منابع قدرت از قوس جوشکاری. اینورتر جوشکاری - جوشکاری قوس جوشکاری
برای جوشکاری قوس، هر دو جریان دائمی و متناوب استفاده می شود. منابع DC ژنراتور جوشکاری هستند (مبدل های جوشکاری و دانه های جوشکاری) و یکسو کننده جوشکاری جوشکاری (سلنیوم و سیلیکون). منبع جریان متناوب ترانسفورماتور جوشکاری است، آنها به طور قابل توجهی بیشتر مورد استفاده قرار می گیرند. آنها در تولید ساده تر هستند، یک جرم و هزینه کوچک داشته باشند و همچنین دارایی بالاتر و با دوام بیشتری داشته باشند. با این حال، هنگام استفاده، یک جریان متناوب قوس ناپایدار است، از آنجایی که 100 بار در ثانیه، ولتاژ و جریان قوس عبور از طریق مقدار صفر، که منجر به تخریب موقت شکاف قوس می شود.
جریان ثابت در رابطه تکنولوژیک ترجیح داده می شود، زمانی که از آن استفاده می شود، پایداری سوزاندن قوس افزایش می یابد، شرایط جوشکاری در موقعیت های مختلف فضایی بهبود می یابد، ممکن است به طور مستقیم جوش داده شود قطب معکوس.
به منابع جریان جوشکاری الزامات زیر اعمال می شود: آنها باید احتراق آسان و سوزاندن قوس پایدار را فراهم کنند، محدود کردن جریان اتصال کوتاه باید در عملیات ایمن باشد و خواص پویا خوب داشته باشد. خواص پویا با زمان بازیابی ولتاژ از لحظه اتصال کوتاه تعیین می شود، زمانی که تقریبا برابر با صفر، به مقدار 18-20V، زمانی که قوس احتراق است. این بار نباید بیش از 0.05 درجه سانتیگراد باشد، ولتاژ سریع تر، شرافت خواص منبع قدرت را بازسازی می کند.
|
ولی ب شکل. 3. ویژگی های خارجی منبع تغذیه و قوس جوشکاری |
حالت احتراق قوس جوش با نقطه تقاطع ویژگی های قوس تعیین می شود 1 و منبع جریان 2 (شکل 3، ب) نقطه A یک نقطه idling نامیده می شود - منبع فعلی گنجانده شده است، توسعه حداکثر ولتاژ (60-80V)، و زنجیره جوشکاری باز است. نقطه B - نقطه سوزاندن ناپایدار قوس. هنگامی که جریان قوس مربوط به آن، یا می رود، یا جریان قوس افزایش به حالت سوزاندن ثابت. نقطه C نقطه ای از سوزاندن پایدار قوس است (U P \u003d 15-30V). نقطه D مربوط به حالت اتصال کوتاه است، که در هنگام آتش زدن قوس اتفاق می افتد و بسته شدن آن توسط یک ولتاژ کوچک، در تلاش برای صفر، و افزایش، اما جریان محدود (I KZ ≤ 1.5i P) مشخص می شود تا از سیمهای هدایت بیش از حد جلوگیری شود و منابع فعلی.
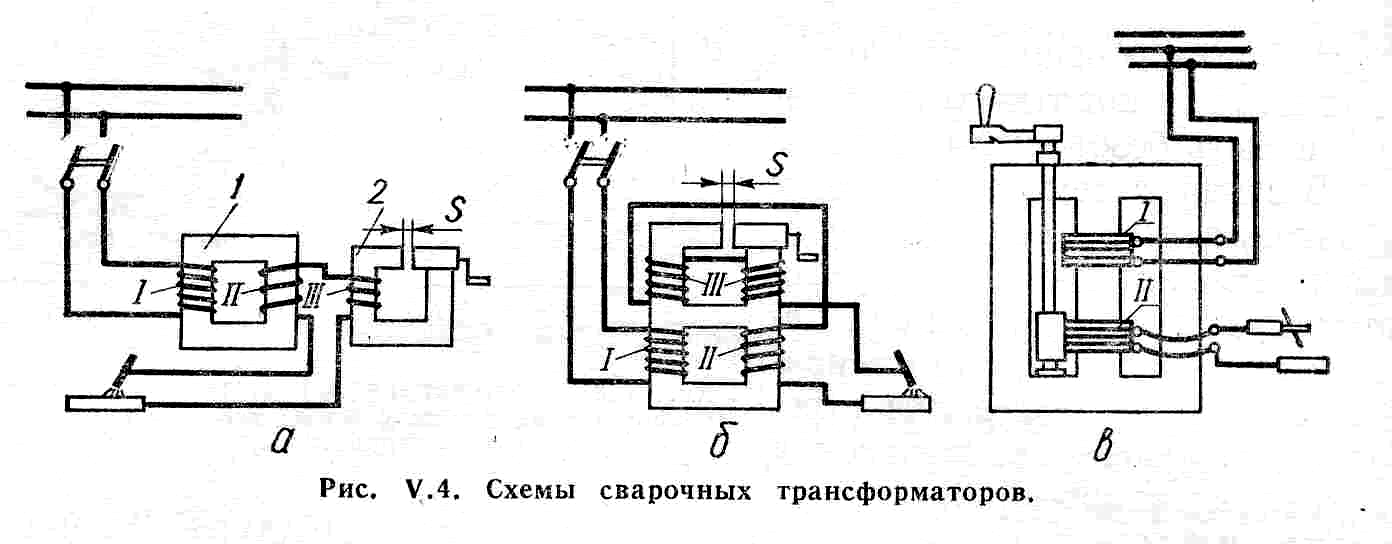
ترانسفورماتور جوشکاری (شکل 4) ولتاژ شبکه بالا (220 یا 380 ولت) را به ولتاژ کاهش می دهد حرکت بیکار (60-80V). علاوه بر این، ترانسفورماتور یک ویژگی خارجی در حال سقوط را در قوس ایجاد می کند. برای این به طور مداوم با قوس و ثانویه 2 سیم پیچ ترانسفورماتور شامل واکنشی (دریچه گاز) کویل است 3 . در طول عبور از جریان جوش در نوبت سیم پیچ دریچه گاز 3 EDC اصلی ترانسفورماتور به طور متضاد از EMF غیرقانونی است. بنابراین، ولتاژ عرضه شده به قوس کاهش می یابد از ارزش خاموش به 18-30V در طول سوزاندن قوس و تقریبا به صفر با یک اتصال کوتاه. جریان در ترانسفورماتور با تغییر مقدار خود القای خودکشی با افزایش یا کاهش شکاف هوا بین متحرک تنظیم می شود 1 (نیاز به قرعه کشی) و ثابت 2 بخشی از هسته آن. با افزایش شکاف خود القاء گاز گشتاور، که بستگی به جریان مغناطیسی هسته، کاهش می یابد، و استرس بر قوس و بنابراین، جریان جوش افزایش می یابد. با کاهش شکاف - به نوبه خود. با توجه به وجود مقاومت القایی، مشخصه خارجی حادثه منبع جریان جوش به دست آمده است.
|
شکل. چهار. طرح ترانسفورماتور جوشکاری |
مبدل های جوشکاری.برای جوشکاری منابع DC، مبدل های جوشکاری و واحدهای جوشکاری را تولید می کند. مبدل جوشکاری شامل یک ژنراتور DC و یک موتور درایو، یک واحد جوشکاری - از ژنراتور و موتور احتراق داخلی (D.V.) است. واحدهای جوشکاری برای کار در این زمینه استفاده می شود و در مواردی که ولتاژ در شبکه برق عرضه می شود. ژنراتور و D.V. (بنزین یا دیزل) بر روی یک فریم مشترک بدون چرخ، بر روی چاله ها، چرخ ها، در بدن خودرو و بر اساس تراکتور نصب می شود.
|
شکل. پنج. طرح ژنراتور جوشکاری |
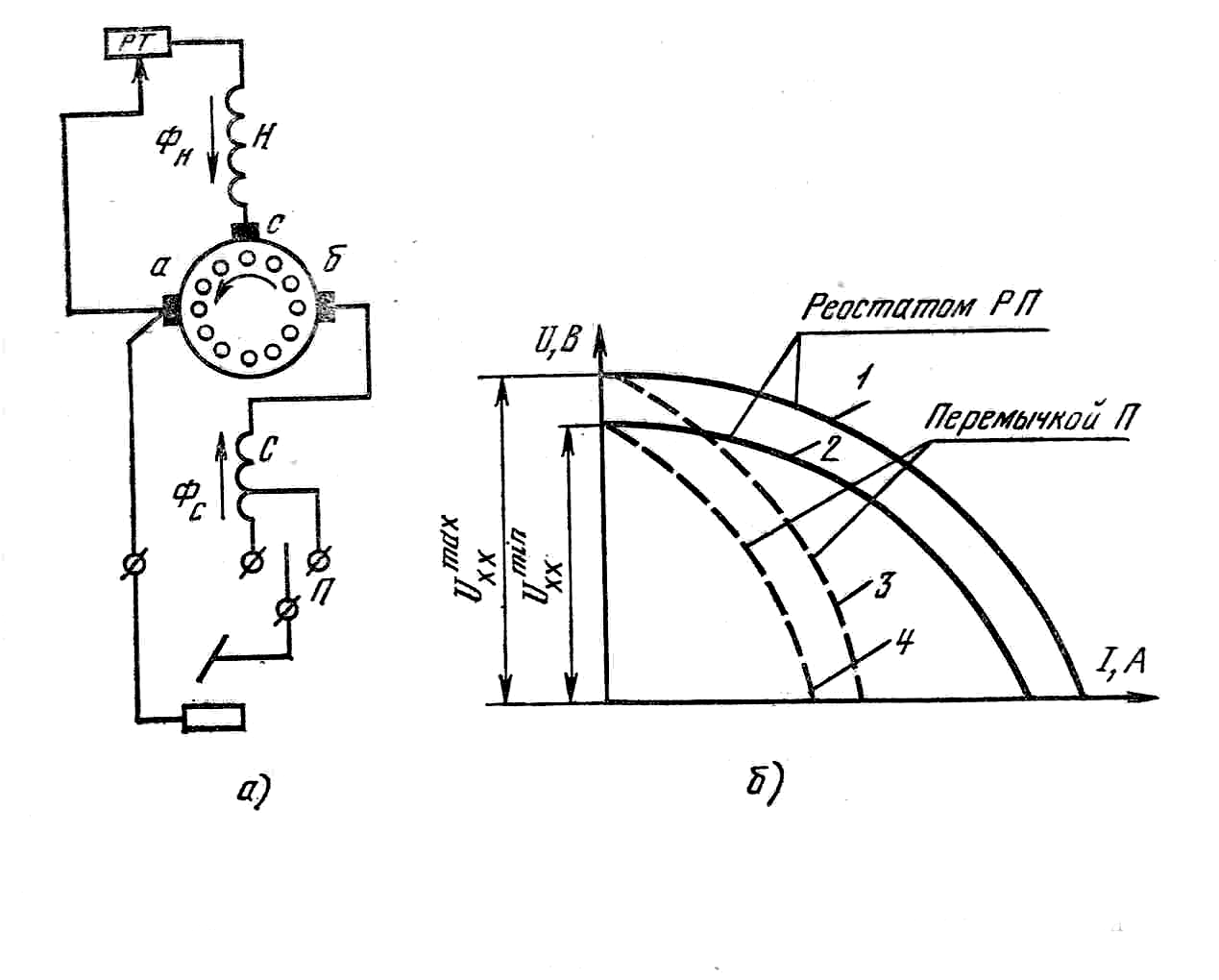
نمودار ژنراتورها را با پیچ و تاب های تحریک موازی موازی موازی و متفاوتی متداول در نظر بگیرید (شکل 5). یکی از ویژگی های متمایز ژنراتورهای چنین طرح، استفاده از اصل تحریک خود است. بنابراین، قطب آنها از فولاد feroomagnetic ساخته شده است که دارای مغناطیس باقی مانده است.
همانطور که از طرح دیده می شود (شکل 5)، ژنراتور دارای دو سیم پیچ در قطب اصلی است: یک سیم پیچ تحریک n. و به طور مداوم نصب پیچ و تاب دندانه دار از جانب. سیم پیچی n. متصل به اختیاری با و پایه ولی براش ژنراتور، ولتاژ بین آن به طور مداوم بزرگ است و با تغییر در بار تغییر نمی کند. جریان مغناطیسی F. n. این سیم پیچ ثابت است، بنابراین سیم پیچ n. با سیم پیچ تحریک مستقل تماس بگیرید.
در idling، e.d.s. ژنراتور تنها توسط یک شار مغناطیسی ایجاد می شود F. n. . هنگام استفاده از جریان جوشکاری قوس از طریق سیم پیچ سریال عبور می کند از جانبکه به قلم مو اصلی متصل است ولی و ب به طوری که جریان مغناطیسی F. با در برابر شار مغناطیسی هدایت می شود F. n. . این باعث می شود تا اثر دمیده شدن سیم پیچ های متوالی. EMF، ناشی از لنگر ژنراتور، کوچکتر بزرگتر جریان مغناطیسی است F. با ، ارزش آن بستگی به جریان زنجیره جوشکاری دارد. کوچکتر در حال حاضر در زنجیره جوش، کمتر F. با و ولتاژ ژنراتور بالاتر است. با بستن کوتاه، I.E. در حداکثر جریان در زنجیره جوش، شار مغناطیسی F. با سیم پیچ متوالی تقریبا برابر با جریان مغناطیسی است F. n. سیم پیچ های تحریک مستقل، و ولتاژ بر روی گیره ژنراتور نزدیک به صفر است. تعامل جریان های مغناطیسی دو سیم پیچ با توجه به ویژگی خارجی حادثه ژنراتور جوش، تضمین شده است.
صاف کننده جوشکاری.یکسو کننده جوشکاری دستگاه هایی هستند که با استفاده از عناصر نیمه هادی (دریچه ها) جریان متناوب را به طور مداوم تبدیل می کنند و در نظر گرفته شده اند تا قوس جوشکاری را خاموش کنند. اقدام آنها بر اساس این واقعیت است که عناصر نیمه هادی تنها در یک جهت انجام می شود.
نمودار الکتریکی مفهومی یکسو کننده جوشکاری در شکل نشان داده شده است. 6. یکسو کننده جوشکاری شامل دو بخش اصلی است: یک ترانسفورماتور سه فاز سه فاز با یک دستگاه کنترل و یک بلوک یکسو کننده آفتاب.متشکل از سوپاپ های سلنیوم (یا سیلیکون). طراحی یکسو کننده جوشکاری تا حدودی پیچیدگی را در آن پیچیده می کند DV برای خنک کردن بلوک یکسوساز. چرخش یکسو کننده به کار توسط یک سوئیچ دسته ای ساخته شده است pv. فن با یکسو کننده با رله هوا بسته شده است RKV. با عملکرد نرمال فن، رله کنترل تهویه تهویه RKVشامل جریان هوا از طرف فن و شروع کننده مغناطیسی است قسماتصال سیم پیچ ترانسفورماتور جوشکاری با شبکه. اگر طرفدار آسیب دیده باشد، یکسو کننده روشن نمی شود اگر آسیب در طول عملیات رخ دهد، یکسو کننده خاموش خواهد شد.
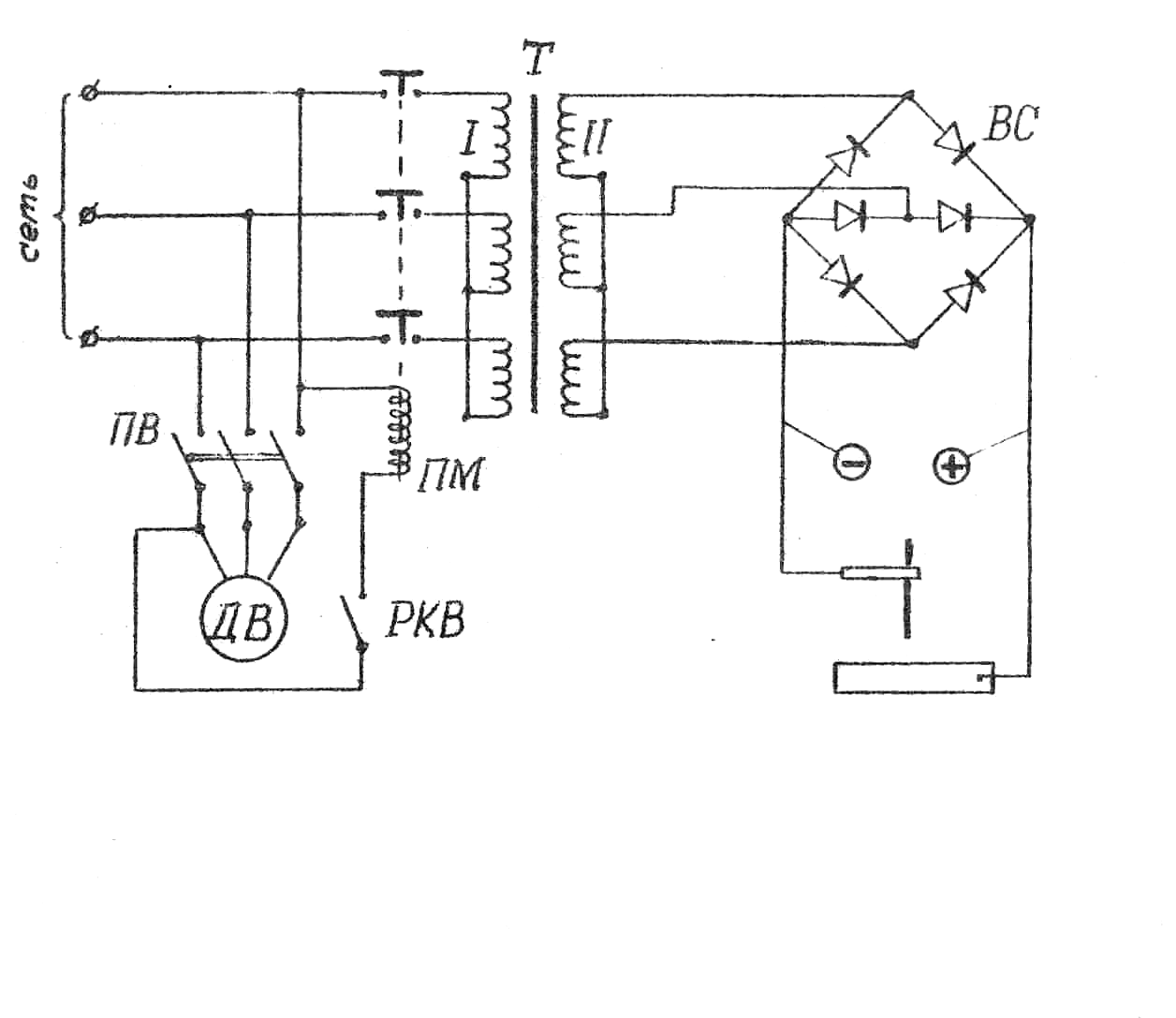
شکل. 6. طرح سه مرحله ای یکپارچه
یکسو کننده های جوشکاری در مقابل مبدل ها مزایای زیر را دارند: بهره وری بالاتر و از دست دادن کمتر بیکار، بهترین ویژگی های پویا، جرم کمتر، قابلیت اطمینان بیشتر و سهولت تعمیر و نگهداری در طول عملیات، بی سر و صدا در هنگام کار، بهره وری بیشتر در تولید، بهره وری بیشتر در تولید. معایب اصلی یکسو کننده های جوشکاری حساسیت بزرگ آنها به نوسانات ولتاژ شبکه نسبت به مبدل های جوشکاری است. مانند ژنراتورهای جوشکاری، آنها می توانند تک پلت فرم و چندگانه باشند و ویژگی های خارجی، مشترک یا سفت و سخت را داشته باشند. برای ایجاد یک مشخصه سقوط، ترانسفورماتورهای جوشکاری با پراکندگی مغناطیسی بزرگ استفاده می شود یا برای این منظور استفاده می شود. برای جوشکاری دستی، یکسو کننده ها با ویژگی های خارجی در حال سقوط استفاده می شوند.
منابع جریان جوشکاری.
منابع کنونی برای روشن شدن قوس جوشکاری باید یک ویژگی خارجی خاص داشته باشند. ویژگی بیرونی منبع وابستگی ولتاژ بر پایانه های خروجی آن از جریان در مدار الکتریکی است. ویژگی های خارجی ممکن است انواع اصلی زیر باشد: سقوط 1، تصادف توخالی 2، سفت و سخت 3 و افزایش 4 (شکل 4، a). منبع فعلی بسته به ویژگی های Volt-Amps از قوس مربوط به روش جوشکاری پذیرفته شده انتخاب شده است.
برای قدرت قوس با یک ویژگی سفت و سخت، منابع با ویژگی های در حال سقوط یا وزن خارجی استفاده می شود (جوشکاری قوس دستی، اتوماتیک تحت شار، جوشکاری در گاز محافظ الکترود غیرقانونی) حالت احتراق قوس توسط نقطه تقاطع ویژگی های قوس 6 و منبع فعلی 1 (شکل 4، B) تعیین می شود. نقطه C مربوط به احتراق مقاوم در برابر قوس، نقطه A - حالت آماده به کار در منبع فعلی در طول دوره زمانی که قوس روشن نیست و زنجیره جوش باز است. حالت خاموش با افزایش ولتاژ (60-80 وات) مشخص می شود. نقطه o مربوط به اتصال کوتاه در احتراق قوس و بسته شدن آن با قطره فلز الکترود مایع است. یک اتصال کوتاه با ولتاژ پایین، به دنبال صفر و افزایش، اما شوک محدود است.
منابع جریان جوشکاری با ویژگی های سقوط لازم برای تسهیل احتراق قوس به علت افزایش ولتاژ سکته مغزی، تضمین سوزاندن پایدار قوس و تقریبا ثابت ضمنی توانایی قوس ضروری است.
شکل. 4. ویژگی های خارجی منابع جوشکاری جریان (A) و نسبت ویژگی های قوس و ویژگی های حادثه
منبع جریان هنگام جوشکاری (ب)
منابع AC (ترانسفورماتور جوشکاری) و منابع DC (ترانسفورماتور جوشکاری و ژنراتور جوشکاری) برای قدرت قوس جوش استفاده می شود. منابع AC شایع تر هستند، زیرا آنها دارای مزایای فنی و اقتصادی هستند. ترانسفورماتورهای جوشکاری آسان تر عمل می کنند، بسیار با دوام تر و دارای راندمان بالاتر از یکسو کننده ها و ژنراتورهای DC هستند. با این حال، در برخی موارد (جوشکاری بر روی جریان های کوچک پوشش داده شده با الکترود و تحت شار) زمانی که قدرت قوس، قوس ناپایدار است، از آنجایی که هر 0.01 با ولتاژ و جریان قوس از طریق مقادیر صفر عبور می کنند، که منجر به مرگ و میر موقت می شود شکاف قوس. جریان دائمی در تکنولوژی ها ترجیح داده می شود.
منابع جوشکاری جریان
تجهیزات جوشکاری: انواع جوشکاری، منابع جوشکاری، پارامترهای اصلی دستگاه جوش، حفاظت از جوشکار
این مقاله از مجله مصرف کننده (2010) گرفته شده است http://www.master-forum.ru/power-cai؟id\u003d2005
با استفاده از جوشکاری، مقدار قابل توجهی از آثار مختلف در زمینه های مختلف انجام می شود، از میکرو الکترونیک به تولید ساختارهای چند پنجره ای. جوشکاری به عنوان یک روش اتصال بالابر فلزات به زندگی ما کمی بیش از صد سال پیش وارد زندگی ما شد، اما امروزه ارزش آن را بیش از حد افزایش می دهد. از آنجا که فلزات و آلیاژها ممکن است شکل، اندازه و اندازه متفاوت داشته باشند ترکیب شیمیاییانواع فن آوری های مربوطه، ابزار و دستگاه های مربوطه توسعه یافته است. اما جوشکاری الکتریکی (و گاهی برش) فلزات، اول از همه، روش اصلی و سزاوار است. فولادهای آلیاژی کم. در میان مزایای جوشکاری الکتریکی یک اتصال سریع و قابل اعتماد از مواد با حداقل هزینه ها است. با این حال، در صورت لزوم، با کمک دستگاه جوشکاری، می توان فلز را قطع کرد، و حتی در مکان های سخت به دست می آید که ابزار دیگر به سادگی مناسب نیست. در دهه های اخیر، دستگاه های جوشکاری با استفاده از اجزای الکترونیکی تولید می شوند که به طور قابل توجهی توده ها و ابعاد خود را به طور قابل توجهی کاهش دادند و به آنها اجازه دادند تا از زندگی روزمره استفاده کنند.
منابع جوشکاری جریان
این بخش اصلی هر دستگاه جوشکاری است، ولتاژ شبکه را به یک جریان ثابت یا متناوب با پارامترهای مشخص تبدیل می کند.
همچنین معایب اینورترها وجود دارد، اما آنها را می توان آنها را با یک کشش بزرگ نامیده می شود. لازم است بین اینورتر در زندگی روزمره یا در تولید تفاوت داشته باشیم.
دشمن اصلی مدارهای الکترونیکی - رطوبت و گرد و غبار، به ویژه فلزی. بنابراین توصیه نمی شود آن را در محل های گرد و غبار و به ویژه کار "بلغاری" کنار اینورتر شامل شود.
البته، در طول باران کار باید قطع شود، توسط مقررات ایمنی ممنوع است، و نه تنها به این دلیل که به دستگاه مضر است. مدل های حرفه ای بهتر از گرد و غبار و رطوبت محافظت می شود، اما بر این اساس نیز ایستاده است. در هر صورت، از زمان به زمان، دستگاه باید باز شود و به طور کامل با هوای فشرده ضربه بزنید.
الکترونیک به کیفیت فعلی حساس است، بنابراین در طرح اینورتر شامل عناصر مختلف حفاظت است: سنسورهای گرما، فیوزها، گاهی اوقات - دستگاه های خاموش شدن هنگامی که ولتاژ پایین تر از سطح مجاز، تقریبا تمام دستگاه ها می توانند در یک ولتاژ کار کنند از 170 تا 250 V. برای محافظت در برابر پرش ولتاژ شدید (بیش از 270 ولت) بسیاری از تولید کنندگان ویترین ها را نصب می کنند (قرص ها)، تقسیم با افزایش شدید ولتاژ. پس از آن، واریست آسیب دیده باید جایگزین شود، این تعمیر ساده و ارزان است. اگر عملیات خودمختار از ژنراتور الکتریکی برنامه ریزی شده باشد، لازم است دستگاه را با یک جبران کننده یکپارچه از قطره های ولتاژ منبع ذخیره کنید. درباره تولید کنندگان حضور آن به طور جداگانه جلوگیری می شود، اینورتر بدون آن می تواند به سرعت شکست دهد.
این دستگاه نباید در زمستان در یک اتاق گرما ذخیره شود - الکترونیک نیاز به یک رابطه دقیق دارد.
یکی دیگر از "معایب" وجود دارد: بسیار پیچیده است برای کار بر روی یک ترانسفورماتور یا یکسو کننده تر از اینورتر، اما شما آموخته اید که بدون هیچ مشکلی در "Trance" کار کنید، اما انتقال معکوس بسیار دشوار است - شما خواهید شد باید پایان یابد
پارامترهای اصلی دستگاه جوش
پارامتر بسیار مهم برای عملیات دستگاه جوش، صرف نظر از دستگاه آن، مدت زمان ورود (PV) با مقادیر مختلف جوشکاری جوش است. در اینجا تولید کنندگان مختلف دارای تکنیک های اندازه گیری متفاوت هستند. در استاندارد اروپا EN 60974-1، مدت زمان جوشکاری در دمای 40 درجه سانتیگراد به اولین مرحله از دستگاه از گرما استفاده می شود و PV بر اساس رابطه این زمان به 10 دقیقه محاسبه می شود چرخه کاری با تقریبا به واقعیت، شرایط با توجه به روش شرکت ایتالیایی Telwin (T \u003d T \u003d 20 درجه سانتیگراد، کار با وقفه ها) به طور عمده تعداد الکترودها را می توان در طول این مدت زمان استفاده می کند. البته، PV، محاسبه شده بر روی روش دوم، به طور قابل توجهی بالاتر است و هنگام انتخاب دستگاه باید روشن شود، همانطور که در نظر گرفته شد. با این حال، در فرآیند کار، آن را نادر است که یک قرارداد الکترودهای متعددی را بدون نیاز به شکست بخورید، و دستگاه با PV "اروپایی" اعلام شده 10-20٪ کار می کند تا زمانی که با 60 سالگی خاموش شود -80٪ PV، محاسبه شده توسط تکنیک Telvinovskaya.
یک پارامتر مهم و اولین چیزی که معمولا توجه می شود توجه به طیف وسیعی از تغییرات در جریان جوشکاری است. این به طور غیر مستقیم نشان دهنده قدرت دستگاه است. چه چیزی بیشتر است، الکترود بزرگتر، الکترود را می توان نصب کرد و هنگامی که در الکترودهای کوچک با جریان برابر کار می کند، بیشتر PV خواهد بود. برای اهداف داخلی و کار با استفاده از الکترود 3 میلی متر در حال اجرا، تمام انواع ترانسفورماتورها بیش از اندازه حداکثر قدرت در 150 A، برای اینورتر ها هستند - و حتی کمتر، در حالی که آنها آرام "چهار" را بازسازی می کنند. باید در نظر گرفته شود که در یک جعبه با الکترود، جریان های توصیه شده معمولا در هنگام کار با ترانسفورماتورها یا یکسو کننده ها نشان داده می شود، اینورتر می تواند اینورتر را در چنین جریاناتی قطع کند.
یکی بیشتر پارامتر مهم - بدون جریان فعلی این ممکن است در عرض 60-85 V: بالاتر، آسان تر آن را به نور قوس.
برخی از مدل های دستگاه های جوشکاری قادر به عملکرد در ارتباط با دستگاه های جوشکاری آرگون هستند، مدل های عملیاتی نیمه اتوماتیک نیز در دسترس هستند (جوش سیم جوش). برای استفاده خانگی، آنها بسیار جالب نیستند - چنین گزینه هایی به ندرت مورد نیاز است، و هزینه آنها بسیار بالاتر از مدل های ساده است. اما اگر قصد دارید کار کنید سطح حرفه ای با استفاده از انواع مختلف فلزات و ورق های نازک، این توابع بسیار مفید خواهد بود.
انواع جوشکاری
جوشکاری دستی با الکترود ذوب (MMA). شایع ترین نوع جوشکاری، که در آن نقش الکترود با پوشش پوشش داده می شود. در فرآیند ذوب شدن، سیم به قطعات جوش داده می شود و پوشش (سرباره) از حمام جوشکاری از اثرات اکسیژن محافظت می کند، همچنین به بهبود ویژگی های قوس و کیفیت درز کمک می کند. اغلب، به این ترتیب، فلزات آهنی، چدن و \u200b\u200bبرخی از انواع فلزات غیر آهنی و آلیاژهای غیر آهنی جوش داده شده است، اما برای رسیدن به یک ترکیب خوب در مورد دوم دشوار است: اجزای از دست دادن آلیاژها از بین می روند و اتصال بیش از حد با کیفیت بالا نیست.
جوش دستی در گازهای محافظتی (TIG). اغلب، آرگون با یک مخلوط کوچک اکسیژن به عنوان یک گاز برای سوختگی خاک و اکسید در حین عملیات استفاده می شود و جوشکاری گرافیت غیر سازگار یا استفاده می شود الکترود تنگستن. به عنوان افزودنی، میله ها از همان مواد به عنوان قطعات جوش داده شده استفاده می شود. کیفیت جوش با این روش بسیار زیاد است، مولفه های از دست دادن آلیاژها و افزودنی های آلیاژی نمی سوزند، حمام جوشکاری از اکسیژن هوا محافظت می شود، تشکیل سرباره عملا حذف می شود. جوشکاری تقریبا همیشه در جریان مستقیم قطبیت مستقیم تولید می شود، آلومینیوم تنها برای قطب آلومینیوم یا قطب معکوس مناسب است: بنابراین فیلم اکسید بهتر نابود می شود. با وجود این واقعیت که این روش بسیار گران قیمت است و بدون سرعت بالا از کار، بسیار محبوب و گاهی اوقات غیر قابل تعویض است برای جوشکاری هر فلز در صورت مقدار کمی از کار و یا اگر روند نمی تواند به دلایل مختلف خودکار.
جوش نیمه اتوماتیک (MIG / MAG). با استفاده از آن، سیم جوش معمولا در نقش الکترود جوش داده می شود، که به طور خودکار به منطقه جوشکاری عرضه می شود، هرچند جوشکاری با یک الکترود غیر سازگار امکان پذیر است. دستگاه به صورت دستی منتقل می شود. جوشکاری توسط یک جریان دائمی یا تحریک شده انجام می شود، جوشکاری در محیط داخلی (MIG) یا گازهای محافظتی فعال (MAG) و جوش سیم پودر متفاوت است - سپس گاز مورد نیاز نیست. برای حجم های بزرگ فلز، بیشتر به جوشکاری MMA کمک می کند. حوزه نیمه اتوماتیک نیمه اتوماتیک - جوش ورق های نازک، فولادهای آلیاژی بالا، فلزات غیر آهنی، و همچنین کاربردهای صنعتی. مثال
روش های دیگر و روش های جوشکاری
علاوه بر سه روش اصلی جوشکاری اصلی، دیگران مورد استفاده قرار می گیرند، به ویژه در تولید صنعتی. به طور خلاصه برخی از آنها را شرح دهید.
جوشکاری گاز به عنوان منبع انرژی، ترکیبی از اکسیژن با گازهای قابل احتراق استفاده می شود، اغلب با استیلن. در زندگی روزمره، به ندرت به کار رفته است: نیاز به استفاده از سنگین و نه سیلندر گازکیفیت سطوح جفت گیری خیلی خوب نیست، ممکن است به سرعت به سرعت در منطقه جوش ظاهر شود، زیرا فلز در فاصله قابل توجهی از آن گرم می شود، سرعت کار کوچک است، اما هیچ برق نیاز ندارد. گونه ها جوشکاری گاز، هرچند بر اساس یک اصل کاملا متفاوت عمل است جوش پلاسما. منبع گرما در اینجا به عنوان یک جت پلاسما به دست می آید که توسط یونیزاسیون گاز کار بین الکترودها به دست می آید، یکی از آنها می تواند یک محصول جوشکاری باشد یا هر دو الکترود در پلاسمای پلاسما قرار دارند - پلاستیک. هر دو این روش ها در تولید صنعتی اغلب برای پوشش دادن و برش بیشتر از جوشکاری مناسب استفاده می شود.
تماس با جوشکاری. با آن، بولت های متصل شده یا سایت های تماس آنها به یکدیگر فشار می آورند، با برق به حالت تغییر شکل پلاستیک گرم می شوند و سپس فشرده شده اند. در میان تعداد زیادی از انواع جوشکاری تماس، شما می توانید نقطه، لب به لب، تسکین و بخیه را انتخاب کنید.
برای نقطه جوش نقطه قطعات جوش داده شده به فلاش ها متصل می شوند، بین دو الکترود، سپس پالس ولتاژ فعلی (تا حدودی ولت) و نیروی قابل توجهی را به چند هزار آمپر متصل می کنند. بنابراین، یک نقطه جوش داده شده بین قطعات یا دو بار در یک زمان تشکیل شده است، اگر الکترود ها در یک طرف خسته شوند و پوشش هدایت شده در طرف دیگر قرار گیرد. تماس با ما تماس با ما نیاز به آماده سازی سطح خوب، مناسب برای بسیاری از فلزات و آلیاژ، به خصوص محبوب برای جوش ورق های نازک. رکود ورق کوچک است، کیفیت (با پارامترهای جوشکاری به دلیل جوشکاری) نیز در ارتفاع است. این است که چگونه، به عنوان مثال، بدن ماشین را در کارخانه جمع آوری کنید. این روش به خوبی خودکار است، اما می تواند در حالت دستی استفاده شود.
برای جوش بخور درز شامل تعداد زیادی از نقاط فردی است که می تواند یکدیگر را همپوشانی داشته باشند. اگر Tubercles (امدادگران) پیش از آن بر روی سطح جزئیات آماده شوند - در مورد آن جوشکاری امداد. جوشکاری شوک اغلب برای اتصال قطعات ضخیم استفاده می شود، در حالی که آنها بلافاصله در طول هواپیما جوش داده می شوند.
جوش اصطکاک. یکی از جزئیات ثابت شده است، دوم آن را فشار می دهد و تا زمانی که ذوب شدن سطوح تماس است. این روش نسبتا اقتصادی و سریع است، اما امکان استفاده از آن بستگی به فرم قطعات جوش داده شده دارد. به این ترتیب، می توان از بولت ها از مواد ناهمگن مانند مس با آلومینیوم ترکیب کرد.
در شرایط صنعتی برای گونه های جداگانه روش های دیگر مانند Works Welded جوش سرد (با دمای نسبتا کم و فشار بالا)، جوشکاری انفجار، انتشار، جوشکاری با لیزر، تفنگ پرتو الکترونی، سونوگرافی، جریان های فرکانس بالا و برخی از انواع دیگر. به این ترتیب، ما جوش های مختلفی، گاهی عملا ناسازگار، فلزات و مواد را جوش می دهیم.
حفاظت جوشکار
فرایند جوشکاری با تعداد زیادی از عوامل خطرناک و مضر همراه است: درجه حرارت بالا فلزات داغ و سرباره، یک بار درخشان از قوس در محدوده های قابل مشاهده، مادون قرمز و ماوراء بنفش، جداسازی گازهای سمی و آئروسل ها. هنگام کار با دستگاه الکتریکی، عدم انطباق با مقررات ایمنی، با خطر شوک الکتریکی مواجه می شود. بنابراین، لازم است مراقبت از به دست آوردن ماسک و لباس های محافظ.
ماسک جوشکاری یا سپر. این ضروری ترین عنصر طراحی شده برای محافظت از چشم و صورت است. این اغلب از پلاستیک یا الکترو ماشین (FIBRA) ساخته شده است. سپر باید یک دست را نگه دارد، ماسک به سر متصل است. طراحی فیلتر با توجه به GOST باید شامل شیشه محافظ و پد از پلکسی گلاس باشد. این فیلتر از یک شیشه تیره شده یا فیلتر "Chameleon" استفاده می کند، هنگامی که یک قوس اتفاق می افتد، به طور خودکار عزیزم. "آفتابپرست" این بسیار راحت تر است، اما گران تر است. بسته به شرایط جوشکاری، عینک ها برای تغییر Darlicate استفاده می شود، در "Chameleon" تقریبا همیشه قابل تنظیم است. برای شرایط پیچیده کار، ماسک ها با فیلترهای تنفسی یا سیستم تامین هوا در خارج، و همچنین با امکان اتصال کلاه و هدفون ها.
لباس و سایر وسایل حفاظت. لباس و دستکش باید از پارچه های ضعیف و دست نخورده مانند تارپولین، مواد لاستیکی یا پوست ساخته شود. کفش ها نیز مطلوب هستند، پس از همه، به جز جرقه ها و قطرات فلز، شما می توانید به طور تصادفی قطعه آهن را رها کنید. بیشتر عملی برای این هدف چکمه های ساخته شده از ضخیم پوست یا چکمه های لاستیکی. همه لباس ها هنگام کار باید بسته بندی شوند و با چنین محاسبه ای رانده شوند تا قطره های قطره ای از فلز مذاب را از بین ببرند و از تمامی مناطق پوست از اثرات مضر قوس جوش محافظت کنند. برای اطمینان از ایمنی الکتریکی، تشک های لاستیکی یا مواد دی الکتریک مشابه استفاده می شود.
بدون نیاز به فراموش کردن وسایل دیگر حفاظت - قابلیت اطمینان، زمین شناسی، تثبیت قابل اطمینان سیم های جوشکاری در دستگاه و یکپارچگی عایق آنها، تماس الکتریکی قابل اعتماد از سیم معکوس برای هر بخش و غیره در نهایت، ارزش آن را نادیده گرفته و قابل اعتماد اتصال قطعات جوش داده شده است. اگر شما به درستی سازماندهی کنید محل کار و کار، مطابق با توانایی های خود و بدون عجله، سپس کار، و نتیجه تنها لطفا.
جوش های اینورتر دارای تعداد زیادی از مزایای نسبت به مدل هایی هستند که از منابع سنتی تغذیه می کنند. در نتیجه، این کاملا منصفانه برای گسترده آنها در شرکت های صنعتی و در زندگی روزمره است. آنها مقادیر نسبتا کوچک شاخص های توده ای را دارند، که باعث می شود اینورتر جوشکاری را با دست و نیروهای خود حمل کند. این واحد جوشکاری با کیفیت بالا را تولید می کند مواد مختلفکه تنها به محبوبیت آن کمک می کند.
اینورتر جوشکاری این یک توده کوچک، 5 تا 10 کیلوگرم دارد که به دلیل عدم وجود دست و پا گیر است، علاوه بر این، هیچ زیان بر روی مغناطیس آهن و همچنین گرمایش سیم پیچ ها وجود ندارد. با توجه به این، دارای ارزش بالایی از کارایی است. یکی دیگر از مزایای این دستگاه، مصرف انرژی را کاهش می دهد - تنها 4 کیلو وات، در حالی که ترکیبات آنالوگ به 10 کیلو وات برق مصرف می کنند. با این حال، اینورتر جوشکاری دیگر، به همان اندازه مهم، مزایای، مانند:
- عدم پدیده پراکنده.
- انحرافات کوچک ارزش های فعلی از مقادیر اسمی.
- محدوده کنترل فعلی جوشکاری بزرگ.
- قوس الکتریکی نرم و پایدار.
- مقاومت به تداخل و نوسانات.
علاوه بر این، اینورتر جوشکاری برخی از ویژگی های:
1. حفاظت ویژه ای وجود دارد که مانع "چسبندگی" الکترود به موارد جوش داده می شود. در طول گنجاندن واحد، یک پالس فعلی اضافی انجام می شود، در صورتی که سیستم های حفاظتی قطع شوند، الکترود زمان لازم را ندارد.

2. هزینه نسبتا کوچک، که باعث می شود اینورتر جوشکاری در دسترس مخاطبان گسترده ای از خریداران باشد. بازار مدرن دستگاه های جوشکاری طیف گسترده ای را ارائه می دهد که هر کس می تواند تجهیزاتی را که نیاز دارید پیدا کنید.
3. طیف گسترده ای از توابع و ویژگی های. هر اینورتر جوشکاری با یک ژنراتور فرکانس بالا تکمیل می شود که به طور قابل توجهی محدوده عملکردی این واحد را گسترش می دهد. با توجه به این، ممکن است از تقریبا هر نوع جوشکاری و همچنین استفاده شود برش پلاسما فلزات.
4. اینورتر جوشکاری دارای شاخص بالایی از کنترل و کنترل است. نیازی نیست که منتظر بمانید - فقط برای خرید دستگاه این نوع به اندازه کافی برای شروع کار با آن کافی نیست. بیشتر اینورتر های مدرن دستگاه های کنترل صاف برای جریان جوشکاری دارند. علاوه بر این، بسیاری از مدل ها توانایی حفظ حالت های مورد استفاده را دارند. با تشکر از این عملکرد مهم، عملکرد کار به طور قابل توجهی افزایش می یابد و همچنین زمان اجرای زمان را کاهش می دهد. این به شما اجازه می دهد سفارشات بیشتری را در زمان کمتری انجام دهید، که درآمد و درآمد کل شرکت را افزایش می دهد.
طبقه بندی روش های جوشکاری.
جوشکاری الکتریکی ذوب بر اساس ویژگی های اصلی زیر طبقه بندی می شود:
با ماهیت جریان جوش - در جریان متناوب و ثابت.
با نوع قطب در هنگام جوش بر روی جریان ثابت - جوش بر روی یک قطب مستقیم ("به علاوه" در بخش جوش داده شده) و در قطب معکوس ("به علاوه" بر روی الکترود).
بر اساس نوع الکترود استفاده می شود - ذوب فلزی و غیر قابل انعطاف (تنگستن یا ذغال سنگ).
بر اساس یک روش برای حفاظت از منطقه جوشکاری - با استفاده از الکترودهای پوشش داده شده با پوشش داده شده (حفاظت از پوشش معدنی با الکترود)، تحت شار، در محیط گازهای محافظ (بی اثر یا فعال)، سیم های پودر خود محافظت می شود.
با توجه به درجه مکانیزاسیون - دستی، مکانیکی (نیمه اتوماتیک)، اتوماتیک.
- MMA قوس فلزی دستی) - جوشکاری قوس دستی با الکترودهای پوشش داده شده فلزی
mig / mag (گاز بی اثر / گاز فعال) - مکانیکی (نیمه اتوماتیک) جوشکاری در محیط گازهای محافظ (بی اثر یا فعال)؛
تپه (گاز بی اثر تنگستن) - الکترود غیر شفقت (تنگستن) جوشکاری در محیط گازهای حفاظتی بی اثر، به عنوان مثال، جوشکاری به اصطلاح آرگون آرگون.
منابع برای جوشکاری
مورد نیاز برای منبع تغذیه برای جوشکاری قوس
پارامترهای مهم فرایند جوش، مشخصه ولت آمپر از قوس جوشکاری و ویژگی های خارجی منبع تغذیه است. پایداری احتراق قوس و پایداری فرایند جوشکاری تا حد زیادی وابسته است.
شکل 1 ویژگی های Volt-Ampered ARC را نشان می دهد، که نشان دهنده رابطه بین ولتاژ U D و جریان I D با طول های مختلف قوس است l.(l 2>l 1) مشخصه Volt-Ampere از قوس غیر خطی است، زیرا در صورت کلی، جریان الکتریکی در گازها از قانون اهم اطاعت نمی کند (ARC یک تخلیه الکتریکی در گاز است و مقاومت آن برابر با ارزش ثابت نیست) .
شکل 1 ولت-آمپر ویژگی های قوس
در جریان های کم (حدود 100A)، درجه یونیزاسیون و تعداد ذرات شارژ به شدت افزایش می یابد. مقاومت ستون قوس کاهش می یابد و برای حفظ جریان، ولتاژ کمتر مورد نیاز است.
به عنوان افزایش فعلی، افزایش درجه یونیزاسیون، کاهش می یابد، افزایش تعداد حامل های شارژ کاهش می یابد و ولتاژ قوس کمی وابسته به جریان است.
در تراکم های بالا، درجه یونیزاسیون بالا است، قوس گسترش نمی یابد، زیرا آن را به قطر الکترود محدود می کند و مقاومت آن ثابت می شود. در این زمینه، قانون OHM را برآورده می کند - جریان و ولتاژ مستقیما متناسب است.
برای هر روش جوشکاری، منطقه خود از ویژگی های قوس بیشتر مشخصه است. به عنوان مثال، به عنوان جوش دستی الکترودهای پوشش داده شده و الکترودهای غیر متمایز در محیط آرگون جریان نسبتا کوچک است و قطر الکترود قابل توجه است. این شرایط مربوط به منطقه تغذیه ویژگی های قوس است. هنگامی که جوش زیر شار، جریان بزرگتر از جوشکاری دستی است، بنابراین مشخصه به لحاظ ملایم و به طور جزئی به یک منطقه افزایش می یابد. جوشکاری در گاز آلزر با استفاده از سیم قطر کوچک مشخص می شود که متناسب با مربع قطر، تراکم جریان را افزایش می دهد. مشخصه قوس افزایش می یابد.
ویژگی های انتخاب ویژگی های خارجی منبع تغذیه برای روش های مختلف جوشکاری را در نظر بگیرید.
جوشکاری قوس دستی
یکی از ویژگی های اصلی جوشکاری دستی، تغییر مکرر در طول قوس است. این با دستکاری توسط یک الکترود جوشکار همراه است، ذوب شدن و نیاز به عرضه الکترود پایین، و همچنین انجام درز در مکان های ناراحت کننده و سخت به دست. به خصوص نوسانات مکرر طول قوس رخ می دهد در طول مدارک کافی از جوشکار. برای اطمینان از ثبات فرآیند جوشکاری، عمق تحریک کننده مورد نیاز و کیفیت خوب، جوش لازم است به طوری که جریان فعلی با نوسانات طول قوس حداقل متفاوت است.
اگر با جوشکاری قوس دستی استفاده کنید، از یک منبع قدرت با ویژگی شلاق استفاده کنید، سپس هنگام افزایش قوس، ممکن است آن را به دلیل جریان کوچکی از بین ببرید، و در کوتاهتر از قوس، ممکن است به دلیل بیش از حد امکان پذیر باشد جریان بالا بنابراین، با جوشکاری دستی، منبع تغذیه با یک ویژگی خنک استفاده می شود که حداکثر پایداری فرایند جوش را تضمین می کند.
جوش نیمه اتوماتیک
یک ویژگی از جوشکاری نیمه اتوماتیک ثابت است، مستقل از میزان تغذیه جوشکار است سیم جوشکاری. برای اطمینان از فرآیند جوشکاری پایدار، لازم است که پایداری طول قوس را تضمین کنید. در غیر این صورت، صخره قوس یا یک بسته کوتاه سیم بر روی محصول امکان پذیر است. برای اطمینان از پایداری طول قوس، لازم است که نسبت در فرآیند جوشکاری مشاهده شود:
مشخصه منبع تغذیه باید به گونه ای باشد که، با نقض تصادفی این نسبت، به آن اجازه داد تا در اسرع وقت به رعایت آن بازگردد.
در نظر بگیرید چه اتفاقی می افتد جوشکاری مکانیکی با افزایش غیر منتظره یا کاهش طول قوس. شکل 2 نشان دهنده افزایش ویژگی قوس در طول های مختلف است l., l 1, l 2، و همچنین ویژگی های منبع قدرت سفت و سخت. با افزایش طول قوس، نقطه عملیاتی به O 1 منتقل می شود و جریان کاهش می یابد - من 1. پس از کاهش کاهش فعلی، مقدار گرمای تولید شده در قوس کاهش می یابد و سرعت ذوب سیم کاهش می یابد. در طول این دوره، میزان تغذیه سیم بیشتر از سرعت ذوب می شود: V زیر\u003e V PL. پایان سیم در حال نزدیک شدن به محصول است، و طول قوس به طور مستقل بازسازی شده است. این فرایند خود تنظیم مقررات طول قوس نامیده می شود.
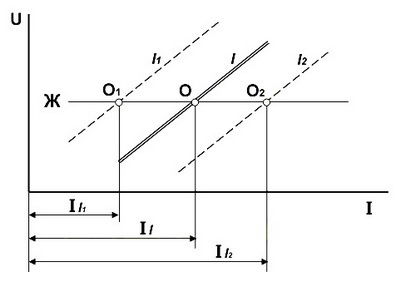
شکل 2 وابستگی تغییر جاری از نوسانات طول قوس جوشکاری
(F - ویژگی های سخت منبع تغذیه)
فرایند جوشکاری پایدار خواهد بود اگر واکنش با تغییر سرعت ذوب سیم پس از تغییر طول قوس سریع خواهد شد. در این مورد، آنها می گویند روند خودتنظیم به طور فعال عبور می کند.
در نظر بگیرید که چگونه ظاهر ویژگی های خارجی منبع تغذیه بر فعالیت خود تنظیم تاثیر می گذارد. شکل 3 سه ویژگی مختلف منابع قدرت را نشان می دهد: یک سایبان (P)، سفت (G)، افزایش (B).
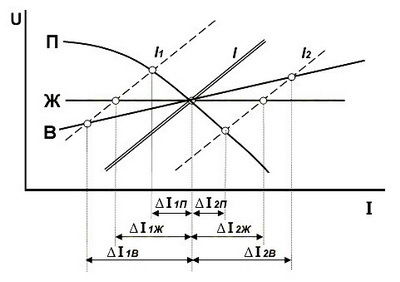
شکل 3 اثر فرم ویژگی های منبع خارجی
در حال تغییر در جریان زمانی که نوسانات طول قوس
واضح ترین نوسانات در نیروی فعلی ارائه خودکفایی فعال، با ویژگی های افزایش منبع تغذیه، با ویژگی های خاص خود، کمتر فعالانه است، حتی کمتر به طور فعال در هنگام وزن بودن مشخصه رخ می دهد. بنابراین، اگر سیم در هنگام جوشکاری نسبتا به آرامی اعمال شود، ممکن است از ویژگی های وف و سخت استفاده شود. این معمولا زمانی اتفاق می افتد که جوشکاری زیر شار، زمانی که قطر سیم به اندازه کافی بزرگ است و سرعت خوراک نسبتا کوچک است و در محدوده 50-200 m / h تغییر می کند. هنگامی که جوشکاری در قطر دی اکسید کربن سیم از سیم پایین، برای اطمینان از عملکرد بالا از میزان تغذیه خود را بالا - تا 400 m / h. در این مورد، لازم است ویژگی های سخت را اعمال کنیم. هنگامی که جوش بر روی حالت های اجباری در سرعت بالا فید بالا سیم، امکان استفاده از منابع برق با افزایش ویژگی ها وجود دارد.
منبع تغذیه با ویژگی های خنک کننده، در نظر گرفته شده برای جوشکاری نیمه اتوماتیک و اتوماتیک جوشکاری، نمی تواند مورد استفاده قرار گیرد، زیرا آنها تنظیم خود را از طول قوس و پایداری فرآیند جوشکاری ارائه نمی دهند.
علاوه بر اصل خود تنظیم در برخی ماشین آلات جوشکاری اصل تنظیم خودکار از طول قوس استفاده می شود. این در این واقعیت است که در فرایند جوشکاری نرخ تغذیه وسیله نقلیه ثابت نیست، اما بسته به طول قوس، و بنابراین ولتاژ بر آن متفاوت است. کنترل میزان تغذیه سیم به دلیل بازخورد بین قوس و موتور مکانیسم تغذیه انجام می شود.
طبقه بندی منابع قدرت برای جوشکاری.
عناصر اصلی هر نصب جوش عبارتند از: منبع ولتاژ جوشکاری یا منبع تغذیه (به ترتیب - IP)؛ مکانیسم اعمال شده؛ اتصال عناصر (شیلنگ، کابل)؛ عناصر کمکی (سیلندر، وسایل، تجهیزات، و غیره). بسته به نوع انتخابی جوشکاری، انواع زیر تجهیزات جوش مشخص شده است:
برای جوشکاری قوس دستی با الکترودهای پوشیده شده با الکترودهای پوشیده شده (روش MMA):
- مبدل ها (طراحی شده برای جوشکاری جابجایی متناوب) ;
- یکسو کننده ها (طراحی شده به جوش بر روی جریان ثابت) ;
- اینورتر(برای جوشکاری فعلی ثابت - d.C. دریافت با طرح اینورتر) .
برای جوشکاری نیمه اتوماتیک سیم فلزی در گازهای محافظ (MIG / MAG روش) - جوشکاری semiaAutomaticaمتشکل از منبع قدرت (ساخته شده در یا مستقل)، واحد کنترل، مکانیسم تغذیه و یک مشعل جوش ویژه.
برای جوشکاری اتوماتیک سیم فلزی در محیط های محافظ گازهای محافظتی یا دستگاه های جوشکاری (نوع تراکتور خود، سرهای معلق یا سیاره ای).
برای جوشکاری قوس دستی از الکترود غیر محرمانه (تنگستن) در گازهای حفاظتی بی اثر (روش TIG - تنظیمات جوشکاری متغیر و / یا DC.
یکی از ویژگی های اصلی فرآیند جوش، مشخصه های ولتاژ آمپر استاتیک (WA) قوس جوشکاری است که منعکس کننده اتصال بین ولتاژ و قدرت قوس جوشکاری است. با توجه به ویژگی های یونیزاسیون اتم های فلزی در ستون قوس، مشخصه قوس خود شامل سه بخش است - سقوط، استاتیک و افزایش می یابد. مشخصه ولتاژ آمپر استاتیک از قوس جوشکاری در شکل نشان داده شده است. چهار.
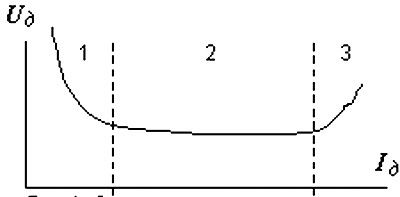
شکل 4 ولت ولت آمپر مشخصه قوس.
برای سوزاندن پایدار از قوس، برابری بین ولتاژ و جریان قوس (UD و ID) و منبع تغذیه (UP و IIP) مورد نیاز است. آسان است توجه داشته باشید که چنین برابری ممکن است در مورد زمانی که نقاط تقاطع ویژگی های ولت آمپیر از قوس و منبع قدرت نقاط سوزش پایدار از قوس است، همانطور که در شکل 5 نشان داده شده است.
سقوط سخت افزاری
شکل 5 ولت-آمپر ویژگی های منبع تغذیه
در همبستگی آنها از قوس استاتیک.
جوشکاری قوس دستی (روش MMA) بر روی تراکم کوتاه (نسبت جریان به قطر الکترود) منجر می شود. در این مورد، با توجه به نوسانات طول قوس، ولتاژ قوس متفاوت است و مشخصه آن ولت-آمپر آن شکل سقوط دارد (منطقه 1 در شکل 4). بنابراین، برای جوشکاری قوس دستی، یک IP با یک ویژگی در حال سقوط ولت-آمپر، داشتن یک زاویه بسیار بزرگ از تمایل به محور جریان فعلی (ویژگی های شیب دار)، عمدتا استفاده می شود؛ چنین مشخصه Volt-Ampere تضمین عدم نوسانات فعلی را هنگامی که ولتاژ قوس تغییر می کند، تضمین می کند.
با استفاده از جوشکاری نیمه اتوماتیک با استفاده از MIG / MAG ARC بر روی بخش پایدار مشخصه Volt-Amps (منطقه 2 در شکل 4)، به طوری که PI برای چنین روش جوشکاری باید دارای ویژگی های سخت و یا وزن ولتاژ آمپر باشد.
IP با ویژگی های افزایش یافته به طور عمده برای جوشکاری اتوماتیک تحت شار و پوشش استفاده می شود.
ترانسفورماتور جوشکاری.
یکی از ویژگی های AC قوس الکتریکی AC یک تغییر دوره ای در جریان و ولتاژ PI به علت وقفه در سوزاندن قوس است، زمانی که منحنی فعلی از طریق مقادیر صفر حرکت می کند (قوس خارج می شود). در خارج، این توسط یک صدای تیز از یک قوس سوزش و افزایش اسپری کردن فلز مایع ظاهر می شود. تمام ترانسفورماتورهای جوشکاری ترانسفورماتور ولتاژ هستند. ویژگی های ولتاژ آمپر ترانسفورماتورهای مورد استفاده برای جوشکاری قوس دستی خنک هستند. برای افزایش پایداری سوزاندن قوس، مقاومت الکتریکی زنجیره قوس افزایش می یابد، که برای آن یک کویل واکنشی اضافی معمولا در مدار نوردی ثانویه ترانسفورماتور گنجانده شده است.
ترانسفورماتورها به اصطلاح پراکندگی مغناطیسی افزایش می یابند. در این ترانسفورماتور، سیم پیچ های کویل توسط میله خط لوله مغناطیسی جدا می شوند. هنگامی که ترانسفورماتور کار می کند، بخشی از جریان های مغناطیسی در هوا خارج از خط لوله مغناطیسی بسته می شود و از بین می رود، که به نام این دستگاه ها نامیده می شود. تنظیم کنونی در چنین ترانسفورماتورها با تغییر جریان های مغناطیسی با لغزش کویل سیم پیچ ها در ارتفاع خط لوله مغناطیسی (ترانسفورماتور داخلی سری TD) یا معرفی شنهای متحرک از مواد مغناطیسی به پنجره خط لوله مغناطیسی (TDM) انجام می شود مبدل ها). در ترانسفورماتورهای قوی تر برای جوشکاری اتوماتیک و الکتریکی سپر استفاده می شود، آنها توسط Shunts مغناطیسی قابل تنظیم هستند - چوک های ویژه قرار داده شده در پنجره خط لوله مغناطیسی و جریان کم ولتاژ کنترل شده (TDF ترانسفورماتور). افزایش ترانسفورماتورهای پراکندگی مغناطیسی، به عنوان یک قاعده، سقوط یا خنک شدن ولتاژ ولتاژ.
یکی دیگر از نوع رایج ترین ترانسفورماتور جوشکاری - ترانسفورماتور با پراکندگی مغناطیسی طبیعی. در این دستگاه ها، کویل های سیم پیچ های اولیه و ثانویه در هسته مغناطیسی بسته از نوع میله قرار دارند، بنابراین پراکندگی جریان های مغناطیسی عملا وجود ندارد. با توجه به این، مشخصه ولتاژ آمپر توسط شلاق زدن یا سفت و سخت به دست می آید. تعدیل چنین ترانسفورماتورها با معرفی یک القاء اضافی به مدار سیم پیچ ثانویه انجام می شود، به دلیل اینکه جریان فعلی است. بسته به ترتیب القاء اضافی، ترانسفورماتورها با ترکیب و با یک کویل واکنشی جداگانه متمایز هستند.
برای جوشکاری ترانسفورماتور منابع انرژی تخصصی، طرح ها با استفاده از اشباع به اصطلاح استفاده می شود. با استفاده از این طرح، کویل واکنشی از چندین سیم پیچ در یک رشته مدار مغناطیسی مغناطیسی دو طرفه مونتاژ می شود؛ چرخش کویل واکنشی بر روی میله های شدید خط لوله مغناطیسی زخمی می شود و سیم پیچ کنترل شده، که توسط جریان مستقیم هدایت می شود، به نام جریان مغناطیسی، در میله میله ای قرار دارد. تنظیم جریان مغناطیسی را می توان در محدوده گسترده ای از جریان در مدار ثانویه ترانسفورماتور تغییر داد، I.E. جریان جوشکاری
صاف کننده جوشکاری.
جوشکاری ثابت ثابت، مفصل جوش داده شده با کیفیت بالا را نسبت به جوشکاری جریان متناوب فراهم می کند. با توجه به فقدان ارزش های فعلی صفر، پایداری سوزاندن قوس افزایش می یابد، عمق تنظیم افزایش می یابد، کاهش پاشش کاهش می یابد، حفاظت از قوس بهبود می یابد، ویژگی های قدرت فلز بهبود می یابد جوش جوش داده شدهتعداد نقص های جوش کاهش می یابد و کاهش کاهش یافته، استفاده از مواد افزودنی را بهبود می بخشد و عملیات سلب کردن مفصل جوش داده شده از سرباره و اسپلاش های فلزی یخ زده را ساده می کند. همه اینها به این واقعیت منجر شد که برای جوشکاری درزهای با کیفیت بالا از ترکیبات مسئول، جوشکاری جریان ثابت بیشتر مورد استفاده قرار می گیرد. علاوه بر این، بسیاری از مواد آلیاژ بالا و حرارتی، آهن، آهن، تیتانیوم، آلیاژهای مبتنی بر مس و نیکل، تنها بر روی جریان ثابت جوش داده می شوند. به طور خاص، برای جوشکاری نیمه اتوماتیک سیم فلزی در گازهای محافظتی (روش MIG / MAG) - روش جوشکاری و جهانی ترین روش جوشکاری توسط DC PI استفاده می شود.
یکسو کننده های جوشکاری منبع تغذیه نامیده می شوند که در آن جریان مستقیم با صاف کردن فرکانس صنعتی AC با استفاده از سوپاپ های نیمه هادی به دست می آید. عناصر رایج برای یکسو کننده های جوشکاری یک ترانسفورماتور قدرت، یک بلوک یکسو کننده و بلوک های راه اندازی، اندازه گیری و تجهیزات حفاظتی هستند.
منطقی ترین در یکپارچه سازی استفاده از جریان سه فاز است. از نمودارهای نشان داده شده در شکل 6 می توان دید که منحنی فعلی فعلی در یک طرح شش فاز به طور قابل توجهی به طور قابل توجهی مورد نیاز جوشکاری از تک فاز را برآورده می کند.
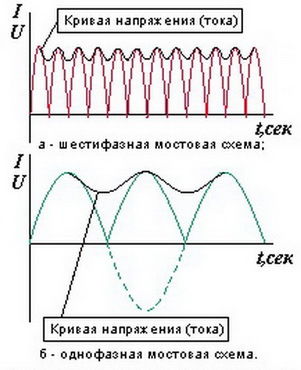
شکل 6 منحنی منحنی جوشکاری اصلاح شده
برای قدرت بلوک یکسو کننده (WB)، ترانسفورماتور قدرت کم فاز معمولا استفاده می شود، بر روی دستگاه و اصل عمل مشابه آنچه در بخش قبلی شرح داده شده است. WB خود را در امتداد یک مدار پل سه فاز یا در یک مدار پل شش فاز با یک راکتور برابر - جدا شده از سیم پیچ های ثانویه ترانسفورماتور قدرت، متصل به دو "ستاره" (طرح لارونوف - گرنزا) مونتاژ شده است. در هر دو طرح، تکرارپذیری ولتاژ برابر با فرکانس قدرت شش بار (برای جریان متناوب متناوب متعارف از فرکانس صنعتی - 300 هرتز) است. این به شما این امکان را می دهد که یک جریان صاف را دریافت کنید که در آن پالس های ولتاژ کوچکتر از آن است که با استفاده از یک مدار دو سخنرانی تک مرحله ای تک فاز متداول، جمع آوری شده بر روی چهار دریچه (مدارهای چهار قطبی پل ها معمولا در یکپارچه سازی ساده تر خانوار استفاده می شود).
با توجه به استفاده از تثبیت کننده های ولتاژ ویژه شامل در مدار جوش، می توان یک منحنی جریان صاف را با حداقل موج های ولتاژ راست به دست آورد. دریچه های نیمه هادی های ناخواسته برای صاف کردن دیودهای سیلیکون یا سلنیوم - و دریچه های کنترل شده - تریستورها (معمولا سیلیکون) استفاده می شود. دیودهای سیلیکون دارای اندازه های کوچک و مقاومت در برابر حرارت بالا هستند، اما بسیار حساس به اضافه بار فعلی هستند. سلنا سوپاپ ها ارزش های فعلی کمتر را می پذیرند، اما دارای مقاومت بالا به بارگذاری و تغییرات کوچک از ویژگی ها هستند. استفاده از آنها به طور کلی نمودار کلی یکسو کننده را ساده می کند و قدرت آن را به اضافه بار فعلی افزایش می دهد. استفاده از تریستورها نیاز به استفاده از واحدهای کنترل کشف ویژه تریستورها دارند و معمولا تریستورها بر روی تجهیزات صنعتی قوی تر و گران قیمت نصب می شوند.
دریچه های نیمه هادی نیاز به یک دمای خاص و حالت فعلی دارند. بنابراین، عناصر مهم هر یک از یکسو کننده جوشکاری سیستم های خنک کننده WB هستند: رادیاتورهای خنک کننده شیر، فن، که قبل از شروع یکسو کننده روشن شده است، بلوک های حفاظتی فعلی (فیوزها یا رله های حفاظت فعلی) و فیوزهای حرارتی - ترموستات و رله های باد، قطع یکسو کننده را هنگامی که Overheating WB یا در شکست فن.
تنظیم جریان جوشکاری در یکپارچه سازی جوشکاری به دو روش انجام می شود - الکترومکانیکی و الکتریکی. در یکسو کننده ها با تنظیم الکترومکانیکی، تغییر جاری به WB رخ می دهد، یعنی جریان متناوب جریان و ولتاژ پارامترهای جوش مشخص شده به شیرهای صاف در هر فاز می آید. در این مورد، ترانسفورماتورهای قدرت با افزایش پراکندگی مغناطیسی (با کویل کشویی) و ترانسفورماتور با پراکندگی مغناطیسی طبیعی (با شنت مغناطیسی کنترل شده) در بخش قبلی شرح داده شده است.
یکی دیگر از نوع تنظیم الکترومکانیکی جریان جوشکاری در یکپارچه سازی جوشکاری یکسو کننده با سیم پیچ ترانسفورماتور متعارف است که در آن سیم پیچ اولیه ترانسفورماتور قدرت شامل چندین کویل بر روی هسته کلی است که به وسیله یک سوئیچ گالری به سری متصل می شوند در حالی که تغییرات فعلی در مدار ترانسفورماتور قدرت اولیه رخ می دهد.. چنین یکپارچه ها در تولید و قابل اعتماد در عملیات ساده هستند. آنها دارای ویژگی های جامد ولتاژ سفت و سخت هستند و برای جوشکاری نیمه اتوماتیک در محیط گازهای محافظتی مناسب هستند (MIG / MAG روش)، I.E. در مواردی که پس از IP، یک تنظیم فعلی دیگر امکان پذیر است (صاف در هر مرحله).
نوع دیگر یکسو کننده ها با ترانسفورماتورهای ولتاژ عرضه شده (VDT)، در سری به زنجیره ثانویه ترانسفورماتور قدرت جمع آوری شده است. ورود به سیستم های ثانویه ترانسفورماتور ثانویه و VDT به شما امکان می دهد تا قدرت فعلی را به طور پیوسته تغییر دهید. مقررات صاف (در هر مرحله) با تغییر ولتاژ در سیم پیچ اولیه VDT انجام می شود. چنین طرح هایی اجازه می دهد تا به دست آوردن ویژگی های سخت ولت-آمپر (برای جوشکاری نیمه اتوماتیک در محیط گازهای محافظ) و تنظیم حالت جوش از راه دور. در این نوع یکسو کننده ها، ترانسفورماتورهای نیرو را با پراکندگی مغناطیسی طبیعی و دریچه های اشباع استفاده می شود. این به شما این امکان را می دهد که بازخورد را معرفی کنید و کار PI را در یک حالت داده شده تثبیت کنید، و یک رقیق کننده خود دارای یک ویژگی خنک ولتاژ خنک استفاده شده برای جوشکاری قوس دستی با الکترودهای ذوب شده (TIR-300 Tyristifor Rectifier با دریچه اشباع اشباع) استفاده می شود.
مدارهای تنظیم برق یکسو کننده های جوشکاری بر روی تغییر جریان جوشکاری پس از WB یا به طور مستقیم در WB ساخته می شوند. یکسو کننده ها با تنظیم کننده های فعلی ترانزیستور بر اساس یک اصل مدیریت قوی فعلی به دلیل تغییرات در جریان ضعیف تر هستند. در این طرح ها پس از WB، ARC جوشکاری متوالی شامل یک بلوک ترانزیستور متصل به موازی است. این به شما اجازه می دهد تا قوس جریان را تغییر دهید. استفاده از طرح های تعدیل ترانزیستور، ویژگی های خنک کننده ولتاژ را با طیف گسترده ای از تنظیمات فعلی و یک قوس با ثبات بالا ارائه می دهد که به شما امکان می دهد از این یکسو کننده ها برای جوشکاری اتوماتیک آرگون آرگون با یک الکترود غیر سازگار استفاده کنید (روش TIG از فولاد و آلیاژهای آلیاژ بالا بر اساس مس یا آلومینیوم.
یک طرح ساده تر و توزیع شده از یک ردیاب با رگولاتورهای فعلی تریستور، که در آن تریستورهای نیمه هادی به عنوان دریچه های یکسو کننده استفاده می شوند. شکل گیری ویژگی های Volt-Amps از چنین یکپارچه ها به دلیل تغییر زمان پالس های کنترل تریستوران عرضه شده توسط واحد کنترل فاز پالس انجام می شود. تغییر در زمان عرضه پالس های کنترل توسط کشف متناوب تریستورهای یک شاخه خاص از مدار پل شش مرحله ای و تغییرات فعلی قوس تنظیم می شود. این اجازه می دهد تا تنظیم صاف (از جمله از راه دور) جریان جوشکاری و به دست آوردن یک قوس تثبیت کننده و ولتاژ بالا. با توجه به چنین طرح هایی، یکسو کننده های به طور گسترده ای شناخته شده از نوع هواپیما برای جوشکاری قوس دستی با الکترودهای ذوب شده (با ویژگی های خنک کننده ولتاژ سرد) و VDS برای جوشکاری نیمه اتوماتیک در محیط گازهای محافظ (با شلاق ولت-آمپر مشخصه). توسعه بیشتر طرح صاف کننده با مقررات تریستور، یکسو کننده های جریان سری B با یک ویژگی دو ولت آمپر - Cool و Weft بود. ترانسفورماتور قدرت این یکپارچه دارای دو سیم پیچ ثانویه است و سوئیچینگ آنها به شما اجازه می دهد تا یک ویژگی دو ولت-آمپر را دریافت کنید و امکان استفاده از یکسوساز را برای هر دو جوشکاری دستی و نیمه اتوماتیک استفاده کنید.
برای جوشکاری در شرایط کارگاه، یکسو کننده های چند منظوره، دارای قدرت کافی و توانایی بالا بردن بیش از حد بزرگ هر دو با ارزش جریان و با سرعت افزایش جریان جوشکاری. اساسا، یکسو کننده های چند برابر شده دارای ویژگی های سفت و ول- آمپر هستند و برای جوشکاری قوس دستی با الکترودهای ذوب طراحی شده اند. در این مورد، یک خط اتوبوس از دو نوار مس یا آلومینیومی، بر روی عایق ها بر روی دیوارها یا ساختارهای فلزی کارگاه ثابت شده است، به پایانه های خروجی IP متصل می شود. کنترل کنونی هر پست جوشکاری توسط Risostats به اصطلاح Ballast Risostats که نشان دهنده یک دستگاه با مجموعه ای از عناصر مقاومت از سیم فحرال یا نیکروم است، به منظور تغییر مراحل مقاومت در یک اتصال موازی انجام می شود. گنجاندن مراحل Rheostat Ballast اجازه می دهد تا شما را به تنظیم جریان جوش یک پست، و به دلیل قطرات ولتاژ، یک ویژگی خنک ولتاژ خنک تشکیل شده است. چنین طرح هایی در هنگام استفاده از ترویج چندگانه VKSM-1000، VDM-1001، VDM-1201، VDM-1601 با RB-301 یا RB-302 RB-302 پذیرفته می شوند. تمام این یکسو کننده ها غیرقابل کنترل هستند، زیرا خروجی همیشه به همان مقدار از جریان جوش برابر برابر با نام اسمی برخوردار است.
اینورترهای جوشکاری
مدرن ترین و فنی ترین منابع پیچیده جریان جوشکاری اینورتر جوشکاری است. در مقایسه با IP استاتیک از نوع به اصطلاح "کلاسیک" (یعنی ترانسفورماتور و یکسو کننده ها)، اینورترها هیچ ترانسفورماتور قدرت ندارند. تمام عملیات اینورتر جوش بر اساس اصل تغییر فاز (inversion) ولتاژ انجام شده توسط یک مدار میکروپروسسور الکترونی با تقویت جریان پیشرفته (معمولا ریزپردازنده IGBT) ساخته شده است. با توجه به کاربرد چنین اصل، ممکن است طیف گسترده ای از ویژگی های Volt-Ampere را بدست آورید - از خنک شدن به افزایش - با منحنی جریان بسیار صاف، انحراف از آن به سطح دهم درصد کاهش می یابد که امکان دستیابی به جوشکاری با کیفیت بالا را فراهم می کند. گنجاندن در مدار ژنراتور فرکانس بالا، دامنه منبع تغذیه را گسترش می دهد و به آنها اجازه می دهد تا از آنها برای تقریبا هر روش جوشکاری قوس و برش پلاسما استفاده کنند. یک مبدل حساب کوچکی از قدرت کم برای استفاده در نصب و راه اندازی بسیار امیدوار کننده است به خصوص ساختارهای فلزی مسئول و خطوط لوله، که الزامات مورد نیاز برای مفاصل جوش داده شده را افزایش داده است. و شرایط کاری اجازه نمی دهد که تجهیزات صنعتی بزرگ طراحی شده برای کار در شرایط کارگاه را اعمال کند. اینورترهای قدرتمند صنعتی قدرتمند باعث ایجاد مجتمع های جوشکاری برای هر نوع جوشکاری قوس می شوند که بر اساس اصل مدولار بر اساس یک منبع فعلی ساخته شده است. تمام اینورترها تنظیم صاف جریان جوشکاری را دارند و نمودار دیجیتال ریزپردازنده و معرفی سلول های حافظه اجازه می دهد تا شما را به حفظ حفظ چندین حالت جوشکاری اغلب استفاده کنید.
حضور الکترونیک پیچیده و گران قیمت، نیاز به شرایط خاص خنک کننده، هزینه را افزایش می دهد، اما کیفیت بالا به دست آمده است اتصالات جوش داده شده و طیف گسترده ای از روش های جوشکاری آنها را بیشتر امیدوار کننده برای استفاده صنعتی، به ویژه در تولید ساختارهای فلزی پیچیده و مسئول از مواد مختلف می کند.