در حال حاضر آلومینیوم جوش داده شده توسط جوش قوس آرگون؟ جوش آلومینیوم دی سی.
ممکن است اتصال قطعه های با کیفیت بالا از آلومینیوم فقط در هنگام جوشکاری TIG فراهم شود. یک الکترود معمولی می تواند آلیاژ آلومینیوم را برای دوام جوش دهد، اما بعد از پردازش طولانی تر نیاز خواهد داشت.جوش آلومینیوم با آرگون اجازه می دهد تا شما را با یک ماده با ضخامت های مختلف کار، ایجاد شفاف شفاف با خواص تنگ خوب است. این به ویژه در تقاضا در هنگام تعمیر اتومبیل، قایق و یا مخازن مختلف است. اما چگونه می توان این مواد خاص را برای اولین بار طبخ کرد؟ چگونه برای راه اندازی تجهیزات در هنگام جوشکاری آلومینیوم؟ یک آموزش سریع از مقاله و یک درس ویدیویی به این موضوع پیچیده کمک خواهد کرد.
چه چیزی را در نظر بگیرید وقتی آلومینیوم جوشکاری آرگون؟
جوشکاری آرگون کاملا جهانی است که اجازه می دهد ترکیب ضخامت های مختلف مواد با استفاده از این روش و کار با آلیاژ هایی که سخت در نظر گرفته می شود. پایه قوس الکتریکی بین دو سوزن است الکترود تنگستن و محصول. ظاهر آن توسط جریان مستقیم یا متناوب عرضه شده به مشعل و جرم متصل به قطعات جوش داده شده تضمین شده است. گاز بی اثر به عنوان حفاظت از استخر جوش عمل می کند. اما آلومینیوم و آلیاژهای آن دارای ویژگی های خاصی هستند که لازم است هنگام جوشکاری به آنها توجه شود.
یکی از مشکلات این است که فیلم اکسید روی سطح مواد تشکیل شده است. به نظر می رسد زمانی که فلز با اکسیژن ارتباط برقرار می کند. فیلم با دمای 2000 درجه ذوب می شود. اما آلومینیوم خود را بعد از 500 درجه شروع به گرفتن فرم مایع می کند. بنابراین، انتخاب بیش از حد جریان و ذوب اکسید، غیر ممکن است به درز. با در نظر گرفتن پارامترهای کوچک بر روی دستگاه، فرآیند ایجاد یک استخر جوش امکان پذیر نیست. بنابراین، جوشکاری قوس آرگون از آلومینیوم شامل تمیز کردن اولیه سطح فلز از اکسید می شود. این با قلم مو یا حلال خاصی به دست می آید، پس از آن لازم است که فورا فرآیند جوشکاری آغاز شود.
یک عارضه اضافی این است که هیدروسکوپی ماده است. در رطوبت محیطی باال، آلومینیوم برخی از آب را از هوا جذب می کند. هنگامی که محصول با قوس الکتریکی شروع به گرم شدن می کند، ماده ای که جوش داده می شود رطوبت را به سطح می رساند. این ممکن است بر کیفیت شکل گیری جوش، چگالی تماس با محصول و کوچک شدن جوشکار در تماس با مناطق مرطوب تاثیر بگذارد. اگرچه ممکن است بلافاصله جوش با آرگون باشد، گرمای کمی از مواد توصیه می شود. مشعل گاز در دمای 150 درجه. این رطوبت بیش از حد تبخیر می شود و فرآیند جوشکاری را بهبود می بخشد.
جوش آلومینیوم آرگون همچنین نیاز به حفاظت خوب از فلز مذاب از خارج از هوا. برای انجام این کار باید جریان گاز درست را تنظیم کنید. عرضه ناکافی از دومی باعث بوجود آمدن فلزی و سوزاندن تنگستن می شود. پاکسازی بیش از حد با آرگون مانع شکل گیری یک درز می شود و روند را گران تر می کند.
مشکل دیگر برای جوشکارهای تازه کار، تشکیل یک قیف در انتهای شاخه است. اگر قوس ناگهان قطع شود، یک دهانه به نظر می رسد. طولانی نگه داشتن مشعل در یک مکان منجر به گرم شدن غیر ضروری و گسترش استخر جوش می شود. بنابراین، جوشکاری قوس آرگون از آلیاژهای آلومینیومی نیاز به تنظیمات اضافی برای حالت خنک کننده قوس است که به تدریج باعث کاهش شدت جریان می شود. با توجه به این ویژگی های این ماده، می توان پارامترهای ولتاژ را به درستی تنظیم کرد و با دست های خود یک جوش با کیفیت بالا ایجاد کرد.
تکنولوژی جوشکاری برای مبتدیان
روند جوشکاری آلومینیوم آرگون انجام نمی شود جریان مستقیمو متغیر بنابراین شما می توانید نتایج بهتر را بدست آورید. بهتر است ابتدا بخشی از سطح آموزش خود را شروع کنید:
- لازم است صفحات را در یک موقعیت راحت قرار دهید. لبه بر روی پارامترهای مشابه با انواع دیگر فلزات انجام می شود.
- توصیه می شود مواد را تا 150 درجه گرم کنید تا رطوبت را از بین ببرید.
- برس لایه ی بالای نسوز را حذف می کند. همچنین شما می توانید از یک حلال استفاده کنید.
- مشعل به محصول منتقل می شود به طوری که بین الکترود و سطح 3 میلیمتر وجود دارد. دکمه فشرده شده و قوس سوخته است. سیالیت آلومینیوم بستگی به ناخالصی های موجود در ترکیب دارد.
- اگر یک استخر کوچک از فلز مذاب (بخار جوش) رخ دهد، یک افزودنی را می توان به منطقه جوشکاری عرضه کرد.
- مشعل باید هموار شود، از راست به چپ. در مورد یک درز وسیع، حرکتهای نوسانی مورد نیاز است. در جریان متناوب، یک صدای شکننده ای شنیده می شود.
- در انتهای درز، دکمه فشار داده می شود و قوس به تدریج از بین می رود. مشعل در بالای منطقه جوش نگه داشته می شود تا زمانی که گاز کاملا متوقف شود.
راه اندازی دستگاه و حالت
جوشکاری آلومینیوم TIG تنها در جایی که دستگاه ها از کار نه تنها با جریان مستقیم، بلکه همچنین با جریان متناوب نیز امکان پذیر است. با وجود فراوانی نوسانات ولتاژ، بهترین درز با آخرین گزینه تنظیم می شود. قطبش میتواند مستقیم و معکوس باشد. پارامترهای ولتاژ را می توان بر اساس ضخامت مواد تنظیم کرد:
مهم این است که جریان فعلی را در یک نوع پله ای، با آتش سوزی صاف، یک مقدار صعودی در فرایند انجام یک درز، و تضعیف تدریجی در پایان سوزش، تعیین شود. این امر باعث تشکیل یک دهانه در انتهای اتصال خواهد شد.
مصرف آرگون در طی جوشکاری روی منومتر نزدیک به شیلنگ گاز تنظیم شده است. مدلهای روسی نیاز به نصب در محدوده 6 تا 11 لیتر است. این خطای وسیله اندازه گیری است که تنها با معنی عملی به ارزش مطلوب آورده می شود. اگر فشار سنج وارد می شود (آلمانی، چک)، سپس شما می توانید بلافاصله 8 لیتر قرار داده است.
در تنظیمات دستگاه، پس از قطع قوس، زمان بعدی گاز خرد کردن را تعیین می کند. مدت زمان عرضه آرگون به مقدار پنج ثانیه تنظیم می شود که به مدت زمان کافی برای حمام برای متوقف کردن و سرد کردن الکترود می باشد.
انتخاب مواد پرکننده
از آنجایی که آلومینیوم به سرعت نسبت به ذرات ریخته می شود و سپس قطر اشتباه سیم مایع را می گیرد، شما نمی توانید وقت خود را برای تغذیه آن در منطقه جوشکاری و ایجاد یک درز داشته باشید. بنابراین، ضخامت لحیم باید همان اندازه ضخامت ورق های جوش باشد. شما همچنین باید هنگام انتخاب ترکیب شیمیایی ماده پرکننده، باید مراقب باشید. به عنوان مثال، یک محصول از duralumin قادر نخواهد بود با یک نوار برای آلومینیوم خوراکی دم کند. جدول با شماره سیم سیم پیچ و هدف آن می تواند کمک کند:
انتخاب الکترود
تکنولوژی جوشکاری آلومینیومی با آرگون نیز نیاز به انتخاب صحیح از یک الکترود تنگستن دارد، که قطر آن باید تا حد ممکن نزدیک به ضخامت قطعات قابل جوش باشد. تیز کردن به روش کلاسیک انجام می شود، اما بدون نوک تیز، مانند مورد جوشکاری فولاد ضد زنگ است. در طول اولین دوره سوختن، الکترود به شکل یک قطره در انتهای صورت می گیرد و بنابراین شما باید یک درز را هدایت کنید. خروج از نازل توسط 3-5 میلی متر مورد نیاز است تا اجتناب از گرم شدن تنگستن. هنگام جوشکاری، پراکندهای کوچک از آلومینیوم به الکترودها میچرخد، که نیازمند دوباره تیز کردن است.
یادگیری جوش کردن آلومینیوم آسان نیست. اما با دانستن اصول فوق و تماشای ویدئو با درس های متخصصین، می توانید با اطمینان دست خود را در عمل آزمایش کنید.
- گام به گام دستورالعمل های جوش
یادگیری نحوه طبخ آلومینیوم بسیار دشوار است. اغلب حتی چنین اساتید چنین کارهایی را انجام نمی دهند. مشکل این است که آلومینیوم ماده بسیار مهیج است و کار با آن نیاز به استفاده از اینورتر با کیفیت بالا دارد.
البته شما می توانید با تقریبا هر کاری انجام دهید دستگاه جوش اتوماتیکاما واقعا با کیفیت بالا جوش اجازه می دهد تنها دستگاه هایی که دارای عملکرد خاص جوشکاری این فلز هستند را دریافت کنند. اگر ظاهر نیز اهمیت دارد، بهتر است آلومینیوم را با مجموعهای با گزینه خاصی از جوشکاری پالس جوشانید. آلومینیوم معمولا در آرگون جوش داده شده است. اینورترهای مدرن به شما این امکان را می دهند که همه کارها و کارایی را در اسرع وقت انجام دهید.
چه الزاماتی باید هنگام آلومینیوم با آرگون جوش مشاهده شود؟
هنگام جوشیدن آلومینیوم، آرژانتین خالص معمولا استفاده می شود. شما می توانید ترکیبی از این گاز با هلیوم استفاده کنید. گزینه دوم بهتر است برای کار با ورق های ضخیم مناسب است. آلومینیوم با استفاده از خاصی آب پز شده است سیم آلومینیومی با یک مقطع جامد.
مهم است که توجه ویژه ای به طراحی مشعل داشته باشیم. اول، آن باید بر روی یک شلنگ مستقیم نصب شود، بدون هیچ گونه چرخش یا گره زدن. دوم، طول این شیلنگ نباید بیش از 3 متر باشد. مشکل این است که آلومینیوم با استفاده از سیم بسیار نرم با آرگون جوش داده شده است. به جای کانال معمولی، بهتر است تل فلون را در مشعل نصب کنید، مخصوصا برای کار با آلومینیوم طراحی شده است.
در صورتی که 3 متری شلنگ برای شما کافی نیست، زوم کنید اینورتر جوشکاری به مواد مورد پردازش اگر این امکان پذیر نیست، تنها با یک مکانیسم خوراکی جداگانه امکان پذیر است. راهنمایی باید قطر بزرگتری نسبت به فولاد داشته باشد. این به خاطر این واقعیت است که وقتی گرم می شود، آلومینیوم بیشتر گسترش می یابد.
نیاز به انتخاب الکترودهای مناسب. بهترین نتایج توسط جوشکاری آلومینیوم با آرگون با استفاده از چنین الکتریکی نشان داده می شود:
- OK 96.20، OK 96.10.
- OZANA-1، OZANA-2.
- محصولات غیر مصرفی بر پایه تنگستن.
اولین نام تجاری الکترود شروع به استفاده گسترده از کمی بیشتر از 10 سال پیش می شود. چنین الکترود ها عمدتا برای کار با آلومینیوم فنی مورد استفاده قرار می گیرند. آنها همچنین می توانند برای جوشکاری و ریخته گری مورد استفاده قرار گیرند. آنها اجازه می دهند که یک قوس ثابت نگه دارید. خواص جوش به پایان رسید به عنوان نزدیک بودن به خواص مواد منبع نزدیک است، و پوسته سرباره بدون هیچ گونه تلاش اضافی حذف می شود.
در الکترودهای نوع دوم یک پوشش قلیایی-نمک وجود دارد. آنها در هنگام کار با انواع آلیاژهای آلومینیومی مورد استفاده قرار می گیرند. در بیشتر موارد لازم است که پیش گرم کردن به طور متوسط تا 200-300 درجه سانتیگراد انجام شود.
آلومینیوم با آرگون را با استفاده از الکترودهای تنگستن غیر مصرفی جوش دهید. آنها به شما اجازه می دهند یک قوس را در یک سطح پایدار نگه دارید. چنین الکترود ممکن است قطر 2-6 میلی متر داشته باشد. برای هر مورد، شما باید قطر مناسب الکترودهای را به ترتیب جداگانه انتخاب کنید. این در درجه اول به ضخامت محصول پردازش بستگی دارد. الکترود تنگستن با افزودنی های مختلف بهتر است نشان داده شود.

هنگامی که آلومینیوم با آرگون جوش داده می شود، الکترودهای گرانقیمت از آن استفاده می شود، بنابراین انتخاب آنها باید با توجه به مهارت و با توجه به ویژگی های کار پیش رو باشد.
برای جوشاندن آلومینیوم با آرگون، به موارد زیر نیاز دارید:
- دستگاه جوش و الکترودهای مناسب.
- سیم آلومینیوم.
- جوشکاری و گرمایش دستگاه.
بازگشت به محتویات
ویژگی های اصلی جوشکاری آلومینیوم
مشکل اصلی جوشکاری آلومینیوم یک فیلم اکسید است که در طول پردازش روی سطح فلز تشکیل شده است. نقطه ذوب این فیلم 2050 درجه می رسد و آلومینیوم به طور مستقیم در دمای پایین ذوب می شود.
مطابق با تکنولوژی، ابتدا باید از این فیلم استفاده کنید و پس از آن، فلز را مستقیما ذوب کنید. بهترین راه برای انجام این کار جوشکاری پالس است. آلومینیوم دارای هدایت حرارتی خوب و نقطه ذوب پایین است. به همین دلیل، در روند جوشکاری قسمت ممکن است روشن شود برای جلوگیری از این، شما باید قبل از گرم کردن پیش ماده کمی. این امر علاوه بر افزایش عمق نفوذ بخش آلومینیوم را نیز افزایش می دهد.
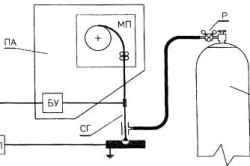
نمودار مختصری از پست برای جوشکاری نیمه اتوماتیک با الکترود مصرفی: SG - مشعل جوشکاری، P - گیربکس بالون، B - سیلندر با گاز فشرده، MP - جعبه جوشکاری سیم، BU - واحد کنترل نیمه اتوماتیک، منبع تغذیه PI.
برای اینکه شکستن فیلم اکسید راحت تر است، شما باید قبل از این قسمت را با یک قلم فلزی بخرید. چنین پردازشی زمان زیادی را صرف نمی کند، اما بخشی بهتر و سریعتر ذوب می شود. تمیز کردن قبل از شروع جوشکاری بلافاصله توصیه می شود.
در فرآیند آلومینیوم جوش، مطمئن شوید که قوس دارای طول ثابت است. این قانون نه تنها برای آلومینیوم، بلکه برای هر فلز دیگر نیز اهمیت دارد. اگر قوس طولانی تر از ضروری باشد، شمش ناپدید نمی شود. اگر آن کوتاه تر باشد، فلز متورم خواهد شد. از آنجا که طول کمان مناسب است، با توجه به ترکیب شیمیایی ماده، طول آن مشخص می شود در آلیاژهای مختلف، هدایت حرارتی نیز متفاوت است. به طور متوسط، در مورد آلومینیوم، یک قوس 1.2-1.5 سانتی متر استفاده می شود.
دشواری دیگر که شما در طی فرایند ذوب آلومینیوم مواجه خواهید شد، در انتهای سوراخ یک دهانه میچرخد. مشکل این است که آلومینیوم به اندازه کافی خنک می شود. برای حل این مشکل اجازه می دهد تا نیمه اتوماتیک خاص. اول، آن را به جریان افزایش می دهد، که اجازه می دهد تا شما را از طریق فیلم اکسید شکستن. در نتیجه، جریان فعلی کاهش می یابد، که باعث می شود حفره ای که در بالا ذکر شد بدون هیچ مشکلی جوش شود.
بازگشت به محتویات
چه روش های جوشکاری وجود دارد

برای جوشاندن آلومینیم، روش های مختلفی توسعه یافته است که شامل استفاده از آنها می شود مواد مختلف، تجهیزات و محیط های محافظتی.
به طور گسترده ای از روش های زیر استفاده می شود:
- جوش گاز مستقیم با استفاده از یک الکترود تنگستن.
- جوش با کمک نیمه اتوماتیک با تغذیه خودکار سیم.
- جوش با الکترودهای مصرفی بدون گازهای محافظ
یک شرایط مهم برای این کار تخریب فیلم اکسید روی سطح آلومینیوم است. برای تخریب آن مناسب جریان متناوب یا مستقیم معکوس است. آلومینیوم را نمی توان در جریان مستقیم پخته، زیرا در چنین شرایطی فیلم اکسید به پاشش کاتد ندهید و سقوط نخواهد کرد.
بازگشت به محتویات
چه دستگاههایی مناسب برای جوشکاری آلومینیوم هستند

برای جوشکاری آلومینیوم با آرگون، می توانید از تعدادی ماشین جوشکاری استفاده کنید. همه آنها به چندین گروه تقسیم می شوند:
- واحدهای جهانی.
- مدل های ویژه
- تجهیزات تخصصی.
مدل های جهانی به صورت سری تولید می شوند، بیشترین تقاضا در میان خریداران هستند و اغلب مورد استفاده قرار می گیرند. جوش مشابه در شرایط تولید بر روی سیستم عامل های مجهز به کار می رود.
برای جوشکاری آلومینیوم در آرگون شما می توانید از مواد افزودنی مختلف استفاده کنید. آنها کار راحت تر و کیفی تر می کنند.
واحد هایی که آلومینیوم را با آرگون جوش می دهند با استفاده از الکترودهای تنگستن غیر مصرفی تجهیزات زیر را دارند:
- منبع AC / DC
- یک مشعل یا مجموعه ای از دستگاه هایی که به طور خاص برای این نوع کار طراحی شده اند.
- یک دستگاه قادر به ارائه تقویت قوس شروع یا یکی است که اجازه می دهد تا ثبات قوس متغیر.
- تجهیزاتی که به شما امکان کنترل چرخه جوشکاری را می دهد.
- یک دستگاه طراحی شده برای جبران و کنترل DC.
در حال حاضر، تعدادی از روش های جدید جوشکاری آلومینیوم با آرگون وجود دارد که به طور خاص برای گسترش دامنه ضخامت مواد قابل جوش سازی می باشد، به منظور بهبود عملکرد اتصال جوشکاریاز جمله پیشرفت در نفوذ.
در فرایند کار، قوس در مراحل یا سرعت خاص حرکت می کند. این حرکات را می توان با پالس های جریان جوش هماهنگ کرد. به همین دلیل، نفوذ در همه مناطق موثر خواهد بود. کاهش جریان، خطر بروز بیش از حد فلز را از بین می برد و به همین دلیل تقریبا به طور کامل از تغییر شکل ها خلاص می شود.
الکترودهای تنگستن اجازه می دهد جوش های با کیفیت بالا را به دست آورند و کار را با سرعت زیاد انجام می دهند. برای انجام این کار، شما فقط نیاز به تجهیزات خاص و واحدهای اضافی دارید، هیچ واحدهای سخت گیر و گرانقیمت مورد نیاز نیستند.
اغلب جوشکاری آرگون با استفاده از یک واحد اینورتر انجام می شود. چنین دستگاه هایی به طور گسترده ای در زندگی روزمره و در تولید استفاده می شود. استفاده از دستگاه جوش اینورتر بهترین گزینه است. حتی بدون تجربه خاص در جوشکاری، می توانید تکنولوژی را بدون هیچ مشکلی درک کنید. و این دانش مطمئنا برای شما مفید خواهد بود. اولا، شما قادر خواهید بود تا وظایف شخصی خود را انجام دهید، و در مرحله دوم، اگر مایل باشید، خدمات به مشتریان شخص ثالث را ارائه می دهید.
10 نوامبر 2015
جوشکاری آلومینیوم در آرگون
ترکیبی از فلزات با جوشکاری قوس الکتریکی بسیار گسترده است که به نظر می رسد بسیاری از این روش برای همه مواد بدون استثنا مناسب است. اما این بسیار دور از مورد است. فلزات مورد نیاز برای درمان خاصی وجود دارد و برای جوشکاری آنها نیاز به تکنولوژی خاصی دارند. به عنوان مثال، آلومینیوم یا فولاد ضد زنگ نازک تنها می تواند در یک فضای آرگون پخته شود.
حتی از دوره شیمی شیمی مدرسه می دانیم که آرگون یک گاز بی روح است و با فلزات یا سایر مواد واکنش نمی دهد. جوشکاری آلومینیوم آرگون چگونه کار می کند؟ دستگاه آلومینیوم جوشکاری دقیقا خواص غیر مستقیم این گاز است. جوشکاری قوس در آرگون انجام می شود که از نازل سرامیک می آید و از ناحیه سوزش قوای هوایی خارج می شود. فلز مذاب اکسید نمی شود و با سایر اجزای هوا واکنش نمی دهد، بنابراین ترکیب بسیار بادوام است.
جوش آرگون برای هر دو بخش کوچک و برای اتصال به ساختارهای عظیم استفاده می شود. یکی از ویژگی های این نوع جوشکاری الکتریکی توانایی ایجاد یک درز در چند لایه است که یک مفصل یکپارچه را تشکیل می دهند، بدون کوچکترین سر و صدای سرباره و مقیاس. اما برای هر نوع ترکیب، شما باید یک مشعل خاص را انتخاب کنید.
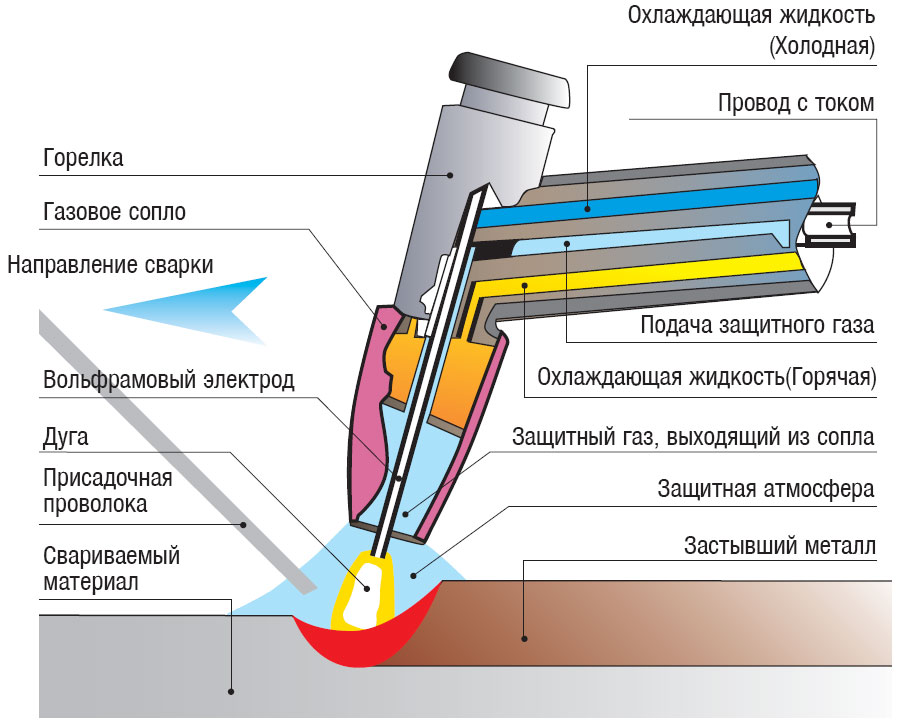
دستگاه آرگون مشعل برای جوشکاری چگونه است
یک مشعل - یکی از گره های اصلی ماشین جوشکاری آرگون است. این شامل موارد زیر است:
- نازل گاز؛
- الکترود تنگستن (غیر ذوب)؛
- سیستم خنک کننده؛
- سپاه با شمع
نازل گاز از سرامیک به آن وصل شده است بطری گاز از طریق گیربکس الکترود تنگستن برای ایجاد یک قوس الکتریکی استفاده می شود، اما آن را ذوب نمی کند، جوشکاری جوشکاری مورد استفاده قرار می گیرد - یک سیم مخصوص که به طور جداگانه به منطقه قوس تغذیه می شود. مواد میله برای هر یک از فلز به طور جداگانه انتخاب شده است.
برای تمدید عمر الکترود، باید آن را به دمای خاصی که در زیر یک بحرانی قرار دارد خنک نگه داشته شود. در بیشتر دستگاه ها برای جوشکاری دستی، هر دو آماتور و حرفه ای، توسط هوا سرد می شود. اما در تاسیسات صنعتی قدرتمند، خنک مایع از الکترود با استفاده از آب به طور مداوم در منطقه الکترود گردش می شود.

شما می توانید آلومینیوم را با استفاده از یک دستگاه جوشکاری معمولی یا یک اینورتر مجهز به یک مشعل آرگون تصفیه کنید و دارای یک مجموعه خاص از تنظیمات یا یک مشعل آرگون ویژه باشید. یکی از ویژگی های جوش آلومینیومی این است که توسط جریان متناوب تولید می شود.
تکنولوژی جوشکاری آلومینیوم آرگون
آلومینیوم، با تمام ویژگی های منحصر به فرد آن و قابلیت تولید بالا، جوش بسیار دشوار است. این به خاطر ماهیت شیمیایی آن - بر سطح فیلم اکسید فلزی مقدار Al 2 O 3 ضخامت کم شکل گرفته، اما بسیار مقاوم به درمان. آن را در دمای 2044 درجه سانتیگراد ذوب می کند و خود آلومینیوم - در دمای 660 درجه سانتی گراد علاوه بر این، اکسید بلافاصله بر روی قطره های فلز مذاب ظاهر می شود و از تشکیل یک جوش یکپارچه جلوگیری می کند.
علاوه بر این، آلومینیوم دارای هدایت حرارتی بسیار بالا است - چندین برابر بیشتر از فولاد. این نیاز به یک هجوم ثابت گرما و در نتیجه افزایش در جریان جوشکاری تا 1.5 برابر در مقایسه با فولاد.
تکنولوژی AC TIG برای جوشکاری آلومینیوم برای تخریب اولیه فیلم اکسید و ایجاد موانع برای تشکیل بیشتر آن، فراهم شده است. این کار هم از طریق جریان الکتریکی انجام می شود - جوش آلومینیوم مستقیم فعلی قطب معکوس یا جریان متناوب هنگامی که قطب معکوس پودر کاتد از فیلم اکسید رخ می دهد، آن را به طور کامل از بین می برد.

دمیدن منطقه ذوب فلز با آرگون جلوگیری از نفوذ اکسیژن و هیدروژن، مخرب تاثیر می گذارد جوش جوش. دمیدن گاز بی اثر باید در طول مدت قوس الکتریکی ساخته شود و بعد از انقراض آن چند ثانیه دیگر متوقف شود.
تکنولوژی آلومینیوم
اینورتر یا ویژه در کتابچه راهنمای دستورالعمل دارای تعدادی دستورالعمل برای تولید تنظیمات برای کار با آلومینیوم است. آنها ممکن است از مدل های مختلف متفاوت باشند، بنابراین قبل از شروع کار باید بدون شناختن از تجربه، آنها را بشناسید. به ویژه اگر شما از یک دستگاه جدید از یک مدل نا آشنا استفاده می کنید یا مهارت های خود را دارید جوشکاری الکتریکی نه خیلی بزرگ
مرحله اولیه تمیز کردن قطعاتی است که باید به آنها اضافه شود و چربی زدایی شوند. سطح را از خاک، روغن، مقیاس پاک کنید و سپس با استون، روح سفید یا حلال را با روغن زیتون تمیز کنید. برای حذف فیلم اکسید، سطوح در منطقه جوشکاری با یک برس فولادی یا کاغذ ام دی اف تمیز می شود.

برای مبتدیان جوشکار باید یاد آوری شود که الکترود تنگستن استفاده می شود برای قطر آلومینیوم 1.6 تا 5 میلی متر و یک میله پرکننده خاص، ضخامت 1.6 تا 4 میلی متر.
جهانی گام به گام دستورالعمل برای کار با آلومینیوم نمیتواند برای تمام موارد فراهم باشد، بنابراین، در وهله اول، شما باید چنین توصیه هایی را دنبال کنید:
- زاویه ی گرایش الکترود به فلزی که در محدوده ی 70 تا 800 قرار دارد؛
- طول قوس را 1.5 تا 2.5 میلیمتر حفظ کنید.
- حرکت سوزن پس از میله پرکننده ساخته شده است؛
- حرکت مجدد حرکات کوتاه از مشعل و میله تنها در امتداد درز ساخته می شود، در هر صورت نه به زاویه یا عمود بر مفصل؛
- ورق آلومینیومی روی سطح مس یا فولاد نصب شده است، برای حذف بهتر حرارت؛
- عرضه آرگون 4 تا 6 ثانیه قبل از شروع قوس شروع می شود و تا 7 ثانیه پس از انقراض آن ادامه می یابد؛
- سرعت جوشکاری با اندازه جوش جوش تعیین می شود.
برای جوشکاری آلومینیومی با کیفیت بالا در آرگون بهتر است از یک خاصیت استفاده کنید ماشین جوشکاری، برای مثال Jasic TIG-180 P (W211) PRO، HYL TIG-200P، جوش Dragon PRO TIG250 ACDC. قیمت آنها تا حدودی بالاتر از دستگاه های بدون سیستم دمیدن گاز بی اثر است، اما کاملا موجه است. پس از همه، آنها را می توان برای عادی استفاده می شود جوش قوس. و در فضای آرگون، نه تنها آلومینیوم، بلکه تقریبا تمام فلزات، کاملا جوش داده می شود. جوشکاری آرگون را تحت هر نیروی تازه کار انجام دهید.
آلومینیوم جوشکاری در آرگون.
دستورالعمل های گام به گام نحوه پیکربندی دستگاه با استفاده از مثال INTER TIG 200 AC / DC PULSE
جوش با آلومینیوم آرگون در مسکو از 15 تا 300 روبل (سانتیمتر) تخمین زده می شود. تفاوت هزینه بستگی به پیچیدگی، حجم، زمان سفارش دارد.
محاسبه هزینه ساخت آلومینیوم، جوشکاری با آلومینیوم آرگون، شرکت "Starstel" در هر مورد به صورت جداگانه تولید می کند. قیمت نهایی شامل هزینه مواد، جوشکاری آلومینیومی با آرگون، فلزکاری است.
جوش آرگون TIG
جوشکاری آرگون TIG یکی از محبوب ترین روش های جوشکاری برای تولید مسئولیت است سازه های جوش داده شده از آلومینیوم تفاوت اصلی با سایر انواع جوشکاری، وجود یک الکترود تنگستن غیر مصرفی است، گاز محافظ آرگون، نازل سرامیک در انتهای یک قوس الکتریکی آرگون.
مزیت اصلی آرگون الکترود جوشکاری تنگستن - هیچ اجزاء سرباره در درز جوش، کار جوشکاری آرگون در 5 آمپر شروع می شود. در حالت پالس، ورقه های نازک به خوبی می چسبانند. قوس جوشکاری، به همان اندازه خوب، در سراسر طیف گسترده ای از جریان سوزاند. جوش آرگون TIG روش مدرن و تکنولوژیکی برای پیوستن به فلزات غیر آهنی است.


امروزه غیرممکن است که صنایع را پیدا کنیم که اجزای آنها از آلیاژهای آلومینیومی استفاده نشده است. سازه های آلومینیومی وسیع ترین برنامه در زمینه های مختلف زندگی ما. آنها با طراحان و طراحان محبوب هستند. آن به طور فعال در صنایع غذایی و شیمیایی استفاده می شود.
جوش با آلومینیوم آرگون در ساخت کشتی، کشتی سازی ضروری است. آلومینیوم در ساخت مخازن، مخازن، مخازن استفاده می شود. آلیاژ آلومینیوم با دوام و سبک وزن، ساختار فلزی امیدبخش در تولید حمل و نقل، صنعت ساخت و ساز و دیگر زمینه های فن آوری است.
آلیاژهای آلومینیومی استفاده می شود سازه های فولادی جوش داده شده اهداف مختلف مزیت اصلی آلیاژهای آلومینیمی چگالی کم، ویژگی خوردگی خوب، ضریب قدرت بالا است. آلیاژهای آلومینیومی هدایت حرارتی بسیار بالایی دارند، به طوری که گرما از جوشکاری به سرعت به قطعات منتقل می شود. بنابراین، افزایش گرما ورودی لازم است، توصیه می شود که اجزای آلومینیومی عظیم را پیش گرم کنید. آلومینیوم ذوب در دمای 660 درجه است. هنگامی که گرم می شود، قدرت آن به طور قابل توجهی کاهش می یابد.
اغلب برای ایجاد یک ساختار، ما نیاز به جوشکاری آرگون-آلومینیوم داریم که بسیار متفاوت از سایر روشهای اتصال فلز است. تفاوت ها از ویژگی های خاص این فلز است. در سطح آن همیشه یک فیلم اکسید وجود دارد که بخار آب را جذب می کند که توسط یک فیلم از دمای 660 درجه (دمای ذوب) نگهداری می شود.
شرکت Artstel دارای تجهیزات لازم برای جوشکاری آرگون آلومینیوم و ساخت سازه های فلزی از آلیاژهای آلومینیوم است:
تجهیزات جوشکاری مدرن
تجهیزات فلزکاری
حرفه ای جوش
آلومینیوم آرگون
مواد مصرفی ضروری
آماده سازی برای جوشکاری با آلومینیوم آرگون.
آماده سازی محصولات، ابتدا لبه های قطعه کار را طراحی کنید. حلال های آلی (استون، حلال کامپیوتر 1، PC2، روح سفید) حذف ناخالصی های آلی. اگر یک فیلم اکسید شلیک شود، حذف می شود. شما می توانید آن را با استفاده از یک قلم سیم فلزی، سوزاندن، چرخ دنده با یک دیسک فلپ حذف کنید.
با جوش آرگون جوشکاری TIG بین الکترود تنگستن و قطعه کار قرار دارد. هیچ انتقال آلومینیوم مذاب از طریق قوس وجود ندارد (انتقال قطره ای در دستگاه نیمه اتوماتیک وجود دارد)، که تا حد زیادی سوختگی پایدار را تسهیل می کند. جوش قوس. Spattering حذف شده است، تلفات کاهش می یابد، ویژگی های کیفیت به دلیل عدم تعامل فلز با گاز قوس قوس بهبود یافته است.
قبل از جابجایی متناوب TIG، ممکن است فیلم اکسید را با شارژ یونیایی حذف کنید. الکترونی برای این نقش به دلیل توده کوچک آنها مناسب نیست، آنها انرژی لازم برای جنبشی ندارند.
مزایا:
تولید محصولات پیچیده و سازه های فلزی، جوشکاری با آلومینیوم آرگون در تمام موقعیت های مکانی صورت می گیرد.
حفاظت عالی از بخار جوش از اکسیژن و سایر گازها در طی جوشکاری آرگون.
جوشکاری آرگون جهانی است - ما جوش آلیاژهای آلومینیومی با ضخامت های مختلف از 1.5 میلیمتر و بالاتر.
این حداقل ساختار را تغییر می دهد.
در جوشکاری آرگون هیچ فلاکس مورد استفاده قرار نمی گیرد، پس از آن خوردگی و یک جوش غیرمجاز ظاهر می شود.
جوشکار همیشه شکل گیری جوش را کنترل می کند.
جوش زیبایی
چند روش جوشکاری وجود دارد، که نه تنها به تجهیزات مورد استفاده بستگی دارد، بلکه در حالت هایی است که کاربر قرار می دهد. اگر ما استفاده از جوشکاری الکتریکی را در نظر بگیریم، ممکن است چندین گزینه وجود داشته باشد که به نوع جریان بستگی دارد. جوشکاری آلومینیومی با جریان مستقیم فقط یکی از این انواع است. این به عنوان اغلب به عنوان جریان متناوب مورد استفاده قرار نمی گیرد، اما هنوز تعداد زیادی از ویژگی های که توسط قطب تعیین می شود. کارشناسی ارشد ترجیح می دهد برق متناوب، به عنوان ترکیبی از مزایای هر دو قطبی.
هنگامی که آلومینیوم با جریان مستقیم جوش داده می شود، باید انتخاب کنید که برای فرآیند جوشکاری مهم تر است. با این حال، خواص جوشکاری آلومینیومی از بهترین راه نیست، بنابراین لازم است شرایط مناسب را انتخاب کنید تا بتوانید نیازهای تکنولوژیکی را برآورده سازید و از جوش جوشی و حتی جوش آلومینیوم اطمینان حاصل کنید. مشکل عمده این شکل گیری فیلم اکسید است که درجه حرارت بالا جوشکاری نمی تواند با آن در 2200 درجه سلسیوس ذوب شود و آلومینیوم در 680 درجه سانتیگراد. قطبش معکوس جریان مستقیم کمک می کند تا آن را به دلیل تخریب کاتد از بین ببرد، که به خوبی در ترکیب با فلو و پیش درمان
مزایا
- هنگام استفاده از جریان مستقیم قطب مستقیم، یک قوس پایدار به دست می آید که کمک می کند تا یک کیفیت با کیفیت بالا و حتی درز داشته باشید.
- اگر جريان مستقيم براي جوشکاري آلومينيوم قطب معکوس مورد استفاده قرار گيرد، اسپکتروماي کاتدي ارائه مي شود که فيلم اکسيد را از بين مي برد.
معایب
- ما باید بین قوس پایدار یا تخریب اکسید ها را انتخاب کنیم؛
- بدون از بین بردن فیلم اکسید، جوشکاری با کیفیت بالا غیرممکن است؛ زیرا فلز مذاب را پوشش می دهد و از اتصال آن به طور طبیعی جلوگیری نمی کند.
- انتخاب پارامترهای تجهیزات برای جوش ضخامت فلز خاصی در این حالت عملی است.
جوشکاری در جوشکاری DC
قبل از جوشکاری الکتریکی الکتریکی آلومینیوم ابتدا باید پارامترهای تجهیزات را درک کنید. کارشناسان استفاده از جریان مستقیمی قطب مستقیم را توصیه نمی کنند، زیرا معایب آن مزایا را بیشتر از آنچه که می دانند، بسیار مشکل ساز می کنند. با قطب معکوس، ممکن است بر یکی از مسائل اصلی از قابلیت پذیر شدن آلومینیوم غلبه کند، اما این تنها مشکل نیست که باید مواجه شود.
تفاوت های دیگر این فرایند عبارتند از سیالیت بالا فلز در حالت مذاب، که هیچ جریان جاری نمی تواند به آن کمک کند، بلکه تنها مهارت جوشکار است. شما همچنین باید توجه به افزایش حساسیت به ولتاژ، که شامل گرم کردن فلز و خشک کردن الکترودهای قبل از استفاده است. در اینجا لازم است که عمق پایین جوش فلز را در نظر بگیریم، به طوری که هنگام کار با بولت ضخیم، ممکن است نیاز به پردازش بیشتر لبه ها باشد. از لحاظ آماده سازی اولیه، تفاوت های متعددی نیز وجود دارد که مربوط به تمیز کردن سطح با حلال ها و روش های مکانیکی ساده است که باید کیفیت اتصال را افزایش دهند.

جوش آلومینیوم با آرگون
مواد و ابزار
- یک ماشین جوشکاری، بدون اینکه جوش الکتریکی از آلومینیوم توسط یک الکترود غیرممکن باشد. این بسته به روش انتخاب شده است، زیرا هنوز امکان استفاده از گاز وجود دارد.
- مواد پرکننده، که می تواند باشد سیم جوش;
- یک سیلندر گاز غیر مستقیم برای آلومینیوم برای جوش آرگون با جریان مستقیم استفاده می شود.
- شیلنگ قابل اعتماد برای اتصال سیلندر با مشعل؛
- مشعل، که به طور خاص برای جوشکاری قوس آرگون طراحی شده است؛
- فشار دهنده برای تغییر فشار گاز از سیلندر؛
- فشار سنج برای کنترل سطح فشار که با آن کار می کند.
انتخاب مواد و تجهیزات
جوشکاری الکتریکی آلومینیومی در جریان مستقیم قطب معکوس می تواند با روش استاندارد، با استفاده از جوشکاری الکتریکی معمولی و الکترود، و همچنین یک دستگاه قوس آرگون انجام شود. اولین گزینه ساده و ارزان تر است، در حالی که دومین قابل اعتماد ترین است، اما هزینه پردازش و پیچیدگی آن بیشتر می شود. بنابراین جوشکاری الکتریکی برای اتصال عادی استفاده می شود، در حالی که هنگام کار با سازه های بحرانی و قطعات، فقط باید از گزینه TIG استفاده شود. در هر صورت، هنگام انتخاب یک دستگاه، باید توجه داشته باشید که وسعت محدوده آن، و همچنین صافی پارامترهای تنظیم است.
با انتخاب مواد مصرفی، همه چیز ساده تر است، چون جوشکاری الکتریکی نیاز به الکترودهای خاصی دارد که برای فلز خالص یا آلیاژ خاصی طراحی شده است و برای روش آرگون قوس لازم است سیم جوش مورد نیاز باشد، که ترکیب آن تا حد امکان با ترکیب فلز یا آلیاژ آن همخوانی دارد.
گام به گام
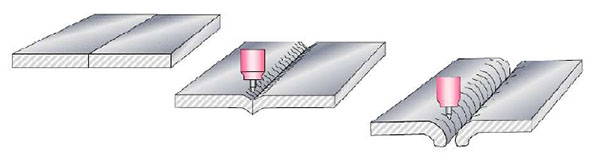
جوشکاری آلومینیوم با جریان مستقیم در آرگون، مجموعه ای از اقدامات زیر را پیشنهاد می کند:
- آماده سازی فلز، که شامل پردازش لبه، تمیز کردن مکانیکی و درمان حلال است که می تواند استون یا سایر مایع مشابه باشد.
- بعد باید روی سطح شار جوش گذاشته شود، که اتصال را بهبود می بخشد.
- پس از آن، می توانید شروع به راه اندازی روش، مطابق با حالت مشخص شده؛
- سپس جوشکاری خود ادامه می یابد، در طی آن باید درزگیر تمام سطح لبه ها باشد.
- اجازه دهید که مفصل خنک شود و کیفیت آن را با هر یک از روش های موجود بررسی کند.
این فرآیند عمدتا در موقعیت پایین تر رخ می دهد، به عنوان فلزی به شدت در افقی و یا سقف گسترش می یابد. "
جدول حالت های جوشکاری آلومینیومی با جریان مستقیم
|
نوع قطعه کار |
قطر جوش داده شده mm |
الکترود، میلی متر |
سیم جوش، میلی متر |
کنونی، A |
مصرف گاز، l / min |
|
هنگام لبه های ماشینکاری |
1 |
45…50 |
4-5 |
||
|
جوش افقی یک طرفه بدون پردازش لبه |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
جوشکاری دو طرفه بدون پردازش لبه |
3-4 |
3-4 |
120…180 |
7-8 |
مهندسی ایمنی
جوشکاری الکتریکی آلومینیومی در خانه و در محل کار نیاز به انطباق با قوانین ایمنی دارد. اول از همه، استفاده از لباس های محافظ و وسایل مانند. قوانین ایمنی برق باید در کار و خانه احترام گذاشته شود. سیلندر گاز باید حداقل 5 متر دور از منبع آتش باشد.




