Rozsdamentes hegesztő elektródák. Az rozsdamentes acél elektródák jellemzői
A hegesztés során egy meglehetősen aktuális kérdés a magas minőség biztosítása hegesztett kötés. Az, hogy lehetséges-e megoldani ezt a problémát speciális bevonatú bevonatokkal rendelkező elektródok használatakor.
Ez utóbbit fém-oxidokkal képződő salak előállítására, valamint a hegesztési fém védelmének biztosítására használják a hegesztés során a levegővel való kölcsönhatás esetén. Emellett a bevonat alkalmazása az ívben elhalványuló elemek kiküszöbölése.
Köszönet neki is a varrás új elemekkel gazdagodik. A bevonat másik pozitív minősége az, hogy nagyobb ív stabilitást biztosítson. A salakfedél megjelenése lehetővé teszi, hogy a fém hosszabb ideig tartsa a magasabb fűtési hőmérsékletet, melynek hátterében kedvező feltételek jönnek létre a belőle keletkező gáz kibocsátására, ami lehetővé teszi a tartósabb kötés elérését.
Elektróda típusok
 Az elektromos ívhegesztéshez jelenleg kínált elektródok két csoportba sorolhatók:
Az elektromos ívhegesztéshez jelenleg kínált elektródok két csoportba sorolhatók:
- olvadás;
- nem fogyasztható.
A nem fogyasztható elektróda rudak létrehozásához anyagként volfrámot, elektromos szenet vagy szintetikus grafitot használnak. A szén- és grafit rudak keresztmetszetben különböznekami 4 és 18 mm közötti lehet, és hossza elérheti a 250 és 700 mm-t. Megkülönböztető jellemző A grafitelektródák magasabb vezetőképesség-együtthatót, valamint magas hőmérsékleten az oxidatív folyamatokkal szembeni ellenállást mutatják. Ezek a mutatók szerint meghaladják a szénrudakat.
Az elektródák típusai és alkalmazhatósága
Az olvadási kategóriát képviselő összes elektród több csoportra osztható:

Anyagként használják őket hegesztési huzal. A legelterjedtebb acélelektródok, amelyek rudakat hoznak létre használja az elektródáty, amelynek átmérője 1,6 és 12 mm között van, és 150 és 450 mm közötti hosszúságot ér el.
Az acél kézi ívhegesztésére tervezett bevonattal ellátott fémelektródok a következő csoportok videójában jeleníthetők meg, amelyek mindegyike saját jelöléssel rendelkezik:
B - különleges tulajdonságokkal rendelkező, magas ötvözetű acélok munkájához használják;
L - ötvözött munka szerkezeti acélok600 MPa ideiglenes szakítószilárdsággal jellemezhető;
 T - ötvözött hőálló acélok kezelésére használják;
T - ötvözött hőálló acélok kezelésére használják;
Y - szén- és alacsony ötvözetű szerkezeti acélokkal való munkavégzéshez használatos, amely az átmeneti megszakításoktól eltérő;
N - segítségükkel speciális tulajdonságokkal rendelkező felületi rétegek bevonása történik.
Az elektródok típusától függően az alábbi változatokban végezhető el:
E-38, E-42, E-46, E-50. Szén- és alacsony ötvözetű szerkezeti acélokkal dolgoznak, amelyekre az ideiglenes szakítószilárdság 500 MPa-ig terjed. Az elektróda típusának megnevezésében jelenlévő szám megfelel a rés minimális garantált ideiglenes ellenállásának, amely a hegesztési fém tömegét kgf / mm 3-ban mutatja.
E-42A, E-46A, E-50A. Ezeket az elektródokat a szénnel és a széndioxiddal együtt dolgozzák alacsony ötvözött acél abban az esetben, ha a hegesztési fémnek magas hajlékonysági és szilárdsági jellemzőkkel kell rendelkeznie.
Miért fontos a megfelelő elektródák kiválasztása a rozsdamentes acél hegesztéséhez?
 A hegesztéshez használt anyagok közül a rozsdamentes acél nagyon népszerű. Ennek alapján hozzon létre számos különböző egységet, szerkezetet, fémszerkezetet és különböző berendezéseket.
A hegesztéshez használt anyagok közül a rozsdamentes acél nagyon népszerű. Ennek alapján hozzon létre számos különböző egységet, szerkezetet, fémszerkezetet és különböző berendezéseket.
Az ilyen fém iránti nagy érdeklődés elsősorban annak köszönhető, hogy műszaki paraméterekamelyek közül a legfontosabbak korrózióállóság, hosszú élettartam Ugyanakkor esztétikai tulajdonságai miatt vonzza a figyelmet. A rozsdamentes acél hegesztés során nagy figyelmet fordítanak ennek az anyagnak a sajátosságaira: itt fontos megjegyezni, hogy a rozsdamentes acél nem rendelkezik ideális hegeszthetőségi jellemzőkkel.
Ez a képesség úgy jellemezhető, mint az acéllemezek hajlamosak egymás között erős hegesztéssel kialakítani. Ha részletesebben megvizsgáljuk a rozsdamentes acél fém hegeszthetőségét, akkor megkülönböztethető a következő jellemzők:
 Ez az anyag alacsony hővezető-együtthatóval rendelkezik, amely 2-szer kisebb, mint az alacsony szén-dioxid-tartalmú szokásos acél. Ez a funkció vezet növelje az anyag behatolását a hegesztett helyen. Ebből arra következtethetünk, hogy a hibák elkerülése érdekében kívánatos a hegesztés végrehajtása alacsonyabb értékű árammal. Optimálisan válasszon egy indikátort, amely 15-20% -kal kevesebb, mint a szokásos érték.
Ez az anyag alacsony hővezető-együtthatóval rendelkezik, amely 2-szer kisebb, mint az alacsony szén-dioxid-tartalmú szokásos acél. Ez a funkció vezet növelje az anyag behatolását a hegesztett helyen. Ebből arra következtethetünk, hogy a hibák elkerülése érdekében kívánatos a hegesztés végrehajtása alacsonyabb értékű árammal. Optimálisan válasszon egy indikátort, amely 15-20% -kal kevesebb, mint a szokásos érték.
Ha rozsdamentes acélból készült masszív termékeket kell hegesztenie, akkor gondoskodnia kell arról, hogy elegendő távolság legyen a közöttük. A tanácsadás figyelmen kívül hagyása mikrokockákhoz vezethet. Természetesen az ilyen alacsony minőségű hegesztéssel ellátott konstrukció nem használható a rendeltetésszerű felhasználásra.
A hegesztés során a felhasznált rudak túlzott hőnek vannak kitéve azon a területen, ahol a csukló van. Ennek oka az nagy ellenállás. Erről a funkcióról emlékeznie kell és speciálisan a rozsdamentes acélból készült termékek hegesztésére tervezett elektródokat kell használni. Itt lehet egy rúd márka, ami arra szolgál, hogy kitaláljuk, melyeket lehet használni az ilyen munkákhoz, és melyeket kell eldobni.
 Ugyanakkor fontos, hogy megfelelően működjön egy hegesztőgéppel, és tudni kell, hogy melyik hőmérsékleti rendszer lesz optimális egy vagy másik csatlakozás létrehozásához. Ha bármelyik paraméterrel hibásan számol, ez a rozsdamentes acél és maga az elektród korrózióállóságának jelentős csökkenéséhez vezethet. A szakemberek nyelvén ez a jelenség különleges nevet tartalmaz - intergranuláris korrózió.
Ugyanakkor fontos, hogy megfelelően működjön egy hegesztőgéppel, és tudni kell, hogy melyik hőmérsékleti rendszer lesz optimális egy vagy másik csatlakozás létrehozásához. Ha bármelyik paraméterrel hibásan számol, ez a rozsdamentes acél és maga az elektród korrózióállóságának jelentős csökkenéséhez vezethet. A szakemberek nyelvén ez a jelenség különleges nevet tartalmaz - intergranuláris korrózió.
Jellemzője a vas és króm-karbidok képződése az interfészen, amelyek kedvezőek, amelyek kialakulásához magas feldolgozási hőmérséklet. Ezek a rozsda és repedések fő oka a rozsdamentes acél termékek felületén. Jelenleg az intergranuláris korrózió kezelésére szolgáló eszközök összetettsége meglehetősen korlátozott: ehhez megfelelő hegesztéshez használjon rudakat, biztosítva a csuklós terület gyors hűtését stb.
Hogyan készítsünk rozsdamentes acél elektródát?
 A fenti pontok alapján világossá válik, hogy minőségi kapcsolatot kapjunk a rozsdamentes termékek hegesztése közben nagy hatással van egy olyan szakember képzése, aki elvégzi a munkát, valamint a megfelelő elektródák használata.
A fenti pontok alapján világossá válik, hogy minőségi kapcsolatot kapjunk a rozsdamentes termékek hegesztése közben nagy hatással van egy olyan szakember képzése, aki elvégzi a munkát, valamint a megfelelő elektródák használata.
Azonban meg kell értened, mi a különbség szénacél és rozsdamentes. Ez segít elkerülni még a legkisebb problémákat is, amikor a munkadarabokat ilyen anyagokból hegesztik.
A hegesztés technológiája attól függ, hogy hol tartják: otthon vagy a vállalkozás műhelyében. Tegyük fel, hogy a termékekkel kell foglalkoznod legalább 1,5 mm vastagleggyakrabban a hegesztésnél a választás leáll, inert tulajdonságokkal rendelkező gázok atmoszférájában, amely nem tartalmaz volfrám rudat. A technológia használata a legjobb eredményt nyújtja, ha össze kell kapcsolnia:
- egyes eszközök és egységek házai;
- rozsdamentes acéllemezek;
- vízellátáshoz használt csövek.
 Ilyen munkát félautomata, teljesen automata és futtatható kézi üzemmódok. Érdemes megjegyezni, hogy 3 mm-nél nagyobb vastagságú hegesztési termékek esetén kívánatos dolgozni ívhegesztés
az elektród fém fúvókájának átadásával. Ha 1,5–3 mm vastagságú lapokat kell összekapcsolni, akkor általában rövid ívhegesztést használnak.
Ilyen munkát félautomata, teljesen automata és futtatható kézi üzemmódok. Érdemes megjegyezni, hogy 3 mm-nél nagyobb vastagságú hegesztési termékek esetén kívánatos dolgozni ívhegesztés
az elektród fém fúvókájának átadásával. Ha 1,5–3 mm vastagságú lapokat kell összekapcsolni, akkor általában rövid ívhegesztést használnak.
Ha a rozsdamentes acélcsövek hegesztése feladata, hogy a gázok és folyadékok bizonyos terhelési viszonyok között kerüljenek forgalomba, akkor a legjobb, ha argon közegre hegesztési rudakat használnak, amelyekhez használt inverter. Ennek a hegesztési folyamatnak egy sajátossága, hogy a huzal nagy mennyiségű dopping felhasználásával történik, amelyhez a töltőanyag funkciója tartozik. Ha az inverter-hegesztés fontos jellemzőire támaszkodunk, akkor azt a pozitív polaritáson állandó vagy váltakozó árammal kell végrehajtani.
Kívánatos az argonhegesztés alkalmazása a rozsdamentes termékek összekapcsolására olyan helyzetekben, ahol ez szükséges kiváló minőségű fém varratés nagyon vékony acéllemezek hegesztése esetén. A 2-60 mm vastagságú munkadarabok csatlakoztatásához lehetőség van a merülő ívhegesztésre. Plazmahegesztés a legjobb megoldás minden rozsdamentes acél termékhez.
A hegesztés során a rozsdamentes acélt figyelembe kell venni volfrám elektródák Nem szükséges éles oszcillációs mozgásoknak kitenni, ami kötelező a korróziógátló tulajdonságokkal nem rendelkező standard acélok hegesztésekor. Ha a rozsdamentes acélok hegesztése során ilyen mozgásokat hajt végre, a legtöbb esetben ez a hegesztés védett területének megsemmisítéséhez vezet, és ez már növeli a hegesztési oxidáció kockázatát.
Elektródák rozsdamentes acélhoz: címkézés és jellemzők
 Itt az ideje kitalálni, hogy milyen típusú elektródokat kell használni a rozsdamentes acél hegesztéséhez. Először is foglaljunk össze egy kicsit arról, hogy milyen követelményeknek kell megfelelniük:
Itt az ideje kitalálni, hogy milyen típusú elektródokat kell használni a rozsdamentes acél hegesztéséhez. Először is foglaljunk össze egy kicsit arról, hogy milyen követelményeknek kell megfelelniük:
- magas kúszási ellenállás (termikus);
- alacsony hőtágulási együttható;
- nagy rugalmasság;
- magas tartósság és hővezető képesség.
 Hasonló jellemzők a következők volfrám olvadó elektródák3-5 mm átmérőjű, rozsdamentes acélszerkezetek hegesztésére tervezve:
Hasonló jellemzők a következők volfrám olvadó elektródák3-5 mm átmérőjű, rozsdamentes acélszerkezetek hegesztésére tervezve:
- "CT-15";
- "RLA-8";
- "ZIO-8";
- "EA400 / 10U";
- "VAW-13";
- "AHB-13";
- "CL-51";
- "ODL-17a";
- és mások
Hazánkban a választást leggyakrabban az ESAB gyártója által kínált hegesztőpálcáknál állítják le. Keretükön belül a következő fajok különböztethetők meg, amelyek sajátos céljuk:
 Ok 61.30. Az univerzális célú termékeket, amelyek nikkel-króm anyagok hegesztésére szolgálnak, amelyek nem tartoznak korróziós folyamatok alá.
Ok 61.30. Az univerzális célú termékeket, amelyek nikkel-króm anyagok hegesztésére szolgálnak, amelyek nem tartoznak korróziós folyamatok alá.
Ok 61.35. Ezeknek az elektródoknak a segítségével meg lehet hegeszteni az elemeket, amelyek a legkritikusabb szerkezeteket alkotják.
Ok 67.45. Ezek a termékek alkalmasak a rozsdamentes acélok rendkívül alacsony hegeszthetőséggel történő összekapcsolására.
Ok 63.30. Ezeknek a rudaknak a jellemzője a rendkívül alacsony szén-dioxid-tartalom.
következtetés
 A rozsdamentes acél alkatrészek hegesztése sajátosságait biztosítja ezeknek az anyagoknak a kombinálásával. A különbség abban rejlik, hogy ezek a termékek jellemzők. Szem előtt kell tartani, hogy a hegesztéshez elektródákat kell kiválasztani. Tekintettel arra, hogy a piacon sok elektróda van, figyelembe kell venni a jelölést, amellyel sok hasznos információt megtudhat a használatukról.
A rozsdamentes acél alkatrészek hegesztése sajátosságait biztosítja ezeknek az anyagoknak a kombinálásával. A különbség abban rejlik, hogy ezek a termékek jellemzők. Szem előtt kell tartani, hogy a hegesztéshez elektródákat kell kiválasztani. Tekintettel arra, hogy a piacon sok elektróda van, figyelembe kell venni a jelölést, amellyel sok hasznos információt megtudhat a használatukról.
A rozsdamentes acél alkatrészek hegesztése bonyolult és időigényes, csúcstechnológiás folyamat, amely megfelelő képzettségű előadókat, speciális felszerelést és az elektródák megfelelő választását igényli. Az olvadt állapotban a rozsdamentes acél folyékonyvá válik, mint a víz, ami jelentősen megnehezíti a megfelelő hegesztőhenger kialakulását. Az ilyen hegesztéshez használt elektródoknak ötvözet-összetételüknek a lehető legközelebb kell lennie az alapfémekéhoz. Az ilyen rozsdamentes acél hegesztésének egyik jellemzője az, hogy ezeket a munkákat nem lehet függőleges és felső helyzetben elvégezni.

Elektródák rozsdamentes acélból
A megvalósítás összetettsége abban is rejlik, hogy a fém hőkezelése után elveszíti a korróziógátló tulajdonságait, ami a rozsda megjelenéséhez vezet. Az ilyen elektródok rozsdamentes acélból való kizárása számos ötvöző anyagot tartalmaz, amelyek növelik a vegyület korróziógátló tulajdonságait. Ha olyan olcsó elektródokat használ, amelyek összetételükben nem tartalmaznak ötvöző anyagokat, ez az elvégzett munka minőségének romlásához vezet. A legkedveltebb a rozsdamentes acél használatakor hegesztőgépekamelyek egyenárammal működnek, míg a váltakozó áram használatakor a kapcsolat minősége jelentősen romlik.

Különösen nehéz vékony rozsdamentes acél elemekkel dolgozni, ahol szükséges a használt elektródák megfelelő kiválasztása és az összes munka szakszerű elvégzése. Ebben az esetben fennáll a veszélye, hogy a fémelemek égnek, ami később bonyolult felületkezelést igényel.
Azt kell mondani, hogy annak ellenére, hogy nehéz a rozsdamentes acél használata, ez az anyag megtalálható széles körű alkalmazás az iparban és a mindennapi életben. A hasonló rozsdamentes acél előfordulását a kiváló teljesítmény és tartósság magyarázza. A hegesztési munkálatok a csővezetékek javításánál, a fémkeret hegesztésénél, a fémszerkezetek összekapcsolásán és a különböző javítási munkáknál végezhetők. A rozsdamentes acélok elektródáira vonatkozó összes követelményt a GOST írja elő, amely lehetővé teszi a választás egyszerűsítését.
Elektródák rozsdamentes acél jelölésen
A piacon a legnépszerűbbek az ESAB svéd vállalat elektródái, amelyeket széles körben mutatnak be és kitűnő kivitelezés jellemzi.
- OK61.30. Univerzális rudak rozsdamentes acél hegesztéséhez, amelyek nikkel- és króm-adalékanyagokkal rendelkeznek. A kapott hegesztési ötvözet ellenáll a korróziónak.
- OK6135. Ezt a márkát olyan rozsdamentes acél alkatrészek hegesztésére tervezték, amelyek fokozott követelményeket támasztanak az anyag minőségével szemben. A burkolat különösen tartós, ami lehetővé teszi, hogy ellenálljon a megnövekedett terheléseknek. Az ilyen elektródok különböző betöltött struktúrák és kritikus szerkezetek összekapcsolására használhatók.
- OK67.45. Az ilyen típusú elektródák jellemzői a fokozott hegesztési tulajdonságok, így azok nehéz munkakörülmények esetén ajánlhatók.
- OK63.30. Ennek a márkának a rúdjai minimális szenet tartalmaznak, ami lehetővé teszi az alacsony szén-dioxid-tartalmú rozsdamentes ötvözetek használatát. Kiváló kötési szilárdságot biztosít.
- A következő típusú rozsdamentes acélok különböztethetők meg:
- TST15. Magas hőmérsékleti ellenállásuk van, ellenállnak az agresszív kémiai környezetnek és lehetővé teszik a kiváló minőségű vegyület előállítását.
- OZL8. Ezt a típusú magot hosszú élettartam jellemzi, amely lehetővé teszi a nagy szilárdságú hegesztő részek használatát. A vegyület kiváló korrózióállósággal rendelkezik.
- OZL6. A sokoldalú variáció, amely nagyszerű a tiszta rozsdamentes acél számára. Rozsdamentes acélot is lehet vasfémekkel összekötni.
A rudak kémiai összetétele
Az ilyen elektródok kémiai összetétele különböző fémeket, szén- és hidrogénatomot tartalmaz foszfornal. Meg kell mondani, hogy a hegesztéshez szükséges ilyen felszíni anyag kiválasztásakor figyelembe kell venni a rúd és a csatlakozó fém kémiai összetételét.

A rozsdamentes acélhegesztési elektródák tulajdonságai közvetlenül függenek az összetételüktől. Vegye figyelembe a megnövekedett szilárdságot, hajlékonyságot és a hőmérséklet stabilitását. Ezen túlmenően az olvadt állapotban lévő ilyen rudak nagy része nagy folyékonyságú, amelyet a hegesztési munkák során figyelembe kell venni.
Milyen elektródák készülnek rozsdamentes acélból?
Meg kell mondani, hogy a vegyület minősége, tartóssága és kiváló korrózióállósága a megfelelő választástól függ. Az elektródák és az alapfém kémiai összetételének bármilyen enyhe eltérése a csatlakozás szilárdságának jelentős romlásához vezet. Ezért kell a legnagyobb figyelmet szentelni a választott kérdéseknek.
Az egyik legfontosabb paraméter a rúd átmérője, amely az alapfém vastagságától függ. A szakértők azt javasolják, hogy a hegesztendő fém vastagságával megegyező magméretet válasszanak. Ugyanakkor nem szabad megfeledkezni arról, hogy 3 mm-es vagy annál kisebb vastagságú rozsdamentes acél hegesztésekor maximális pontosságot kell figyelembe venni, mivel a munkafolyamat alacsony szintjeinél is veszélybe kerülhet az anyagok forrása.
Célszerű olyan hosszú elektródákat választani, amelyek lehetővé teszik a varrat végrehajtását a hegesztés megszakítása nélkül, és ennek következtében az ilyen csatlakozás a lehető legerősebb és tartósabb lesz. A leggyakoribb pálca márkákban 5 és 10 centiméter közötti lehet. Bizonyos esetekben a hosszú varratok elvégzéséhez speciális elektródákat használhat, amelyek mérete 45 cm vagy annál nagyobb.
Hogyan készítsünk rozsdamentes acél elektródát?
A rozsdamentes acél használatának egyik jellemzője a magas olvadáspont és a megnövekedett sebesség. Ezért kell rendkívül óvatosan és egyszerre gyorsan cselekednie. A megfelelő hegesztőhenger kialakításához speciális technikát kell kifejleszteni, különben meg lehet alakítani a hegesztett fém formázatlan tömegét. A hideg repedések előfordulásának megakadályozása érdekében ajánlatos felmelegíteni és magas hőmérsékletet tartani a végéig. Hegesztéshez állítható hőmérsékletű fáklyákat és invertereket kell használni.

A fémek hegesztése az építésben különleges helyet foglal el, mivel nagyon fontos a kombinálás acélszerkezetekkülönösen a rozsdamentes acél esetében. És akkor van az a kérdés, hogy milyen rozsdamentes acélból készülnek. Az elektródák gyártói széles körű és gazdag választékot kínálnak az építőiparban használt hegesztő elektródák számára. A legnépszerűbbek az elektródák, TsL-11, TsT-15, OZL 6 (8).
Ezeket a modelleket kifejezetten rozsdamentes acélelektródák hegesztésére fejlesztették ki azoknál az acéloknál, amelyek hirtelen nyomáson és hőmérsékleten csökkennek. Mindezeket az elektródákat ötvözetekkel és fémmel ötvözik, amellyel egy erős varrás alakult ki, amely nem függ a munkakörnyezet agresszivitásának, nyolc golyós földrengés, természeti katasztrófa (szökőár, tornádó) hatásaitól.
A rozsdamentes acélból készült hegesztőelektródák összetételét a florite-kalcium típusú képezi.
A rozsdamentes acél elektródákra vonatkozó fő követelmények a következők:
Először is, a hegesztés negatív környezetéből tartós hatás képződik. A hegesztési varratnak szükségszerűen meg kell felelnie az összes jellemzőnek. hegesztési acélok. A rozsdamentes acél hegesztésére szolgáló elektródokat általában ellenőrzésnek vetik alá, amelynek során kémiai összetételnek való megfelelésnek való megfelelés feltáródik. Minden elektródot egy speciálisan tervezett, vízálló csomagolásban szállítanak és szállítanak. A magas ötvözetű acél hegesztése többek között hozzájárul az egyenletes hegesztés kialakulásához. Ezért a gyártók különösen gondosan közelítik meg az ilyen típusú elektródák kérdését.

Elektródák rozsdamentes acél hegesztéséhez közvetlenül rozsdamentes és vegyszerálló acélok hegesztésére készültek. Ezekből az acélokból készült termékek képesek ellenállni a legmagasabb hőmérsékletű munkakörnyezetnek. A tulajdonságok javítása érdekében az elektróda rudak nikkel-krómötvözetvé teszik őket. Ez a fajta anyag eltér a korróziógátló tulajdonságaitól a varrás kezdeti rétegének kialakulásának szakaszában. Ezenkívül maga a varrás is stabil a repedések kialakulása során, ami fontos pillanat a nehezen hegeszthető acélok hegesztésében.
Mint korábban említettük, a legnépszerűbb márka a CL 11 család elektródái.
Korrózióálló króm-nikkelacélok hegesztésére tervezték. Az olyan acélfajtákról beszélünk, mint például a 08Х18Н12Б, a 08Х18Н12Т és más hasonlóak. Ebben az esetben a hegesztési varrás meglehetősen szigorú követelményeket támasztunk. Lehetséges hegesztés bármilyen helyet a térben. Az egyetlen kivétel a függőleges helyzet a felülről lefelé, az egyenáram és a közös polaritás jelenlétében. A TsL 11 sorozat elektródjait használják a gépgyártás, az energetika, az olajipar és a vegyipar egységek hegesztéséhez.


A CL 11 elektródák előnyei
- Ellenálló hegesztési fém az intergranuláris korrózió szempontjából
- A varratok nagyfokú szilárdsága. Még alacsony hőmérsékleten is.
- Alacsony hajlam az öregedési varratokra.
- A forró repedésekkel szembeni ellenállás
- Alacsony fröcskölés
- A prezentáció szilárdsága
Jelenlegi paraméterek a CL 11-ben

Százalékban:
Az egyik leggyakoribb rozsdamentes acél elektróda az Avesta. Rugalmas hegesztésben és a varrás minden helyzetében használják.
A varrás helyének helyzete:
Az ilyen típusú elektródák használata rozsdamentes acélból kiváló minőségű hegeszthetőséget és stabil ívet biztosít. Nem lesz problémája a toxinok szétválasztásával. A salak elválasztása után egy tiszta varrás keletkezik, ami a jó hegesztés indikátora. Kiválóan alkalmasak az olyan acélokhoz, mint ausztenites rozsdamentes acél, amely magában foglalhatja a molibdént vagy hiányzik, valamint a duplex és a szénacél.
A rozsdamentes acél króm alapú, adalékolt fém, amely hozzájárul a korrózióállóság növeléséhez. Az ilyen összetétel azonban speciális technológiákat igényel a feldolgozáshoz, különösen a hegesztéshez. Ehhez a gyártók speciális rozsdamentes acél elektródákat gyártanak.
Ebben a cikkben megvizsgáljuk a rozsdamentes acélból készült speciális anyagok használatának okait és a rozsdamentes acél főzésére szolgáló elektródokat. A hegesztési folyamatban való felhasználásra vonatkozó ajánlások.
A rozsdamentes acél hegesztésének jellemzői
Az acéltermékek fő problémája az oxidáció okozta korrózió megjelenése. A jövőben ez az eljárás megszakítja az ilyen anyagból készült szerkezeteket és megsemmisíti azokat.
A rozsdamentes acél áttörést jelentett a gyártásban. És ma, mind a hazai, mind az ipari méretek különböző elemei készülnek.
A fő ötvözőelem a króm, amely ellenáll az oxidatív folyamatoknak. Számos egyéb korróziógátló adalékot is tartalmaz, beleértve a titánt, a molibdént, a nikkelt és sok más terméket. Ez ellenállóvá tette a rozsdamentes acél leromlását, de bonyolította a feldolgozást, különösen a hegesztést. Mi a probléma? Elvégre ezek a fémek olvadnak, mint mások, magas hőmérsékletek hatására?
Gyakran előfordulhat, hogy nem megfelelőek hegesztések rozsdamentes acél termékekre. Rozsdás foltok jelennek meg az ízületeknél, ami további károsodáshoz vezet.
A rozsdamentes acél fő elemei: vas és króm. Ha magas hőmérsékleten (kb. 5000 ° C) vannak kitéve, a hegesztendő részen olyan elemek alakulnak ki, mint a karbidok. Az ilyen vas- és krómvegyületek eléggé tűzállóak, de rozsdásak. Emellett törékenyebbek, mint maga a rozsdamentes acél.
Ezt követően a hegesztés elkezd oxidálni, a korrózió és a repedések jelennek meg. Az alkatrész további használata megsemmisíti a csuklót. Ezért a rozsdamentes acél alkatrészek hegesztési folyamata speciális technológiákat igényel.
Rozsdamentes acél hegesztési technológia
A rozsdamentes acél alkatrészek kiváló minőségű hegesztett kötéseinek kialakítására saját módszerek kerültek kidolgozásra. Számos:
- Argon hegesztés.
- Félig automatikus hegesztés argon környezetben.
- Hegesztés elektródokkal.
A hegesztési folyamat során az argon közeg megvédi az olvadást az oxigéntől, és nem teszi lehetővé a fém-oxidok képződését. Ez a módszer azonban a speciális fogyóeszközök használata miatt drágább.
Egyszerűbb mód inverter hegesztés rozsdamentes acélból készült rozsdamentes acél.
Hogyan készítsünk rozsdamentes acél elektródát?
A leggyakrabban az ilyen acélokkal végzett munka a egyenáramelektródák használata a rozsdamentes acél hegesztéséhez.
A kiváló minőségű hegesztés kialakításához nem szükséges, hogy túlhevüljön, vagyis minimálisan hegeszteni kell. A teljesítménynek körülbelül 20% -kal kevesebbnek kell lennie, mint a hagyományos acéloknál.
Hogyan készítsünk rozsdamentes acél elektródákat? Technológiailag az eljárás hasonló a hagyományos fémhegesztéshez.
- Hegesztési alkatrészek készítése (tisztítás és tisztítás).
- A tömeg összekapcsolása az anyagokkal.
- Arc gyújtás (ha van egy forró indítás, akkor jobb használni).
- Hegesztőfürdő kialakítása és hegesztés. Ebben az esetben a tartó 30-60 fokos szögben van elhelyezve.
- A befejezés után szükséges a varrás gyors hűtése. Ezt levegővel történő fúvással végezzük, vagy ha a rozsdamentes acél króm-nikkel, akkor vizet használnak.
- Ezután el kell távolítania a salakot.
A varrás vezetése során az elektródának a felszíntől való távolságát kell szabályozni (az ív vezérlése). Ha az elektróda csúcsa túl közel van, a varrás felugrik, és nem csatlakoztatja az alkatrészeket, és ha a távolság nagy, a fém egyszerűen nem felmelegszik és nem olvad.
Ha kezdő vagy, akkor érdemes gyakorolni a varrás vezetésének helyességét: az elektróda dőlésszöge és annak távolsága. A rozsdamentes acél hegesztése tapasztalatot igényel.
Hogyan készülnek az elektródok rozsdamentes acélból? Két részből állnak: a rúdból és a bevonatból. A rozsdamentes acéloknál az elektródok összetételében nagy mennyiségű nikkel és króm - a fő ötvözőelemek.
Rutil vakolat. Több mint 50% metán-dioxidot tartalmaz. Ez növeli az olvadék lúgosságát, és nem teszi lehetővé a repedést a főzés során.
A rutil bevonat lehetővé teszi a rozsdamentes acél váltakozó árammal való hegesztését (azaz egy hagyományos MMA invertert). Ez kevesebb fröcskölést eredményez, és az ív stabilabb.
Az egyenáramú hegesztéshez magnéziummal és kalcium-karbonáttal bevont fogyóeszközöket lehet használni.
A volfrám elektródát argon környezetben hegesztésre használják.
ESAB elektródák
A svéd vállalat az ESAB a világ legnagyobb hegesztőanyag-gyártója. Az általuk kínált elektródok a legnépszerűbbek a fogyasztók körében.
Az ESAB cég fogyóeszközei különböző fémek, köztük rozsdamentes acél hegesztéséhez.
Melyik elektródok közül választhatnak ezek a gyártók.
- OK 46.00 ESAB - ezek a belföldi gyártású fogyóeszközök lehetővé teszik mind az váltakozó, mind az egyenáramú hegesztést, gyakran úgynevezett univerzális vagy elektróda acélra.
- OK 61.30 ESAB - csak rozsdamentes acél hegesztésére (nikkel-króm korróziógátló típusok) alkalmazható.
- OK 67.45 - alacsony acélhosszúságú acél alkatrészek csatlakoztatása.
- OK 63,30 - az ilyen elektródák szén-tartalma alacsony a rúdban.
- OK 67.62, OK 67.60 - sokoldalúbbak, rozsdamentes acél és közönséges acélok főzésére is alkalmasak.
És gyakrabban kínálnak svéd gyártóktól az elektródákat az OK 68.81 vagy az OK 68.82 használatával. Ezeket akkor használják, ha lehetetlen megállapítani az anyag márkáját és összetételét.
A rozsdamentes acélból készült esab fogyóeszközök sok több faj. A jelölés az OK 61.20-tól az OK 69.63-ig kezdődik. A különbség ezek között a bevonat és a rúd összetételében van, ami lehetővé teszi, hogy kiválassza a legmegfelelőbb elektródát egy adott rozsdamentes acélhoz és különböző módokhoz és technológiákhoz.
A rozsdamentes acél használata esetén a minőség érdekében speciális felszerelést (argonhegesztést) és hagyományos invertereket használhatunk MMA módban. De kifejezetten erre az elektródra tervezték.
A rozsdamentes acél hegesztése jelentős jellemzőkkel rendelkezik, többek között helyes beállítások az áramellátásban.
Ha úgy dönt, hogy megtanulja, hogyan kell főzni a rozsdamentes acélt, akkor a legjobb, ha kapcsolatba lép egy szakemberrel az ilyen munkával kapcsolatos tapasztalatokkal. Semmi sem helyettesíti a szakember tanácsát, aki ismeri az összes árnyalatot és finomságot.
Az anyag megvitatásához javasoljuk, hogy menjen a megjegyzésekhez. Ha tapasztalata van, ossza meg azt. Hogyan költettél hegesztési munkák rozsdamentes acélra. Mennyire nehéz az ilyen acél hegesztési folyamatát elvégezni életkörülmények. Az Ön tanácsai fontosak lesznek, mivel (amint fentebb említettük) semmi sem helyettesíti a felhalmozott tapasztalatot.
A rozsdamentes acél hegesztése a kézművesek egyik legnehezebb problémája. Az egész probléma az olvadt állapotú fém viselkedésében rejlik, amely jelentősen eltér a többi acélfajtától. A folyékony állapotban nem viszkózus, de hasonló a vízhez, így gyorsan elterjed, és nehezen alakítható ki egy normál henger. A rozsdamentes acél elektródái azonos tulajdonságokkal rendelkeznek, mivel ugyanolyan összetételt tartalmaznak, mint az alapfémben. Mindez megköveteli a hegesztőtől nemcsak a jól felkészült technikai bázist, hanem a praktikus fémkezelési készségeket is. Emiatt a rozsdamentes acél hegesztéséhez használt elektródák gyakorlatilag nem használhatók a mennyezeten vagy a függőleges helyzetben.
Ez messze nem az egyetlen probléma, amely a folyamat során jelentkezik. A hőkezelés után a varrás gyakran elveszíti korróziógátló tulajdonságait. Ez nagyon gyakori probléma, ezért az elektródok további mennyiségű ötvöző anyagot tartalmaznak, amelyek felelősek a korróziógátló tulajdonságokért. A hegesztés során elpárologtatni kell az alkatrészeket. Ez egy nagyon fontos választási pont, amelynek elmulasztása házassághoz vezethet. A fluxusok erre a célra adalékként is felhasználhatók. Általában használatos fordított polaritás, mert változó minőségben a kapcsolat nagyban szenved.

A bevonatnak biztosítania kell a biztonságot hegesztési ívvalamint az olvadt fém fürdők, de nem mindig jól érzik ezt. különösen összetett folyamat. Ehhez fel kell venni vékony elektródák, amely az égési kockázat miatt is bonyolítja a hegesztési folyamatot.
Ezeknek az anyagoknak a terjedelme elég széles, így a kellemetlenségek ellenére a fogyóeszközök tulajdonságainak javításával kell megoldást találni a problémákra. Használják a javítóműhelyekben, fémszerkezetek összekötésére, öntödében, fémhengerek hegesztésében, termékek gyártásához és egyéb dolgokhoz. Hegesztő elektródák a rozsdamentes acélból az ebből a fémből készült csővezetékek javításának szerves része. A rozsdamentes acél hegesztéséhez a GOST 9466-75 szerint készülnek.
A rozsdamentes acél elektródái
Az ESAB svéd márkái meglehetősen gyakoriak, és a különböző opciók széles skáláján mutatkoznak meg, kissé eltérő tulajdonságokkal.
- Az OK61.30 univerzális elektródák rozsdamentes acélhoz, amelyek sok ötvözethez használhatók. Különösen jól alkalmazhatók króm és nikkel formájú adalékanyagokkal. A hegesztési fém nagyon ellenáll a korróziónak.
- OK6135 - ez a márka kiváló minőségű, rozsdamentes acél hegesztéséhez készült. A hegesztési fém elég erős ahhoz, hogy ellenálljon a nagy terheléseknek. Segítségével a fontos szerkezetek és szerkezetek hegesztésre kerülnek.
- OK67.45 - ez a márkájú rozsdamentes acél hegesztési tulajdonságai fokozott hegeszthetőséggel rendelkeznek, ezért ajánlott a legnehezebb helyzetekben használni, amikor a körülmények nem teljesen alkalmasak a csatlakozásra.
- OK63.30 - ebben a márkában a rudak viszonylag alacsony szén-dioxid-tartalommal rendelkeznek, ezért alkalmasak azoknak a fémeknek, amelyekben a fém tartalma is alacsony.

A hazai márkák között vannak olyan képviselők is, akiket gyakran használnak az iparban és a magánszférában:
- TsT15 - ez az elektróda 12X18H10T rozsdamentes acél hegesztéséhez. Magas hőmérsékleti ellenállással rendelkeznek, és ellenállnak a túl nagy terhelésnek. Kémiai környezetre is ellenállnak.

- OZL8 - olyan felületkezelő anyagok, amelyek elég hosszú élettartamúak és nagy szilárdságú vegyületeket hoznak létre. A hőkezelés után is korróziógátló tulajdonságokat tartanak fenn.

- Az OZL6 egy univerzális minőségű, amely mind a tiszta rozsdamentes acél, mind a hegesztéshez használható.

Fizikai-kémiai összetétel
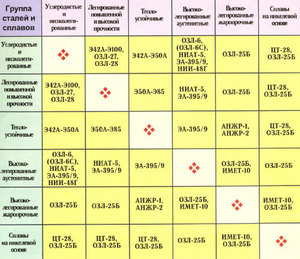
Az ilyen típusú elektródok jellemzően meglehetősen gazdag kémiai összetételűek, amelyek sok kémiai elemet tartalmaznak, amelyek korróziógátló hatást hoznak létre, valamint más hasznos dolgokat. Természetesen a rozsdamentes acél főzésére szolgáló elektródok kiválasztásakor figyelembe kell venni, hogy ezek az elemek biztosítják a működéshez szükséges tulajdonságokat. Az egyik osztály közül például látható, hogy mi lehet a magas ötvözetű acélban:
Műszaki adatok
A mechanikai tulajdonságok attól függnek, hogy pontosan mi kerül a fémbe. A szakértők egy adott márkát választanak a hegesztési fém tulajdonságainak megfelelően. A rozsdamentes acél elektróda minősége elég nagy szilárdságot, hajlékonyságot és hőmérsékletállóságot biztosít. Annak ellenére, hogy minden esetben eltérőek lesznek, az egyik márka példáján keresztül érthetik meg a nagy képet:
Jelölés és jelölés
Például az OZL 6 márka megérti a dekódolást. Ezt a SpetsElectrod fejlesztette ki. Alapfelületük van és rozsdamentes acélokhoz készültek.
kiválasztás
A rozsdamentes acél elektródák kiválasztása nagyon fontos folyamat, mivel figyelembe kell venni számos árnyalatot a legmagasabb minőségi eredmény elérése érdekében. Végtére is, itt is normál körülmények között, nehézségek merülnek fel, de ha rossz döntést hoz, akkor minden rosszabb lesz. A fő hangsúly a kompozíció kiválasztásakor történik. A bélyegzőnek ugyanazokat az elemeket kell tartalmaznia, mint az alapfémben. Ezután a kapcsolat magasabb minőségű lesz. Számos márka esetében van megjelölés, hogy mely acélokat szánják, ami megkönnyíti a kiválasztást.
A rúd átmérőjének mérete is érvényes fontos paraméterek. Minél vastagabb az alapfém, annál vastagabb az elektróda. Értékük megközelítőleg azonos. 0,5-1 mm-es különbség megengedett, de ez csak akkor lehetséges, ha a vastagság 3 mm, mivel a vékony, rozsdamentes acéllemezeket nagyon óvatosan kell hegeszteni és az átmérő értékét meghaladó mértékben, és ennek megfelelően hegesztőárama csomópontban lyukak kialakulásához vezethet.
- Fontos! A választás során mindig figyeljen az analógokra, amelyek jó helyettesíthetik a hazai márkákat. ”
Az elektródáknak elég hosszúnak kell lenniük ahhoz, hogy a varrást megszakítás nélkül vezessék. Különböző fokozatokban a hosszúság 5 és 10 cm között változhat, így a hosszú varratok létrehozásához 45 cm hosszúságú termékekre lehet szükség, de a legtöbb esetben a varratok rövidek, így a hossz nem számít sokat. Ne felejtsük el a lefedettséget. Gyakran kiválasztják a rúd alatt, de ha nem szabványos felhasználási feltételeket várunk, akkor a bevonat befolyásolhatja az eljárás megbízhatóságát.
Az alkalmazás főbb módjai és árnyalatai
A használat egyik fő árnyalata a magas olvadási sebesség, amely meghaladja a szabványos acélelektródák teljesítményét. Ez gyorsabb és pontosabb mozgást igényel. Az olvadt fém alacsony viszkozitása is van, ezért speciális technikát kell kifejleszteni a varrási gyöngy kialakítására, különben formázatlan tömegű hegesztési fém lesz. Az eljárás befejezése után a varrást meg kell melegíteni, hogy megakadályozzák a hideg repedések előfordulását. Ehhez használhatja gázégő vagy más, hőszabályozással ellátott fűtött műszerek.
gyártók
- Speciális elektróda;
- ESAB;
- Eco Plus;
- Vadis-M;
- Frunze elektróda.




