ 4 - سیم های فاز عرضه 5- ترانسفورماتور جوشکاری 6 - نگهدارنده الکتریکی؛ 7 - بخش جوش داده شده
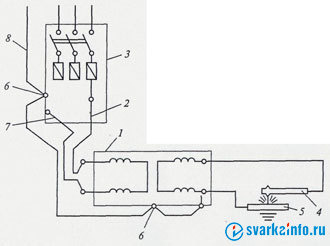
شکل 6.5. نمودار اتصال یک ترانسفورماتور جوش تک فاز به یک شبکه 220 وات:
1 - ترانسفورماتور جوشکاری؛ 2 - سیم فاز عرضه 3 - NRW؛ 4 - دارنده برق؛ 5 - بخش جوش داده شده 6 - پیچ و مهره های زمینی؛ 7 - سیم صفر؛ 8 - سیم زمینی
عناصر فردی سیم بازگشتی باید با پیچ و مهره ها، گیره ها یا بست ها متصل شوند.
سیم کشی بین واحد جوش و نگهدارنده الکتریکی باید از سیم در مطابقت با استاندارد دولتی ساخته شود، با توجه به شرایط جاری و شرایط ایمنی.
لازم است اقدامات لازم در برابر خسارت عایق بر روی سیم ها (کابل) انجام گیرد و تماس آنها را با آب، روغن، کابل های فولادی، شیلنگ های گازهای قابل اشتعال و لوله های داغ نداشته باشند. استفاده از سیم جوش الکتریکی با نوار یا عایق آسیب دیده ممنوع است. اگر یک سیم آسیب دیده را جایگزین نکنید، باید آن را در یک شلنگ لاستیکی قرار دهید.
طول سیم های بین دستگاه های جوشکاری برق و تلفن همراه نباید بیش از 10 متر باشد و سیم ها باید از آسیب های مکانیکی محافظت شوند.
سیمهای جوشکاری باید با لحیم کاری داغ، جوشکاری، با استفاده از آستینهای متحرک دارای یک غلاف عایق بندی شده و جوشهای جوش داده شده و جوش داده شده سیمها باید با دقت عایق بندی شوند.
هنگام حرکت دستگاه جوشکاری باید از منبع برق قطع شود.
دسته از نگهدارنده الکتریکی برای جوشکاری دستی از مواد دی الکتریک گرمازا ساخته شده است. دارنده باید یک گیره قابل اعتماد و تغییر سریع الکترودها را فراهم کند و همچنین امکان اتصال کوتاه از بدن نگهدارنده الکتریکی را به قطعه کار که در طی وقفه های موقت کار جوش داده می شود یا اگر به طور تصادفی بر روی اشیاء فلزی افتاده باشد، حذف می کند.
قبل از شروع کار، جوش الکترود موظف است که عایق سیم برق و نگهدارنده الکتریکی، حضور و پایه مناسب بدن جوش، سیم پیچ ثانویه ترانسفورماتور، بخار جوش داده شده و پوشش سوپاپ چاقو، قابلیت اطمینان اتصالات سیم برق به دستگاه و اطمینان از اینکه هیچ مواد قابل اشتعال در محل کار وجود ندارد جوشکاری الکتریکی به موارد قابل اشتعال باید حداقل 10 متر باشد و وقتی باد به سمت قابل اشتعال هدایت می شود حجاری مواد - کمتر از 20 متر) است.
برای جوش زدن مبدل های جوش و ترانسفورماتورهای جوشکاری لازم است:
- پیچ اتصال زمین را بر روی مبدل جوش مبدل با یک کابل شل چهار هسته ای به هادی زمینی متصل کنید؛
- برای تامین یک ترانسفورماتور جوشکاری تک فاز، برای جایگزینی یک کابل سه هسته شل با یک هسته پایه، که در یک طرف به محفظه و انتهای دیگر به پیچ اتصال زمین در NRW متصل می شود؛
- زمین پایین تر از ترانسفورماتور جوش (از سمت سیم متصل به بخش جوش).
هنگام جابجایی الکترود، وقتی که جوشکار دست خود را با دست و یا بخش های در معرض آن نگه می دارد، خطر بیشتر رخ می دهد. بنابراین، به سختی ممنوع است که بخشی از جوش را با دست دیگر لمس کنید.
جویدن الکتریکی در طول رعد و برق، باران یا برف ممنوع است.
جوشکار الکتریکی موظف است که لباس و کفش را به دقت پر کند تا محافظت قابل اطمینان در برابر اشباع فلز مذاب را فراهم کند (کتهای بوم و شلوار بر روی ژاکت، جلیقه های جلیقه با دریچه بسته، کفش ها به شدت شسته شده اند).
در هنگام کار در اتاق ها و مخازن بسیار خطرناک، دستگاه جوشکاری الکتریکی باید به صورت الکتریکی متصل شود، که در صورتی که الکترود در حالت آماده به کار جایگزین شود، خاموش شدن اتوماتیک مدار جوشکاری را تضمین می کند.
در عروقهای تحت فشار و همچنین درون عروقی که از مواد قابل اشتعال، مواد منفجره، قابل احتراق و مواد سمی تمیز نیست، جوش ندهید (پس از تمیز کردن این ظروف باید به علت نبود مواد خطرناک و مضر بررسی شود). علاوه بر این، مجاز به جوش ساختارهای تازه رنگ شده و خطوط لوله تا زمانی که رنگ کاملا خشک است.
جوشکاری الکتریکی موظف است از دستکشهای الکتریکی، فرش و فرش هنگام جوشکاری در فضای محدود و در خیابان پس از باران یا بارش برف استفاده شود.
دستگاه جوشکاری الکتریکی باید به طور منظم، حداقل یکبار در ماه، بررسی شود:
- فقدان مدار در مسکن؛
- یکپارچگی سیم زمینی؛
- کارایی عایق سیم های تامین (مقاومت عایق باید حداقل 0.5 MΩ باشد)؛
- فقدان قطعات زنده باریک؛
- هیچ اتصال کوتاه بین سیم پیچ های ولتاژ بالا و پایین وجود ندارد.
در پایان کار جوش لازم است که نظم را در محل کار بازگردانید. در مورد اشباع شدن اشیاء باید آنها را با آب پر کنید.
هنگامی که یک ایستگاه جابجایی تلفن همراه باید آتش خاموش کننده دی اکسید کربن داشته باشد، احساس یا احساس می شود، بیل، لنگ و تبر.
تمام کار جوش باید مطابق با الزامات "قوانین ایمنی کار با ابزار و لوازم جانبی" انجام شود.
افراد جوانی که جوانتر از 18 سال نیستند و تحت آموزش و آزمایش ویژه ای از دانش نظری، مهارت های عملی، دانش ایمنی و گواهی جوشکاران بوده اند، اجازه جوشکاری و جوشکاری الکتریکی را داده اند. همه جواهرسازان باید از دستورالعمل های حفاظت از کار مطلع شوند.
گذرگاه بین منابع جریان جوش باید حداقل 0.8 متر باشد. گذرگاه ها بین گروه های ترانسفورماتور جوشکاری باید عرضی حداقل 1 متر داشته باشند. ترانسفورماتور جوشکاری بیش از تنظیم کننده جاری ممنوع است.
جوشکاری الکتریکی در هنگام بارش باران و بارش برف ممنوع است، در غیاب کانوپی در تجهیزات جوشکاری الکتریکی و محل کار. در جوشکاری الکتریکی در مکان های مرطوب، جوشکار باید روی کف تخته های خشک یا فرش دی الکتریک باشد.
در هر مکانی از محل کار، جوشکار مجبور است دستگاه جوشکاری را خاموش کند. در جوشکاری الکتریکی جوشکار باید از تجهیزات حفاظتی فردی استفاده کند: یک سپر که برای محافظت از چهره و چشم ها، دستکش ها برای محافظت از دست ها استفاده می شود. لباس باید از مواد نسوز با هدایت الکتریکی کم، کفش چرمی ساخته شود.
در طول عملیات جوشکاری گاز، سیلندر اکسیژن در یک اتاق با سیلندر گاز قابل اشتعال، و همچنین کاربید کلسیم، رنگ و روغن (چربی) ممنوع است. سیلندرها باید بر روی چرخ دستی های خاص، ظروف و دستگاه های دیگر منتقل شوند تا موقعیت پایدار سیلندر را تضمین کنند. سیلندر را روی شانه ها و بازوهای خود حمل نکنید. سیلندر نشت گاز نباید برای عملیات یا حمل و نقل استفاده شود.
سیلندر را حرارت ندهید تا فشار را افزایش دهد. هنگام انجام کارهای جوشکاری گاز ممنوع است از سیگنال های گاز استفاده کنید و از آتش باز استفاده کنید. طول کل شیلنگ نباید بیش از 30 متر باشد. قبل از اتصال شلنگ به مشعل، باید آن را با گاز کار کنید. هر پنجم سال، سیلندر گاز باید بررسی شود. در انتهای کار دریچه های سیلندر باید بسته شوند.
حفاظت از کار
حفاظت از کار در شرکت و بهداشت صنعتی
کارهای جوشکاری به عنوان کار با درجه بالاتر از خطر طبقه بندی می شود که منجر به افزایش نیاز به سازماندهی محل کار، نگهداری تجهیزات و تجهیزات می شود. نقض این الزامات به منظور اجتناب از موارد آسیب زا (مسمومیت گاز، شوک الکتریکی و غیره) ممنوع است. هنگام کار، جوشکار باید با جریان الکتریکی بیش از 1000A و ولتاژ 24 تا 220 / 380V کار کند. گازهای اکسیژن و قابل احتراق مورد استفاده در جوشكاري گاز، پوشش و برش فلزات به محل كار در حالت فشرده و اغلب تحت فشار بالا عرضه می شوند. گازهای قابل احتراق، مخلوط شدن با هوا و یا اکسیژن، منجر به انفجار یک جرقه از هر منبع، شعله باز، بدن گرم و دیگر ضربه های حرارتی می شود. گاز به طور گسترده ای مصرف استیلن است، حتی اگر اکسیژن و هوا وجود نداشته باشد، انفجاری است. هنگام دریافت استیلن در ژنراتورهای ویژه در محل کار، خطر جدی ایجاد می شود.
اکسیژن تحت فشار بالا در یک بالون دارای فعالیت شیمیایی بالا است، به ویژه هنگامی که آن را در تماس با روغن و چربی های مختلف - حیوانات، مواد معدنی و سبزیجات. برش فلزات با انتشار مقدار زیادی از فلز مذاب و سرباره از محل برداشت همراه است.
این همه باعث می شود که محل کار جوشکاری یک منطقه از خطر افزایش یابد.
ایمنی برق
در طی جوشکاری الکتریکی، گذرگاه های بین ایستگاه های تک ایستاده جوش برای جوشکاری فیوژن، برش، پوشش باید دارای عرضی کمتر از 0.8 متر باشد، بین منابع چند ایستگاه - کمتر از 1.5 متر، فاصله از منابع تک و چند ایستگاه جریان جوش به دیوار باید حداقل 0.5 متر باشد
کنترل کننده جریان جوشکاری می تواند در نزدیکی یا بالای ترانسفورماتور جوشکاری قرار گیرد. ترانسفورماتور جوش بالای تنظیم کننده جریان را نصب نکنید.
جوشکاری الکتریکی در حین بارندگی و برف ممنوع است در صورتی که در مواقع سایبان بر روی دستگاه جوشکاری الکتریکی و محل کار وجود نداشته باشد.
هنگامی که جوش الکتریکی در محل های صنعتی کار می کند، محل های کاری جوشکار باید از محل های کار مجاور و سطوح با صفحات ضد آب (صفحه نمایش، سپر) با ارتفاع حداقل 1.8 متر جدا شوند.
در جوشکاری الکتریکی در مکان های مرطوب، جوشکار باید روی کف تخته های خشک یا فرش دی الکتریک باشد.
در جوشکاری الکتریکی جوشکار و دستیاران آن باید از تجهیزات حفاظتی شخصی استفاده کنند: کلاه ایمنی ساخته شده از مواد غیر رسانایی است که باید به راحتی با یک سپر محافظت شود که از چهره و چشم محافظت می کند: عینک های محافظ با عینک های بی رنگ برای محافظت چشم از قطعات و سرباره داغ هنگام سوزاندن جوش چکش یا چکش دستکش با دستکش و دستکش، لباس های ویژه ساخته شده از مواد مقاوم در برابر جرقه با هدایت الکتریکی کم، کفش های چرمی.
ایمنی آتش نشانی
جرقه و قطره فلز مذاب و سرباره، دستکاری بی دقت شعله مشعل در حضور مواد قابل احتراق در نزدیکی محل کار جوشکار می تواند علل آتش سوزی در طی جوشکاری باشد.
برای جلوگیری از آتش سوزی، باید موارد زیر را مشاهده کنید پیشگیری از آتش سوزی: مواد قابل اشتعال یا قابل اشتعال را در نزدیکی محل جوش نگهداری نکنید و همچنین کار جوش را در اتاق های آلوده به جوراب های روغن، کاغذ، زباله های چوبی انجام دهید.
ممنوع است استفاده از لباس و دستکش با ردیابی روغن، چربی، بنزین، نفت سفید و دیگر مایعات قابل اشتعال باشد. جوشکاری و برش سازه های رنگ شده با رنگ روغن، انجام نمی شود تا زمانی که کاملا خشک شوند
جوشکاری دستگاه تحت فشار و ولتاژ و مخازن ممنوع است.
شما باید به طور مداوم تجهیزات آتش نشانی - آتش خاموش، سد کیسه، بیل، سطل، شیلنگ آتش نشانی و نظارت بر شرایط کارآمد خود را داشته باشید و همچنین سیستم زنگ خطر آتش نشانی را حفظ کنید؛ پس از اتمام کارهای جوشکاری، لازم است دستگاه جوشکاری را خاموش کرده و همچنین اطمینان حاصل شود که هیچ جسم سوزنی یا درخشان وجود ندارد.
بخش اقتصادی
ساختار سازمانی
کارشناسی ارشد مسئولیت کارکنان است:
مستقیما برای تمام کارها در زمینه اجرای کارهای برنامه ریزی، حفاظت از کار، اقدامات ایمنی، به طوری که تمام محل های کار را با واحدهای کاری کار می کند، هدایت می کند؛
تجزیه و تحلیل ایمنی تجهیزات تولید و فرآیندهای کاری را انجام می دهد، اقداماتی را برای افزایش سطح ایمنی خود اعمال می کند؛
روزانه در گزارش بهداشتی گزارش تخلف و حذف علل نقض می شود؛
چک کار بر روی حفاظت از کار و اقدامات انضباطی؛
کیفیت کار را نظارت می کند، وضعیت مدارک را برای دستور کار کارگران در مغازه بررسی می کند؛
در دسترس بودن و به روز شدن سیستماتیک تجهیزات تصویری برای حفاظت از کار در سایت و محل کار کنترل می کند.
معاون رئیس این کارگاه:
مسئولیت وظایف، کار برنامه ریزی شده در سایت ها، برای ایمنی، قابلیت کارکرد تجهیزات، نظارت بر کیفیت و اجرای وظیفه به موقع است.
سایت سر:
نظارت بر سلامت منابع انرژی؛
نظارت بر پیشرفت جوش؛
مسئول ایمنی در سایت خود، مسئول اجرای کار برنامه ریزی شده است.
تخصیص تخلیه به جوشکارها؛
نظارت بر کیفیت کار انجام شده؛
هنگام انجام هر کار بر روی سایت، ایمنی را مستقیما کنترل می کند.
گزارش کار انجام شده در طول روز.




