نمادها بر روی نقشه سازه های جوشکاری. تعیین جوش
پیوند مکانیسم متشکل از قطعات متصل شده توسط جوش یک واحد مونتاژ است و طراحی آن بر اساس قوانینی که برای چنین واحدهای پذیرفته شده انجام می شود. عناصر چنین لینک در برش ها و بخش ها در جهت های مختلف سکته می کنند، نشان دهنده درزها، پارامترهای آنها و غیره است.
اگر، از سوی دیگر، بخش جوش با قطعات دیگر مونتاژ شده است، سپس تمام عناصر آن (در بخش) در یک جهت (در نتیجه نشان داده شده است که آن جوش) است. جوش، پارامترهای آنها در چنین (مونتاژ) نقاشی نشان نمی دهد.
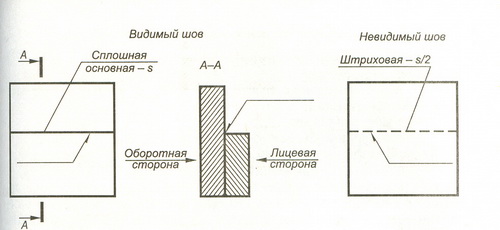
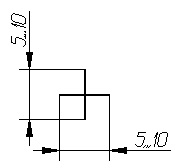
دوخت در نقاشی مفاصل جوش داده شده جزئیات شرح و تعیین بر اساس GOST 2. 312-72. درزهای قابل مشاهده توسط یک خط اصلی جامد و غیر خطی نشان داده میشوند (خطوط خرد شده) (بدون در نظر گرفتن روش جوشکاری). در نقطه جوش، نقطه ی جوش یابی قابل مشاهده با علامت + (ارتفاع و عرض علامت 5-10 میلی متر)، نقاط تکمیل نامرئی در نقاشی نشان داده نمی شود.
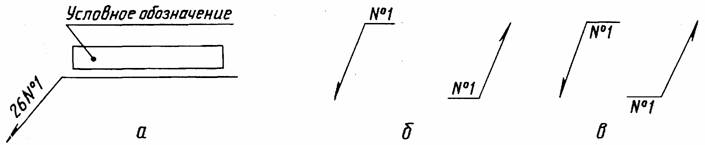
نماد درز اعمال می شود:
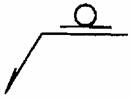
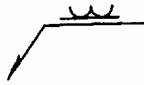
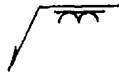
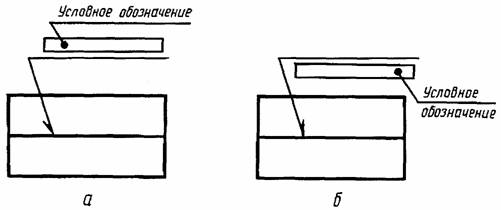
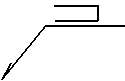
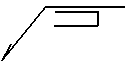
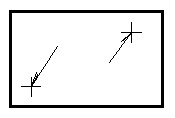
الف) در قفسه خط رهبر از تصویر سوراخ از طرف مقابل کشیده شده است (نگاه کنید به شکل 6.8، الف)؛
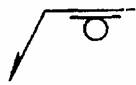
ب) زیر قفسه خط رهبر کشیده شده از تصویر درز در طرف مقابل (نگاه کنید به شکل 6.8، ب). خط تماس با یک فلش یک طرفه به پایان می رسد.
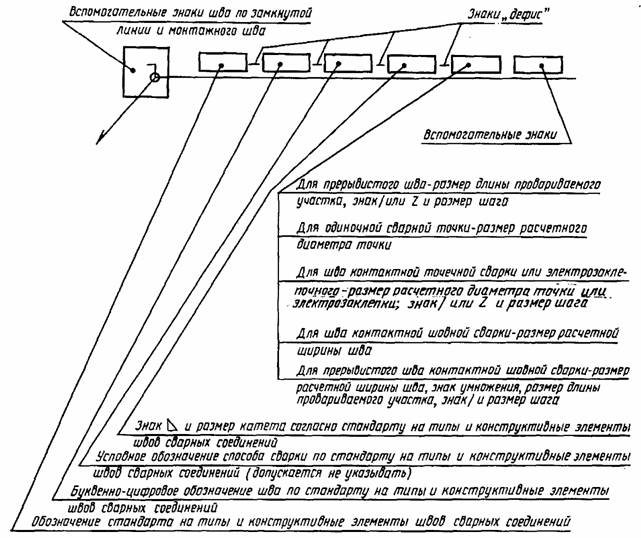
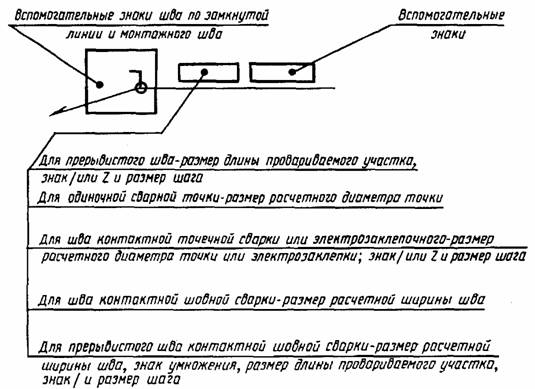
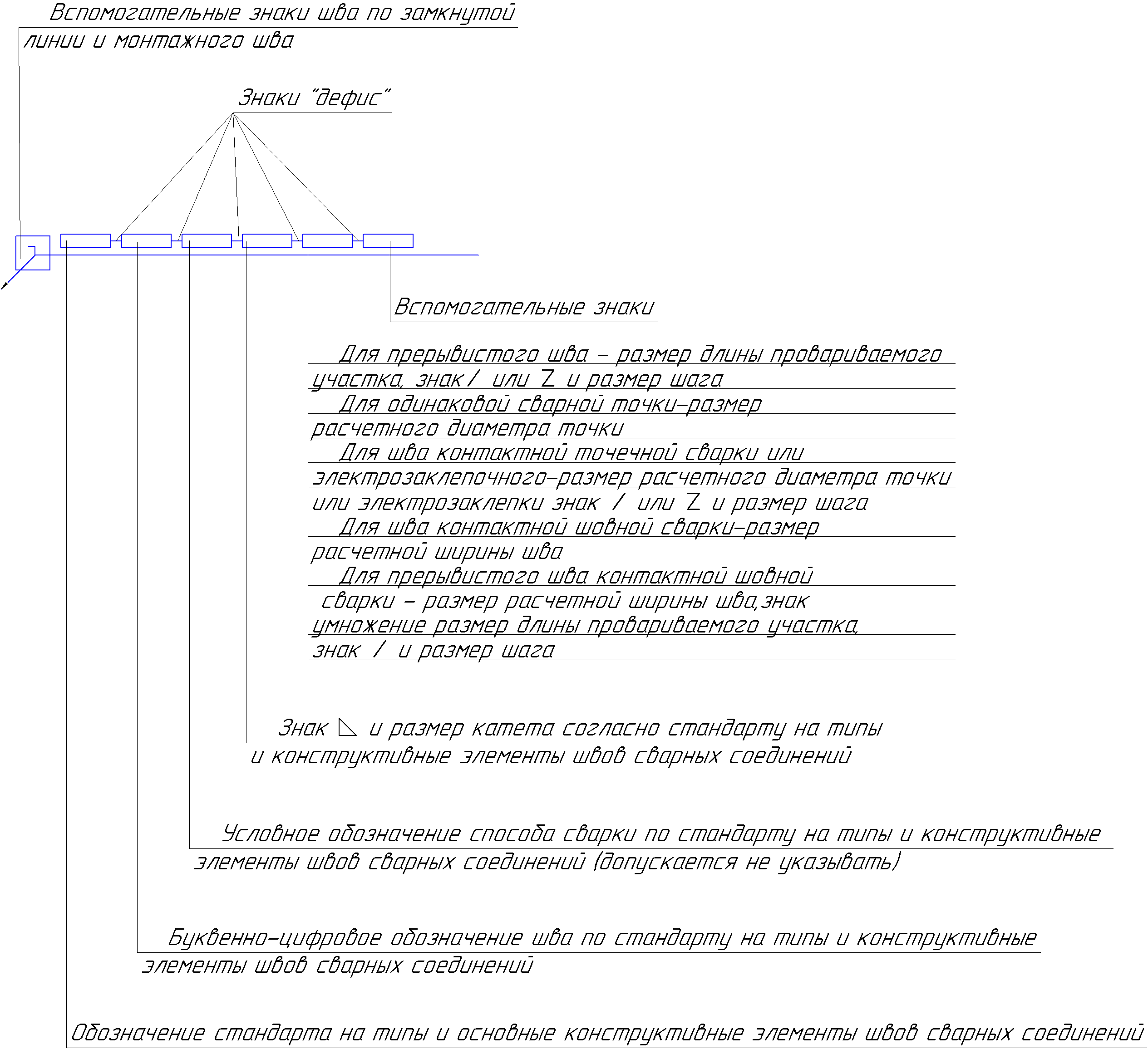
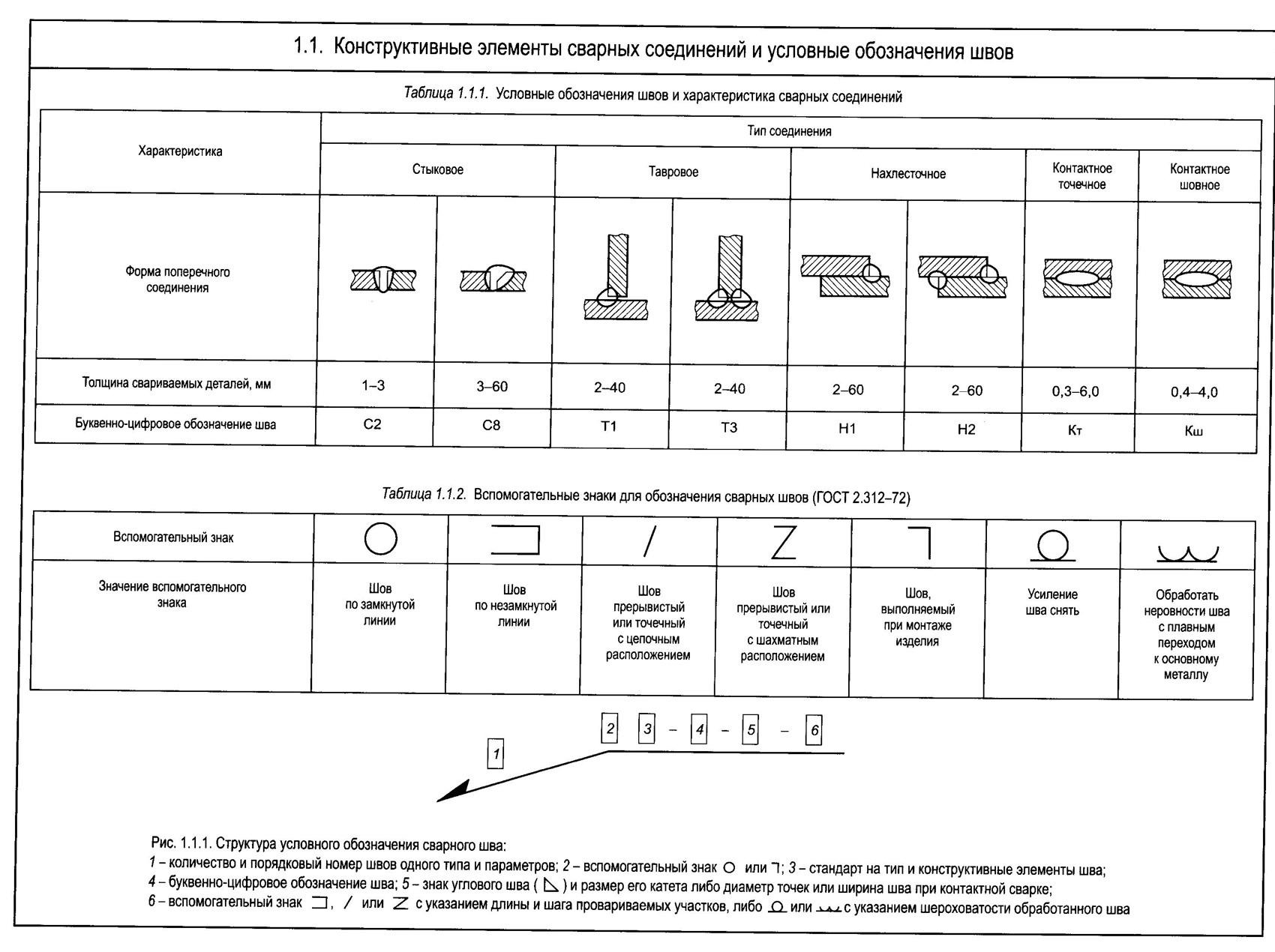
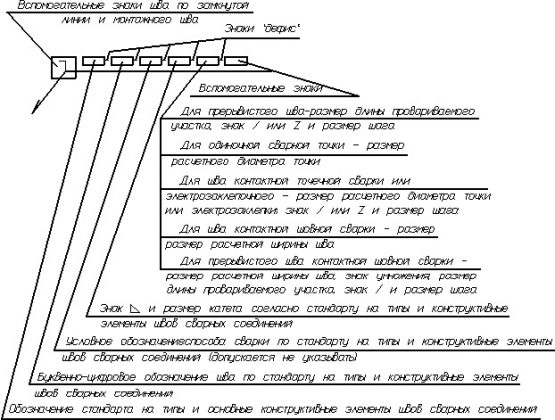
نماد جوش به طور کلی باید در نظم نشان داده شده توسط مستطیل 1-9 باشد
(نگاه کنید به شکل 6.8) به شرح زیر است:
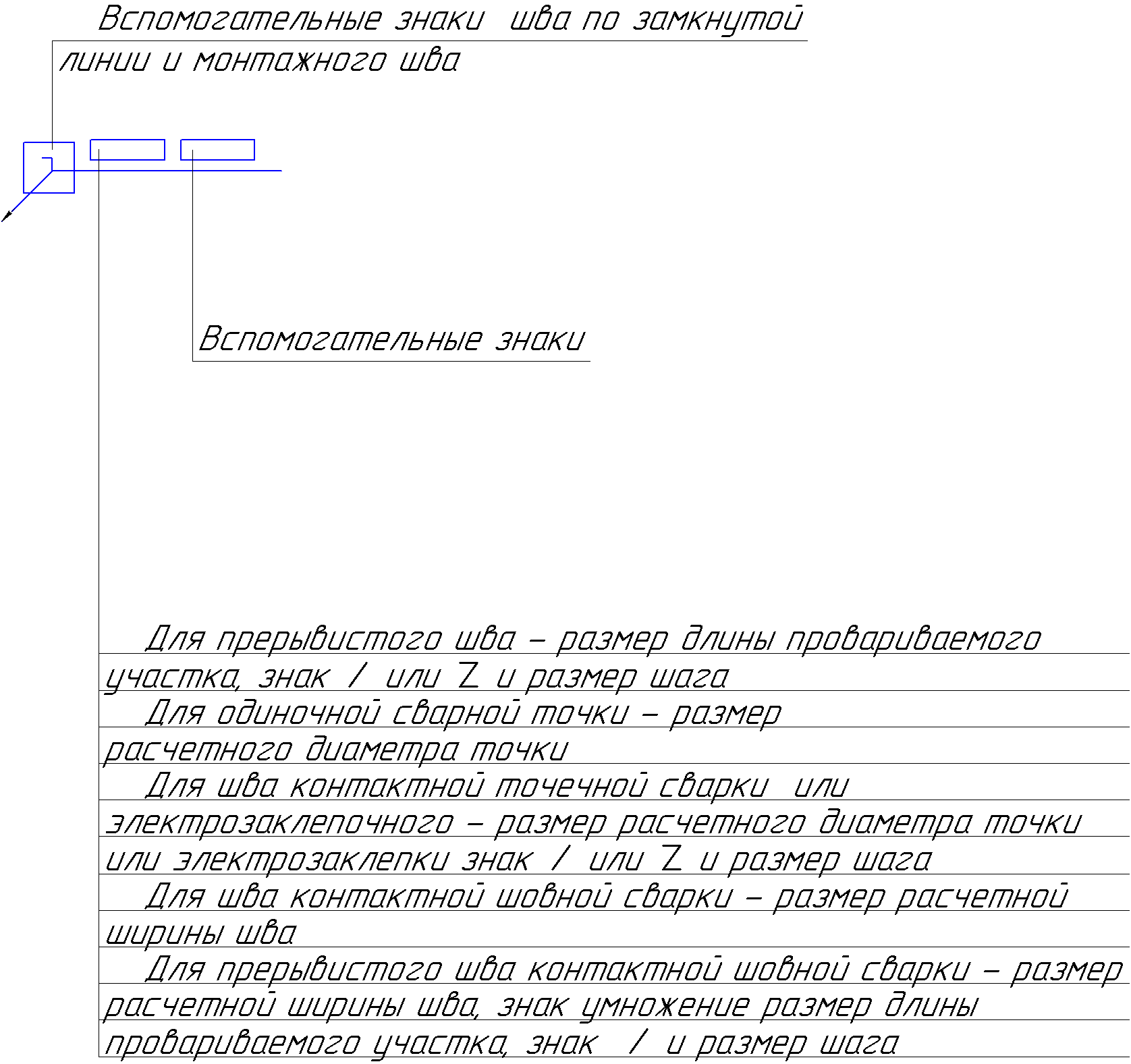
1 - مارک کمکی: توسط خط بسته یا مونتاژ (جدول 6.17 را ببینید)؛
2 - تعیین استاندارد برای انواع و اجزای ساختاری جوش های جوش داده شده اتصالات:
a) GOST 5264-80. کتابچه راهنمای جوش قوس. اتصالات جوش - انواع اصلی و عناصر ساختاری درزها؛
ب) GOST 8713-79. جوش قوس زیرزمینی مفاصل جوش؛
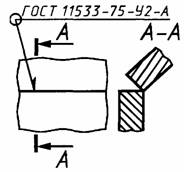
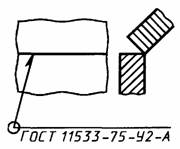
ج) GOST 11533-75. جوش قوس الکتریکی اتوماتیک و نیمه اتوماتیک. اتصالات جوش در زوایای حاد و ناپیوسته - انواع اصلی، عناصر ساختاری و ابعاد مفاصل با محل عناصر جوش در زوایای حاد و بی حسی؛
g) GOST 11534-75. جوشکاری قوس دستی مفاصل جوش در زاویه های تیز و بی روح؛
د) GOST 15878-79. جوشکاری تماس مفاصل جوش؛
e) GOST 23792-79. اتصالات الکتریکی جوش داده شده
g) GOST 23518-79. جوش قوس الکتریکی با گاز محافظ
مفاصل جوش در زاویه های تیز و بی روح؛
3 - تعیین الفبایی عددی از یک درز با توجه به استاندارد
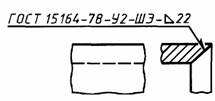
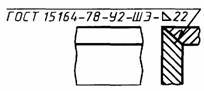
(GOST 5264-80) بر روی انواع و اجزای ساختاری جوش های جوش داده شده جوش داده شده (نامه نشان دهنده نوع مفصل است و شکل - شکل آماده سازی لبه های قطعات در منطقه جوش: فلنج، بدون فلنج، با خم و غیره)، به عنوان مثال: C8 - جوش سوپاپ، Y4 - زاویه ای، T3 - تاوری؛ H2 - مفاصل همپوشانی
در برگه 6.18 انتخابی از الفبایی علامت های تعیین شده از درز را نشان می دهد؛
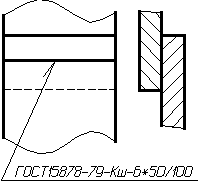
4 - علامت و اندازه پایه واشر (فقط برای جوش گوشه)؛ نشانه در خطوط نازک جامد انجام می شود. ارتفاع علامت باید همان ارتفاع رقم ها باشد که در انتساب بند وجود دارد.
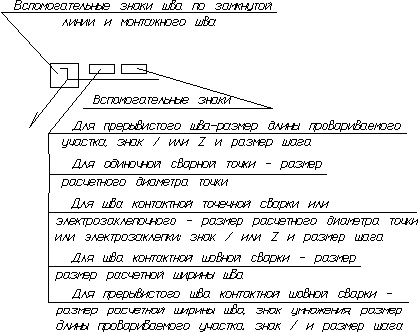
5 - کاراکترهای کمکی: برای بخیه متناوب - طول منطقه پخته شده، علامت / یا Z و زمین؛ برای جوشکاری جوش الکتریکی غلتکی تماس - محدوده محاسبه عرض؛ برای جوشکاری جوش داده شده با سیم جوش، عرض جوش برآورد شده، نشانه ضرب، طول منطقه جوش، علامت / و زمین؛
6 - علامت های کمکی: تقویت سیم یا پیچ و مهره های جوش و ناهمواری جوش با انتقال صاف به فلز پایه را حذف کنید (به جدول 6.17 مراجعه کنید)؛
7 - تعداد اشکال یکسان تعیین یکسان از درز تنها در یکی از تصاویر اعمال می شود: از تصاویر از دیگر درزها، خط کشیدن با قفسه ها کشیده می شود. تمام درهای یکسان یک شماره توالی اختصاص داده شده است که اعمال می شود:
- در یک خط رهبر با یک قفسه نشان داده شده با نامگذاری درز؛
- در قفسه خط خطی که از تصویر یک شیار قابل مشاهده است که هیچ نامگذاری ندارد؛
- زیر قفسه خط خطی که از تصویر یک درز نامرئی که هیچ نامگذاری ندارد کشیده شده است.
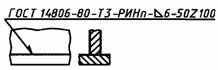
اگر همه درزهای جوش داده شده یکسان هستند و در یک طرف نشان داده شده نشان داده شده اند، پس مجاز است که شماره سریالی را به آنها اختصاص ندهید، اما تعیین الزامات فنی را تعیین کنید. در این مورد درزها با سیمهای بدون قفسه مشخص می شوند. مثال افسانه جوش T-joint بدون لبه های خمشی، متقاطع دو طرفه با ترتیب متناوب، انجام شده توسط جوشکاری قوس دستی: پا 6 میلی متر، طول ناحیه جوش 50 میلی متر، زمین 100 میلی متر: "GOST 5264-80 T3- 6-50 Z 100".
9 - تعیین زبری سطح ماشینکاری (های) (علامت).
تعیین زبری انسداد ممکن است به الزامات فنی رسم منجر شود، به عنوان مثال، "سختی جوش ».
بافت استاندارد غیر استاندارد (ابعاد عناصر سازه ی درز توسط استانداردها مشخص نشده است) با نشانه هایی از ابعاد ساختاری مورد نیاز برای تکمیل درز در این نقاشی نشان داده شده است.
مرزهای درز توسط خطوط اصلی جامد نشان داده شده و عناصر ساختاری لبه ها (از قطعاتی که باید در آن قرار داشته باشند) درون مرزهای درز با خطوط نازک جامد نمایان می شوند.
سیستم یکپارچه برای اسناد طراحی
تعاریف نمادین و جوش
فرمان کمیته ایالتی استانداردهای شورای وزیران اتحاد جماهیر شوروی از تاریخ 10 مه 1972 شماره 935، تاریخ معرفی
از 01/01/73
به جای GOST 2.312-68
* نسخه (مارس 2000) با اصلاح شماره 1، تایید شده در ژوئیه 1991 (IUS 10-91)
این استاندارد تصاویر مشروط و نامگذاری جوش های جوش داده شده را در اسناد طراحی محصولات تمام صنایع و همچنین در اسناد ساختمانی که تصاویر و تعیین های مورد استفاده در ساخت آنها مورد استفاده قرار نمی گیرد، ایجاد می کند.
1. تصویر اتصالات جوش
1.1 جوش جوش، صرف نظر از روش جوش، به طور معمول تصویر می کند:
قابل مشاهده - خط اصلی جامد (شکل 1 a، c)
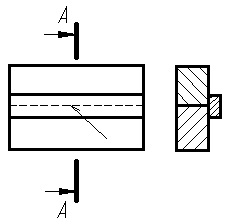
نامرئی - خط کشیده (شکل 1 g).
نقطه ی جوشکاری قابل مشاهده بدون در نظر گرفتن روش جوشکاری، با علامت "+" به طور معمول تصویر می شود (شکل 1 ب)، که توسط خطوط جامد انجام می شود (شکل 2).
نقاط تکاملی نامرئی نشان نمی دهد.
از تصویر یک درز یا یک نقطه، یک خط را که با یک فلش یک طرفه به پایان می رسد، قرعه کشی کنید (شکل 1 را ببینید). خط رهبری ترجیحا از تصویر سوراخ قابل مشاهده است.
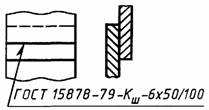
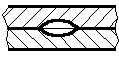
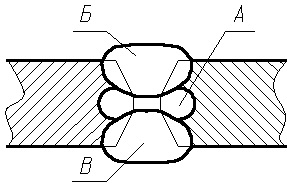
1.2 بر روی تصویر مقطع عرض چند گذار اجازه داده می شود تا خطوط پاس های فردی را قرعه کشی کند و باید با حروف بزرگ الفبای روسی علامت گذاری شود (شکل 3).
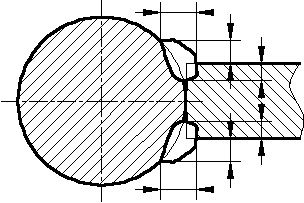
1.3 این درز، ابعاد عناصر ساختاری که توسط استانداردها تنظیم نمی شود (شفت غیر استاندارد) با نشانگر ابعاد اجزای ساختاری مورد نیاز برای تکمیل درز بر اساس این رسم (شکل 4) نشان داده شده است.
مرزهای درز توسط خطوط اصلی جامد نشان داده شده و عناصر ساختاری لبه های درون مرزها با خطوط نازک جامد نشان داده شده است.
|
|
|
|
|
|
2. نمادهای مرجع اتصالات جوش
2.1 علامت های کمکی برای تعیین جوش در جدول نشان داده شده است.
|
علامت کمکی |
ارزش شخصیت کمکی |
محل علامت کمکی نسبت به رهبر خط رهبر، کشیده شده از تصویر درز |
|
|
از جلو |
از پشت |
||
|
تقویت سیم |
|
|
|
|
پارازیت های فرآیند و ناهمواری جوش با انتقال صاف به فلز پایه |
|
|
|
|
در هنگام نصب محصول، شال را اجرا کنید، به عنوان مثال هنگام نصب آن بر روی نقشه نصب در محل استفاده |
|
||
|
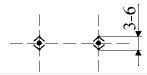
متوقف یا نقطه جوش با قرار دادن زنجیره ای زاویه شیب خط "60 درجه |
|
|
|
|
منشا قطع یا نقطه با ترتیب متناوب |
|
|
|
|
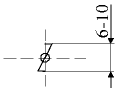
واشر در خط بسته. قطر علامت - 3 ... 5 میلی متر |
|
||
|
|
در یک خط باز علامت استفاده می شود اگر محل درز از رسم روشن است. |
|
|
یادداشت ها :
1. برای جبهه جانبی جوش یک طرفه از جوش داده شده جوش داده شده را از سمت که از آن جوش تولید می شود.
2. برای جبهه جانبی یک جوش دو طرفه جوش داده شده با لبه های نامتقارن تهیه شده، آنها از طرفی که جوش اصلی آنها جوش است، گرفته می شود.
3. سمت جلو یک جوش دو طرفه یک جوش داده شده با لبه های متخلخل متقاطع می تواند هر دو طرف گرفته شود.
در نماد درز، علائم کمکی در خطوط نازک جامد انجام می شود. علائم کمکی باید از همان ارتفاع با اعداد موجود در نامگذاری درز باشد.
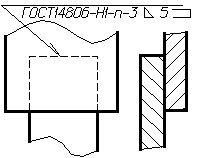
2.2 ساختار نماد یک جوش استاندارد یا نقطه جوش تک در نمودار نشان داده شده است (شکل 5).
نشانه در خطوط نازک جامد انجام می شود. ارتفاع علامت باید با ارتفاع رقم هایی که در تعیین سایز وجود دارد، همان باشد.
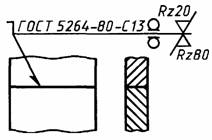
2.3 ساختار نماد یک جوش غیر استاندارد یا نقطه جوش یکنواخت در نمودار نشان داده شده است (شکل 6).
در الزامات فنی طراحی و یا جدول از درز نشان می دهد روش جوشکاری، که باید انجام نمی استاندارد غیر استاندارد.
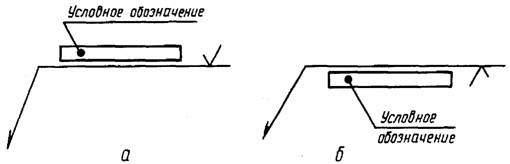
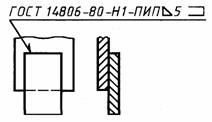
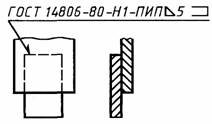
2.4. نماد درز اعمال می شود:
الف) در قفسه خط رهبر کشیده شده از تصویر جوش در سمت جلو (شکل 7 a);
ب) زیر قفسه خط رهبر کشیده شده از تصویر درز در سمت معکوس (شکل 7 ب).
2.5. زبری تعیین ماشین سطح جوش است به قفسه و یا یک قفسه خط پس از درز نماد نوشتهراهنمای (شکل 8.) اعمال می شود، و یا در جدول نشان می دهد درز، یا منجر به مشخصات طراحی، برای مثال، "سطح زبری جوش ..."
توجه داشته باشید . محتویات و اندازه ستون های جدول درزها توسط این استاندارد تنظیم نمی شود.
2.6 اگر یک مجموعه کنترل یا یک دسته از کنترل یک درز برای یک جوش جوش نصب شود، تعیین آنها ممکن است تحت خط رهبر قرار گیرد (شکل 9).
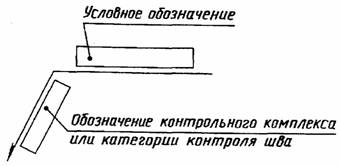
الزامات فنی و یا جدول بخیه در طراحی نشان دهنده لینک به سند قانونی و فنی مربوطه است.
2.7 مواد جوش بر روی نقاشی در شرایط فنی یا جدول جوش نشان داده شده است.
مواد جوشکاری مجاز نیستند.
2.8 اگر در نقاشی های یکسان وجود داشته باشد، علامت گذاری بر روی یکی از تصاویر قرار داده می شود، و از تصاویر از دیگر اشکال مشابه، رسم خطوط با قفسه کشیده شده است. تمام درهای یکسان یک شماره توالی اختصاص داده شده است که اعمال می شود:
الف) در یک خط رهبر با یک قفسه نشان داده شده با نامگذاری درز (شکل 10 a)
ب) در قفسه خط رهبر کشیده شده از تصویر شفت که مشخص نیست، از طرف مقابل (شکل 10 ب);
ج) تحت قفسه خط رهبر از تصویر شفت که در قسمت عقب مشخص نشده است (شکل 10 در).
تعدادی از درزهای یکسان را مجاز به نشان دادن بر روی خط ضمیمه نشان می دهد که دارای قفسه ای با برچسب گذاری است (نگاه کنید به شکل 10 a).
توجه داشته باشید . دوخت در صورتی که:
انواع و اندازه های عناصر ساختاری آنها در یک مقطع یکسان هستند.
آنها دارای الزامات فنی مشابه هستند.
2.9 مثال هایی از نمادها در ضمیمه 1 و 2 آمده است.
3. یکپارچه سازی نامگذاری اتصالات جوش
3.1 در صورتی که در طراحی وجود داشته باشد که بر اساس استاندارد مشابه ساخته شده است، تعیین استاندارد در الزامات فنی طراحی (نوع ورودی: "جوش های جوش ... توسط ...") یا جدول ذکر شده است.
3.2 مجاز است که یک شماره توالی را به همان جفت ها اختصاص ندهید، اگر همه درزها در یک نقاشی مشابه باشند و در یک طرف (جلو یا عقب) نشان داده شوند. در عین حال، بدون هیچ علامت گذاری، بدون هیچ خطی مشخص می شود (شکل 11).

3.3. در طراحی یک محصول متقارن، اگر یک محور متقارن در تصویر وجود داشته باشد، مجاز است با خطوط رهبری علامت گذاری کند و فقط در یکی از قسمت های متقارن تصویر محصول علامت گذاری شود.
3.4. طراحی محصول که در آن اجزای یکسان، اتصالات جوش داده شده یکسان وجود دارد، این مفاصل مجاز خطوط نوشتههای راهنما علامت و نشان داده شده تنها یکی از تصاویر قطعات یکسان (ترجیحا از تصاویر، نشان می دهد که بر اساس اعداد خط نوشتهراهنمای) است.
3.5 این اجازه را به خطوط در شکل درز-نوشتههای راهنما علامت، و دستورالعمل فراهم می کند برای جوشکاری ضبط در مشخصات از نقاشی، اگر این رکورد به صراحت منطقه جوش، روش های جوشکاری، انواع جوش و ابعاد آن از عناصر ساختاری در مقطع و محل درزهای تعریف می کند.
3.6 الزامات مشابهی برای تمام مفاصل و یا گروهی از بخیه ها یکبار - در شرایط فنی و یا جدول بخیه داده می شود.
پیوست 1
راهنما
نمونه هایی از سمبات های استاندارد
اتصالات جوش داده شده
|
مشخصه |
نماد درز نشان داده شده در نقاشی |
||
|
مقطع عرضی |
از جلو |
از پشت |
|
|
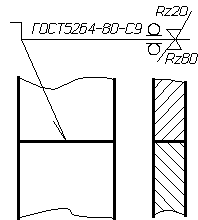
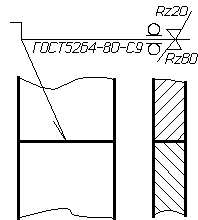
مفصل مفصل مفصل با یک کانال منحنی از یک لبه، دو طرفه، انجام شده توسط قوس جوشکاری دستی هنگام نصب محصول. به دست آوردن از هر دو طرف حذف شده است. پارامتر زبری سطح: از طرف مقابل - RZ 20 میکرون؛ از پشت - RZ 80 میکرون |
|
|
|
|
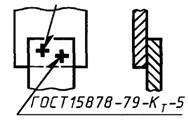
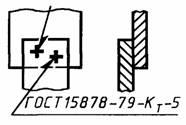
اتصال گوشه ای دریچه بدون لبه های خمشی، دو طرفه، توسط جوش داده شده با قوس الکتریکی اتوماتیک در یک خط بسته انجام می شود |
|
|
|
|
محور مفصل گوشه ای با لبه های خمشی، توسط الکترود سیم ساخته شده است. پایه یک درز 22 میلیمتر |
|
|
|
|
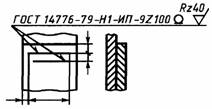
جوش نقطه جوش داده شده توسط جوش قوس در گازهای غیر مستقیم الکترود ذوب قطر تخمینی نقطه 9 میلیمتر پچ 100 میلیمتر محل نقاط شطرنج. به دست آوردن باید برداشته شود پارامتر زبری سطح RZ 40 میکرون. |
|
|
|
|
مفصل مفصل شانه بدون لبه های خاردار، یک طرفه، در پوشش باقی مانده، انجام شده توسط جوشکاری با گاز گرم با میله پرکننده |
|
|
|
|
مفاصل همپوشانی تنها جوش داده شده توسط جوشکاری قوس زیرزمینی ساخته شده است. قطر شاخه های الکتریکی 11 میلی متر است. به دست آوردن باید برداشته شود پارامتر زبری سطح RZ 80 میکرون |
|
||
|
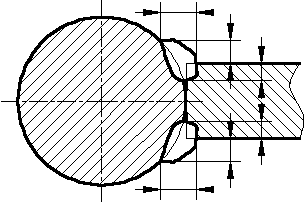
اتصال بخیه توپ را روی گوه بدون لبه های مخروطی، برگشت پذیر، مبهوت ناپیوسته انجام شده توسط جوشکاری تحت گاز بی اثر، با غیر قابل مصرف فلز الکترود پرکننده در امتداد یک خط بسته قوس الکتریکی سایز پا 6 میلیمتر پچ 100 میلیمتر |
|
|
|
|
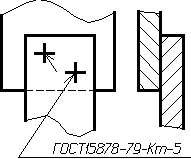
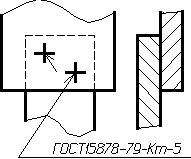
مفاصل همپوشانی تنها جوش داده شده انجام می شود. قطر تخمینی نقاط هسته نقرهای 5 میلیمتر است |
|
|
|
|
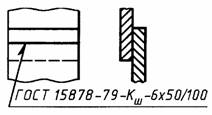
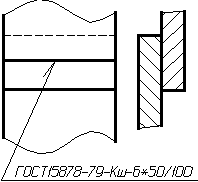
لاک زدن متناوب، در حال اجرا است. عرض ناحیه ریخته گری شفت 6 میلی متر است. طول ناحیه جوش 50 میلیمتر. پچ 100 میلیمتر |
|
|
|
|
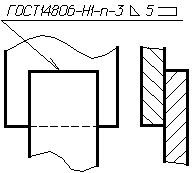
جفت مفصل لبه بدون لبه های خمشی، یک طرفه، توسط جوشکاری قوس نیمه اتوماتیک در گازهای بی اثر با یک الکترود قابل مصرف انجام می شود. در یک خط باز ساق پای 5 میلیمتر. |
|
|
|
(ویرایش اصلاح شده، اصلاح شماره 1).
پیوست 2
راهنما
مثال از شرایط غیر استاندارد دریایی
اتصال WELDED
توجه داشته باشید . در الزامات فنی، دستورالعمل زیر را ذکر کنید: "جوشکاری قوس دستی."
تعیین مفاصل جوش مطابق با GOST 2.312 انجام شده است
جوش جوش، صرف نظر از روش جوش، به طور معمول تصویر می کند:
قابل مشاهده است - خط اصلی جامد
نامرئی - خط نقاشی؛
نقطه ی جوشکاری قابل مشاهده بدون توجه به روش جوشکاری، به طور معمول با علامت + نشان داده می شود که با خطوط اصلی جامد انجام می شود.
نقاط تکاملی نامرئی نشان نمی دهد.
از تصویر یک درز یا یک نقطه، یک خط را بکشید که با یک فلش یک طرفه به پایان می رسد. خط رهبر بیشتر از سیم قابل مشاهده است.
بر روی تصویر مقطع عرض چند گذار اجازه داده می شود تا خطوط پاسهای فردی را قرعه کشی کنید و آنها باید در حروف بزرگ الفبای روسی نشان داده شوند.
یک درز، ابعاد عناصر ساختاری که توسط استانداردها تنظیم نشده اند (شفت غیر استاندارد) با نشان دادن ابعاد عناصر ساختاری لازم برای تکمیل درز به ترتیب با این نقاشی نشان داده می شود).
مرزهای درز توسط خطوط اصلی جامد نشان داده شده و عناصر ساختاری لبه های درون مرزها با خطوط نازک جامد نشان داده شده است.
|
شکل 2.1 تصویر یک بخش از یک جوش چند منظوره |
شکل 2.2 تصویر شفت غیر استاندارد |
علامت های کمکی برای تعیین جوش در Tab آورده شده است. 2 .2.
در نماد درز، علائم کمکی در خطوط نازک جامد انجام می شود.
علائم کمکی باید از همان ارتفاع با اعداد موجود در نامگذاری درز باشد.
برگه2 .2 علامت های کمکی برای مارک جوش
|
ارزش شخصیت کمکی |
محل علامت کمکی نسبت به قفسه خط رهبر کشیده شده از تصویر درز |
|
|
از جلو |
از پشت |
|
|
تقویت سیم | ||
|
سقوط فرآیند و بی نظمی با انتقال صاف به فلز پایه |
|
|
|
هنگام نصب محصول، شال را اجرا کنید هنگام نصب آن بر روی نقشه نصب در محل استفاده |
|
|
|
جوش یک قطعه متناوب یا نقطه ای با یک ترتیب زنجیره ای است. زاویه خط ~ 60 درجه |
|
|
|
منشا قطع یا نقطه با ترتیب متناوب |
|
|
|
واشر در خط بسته. قطر علامت 3 ... 5 میلی متر است. |
|
|
|
در یک خط باز علامت استفاده می شود اگر محل درز از رسم روشن است. |
|
|
توجه:
1. برای جبهه جانبی جوش یک طرفه از جوش داده شده جوش داده شده را از سمت که از آن جوش تولید می شود.
2. برای جبهه جانبی یک جوش دو طرفه جوش داده شده با لبه های نامتقارن تهیه شده، آنها از طرفی که جوش اصلی آنها جوش است، گرفته می شود.
3. سمت جلو یک جوش دو طرفه یک جوش داده شده با لبه های متخلخل متقاطع می تواند هر دو طرف گرفته شود.
ساختار نماد یک جوش استاندارد یا یک نقطه جوش تک در شکل 1 نشان داده شده است. 2 .3
برخی از استانداردها برای مفاصل جوش:
GOST 5264 جوشکاری قوس دستی. مفاصل جوش. انواع اصلی، عناصر ساختاری و ابعاد. GOST 8713 جوش شار. GOST 14771 جوش قوس الکتریکی با گاز.
نشانه در خطوط نازک جامد انجام می شود. ارتفاع علامت باید با ارتفاع رقم هایی که در تعیین سایز وجود دارد، همان باشد.
ساختار نماد یک جوش غیر استاندارد یا نقطه جوش یکنواخت در شکل 1 نشان داده شده است. 2 .4
شکل2 .3 ساختار نماد استاندارد درز
شکل 4.2 ساختار نماد یک جوش غیر استاندارد یا یک نقطه جوش تک
در الزامات فنی طراحی و یا جدول از درز نشان می دهد روش جوشکاری، که باید انجام نمی استاندارد غیر استاندارد.
نماد درز اعمال می شود:
الف) در قفسه خط رهبر از تصویر جلو از جفت کشیده شده (شکل 2، 5، a)؛
ب) زیر قفسه خط رهبر کشیده شده از تصویر درز در طرف مقابل (شکل 2، 5، ب).
زبری تعیین سطح جوش ماشین است به قفسه زیر قفسه یا خط ناشران پس از درز نامگذاریهای مشروط و یا لایه های مشخص شده در جدول استفاده می شود، و یا در نتیجه مشخصات از طراحی، برای مثال، "سطح زبری جوش ..."
اگر یک مجموعه کنترل یا یک دسته کنترل جوش برای جوش جوش نصب شده باشد، تعیین آنها ممکن است تحت خط رهبر قرار گیرد (شکل 2، 6)
در الزامات فنی و یا در جدول بخیه ها در طراحی، مرجع به سند قانونی و فنی مربوطه داده می شود.
مواد جوش بر روی نقاشی در شرایط فنی یا جدول جوش نشان داده شده است.
مواد جوشکاری مجاز نیستند.
اگر در نقاشی های یکسان وجود داشته باشد، این علامت به یکی از تصاویر اعمال می شود؛ از تصاویر از دیگر اشکال مشابه، خط کشیدن با قفسه کشیدن صورت می گیرد. تمام درهای یکسانی یکسان هستند، که اعمال می شود:
a) در یک خط رهبر با یک قفسه نشان داده شده با نامگذاری درز (شکل 2 .7)؛
تعیین سیمان جوش ساده.
در صورت وجود درز در طراحی، ساخته شده با توجه به استاندارد همان، تعیین استاندارد در الزامات فنی نقاشی (ضبط شده توسط نوع: "جوش جوش ... توسط ...") یا جدول نشان داده شده است.
مجاز است که یک شماره توالی را به همان جفت ها اختصاص ندهید، اگر همه درزها در یک نقاشی مشابه باشند و در یک طرف (جلو یا عقب) نشان داده شوند. در این مورد، درزها بدون نامگذاری با خطوط بدون اصطلاحات مشخص شده اند.
درز ها در نظر گرفته می شوند اگر: انواع و ابعاد عناصر ساختاری در مقطع یکسان هستند؛ آنها الزامات مشابهی دارند
برگه2 .3 نمونه هایی از نمادهای جوش جوش
|
ویژگی شانه |
شکل مقطع عرضی |
نماد شفت نشان داده شده در نقاشی |
|
|
از جلو |
از پشت |
||
|
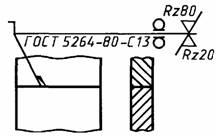
مفصل مفصل بافتی با یک لبه منحنی یک لبه، دو طرفه، انجام شده توسط جوشکاری قوس دستی در هنگام نصب محصول. به دست آوردن از هر دو طرف حذف شده است. پارامتر زبری پارامتر: از طرف جلو - Rz 20 میکرون؛ از پشت Rz 80 میکرون |
|
|
|
|
نقاط همپوشانی تنها جوش داده شده بوسیله مقاومت جوش نقطه ای ساخته شده است. قطر نقطه تخمین 5 میلیمتر. |
|
|
|
|
جفت دامنه متناوب است، با جوش مقاوم در برابر جوشکاری انجام می شود. عرض اتصال 6 میلیمتر طول ناحیه جوش 50 میلیمتر. پچ 100 میلیمتر |
|
|
|
|
جفت مفصل لبه بدون لبه های خمشی، یک طرفه، توسط جوشکاری قوس نیمه اتوماتیک در گازهای محافظ با یک الکترود قابل مصرف انجام می شود. در یک خط باز ساق پای 5 میلیمتر. |
|
|
|
برگه2 .4 مثال یک نماد یک جوش غیر استاندارد جوش
توجه داشته باشیددر شرایط فنی، دستورالعمل زیر تهیه شده است: "دستی جوش قوسی".
نامگذاری جوش های سازه های فلزی در نقشه ها با توجه به CH 460-74 انجام می شود. تصاویر مشروح جوش در نقشه های ساختارهای فلزی در جدول نشان داده شده است. 2 .5 نامگذاریهای جوش در گفت سند در این مورد ممکن است بدون خطوط فرمت استفاده می شود، قرار دادن آنها به طور مستقیم در بالا یا زیر تصویر مربوط به جوش، صرف نظر از اینکه جوش مرئی یا نامرئی است.
برگه2 .5 تصاویر مشروح جوش مفاصل جوش داده شده مورد استفاده در طراحی سازه های فلزی ساختمان.
|
نام |
تصویر درز |
اندازه تصویر، میلی متر |
|
|
کارخانه |
نصب کردن |
||
|
مفاصل مفاصل جوش سوار، جامد: |
|
||
|
از طرف قابل مشاهده |
|
||
|
از طرف نامرئی |
|
||
|
همان متناوب: | |||
|
از طرف قابل مشاهده |
|
||
|
از طرف نامرئی |
|
||
|
درز اتصال T-گوشه یا جیب، جامد: |
|
||
|
از طرف قابل مشاهده |
|
|
|
|
از طرف نامرئی |
|
||
|
همان متناوب: | |||
|
از طرف قابل مشاهده |
|
|
|
|
از طرف نامرئی |
|
|
|
|
اتصال نقطه اتصال، نقاط ساخته شده است جوشکاری مقاومت |
|
|
|
|
اتصال نقطه اتصال، نقاط قوس جوش داده شده است |
|
||
یادداشت ها
در اینجا K f پای ورق گوشه است؛ L طول بخش از سوراخ متناوب است؛ A فاصله بین بخش های متناوب جوش است.
تصاویر جوش، در صورت لزوم، با بخش هایی که ابعاد هندسی شیار و جوش را نشان می دهند، مکمل باشد.
GOST های قانونی ایجاد شده اند که در آن تمام نامگذاری برای جوش های جوش داده شده است. دانستن تمام ویژگی ها، سوابق نگاری به شما امکان می دهد تا به سرعت و با دقت تمام کارهای مربوط به قطعات جوش انجام دهید. طرح های دارای ویژگی های زیادی هستند، به عنوان مثال، همان نام گذاری از درز های مختلف، و یا تعداد عناصر جوش داده شده است. فقط دانستن همه ی مشکلات "پروژه" به شما این امکان را می دهد تا سریعا ذهنی خود را دریابید.
علامت پایه
در ساختارهای جوش داده شده از مواد ضخامت، اندازه و شکل های مختلف استفاده می شود، علاوه بر این، قطعات ممکن است موقعیت های مختلف نسبت به یکدیگر داشته باشند. تعیین جوش در طراحی بستگی به موقعیت نسبی عناصر ساختاری جوش دارد. مجموع 5 نوع ترکیبات (بر طبق GOST 5264 و GOST 14771) نصب شده است:
- اتصال "C"؛
- پایان "C"
- "U" زاویه ای؛
- "H" دامن؛
- "T" tavrovoe.
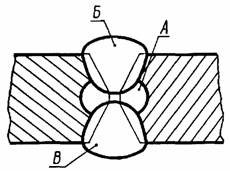
لبخند در نقاشی ترکیبی از عناصر است که در یک سطح یا هواپیما قرار دارد. فرآیند قطعات جوش در طرفهای مجاور مجاور اتفاق می افتد.

پایان اتصال "C" جوشکاری عناصر در طرفهای پایان بخش است، که در آن سطوح جانبی با هم هستند. این روش هنگام جوش کردن قطعات از آن استفاده می شود فلز نازک، به منظور حذف امکان سوختن از طریق. تعیین جوش های جوشکاری در نقاشی با همان حروف، به عنوان مثال، لب به لب و انتهای، باید در مورد نوع خاصی از جوشکاری جوشکاری استفاده شود.
تعیین جوش جوش در نقاشی با سرمایه H در همپوشانی جوش. هنگامی که قطعات جوش بر روی خطوط موازی قرار می گیرند به طوری که یک عنصر بخشی از یکدیگر با یکدیگر همپوشانی دارند.
T نامگذاری در نقاشی جوش T-joint است. قسمت انتهایی یک بخش به قسمت انتهایی بخش دیگر در یک زاویه مشخص (شاید 90 درجه) متصل شود.
نوع دوم "Y" - زاویه ای است که یک درز است که به عنوان یک نتیجه از محل عناصر جوش داده شده در سمت راست، زاویه حاد یا غیرطبیعی نسبت به یکدیگر به دست می آید.
جوش جوش در نقاشی، صرف نظر از اینکه نوع جوشکاری مورد استفاده قرار گرفته، ممکن است به عنوان قابل مشاهده یا نامرئی تعیین شود.
نوع شیار قابل مشاهده با یک خط جامد نشان داده شده است، درز نامرئی با خط نقطه نقطه نشان داده شده است. نقطه ی جوش یكی كه قابل مشاهده است، براساس نشانه "+" نشان داده شده است، نامرئی نامی ندارد.
 ویژگی ها مشخص کردن درز در طراحی
ویژگی ها مشخص کردن درز در طراحی
اگر نقاشی دارای درزهایی باشد که بر اساس استانداردهای مشابه ساخته شده باشند، سپس نقاشی های جوشکاری، علامت های یکسان، اما این باید در شرایط فنی این نقاشی نشان داده شود.
در نقاشی ها، همان درز ها را می توان شماره گذاری کرد، اما تنها اگر تمام درزها یکسان باشند و یک تصویر یک طرفه داشته باشند، برای مثال، فقط از جلو یا پشت. اگر جوهر نامگذاری نداشته باشد، در طراحی باید مشخص شود به عنوان یک خط - یک رهبر است که قفسه ندارد.
تعیین جوش در طراحی یک محصول متقارن باید یک خط خطی باشد و تنها باید در یک قسمت متقارن محصول نشان داده شود. اما این تنها زمانی امکان دارد که یک محور تقارن وجود داشته باشد.
نقشه ها: الزامات GOST
جوشکاری، در طراحی GOST، که در آن اجزای یکسان از یک قسمت وجود دارد و با جوش های مشابه همان نوع جوش داده می شود، می تواند به عنوان خطوط نوشته شده باشد. تعیین درزها می تواند تنها در یک قسمت از بخش باشد، بهترین گزینه تصویر است، که در کنار آن خط - callout است.
برخی از جوش های جوشکاری در نقاشی ممکن است با خطوط - یادداشت ها مشخص نشوند و به عنوان نشان داده شوند توضیحات جوش در شرایط فنی و یادداشت ها به نقاشی. تعیین جوش در نقاشی، یک پیش شرط است، در مورد نیاز فنی، باید شامل اطلاعات مربوط به نوع، ابعاد قطعات و ویژگی های طراحی آنها، محل جوش در مقطع عرضی باشد.
تمام درزها یا گروهی از دوخت در نقاشی نشان دهنده همان تعداد الزامات است که باید در جدول یا در توضیحات فنی قرار گیرد.
جوش (تعیین در طراحی GOST) باید به طور کامل با تمام الزامات تعیین شده مطابقت داشته باشد. طراحی صحیح، تضمین کار سریع و کارآمد جوشکارها است. طراحی شده که مطابق با الزامات GOST ساخته نشده است توسط مقامات پذیرفته نخواهد شد.
ماشین جوشکاری خود ساخته شده ممکن است کاملا برای کارهای روزمره متوسط پیچیدگی مناسب باشد. به طور طبیعی، با یک کامل اینورتر جوشکاری مقایسردن آن سخت است، اما تکالیف کوچک این است ...
بر اساس شرایط کاری و تخصیص مستقیم، یک لیست کامل از شرایط ایجاد شده توسط GOST (شرایط فنی خاص) بر روی لوله اعمال می شود. به عنوان مثال، لوله های جوش که در ...
کار جوشکاری مزایا دیگر امتیاز نیستند، و دانش ویژه جوشکاری می تواند نه تنها برای جوشکارها مفید باشد. مدار اینورتر ماشین جوشکاری - در مقاله ما ....
جوش یک فرایند پیچیده تکنولوژیکی است که در نتیجه گرمایش و ذوب محلی خود، یک اتصال یکپارچه از قطعات را فراهم می کند. کاربرد آن در صنایع مختلف و ساخت و ساز به ما امکان می دهد تا تکنولوژی تولید محصولات و نصب سازه ها را ساده کنیم. در نتیجه، سرعت کار افزایش می یابد و هزینه ها کاهش می یابد. علاوه بر این، جوش داده شده جوش داده می شود بیشترین قدرت را به جزئیات و استحکام ساختار.
کیفیت محصولات که قابلیت اطمینان ایمنی زندگی و سلامت مردم را تضمین می کند، به طور مستقیم بستگی به سازگاری با تکنولوژی تولید و نصب در ساخت و ساز، مهندسی، هواپیما و کشتی سازی دارد.
بنابراین، در چنین حوزه های مسئولیتی فعالیت، GOST دارای نیروی قانونی است و رعایت آن توسط سازمان های نظارتی نظارت می شود.
Eدینیا باسیستم بهمربی داسناد GOST هستند که استانداردهای طراحی و اجرای اسناد را شامل نقشه ها می کنند. ESKD به شما امکان می دهد تا هماهنگی متقابل متقابل شرکت کنندگان مختلف در زنجیره فن آوری را هماهنگ کنید. نقض استانداردهای رفتار، به ویژه نقشه ها، می تواند منجر به عواقب ناگوار مختلف، از جمله بلایای طبیعی شود.
GOST 2.312-72 ESKD
این GOST تعیین جوش را تنظیم می کند.
الزامات اساسی استاندارد:
- جفت قابل مشاهده از جوش داده شده توسط یک خط اصلی جامد نشان داده شده است. از تصویری از درز یا نقطه جوش یک خط با یک فلش یک طرفه که به درز اشاره دارد کشیده می شود؛
- اگر واشر چند قطار باشد، مجاز است خطوط خطوط را نشان دهد، آنها را با حروف بزرگ نشان می دهد؛
- سوزن های غیر استاندارد با ابعاد مورد نیاز برای کار در این نقاشی نشان داده شده است.
GOST قوانین نماد درز را مشخص می کند که در خط رهبر قرار دارند، اگر در سمت چپ قرار دارند. علامت های کمکی نشان دهنده ماهیت درز (متناوب یا متخلخل) الزامات اضافی به پردازش، ویژگی های نصب (در صورت لزوم) و برخی دیگر.
تعیین جوش های جوش مطابق با GOST 2.312-72
1 از 9
تعیین یک جوش استاندارد در خط رهبر به شرح زیر است:
- مارک های کمکی در خط بسته
- تعیین الفبایی عددی نوع درز و عناصر ساختاری آن
- مشخص کردن روش جوشکاری (اختیاری)
- اندازه ساق پا (برای مفاصل گوشه)
- اندازه نقطه و درزهای متناوب
- علامت کمکی
آیتم هایی که از دوم شروع می شوند با یک خط از هم جدا می شوند.
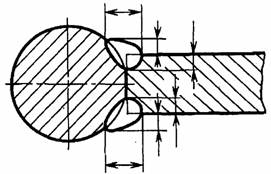
کیت جفت - ویژگی مشترک جبهه این مقدار کوتاهترین فاصله از سطح یکی از بلوک های پیوست شده به مرز درز در سطح خالی دوم است. اندازه پایه بر توانایی اتصال برای مقاومت در برابر بار طراحی طراحی شده است.
انواع اصلی اتصالات جوش و نماد آنها
جوشکاری قوس دستی
این از یک الکترود با پوششی که بر روی سطح آن پوشیده شده است استفاده می کند که وقتی که ذوب می شود نقش شار محافظتی را بازی می کند که مانع تاثیر جو بر روی فلز مذاب می شود. اگر ما اجازه می دهیم تماس با بخار اکسیژن و بخار آب موجود در هوا، آنها به یک واکنش شیمیایی با فلز وارد می شوند، یک پلیمر اکسید روی سطح خود ایجاد می کنند و قدرت ترکیب را نقض می کنند. علاوه بر این، پوشش شامل عناصر آلیاژی است که تأثیر مثبتی بر کیفیت پوشش دارد. بخار جوش نیز ثبات قوس را فراهم می کند.
فاصله بین الکترود و استوانه جوش و حرکت قوس در امتداد خط سیم به صورت دستی انجام می شود. بنابراین، کیفیت اتصال به شرایط جوشکاری بستگی دارد. قطر، ترکیب و طول الکترودها توسط GOST خاص تنظیم شده است.
انواع جوش، پیش پردازش لبه قطعات قبل از کار، و همچنین ضخامت فلز جوش داده شده توسط جوشکاری قوس دستی مطابق با GOST 5264-80 تنظیم می شود. استاندارد دارای انواع زیر است:
- بافت مشترک علامت C با علامت دیجیتال است که می توانید شکل لبه های آماده شده، ماهیت درز (تک یا دو طرفه)، شکل عرضی لبه ها و درز، ضخامت قطعات جوش داده شده را تعیین کنید. تمام این خصوصیات در جدول نشان داده شده است.
- زاویه ای تعیین - "U"؛
- tavrovoe نامه "T"؛
- همپوشانی - "H".
GOST 5264-80 به اتصالات لوله فولادی اعمال نمی شود.
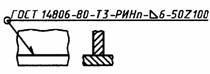
GOST 14771-76 "جوشکاری قوس در گاز محافظ."
این نوع جوشکاری با استفاده از یک الکترود غیر قابل مصرف است که یک میله گرافیت یا تنگستن یا یک سیم فلزی مصرفی است. گاز محافظ (آرگون، هلیوم، نیتروژن، دی اکسید کربن) یک حباب گاز ایجاد می کند، بستن جوش و باد و قوس از هوا. سیم به طور خودکار تغذیه می شود، ابزار کار در امتداد جوش توسط دست، به طوری که در نتیجه که چنین جوشکاری به نام نیمه اتوماتیک است. بسته به نوع الکترود و گاز محافظ مورد استفاده، با ترکیبات زیر از حروف IN، INP، IP، UE مشخص می شود.
GOST 8713-79 "جوشکاری قوس زیرزمینی. مفاصل جوش
جوشکاری قوس زیرزمینی به صورت اتوماتیک انجام می شود که براساس یک برنامه از پیش تعیین شده (AF، AFF، AFM، AFO، AFP، AFSh) انجام می شود و مکانیزه است، که با مارک اتوماتیک مشابه است، با حرف "M" شروع می شود.
GOST 11534-75 انواع، جزئیات ساختارها و ابعاد جوش را که توسط جوشکاری قوس دستی در زاویه های مختلف قطعات جوش داده شده، ایجاد می کند.
موقعیت های مختلف ابزار کار (الکترود) و استخر جوش نسبت به خط افق به شیوه های گوناگون بر جریان فلزی مذاب تاثیر می گذارند که باید در روند آن مورد توجه قرار گیرد.
با توجه به موقعیت فضایی این درزهای خط به افقی، عمودی و سقف تقسیم می شوند.
ماهیت مکان قطعات نسبت به یکدیگر، الزامات خاصی برای پردازش لبه ها قبل از کار است.
در نقاشی ها، زوایای گوشه با حرف "Y" مشخص می شود. GOST همچنین یک شاخص دیجیتال را بعد از نامه مشخص می کند که مربوط به زاویه موقعیت نسبی قطعات، ضخامت فلز، شکل لبه ها و غیره است.
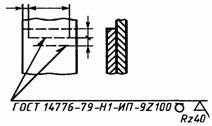
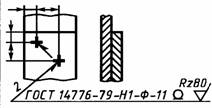
GOST 14776-79 "مفاصل جوش داده شده نقطه ای".
روش جوشکاری بر اساس این استاندارد به شرح زیر است: F، UE، UPm، UPms UN، IP، PP، IN. این علائم حروف نشانگر ویژگی های گردش کار و شرایط کار اضافی، مانند استفاده از میدان مغناطیسی هدایت شده، از طریق ذوب، استفاده از فلز پرکننده و غیره است.
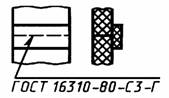
GOST 16037-80 "اتصالات لوله فولادی جوش داده شده"
نماد استاندارد:
- ZP - جوشکاری قوس در گاز محافظ الکترود ذوب
- ZN - جوش قوس در گاز محافظ با یک الکترود غیر مصرفی
- P - جوشکاری قوس دستی
- F - جوشکاری قوس زیرزمینی
- G - جوشکاری گاز
مارک های الفبایی اضافی با حروف الفبای لاتین ساخته می شوند و به قطر لوله های جوش داده شده، ضخامت دیواره های آنها، تخلخل جوش و غیره مربوط می شود.
GOST های ذکر شده برای اتصالات جوش قطعاتی از فولادها و آلیاژهای آنها در نظر گرفته شده اند. جوشکاری با فلزات دیگر با استانداردهای دیگری که شامل استفاده از پلاسما، لیزر و جوشکاری انفجار است، ایجاد می شود.




