Alkalmazott gázok a plazmahegesztéshez. Plazmahegesztési technológia. Besorolás hűtőégők módszerével.
Plazmahegesztés - hegesztés egy plazmaív irányított áramával. Sok a közös technológiája. argon hegesztés.
Közös jelölés
PAW - Plazmaívhegesztés - plazma ívhegesztés
Plazmahegesztési technológia
A plazma részben vagy teljesen ionizált gáz, amely semleges atomokból és molekulákból, valamint elektromosan töltött ionokból és elektronokból áll. Ilyen definícióban egy közönséges ív lehet plazma. A hagyományos ívhez viszonyítva azonban a „plazma” kifejezést gyakorlatilag nem használják, mivel a hagyományos ív viszonylag alacsony hőmérsékletű, és a hagyományos plazma fogalmához képest alacsony energia tartalék van.
Folytatjuk a munkát
A kulcslyuk mód használatakor szükség van egy hornyolt támasztórúdra, gázvédelemmel vagy anélkül, vagy az alsó rész teljes árnyékolására. Mivel a kimenő plazma általában 10 mm-rel a csukló hátsó felülete alatt van, a horonynak elég mélynek kell lennie ahhoz, hogy elkerülje az ív megszakítását; ha a kimenő plazma a támasztórúdra esik, az ív instabilitása zavarja a hegesztési medencét, ami porozitást okoz.
Ajánlott szűrő árnyékolás plazmahegesztés. Ez a fejlett hordozható gép szerzett. "Grand Prix" a svájci találmányok világkiállításán. A dizájn lenyűgöző és egyszerű. 


A készülék működési hatékonysága nagy előnye.
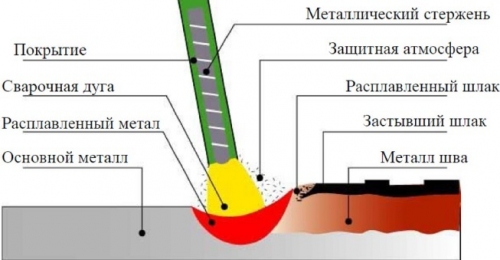
Ábra. Plazmahegesztési folyamat diagram
Két eljárást alkalmaznak a közönséges ív hőmérsékletének és teljesítményének növelésére, és egy plazmavá alakítására: ívnyomás és a plazma képző gáz kényszer befecskendezése. A plazmaív megszerzésére szolgáló séma a fenti ábrán látható. Az íves tömörítést úgy végzik, hogy egy speciális eszközbe - egy plazma fáklyába - helyezzük, amelynek falai vízzel intenzíven hűlnek. A tömörítés eredményeként az ív keresztmetszete csökken, és a teljesítménye növekszik - az egységnyi területenkénti energiamennyiség. Az argon közegben és a vasgőzben szokásos ív égési oszlop hőmérséklete 5000–7000 ° C. A plazmaív hőmérséklete eléri a 30.000 ° C-ot.


Nem kell költséges és terjedelmes kiegészítő berendezésekpéldául kompresszorok, transzformátorok és nyomásszabályozók. Az operatív folyamat hatékonyabbá és kevésbé költséges lett. ![]()
A szerszám vágás közben bármilyen formájú lyukat vághat a pormentes lemezekből.
A préseléssel párhuzamosan a plazma képződő gázt a plazma ív zónába fújják, amelyet az ív melegít, ionizál, és a hőtágulás következtében 50-100-szor nő a térfogat. Ennek következtében a gáz nagy sebességgel áramlik ki a plazma fáklyák fúvóka csatornájából. A plazma képző gáz mozgó ionizált részecskéinek kinetikai energiája kiegészíti az ívben kibocsátott hőenergiát az elektromos folyamatok eredményeként. Ezért a plazmaív sokkal erősebb energiaforrás, mint a szokásos.
A fúvókából származó fénysugár lehetővé teszi, hogy a szerszámot teljes sötétségben használja. Ennek a készüléknek a súlya és mérete teszi a legjobbat az osztályában. A drága fogyóeszközök hiánya, beleértve a különleges elektródákat és a gázpalackok propánnal, acetilénnel vagy oxigénnel jelentős megtakarítást érhet el.
Osztályozás égő hűtési módszerrel

Cégünk büszkesége a munkafolyamat környezeti tisztasága. A plazmafúvókát körülvevő gőzvédő védi a bemetszést vagy a hegesztett medencét a levegőtől, ami azt jelenti, hogy a veszélyes szennyező anyagok, beleértve a dinitrogén-oxidot, nem jelentenek problémát. Ez a gőzképernyő a hőkezelés alatt a teljes tartományt lefedi, és a fém felületén előforduló veszélyes por akadályává is válik.
A plazma íveket a szokásos módon megkülönböztető főbb jellemzők:
- magasabb hőmérséklet;
- az ív kisebb átmérője;
- az ív hengeres alakja (szemben a szokásos kúpos);
- ívnyomás a fémre 6-10-szer nagyobb, mint a normál;
- az ív alacsony áramokon (0,2-30 A) való fenntartása.
felsorolt jellegzetességei a plazma ív a szokásos, sokoldalúbb fémes fűtési forráshoz képest. Ez biztosítja a fém mélyebb behatolását, miközben csökkenti az olvasztás térfogatát. Az ábrán a hagyományos ív és plazma behatolásának alakja látható. Az ábrából látható, hogy a plazmaív egy koncentráltabb hőforrás, és lehetővé teszi a fémek nagy vastagságú hegesztését anélkül, hogy levágnák a széleket. Hengeres alakja és a hosszának jelentős növelése miatt az ilyen ív lehetővé teszi a nehezen elérhető helyeken történő hegesztést, valamint az égőfúvóka és a termék közötti távolság ingadozását.
Ez a fejlett hordozható gép nyerte el a Grand Prix díjat az új szupertechnológiákért a Genfi World Invention Show-ban. Azt is gondolja, hogy elektromosan fűtött gázáram. Szeretem ezt az állapotot gondolkodni, amelyben minden atom minden atomról atomra áramlik, és nem csak pályára. Függetlenül attól, hogy mi történik a plazmavezetésben, a fémek vágás útja meglehetősen egyszerű. Vegyük ezt a villamos áramot a gázon keresztül, és nyomjuk át egy kis lyukon.
Ábra. A hagyományos és plazma ív behatolásának formája
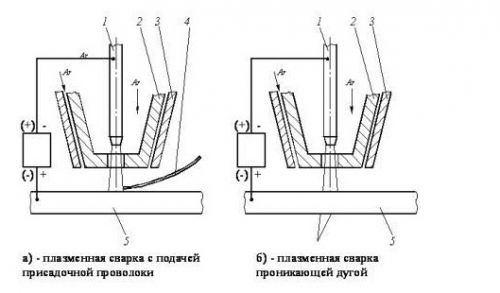
A folyamat két lehetséges sémája létezik:
- plazma ívhegesztés, ha az ív egy nem fogyó elektród és a termék között ég,
- és egy plazmaugár, amikor az ív éget a nem fogyó elektróda és a plazma fáklya fúvóka között, és a gázáram kiégeti.
Az első rendszer a leggyakoribb.
Most ez a patak nagyon sűrű és nagyon gyors. Az így keletkező folyadék könnyen megolvadhat, és a legtöbb fémet áttöri. A plazmavágók tipikusan rézfúvókát használnak a gázáram tömörítésére, miközben egy ív áramlik át rajta. Ez az ív ugrik a fáklya elektródájából valami másra - általában a vezető anyagot vágják. Vannak olyan rendszerek, amelyekben "nem átruházható" ív kerül alkalmazásra, ahol az elektródáról a fúvókára ugrik, de általában nem használják a vágáshoz.
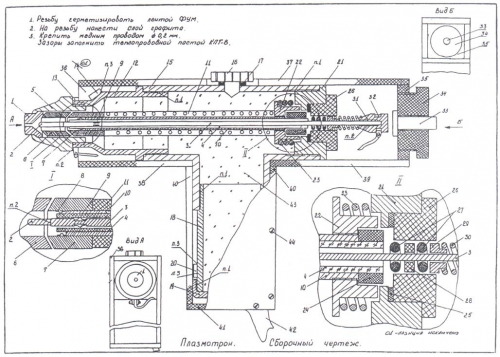
A plazma fáklyák létrehozásának és működésének elvei
Így a plazmavágást csak olyan anyagokhoz használják, amelyek vezető, elsősorban enyhe acél, rozsdamentes acél és alumínium. De sok más fém és ötvözet is vezetőképes, például réz, sárgaréz, titán, monel, inconel, öntöttvas stb. a probléma az, hogy egyes fémek olvadáspontja megnehezíti a jó minőségű vágást.
Az argont általában hegesztés közben plazma gázként használják, néha hélium vagy hidrogén hozzáadásával. Minőségben védőgáz Az argont gyakran használják. Az elektród anyag volfrám, amit azrium, lantán vagy torium aktivál, valamint hafnium és réz.
faj
Az áram erősségétől függően háromféle típusú plazmahegesztés létezik:
Az elektróda általában rézből készül, de egy fémbetétet tartalmaz, ahol az ív csatlakozik. Ez azért van, mert a réz túl gyorsan elolvad, ha az ív közvetlenül hozzá van kapcsolva. A volfrám nagy elektród anyagot képez, így sok elektróda rendelkezik egy volfrám betétkel. Néhány kisebb fáklya egy teljesen volfrámból készült ceruzatípusú elektródát használ, hegyes véggel. A volfrám problémája az, hogy oxigén jelenlétében ég.
Mert a munka szükséges
Akkor miért használjon oxigént a plazma fáklyában? Ugyanezen okból az acetilén-fáklyában oxigént használ - az oxigén a plazmaáramban enyhe acélokkal reagál. Ezért a tiszta oxigént csak enyhe acél vágásakor használják, vagy " szénacél”. Ez a kémiai reakció a plazma gáz oxigénje és az alapfém között elősegíti a vágási folyamat felgyorsítását és az élek minőségének javítását. De mivel az oxigén nem azonos a rozsdamentes acél vagy alumínium reakciójával, ezekhez a fémekhez, például nitrogénhez vagy sűrített levegőhöz kevésbé drága gázok használhatók.
- mikroplazma (I St = 0,1-25A);
- közepes áramokon (I St = 50-150A);
- nagy áramokon (I st\u003e 150A).
Microplasma hegesztés
A leggyakoribb a mikroplazma hegesztés. A plazma-fáklyában lévő gáz viszonylag nagy ionizációs fokának köszönhetően és 1-2 mm átmérőjű volfrámelektródák használata esetén a plazmaív nagyon alacsony áramoknál 0,1 A-tól kezdődően éghet.
Más speciális gázokat más célra használnak. Az argongáz a plazma címkézésére szolgál. Néhány ember hidrogén és nitrogén keverékét, vagy metánt és nitrogént használ a vékonyabb rozsdamentes acél vágásakor. Minden keveréknek saját előnyei és hátrányai vannak. Tehát ezek az alapok egyike plazmavágás - az elektródából a gázba áramlik át a lyukon keresztül, majd a vágott fémbe.
Ma megismerjük a plazma ívhegesztés alapelveit, típusait, munkáit, felszerelését, alkalmazását, előnyeit és hátrányait. vérplazma ívhegesztés egy folyékony állapotú hegesztési eljárás, amelyben az olvadt állapotban fémvegyület képződik. A forró ionizált gázok plazma néven ismertek. Ezek a forró ionizált gázok, amelyeket a munkalapok melegítésére használnak, és a vegyületet fúzió következtében hozzuk létre. A töltőanyag használható vagy nem használható.
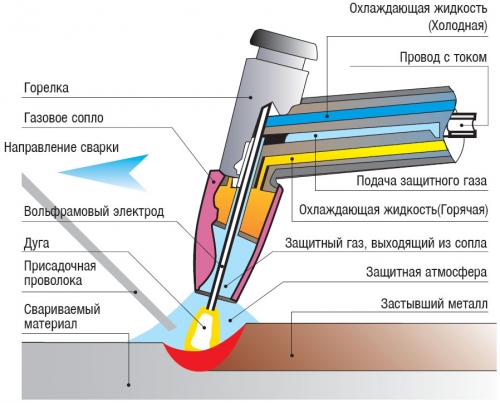
Ábra. A mikroplasma hegesztés folyamatának diagramja
Egy speciális kisáramú áramforrás (lásd a fenti ábrát) egyenáramnak van egy pilot ív fogadására, folyamatosan égve az elektród és a réz vízhűtéses fúvóka között. Amikor a plazma fáklyát a termékhez vezeti, a fő ív meggyullad, ami a forrásból táplálkozik. A plazma képző gázt egy 0,5-1,5 mm átmérőjű plazma-fáklya-fúvókán keresztül tápláljuk.
A plazma ívhegesztés egyik nagy előnye, hogy kevesebb áramot használ fel, mint a folyamatok, hogy ugyanazt a magas hőmérsékletet hozza létre. Amikor egy inert gázhoz elegendő mennyiségű energiát szállítunk, néhány elektronja szabadul fel a magjukból, de vele együtt utazik. Az elektronok felszabadulása után az atomok forró ionizált állapotba kerülnek. Ez az anyag leggyakoribb állapota, a boszorkány az anyag negyedik állapota. Ezek az ionizált atomok magas hőt tartalmaznak, amelyet két lemez csatlakoztatására használnak.
Az árnyékoló gázt kerámia fúvókán keresztül szállítjuk. A plazma fáklyát vízzel hűtjük. A hegesztési berendezés ívének gyújtására oszcillátorok vannak a terhelés és a fő ív között.
A mikroplazmás hegesztés nagyon hatékony módszer a kis vastagságú, legfeljebb 1,5 mm-es termékek összekapcsolására. A plazma ív átmérője körülbelül 2 mm, ami lehetővé teszi, hogy a terméket korlátozott területre koncentrálja, és a hegesztési zónát a szomszédos területek károsítása nélkül melegítse. Az ilyen ív hengeres alakú, ezért a behatolási mélység és az egyéb hegesztési paraméterek csak kis mértékben függenek az ívhossztól, ami lehetővé teszi, hogy elkerüljük a vékony fém hagyományos argon-ívhegesztésénél tapadó átáramlásokat a hegesztés során.
Ez a plazmahegesztés alapelve. Ez a hegesztés olyan kiterjesztett forma, amelyben egy nem fogyasztható volfrámelektródot használnak az ív előállításához. Ez az ív felmelegszik inert gázokamely a volfrámelektróda körüli belső lyukból származik.
Ezt a forró ionizált gázt is használják a létrehozásához hegesztett kötés egyesítésével. Ez a hegesztés körülbelül 2 amperes alacsony ampereknél hegeszthető, és a maximális áram, amivel feldolgozható, körülbelül 300 amper. A megfelelő működéshez körülbelül 80 volt szükséges. A tápegység egy transzformátorból, egy egyenirányítóból és egy vezérlőpultból áll.
A plazmaképző és védőgázként használt fő gáz argon. Azonban a hegesztett fémtől függően adalékanyagok készíthetők, amelyek növelik a hegesztési folyamat hatékonyságát. Az acélok védő argonra történő hegesztésekor ajánlatos (8-10%) hidrogént hozzáadni, ami lehetővé teszi a plazmaív termikus hatékonyságának növelését. Ennek oka a hidrogén disszociációja az ívoszlop perifériáján és az azt követő rekombináció a hegesztett fém felületén lévő hő felszabadulásával. Alacsony széntartalmú acélok hegesztésekor szén-dioxidot adhat az argonhoz, titán-hélium adalékanyag hegesztése közben.
Négy fő részből áll, amelyek egy volfrám elektróda, gallér, belső fúvóka és külső fúvóka. A volfrámelektródot a gallér tartja. A kollektor különböző átmérőjű. A belső gázfúvóka inert gázokat szállít a fáklya belsejében egy plazma kialakítására. A fúvóka külső védőgázai megvédik a hegesztési zónát az oxidációtól. Ezek a fúvókák gyorsan elhasználódnak.
Árnyékolás és plazma gáz
Általában plazma gáz ugyanaz, mint az árnyékoló gáz, amelyet ugyanaz a forrás szállít. Főként inert gázok, például argon, hélium stb. Inert és árnyékoló gázként használják. Ezt a gázt inert és külső fúvókákba szállítják.
A mikroplazmás hegesztésre szolgáló berendezések különböző módokon hegesztést tesznek lehetővé: folyamatos közvetlen polaritás, impulzusos közvetlen polaritás (lehetővé teszi a hőbevitel beállítását), bipoláris impulzusok (alumínium esetén az oxidfólia megsemmisítését), folyamatos fordított polaritás. A leggyakoribb telepítés az MPU-4u.
Osztályozás ívtípus szerint
A hegesztési folyamatban általában nem használnak töltőanyagot. Ha töltőanyagot használ, az közvetlenül a hegesztési zónába kerül. Alapvetően a plazma ívhegesztés két típusra osztható. Nem átruházható plazma ívhegesztés. Ebben a folyamatban a volfrám elektróda a negatívhoz van csatlakoztatva, és a fúvóka a pozitív pólushoz van csatlakoztatva. A volfrám elektróda és a fáklya között egy ív van kialakítva. Ez növeli a gázégő ionizációját. A fáklya továbbítja ezt az ionizált gázt a további folyamatokhoz.
A mikroplazma-hegesztés folyamatának fő paraméterei közé tartozik a jelenlegi szilárdság, feszültség, a plazma képző és védőgáz áramlási sebessége, a fúvóka-csatorna átmérője, az elektróda fúvókájába történő merítés mélysége, az elektród átmérője.
A mikroplazmás hegesztést sikeresen használják vékony falú csövek és tartályok gyártásánál, membránok és fonalak hegesztésében masszív részekhez, fóliázáshoz, hőelemekhez, ékszerek gyártásához.
Hordozható plazmaívhegesztés
A vékony lemezek hegesztésére szolgál. Ebben a folyamatban a volfrám elektróda a negatív csatlakozóhoz van csatlakoztatva, és a munkadarab a pozitív kapocshoz van csatlakoztatva. A volfrámelektród és a munkadarab között egy ív van kialakítva. Ebben a folyamatban mind a plazma, mind az ív átkerül a munkadarabra, ami növeli az eljárás hőteljesítményét. A vastag lemezek hegesztésére szolgál.
Munkáját az alábbiakban foglalhatjuk össze. Az áramforrás tápellátása, amely a volfrámelektród és a fúvóka, vagy a volfrámelektród és a munkadarab közötti ívet generál. A volfrám elektróda nagy intenzív ívet ad, amelyet a gázrészecskék ionizálására használnak, és a gázokat plazmává alakítják. Ezt a forró ionizált gázt egy kis lyukból tápláljuk a hegesztő lemezekbe. Védőgázok, például argon stb. A nyomószelepen és a vezérlőszelepen keresztül a hegesztőpisztoly külső fúvókájához vezetnek. Ezek a gázok védőburkolatot hoznak létre a hegesztési terület körül, amely megvédi a légköri gázokat, például az oxigént, a nitrogént stb. a plazma ütközik a hegesztő lemezekkel, és egy darabba helyezi őket. Ezután a hegesztőpisztoly a hegesztés irányába mozog. Ha a hegesztéshez töltőanyagra van szükség, akkor azt szállítjuk hegesztőgép manuálisan. Először is, a lapokat megfelelően tisztítják. . Ez egy teljes plazmahegesztési folyamat.
Közepes plazmahegesztés
Az Iw = 50-150A áramlatoknál a plazmahegesztésnek sokkal nagyobb a volfrámelektródás argon-ívhegesztés. Azonban a magasabb ív teljesítmény és a korlátozott fűtési terület miatt hatékonyabb. A plazma ívek jellemzői szerint a hagyományos ív és az elektron vagy a lézersugár közbenső pozíciója van. Ez mélyebb behatolást biztosít, mint a hagyományos ív, kisebb csuklószélességgel. Az energia jellegzetességek mellett ez a hegesztési medencénél nagyobb ívnyomással is jár, aminek következtében csökken az ív alatt lévő folyékony fémréteg vastagsága, és javul a magfémbe történő hőátadás feltételei. A hegesztés töltőhuzalmal vagy anélkül végezhető.
Nagy plazmahegesztés
Az I = 150A-nál nagyobb áramoknál a plazmahegesztés még nagyobb erőt gyakorol a fémre (a 150A áramokon lévő plazma ív egyenértékű a 300A ívrel, amikor nem fogyasztható elektródával hegesztik).
A hegesztést egy teljes áthatolás kíséri, és egy átmenő furat képződik a fürdőben. Van egyfajta vágóelem, amelyet hegesztés követ.
Ábra. Hegesztés kialakulása a nagyáramú plazmahegesztés során történő behatolás révén
A varrat hátoldalán található fém felületfelszíni feszültséggel van ellátva. A módok tartománya nagyon korlátozott, mert a hegesztés során égési sérülések lehetségesek.
A nagyáramú plazmahegesztést alacsony szén-dioxid- és ötvözött acélok, réz, alumíniumötvözetek, titán és más anyagok fúziójához használják. Sok esetben jelentősen csökkentheti a vágóélekkel kapcsolatos költségeket, javíthatja a teljesítményt, javíthatja a varratok minőségét.
A plazmahegesztéshez magas termelési kultúra, beszerzési és szerelési technológia betartása, a plazma fáklyák hűtésének feltételeinek gondos karbantartása és működésük szabályai szükségesek. Még a plazma fáklya hűtési módjának kismértékű megsértése is a magas hőmérséklet és a fúvóka kis átmérője miatt megsemmisül.
Az iparág gyorsan fejlődik. Minden évben új hegesztési módszerek jelennek meg, amelyek a modern magánépítésben egyre népszerűbbek. Ezek a módszerek gyakran megkönnyítik a munkát, de nem veszítik el biztonságukat és funkcionalitásukat a korábban feltalált módszerekhez képest. Az egyik a plazmahegesztés és az alkatrészek olvadása.
A plazmahegesztés lényege
A plazmahegesztést "rozsdamentes acél", acélcsövek és más fémek forrasztására használják. A plazmahegesztés olyan eljárás, amelyben a fém helyi olvadása plazmaárammal történik. A plazma olyan ionizált gáz, amely töltött részecskéket tartalmaz, amelyek áramot vezethetnek.
A gáz ionizálódik, amikor a nagysebességű, tömörített ív hevíti ki, amely a plazma fáklyából áramlik. Minél magasabb a gáz hőmérséklete, annál magasabb az ionizáció szintje. Az ív hőmérséklete elérheti a 5000-30000 Celsius fokot. A plazmahegesztési technológia hasonló az argonhegesztéshez. Azonban a szokásos hegesztési ív nem tulajdonítható a plazmának, mert a munkahőmérséklete jóval alacsonyabb - akár 5 ezer fok.
A fémekre gyakorolt összes hatásfajtából a leggyakoribb a plazmahegesztés, mivel a korszerű nehéziparban a rozsdamentes acél, a nemesfém, a speciális ötvözetek és néhány nemvasfémötvözet kezdett felhasználni, és a gázok és más kezelések nem tekinthetők hatékonynak ezeknek az anyagoknak.
A plazma ívet koncentráltabb hőforrásnak nevezik, amely vágóélek nélkül lehetővé teszi a nagy vastag fémek hegesztését. A saját hengeres alakja és a jelentős hossznövekedés lehetősége miatt az ilyen ív lehetővé teszi a plazmahegesztést saját kezükkel nehezen elérhető helyeken és a terméktől a fáklya fúvókához való távolságának változásával.
A működés elve
A hagyományos ívek plazmaívré való átalakítása, a hagyományos ív teljesítményének és hőmérsékletének növelése érdekében szokás két eljárást alkalmazni: a kompressziót és a plazma gáz ívbe történő kényszer befecskendezését. Az eljárásban általánosan argont alkalmazunk plazmázó gázként, néha hidrogén vagy hélium hozzáadásával. Az argont védőgázként kell használni. Az elektród anyag volfrám, amelyet tórium, itrium és lantán, valamint réz és hafnium aktivál.
Az ív egy speciális plazmatronban való elhelyezkedése miatt tömörül, amelynek falai vízzel intenzíven hűlnek. Az ív keresztirányú összenyomása a tömörítés következtében csökken, és ennek következtében a teljesítmény növeli az energiaegységet területegységenként.
Az ív által melegített plazma képző gáz egyidejűleg a préseléssel fújja be a plazma ívrégióba, ionizálódik, és a hőtágulás miatt százszorosára nő. A plazma képző gázban lévő ionizált részecskék kinetikus energiája kiegészíti az ívben a villamos folyamatok következtében felszabaduló hőenergiát. Ezért a plazma íveket erősebb energiaforrásoknak nevezik, mint a szokásos.
A magas hőmérséklet mellett a plazma ívek hagyományos ívből történő megkülönböztetésének főbb jellemzői: kisebb ív átmérője, az ívfém nyomása hat-tízszer nagyobb, mint egy hagyományos ív, egy hengeres ív, amely egy hagyományos kúp alakú, az ív alacsony áramoknál való fenntartásának lehetősége körülbelül 0,2-30 amper.
Két plazmahegesztési rendszer lehetséges: plazma ívhegesztés, amelyen belül az ív ég a termék és az elektród között, és a plazmaugár, amikor a plazma fáklya és az elektróda közötti ív ég, és a gázáramok kiégnek. A leggyakoribb az első rendszer.
A plazmahegesztés előnyei
A plazmahegesztés és a fémek olvasztása a klasszikus módszerekkel összehasonlítva a következő előnyöket különbözteti meg:
- A plazmahegesztőgépet szinte minden fémhez használhatja - öntöttvas, acél, alumínium ötvözeteivel, rézötvözeteivel.
- A fém vágási sebessége, amelynek vastagsága 50-200 mm, 2-3-szor nagyobb, mint a gázhegesztésnél.
- Nincs szükség acetilén, argon, oxigén vagy propán-bután használatára, ami jelentősen csökkenti a plazma berendezés munkájának árát.
- A hegesztések pontossága az olvasztás és hegesztés során, valamint az eljárások minősége gyakorlatilag kizárja a jövőbeni élfeldolgozást.
- A fémhegesztés nem deformálódik, még akkor sem, ha összetett konfigurációt vagy alakzatot kell vágni. A plazmahegesztés technológiája lehetővé teszi, hogy a vágási eljárást fel nem készülő felületen - festett vagy rozsdás - végezzük. A festett szerkezet vágásakor a festék nem tűnik meg az ív területén.
- Biztonságos munkavégzés, mert a gázpalackokat nem használják plazmavágó használatakor. Ez a tényező felelős az ilyen munkák környezetbarát használatáért.
A plazmahegesztés típusai
A házon belüli plazmahegesztés jelenleg meglehetősen gyakori folyamatnak tekinthető, amelynek népszerűsége nyilvánvaló. Az áram erősségétől függően három típusú plazmahegesztést különböztetünk meg: mikroplazma, közepes és magas áramok esetén. kiválasztás bizonyos fajokra, megtudhatja, hogy a plazmahegesztési költségek mennyi önmagában.
Microplasma hegesztés
A leggyakoribb a mikroplasma hegesztés. A speciális plazma-fáklyában lévő gáz nagyfokú ionizálódása és 1-2 mm átmérőjű volfrámelektródák alkalmazása miatt a plazmaív túlzottan alacsony árammal képes égetni, kezdve 0,1 amperes tényezővel.
Speciális alacsony áramú egyenáramú tápforrások úgy vannak kialakítva, hogy egy pilótahüvelyt kapjanak, amely folyamatosan robbant a réz vízhűtéses fúvóka és az elektród között. Amikor a plazma fáklyák termékeihez vezetünk, a fő ív meggyullad a forrásból. A plazma képző gázt egy plazma-fáklya-fúvókán keresztül vezetjük be, amelynek átmérője körülbelül 0,5-1,5 mm.
A mikroplazmás hegesztés nagyon hatékony módja a kis vastagságú termékek - legfeljebb 1,5 milliméteres - beolvasztásához. A plazma ív átmérője eléri a 2 millimétert, ami lehetővé teszi a hő korlátozását a termékek korlátozott területére, és a hegesztési területek melegítését a szomszédos terület károsítása nélkül. Ez az ív lehetővé teszi, hogy elkerüljék az átégéseket, amelyek jellemzőek a vékony fémek szokásos argon ívhegesztéséhez.
A fő gáz, amelyet védő és plazma képződésként használnak, az argon. A hegesztett fémtől függően hozzáadnak különböző adalékanyagokat, amelyek növelik a plazma fémhegesztési eljárás hatékonyságát. Acél hegesztésekor tanácsos 8-10% hidrogént hozzáadni a védő argonhoz a plazmaív hőhatékonyságának növelése érdekében. Az alacsony szén-dioxid-acél hegesztésénél szén-dioxidot adhatunk az argonhoz, titán-hélium hegesztése közben.
A mikroplazmás hegesztéshez szükséges berendezések különböző módokon hegesztést tesznek lehetővé: impulzusos vagy folyamatos közvetlen polaritás, bipoláris impulzusok, folyamatos fordított polaritás. A mikroplazmás hegesztést sikeresen használják vékony falú konténerek vagy csövek gyártásában, a fonatok és membránok hegesztésében a méretrészekbe, ékszereket és fóliákat kötve.
Hegesztés közepes árammal
Az 50-150 Amper közepes áramú hegesztési folyamata sokkal nagyobb a volfrámelektródás argon ívhegesztéssel. A korlátozott fűtési terület és a nagy ív teljesítmény miatt azonban hatékonyabbnak tekinthető. Az energiajellemzők szerint a plazma ív közbenső helyzetben van egy közönséges ív és egy lézer vagy elektron sugár között.
A közepes áramerősségű plazmahegesztés a hagyományos ívhez képest mélyebb behatolást garantál, kisebb varratokkal. Az energia jellegzetességek mellett ezt a hegesztőfürdők magas ívnyomásszintje is magyarázza, aminek következtében a folyékony fém közbenső rétegének vastagsága az ív alatt csökken, és a hő átadásának feltételei az alapféleségbe javulnak. A plazmahegesztés működésének alapelve lehetővé teszi a töltőhuzal használatát.
Nagyáramú hegesztés
A 150 Ampernél nagyobb áramú hegesztés még nagyobb hatást gyakorol a fémre, mivel a 150 amperes áramnál a plazma ív 300 amperes ívnek felel meg, amikor a nem fogyó elektródával alkatrészeket hegesztünk. Az ilyen plazmahegesztést abszolút behatolás kísérheti a fürdőben lévő átmenő furat megjelenésével. Olyan, mint a vágási termékek a következő sörfőzéssel.
A varratok hátoldalán a fém a felületi feszültség ereje. A módok tartományai nagyon korlátozottak, mivel a hegesztés során az átégés kialakulása lehetséges. A plazmahegesztéshez magas termelési kultúra, a beszerzési és szerelési technológiák betartása, a plazmahegesztő gépek hűtési feltételeinek gondos karbantartása és működésük követelményei szükségesek. Még a magas hőmérséklet és a fúvóka kis átmérője miatt a plazmatron hűtési módjának kis megsértése is okozhat rombolást.
A magas áramú plazmahegesztés ötvözött és alacsony szénacélú acélok, alumíniumötvözetek, réz, titán és egyéb anyagok ötvözésére szolgál. Ez az eljárás sok esetben jelentősen csökkenti a vágóélekkel kapcsolatos költségeket, javítja a varratok minőségét és növeli a termelékenységet.
Plazmahegesztő gép
Jelenleg többféle hegesztőgép áll rendelkezésre a fogyasztók számára. Az első az elektromos hegesztés egy hegesztő transzformátor használatával. Úgy véljük azonban, hogy ez a módszer már túlélte hasznosságát. A második készüléktípus - hegesztő inverter, elég egyszerű, megbízható és közös eszköz elektromos ívhegesztés. A harmadik a legfejlettebb és legfejlettebb plazmavágó gép.
A tapasztalt szakemberek és a magánmesterek próbálják csak a plazmát használni a fémek hegesztéséhez és olvasztásához. Ezzel a technikával megismerkedhet a plazmahegesztéssel és az ötvözetek és fémek vágásával kapcsolatban. Egy speciális plazmahegesztőgépet otthon használva észreveheti, hogy kis mennyiségű hulladék marad, és nagy sebességű munkát figyeltek meg.
A plazmahegesztő gép csak sűrített levegő és villamos energiát igényel, és ha kompresszort használ, csak a villamos energiát használják. Az ilyen berendezések működés közben a plazma fáklya és az elektród cseréjét igénylik, míg a fémek gáz-oxigénkezelésére szolgáló műszereket időről időre újra kell feltölteni újra hitelesített gázpalackokkal és adalékokkal.

A plazmaív általában a plazmahegesztéshez - a plazma-fáklyához tartozó - speciális eszközbe kerül. A plazmafáklya felületét intenzíven és folyamatosan hűtjük vízárammal. A tömörítés utáni ívszakasz csökken, és a téregységenként (plazmaáramlás teljesítménye) eltöltött energia mennyisége nő.
A plazma sugárzásnak két típusa van: közvetett vagy közvetlen hatás. Az első esetben a lánc aktív foltjai a csövön és a csövön vannak volfrám elektródaA második esetben volfrámelektródára, a fúvóka belső és oldalsó felületére helyezhetők. A plazma gázok védik a fémcsöveket a levegő hatásától.
Jobb, ha egy plazmafonnal dolgozunk egy nagy garázsban vagy az utcán, függetlenül attól, hogy a plazmahegesztés a hegesztés egyik legbiztonságosabb típusa. A módszer egyetlen hátránya a plazmahegesztés és a berendezések súlya és költsége.
Plasma DIY hegesztés
A plazmahegesztés technológiája jelentősen eltér a más típusú hegesztésektől. Ehhez szükség lesz egy töltőhuzalra, egy plazmahegesztő gépre, és az elektródákra.
A munka megkezdése előtt meg kell élesíteni az elektródát kúp formájában, körülbelül 28-30 fokos szögben. Az elektródának ez a kúpos része az átmérőtől 5-6-ig terjedjen. A kúp csúcsa 0,2-0,5 milliméterrel tompa. Az elektróda felszerelésekor ajánlatos biztosítani, hogy a szimmetria tengelye egybeesik a plazmaformáló csúcsok szimmetria tengelyével.
A hegesztési kötést hasonló módon kell vágni. argon ívhegesztés. A fém széleit, széleit és végeit 3 cm szélességű acélkefével kell tisztítani. Ha fémvágást végzett plazmával, tisztítsa meg a vágófelületet legalább 1 mm-es mélységig. Ha a vágott felületen repedések vannak, tisztítsa meg, mielőtt eltávolítja a hibát és zsírtalanítja a tisztított területeket oldószerrel.
A hegeszthető fémlemez nem tartalmazhat 1,5 mm-nél nagyobb réseket. Ha lehetséges, úgy szerelje össze őket szerelőeszközökkel és eszközökkel, hogy az ízületek tengelye teljesen egybeesik. A bevont elektródákkal tapadjon úgy, hogy a tapadó anyag egybeesik az elemek fő fémével. Szükség esetén tisztítsa meg a tapadási területeket. A tapadási pontok és a főhegesztési varrás minőségének azonosnak kell lennie.
Ha érdekel a plazmahegesztés, akkor ne felejtsük el, hogy az eljárást javasoljuk egyenáram. 5-20 másodperccel az ív izgalmassága előtt védőgázt kell alkalmazni a hegesztési területen. A megszakítás után 10-15 másodperccel kikapcsolható hegesztési ív. Tartsa a plazma fáklyát legfeljebb 1 centiméter távolságra a terméktől. A teljes hegesztési folyamat során ne szakítsa meg az ívet a lehető legnagyobb mértékben. Ha ez még mindig megtörténik, érdemes megtisztítani a varrást 15 mm-es távolságban a töréspontig. Folyamatos teremtés hegesztési varrás meg kell kezdeni is előre.
Hegesztés közben ne fújja túl a fémet. Ha az anyagot még 100 Celsius foknál magasabb hőmérsékletre melegítjük, akkor szünetet kell tartani vagy a fémet sűrített levegővel hűteni. A magas színvonal elérése érdekében hegesztések A folyamatos behatolási technikában az égőt egyenletesen és stabilan mozgassa, ahogy a gépben történik.
A megfelelő formájú varratok létrehozásához plazmahegesztést kell végezni 1,5 milliméteres és annál nagyobb átmérőjű adalékanyaggal. Adjon meg bizonyos rezgéseket a töltőhuzalhoz és az égőhöz, amplitúdója 2-4 mm. Győződjön meg arról, hogy a huzal olvadt vége nem hagyja el a védőgázzónát. Ezért nem lehet túl keményen beadni azt a fürdőhöz hegesztéshez. A varrás végén ajánlatos egy csepp olvadt fém hegeszteni egy hegesztett csaptelepre, ugyanakkor vegye vagy kapcsolja ki az ívet.
A plazmahegesztés lényegében a plazma izolálásán és alkalmazásán alapuló folyamat. A hegesztés során a fő forrást használják gázként, amely rövid idő alatt magas hőmérsékleten való kitettség révén hozzájárul a plazma kialakulásához. A plazmahegesztés ára megkóstolja Önt. Ezenkívül az eljárás biztonságos az emberi életre, mert a folyamatban nem használnak veszélyes folyamatokat. oxigén palackokés sűrített levegő.




