ویژگی های جوشکاری مافوق صوت فلزات. جوشکاری التراسونیک. اصل جوش اولتراسونیک
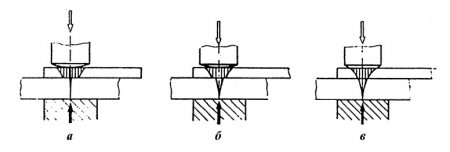
(ultraschall-schweissen؛ جوشکاری فراصوت) جوشکاری فشار در هنگام ارتعاشات اولتراسونیک است. این مفصل به دلیل اثر متقابل نیروهای فشاری و ارتعاشات مکانیکی با فرکانس بالا شکل می گیرد که همراه با انحراف مماسی نسبی دامنه کوچک سطوح متصل شده و گرمایش فلز در منطقه جوشکاری است. نیروی عمود بر روی سطوح متحرک عمل می کند و ارتعاش باعث می شود جابه جایی کم آنها با فرکانس اولتراسونیک باشد. هنگامی که این اتفاق می افتد، یک تغییر شکل پلاستیکی کوچک از سطح فلز در منطقه جوشکاری و تشکیل سطوح جوانه و اتصالات آنها. مدت زمان فرایند در ثانیه و چند ثانیه اندازه گیری می شود. جوشکاری التراسونیک از فلزات برای تولید مفاصل نقطه و درز و همچنین برای جوش در امتداد خطوط استفاده می شود. نمودار طرح جوشکاری التراسونیک در شکل 1 نشان داده شده است. 1
جوشکاری التراسونیک دارای مزایای فراوانی و فرایند بسیار دقیق است. این اجازه می دهد، برای اولین بار، برای اجتناب از استفاده از قطعات و محصولات اتحاد، مانند پرچ ها و براکت. علاوه بر این، این تکنولوژی جوشکاری نیازی به گرم کردن محیطی از مواد در بخش معمولی نخواهد داشت. استفاده از فرآیند اکستروژن اختیاری است.
چرا جوشکاری التراسونیک را استفاده کنید
جوشکاری تزریق پلاستیک یا پلاستیک، بر خلاف جوشکاری شعله، هوای داغ یا جوشکاری ببر، نیازی به گرما ندارد. گرمایش تنها در نقطه اتصال و در تماس با sonotrode با مواد به علت دستگاه اولتراسونیک انجام می شود. علاوه بر این، دوام قطعات متصل شده با استفاده از این تکنولوژی جوشکاری پلاستیکی تضمین شده است. این بهترین روش جوشکاری صنعتی برای پیوستن به دسته های متوسط و کوچک است، بر خلاف لحیم کاری ماشین جوشکاری یا ماشین جوشکاری
شکل 1. نمودار شفاف از جوش اولتراسوند نقطه (I) و جوش (b): 1 - قطعات جوش داده شده، 2 - ترانسفورماتور ارتعاش الاستیک، P - نیروی فشاری، 3 - نوک جوش (غلتک)، 4 - پشتیبانی پدال (غلتک پشتیبانی)، 5 - جوش داده شده (جوش)، w.z.k. - ارتعاشات اولتراسونیک.
نوک جوش 3 (برای جوشکاری جوشکاری - غلتک) منطقه و حجم منبع منبع ارتعاشات مکانیکی اولتراسونیک را مستقیما در ناحیه جوش تعیین می کند. این باید ارتعاشات را برای تحریک اصطکاک بین سطوح قطعاتی که با کمترین زیان بین آن و قسمت بالای آن پیوند خورده است، منتقل کند. مقدار دامنه نوسانات معمولا در محدوده 10 ... 25 میکرون است.
بنابراین، فرایند جوشکاری فلزی اولتراسونیک در شرایط اصطکاک بوجود می آید که ناشی از حرکات نسبی حرکتی میکروسکوپی مناطق سطح فشاری است که با انتشار گرما همراه است. انتشار ارتعاشات اولتراسونیک در طی جوشکاری نشان داده شده است. 2
بنابراین، نباید از خطر تخریب به علت دما، از مواد، نباید برای جوشکاری گرم شود، اما آزمایش غیر مخرب ممکن است. بنابراین، ساختار دستگاه های الکترونیکی می تواند پلاستیک را جوش دهد. این به خاطر شور و شوق قوی این تکنولوژی در زمینه صنعت، به ویژه با ظهور مقدار زیادی از تجهیزات در لبه فن آوری است که امکان برش صدای اولتراسونیک را فراهم می کند.
جوشکاری التراسونیک: جوشکاری در موسیقی. جوشکاری ابزاری برای نصب دائمی است که به منظور ایجاد تداوم در طبیعت مواد جمع آوری شده طراحی شده است: فلزات و پلاستیک مخصوصا. جوشکاری امکان نصب مستمر را با ادغام لبه های اتصال به قطعات و اجتناب از عرضه قطعات و محصولات از مفصل مانند پرچ ها، براکت ها، پیچ و مهره ها فراهم می کند.
شکل 2. توزیع U.K. هنگام جوش و - شروع جوش؛ B - فرآیند جوشکاری؛ c - پایان روند.
مطالعات نشان داده است که در هنگام جوشکاری اولتراسونیک، دو منبع اصلی گرما وجود دارد. یکی در منطقه تماس با نوک جوش (غلتک) با بخشی است، دوم در منطقه اتصال بخشی است. انتشار گرما در نوک جوش به علت اصطکاک آن با بخار و منجر به تغییر شکل پلاستیک سطح بیرونی قسمت زیر نوک است. انتشار گرمايي بين قطعات به علت عملكرد تنش فشاري طبيعي و تنش برشي است كه منجر به اصطكاك داخلي و داخلي در فلزات و تغيير شكل پلاستيكي در منطقه جوش مي شود.
نوک جوش ارتعاشی در لحظه اول جوش، گرمای شدید در ناحیه تماس با آن را ایجاد می کند. ارتعاشات التراسونیک با برخی از تاخیر ها به منطقه جوشکاری منتقل می شود (شکل 2 را ببینید).
نیروی فشرده سازی ارتعاشات اولتراسونیک را به منطقه جوش انتقال می دهد. حداقل مقدار آن که در آن مفاصل شروع به تشکیل می دهند، بستگی به مواد جوش داده شده و ضخامت آنها دارد و مقدار بهینه با افزایش دامنه ارتعاش افزایش می یابد.
همانطور که فشار تماس افزایش می یابد، سرعت گرمایش اولیه افزایش می یابد، به دلیل بهبود ارتباط بین نوک جوش و قطعات. میزان گرمای قطعات نیز به شکل و شرایط سطح نوک بستگی دارد.
دما در منطقه جوشکاری بستگی به سختی و خواص ترموفیزیکی مواد جوش داده شده، قدرت سیستم نوسان و پارامترهای حالت جوشکاری دارد. گرما در منطقه جوش معمولا 0.6 نقطه ذوب را فراتر نمی گذارد. تحت عمل اصطکاک، گرما و تغییر شکل پلاستیک، فیلم های آلوده تخریب و حذف شده از منطقه فشرده سازی، که باعث می شود گره های تنظیم، گسترش آنها و شکل جوش داده شده. ثابت شده است که ارتعاشات اولتراسونیک به حذف فاکتورهای چرب به دلیل توسعه فرآیند حفره در شرایط عمل در میکرومولکات فردی از فشارهای متناوب و رفع فاکتورها کمک می کند. بنابراین جوشکاری مافوق صوت حتی در صورت آلودگی سطحی سطح چربی نیز ممکن است انجام شود. با این حال، معمولا قبل از جوشکاری سطوح را از بین می برید، زیرا این امر قطر نقاط جوشکاری را افزایش می دهد. ارتعاشات التراسونیک همچنین باعث کاهش کشش سطحی فلزات می شود، تشکیل مراکز فعال و تنظیم سطوح، فرایندهای انتشار و کریستالیزاسیون را به طور قابل توجهی سرعت می بخشد. بنابراین تشکیل یک ساختار بلوری در منطقه جوش بسیار سریع است.
جوشکاری التراسونیک را می توان با گرمایش پالسی از محل جوشکاری از یک منبع حرارت جداگانه انجام داد که باعث می شود نیروی فشاری، دامنه و طول عمر ارتعاشات اولتراسونیک و تغییر شکل فلز را کاهش دهد. این روش برای جوشکاری مافوق صوت microdetails طراحی شده است. عناصر جوش داده شده در معرض عمل ارتعاشات اولتراسونیک و حرارت دادن به طور همزمان یا در یک دنباله خاص هستند.
این روند به شرح زیر است: اول، ابزار جوشکاری با یک نیروی کوچک به بخار فشار داده می شود، سپس یک جریان الکتریکی از طریق آن عبور می کند تا آن را گرم کند و در همان زمان (یا با تاخیر یا تاخیر) موجب ارتعاشات اولتراسونیک می شود. این روش به جوش کردن مواد با خواص فیزیکوشیمیایی مختلف اجازه می دهد.
یک نظر وجود دارد که موفقیت آمیز است جوشکاری اولتراسونیک مواد متفاوت ممکن است، در صورتی که تفاوت در شعاع اتمی قطعات متصل شده است بیش از 15 ... 18٪ نیست. این شرایط با ایده کلی از وجود راه حل های جامد مطابقت دارد. با تفاوت شعاع اتمی در حدود 19 ... 44٪، جوشکاری فلزات پیچیده تر می شود. مطالعه A. O. Rossoshinsky به ما اجازه می دهد با استفاده از جوشکاری مافوق صوت، اتصالات قابل اعتماد بین مواد با تفاوت های قابل توجه در شعاع اتمی و تفاوت های خواص فیزیکی و شیمیایی، به عنوان مثال، بین سرامیک و فلزات به دست آوردن. نویسنده توضیح می دهد که تشکیل ترکیبات با حرکت خاص فلز در منطقه جوش توضیح می دهد. تغییر شکل میکروپروتوزیون ها تحت اثر ارتعاشات و فشرده سازی آنها منجر به نفوذ متقابل و مخلوط کردن مواد ترکیب شده می شود که کیفیت جوشکاری را تضمین می کند.
در جوشکاری اولتراسونیک، به رغم مدت کوتاهی فرایند، فرآیندهای شکل گیری تماس فیزیکی، فعال شدن سطح و تعامل حجمی را می توان تشخیص داد. تمام این فرآیند ها تحت عمل ارتعاشات اولتراسونیک رخ می دهد. بنابراین، گاهی اوقات امکان توسعه فرایندهای خستگی در ناحیه اتصال جوش تحت تاثیر ارتعاشات طولانی مدت و کاهش قدرت مفاصل به علت تخریب جزئی از گره های تنظیم وجود دارد.
یکی از روش های مؤثر ساخت سازه های جوشکاری از مواد جامد مختلف، روش پیوند با ارتعاشات اولتراسونیک است. این اجازه می دهد تا شما را به جوش نه تنها مواد همگن، بلکه عالی در ترکیب آلیاژ. این امر با عرضه انرژی مکانیکی ارتعاشی به منطقه جوشکاری حاصل می شود.
تعریف جوشکاری هنگامی استفاده می شود که دو بخش به گونه ای متصل شوند که تداوم ماده بین دو عنصر به گونه ای است که در سطح اتمی این دو بخش تنها یک شکل تشکیل می دهند. برای این منظور جوشکاری مافوق صوت، که فقط برای پلاستیک و پلیمرهای پلاستیکی استفاده می شود، نیازمند ریز کردن مواد روی لب قطعات جوش است.
اول، جوشکاری نیاز به ادغام تمام قطعات مورد نیاز را دارد، قبل از اینکه آنها را به یک گره منسجم تبدیل کند. این همجوشی ماده در اینجا توسط انتشار اولتراسوند ارائه شده است که مولکولهای داخل ماده را تحریک می کند. این تحریک مولکولی باعث ایجاد گرمای داخلی قابل مقایسه با مایکروویوهای اجاق خانواده می شود. جوشکاری مافوق صوت با مقاومت جوشکاری مقایسه می شود.
جوشکاری التراسونیک فلزات تحت عمل یک سیستم میله ای از ارتعاشات انجام می شود. تجهیزات آن شامل یک کنتراش سونوگرافی مجهز به نوک جوش و یک مبدل رزونانس است. قطعات مورد نیاز برای جوشکاری با نیروی بسته به انواع ترکیبات محصول و ضخامت آنها فشرده می شوند. این روش در ساختار سازه های پشتیبانی از هواپیمایی، خودرو و برخی از شاخه های دیگر از تولید صنعتی استفاده می شود. برای فلزات مستعد تشکیل ترکیبات شکننده و همچنین در جوشکاری ورقه های نازک است.
مواد قابل جوشکاری سرد
یک مبدل الکترومغناطیسی یا رادیویی که اولتراسوند را ایجاد می کند، یک sonotrode برای ارسال سونوگرافی به قطعات جوش داده شده، مطبوعات برای حفظ قطعات تحت جوش تحت فشار. سونوگرافی را می توان تنها پلاستیک یا پلیمری-پلاستیک جوش داده شود. فشار و طول موج صدا باید برای هر ماده مورد بررسی قرار گیرد.
تجهیزات جوشکاری التراسونیک
مزیت جوشکاری مافوق صوت این است که حرارت مواد محیطی را در یک بخش کاملا رسانا و غیر الکتریکی هدایت نمی کند. دستگاه جوشکاری اولتراسونیک لزوما یک کارگاه است که توانایی تولید ژنراتور اولتراسونیک، مطبوعات و انیمیشن سوناتروده را دارد.
جوشکاری التراسونیک یک راه منحصر به فرد برای ایجاد اتصالات است. اصلی او ویژگی متمایز در نظر گرفته شده است که قادر به ترکیب مواد با حداقل مقاومت در برابر برق است. علاوه بر این، قبل از جوشکاری، از سطوح سطوح قبل از جوشکاری خاصی برخوردار نیست؛ لازم نیست که آنها را از اشکال و پلی اتیلن تمیز کنید. حتی هنگام استفاده از سونوگرافی، می توان محصولات را با ضخامت هایی که صدها برابر بزرگتر از سایر روش های جوشکاری است، وصل کنید.
اصل عمل جوش دستگاه اولتراسونیک.
- نمایندگی و هماهنگی قطعات جوش داده شده.
- سقوط سوناتروده و افزایش فشار در دو بخش.
- انتشار سریع حرارت اولتراسونیک مواد به دمای ذوب.
- فشار تعمیر و نگهداری در خلال کوتاه مدت
- بخش های مونتاژ را آزاد کنید
راه های بسیاری برای جوش دو بخش وجود دارد: جوشکاری با تیغه های گرمایش، جوشکاری التراسونیک، جوشکاری دوار، چرخش، لیزر یا جریان فرکانس بالا. با توجه به ابزار ارتعاشی، قطعاتی که باید در فرکانس های بالا جوش شوند، ارتعاش می کنند.
ویژگی های جوشکاری پلیمرها با استفاده از سونوگرافی
طیف گسترده ای از استفاده در جوشکاری پلیمر اولتراسونیک. مزایای آن عبارتند از عدم امکان گرمای بیش از حد مواد، توانایی اتصال لبه ها در مکان هایی با دسترسی دشوار و محصولات با پوشش های خارجی. علاوه بر این، جوشکاری مافوق صوت به پردازش مواد با فاصله زمانی کمی در طول کریستالیزاسیون کمک می کند.
لرزهای تولید شده گرمای قابل توجهی در سطح تماس این دو بخش ایجاد می کنند که پدیده جوشکاری را با جوش حرارتی ایجاد می کند. ما در مورد سونوگرافی صحبت می کنیم، زیرا فرکانس های استفاده شده از توان شنوایی گوش انسان بیشتر است: معمولا از 20 kHz تا 70 kHz.
دامنه دامنه از 10 تا 120 میکرومتر بسته به نوع مواد و شکل قطعات مورد نیاز می باشد. البته، فقط برای جوشکاری این نوع جوشکاری می توان از مواد داغ ذوب استفاده کرد. اثر مکانیکی اثر حرارتی. . نسل اولتراسونیک توسط Triplet Langevin معرفی شده است.
اصل کارکرد تجهیزات جوشکاری اولتراسونیک پلیمرها به شرح زیر است: ورق های جوش داده شده بر روی یکدیگر قرار می گیرند و به شدت در برابر حمایت حمایت می شوند. ابزار جوشکاری با اتصال به یک دستگاه تبدیل اولتراسوند با نیروی لازم برای آنها تامین می شود. این کار با ورود ژنراتور به عمل آورده شده است. از تنش با فرکانس اولتراسوند عمل می کند، کشش پلیمری رشد می کند. علاوه بر این، در جوش ورقه ورقه ورقه نازک، آن را به کل حجم قسمت بین پشت و ابزار و برای محصولات با ضخامت های زیاد گسترش می دهد - فقط به قسمت تماس لبه های جوش داده شده. برای چسبندگی بهتر، هنگام اتصال قطعه های بزرگ، بی نظمی می تواند به طور خاص به لبه های خود اعمال شود.
سرامیک پیزوالکتریک قطبی، که توسط یک میدان الکتریکی سینوسی تحریک می شود. نوسانات دامنه کم و نیرو. دامنه های به دست آمده کوچک هستند و محاسبه سود در مواد نیمه طول موج به شرح زیر تعیین می شود.
ما می توانیم مدل سازی تلاش های مخالف Nastran را ببینیم. در حالت سبز: دامنه تحریک در قرمز: دامنه حاصل در سیاه و سفید: گره لرزش. در مدار اولتراسونیک، افزایش در سطح شکم ارتعاشی پیشرفت می کند و گره های دارای دامنه های صفر با محدودیت های شدید.
در آغاز جوشکاری پلاستیکی اولتراسونیک، تعامل فیزیکی سطوح با فعال شدن مولکولهای پلیمری به دلیل شکستن پیوندهای شیمیایی رخ می دهد. گام بعدی واکنش شیمیایی مواد جوش داده شده به یکدیگر است که بعدا به نفوذ متقابل وارد می شود. تغییر شکلها مواد پلیمری تحت اثر فرکانس، سونوگرافی حرارت آنها را به دمای لازم برای ذوب بلوری و یا انتقال پلاستیک به حالت چسبناک تحریک می کند. در عین حال، فرآیند پراکنده جداول جداگانه ماکرومولکول با مخلوط کردن ترکیبات چسبنده پلیمرهای متصل می شود. جوش پذیری یک ماده توسط اندازه این قطعات تعیین می شود؛ هرچه بزرگتر باشد، کیفیت آن بهتر است. جوش جوش. قدرت ترکیب حاصل توسط هر دو ویژگی های فیزیکی و مکانیکی اشیاء جوش داده شده و قابلیت های دستگاه جوش اولتراسونیک تعیین می شود.
دو تکنیک برای استفاده های مختلف
این کار عمدتا به جوشکاری گرمانرم در یک ایستگاه ثابت اقتباس شده است.
نرم افزارهای سونوگرافی صنعتی
- کار تحت فشار: sonotrode به عنوان یک ابزار گرم استفاده می شود.
- فشار باعث دستیابی مکانیکی می شود.
- کار در شکاف هوا: شکاف در نیمه دامنه حفظ می شود.
- اثر حرارتی و اثر مکانیکی ترکیب شده است.
- این کار برای برش و جوشکاری مواد نازک سازگار است.
- توجه داشته باشید عدم ارتباط بین sonotrode و عصای.
پیش نیازهای لازم برای تشکیل یک جوشکاری با کیفیت بالا تحت اثر مکانیک نوسان کننده مبدل اولتراسونیک ایجاد می شود. انرژی ارتعاش به این ترتیب موجهایی از برش و فشرده سازی (تنش) را تشکیل می دهد که به افزایش الاستیک کششی پلیمر کمک می کند. هنگامی که آن را به دست می آید، تغییر شکل پلاستیک در منطقه تماس بین پلاستیک که در حال پیوستن است تشکیل شده است. نتیجه آن، و همچنین به عنوان اثرات ارتعاشات اولتراسونیک، گسترش مناطق تماس مستقیم با حذف همزمان گاز، اکسید سطحی، فیلم های آلی و مایع از آنها است. این همه کمک به قدرت اتصال شکل می گیرد.
جوشکاری بسیار تمیز و بسیار سریع، هیچ جوشکاری اضافه شده است. نصب و راه اندازی آسان و خودکار. تکرارپذیری: هیچ عملیات تمیزکاری قبل یا بعد از جوشکاری. ژنراتور: یک جریان متناوب را ارسال می کند، فرکانس آن مربوط به فرکانس ارتعاش مورد نیاز برای جوشکاری است. مبدل، که شامل پیزوآرامیک است: جریان متناوب را به ارتعاشات مکانیکی تبدیل می کند. خاصیت سرامیک پیزوالکتریک: هنگام ارسال ولتاژ الکتریکی، سرامیک با توجه به ولتاژ ولتاژ افزایش یا کاهش می یابد. تقویت کننده: به لطف فرکانس رزونانس مکانیکی آنها، آنها اجازه می دهند که دامنه ارتعاش Sonotrode به صورت مکانیکی تغییر کند: این عنصر نهایی مدار است که لرزش تولید را منتقل می کند و بنابراین شما را قادر می سازد انرژی را انتقال دهید. جوشکاری التراسونیک سریعترین و ارزانترین روش برای اتصال و اتصال قطعات پلاستیکی و غیر آهنی است.
کاربردهای اصلی جوشکاری مافوق صوت
استفاده از دستگاه های جوش اولتراسونیک در تولید صنعتی اجازه می دهد تا اتصال ورق ها، سیم ها و فویل نسبتا نازک. این به خصوص هنگامی که مواد جوشکاری درست است. ترکیب متفاوت. تولید دستگاه های نیمه هادی، عناصر میکروالکترونیک، مکانیک خوب، اپتیک، دستگاه های خانگی خانگی بدون استفاده از سونوگرافی اولتراسوند امکان پذیر نیست. همچنین این روش برای اتصال لبه های کویل ورقه های نازک مس، نیکل و آلومینیوم ضروری است.
مزایای مهم جوشکاری اولتراسونیک توانایی کار بدون چسب، اتصال عناصر و حلالها است، بنابراین این نرم افزار یک محیط زیست ایمن و اقتصادی است. این می تواند مورد استفاده قرار گیرد برای اتصال انواع الیاف سخت، گرمانرم و منسوجات. برای این منظور جوشکاری مافوق صوت با استفاده از یک وسیله صوتی انجام می شود که امواج صوتی با فرکانس بالا تولید می کند. قطعاتی که به نوسان متصل می شوند، به این ترتیب حرارت را از طریق اصطکاک روی سطوح تماس ایجاد می کنند، به طوری که آنها اتصال و اجازه اتصال را می دهند.
قابلیت های منحصر به فرد از تکنولوژی جوشکاری اولتراسونیک، پیوستن فلزات ورقه ای مانند طلا، نیکل، مس، نقره، آلومینیوم به یکدیگر و مواد کمچکار یا سخت تر را افزایش می دهد. بنابراین عناصر فلزی را می توان به محصولات سرامیکی، شیشه ای و نیمه هادی جوش داد. جوشکاری التراسونیک با توجه به فلزات مقاوم از قبیل تنگستن، زیرکونیم و نایوبیوم، ارزشمند نیست. این روش به شما اجازه می دهد که دو قسمت فلز را از طریق یک لایه متصل کنید که ممکن است یک فلز سوم باشد. به عنوان مثال، دو محصول فولادی می تواند از طریق یک لایه آلومینیوم جوش داده شود. تکنولوژی پیوند با فلزات پوشش داده شده با اکسید های مختلف، لاک ها و یا پلیمرها در جوشکاری سیم التراسونیک گسترده شده است.
عوامل مهم در فرآیند جوشکاری اولتراسونیک عبارتند از: مواد مورد استفاده، سطح تماس، موقعیت جوشکاری، طراحی مشترک و عرض جوشکاری، که در هنگام انتخاب یک ابزار خاص باید مورد توجه قرار گیرد. این روش در زمینه جوشکاری فلزی اولتراسونیک در دهه 1950 توسعه یافت و از آنجا که کنترل دستگاه با استفاده از یک کامپیوتر انجام می شود، این روش همچنین برای پلاستیک ها استفاده می شود که در آن استاندارد برای ترکیبات پلاستیکی با کیفیت بالا و مقرون به صرفه شده است.

اغلب این نوع جوش در مفاصل با طراحی متفاوت از اجزای آن استفاده می شود. عمل جوش با پیوسته یا ساخته شده در امتداد خطوط بسته با درز، با یک یا چند نقطه انجام می شود. به طور معمول، اتصالات با استفاده از روش T شکل، به عنوان مثال، سیم و هواپیما ساخته می شود. برای این قالب سازی osboy به پایان بخش سیم از محصول منتقل می شود. همچنین ممکن است از روش اولتراسونیک برای جوشکاری همزمان یک بسته چندین قسمت استفاده شود.
جوشکاری التراسونیک از فلزات غیر آهنی، مانند مس و آلومینیوم، برای بسیاری از سالها در صنعت، یک روش اثبات شده است. فرایند جوشکاری، بسته به اندازه دستگاه جوشکاری، در عرض 1 تا 3 ثانیه بسیار سریع می شود. در مقایسه با روش های جوشکاری دیگر، عناصر اتصال کمتر گرم می شوند تا نقطه ذوب رسیده نشوند. مزایای بسیاری نسبت به سایر روشهای اتصال وجود دارد. دیگر مواد در نزدیکی، مانند عایق سیم، آسیب دیده نیستند. علاوه بر این، ارتباطات در مواد سخت ایجاد نمی شود.
یک دوره کوتاه اقامت مادی در دماهای بالا باعث تولید ترکیبات با کیفیت بالا برای فلزات می شود که می توانند ترکیبات بین فلزات را تشکیل دهند. مواد در معرض آلاینده های غیر قابل جوش در طی جوشکاری می توانند خواص آنها را تغییر دهند. بر خلاف روش های دیگر، همگن بودن مواد شیمیایی بالا از ترکیب با استفاده از سونوگرافی، مواد را به جوش داده می شود که دارای ویژگی های بهداشتی خوب است، که به طور گسترده ای در جوشکاری مافوق صوت پارچه استفاده می شود.
استحکام جوش، نتیجه فرایند آرام سازی دو لایه اول اتمهای جوش داده شده است. نوع جوشکاری به وسیله انتشار، شبیه به لحیم است. برنامه های کاربردی: برنامه های کاربردی در صنعت فلزات بسیار زیاد هستند. آنها از اتصال ساده سیم ها و لاستیک ها، سیم های کابل و تماس در صنایع خودرو سازی و الکتریکی، به برنامه های ویژه سیم سیم پیچ مینا، فیلم ها و ورق های نازک ادامه می دهند. نمونه هایی از این برنامه ها به طور دقیق در نمونه های مربوطه شرح داده شده است.
جوشکاری التراسونیک مواد ترموپلاستیک: این روش به سرعت به دلیل توسعه مداوم تجارت قطعات پلاستیکی و کاربرد ساده و بسیار تمیز از فن آوری به سرعت تقویت می شود. جوشکاری التراسونیک یک اتصال قابل اعتماد و قابل اعتماد از مواد پلاستیکی مختلف را فراهم می کند، حتی با یک عمر طولانی. صفحه ما را ببینید

اما برای همه شایستگی های آن، جوشکاری مافوق صوت مشكلات خاصی دارد. بنابراین، در عمل، کنترل دامنه نوسان - دشوار است مهمترین شاخص ها این فرایند با استفاده از این نوع جوشکاری، لازم است که احتمال شکست خستگی جوش داده شده را در نظر بگیریم و این واقعیت که قطعه کار در حین کار می تواند موقعیت خود را نسبت به یکدیگر تغییر دهد. بر روی سطوح نرم شده از قطعات، ابزار ممکن است دراز بکشد. مواردی از جوشکاری مواد تهیه شده به تجهیزات است که به سرعت سایش آن کمک می کند. مشكلات خاصی در تعمیر نصب و راه اندازی اولتراسونیک وجود دارد، زیرا آنها بخشی از طراحی غیر قابل انعطاف هستند، پیکربندی و ابعاد آنها به شدت محاسبه می شود.
این تکنولوژی همچنین باعث ایجاد محصولاتی شد که توسط مجمع دائمی به تصویب رسید، یعنی تصمیم آگاهانه برای از بین بردن و تعمیر آینده - برای کالاهای مصرفی عادی. یکی دیگر از برنامه های مهم تولید محصولات یکبار مصرف برای اهداف بهداشتی، به عنوان مثال، در زمینه پزشکی است.
جوشکاری التراسونیک: کار
ارتعاشات التراسونیک با فرکانس های 20 تا 40 کیلو هرتز توسط یک ژنراتور اولتراسونیک تولید می شود که بوسیله یک جریان تغذیه معمول 50 هرتز کار می کند. پس از آن مبدل ارتعاشات فرکانس بالا را از ژنراتور به حرکت مکانیکی تغییر می دهد - قابل مقایسه با میکرو کسب و کار فوق العاده سریع است.





