اصول جوشکاری قطر و ارزش جریان جوشکاری. گام به گام دستورالعمل برای اجرای آثار.
من اخیرا غذای زیادی میخورم و معلوم شد که خودم را دوست دارم.
در نتیجه، تصمیم گرفتم تمام سوالاتی را که من در آن گشتم و نمیتوانم پاسخی در اینترنت پیدا کنم، و پاسخهایم به آنها در یک مجموعه جمع آوری کنم. برای ایجاد زندگی راحت تر برای کسانی که از صفر شروع می شود. در همان زمان، و از طریق افکار خود صحبت کنید تا آنها را ساده کنید. البته من به حقیقت تظاهر نمی کنم شرح زیر در مورد جوشکاری قوس دستی است. و برای مداد وظیفه اصلی این اپوس یک شروع سریع برای یک مبتدی است. لطفا خیلی زیاد نپسندید من جوش واقعی نیستم
پس پس
1. برای شروع آشپزی شما نیاز به الکترود و یک منبع دارید جریان جوشکاری.
منابع جریان جوش عبارتند از ترانسفورماتور (ترانسفورمر بزرگ سنگین) و اینورتر (جعبه کوچک با یک دسته در بالای). ترانسفورماتور پیش از آن بود، اما به ظاهر زودتر نمی شود، آنها می میرند. منبع جریان ترانسفورماتور متفاوت است، زیرا بسیار سنگین، قابل اعتماد و پایدار است، اما در عین حال شبکه برق را بسیار تخلیه می کند، که در زندگی روزمره باعث مشکلات بزرگی می شود. شما با همسایگان خود و یا بدتر، سیم کشی یا تجهیزات الکتریکی را سوزاندید. آیا به آن نیاز دارید؟ شما به آن نیازی ندارید
منابع اینورتر در حال حاضر شبکه به اندازه کافی تخلیه نمی شود و دارای امکانات فراوانی است که برای یک مبتدی مهم هستند. در صورت چسبیدن به الکترود، ترانسفورماتور جوشکاری شبکه عرضه را می بخشد، که می تواند منجر به مشکلات بزرگی شود، در حالی که اینورتر به سادگی جریان جوش را خاموش می کند. در لحظه اولیه جوش، هنگامی که قوس فقط سوسو می زند، بر روی ترانسفورماتور منبع جوش یک جرقه فعلی وجود دارد که منجر به جریان جاری در شبکه تامین برق و احتراق تجهیزات همسایه می شود، اینورتر دارای خازن های ذخیره سازی است و انرژی قوس ذخیره شده در این خازن ها را بدون افزایش در شبکه منبع تغذیه احیا می کند.
منابع مبدل در جریان حداکثر خروجی و دوره بار متفاوت است.
منبع جریان مستقیم مستقیم به قطر الکترودها بستگی دارد. الکترود ضخیم تر، جریان اصلی باید بیشتر باشد. برای هر قطر الکترود یک حد پایین تر وجود دارد، که در زیر آن جریان نمی تواند کاهش یابد. اگر جریان زیر این حد را کاهش دهید، جوش نخواهید یافت. به جای یک درز، مخلوطی از رگه های فلزی با رگه های سرباره، پوشش الکترود وجود خواهد داشت.
به عنوان مثال
برای یک الکترود قطر 2.5 میلیمتر، حداقل جریان حدود 80 آمپر است.
برای یک الکترود قطر 3 میلیمتر، حداقل جریان 110 آمپر است.
بنابراین، تلاشی برای طبخ با الکترودهای 3 میلی متری با قطر جریان 70 آمپر، بلافاصله و قطعا محکوم به شکست است. وجود نخواهد داشت با این حال، یک الکترود 2.5 میلی متری در جریان 110 آمپر و حتی بالاتر آن را طبخ می کند و درصورتیکه الکترود به سرعت سوزانده شود و کار اشتباه خواهد بود.
دقت بیشتری در تنظیم جریان جوش لازم نیست. لازم به افزایش بالاتر از حد پایین است. یک علامت غیر مستقیم از جریان صحیح این است که قوس شروع به سوختن با یک کرم خشک، بدون gurgling و یا وزوز.
به نظر می رسد، جریان را تا حد ممکن افزایش می دهد، یک الکترود ضخیم تر بگیرید و همه چیز خوب باشد. با این حال، این نخواهد بود. ولتاژ استاندارد جوش قوس - 25 ولت برای مثال، در جریان 110 آمپر، مصرف برق حداقل 2.7 کیلو وات خواهد بود. در واقع، بیشتر، زیرا کارایی منبع فعلی 100٪ نیست. در اکثر آپارتمان ها و در شبکه برق خانگی معمولی، سوئیچ ایمنی برای 16 آمپر برای 3.5 کیلو وات وجود دارد.
بنابراین، اگر ما ناگهان تصمیم به جوش جوش 140 آمپر، که 3.5 کیلو وات از مصرف برق خالص است، پس از آن هیچ چیز از آن نمی آیند. برق قطع برق
بنابراین، ممکن است در مورد الکترود با قطر 4 میلیمتر فراموش شود. بر این اساس، حد بالای قطر الکترودهای جوشکاری تازه کار 3.2 میلیمتر قطر است. حد فعلی بالا 120 آمپر است. این به عنوان مثال به اندازه کافی برای جوش دو گوشه از 60x60mm است. اما این به اندازه کافی برای جوش دادن لولهای عظیم برای درهای گاراژ کافی نیست. این حد است و شما هیچ کاری نمی توانید در مورد آن انجام دهید. الکترود با قطر 3 میلی متر، آهن عظیم عظیم را گرما نخواهد کرد، فلز الکترود با مارپیچ روی سطح فلز بدون سیم ذوب شده مونتاژ خواهد شد. جوش نخواهد بود.
بنابراین ضخامت فلز جوش داده شده ضخامت را تعیین می کند الکترود جوشکاری.
ضخامت جوش الکترود جوش جوش را تعیین می کند. اگر منبع و شبکه برق شما نمی توانند این جریان را ارائه کنند، شما جوشکاری معمولی را انجام نخواهید داد و به دنبال راه حل های دیگر خواهید بود.
بنابراین، اینورتر جوشکاری با حداکثر جریان 140 آمپر برای کافی است نیازهای داخلی در شبکه برق خانگی (اغلب انتخاب اینورتر 160 آمپر است، اما این به دلیل دلایل حاشیه و قابلیت اطمینان بیشتر است). محدودیت شبکه برق است. یک اینورتر با جریان حداکثر 200 آمپر، 5 کیلووات برق از برق را مصرف می کند. این باعث می شود که اتوماتای غیرفعال شود یا سیم کشی شود.
با این حال، باید درک کرد که اگر یک جریان 100 آمپر بر روی یک اینورتر با جریان حداکثر 200 آمپر تنظیم شود، 2.5 کیلو وات از برق در طی جوشکاری مصرف خواهد شد.
دوره بار (PV) منبع جاری یک مقدار است که نسبت زمان جوشکاری به زمان را نشان می دهد idling منبع منابع داخلی نمی توانند مداوم عمل کنند. آنها طراحی شده اند به طوری که آنها باید به طور دوره ای سرد. این یک قیمت ارزان است. دوره بار بسیار مهم است و شما می توانید منبع بدون دانستن این پارامتر خریداری کنید. اگر یک منبع با PV 15٪ خریداری کنید، پس از هر 1.5 دقیقه جوش، باید 5/5 دقیقه صبر کنید و صبر کنید تا منبع خنک شود. اگر شما سعی می کنید به طور مداوم طبخ، آن را در بهترین حالت خاموش، حفاظت کار خواهد کرد، در بدترین حالت آن را سوزاند. حداقل PV، مناسب برای کار خانگی می تواند 50-60٪ در نظر گرفته شود. منبع با PV کوچکتر به سادگی لازم نیست. این هدر دادن پول است، کار غیرممکن است. اگر چه آنها در همه فروشگاه ها هستند، اما آنها نیازی به خرید ندارند.
2. قبل از جوشکاری
هنگام جوش با جریان مستقیم ( اینورتر خانگی) یک منبع اضافی و منفی وجود دارد. قطر آن سیم برای اتصال بر اساس الکترودهای مورد استفاده تعیین می شود. اگر الکترود ها به خوبی با هر دو قطب کار کنند، باید بدانید که زیر، الکترون ها، ذرات باردار منفی هستند و از منهای به پلاس حرکت می کنند. قوس جوشکاری جریان الکتریکی است. به این ترتیب، اگر یک منبع جوش جوش به قسمت متصل شود، این بخار بیشتر گرما می شود، زیرا جریان الکترونها به آن نفوذ می کند. اگر منبع منبع به الکترود متصل شود، الکترود به سرعت (و به ترتیب سوختگی) گرم می شود. قطبش معکوس معمول است، که در آن الکترود بیشتر حرارت می دهد. در اصل این است که با این واقعیت توضیح داده می شود الکترودهای نازک آهن نازک پخته شده و می تواند به راحتی سوخته شود.
3. جوشکاری
تمام توضیحات چند صفحه ای در مورد نحوه حرکت و نحوه نگهداشت الكترود عملا هیچ تاثیری بر کیفیت این درز ندارد. شاید شکل شکل را تحت تاثیر قرار دهد، اما در اینجا هر یک استاد خود است. در زندگی روزمره، جایی که بارهای زیادی وجود ندارد سازه های جوش داده شده یک شیب مستقیم و با کیفیت بالا بسیار بهتر از تمام زیگزاگ ها با حفره های نفوذ است. شما فقط الزم است که الکترود را به طوری که شما می توانید محل جوش را ببینید.
بر این اساس:
آن را یک بار انجام دهید: الکترودهای دست، زاویه 30 درجه از عمود بر قسمت. در مورد بخشی، قوس روشن روشن شده است.
دو: الکترودها تا حد امکان نزدیک به قسمت، پوشش الکترود در برابر بخار استراحت. قوس سوز است
سه: ما ایستاده و منتظر هستیم، ما الکترود را حرکت نمی دهیم، فقط فراموش نکنید که آن را به عنوان بخشی که آن را می سوزاند نزدیک تر کنید. الکترود همیشه باید بر روی بخار نگه داشته شود. ما ایستاده و صبر کن تا نقطه قرمز شروع به ظاهر شود. این نقطه قرمز یک پوشش ذوب از الکترود است، یک شار است، هنوز فلزی نیست. فلز به آرامی تحت یک لایه شار به یک قطره جمع می شود که به طور علمی به نام یک استخر جوش شناخته می شود. یک قطره از فلز مذاب است. وظیفه ما این است که ابتدا این قطره را بگیریم و سپس آن را روی سطح قسمت حرکت کنیم. واضح است که در هر لحظه در این قطره، یک فلز متفاوتی وجود خواهد داشت، در محل الکترود، فلز را به سرعت، در عرض یک ثانیه از دو، منجمد، و در جایی که الکترود منتقل می شود، فلز ذوب می شود. اما یک قطره، حمام باقی می ماند
چهار کار را انجام دهید: در یک لحظه زمان، پس از دو یا سه ثانیه، در مرکز نقطه قرمز، یک پررنگ تر و پرتقال، با سطح دائما لرزان با ریزش های کوچک شروع به ظاهر می شود. درست مانند آب زرد و نارنجی. ما به این سطح نیاز داریم، این فلز ریخته شده در یک قطره جمع شده است، و این قطره تحت عمل جریان الکتریکی و درجه حرارت لرزش است. رسما این قطره حمام جوش نامیده می شود. این خوب است، این جایی است که فلزی ذوب می شود و جوش طبیعی وجود خواهد داشت.
پنج: چگونه یک حمام را حرکت دهید؟ اگر روش ابتدایی است، ما قوس را آغاز کرده ایم، منتظریم تا نقطه ظاهر شود، الکترود را دو میلیمتر و سه حرکت در جهت ما جوش جوش، دوباره، ما صبر کنیم تا سطح نارنجی با رطوبت ظاهر شود. یک شاخص از آنچه می تواند حرکت کند ظاهر یک حمام است، یک نقطه پرتقال با سطح لرزه ای با موج های کوچک که در آن الکترود است. در حالی که این نقطه پرتقال، حمام، نه، شما نمی توانید هر جا حرکت دهید. ما باید این حمام را ایجاد کنیم و فقط بعد از آن حرکت کنیم.
لازم به ذکر است که حمام از فلز مذاب به دست می آید و فلز مذاب از الکترود گرفته شده است. بر این اساس، لازم است که خود بسیار، بسیار به حرکات دستی دستی، زمانی که الکترود به قسمت آن نزدیک می شود، استفاده کنید. این رویکرد الکترود به بخشی است که حمام را پر می کند. اگر شما فراموش کردید که الکترود را به قسمت نزدیکتر برسانید، در آن جایی که کمان می سوزد، هیچ فلزی وجود ندارد. و حمام از هیچ چیز تشکیل نشده است. و بند در این محل نخواهد بود. فاصله تا نوک الکترود به قسمت همیشه باید حداقل باشد. به طور کلی، لازم است تقریبا همیشه الکترود را در جایی که قوس می سوزد فرو بریزید. اگر شما به طور کامل غوطه ور شوید، حفاظت اتصال کوتاه در اینورتر کار می کند و خاموش می شود. و ما نیاز به تقریبا برای نقطه مرجع، می توانید از فاصله زمانی که الکترود در قسمت است، فاصله بگیرید و با لبه پوشش روی آن بمانید.
در نهایت جوشکاری به نظر می رسد
1. دو یا سه ثانيه اولين استخر جوش را تشکيل می دهد. یک پرتقال تند و تیز دار با ریزش های کوچک ظاهر می شود - 1-2 میلیمتر به سمت کنار حرکت می کند.
2. ما در حال ایستادن و صبر کردن برای ظاهر لرزش نارنجی ظاهر می شود. اگر همه چیز طبیعی باشد، باید آن را در جایی در یک یا چند ثانیه ظاهر شود.
3. با زاویه 1-2 میلی متر در امتداد درز، به مرحله 2 بروید و چندین بار لازم است.
اگر در این حالت فلز از بین میرود، لازم است که یک الکترود نازکتری بگیرید و همراه با الکترود، جوش جوش و به تبع آن مقدار گرما را کاهش دهید، یا باید دوره ای متوقف کنید و صبر کنید تا فلز تنظیم شود. بدین معنی است که پس از دو مرحله سه گام جوشکاری، متوقف کردن، قوس را قطع کنید و صبر کنید تا فلز از نارنجی به رنگ قرمز تیره تبدیل شود. سپس دوباره دو سه مرحله جوشکاری و دوباره صبر کنید.
چند یادداشت:
اگر یک سوراخ را سوزانید - عجله نکنید تا آن را بلافاصله بریزید، هیچ چیز نمی آید، در این محل فلز داغ است و زمانی که سعی می کنید آن را دم کنید دوباره دوباره ذوب می شود. برای دو سانتی متر ادامه دهید و شروع به پختن آن کنید. هنگامی که فلز سخت می شود و سرباره می تواند خراب شود، به سوراخ برگردید. سرباره تراشیده شده، بر روی سرما، در حال حاضر دم یک سوراخ.
اگر بعد از جوشکاری سرباره از طریق مقیاس های مسطح بزرگ برداشته شود، این بدان معنی است که جوش معمولی است و جوش نیز قابل مشاهده است. اگر سرباره با مقیاس های پوسته پوشیده نشود، جریان جوش به اندازه کافی وجود ندارد و جوش نخواهد بود.
الکترود متفاوت است MP3 چینی وجود دارد. آنها بسیار سرباره هستند. این الکترود ارزان است و این تنها مزیت آن است. برای مبتدی، آنها به شدت مخالف هستند. از آنها فقط خسته می شوید
الکترود OK.46 شرکت esab است. این الکترودها برای یک مبتدی کاملا مناسب هستند. از این الکترودها، سرباره کوچک است و کل روند جوشکاری کاملا قابل مشاهده است. سرباره از آنها نازک است و دانه ها یک سانتیمتر عرض و چند سانتی متر طول دارند. اتفاق می افتد که سرباره در پشت فلزی قرار دارد. یکی دیگر از مزایای بزرگ برای یک مبتدی (و راحتی زمانی که کار دائمیالف) از این الکترود ها در آن است که آنها بر سرباره جرقه می کنند. به این ترتیب، آنها نیازی به الکتریسیته ندارند تا قوس را بسوزانند. آنها می توانند به سادگی به قسمت لمس شوند و قوس روشن شود. حتی با سرباره ناقص. خوب است بد است سرباره نیاز به ضرب و شتم دارد تحت شرایط یک جوش معمولی جوش داده شده، سرباره به راحتی روی آن قرار می گیرد.
الکترود LB52u است. این الکترود ها به عنوان یک جلا جلا و یک لایه سرباره شیشه ای بر روی آن سفید رنگ می کنند. آنها تقریبا کامل درز دارد. اشکال اصلی آنها این است که اگر قوس را قطع کنید، دوباره آن را روشن نکنید، زیرا سرباره شبیه شیشه است. ما باید متوقف شویم، صبر کنید تا فلز خنک شود، پوسته ی درخشان سرباره را ضرب و شتم می دهد، و فقط قوس را احیا کنید. اگر بدون توقف (آهن ضخیم) طبخ کنید، این الکترودها بهترین هستند. درست و گران قیمت ترین.
نظرات:
نظرات:
- دستگاه جوش
- الکترود - یک عنصر مهم از فرآیند جوشکاری است
- فرایند جوش
صاحبان خانه خصوصی اغلب نیاز به اتصال دو ورق فلز با جوش دارند. شما باید از جوشکار حرفه ای درخواست کمک کنید. همه چیز خوب خواهد بود، اما خدمات حرفه ای ها گران هستند، و گاهی اوقات یک عنصر بسیار کوچک برای جوشیدن لازم است. شما می توانید یاد بگیرید چگونه ساده ترین جوش قطعات فلزی را خودتان انجام دهید.
برای کمک به جوشکارهای تازه کار، صنعت دستگاه های جمع و جور را برای جوش قوسکه اینورترها نامیده می شوند.
دستگاه جوش
کارهای جوشکاری با استفاده از الکترود و منبع قدرت انجام می شود.
منبع انرژی توسط صنعت در 2 نوع تولید می شود:
- ترانسفورماتور
- اینورتر
دستگاه های ترانسفورماتور ساده در کار هستند، اما آنها بزرگ و سنگین، بسیار قابل اعتماد، با دوام و قوی هستند. آنها بر روی جریان متناوب کار می کنند. برای جوشکاری، از روتیل ذوب یا الکترودهای فلوراید کلسیم استفاده کنید. این دستگاه دارای کارایی کم است و با کمک دستگاه ترانسفورماتور با کیفیت پایین ساخته شده و برای دستیابی به جوش های جوشکاری با کیفیت بالا نیاز به یک جوشکار با کیفیت بالا دارد.
اینورتر است ماشین جوشکاریتوسط جریان مستقیم طراحی شده است در ورودی، ولتاژ تغذیه تصحیح شده و تبدیل به AC، که به ترانسفورماتور فرستاده می شود. دستگاه های این نوع از طریق تحرک، وزن کم، فشردگی متمایز می شوند. آنها به ولتاژ ورودی وابسته نیستند و در زمینه های مختلف کار می کنند. اینورتر یک وسیله بسیار مقرون به صرفه است، زمانی که از آن استفاده می شود، در مقایسه با مدل های ترانسفورماتور، ده برابر کاهش می یابد. اینورتر دارای کارایی 85-90٪ است.
بازگشت به محتویات
عملیات دستگاه برای نوع جوش اینورتر
کار واحد اینورتر شامل تبدیل چند مرحلهای جریان الکتریکی است.این به شرح زیر است:
- دیودهای قدرت یك یك یك مدار اولیه متصل با استفاده از یک مدار پلكی ولتاژ متناوب شبکه؛
- یک مبدل معکوس جریان جریان اصلاح شده با افزایش نوسانات را به یک جریان متناوب با فرکانس بالا تغییر می دهد.
- ترانسفورماتور با فرکانس بالا پالس در پایین آوردن ولتاژ متناوب با فرکانس مربوط به جریان جوش عمل می کند.
- فرکانس یکسو کننده ثانویه ولتاژ متناوب مربوط به جریان جوشکاری با نوسان های رقت شده به جریان مستقیم تبدیل می شود.
جریان فرکانس بالا - این اصلیترین راه حل فنی است که ما را قادر به تولید راندمان بالا اینورتر و مزایای آن در مقایسه با دیگر دستگاههای قدرت قوس جوشکاری می کند. (شکل 1 اصل کار اینورتر).
بازگشت به محتویات
الکترود - یک عنصر مهم از فرآیند جوشکاری است
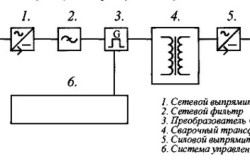
شکل 1: اصل کار اینورتر.
یک عنصر مهم در فرآیند جوشکاری، الکترود است. به صورت سازه ای، از یک میله فلزی با پوشش پودری ترکیب خاص تشکیل شده است. پوشش پودر به عنوان یک مانع برای دسترسی به هوای محیطی به جوش است. هوای اطراف تأثیر منفی روی تشکیل واشر دارد، آن را اکسید می کند، که به طور قابل توجهی کیفیت آن را کاهش می دهد. پوشش پودر همچنین برای حفظ سوزاندن قوس طبیعی طبیعی عمل می کند.
برای جوش اینورتر، الکترودهای MR، UONI، OZS، ANO را اعمال کنید. کیفیت الکترودها به شرایط ذخیره و حمل و نقل به مصرف کننده بستگی دارد. قطر الکترودها باعث مصرف برق می شود: قطر مواد مصرفی کوچکتر، کمتر در جوشکاری مصرف می شود. معمولا الکترود های با قطر 2-3-3 میلی متر مورد استفاده قرار می گیرد.
بازگشت به محتویات
آموزش گام به گام آموزش جوش
قبل از شروع جوشکاری باید برای محافظت در برابر اشعه های نور و جرقه های پرواز از زیر الکترود خریداری شود. عوامل محافظتی عبارتند از:
- ماسک صورت با شیشه محافظ برای چشم؛
- دستکش های نساجی ساخته شده از مواد ضخیم
- ژاکت کار از مواد متراکم؛
- چکمه های کاری
جوش فلز با تهیه محل کار آغاز می شود. پاک شده است محل کار در شعاع 1 متر از اختلاط مختلف، تمام مواد قابل احتراق را از محل جوش حذف کنید. دور از جایی که جوش اینورتر انجام می شود، سطل آب نصب می شود. یک جریان ثابت هوا را فراهم می کند، شما می توانید یک فن را برای افزایش خنک کننده نصب کنید. در جایی که کار جوشکاری انجام می شود، گرد و غبار و بخار آب نباید انباشته شوند.
این است که با توجه به دستورالعمل ها به دستگاه مشخص می شود، چقدر می تواند در حالت مداوم کار کند. این پارامتر ضریب ورودی نامیده می شود. با مقدار ضریب 100٪، اینورتر می تواند به طور مداوم برای 10 دقیقه در جریان حداکثر عمل کند. اگر مقدار ضریب 60-70٪ باشد، جوشکاری می تواند به طور مداوم برای 6-7 دقیقه با خاموش کردن دستگاه جوش برای خنک کردن انجام شود. واحد در ظرف 4 دقیقه شامل نمی شود
صحت سیم کشی، حضور دارندگان الکترود را بررسی می کند. سیم برای اتصال به سیم اصلی بر اساس ظرفیت حمل بار فعلی انتخاب می شود، می تواند تا 500 A باشد.
حضور و وضعیت کار مبدل اینورتر بررسی می شود، الکترودها بر اساس ضخامت عناصر جوش داده شده انتخاب می شوند. با توجه به ضخامت الکترودها انتخاب شده ارزش را تنظیم می کند جوش ولتاژ. برای کمک به جوشکاران، مبتدیان و نه تنها، جدول مربوطه به بدن دستگاه اعمال می شود. اگر قدرت فعلی کم باشد، قوس نمی شود، در صورتی که بالا باشد، الکترود ممکن است در آن قرار بگیرد.
مارس 23، 2017
یاد بگیرید که به درستی طبخ کنید اینورتر جوشکاری
برای درک چگونگی یادگیری نحوه طبخ با یک اینورتر جوشکاری، ابتدا باید آنچه را دقیقا این دستگاه ها می بینید پیدا کنید. اینورتر جوشکاری دارای ساختاری نسبتا جامع است؛ بسیار ساده تر از انتقال آن از یک مکان به مکان دیگر به دستگاه جوشکاری معمولی که بر مبنای ترانسفورماتور عمل می کند، بسیار آسان تر است. علاوه بر این، کار با یک دستگاه مدرن بسیار راحت تر است.
عناصر فلزي جوش با استفاده از يک اينورتر فقط قابل اطمينان هستند اگر حداقل حداقل دستگاه تقريبي آن را بدانيد. اول از همه، طراحی این تجهیزات فضای زیادی را از دست نمی دهد: تمام اجزای مورد نیاز در یک جعبه فلزی کوچک قرار دارند که طول آن بیش از نیم متر نیست، معمولا بیش از 20 سانتیمتر و در حدود 30 سانتیمتر است و وزن کل طرح حدود 10 سانتیمتر است کیلوگرم
اصل کار این است که یک جریان الکتریکی با نیروی و ولتاژ مناسب تولید کند. اینورتر در ناحیه سطح جوش تولید می شود جریان مستقیم تولید شده از یک ولتاژ متناوب در شبکه خانگی - 220 V
این دستگاه ها همیشه دارای دو پایانه هستند - کاتد یا یک هادی منفی و آند - مثبت. یکی از آنها برای اتصال الکترود استفاده می شود و دیگری به فلز متصل می شود که جوش داده می شود. پس از شروع ولتاژ، مدار الکتریکی تک تشکیل می شود. اگر یک شکاف کوچک برای آن ایجاد کنیم، اندازه آن تنها چند میلی متر است (به طور حتم نه بیش از 8)، در این جا هوا یونیزه می شود و قوس الکتریکی مربوطه بوجود می آید.
برای اینکه به درستی یاد بگیریم که چگونه با یک اینورتر طبخ کنیم، باید فهمید که بخش عمده ای از حرارت در یک قوس الکتریکی ایجاد می شود که در دمای حدود 7000 درجه می سوزد. این به شما اجازه می دهد تا لبه های فلزی جوش داده شده را از بین ببرید.
وقتی که قوس جرقه می کند، نه تنها لبه های فلز، بلکه همچنین الکترود ذوب می شود، در نتیجه تمام این مواد با هم مخلوط می شوند. اگر کارهای جوشکاری ضعیف انجام شود، سپس سرباره، که معمولا چگالی کمتری نسبت به فلز دارد، با ضخامت کمتر از فلز باقی می ماند. این امر به طور قابل توجهی باعث کاهش کیفیت نتیجه می شود جوش داده شده.
معمولا سرباره به سطح می رسد و اجازه نمی دهد که عناصر جوش داده شده توسط اکسیژن موجود در هوا اکسید شوند یا شروع به جذب نیتروژن از محیط زیست کنند. پس از اینکه فلز مذاب شروع به سخت شدن می کند، جوش شکل می گیرد.
پارامترهای اصلی جوشکاری
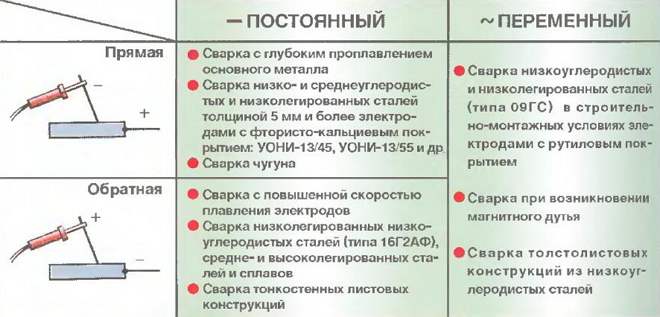
برای یادگیری از تجربه جوشکار با تجربه، شما باید با چنین مفهومی به عنوان قطب فعلی برخورد کنید، زیرا این می تواند مستقیم و معکوس باشد. شکل 1 اگر جریان از کاتد به آند منتقل شود. قطب معکوس ناشی از وضعیت مخالف است.
اگر یک فرد می داند چگونه به درستی طبخ می کند، درک می کند که بالاترین درجه حرارت در ترمینال شکل می گیرد که جریان الکتریکی شروع به جریان می دهد. هنگام استفاده از قطب مستقیم، درجه حرارت به طور مستقیم بر روی سطوح بالاتر خواهد بود. به عنوان یک قاعده، این تکنولوژی توسط جوشکاران استفاده می شود که تازه درک اصول این صنایع را دارند.
با قطب معکوس درجه حرارت بالاتر بر روی الکترود شکل گرفته است. این تکنولوژی هنگام کار با ورق های فلزی با ضخامت کوچک مفید است و همچنین در هنگام کار با فلزات که بیش از حد به گرمای بیش از حد واکنش نشان نمی دهند، می تواند منجر به خسارت به قطعه کار شود.
نقش مهم ضخامت سیم الکترود یا سیم جوش. این نشانگر به طور مستقیم وابسته به اینکه چقدر قطعات جوش داده شده ضخیم است. در اصل این شاخص باید هنگام انتخاب قدرت فعلی بازتاب شود. به نظر می رسد که بیشتر ضخامت الكترود، بیشتر قدرت جریان الکتریکی كه به آن تغذیه می شود، بیشتر است.
همچنین باید در نظر داشت که شدت فعلی به طور مستقیم تحت تأثیر محل جوش - افقی، عمودی، سقف و غیره است. برای تسلط تدریجی این جوش، باید با دقت مطالعه جدول، جایی که مربوط به نقاط قوت فعلی، قطر الکترودها و دیگر شاخص های مهم مربوط به عملکرد آثار جوش داده شده است.
ویژگی های مثبت اصلی یک اینورتر چیست؟
اینورتر ماشین بسیار جالب تر است. حتی اکثریت جوشکار حرفه ای آنها می گویند که این تکنولوژی بسیار بهتر و ساده تر از یک ترانسفورماتور اولیه است. به لطف استفاده از این محصول، نه تنها می توان به راحتی قوس را تشکیل داد، بلکه همچنین امکان دستیابی به آن را در نهایت به همان اندازه که ممکن است پایدار باشد.
چنین اثر جلوگیری می کند که فلزی از بیش از حد پاشیدگی یابد. اینورتر نیز خوب است، زیرا دارای ویژگی های خاصی است. به طور خاص، یکی از مفید ترین توابع، به اصطلاح "شروع داغ" است، که به شما اجازه می دهد جریان جوش را در ابتدای کار تا حد ممکن قوی کنید. این به شما اجازه می دهد تا قوس بسیار ساده تر و سریعتر شکل بگیرید.
یکی دیگر از ویژگی های Arc Solid است. این عنصر تنها در صورتی فعال می شود که الکترود خیلی نزدیک به عناصر جوش داده شده باشد. با چنین توسعه، دستگاه جریان را در حالت اتوماتیک افزایش می دهد. این اجازه می دهد تا فلز به سرعت در حال فرو ریختن به طوری که الکترود به قطعات کار نمی کند.
سومین کیفیت مناسب گزینه "AntiZalip" است. در صورت لزوم، جریان الکتریکی را تا حد ممکن کم می کند تا الکترود بتواند از سطح فلز به سرعت جدا شود و کار را ادامه دهد. این عملکرد بسیار مفید برای کسانی است که هنوز به طور کامل نمیفهمند که چگونه به درستی الکترود را از قطعه کار بریزید.
اینورتر یک دستگاه نسبتا مقرون به صرفه است. اگر ما الکترود با قطر 3 میلیمتر را در نظر بگیریم، پس برای استفاده کافی از آن، ولتاژ با توان 4 کیلو ولت به اندازه کافی اندازه گیری می شود - این به طور کامل مربوط به اتصال موازی معمولی دو کوره الکتریکی است.
کارایی طراحی از لحاظ مصرف جریان الکتریکی اجازه می دهد به معنای واقعی کلمه در یک فصل به منظور توجیه هزینه نسبتا بالا یک دستگاه جوش اینورتر.

چه اقدامات ایمنی باید دنبال کنید؟
برای تشخیص چگونگی جوشکاری اینورتر، ابتدا باید استانداردهای ایمنی اولیه را درک کنید. واقعیت این است که کارهای جوشکاری برای سلامتی و زندگی انسان بسیار خطرناک است، بنابراین باید با احتیاط آنها را در نظر گرفت.
- قبل از اینکه شروع به کار کنید، باید فضای اطراف را از اشیاء چوبی و دیگر چیزهایی که می توانند به سرعت سوخته شوند پاک کنید. این لحظه برای کسانی که تازه شروع به یادگیری جوشکاری کرده اند بسیار مهم است. الکترود، سرباره، فلز مذاب دمای بسیار بالایی دارد که می تواند باعث اشتعال سریع شود.
- شما باید لباس های تنگ را بپوشانید تا کل بدن را تا حد امکان پوشش دهید: شلوارهای تنگ بلند، ژاکت یا ژاکت با آستین بلند. این کار به این ترتیب انجام می شود که قطره های فلز مذاب نمی توانند روی پوست ایجاد شوند و باعث سوختگی شدید حرارتی شوند.
- چشم و چهره باید با یک ماسک ویژه با شیشه شیشه ای تاریک یا فیلتر نور محافظت شود. این اجازه نمی دهد در نور خورشید، اما سوختن قوس کاملا قابل مشاهده است، همچنین این فیلتر به شما اجازه می دهد تا به دقت بررسی کنید که چگونه فلزی ذوب و جوش را پر می کند.
- اگر قوس بسوزد، اما جوشکاری فلز رخ نمی دهد، این ممکن است نشان دهنده یک سوء عملکرد دستگاه یا قدرت فعلی ناکافی باشد. شما می توانید آن را به پنل کار دستگاه اضافه کنید. اگر این کمک نمی کند، پس باید ابزار بلافاصله خاموش شود، چرا که در داخل آن نوعی شکست خورده است. ممکن است باعث شوک الکتریکی شود.
- به شدت ممنوع است که در آب و هوای مرطوب، در دمای پایین و سایر پدیده های جوی ناسازگاری کار کند، زیرا این امر اغلب موجب شوک الکتریکی می شود.
- شما نباید رفتار یا عملکرد جوشکاری بدون شیشه محافظ را رعایت کنید - این موجب سوزش شدید قرنیه می شود که طی چند روز آن باید بهبود یابد. برنز این طرح متفاوت است: درجه ضعیف با ظهور لکه های نور قبل از چشم مشخص می شود؛ درجه متوسط با حس شن و ماسه در چشم شروع می شود. شدید می تواند باعث نگرانی جزئی یا مطلق شود.
چگونه قوس را بجوشانیم؟
در ابتدا باید بدانیم که چطور باید یک جوش اینورتر را بخوریم، باید ابتدا با احترام به قوس عمل کرد و در طول دوره کار آن را سوزاند.
در مرحله اول، پایانه ها باید بسته به اینکه آیا قطب در حال کار است - مستقیم یا معکوس متصل می شود. اگر در حال حاضر هیچ تجربه ای در زمینه جوشکاری وجود ندارد، فقط باید یک اتصال مستقیم استفاده شود. برای جوشکار مبتدی بهتر است الکترودهای جهانی مناسب برای اکثر فلزات: قطر آنها 3 میلیمتر است.
استفاده از الکترودهای ضخیم تر از آن غیرممکن است؛ زیرا آنها می توانند نوسانات شدید قوس و سوزاندن ناپایدار آن را ایجاد کنند. کار با این مواد مصرفی نیاز به بهترین مهارت دارد.
در ابتدا باید قدرت فعلی را به 100A تنظیم کنید. با استفاده از یک ماسک غیر عادی، می توانید ناراحتی ایجاد کنید، اما می توانید آن را برای حفظ بینایی قربانی کنید. قبل از احتراق مستقیم قوس، لازم است به راحتی فلز را به وسیله یک الکترود بکشید تا لبه آن را از دست بگیرید.
برای احتراق قوس می تواند یکی از روش های زیر باشد:
- خندیدن؛
- لمس نور
اگر ما تمام نکات مورد توجه را در نظر بگیریم، این نکته دشوار نخواهد بود که چطور با یک اینورتر جوشکاری آشپزی کنیم. علاوه بر این، می توان آن را برای مواد مختلف استفاده کرد.
مارس 28، 2017
درسهای اینورتر برای مبتدیان
کار جوشکاری مدرن شامل استفاده از روش های مختلف است، نه تنها جوشکاری سنتی مشعل گاز، بلکه توسط پرتوهای اولتراسوند و الکترون نیز می باشد. اما برای شرایط زندگی و کار ساده تر روش است جوشکاری قوس الکتریکی با استفاده از اینورتر این روش ساده است، گرچه نیاز به انطباق با قوانین خاص و تکنولوژی تشکیل یک درز دارد. برای یادگیری این روش خودتان، می توانید از مبانی جوشکاری اینورتر برای مبتدیان استفاده کنید.
جوشکاری الکتریکی معمول ترین روش استفاده می شود، اتصال قوی و پایدار قطعات را فراهم می کند. این روش بر روی اصل تغییر شکل پلاستیک کار می کند که در آن ذرات ابتدایی الکترود به ساختار مواد پایه قطعات متصل می شوند. در نتیجه، ظهور پیوندهای مولکولی جدید با بالاترین قدرت.
برای جوشکاری با کمک اینورتر، از روش های زیر استفاده می شود:
- مطبوعات گاز با مشارکت مخلوط استیلن-اکسیژن. این روش با بهره وری بالا مشخص می شود، می توان آن را نه تنها در زندگی روزمره، بلکه در صنعت گاز و نفت، در ساخت جاده های اصلی، مهندسی مکانیک، مهندسی عمران استفاده کرد.
- جوشکاری تماس با استفاده از جریان الکتریکی کم ولتاژ با قدرت بالا انجام می شود. این روش شامل جوش نقطه ای، لب به لب یا با تشکیل جوش است.
- در بعضی موارد، انواع زیر استفاده می شود: گرما، اصطکاک، الکترولسوگ یا غلتک.
چگونگی انتخاب تجهیزات مناسب
جوشکاری اینورتر برای مبتدیان با انتخاب مناسب تجهیزات آغاز می شود. در حال حاضر انتخاب زیادی در بازار وجود دارد. تجهیزات جوشکاری برای کار خانگی یا حرفه ای. هنگام خرید دستگاه هایی که ارزان نیست توصیه نمی شود، زیرا آنها قادر به اطمینان از ثبات قوس خواهند بود که منجر به نفوذ ضعیف جوش و کیفیت پایین آن خواهد شد. علاوه بر این، برای چنین دستگاه ها یک "فروپاشی" مکرر از ولتاژ وجود دارد، وزن آنها بسیار بزرگ است.
برای جوشکاری الکتریکی، شما می توانید از دو نوع تجهیزات استفاده کنید: یکسو کننده ها و مبدل ها. یکسو کننده ها AC را به DC تبدیل می کنند، ثبات قوس و کیفیت جوش خوب را فراهم می کنند. اینورترها نه تنها جریان متناوب را به جریان مستقیم تبدیل می کنند، بلکه دقیقا همان ولتاژ مناسب را برای جوش فراهم می کنند. علاوه بر این، این دستگاه ها سبک و جمع و جور هستند، عملکرد آنها بسیار بالا است.
اینورترها برای موثرترند جوشکاری الکتریکی با توجه به عملکرد بالا، اقتصاد و فشرده سازی.
در خارج، اینورتر شبیه جعبه ای است که وزن آن 3-7 کیلوگرم است با یک دسته حمل و خنثی و شبکه های خنک کننده در مورد. در پانل جلو، شاخص هایی از عملکرد حفاظت، شبکه، تنظیم جاری، اتصالات کابل، روشن / خاموش سوئیچ ها وجود دارد. کیت استاندارد شامل 2 کابل با یک نگهدارنده برای الکترودها و کلیپ برای اتصال دستگاه است.
الکترود برای جوشکاری
مبانی کار برای جوشکارهای مبتکر شامل یادگیری نحوه انتخاب الکترودها است که جریان را به نقطه اتصال قطعات می دهند. برای مبتدیان، میله های با ترکیب ذوب توصیه می شود، جامد و آسان به کار، اجازه می دهد حتی یک استاد بی تجربه برای ایجاد حتی درز. برای جوشکارهای با تجربه بهتر، بهتر است از الکترود های سیم ساخته شده از پودر مایع استفاده کنید.
هنگام انتخاب توجه زیادی باید به قطر الکترود پرداخت شود. اندازه مطلوب 3 میلیمتر است، برای ورق های نازک می توانید میله های نازک را برای ساختارهای عظیم و پیچیده - با قطر بزرگ بگیرید.
همچنین انتخاب باید هدایت شود مشخصات فنی اینورتر، نوع سطوح به کار رفته و خواص فلز. به عنوان مثال، میله ها در هر 3 میلی متر معمولا استفاده می شود، جوش جوی 110-120 A. در این مورد، میله های با قطر 4-5 میلی متر در حال حاضر با ضخامت فلز بزرگ مورد نیاز است، و جاری خواهد شد 140-160 A.

تجهیزات ایمنی
قبل از اینکه شروع به جوشکاری کنید، لازم است از حفاظت مراقبت کنید. تجهیزات جوش شامل موارد زیر است:
- ساق شلواری (دستکش مخصوص بوم)؛
- یک لباس برای محافظت از بدن از تکه های فلز و جرقه؛
- ماسک (فیلترهای نور برای ماسک بسته به شرایط کاری انتخاب می شوند)
- تنفس (لازم برای کار در فضای محدود)؛
- چکمه های پلاستیکی.
گیتار معمولا هنگام جویدن در ارتفاع، برای کار سقف استفاده می شود، در موارد دیگر، شما می توانید دستکش را از یک پارچه بسیار متراکم بگیرید. به دلایل ایمنی، باید یک ظرف با شن و ماسه یا آب نزدیک محل کار باشد.
راهنمای مبتدی
جوشکاری الکتریکی و گاز برای مبتدیان اساس کار و استفاده از تجهیزات است. صنعتگران باتجربه توصیه می کنند که یک کابل را با یک الکترود به بدن وصل کنید، سپس آن را با آرنج فشار دهید و به آرامی (کابل باید برخی از آزادی ها را حفظ کند) برای قرار دادن در کنار ساعد به دست. این شرایط راحت تر برای جوشکاری فراهم می کند که تحت آن دست به صورت رایگان است.
توجه: کار با دست های خالی امکان پذیر نیست، استفاده از یک دست کت و شلوار با دست های بلند لازم است!
پس از آماده سازی، با توجه به مواد جوشکاری و الکترود، جریان بر روی اینور، بر اساس مواد جوشکاری و الکترود، ایجاد می شود، پس لازم است که یک موقعیت ثابت داشته باشیم، آرنج را کمی از بدن برداریم، ماسک را پایین بیاوریم و شروع به کار کنیم. برای مبتدیان توصیه می شود شروع به جوشکاری با قطعاتی با ابعاد بیش از 20 سانتیمتر داشته باشید، این امر به شما اجازه می دهد با قلم های طولانی کار کنید و به درستی نفس بکشید. یکی از رایج ترین اشتباهات برای مبتدیان، بخش های مختلف جوش در یک زمان است. در نتیجه، کار در مناطق بزرگ مشکل می شود، و این بدین معنی است که کیفیت پوشش را تحت تاثیر قرار می دهد.
بلسترها باید بر روی دسکتاپ ثابت شوند، سپس الکترود را در زاویه ی راست قرار دهید، آنرا حدود 30 تا 45 درجه به طرف شیب قرار دهید. فاصله بین میله و سطح باید 2-3 میلی متر باشد، وقتی که جوش با زاویه پشتی، شیب به سمت جوش، با زاویه روش پیشرو، دامنه الکترود از جوش است.
توجه: هنگام جوشكردن، الکترود ذوب می شود و به اندازه كاهش می یابد، بنابراین شما باید به طور مداوم بر روی فاصله و نگه داشتن زاویه نظارت داشته باشید!
برای احتراق الکترود با استفاده از دو روش:
- خرد کردن (میله باید روی سطح برگزار شود)؛
- با ضربه زدن (الکترود باید به راحتی بر روی سطح در موقعیت عمود بر روی ضربه).
اگر میله جدید است، آن را فورا روشن می شود، برای آنهایی که مورد استفاده در حال حاضر، لازم است که دیگر ضربه بزنند، از آنجا که فیلم سرباره در پایان کار می کند. اینورترهای مدرن برای شروع راحت هستند، برای این کار می توانید از تابع شروع داغ استفاده کنید. برای مبتدیان، عملکرد ضد چسبندگی بسیار عالی است، یعنی پس از سوختن، هنگامی که میله به سرعت به سطح نزدیک می شود، روشن می شود. در برابر چسبیدن، شما می توانید یکی دیگر از گزینه های مناسب استفاده کنید - عملکرد Anti Stick سریع می شود زمانی که آن را بسته می شود، که مانع از گرم شدن دستگاه می شود.
بلافاصله پس از ظهور قوس، یک فاصله 3-5 میلی متر باید ایجاد و در یک موقعیت برگزار شود. این باعث نفوذ و انعطاف پذیری شفت در طول طول کامل می شود. بهتر است شروع به طبخ در یک موضوع نخ، به تدریج به انواع پیچیده تر با حرکات نوسانی حرکت می کند. اینها روش هایی مانند چرک، مارپیچ، زیگزاگ و بسیاری دیگر است. در انتهای سیم، حرکات نوسانی نور به طرفین لازم است، الکترود تنها در جهت فلز جوش حذف می شود که دهانه را تسکین می دهد.
بررسی کیفیت سیم
پس از اتمام کار، بررسی کیفیت بافت بسیار ساده است، شما نیاز به ضربه زدن به چکش در کنار سطح کار دارید. اگر همه چیز به درستی انجام شود، سرباره به طور کامل پرواز می کند، و هیچ علامتی را نشان نمی دهد - تنها یک صاف و حتی با عرض مطلوب باقی می ماند.
اگر سرباره روی چیزی گیر می شود، به این معنی عدم نفوذ است، یعنی دمای جوشکاری بسیار کم است. جوش بیش از حد به سادگی بر اثر ضربه.
منظور جوشکاری در یک محیط محافظت شده گاز از جوش الکتریکی در آن متفاوت است تب در منطقه کار با عرضه گاز به دست می آید. این روش برای پیوستن به قطعات ساخته شده از مس، برنج، سرب، آهن، پس از تکمیل کار، فلز را می توان سخت یا برش داد. اما این روش دارای منفی بزرگ است - گرما برای یک منطقه بزرگ انجام می شود، یعنی مناسب کار دقیق یا کارهای کوچک نیست.
نتیجه گیری
جوشکاری مستلزم توجه و پیروی کامل از استانداردهای کاری است. اصول پایه جوشکاری بسیار دشوار نیست، اما لازم است که به صلاحیت انتخاب تجهیزات و الکترودها، حالت عملیاتی، و قوانین ایمنی را رعایت کنید. پس از تسلط بر مهارت های ابتدایی، می توانید به مشاغل پیچیده تر بروید، اما قبل از اینکه دستان اعتماد به نفس و وضوح حرکات را بدست آورید.
درس های جوشکاری اینورتر برای مبتدیان.
به منظور قادر بودن در هر زمان برای انجام کار در کارگاه خانگی یا طرح خانه، همراه با ترکیبی از عناصر سازه های فلزی، به اندازه کافی برای خرید یک ماشین جوشکاری مدرن و یادگیری نحوه طبخ با یک جوش اینورتر.
کار جوشکاری به مدت طولانی گسترده است، نه تنها در تولید جدی، بلکه در زندگی روزمره.
طراحی و مزایای دستگاه جوش اینورتر
محبوبیت بیشتر تجهیزات اینورتر برای صنایع دستی خانه، با این واقعیت توضیح می شود که با چنین دستگاه های جمع و جور، که همچنین با وزن کم متفاوت هستند، شما می توانید اتصالات جوش داده شده با کیفیت بالا، قابل اعتماد و دقیق، حتی بدون صلاحیت بالا.
طراحی هر جوش اینورتر شامل موارد زیر است:
- واحد منبع تغذیه با یک واحد یکسو کننده و یک فیلتر؛
- واحد اینورتر که جریان مستقیم را به جریان متناوب فرکانس بالا تبدیل می کند.
- ترانسفورماتور برای کاهش ولتاژ فعلی فرکانس بالا؛
- رکتیفایر قدرت طراحی شده برای به دست آوردن جریان مستقیم در خروجی دستگاه؛
- واحد الکترونیکی که عملکرد کنترل دستگاه را انجام می دهد.

فن آوری های نوآورانه ای که در طراحی اینورتر ها به کار رفته اند، بدون داشتن مشکلات خاص برای به دست آوردن اتصالات جوش داده شده با کیفیت بالا اجازه می دهد. به دلیل فشرده سازی آنها، چنین دستگاه هایی فضای زیادی را نمی گیرند و به دلیل وزن سبک آنها (5 تا 15 کیلوگرم)، می توانند به آسانی در هر جایی حرکت کنند.
اگر شما یاد بگیرند که چگونه به درستی کار می کنند، می توانید از آن برای ساخت سازه های فلزی استفاده کنید. یک دستورالعمل برای هر یک از اینورترهای جدید به کیت متصل می شود، از آن صاحب این تجهیزات می تواند اطلاعات زیادی را بیاموزد: چگونه دستگاه را به درستی وصل کنید، چه الکترود را انتخاب کنید تا بتوانید محصولات را از آن یا آن فلز بپزید، و غیره
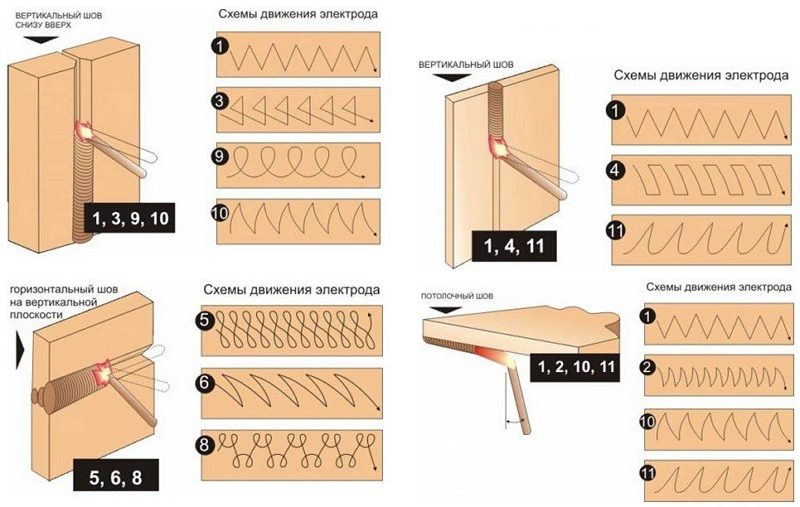
حالت های حرکت الکترود، بسته به نوع نوع درز (کلیک کنید تا بزرگ شود)
با این حال، اغلب در دست یک استاد خانه می افتد واحد اینورتردستورالعمل که به زبان روسی ترجمه نشده است یا در همه وجود ندارد. بسیار مهم است که به درستی یاد بگیریم، زیرا در صورت تصادفی، فلز با کیفیت بالا دشوار خواهد بود. علاوه بر این، شما می توانید از شکست تجهیزات مواجه شوید.
با این حال، اگر شما به دنبال قوانین عمومی پذیرفته شده، شما می توانید در هر مدل از اینورتر کار و به طور موثر تمام وظایف را حل کند. پس از بررسی دقیق این قوانین، یک ویدیوی آموزشی را تماشا کنید که به تقویت مواد نظری با شواهد بصری کمک خواهد کرد.
چگونگی تهیه تجهیزات برای کار
قبل از شروع به پختن فلز، تمام تجهیزات لازم را برای اطمینان از ایمنی خود آماده کنید: ماسک جوشکاریلباس های ویژه ساخته شده از پارچه های ضخیم، کفش کار و دستکش، که همچنین باید از مواد متراکم ساخته شود.

برای اینکه جوش بتواند با کیفیت بالا باشد، لازم است الکترودهای مناسب را انتخاب کنید. نوع و قطر آنها بر اساس فلز ساخته شده اند که از آن قطعاتی که باید به هم متصل شوند، ساخته می شوند، بر روی ضخامت دوم، و همچنین در حالت جوشکاری. از آنجا که سطوح جوش داده شده باید به دقت تمیز شود، شما همچنین باید یک برس را با موی سر سیم فلزی آماده کنید.
قبل از اتصال اینورتر به شبکه برق، لازم است که پارامترهای شبکه مطابق با مشخصات تجهیزات متصل شده بررسی شود.
پارامترهای چنین شامل قدرت جریان الکتریکی و ولتاژ است که باید در فاصله مشخص شده در پاسپورت اینورتر باشد. دستگاه را به وسیله دستگاه از طریق دستگاه متصل کنید، که در صورتی که یک مدار کوتاه در مدار الکتریکی آن اتفاق می افتد، آسیب به تجهیزات را از بین می برد یا به علت دوری دیگر مقدار ولتاژ به طور چشمگیری افزایش می یابد.

قبل از جوشکاری، باید از شرایط پلت فرم کار نیز مراقبت شود. اینورتر باید روی سطح صاف نصب شود و در اطراف آن باید فضای کافی داشته باشیم تا اطمینان حاصل شود که هوا آزاد شود و به همین علت تهویه طبیعی دستگاه صورت می گیرد. دستگاه را با یک پارچه پوشش ندهید که جریان هوا را به مجراهای تهویه محدود می کند.
فرآیند جوشکاری با درجه حرارت بالا و پراکندگی فلز مذاب همراه است، بنابراین باید بر روی پلت فرم کار نباید مواد قابل اشتعال، قابل اشتعال و مواد منفجره باشد.
![]()
پس از اتمام تمام اقدامات پیشگیرانه، الزامات ایمنی برآورده می شود، می توانید اقدامات زیر را ادامه دهید:
- اتصال کابل برق و کابل زمین به اتصالات متناوب اینورتر؛
- تعمیر کابل وزن در قطعات پخته شده (یک کلیپ مخصوص برای این استفاده می شود)؛
- اتصال دستگاه به حالت برق و تنظیم جوشکاری بر روی آن؛
- اصلاح الکترود در نگهدارنده جوشکاری.
هماهنگی و صحت چنین اقداماتی به وضوح توسط ویدئو آموزشی نشان داده شده است. در حال حاضر اینورتر به برق وصل شده است و الکترود در نگهدارنده آن آماده کار است، شما می توانید شروع به جوشکاری کنید.
ویژگی های جوشکاری با کمک دستگاه های اینورتر
اولین چیزی که باید برای شروع جوش با یک اینورتر انجام دهید، ایجاد یک قوس الکتریکی بین سطح قسمت و نوک الکترود است. برای انجام این کار، دومی حرکت قابل توجهی روی سطح قطعه کار ایجاد می کند، به همین دلیل یک فلاش روشن باید ظاهر شود. فلز در منطقه قوس شروع به ذوب شدن می کند. یادگیری نحوه صحیح احتراق قوس و انجام سریع آن با مشاهده ویدئو آموزشی امکان پذیر است.
در هنگام جوشکاری مهم است که طول قوس را حفظ کنید، که باید تقریبا به قطر الکترود مورد استفاده متصل باشد (در این صورت، قطعات به طور مساوی ذوب می شوند که به جوشکاری با کیفیت بالا امکان می دهد). اطمینان از اینکه چنین نفوذی به صورت یکنواخت صورت می گیرد، در طول فرآیند جوشکاری ضروری است.
کیفیت و قابلیت اطمینان جوش نیز تحت تاثیر قطب اتصال کابل برق اینورتر و کابل زمین قرار گرفته است. برای انتخاب قطب راست، شما باید دقیقا بدانید چه مواد از قطعات ساخته شده است. اکثر نمرات فولادها و فلزات دیگر بهتر است در قطب مستقیم جوشانده شوند، فقط برخی از آلیاژها در معکوس پیوند دارند.
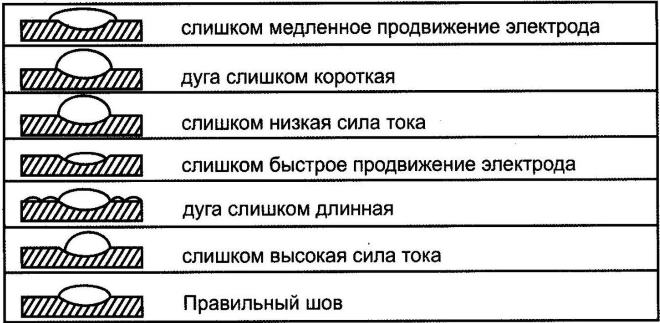
طراحی اینورتر جوشکاری مدرن، مقررات صاف و موثر جریان فعلی را تضمین می کند، که حتی برای جوشکارهای تازه کار نیز با این دستگاه ها ساده و راحت است. شما می توانید قضاوت کنید که جوشکاری با تعدادی از عوامل اشتباه انتخاب شده است. بنابراین، اگر آن را بیش از حد کوچک است، پس از آن جوش به دست آمده بسیار محدب و باریک، جزئیات در چنین مواردی ضعیف ذوب شده است. اگر جریان بیش از حد بالا باشد، سپس فلز مذاب به شدت اسپری می شود و سوختگی می تواند بر روی سطح قطعاتی که می بایست پیوند ایجاد شود.
انتخاب قدرت فعلی جوشکاری بستگی به قطر الکترود مورد نظر شما دارد. بنابراین، هنگام جوشکاری فلز از ضخامت یک تا سه میلی متر با الکترود تا قطر 1.5 میلیمتر، قدرت سیم جوش در محدوده 20 تا 60 درجه انتخاب می شود. در صورت استفاده از میله هایی از قطر بزرگ که می تواند برای جوش فلز با ضخامت 4-5 میلی متر باشد، جریان جوشکاری در عرض 100 درجه انتخاب شده است
از طریق ویدیوی آموزشی و یا تماشای کار یک متخصص واجد شرایط، جوشکاران تازه کار اغلب علاقه مندند که چرا سرباره از سطح جوشکاری به پایان رسیده است. این کار به منظور انجام اولی برای بررسی کیفیت جوش انجام می شود و دوم اینکه به نظر می رسد که ظاهر جذاب به پایان رسید. بر روی درز، پاک شده از سرباره، تمام خطاهای ساخته شده در هنگام جوشکاری قابل مشاهده است.

البته نباید انتظار داشت که جوشکارهای تازه کار (یا به اصطلاح کتری) بلافاصله زیبا و با کیفیت بالا دریافت کنند جوش. مهارت، از جمله در جوشکاری، بلافاصله بعد از آشنا شدن با مواد نظری و تماشای ویدیو، به دست نمی آید، فقط با تجربه به دست می آید.
نحوه انتخاب اینورتر جوش و الکترود برای آن
الکترودهای مناسب انتخاب شده در شکل گیری اتصالات جوش داده شده با کیفیت بالا و قابل اعتماد نقش مهمی دارند. یادگیری آنها را انتخاب کنید در ویدیو غیرممکن است، زیرا شما باید از توصیه های کلی پذیرفته شده و اصول زیر پیروی کنید.
- هنگام کار با فولادهای متوسط و کم کربن، از الکترودهای کربنی استفاده می شود.
- فولادهای آلیاژی با استفاده از الکترودهای تولید شده بر اساس GOST 10052-75 و 9466-75 آب بندی می شوند.
- محصولات OZCh-2 را برای جوشکاری محصولات از چدن اعمال کنید.
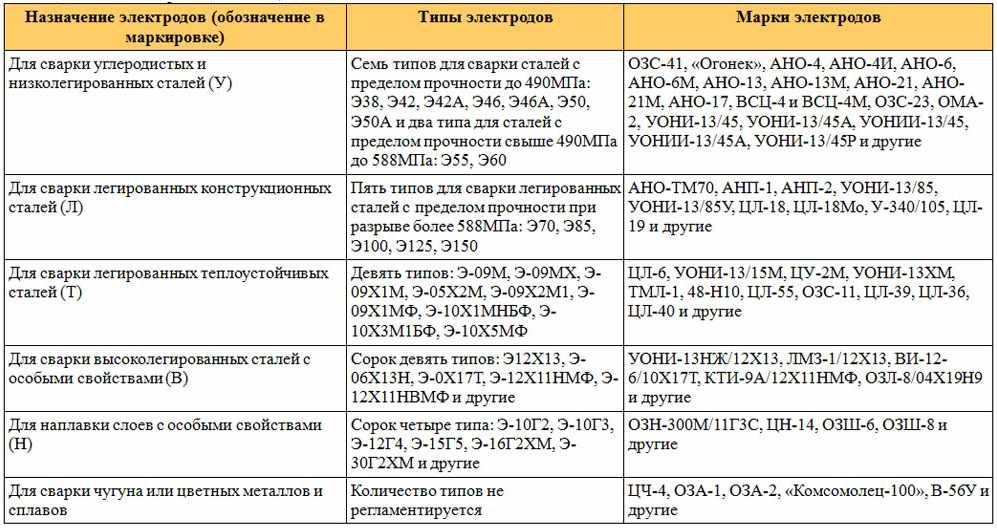
طبقه بندی الکترودهای هدف و هدف (برای بزرگنمایی کلیک کنید)
رایجترین علامت الکترود خانگی که برای انجام کار جوشکاری مورد استفاده قرار میگیرد SSSI است. سازه های فلزی، که نیازمندی های بیشتری را تحمیل نمی کنند، می توانند محصولات پخته مارک ANO و MP-3 باشند.
اگر قصد خرید یک اینورتر جوش برای استفاده در یک کارگاه خانگی، در باغ یا کلبه دارید، این توصیه ها را دنبال کنید.
- حداکثر مقدار جریان جوشکاری 160 تا 200 است. بهتر است بلافاصله یک دستگاه را خریداری کنید که در آن این مقدار می تواند بسیار زیاد باشد، زیرا تجهیزات با پارامترهای مودبانه به شما فرصتی برای دمیدن بخش هایی از ضخامت بزرگ را نمی دهد.
- ولتاژ بدون بار نباید بیش از 90 ولت باشد؛ بهتر است اینورترها را انتخاب کنید که این پارامتر در محدوده 50 تا 60 ولت باشد.
- مدت بسته شدن (PV) (پارامتر که نشان می دهد چه مدت می تواند تجهیزات را بدون وقفه کار کند) بهتر است در حدود 40-80٪ انتخاب کنید.
با توجه به این واقعیت که ولتاژ در شبکه های خانگی خانگی بسیار ناپایدار است و اغلب با جهش و سقوط قابل توجه است، بهتر است یک اینورتر را که می تواند در طیف وسیعی از ولتاژ منبع تغذیه عمل کند انتخاب کنید.
برای از بین بردن اثر در جوشکاری از جمله ویژگی های شبکه های برق، شما می توانید یک دستگاه جوش اینورتر را انتخاب کنید




