جوش با الکترود مس که می توان آن را پخته کرد. انتخاب پارامترهای حالت آماده سازی قطعات و سیم جوش برای جوشکاری.
با وجود این واقعیت که مس را می توان جوش آورد جوشکاری دستیبه تازگی، با استفاده از الکترودهای فلزی یا کربنی، بیشترین استفاده از جوشکاری مس با استفاده از آرگون بسیار کارآمد است.
جوشکاری آرگون جهانی اجازه می دهد تا شما را به مسائل بزرگ و کوچکی از مس سوق دهد.
همانطور که شناخته شده است، به علت هدایت الکتریکی بالا و حرارتی، و همچنین مقاومت بالا به رسانه های تهاجمی و خوردگی، مس در مهندسی برق و شیمیایی استفاده می شود.
عکس روند
و از آنجا که مس بسیار خوب است، کار با آن نیاز به تجهیزات خاصی دارد.
جوشکاری با آرگون با قطب مستقیم انجام می شود جریان مستقیم با استفاده از یک الکترود تنگستن غیر مصرفی. دمای جوشکاری قوس آرگون باید به 300 تا 400 درجه برسد.
قبل از شروع طبخ، قوس باید بر روی یک گرافیت یا صفحه کربنی گرم شود. توصیه نمیشود بلافاصله بر روی محصولی که می خواهید پخت شود، شروع به قوس کنید - این امر الکترود را آلوده می کند.
لازم به ذکر است که جوشکاری مس با آرگون در موقعیت عمودی، سقف یا پایین تر انجام می شود.
ویژگی های کار با مس
اگر چه جوشکاری قطعات مس با استفاده از الکترودهای مخصوص انجام می شود، هنوز هم بهترین استفاده از الکترودهای تنگستن غیر مصرفی برای این اهداف است.
چنین الکترودهای "جوش" به خوبی، درزها، بر خلاف جوشکاری با الکترودهای معمولی، دوام، صاف و تمیز هستند.
از آنجا که در طول جوشکاری اگر مخلوطی از گازها استفاده می شود: آرگون و نیتروژن، سپس برای جوشکاری ایمنی باید تنها با یک جوشکار مخصوص آموزش دیده انجام شود.
الکترودهای غیر تضمین کننده تنگستن از انواع مختلفی هستند: EVL و EVI. EVL الکترودهای laptanirovannye، و EVI - الکترود تکرار شده است.
برای جوشکاری قطعات مس با استفاده از آرگون، الکترودهای تنگستن دقیقا تنظیم شده است. اگر ضخامت قطعات مس با آرگون جوش داده شده بیش از 5 میلی متر باشد، سپس لبه های برش اجباری را اعمال کنید.
بدون لبه آماده سازی، تمام ضخامت فلز نمی تواند گرم شود، از آنجا که مس دارای هدایت حرارتی بالا است.
شما باید بدانید که برای فلز با ضخامت 5-12 میلیمتر برش یك طرفه استفاده می شود و اگر ضخامت فلز بیشتر از این باشد، هر دو لبه ی قطعه را قطع كنید.
کیفیت جوش نیز به ناخالصی های موجود در مس بستگی دارد - مسافت مسطحتر، جوش بهتر است. علاوه بر الکترودهای تنگستن، سیم مایع نیز استفاده می شود.
سیم پرکننده قطعاتی را که از اکسیژن جوشیده می شوند، جدا می کند، اما در نهایت به جوش می افتد.
ماده سیم پرکننده باید لزوما با ترکیب فلز مورد نظر قرار گیرد.
به عنوان یک افزودنی، شما می توانید سیم مسی، که حاوی مقدار زیادی از منگنز است. از یک طرف، منگنز به طور قابل اعتماد اکسیژن وارد منطقه جوشکاری را متصل می کند، اما از سوی دیگر، ناخالصی های منگنز باعث کاهش قدرت جوش می شوند.
بنابراین، به عنوان یک افزودنی، بهترین استفاده از سیم حاوی مواد خاکی کمیاب است.
این مواد به طور کامل از درزهای اکسیژن حذف می شوند، اما در ترکیب جوش، به عنوان مخلوط منگنز باقی نمی ماند.
متاسفانه، سیم مایع نادر خاک بسیار گران است، به همین دلیل است که تعداد کمی از مردم از آن استفاده می کنند، ترجیح می دهند سیم مس ارزان قیمت.
مزایای استفاده از آرگون هنگام کار با مس
همانطور که در بالا ذکر شد، جوشکاری مس با آرگون در نظر گرفته می شود. با چنین انواع آن - تقریبا هیچ بخاری از اکسید ها بیرون می آیند.
در جوشکاری آرگون، جرقه های داغ بر روی کف نمی افتند، که می تواند به کف و دیوارها آسیب برساند.
بنابراین، جوشکاری آرگون حتی در مکان های مسکونی می تواند بدون ترس از خراب کردن یا کثیف کردن هر چیزی انجام شود.
یکی دیگر از مزایای غیر قابل انکار کیفیت است. هنگام جوشکاری با مس با آرگون، جوش تمیز و شسته و بدون سرباره و تخلیه است.
با آرگون، حتی ورق ورق نازک 0.5 میلی متر مس را می توان در جریان های کم آب جوش آورد.
علاوه بر این جوشکاری آرگون به شما امکان می دهد تا با فلزات پیچیده کار کنید که برای جوشکاری معمولی قابل قبول نیستند، و همچنین برای بازگرداندن حجم قدیمی قطعات، رساندن فلز در بالای آن.
اگر دانش خاصی در این زمینه دارید، می توانید تمام کارها را خودتان انجام دهید، اما قبل از آن - توصیه می شود ویدیو از جوشکاری مس را با آرگون تماشا کنید و تجهیزات مناسب را خریداری کنید.
برای استفاده خانگی ایده آل برای تجهیزات چند منظوره ویژه ای است.
برای مثال، اگر حجم بیشتری جوش در تولید تولید شود، در این صورت لازم است چندین دستگاه که دارای قابلیت های عملکردی مختلف هستند، خریداری شود.
- اتصال قطعات مس با استیلن
جوشکاری مس متفاوت است از ذوب فولاد و یک فرایند نسبتا خاص است که توسط خواص فیزیکی و مکانیکی این فلز غیر آهنی تحت تاثیر قرار می گیرد. اولا، مس نسبت به فولاد 6 برابر هدایت حرارتی بیشتری دارد. در مرحله دوم، فلز به طور فعال با فرمول مذاب با گازهایی که در جو قرار دارند، بسیار فعال است. هنگامی که این تشکیل می شود، اکسید Cu 2 O و بخار آب، که به طور قابل توجهی کاهش کیفیت درز. سوم، سیالیت مس، ذاتی است. چهارم اینکه آرسنیک، سرب، بیسموت، آنتیموان، که ممکن است در ترکیب آن به عنوان ناخالصی وجود داشته باشد، پروسه پیوند را نیز پیچیده می کند.
مس مورد نیاز برای جوشکاری بالاتر از فلز معمولی است.
در این راستا، جوشکاری مس و آلیاژهای آن نیاز به توجه دقیق به تکنولوژی دارد.
جوشکاری قوس
برای به دست آوردن جوش های با کیفیت بالا، جوشکاری الکتریکی اغلب در محل کار و در خانه استفاده می شود. کارهای انجام شده با استفاده از کربن، تنگستن مقاوم در برابر آتش و مولیبدن، الکترودهای مس یا برنز انجام می شود. برای محافظت در برابر تشکیل اکسید مس، شار یا پوشش خاصی استفاده می شود که تحت تأثیر دمای بالا یک فضای محافظتی ایجاد می کند.
بیشتر به طور گسترده ای استفاده می شود جوشکاری مس با آرگون یا در محدوده گاز محافظتی دیگر: نیتروژن و یا ترکیبی از آرگون (از 1/2 تا 4/4 قطعات) با هلیوم است.
ویژگی های عمومی کار:
![]()
جوشکاری محصولات مس نیازمند جریان بیشتر از فولاد است.
- استحکام جاری بیشتر از زمانی است که با فولاد کار می کنید.
- قبل از لبه ها را به یک بلستر فلزی تمیز کنید یا آنها را با اسید نیتریک بشویید، سپس شستشو دهید.
- قطعات به صورت محکم وصل می شوند تا شکاف ها را تشکیل ندهند.
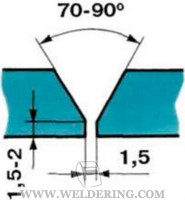
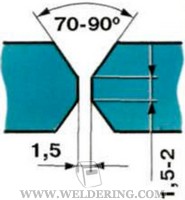
- لبه های باز در 90 درجه؛
- لبه های ورق با ضخامت 1 تا 3 میلی متر فلنج هستند، سیم مایع استفاده نمی شود؛
- در ضخامت بیش از 6 میلی متر، قطعات قبل از جوشکاری تا 300-400 درجه سانتیگراد گرم می شوند؛
- بعد از کار، درزها و مناطق انتقال متخلخل می شوند و فلز تا 6 میلیمتر سرد می شود، ضخیم تر می شود - وقتی که حرارت تا 200-300 درجه سانتیگراد گرم می شود، غیرممکن است که آن را گرما بزنید، چون فلز شکننده می شود؛
- سپس قطعات برداشته می شود، به دمای 550-600 درجه سانتی گراد حرارت داده می شود و سپس در آب سرد سرد می شود.
بازگشت به محتویات
کاربرد الکترودهای کربن
حالت عملیاتی:
جریان مستقیم قطب مستقیم را اعمال کنید، ولتاژ آن 40 تا 55 ولت باشد، قوس در طول پخت و پز باید 10-15 میلی متر باشد. جوشکاری بدون تاخیر در اسرع وقت انجام می شود، با استفاده از یک سیم مس (الکترولیتی) یا برنز حاوی مخلوط فسفر. شیب الكترود باید 70-80 درجه، نوار 30 درجه باشد. این افزودنی نباید به داخل استخر جوش داده شود، این باید بین الکترودها و قطعات نگه داشته شود تا مس مس به جوش برسد.
ترکیب شارهای محافظتی
بازگشت به محتویات
استفاده از الکترود های فلزی

الکترود برای جوشکاری از مس یا برنز استفاده می شود.
برای جوشکاری مس و آلیاژهای آن از الکترود ساخته شده از مس یا برنز استفاده می شود که با یک دی اکسید کننده پوشش داده می شود.
به سمت عقب از جوش بهتر شکل گرفت، جوش بر روی یک پوشش مسی انجام می شود. ضخامت ورق با این روش نباید بیش از 4 میلیمتر باشد. همچنین باید دقت کنید که فاصله بین پوشش و جزئیات بیشتر از نیم میلیمتر نیست.
آسانتر است که قطعات را با ریختن دی اکسیدیزاسیون مشابه زیر جوش به شیار لایه ای که از آن پوشش الکترود ساخته شده است، بخورید.
حالت عملیاتی
هنگامی که پخت و پز، شار همان همانطور که در آشپزی قوس الکتریکی استفاده می شود. شارژ شماره 4 با سیم استفاده می شود که حاوی دی اکسید کننده ها نیست.
یک روش پیشرفته تر، استفاده از شار گازی BM-1 برای جوشکاری گاز است. در عین حال، نوک مشعل بر روی شماره گرفته شده است تا میزان گرمایش و پخت و پز را کاهش ندهد.
تکنولوژی جوشکاری مس و آلیاژهای آن: برنز و برنج - با استفاده از دستگاه KGF-2-66 که به طور خاص تولید شده است، بسیار ساده شده است، که جذب شار پودر را با استیلن فراهم می کند و مستقیم آن را به شعله مشعل می بخشد.
پس از پیوستن، به عنوان در جوشکاری قوس الکتریکی، اگر در صورت لزوم، جعل شده است، جعل شده و برداشته می شود.
اگر تکنولوژی جوشکاری به طور کامل تکمیل شود، نتیجه بالاترین کیفیت درزهاست که اطمینان از استفاده مناسب از محصول برای کل دوره عملیات اطمینان حاصل می کند.
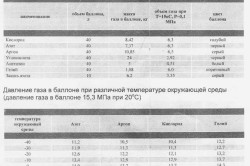
نقطه ذوب مس 1883 ° С
نام تجاری |
جوش پذیری |
ویژگی های فن آوری جوشکاری |
مس کاتد |
BrkMts 3-1 MNZHKT-5-1-0،2-0،2 Brits 4-3، BrH 0،7 افزودنی ها با ضخامت بیش از 8-10 میلی متر، پیش گرم کردن به 200 تا 300 درجه سانتیگراد لازم است |
|
M00k، M0k، M1k |
||
مس، دی اکسید شده |
||
M1r، M2r، M3r |
||
مس مسطح |
||
قلع ریخته گری برنز |
افزودنی های مشابه نام تجاری به عنوان فلز پایه با ضخامت بیش از 10-15 میلی متر، پیش گرم شدن به 500-600 درجه سانتیگراد لازم است. |
|
Br03Ts12S5 Br05TS5S5، Br08TS4 Br010F1، Br010Ts2 |
رضایت بخش |
|
Br03Ts7S5N1 |
||
برنز بدون ریخته گری |
||
BrA9Mts2L |
رضایت بخش |
|
برنز بریده شده |
||
Br0f7-0،2، BrH1 BrKMtsZ-1، BrB2 |
||
BrAds9-2 BrAZH9-4، BrSr1 |
رضایت بخش |
|
BrA5، BrA7 |
||
برنج ساخته شده است |
افزودنیهای BrOTs4-3 BrKMts 3-1، LK62-0،5 LK80-3، LMts 59-0،2 با ضخامت بیش از 12 میلیمتر، پیش گرم شدن به 300-350 درجه سانتیگراد ضروری است |
|
L96، LA77-2، LC80-2 |
||
LMtsS58-2، LS3 L062-1 |
رضایت بخش |
|
LS59، LS60-1 |
||
مشکلات جوشکاری
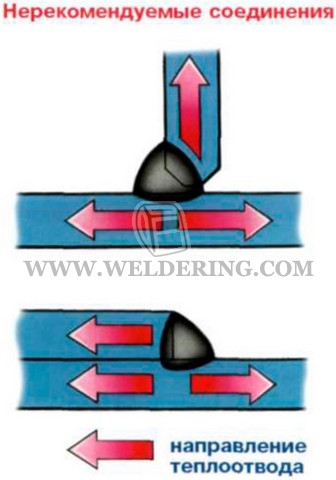
هدایت حرارتی بالا مس (6 برابر بیشتر از آهن) نیاز به استفاده از آن دارد جوش قوس با افزایش خروجی گرما و حذف حرارت متقارن از منطقه جوش. انواع مختلفی از اتصالات جوش داده شده، اتصالات مفاصل و شبیه به آنها در طبیعت از گرما است.
سیالیت بالا مس (2 تا 2.5 برابر بیشتر از خسته) جوشکاری عمودی و مفاصل سقف. این تنها با حداقل اندازه استخر جوش و زمان اقامت کوتاه مایع در حالت مایع امکان پذیر است. هنگامیکه مفاصل متصل به جوش در موقعیت پایین با نفوذ تضمین شده، برای جلوگیری از سوزش، لازم است از لنت های ساخته شده از گرافیت، آزبست خشک، بالش شارژ و غیره استفاده شود.
توانایی فعال برای جذب گازها (اکسیژن و هیدروژن) در طی ذوب، که منجر به جابجایی تخلخل و ترکهای داغ می شود، نیاز به حفاظت قابل توجهی از فلز جوش و مواد جوشکاری از آلودگی با ناخالصی های مضر دارد.
به دلیل گرایش مس به اکسیداسیون با تشکیل اکسیدهای نسوز، لازم است مواد پرکننده را با ژل های دی اکسید شده اعمال کنید، که اصلی ترین آنها فسفر، سیلیکون و منگنز است.
نسبت گسترش خطی بزرگ مس (1.5 برابر بیشتر از فولاد) مستلزم تغییر شکل قابل توجه و استرس، شکل گیری ترک های داغ است. آنها می توانند توسط سازه های پیش گرم کننده حذف شوند: از مس تا 250-300 درجه سانتی گراد، از برنز تا 500-600 درجه سانتی گراد
آماده سازی جوشکاری
مس و یا آلیاژهای آن بر روی قطعات بعدی با یک ماشین سنگ زنی، برش لوله، ماشین آلات تراشکاری و فرز و برش قوس پلاسما برش داده می شود. لبه های برای جوشکاری با روش های مکانیکی آماده می شوند. اجزای جوش داده شده و سیم پرکننده از اکسید ها و خاک ها به صورت شفاف فلزی پاک شده و پاک می شود. لبه ها با شن و ماسه خوب، برس های فلزی و غیره درمان می شوند. استفاده از ساینده های بزرگ دانه توصیه نمی شود. ممکن است لبه ها و سیم ها را در یک محلول اسید بکشید:
75 سانتی متر در هر لیتر از آب نیتروژن؛
100 سانتیمتر در هر لیتر آب سولفوریک؛
1 سانتی متر در هر لیتر آب نمک
سپس با شستشو در آب و قلیایی و خشک شدن با هوای گرم. سازه های با ضخامت دیواره 10-15 میلی متر با شعله گاز، قوس پراکنده و دیگر روش ها گرم می شوند. مونتاژ مفاصل قطعات برای جوشکاری یا در وسایل، یا با کمک چسباندن. شکاف بین بلوک های متحرک در سراسر نگه داشته می شود. تکه ها باید حداقل مقطع عرضی داشته باشند تا بتوان آنها را در طی فرآیند جوشکاری ذوب نمود. سطح لکه دار باید تمیز شود و اطمینان حاصل شود که هیچ شکاف گرمایی سطحی وجود ندارد.
اگر جوشکاری در موقعیت پایین تر انجام شود، سپس با استفاده از ابزارهای خاصی از گرافیت یا مس، نشت گرما را بهبود بخشد

هنگام جوشکاری در هوای آزاد، جفت با صفحه نمایش قابل جابجایی مجهز است.
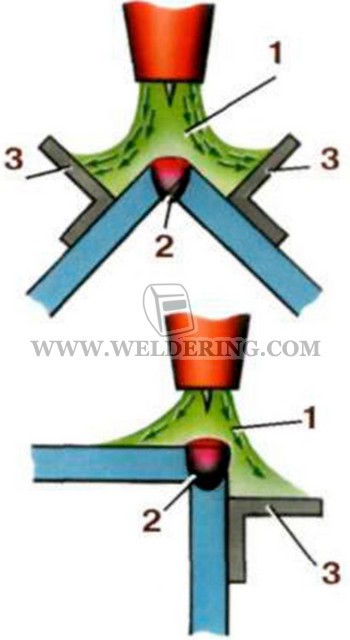
1 - جریان گاز؛ 2 - جوش؛ 3 - صفحه
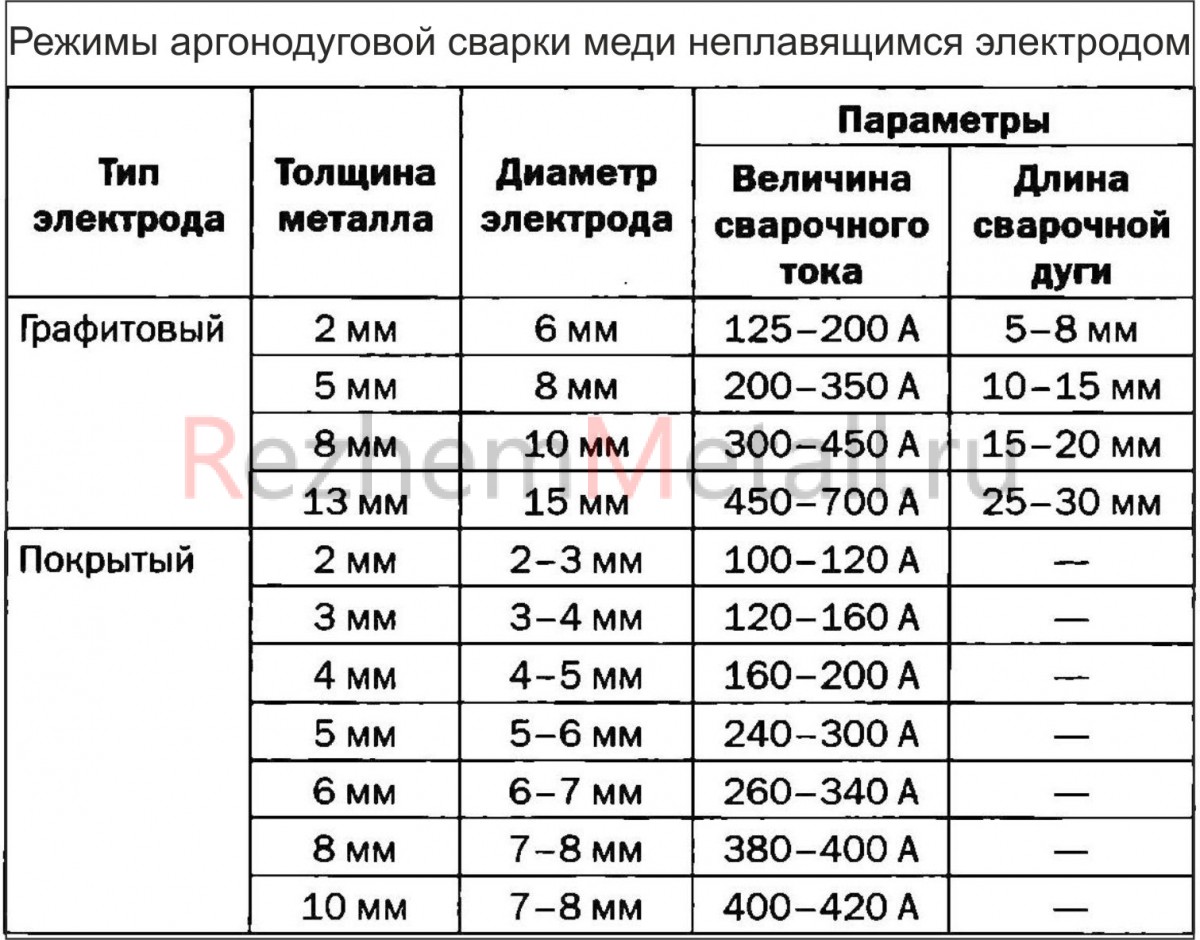
انتخاب پارامترهای حالت
جوش بر روی یک قطب ثابت از قطر مستقیم انجام می شود. جریان جوشکاری (A) تقریبا توسط فرمول تعیین می شود:
Isb = 100 × S
جایی که S ضخامت فلز است، mm
گازهای محافظ می تواند آرگون، هلیم، نیتروژن و مخلوط آنها باشد. طول قوس در آرگون و هلیم نباید بیش از 3 میلیمتر باشد. در نیتروژن، آن را به 12 میلی متر افزایش می دهد. بنابراین، ولتاژ قوس و قدرت آن با یک فاکتور 3-4، اما در مقایسه با جوش در آرگون. در هلیوم، قدرت قوس نسبت به جوش در آرگون دو برابر شده است.
جریان گاز محافظ:
- آرگون - 8-10 لیتر در دقیقه
- هلیم -10-20 لیتر در دقیقه
- نیتروژن - 15-20 لیتر در دقیقه
سرعت جوشکاری از شرایط تشکیل یک درز با هندسه مورد نظر انتخاب شده است. سازه های 4-6 میلی متر ضخامت بدون پیش گرم شدن در آرگون جوش داده می شود و در هلیوم و نیتروژن تا 6-8 میلیمتر جوش داده می شود. برای جوشکاری فلز ضخامت بیشتر، پیش گرم کردن از 200 تا 300 درجه سانتیگراد مورد نیاز است.
روش جوش
جوش در آرگون Vedug "زاویه جلو" با انتشار الکترود 5-7mm. به عنوان سیم مایع استفاده می شود:
- مس مس
- آلیاژ مس نیکل MNZHKT-5-1-0،2-0،2
- برنز BrKMts 3-1، Br OTs 4-3
- آلیاژهای ویژه با عوامل مؤثر دی اکسید کننده.
برای افزایش مقاومت فلز فلز جوش در برابر جوش های داغ سیم جوش مورد استفاده قرار می گیرد:
- BrAZhNMn 8.5-4-5-1.5
- BrMts AJN 12-8-3-3
- M Mts 40
برای جلوگیری از رسیدن فلز فلز مذاب به انتهای الکترود W، سیم پرکننده به ستون قوس تزریق نمی شود، بلکه به لبه بخاری جوش داده می شود و کمی به طرف

روش های پیشنهادی مس در جوشکاری در آرژون
نوع لبه های برش |
ضخامت فلز، میلی متر |
جوش جوش، A |
قطر الکترود، میلیمتر |
افزودن قطر، mm |
جریان آرگون، l / min |
تعداد عبور بدون جوش جوش |
 |
||||||
 |
اولین پاساژ 200-350 2nd pass 200-350 3 پاس 200-400 جوش جوشکاری 250-350 |
|||||
1 پاس 250-350 2nd pass 250-400 3rd pass 300-450 پاساژ چهارم 300-450 جوش جوشکاری 250-350 |
||||||
 |
اولین و دومین 250-400 است سوم و چهارم 250-450 می باشد 5th و 6th pass 300-550 جوش جوشکاری 250-350 |
|||||
اولین و دومین 250-400 است 3 و 4 پاساژ 300-450 5th و 6th pass 300-550 7 و 8 پاساژ 350-600 جوش جوشکاری 250-350 |
جوشکاری نیتروژنکه در ارتباط با مس است گاز بی اثر، توسط کربن یا گرافیت انجام می شود. استفاده از الکترودهای W غیرممکن است، زیرا مصرف آنها در نیتروژن خیلی زیاد است. جوشکاری قوس نیتروژن با یک الکترود کربن بر روی جریان مستقیم قطب مستقیم در ولتاژ قوس 22-30 V انجام می شود. در جریان 150-500 A قطر الکترود باید 6-8 میلی متر باشد. مصرف نیتروژن - 3-10 لیتر در دقیقه
در خانه، در هنگام نصب سیستم های گرمایش و لوله کشی، اغلب نیاز به جوشکاری مس وجود دارد. مس ماده ای مناسب برای لوله های آب است، زیرا دارای سطح صاف، خوردگی نیست، جریان آب خوبی را فراهم می کند، مواد مضر را در ترکیب آن ندارد، با رسوبات بیش از حد رشد نکرده و خواص ضد باکتری دارد. لوله های مس مس می تواند برای مدت بسیار طولانی، نه کمتر از 50 سال طول بکشد.
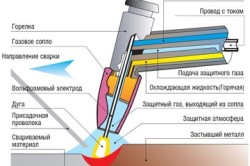
جوش فلزات غیر آهنی
جوش فرایند تشکیل مفاصل دائمی است با ایجاد بین عناصری که سیمهای اتمی جوشکاری شده با گرم شدن بخشی از آنها یا کل، و یا تغییر شکل پلاستیک. برای تولید جوشکاری، استفاده از منابع مختلف انرژی مانند اشعه لیزر، شعله گاز، قوس الکتریکی، پرتو الکترون، اولتراسوند و اصطکاک معمول است.

جوش فلزات غیر آهنی به طور قابل توجهی از روش فولادهای جوشکاری متفاوت است، زیرا فلزات غیر آهنی معمولا هدایت گرمائی بالاتری دارند و در حالت مذاب با گازهایی که در هوای اتمسفر قرار دارند، واکنش نشان می دهند. برای از بین بردن چنین عواقب منفی، لازم است مواد جوشکاری را با دقت تر تهیه کنید، قطعات آماده برای جوشکاری را تهیه کنید و دستورالعمل های جوشکاری را دقیقا دنبال کنید.
توسعه فن آوری در حال حاضر امکان جوشکاری نه تنها در صنایع صنعتی و صنعتی، بلکه در فضا، زیر آب و در خانه در هوای آزاد است. با این حال، روش جوشکاری فلزات غیر آهنی، از جمله تکنولوژی جوشکاری مس کاملا مشخص است و به شدت به خواص فیزیکی و مکانیکی مواد بستگی دارد.
خواص مس
مس برای ساخت خطوط لوله برای ماشین آلات، ظروف، تجهیزات شیمیایی، اجزای رسانا و قطعات مختلف استفاده می شود. این ماده با هدایت الکتریکی و حرارتی بالا و مقاوم در برابر خوردگی مشخص می شود. تکنولوژی جوشکاری مس یک فرآیند پیچیده است.
مشکلات این روش به دلیل گرایش مس به اکسیداسیون در حالت مذاب با تشکیل اکسید مقاوم و جذب گاز، هدایت گرما قابل توجهی، گسترش خطی مسی در هنگام گرم شدن است که یک و نیم برابر بیشتر از فولاد و همچنین افزایش سیالیت است.

در نتیجه حضور بیسموت، گوگرد، سرب و اکسیژن در آن، قابلیت پذیر شدن مس کاهش می یابد. سرب و بیسموت باعث شکنندگی و شکنندگی قرمز فلز فلز غیر آهنی می شود؛ در فرم اکسید مس، اکسیژن باعث ایجاد ترک ها و موادی شکننده فلز در منطقه آسیب دیده می شود.
روش جوشکاری مس در خانه تحت تأثیر اکسیژن است که از جو جذب می شود. اما، با این وجود، محصولات مس در صنایع مختلف به طور گسترده ای مورد استفاده قرار می گیرند، بنابراین چندین روش جوش این فلز ایجاد شد.
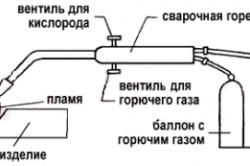
جوشکاری گاز مسی
در شرایط انطباق با روش تکنولوژیکی، مس کاملا توسط سیلندرهای گاز است که با استیلن پر شده است. اگر جوشکاری را با تمام قواعد انجام می دهید و سپس جوشکاری را جوش می گیرید، جوشکاری با کیفیت بالا دریافت می کنید. در عین حال، توان جوش به 17 تا 22 کیلوگرم در هر میلیمتر مربع می رسد، زمانی که حداکثر قدرت مس برابر 22 تا 23 کیلوگرم در هر مربع می باشد.
از آنجا که رسانایی حرارتی مس بسیار بالا است (پنج برابر بیشتر از آهن)، لازم است که آن را با افزایش قدرت 150 لیتر بر ساعت، اگر مواد کمتر از 10 میلی متر ضخامت و 200 لیتر در ساعت با ضخامت بیش از 10 میلیمتر باشد، جوش کنید. هنگام جوشکاری واحدهای ضخیمتر لازم است که با دو مشعل جوش داده شود. یکی از آنها، با ظرفیت 150-200 لیتر در ساعت، برای گرم کردن استفاده می شود. فیدر دوم با ظرفیت 100 لیتر در ساعت برای جوشکاری قطعات مورد نیاز است.
برای کاهش حذف حرارت از پایین و بالای فلز جوش داده شده است، توصیه می شود که ورق های آزبست را بگذارید. این معمول است که در این روش از جوشکاری مس استفاده شود که شعله ی کاهش آن، که هسته آن به سمت لبه های فلز تقریبا یک زاویه راست است. برای کاهش شکل گیری اکسید مس و جلوگیری از ایجاد ترک های داغ، لازم است که به سرعت و بدون وقفه جوش شود. در همان زمان به شدت نظارت بر حفظ شعله احیا کننده.

مستقیما قبل از جوش قطعات ساخته شده از مس، هیچ بسته بندی استفاده نمی شود. جوشکاری محصول باید در یک دستگاه جوش مخصوص مونتاژ انجام شود. هنگام جوشکاری، از سیم ساخته شده از الکتریک مس یا فلز استفاده کنید که حاوی دی اکسید کننده است: بیش از 0.2٪ فسفر و حدود 0.15-0.3٪ سیلیکون. قطر حداکثر مجاز سیم پرکننده 8 میلی متر است.
هنگام جوشکاری، گرما باید به گونه ای پخش شود که سیم قبل از لبه های فلز پایه ذوب شود. مواد پرکننده در همان زمان بر روی لبه هایی که شروع به ذوب می کنند ذوب می شود. لبه های کناری بر روی ورق با ضخامت بیش از 3 میلی متر در زاویه حاد 45 درجه انجام می شود. قبل از جوشکاری، لبه ها باید به یک درخشش از فلز تازه تمیز شوند، یا با محلول اسید نیتریک با آب شستشو شوند.
برای استفاده مناسب بطری های گاز، شما نیاز دارید یک ویدئو در مورد مس جویدن را مشاهده کنید. برای خرد کردن دانه های فلز جوش و افزایش تراکم جوش پس از جوشکاری، مادهیی که ضخامت آن تا 5 میلیمتر است، سرد و جعلی است و مس با ضخامت بیش از 5 میلیمتر در دمای 200-300 درجه است.
پس از جوش دادن جوش در دمای حدود 500 تا 550 درجه سانتیگراد با خنک سازی سریع با آب، پس از اتمام خمیر، آنیل را تحت فشار قرار می دهیم. برای جلوگیری از ایجاد ترک، امکان ایجاد دمای بیش از 500 درجه وجود ندارد، زیرا مس در چنین درجه حرارتی شکننده می شود.
جوش قوس آرگون مس
جوشکاری قوس الکتریکی به طور گسترده ای برای تولید مس استفاده می شود سازه های جوش داده شده. برای به دست آوردن جوش با کیفیت بالا، توصیه می شود از آن استفاده کنید گازهای محافظتی، که بالاترین درجه آرگون یا ترکیبی از آرگون و هلیوم (50-75٪ آرگون) است. جوشکاری قوس الکتریکی مس در کار و خانه اغلب تولید می شود الکترود تنگستن.
به عنوان یک افزودنی، شما باید از یک فاصله یا سیم باریک، که بتونه قرار داده شده، استفاده کنید. جوشکاری مس با الکترود غیر مصرفی تنگستن آرگون دارای ثبات قوس خوب است. جوشکاری قوس دستی از مس برای اتصال ضریب ضخامت کوچک (تا 4 میلی متر) و در مکان های سخت به کار می رود.

جوشکاری با الکترود تنگستن با جریان ثابت انجام می شود. الکترود باید به طور دقیق در هواپیما مفصل باشد. در مورد جوشکاری فلز که دارای ضخامت بیش از 4-5 میلی متر است، شما باید آن را به دمای 300 تا 400 درجه پیش گرم کنید. قبل از جوشکاری توصیه می شود که لبه های فلز پایه و سیم الکترود به یک فلز تازه تمیز شود.
مس، که دارای ضخامت تا 5-6 میلی متر، می تواند بدون لبه برش پخته شود. هنگام جوشکاری با ضخامت 2 تا 3 میلی متر، فلز پایه نیازی به حرارت دادن ندارد. اما تکنولوژی جوشکاری جوشکاری مس ضخیم تر از 4 میلی متر، گرمایش به علاوه 300-400 درجه را نشان می دهد. تکنولوژی جوشکاری فلزات غیر آهنی، از جمله مس و آلیاژها، امکان استفاده از الکترودهای ذوب را فراهم می آورد.
ریخته گری مس
مس، در مقایسه با فولاد، در اغلب موارد به لحاظ لحیم کاری مفید تر از جوش است. به ویژه هنگامی که آن را به نازک دیواره می آید لوله های مسآه، که برای سیستم های مختلف استفاده می شود - گرمایش، لوله کشی، گاز و تبرید. این به علت تعدادی از ویژگی های جوشکاری مس است.
با تلاش های خاص، حتی یک استاد تازه کار قادر خواهد بود به لحیم کاری مسی تبدیل کند، در حالی که بدون تهیه کامل آن به سختی می تواند جوش داده شود. لحیم کاری ساختار فلزی تغییری نمی کند، همانطور که در روش جوشکاری نیاز به تجهیزات گران قیمت ندارد.
با سخت ترین پیروی از تکنولوژی و استفاده از مواد مناسب، اتصالات لحیم شده کاملا مقاوم و مقاوم در برابر گرما هستند تا بتوانند به تنش های مکانیکی و حرارتی در برابر آن ها مقاومت کنند.
هنگام ریخته گری مس، شایع است که از نوع مفاصل نوع لپ تاپ استفاده کنید، که این امکان را برای اطمینان از استحکام بالا ساختارها فراهم می کند، حتی در صورت استفاده از لحیم نرم، که دارای قدرت نسبتا کم هستند. برای اطمینان از سطح رضایت بخش سیم پیچ، شما باید حداقل 5 میلیمتر از همپوشانی داشته باشید. در عمل ارزش های بالاتر معمولا برای اطمینان از حاشیه ایمنی خوب استفاده می شود.
انواع لحیم کاری
آلیاژهای مس و فلز خود را می توان با لحیم کاری با دمای بالا و کم دما لحیم کرد. تجهیزات زیادی برای جوشکاری مس و لحیم کاری آن وجود دارد، و همچنین انواع مختلف لحیم کاری های سخت و نرم که لحیم کاری با کیفیت خوب قطعات و لوله را فراهم می کنند. استفاده از لحیم کاری و شار از یک تولید کننده مورد استفاده برای جیره های کم و دمای بالا.
لحیم کاری درجه حرارت پایین
استفاده از لحیم کاری کم دما اجازه می دهد لحیم کاری را در دمای بالا داشته باشیم که اثر کمی بر روی مقاومت مس دارد، اما ورقه های با ویژگی های مکانیکی ضعیف را فراهم می کند. لحیم کاری برای لحیم کاری با درجه حرارت بالا قدرت بیشتری از درز فراهم می کند و اجازه می دهد تا درجه حرارت بالا سیستم. با این وجود، انلینگ مس با این کار انجام می شود و مهارت بیشتری لازم است زیرا فلز آسان است برای سوختن.
لحیم کاری با درجه حرارت پایین بیشتر در تامین حرارت و آب مورد استفاده قرار می گیرد. با توجه به سطح تماس بزرگ لوله های عنصر، لحیم کاری های کم دما می توانند مقاومت کافی در اتصالات ایجاد کنند.

سربدارهای کم دمای پایین به طوری که کیفیت کافی لحیم کاری مس را تضمین می کنند عبارتند از: آلیاژهای قلع-مس، آنتیموان، بیسموت، نقره، سلنیوم. سهم شیر در آنها (تا 97٪) قلع است، بقیه بر عناصر دیگر افتاده است. برای لحیم کاری با دمای پایین این فلزات، ریخته گری سرب و روی نیز مناسب هستند، اما اگر شما نیاز به خط لوله برای آب آشامیدنی دارید، توصیه می شود که آنها را به دلیل ویژگی های مضر سرب، رها کنید.
لحیم کاری نقره حاوی بهترین خواص فن آوری است، به عنوان مثال، S-Sn97Ag3، که حاوی 97٪ قلع و تنها 3٪ نقره است. لحیم کاری های حاوی مس کم است اما هنوز کیفیت مطلوب، از جمله S-Sn97Cu3، که در آن 97 درصد قلع وجود دارد.
لحیم کاری شناخته شده و سه جزء، حاوی قلع (95.5٪)، مس (0.7٪) و نقره (3.8٪) است. لحیم کاری جهانی و به طور گسترده ای استفاده می شود، مس مس است. با این حال، این مواد دارای یک اشکال عمده - هزینه های بالا است. چنین ترکیبهایی از لحیم کاری مسئول کیفیت خوب درزها و استحکام بالا، دوام و قابلیت اطمینان سیستم های تامین آب و حرارت می باشد.
لحیم کاری درجه حرارت بالا
توصیه می شود تنها زمانی که نیازهای ویژه ای برای این کار وجود دارد، به جوشکاری با درجه حرارت بالا مراجعه کنید. به عنوان مثال، اگر لازم است یک لوله لحیم با یک درجه حرارت بالا (به اضافه 110 درجه)، در یک سیستم گرمایش با استفاده از بخار، که با فشار بالا مشخص شده است، عمل کند.
برای لحیم کاری خط لوله گاز از لوله های مس، تنها لحیم کاری با درجه حرارت بالا استفاده می شود، زیرا اتصال به بالاترین سطح قدرت و قابلیت اطمینان را فراهم می کند، اما لحیم کاری با دمای پایین در تامین گاز استفاده نمی شود.

در مورد لحیم کاری محصولات مس بین یکدیگر، لحیم کاری مس-فسفر لازم نیست که فلوئید شود. یکی دیگر از مزیت این لحیم: پارامترهای گسترش حرارتی قطعات لحیم کاری و propoy تقریبا یکسان است. توزیع زیاد - برای لحیم کاری خود شارژی که شامل 92٪ مس، حدود 6٪ فسفر و 2٪ نقره است. تمام آلیاژهای سرامیکی در قالب میله های سخت در دسترس هستند.
به علت شکنندگی این ترکیب که به علت واکنش شیمیایی فسفر با فلزات خاص ایجاد می شود، آلیاژهای مس-فسفر برای لحیم کاری فلز غیر آهنی با محتوای نیکل بیش از 10٪ نمی توانند استفاده شوند. همچنین برای نصب لحیم کاری برنز آلومینیومی این جوش ها نصب نشده اند. توصیه نمی شود که آنها را هنگام ریختن آهن و فولاد استفاده کنید.
جوش جوش
هنگام جوش و سرامیک کردن، توصیه می شود از دستگاه های خاص برای جوشکاری مس و فلو استفاده کنید که از فلز اکسیداسیون فلز مذاب محافظت کرده و اکسید های تشکیل شده را به سرباره تبدیل می کنند. آنها به داخل استخر جوش معرفی می شوند. علاوه بر این، فلوها به پایان می رسد لبه های واحدهای جوش داده شده و میله های پرکننده و همچنین قسمت معکوس فلز پایه را پوشش می دهد.
برای لحیم کاری کم دما، ترکیبات حاوی کلرید روی به طور عمده به عنوان فلو استفاده می شود. اما هنگام خرید شارژ، توجه ویژه باید به ترکیب آن پرداخت شود. فسكها شامل بوراكسيس كلسينده، اسيد سيليسيك، فسفات سديم و زغال چوب است.
برای لحیم کاری مس، شار موثر زیادی وجود دارد، شما فقط باید هر ترکیب مورد نظر را خریداری کنید. به عنوان مثال، فسفر F-SW 21 یا کانسنگ واکسین کولر که شامل کازینو، فنی و یا کلرید روی است. چسباندن مناسب ترین شکل برای اعمال این بخش است.
در حال حاضر شما می دانید که جوشکاری مس متفاوت از روش جوشکاری فلزات دیگر با توجه به ویژگی های این مواد متفاوت است. در بعضی موارد بهتر است که مس را جوشانده باشیم. توصیه می شود از لحاظ جوش و جوش برای جوشاندن فلز و حذف اکسید های تشکیل شده در طی ذوب مس در سرباره استفاده شود.
در خانه، اغلب نیاز به نصب سیستم های لوله کشی و گرمایش وجود دارد. در اکثر موارد لوله های آب از مس ساخته می شوند. این مواد دارای پایه صاف، خوردگی نیست، قادر به جریان آب خوب است و هیچ مواد مضر ندارد.
جوش فرآیند تشکیل ارتباط دائمی بین عناصر مختلف است. این را می توان با گرم کردن فلزات جوش داده شده یا تغییر شکل آنها به دست آورد. منابع مختلف انرژی برای جوشکاری استفاده می شود:
- شعله گاز؛
- قوس الکتریکی؛
- سونوگرافی؛
- تابش لیزر و غیره
روند جوشکاری مس به طور قابل توجهی متفاوت از جوشکاری فولاد است زیرا فلزات غیر آهنی دارای سطح هدایت حرارتی بالا هستند و در حالت مذاب با گازها واکنش نشان می دهند. برای جلوگیری از عواقب منفی، شما نیاز به انتخاب مواد مناسب برای جوشکاری، آماده سازی عناصر برای پیوستن و دستورالعمل جوشکاری را دنبال کنید.
امروز جوشکاری می تواند نه تنها در شرکت ها بلکه در خانه انجام شود. شما باید بدانید که فرآیند جوشکنج مس دارای تعداد زیادی از تفاوت های ظریف است. به طرق مختلف، جوشکاری به خواص فیزیکوشیمیایی مواد بستگی دارد.
مشکلات جوشکاری مس با تمایل مواد به اکسیداسیون در حالت مذاب، سطح بالایی از هدایت حرارتی، سطح بالایی از گسترش خطی فلز در طول فرآیند گرمایش و گردش زیاد است.
جوش پذیری فلز ممکن است در حضور گوگرد، سرب و سایر عناصر بدتر شود. سرب به تلخ فلز می دهد.
در فرایند جوشکاری مس، اکسیژن از اتمسفر جذب می شود، بنابراین این باید در نظر گرفته شود.
تا به امروز، چندین روش مختلف جوش این فلز غیر آهنی وجود دارد.
عناصر لازم برای تولید مستقل تولید جوشکاری با کیفیت مس:
- استوانه استیلن.
- مشعل ها
- ورق آزبست.
- سیم
- آب
- پروفیل spacer.
- سربازان
- شارژ
آنچه در مورد الکترود برای جوشکاری مس باید بدانید
برای دریافت کیفیت و صاف جوش جوش، باید از یک الکترود استفاده کرد که با ترکیب خاصی پوشیده شده است. پوشش برای تولید سرباره استفاده می شود که با اکسید های فلزی ظاهر می شود. این ترکیب از جوش جوشکاری جلوگیری می کند. پوشش از دست دادن است که در فرایند جوشکاری به علت سوختن عناصر تشکیل شده است و عناصر جدید را به درز وارد می کند. با توجه به پوشش، ثبات قوس الکتریکی افزایش خواهد یافت. پوشش سرباره که به وسیله چنین پوشش تولید می شود، خنک کردن مس را کاهش می دهد، به این ترتیب گازهای بیشتری از جوش آزاد می شوند.
الکترود هایی که در فرآیند اتصال به فلزات مورد استفاده قرار می گیرند می توانند به 2 نوع تقسیم شوند:
- ذوب، که از سیمهای مس، آلومینیوم، فولاد یا چدن ساخته شده است.
- غیر مصرفی، که از زغال سنگ، گرافیت مصنوعی و دیگر عناصر ساخته شده است.
برای پیدا کردن الکترودهای مناسب، شما باید رنگ آنها را توجه کنید:
- الکترود قرمز به کار می رود جوشکاری قوس الکتریکی مس
- الکترودهای آبی برای پردازش عناصر مقاوم در برابر حرارت استفاده می شود.
- الکترودهای زرد برای کارهای فولادی مقاوم در برابر خوردگی و مقاوم در برابر حرارت استفاده می شود.
- الکترودهای خاکستری می تواند برای پردازش فلزات غیر آهنی استفاده شود.
روش جوشکاری مس
اگر با تکنولوژی مطابقت داشته باشید، مس را می توانید به راحتی با سیلندر استیلن جوش کنید. جوش داده شده با کیفیت عالی این فرصت را به دست می آورند تا با یک جفت جعل کنند.
مس دارای سطح بالایی از هدایت حرارتی است، زیرا برای جوشکاری آن، اگر یک ماده با ضخامت بیش از 10 میلی متر وجود داشته باشد، یک شعله با قدرت بالا 150 لیتر / ساعت نیاز دارید، اگر مواد کمتر از 10 میلیمتر و 200 لیتر بر ساعت باشد. اگر شما جو مسی با ضخامت مس دارید، باید از دو مشعل استفاده کنید. یکی از آنها برای گرم کردن است، و دیگری برای جوش قطعات است.
برای کاهش حذف گرما، ورق های آزبست از قسمت های پایین و بالای عنصر مورد نیاز است. در این مورد، توصیه می شود از یک شعله ی کاهش استفاده کنید، که هسته آن به لبه های مس تقریبا در یک زاویه ی راست است. برای کاهش شکل گیری اکسید فلزی و جلوگیری از ایجاد ترکهای با درجه حرارت بالا، اتصال فلزات با حداکثر سرعت بدون وقفه ضروری است. در این فرایند شما باید به شدت نظارت بر حفاظت از شعله احیا کننده داشته باشید.
قبل از اتصال عناصر لازم نیست که عناصر چسبنده را اعمال کنید. جوشکاری مس در یک مونتاژ ویژه و طراحی جوش انجام می شود. به عنوان یک افزودنی، شما می توانید از سیم ساخته شده از فلز با دوام یا مواد با دی اکسید کننده استفاده کنید. قطر سیم مورد استفاده باید بیش از 8 میلیمتر باشد.
در طول فرآیند جوشکاری، گرما باید توزیع شود تا سیم قبل از لبه های فلز جوش داده شود. مواد پرکننده باید به لبه ها جوش داده شود. لبه های افقی روی ورق با ضخامت بیش از 3 میلیمتر در یک زاویه 45 درجه ساخته شده است. قبل از اتصال لبه ها باید به یک فلز جدید درخشید.شما همچنین می توانید لبه ها را با مخلوطی از اسید نیتریک ترشی کنید، سپس با آب شستشو دهید.
برای خرد کردن دانه های سپرده مس و افزایش تراکم جوش پس از پیوستن، مواد تا 5 میلی متر ضخامت باید در دمای پایین جعلی باشد. اگر مس با ضخامت بیش از 5 میلیمتر استفاده شود، لازم است در دمای 200-300 درجه سانتیگراد قرار گیرد.
پس از جوشیدن جوش ها در دمای 530 تا 550 درجه سانتیگراد، پس از جوشیدن، پس از جوشاندن، پس از جوشاندن، با آب سرد، آب سرد می شود. برای جلوگیری از وقوع ترک، لازم نیست که در دمای بیش از 500 درجه سانتیگراد گنجانده شود، زیرا در این صورت فلز شکننده خواهد شد.
اتصالات فلزی قوس آرگون
جوشکاری قوس الکتریکی اغلب برای ساخت سازه های مس مفتول استفاده می شود. برای به دست آوردن یک جوش با کیفیت بالا، لازم است از گازهای محافظتی استفاده شود که شامل آرگون هستند. جوشکاری قوس مس اغلب با الکترود تنگستن انجام می شود.
به عنوان یک افزودنی، شما نیاز به استفاده از یک spacer پروفیل از یک عرض کوچک یا سیم، که نیاز به قرار دادن لب به لب. این روش جوشکاری مس با پایداری قوس خوب مشخص می شود. مکانیکی جوش قوس این در فرایند پیوستن به قطعات ضخیم کوچک و در مکان هایی که دسترسی دشوار است استفاده می شود.
جوشکاری مس با یک الکترود تنگستن با جریان ثابت انجام می شود. الکترود باید به شدت در هواپیما مفصل باشد. اگر مس با ضخامت بیش از 5 میلیمتر جوش داده شود، باید آن را به دمای 300 تا 400 درجه سانتی گراد پیش گرم کنید. لبه های فلز متصل شده و سیم الکترود توصیه می شود برای اولین بار به حالت فلزی جدید تمیز شود.
مواد تا 5 میلیمتر ضخامت را می توان بدون لبه های سایشی جوش داد.
اگر قطعات را با ضخامت 2-3 میلیمتر وصل کنید، گرمایش فلز جوش داده نمی شود. فن آوری جوشکاری یک فلز مشابه با ضخامت بیش از 4 میلی متر نشان می دهد که حرارت فلز به 300 تا 400 درجه سانتی گراد می رسد. در این مورد، ممکن است از الکترودهای ذوب استفاده شود.
چگونه به درستی لحیم کردن مس
شما باید بدانید که فلزات غیر آهنی نسبت به جوشکاری بسیار ساده تر هستند. این به خصوص برای لوله های مس با دیوارهای نازک است که برای سیستم های گرمایش، لوله کشی، گاز و غیره استفاده می شود.
حتی یک فرد بدون تجربه کاری مناسب می تواند فلز را جوش دهد، اما فلز خود جوش کاری نخواهد کرد. ساختار لحیم کاری مس تغییر نخواهد کرد. در این مورد، شما نیازی به استفاده از تجهیزات گران قیمت ندارید.
مفاصل جوشكاري، اگر از تکنولوژی پیروی می كنند و از مواد با کیفیت خوب استفاده می كنند، با دوام می باشند؛ آنها قادر خواهند بود بارها را تحمل كنند.
در فرآیند لحیم کردن چنین ماده ای، شما باید از روش های همپوشانی اتصالات استفاده کنید، که این باعث می شود که قدرت سخت افزاری از قطعات را به دست آورید، حتی اگر نرمی لحیم کاری با قدرت نسبتا کم استفاده شود. برای اطمینان از سطح قابل قبول مقاومت اتصال مشترک، لازم است تا حداقل 5 میلیمتر همپوشانی انجام شود. اغلب، نرخ های بالاتر برای اطمینان از حاشیه ایمنی بزرگ استفاده می شود.
انواع لحیم کاری موجود
آلیاژهای مس توانایی اتصال توسط لحیم کردن درجه حرارت بالا و پایین را دارند. امروزه شما می توانید مقدار زیادی از تجهیزات برای جوشکاری مانند فلز و لحیم کاری آن، و همچنین انواع لحیم کاری سخت و نرم را پیدا کنید که قادر به ارائه کیفیت عالی عناصر لحیم کاری می باشد. برای لحیم کاری در دماهای کم و زیاد، ترجیحا استفاده از لحیم کاری و شار همان تولید کننده باشد.
لحیم کاری درجه حرارت پایین

استفاده از لحیم کاری های کم دما امکان اتصال به عناصر را در دمای بالا می دهد که اثر کمی بر روی مقاومت فلز دارد، اما جوش های با بهترین ویژگی های مکانیکی را فراهم می کند. لحیم کاری برای لحیم کاری با درجه حرارت بالا می تواند مقاومت خوبی در اتصالات ایجاد کند و به سیستم عامل اجازه می دهد تا در دمای بالا عمل کند. با این حال، در این مورد، ممکن است انجماد فلز ممکن است اتفاق بیفتد که در ارتباط با آن می تواند تنها توسط یک متخصص واجد شرایط انجام شود.
لحیم کاری درجه حرارت پایین اغلب هنگام نصب سیستم گرمایشی استفاده می شود. شما باید بدانید که لحیم کاری های کم دما قادر به ارائه ترکیبات مقاومتی عالی خواهد بود با توجه به مساحت بزرگ تماس های عناصر خط لوله.
تا به امروز، چنین لحیم کاری هایی با دمای پایین وجود دارد که کیفیت عالی مس لحیم کاری را تامین می کنند: آلیاژهای قلع با مس، آنتیموان، نقره و سایر عناصر. برای لحیم کاری در دماهای پایین شما می توانید از لحیم سرب و قلع استفاده کنید، اما اگر شما نیاز به اتصال خط لوله برای آب آشامیدنی، آنها به دلیل خواص مضر سرب مجاز نیستند.
لحیم کاری درجه حرارت بالا
این نوع سربازان مجاز به استفاده در زمانی است که لازم است خط لوله را در دمای بالا جوشانده شود.
اگر شما نیاز به لوله را از لوله های فلزی بگیرید، باید از لحیم کاری با درجه حرارت بالا استفاده کنید، همانطور که در این مورد می توانید از قدرت عالی استفاده کنید. شما باید بدانید که لحیم کاری در دمای پایین در تامین گاز استفاده نمی شود.
لحیم کاری مس و فسفر نیازمند استفاده اجباری از جریان در فرآیند لحیم کاری نیست. ویژگی های گسترش یک فلز مشابه و لحیم تقریبا یکسان است که یک مزیت اضافه است. سربند ها به شکل میله تولید می شوند.
این اتصال شکننده است، زیرا چنین لحیم کاری به هیچ وجه نمی تواند برای مواد لحیم کاری با محتوای نیکل بیش از 10 درصد استفاده شود. برای استفاده از چنین لحیم کاری مجاز نیست برای اتصال برنز آلومینیومی.
فلو برای اتصال سطوح مس
در فرایند ترکیب این عناصر، بهتر است از دستگاه های خاصی برای جوشکاری فلزات و جوش های فلزی استفاده شود که می توانند مس را از اکسیداسیون مس، محافظت کنند، اکسید هایی که به سرباره ظاهر شده اند، حل می شوند. آنها باید در حمام جوش ساخته شوند. فلوها می توانند در انتهای لبه های اتصال دهنده و میله ها و همچنین پشت قطعه کار جوش داده شده پوشش داده شوند.
تا به امروز، برای ترکیبی از فلزات در دمای پایین، به عنوان فلو، اغلب استفاده می شود ترکیبات که حاوی کلرید روی است. در فرایند خرید شارژ، توجه به ترکیب آن اهمیت دارد. شارژ ممکن است شامل بوراکس کالسیفن و سایر عناصر باشد.
تا به امروز، شما می توانید مقدار زیادی از جوش برای جوش یک فلز مشابه پیدا کنید. شما فقط باید هر ترکیبی را انتخاب کنید که برای کار این نوع مناسب باشد.
از بازخورد شما متشکریم




