Piros volfrám elektróda. Hegesztési volfrám elektróda. Az alkalmazás főbb módjai és árnyalatai
K ATEGORY:
Hegesztési fémek
TIG hegesztés
A hegesztési volfrám elektróda nagyon fontos típus ívhegesztésszéles körben használják speciális acélból, alumíniumból, magnéziumból és különböző könnyű ötvözetekből, tűzálló fémekből és aktív fémekből, amelyek nagy affinitással rendelkeznek az oxigénhez, kis vastagságú fémekhez (kevesebb, mint 1 mm) stb. Jelenleg nagy mennyiségben gyártják széles ipari alkalmazásokhoz.
Könnyen hegeszthető minden helyzetben, a csökkenő függőleges kivételével. Nem szabad keményen megütni, vagy megütni. Keresse meg az összes rendelkezésre álló repedést. Ebből a célból ajánlatos penetranciát alkalmazni. A repedések terjedésének megakadályozása érdekében fúrjon 10 mm-es távolságot. minden egyes végét. Az átmérőnek olyannak kell lennie, hogy folytonos felülete legyen széleződéssel, amelyet később kell elvégezni. A repedéseket minden kiterjesztésükben, 2 mm-es szétválasztással hagyja. a szög alsó részének szélei között.
Ne használjon elektródákat vagy fáklyákat. Alaposan távolítson el minden olajos, zsíros, színező, nedves és szennyező maradékot, előnyösen égésgátló égővel, majd tisztítsa meg a területet. 20% -ot meghaladó kéntartalmú funkciókhoz ajánlott. Válassza ki a minimális élettartamot. Használja az elektród minimális üzemi áramát. Amint több zsinór el van helyezve, csökkentse az amperet, ha lehetséges. Kerülje el a hő felhalmozódásának helyeit, rövid és keverőpofákat használva.
A volfrámot nagy mennyiségben használják ötvözetként a kiváló minőségű acélokban, sok kemény ötvözet alapjaként, izzó elektromos lámpák szálak gyártásához stb. Az ívhegesztéshez 1-6 mm átmérőjű volfrám rudakat gyártanak.
A volfrámot por-kohászati módszerekkel állítják elő; ORE kapja meg a volfrám-oxidot, csökkentve a kemencében hidrogénáramban; a kapott finom port összenyomjuk, majd a hidrogénatmoszférában hosszabb ideig tartó kovácsolással szilárd fémké alakítjuk át, a porrészecskéket egyetlen egészre hegesztve. A melegített volfrám erőteljesen ötvözi az oxigént és gyorsan ég. Ezért a volfrámelektródot nem lehet levegőben hegeszteni; csak olyan védőgázokban alkalmazható, amelyek nem tartalmaznak oxigént, és folyamatosan fújják az ívbe - ezek inert gázok, mint például argon vagy hélium, vagy hidrogén, néha ezeknek a gázoknak a keverékei. ív egyenáram az argonban közvetlen polaritással (mínusz egy volfrámelektródon) könnyen gyullad, égve nyugodtan és folyamatosan; az ívfeszültség alacsonyabb, mint a levegőben; ugyanakkor az elektróda egy kicsit felmelegszik. A szokásos ívfeszültség (10–15 in) 25–30-ra emelkedik csak nagy áramoknál.
A kicsapódott fém fehér és kiválóan kezelhető. Használja a rövid és váltakozó lépések maximális technikáját. A hegesztési fém alacsony hőtágulási együtthatóval, és ennek következtében alacsony tömörítéssel rendelkezik. Magasabb keménységű tulajdonságokkal rendelkezik, mint a tiszta nikkelhegesztett fém, ezért előnyös a csomós öntöttvas, a gömbgrafitos vas és a fekete-fehér mag, az ausztenites csomós öntöttvas vagy az acél, réz és nikkel alkatrészekhez való rögzítéséhez. .
Közvetlen polaritás esetén az elektróda egy kicsit felmelegszik, és a nagy áram sűrűség elfogadható. A legkisebb hegesztőáram normál polaritásnál 1-re csökkenthető, míg az ív még mindig stabil. A közvetlen polaritású hegesztés normál körülmények között a volfrám fogyasztása jelentéktelen és átlagosan csak néhány gramm munkaóránként.
Egyszerű indítási ív, stabil ív, hegesztett fémmegmunkálás. Ennek az elektródnak a speciális bevonatának köszönhetően a szürke öntöttvas hegesztése repedések vagy porozitás nélkül lehetséges. Komplex éleken a nagy penetráció alapja. A speciális bevonat megakadályozza az elektród túlmelegedését. Eljárás: vágás. - Amint az ív elindul, nyomja meg és húzza meg, mintha egy fűrészet vágna, próbálva megtartani egy 45-ös szöget, vagy az elektróda és a rész között. A kaszáláshoz. - Az ív bekapcsolása után helyezze az elektródát a horonnyal párhuzamosan, mint a fán lévő öntőformával.
A volfrám rúd és a hegesztendő termék tulajdonságainak és méreteinek különbsége miatt az ív kifejezett aszimmetriája van; megjelenése és tulajdonságai drámaian változnak, amikor fordított polaritás (plusz egy volfrámelektródon). Az ívfeszültség növekszik, stabilitása csökken, a fűtés jelentősen megnő, és a volfrámelektróda fogyasztása nő, az alapfém behatolási mélysége csökken. Az ívnek különleges, nagyon fontos technológiai tisztító hatása van, ami azt jelenti, hogy az oxidok és a szennyeződések eltávolításra kerülnek az alapfém felületéről a hegesztési zónában. Ez lehetővé teszi az alumínium, magnézium és ötvözeteik hegesztés nélkül történő hegesztését, ami nagyszerű technikai előnyt jelent a repülőgépgyártás és más iparágak számára, ahol könnyűfémhegesztést alkalmaznak. Az ív tisztító hatása lényegében abban rejlik, hogy fordított polaritás esetén a volfrámelektródot elektronokkal, és az alapfémekkel - erős, pozitív argonionokkal - bombázzák. Az ionbombázás mechanikai hatást eredményez, mint a homokfúvás, elpusztítja és megrázza az oxidfóliát, és megtisztítja a fémfelületet. Ezt a folyamatot gyakran katódsugárzásnak nevezik. A fordított polaritás ívének megtartása és a volfrámelektróda erős fűtése gyakran azt jelenti, hogy az alumínium és magnéziumötvözetek hegesztésekor ajánlott váltakozó áramot használni az ív működtetéséhez.
A csatorna mélysége az elektródához megadott szögtől függ. Bármilyen fém, mind a vas, mind a színesfémek vágása, elcsúszása, hornyolása és hornyolása. A hegesztett részek javítása, a régi vagy hibás lerakódások eltávolítása, a motorok vagy a nehézgépek repedésének szakadékában történő eltávolítása anélkül, hogy szétszerelné. Ez a tendencia a kábelek és a szomszédos zónák karbidok képződésének köszönhető. - Krómozott rozsdamentes acél használata esetén: Felmelegedés: A repedésre való hajlam csökkentése.
A hegesztési ív gyújtása három fázison áthalad
Későbbi fűtés: plaszticitás biztosítása a csomópontban és a szomszédos területeken. Gyakran az ausztenites rozsdamentes acél vagy nikkel ötvözet elektróda használata a legmegfelelőbb megoldás az ilyen vegyületek számára. A vezetékek oda-vissza járulnak hozzá a repedéshez. - A vegyület hirtelen lehűlése hozzájárul az intergranuláris korrózió ellen. Ez a szemcseméret negatív hatással van a kötés mechanikai tulajdonságaira, és közvetlenül kapcsolódik a hegesztés során fellépő hőhatáshoz. - Hegesztés közben tartsa a lehető legkisebb áramot a hőáramlás minimalizálása érdekében.
Az elektródák aszimmetriája miatt az ív erős kiegyenlítő hatása van. Az ív villamos vezetőképessége nagyobb a félidő alatt, amikor a volfrámelektródon mínusz van, és a plusz elektródánál lényegesen kisebb (1. ábra). Az ív váltakozó árammal történő táplálásakor a közvetlen és fordított polaritású egyenáramú ív előnyei bizonyos mértékig kombinálódnak, a volfrámelektróda fűtése nem túl nagy, és lassan fogyasztódik, és az alapfém jól olvad; Ugyanakkor az ív tisztító hatása eléggé alkalmas alumínium és magnézium ötvözetek hegesztés nélküli hegesztéséhez.
Jól ellenáll az oxidálószereknek is. Kiváló hegeszthetőség és a kábel megjelenése. Összetett króm rozsdamentes acélok, a korrozív környezet kivételével kénvegyületek. A molibdén jelenléte növeli a savas korrózióval szembeni ellenállását. A rendkívül alacsony szén-dioxid-tartalom jelenléte nagy ellenállást biztosít az intergranuláris korrózió ellen. A króm-nikkel magas tartalma lehetővé teszi a magas hőállósággal, súrlódással, ütéssel, korrózióval és oxidációval szembeni lerakódásokat bármilyen ötvözött acélban.
Az alkalmazáshoz szükséges alacsony áram csökkenti a vágásokat és a minimálisra nyúlik, így elkerülve a romboló hatásokat, például torzítást, deformációt, hullámosságot. Csövek, hőcserélők, tárolótartályok. Bányászati, olaj- és vasúti berendezések gyártása és javítása. Az alacsony ötvözetű és mérsékelten ötvözött acélok Uniója. Összetett króm rozsdamentes acélok, kivéve a kénvegyületeket tartalmazó közegeket. A tökéletesen kiegyensúlyozott formula lehetővé teszi a sima lerakódásokat pórusok nélkül.
Nem nagyon oxidált fémek esetében, mint például a szén és ötvözött acélok, beleértve a rozsdamentes, kemény ötvözeteket, rézeket és rézötvözetek, nikkel és nikkel ötvözetek, titán, molibdén, stb. célszerű közvetlen polaritású egyenáramú ív használata.
A hagyományos egyenáramú tápegységek és az ívhegesztéshez használt egyenirányítók nagyon alkalmasak az ív tápellátására. Bizonyos esetekben további gyújtást és állandó ív égést elősegítő oszcillátorokat kívánunk. Alumínium, magnézium és ötvözeteik, valamint más intenzíven oxidált ötvözetek esetében ajánlott váltakozó áramot használni speciális transzformátorokból, megnövelt hegesztési feszültség és az oszcillátorok kötelező használata. Volfrám elektródák általában 1-4 mm átmérőjű.
A ferrit ausztenites kicsapódott fém kiváló minősége nélkülözhetetlen minden olyan acélfajtához, amely maximális szakítószilárdságot, korróziót, hőt, kopást, ütést és repedést igényel. Szerszámacélok, rozsdamentes acélok, ötvözött acélok. Ideális különböző acélokhoz. A tengelyek hegesztéséhez és betöltéséhez a szerszámokat. Rugók, rugós rugók, láncok. Nyomástartó tartályok, járókerekek, csiga. Kiválóan alkalmazható a kopásnak, ütésnek és korróziónak kitett alkatrészek bevonataként.
Ideális átmeneti rétegként a részletekben, amelyeket kopásálló ötvözetekkel kell védeni. Hegesztés acél, öntöttvas, réz ragasztásával. A rézzel rézzel való hegesztésnél nincs szükség fluxus használatára. A bronz, sárgaréz és más különböző kötésekkel rendelkező rézpárlatot fluxussal kell használni. Mindig végezze el a hegesztett rész jó tisztítását. Az ív védőgáz atmoszférában tartható fenn, amely megakadályozza a környezeti levegő behatolását a hegesztőmedencébe, megakadályozza az oxigén, a nitrogén és más gázok szennyeződését, ami porózus és gyenge.
A hegesztéshez elengedhetetlen az elektródatartó vagy a fáklya (2. ábra). Az égő az elektródot tartja hegesztőáramés néha hűtővíz. Az égők méreteit és a kialakítást elsősorban a hegesztőáram erőssége határozza meg. Közvetlen polaritásnál és 200-nál nem nagyobb áramokon és az égő nem igényel vízhűtést. Az 500-600a-nál nagyobb áramokat általában nem alkalmazzák a fém növekvő fröccsenése és a hegesztett medencéből egy íves fém fújása miatt.
Az alkalmazott védőgázok aktívak vagy inertek. Használata csak lágy és alacsony ötvözetű acélokra korlátozódik. Vegyes gázok a legjobb és sima hegesztés. 80% -os argon és 20% szénhidrogén-anhidrid keverékét gyakran használják puha és hegesztési hegesztéshez alacsony ötvözetű acélok. Ez az arány az inert és az aktív gázok legjobb tulajdonságait ötvözi. A viszonylag kicsi árnyékoló gáz magasabb költségeit teljes mértékben kompenzálja az a tény, hogy a hegesztések jobbak és gyorsabbak, a hegesztés tisztább és jobb.
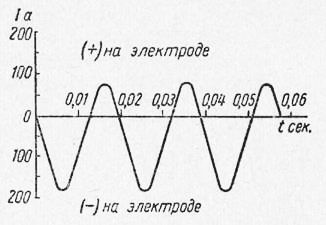
Ábra. 1. Az AC ív aszimmetriája az argonban
Különösen előnyös és produktív hegesztés volfrámelektródával töltőanyag nélkül, amikor a varratot úgy alakítjuk ki, hogy az alapfém vagy a töltőanyag éleit előzetesen beolvasztjuk a varráshoronyba. A volfrámelektródával történő hegesztés az automatizáláshoz kényelmes. Ha töltőanyagra van szükség, az automaták és a félig automatikus eszközök a töltőhuzal táplálására szolgálnak. A töltőhuzal mérete és előtolása hasonló az olvadó elektródhuzalhoz.
A rövidzárlatot általában 0 mm-nél kisebb vastagságú anyagoknál használják. és gyökérhegesztéshez és szoros helyzetben. Használata általános szerkezetekben, autókban, autókeretekben, hidakban, dokkokban, tornyokban stb. A rövidzárlatot 0 mm-nél kisebb vastagságú anyagoknál használják. és gyökérhegesztéshez és szoros helyzetben. Nagyon ellenáll a korróziónak, és rendkívül alacsony szén-dioxid-tartalma miatt minimális a króm-karbid képződése a hegesztési fémben. Jól ellenáll az oxidálószereknek, a plaszticitásnak és a nagy ütésállóságnak is nagyon alacsony hőmérsékleten.
A volfrámelektródával történő hegesztés nagyon széles fémvastagsághoz (0,1-60 mm) alkalmazható, a vastag fémhegesztés több rétegben történik, 1-600 a árammal.
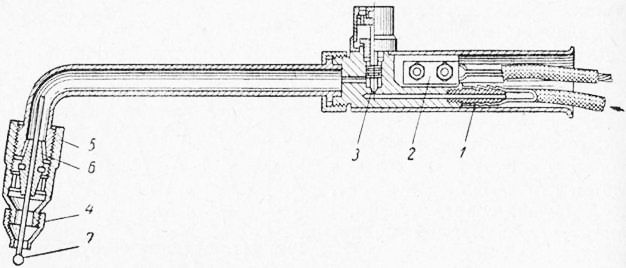
Ábra. 2. Elektródatartó (fáklya) argon ívhegesztéshez: 1 - gázellátó cső; 2 - áramellátás; 3 - beállítás gázszelep; 4 - gázfúvóka; 5 - szájrész; 6 - az elektróda fogása; 7 - volfrám elektróda
Alkalmazásait elsősorban az alábbiak képviselik: - élelmiszer- és vegyi anyagok feldolgozására és tárolására szolgáló berendezések. A huzal összetétele különleges, mert a hegesztett fém is jelentős hígítás esetén általában duplex: ausztenites-ferrit szerkezet. Ez a fajta konstrukció nagy szakítószilárdsággal, nagy rugalmassággal és ütésállósággal rendelkezik. Gyakran használják a rozsdamentes acél szénacélok hegesztésére. A védőbevonatok hegesztésének alapja.
A volfrámhegesztési rudak nemzetközi színjelzése
5% szilíciumot tartalmaz és zökkenőmentesen áramlik. Laminált alumínium és ötvözeteinek hegesztéséhez. Jellemző alkalmazások: A karosszéria-mechanizmus az olajelosztáshoz szükséges berendezést hoz létre. Ezt a vezetéket minden szerkezeti alumíniumban használják, ahol a későbbi hőkezelés nem lehetséges nagyobb szilárdságú hegesztések előállítására. Az alumínium alapú anyagok magnézium-szilárdsági tulajdonságai nem befolyásolják jelentősen a hőt hegesztési ív, valamint nagy szilárdságú alumíniumötvözetek hőkezeléssel.
Argon-fogyasztás 0,5-1,5 m3 / óra. A hegesztési sebesség kisebb, mint az olvadó elektródánál, de sok esetben elég kielégítő.
A hegesztési varratok felülete sima, fémes; Az alapfém melegített térfogata és deformációja minimális. Szinte a töltőanyag és a hegesztési fém összetétele azonos; a legkönnyebben oxidált elemek tartalma változatlan marad. A töltőanyag vesztesége a permetezéshez és a permetezéshez általában nem haladja meg a 2-3% -ot. Az alacsony szén-dioxid-tartalmú acél hegesztésénél, különösen a gyengén oxidálódó anyagoknál, az olvadt fém forráspontjának elnyomása és a burkolat pórusainak kiküszöbölése érdekében, például a Sv-UGS-t kell használni.
Alkalmazási példák: Dízelmotorok alapjai - teherautó alváz - tartályhajó szerkezetek. Az évek során ez a folyamat javult, és ma ez egy nagyon megalapozott folyamat. Az ív a volfrám vagy a volfrámötvözetek nem fogyasztható elektródája és a fő anyag között van kialakítva. A hegesztett medencét és az elektródát gázzal védik, ami általában argon. Héliumot vagy ezek gázkeverékeit is használják. Az ív generálásához közvetlen vagy váltakozó áramot használunk, amelynek leggyakoribb a közvetlen áram, a forrás negatív pólusához csatlakoztatott elektróddal, mivel így az elektródában a hőelvezetés alacsonyabb, ezért hasznos élettartama meghosszabbodik.
Az argonban egy volfrámelektródával történő hegesztést főleg 5-6 mm-es kis vastagságú fémekhez használják. A nagy vastagságú fémek is hegeszthetők, de a vastagság növekedésével a hegesztési teljesítmény gyorsan csökken, és más módszerek gyakran kényelmesebbé és költséghatékonyabbá válnak, elsősorban a fogyó elektródával való inert gázokban történő hegesztés.
Az elektróda egy pozitívhoz is csatlakoztatható, hogy az oxidréteg megsemmisítésének hatását nagyobb elektródátmérővel használjuk. Ezt a módszert főleg forrasztáshoz használják vékony fémek 3-4 mm vastagságú, ahol magas minőségű tisztaság és felületi tisztaság szükséges. A könnyűfémek hegesztésében való felhasználása meghaladta a hidroxi-acetilén hegesztést. Rendkívül alacsony szén-dioxid-tartalma csökkenti a krómszálak képződését, ezáltal csökkentve az intergranuláris korróziót. A jó hajlékonyság és az ütés- és kopásállóság további előnyök.
Az argonban egy volfrámelektródával történő hegesztés módja minden térbeli helyzetben alkalmazható, kiváló minőségű hegesztési fémet biztosít. Jelentős előnyt jelent a hegesztési hely láthatósága. A volfrámelektródával történő hegesztés nemcsak tiszta argonban, hanem argon és különböző gázok keverékében is elvégezhető (legfeljebb 5% oxigén vagy legfeljebb 20% hidrogén); egyes fémek esetében a tiszta hidrogénhegesztés nagyon jó eredményt ad, különösen a kis vastagságú fémek esetében.
Fontos: minden alkalmazáshoz a legjobb feltételeket a hegesztés során meg kell vizsgálni. Alkalmazás: Az ismeretlen elemzéssel ellátott forrasztóhegesztésekhez speciális rudat nehéz hegeszteni: - mangánacél, szerszámacél, hőkezelt acél stb. - Gyakran használják rozsdamentes acél vagy hegesztéshez szénacél. - A védőbevonatok hegesztésének alapja. Fontos, hogy az íj rövid legyen. hegesztéshez: megközelítőleg olyan távolságban, amely megegyezik a használt volfrámelektród átmérőjével.
A volfrámelektródák jellemzői és hegesztése
A rövid ív fenntartása ezt biztosítja védőgáz teljesen körülveszi a hegesztést. Alaposan melegítse az alapfémet, figyelembe véve, hogy az alumínium nem nagyon magas hőmérsékleten olvad. Amikor az áramlás eléri az üveges megjelenést, alkalmazzon egy hozzájárulási magot. Fontos, hogy az íj rövid legyen. Körülbelül egy olyan távolságban, amely megegyezik a használt volfrámelektród átmérőjével. A nedvesség a legrosszabb ellenséges béléselektródák. Ha a bevonat nedvesség jeleit mutatja, és nem okoz kárt a fizikai integritására, akkor állítsa vissza a táblázatban szereplő ajánlásoknak megfelelően. - Ha a bevonat nedves vagy károsítja a fizikai integritását, dobja el.
Ha nem olvadó elektródával hegesztjük, főként a bázis fém felületén szabadul fel hő. A volfrámelektróda katódfoltjában felszabaduló hőt nagyrészt az elektróda és a sugárzás haszontalan fűtésére fordítják; A nem fogyasztható elektródával ellátott hegesztési ív teljes hőhatékonysága lényegesen alacsonyabb, mint az olvadó elektródával, és átlagosan 50-60% (80-85%).
Hegesztéshez különböző minőségű elektródokat lehet használni. Minden attól függ, hogy mi hegesztőgép Ez egy elektródát igényel. Népszerű nem fogyasztható volfrámelektródák, kiváló minőségűek. A választás során figyelembe kell venni, hogy a volfrámelektródák milyen típusú jelölését alkalmazza a gyártó.
A volfrámelektródák kiválasztása során figyelembe kell venni: az elektród típusát, átmérőjét, az elektróda csúcsának geometriáját és az élezés és a keménység minőségét.
Az alkalmazott elektródák jellemzői
A volfrámból származó elektródok argonnal való hegesztéshez alkalmazhatók a környezetben inert gáz. Ezek felhasználhatók professzionális hegesztők, és a kezdők. Ezek az elektródák biztonságosak, a legmagasabb minőségűek.
A nemzetközi szabványok szerint minden volfrámalapú elektróda speciálisan fel van tüntetve a típus és összetétel jelzésére. A lista első betűje „W”, azaz volfrám. A második az oxid elemre vonatkozik, amelyet adalékanyagként használnak. Az ötvöző oxidok közül az alábbiakat használjuk:
- cérium-oxid, amelyet "C" betű jelez;
- cirkónium-oxid, amelyet a címkén a "Z" betű jelez;
- lantán-oxid - az "L" betű;
- tórium-oxid - "T";
- tiszta volfrámot, amely nem tartalmaz ötvöző adalékanyagot, a "P" betűvel jelöltük.
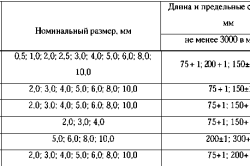
A második betű után a doping során hozzáadott anyag százalékos arányát jelzi. A 20-as szám azt mutatja, hogy a készítmény 2% -ot tartalmaz az adalékanyagból. A kötőjel a második szám - ez a hosszúság milliméterben kifejezve. A leggyakoribb hossza 175 mm, de 50, 75 és 150 mm is van. A volfrámelektródák átmérője 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm lehet.
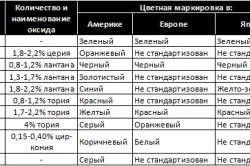
A jelölés az összes szükséges információt tartalmazza a felhasználó számára. Például van egy jelölés WL 15-175. Ez azt jelenti, hogy egy lantánból származó, 1,5% -os tartalmú elektród, amelynek hossza 175 mm. Az alfanumerikus megjelölés messze van mindentől, figyelni kell a jelölés színére. Ma a színes jelöléssel ellátott hegesztési anyagokat gyártják:
- tiszta volfrám - WP zöld;
- a kompozícióban cérium-oxid van 2% - szürke WC 20;
- lantán-oxid van jelen 1,5% - WL 15 arany színben;
- lantán-oxid van jelen 2% - WL 20 kék;
- 0,8% cirkónium-oxid - WL 8 fehér;
- a tórium-oxid 1% sárga sárga WL-ben van jelen;
- a tórium-oxid 2% -ban van jelen - a WL 20 piros;
- tórium-oxid van jelen 3% - WL 30 lila;
- tórium-oxid van jelen 4% - narancssárga színű WL 40.
![]()
A WT30, 40 jelzésű elektróda használata nem ajánlott, mivel a torium elem radioaktív, magas tartalma veszélyes lehet.
Jellemzők:
A WP zöld címkézésének célja argon ívhegesztés váltakozó árammal. Ilyen fémek alkalmazása alumínium és magnézium, nikkel előállítására lehetséges.
Jellemzők:
- gyújtás alacsony;
- az élettartam nem túl hosszú;
- kiváló biztonsággal rendelkezik.
A szürke jelöléssel ellátott Wc-20-at egyenáramú hegesztéshez használják fémek, például réz, molibdén, rozsdamentes acél, titán stb.
A jellemzők a következők:
- a gyújtás jónak tekinthető;
- az élettartam hosszú;
- biztonságuk kiváló.
A WL közvetlen vagy váltakozó áramú hegesztésre alkalmas, közvetlen polaritással. Alkalmas kis vastagságú, nagy ötvözetű acélhoz.
Jellemzők:
- a gyúlékonyság kielégítő;
- hosszú élettartam;
- a biztonság nagyszerű.
Vannak más típusok is, de az anyagokat gondosan kell kiválasztani, mivel a munka minősége és biztonsága attól függ.
Hogyan válasszunk egy volfrámelektródát?
![]()
A WP volfrámelektródákat az íves stabilitással rendelkező alumíniumötvözetek váltakozó áramú (AC) hegesztésére használják.
A hegesztési folyamat során, amelyet inert gáz környezetben végeznek, volfrámelektródákat használnak. Ez biztosítja a legmagasabb minőségű munkát, a varrás tiszta és tartós. A volfrámon alapuló nem olvadó, hőálló termék kiválasztásakor figyelemmel kell lenni az alábbi kritériumokra:
- volfrámelektróda típusa, összetétele, ötvöző adalékanyagok jelenléte, paraméterek;
- az átmérő, amely lehetővé teszi a munkamenet vastagságának beállítását;
- élesítési minőség, anyagsűrűség;
- a hegy tipikus geometriája.
Vásárláskor a gyártó által az anyagokra helyezett címkére támaszkodhat.
Adatokat tartalmaz arról, hogy milyen adalékanyagokat tartalmaz a készítmény, milyen alkalmazási kör, milyen feltételek mellett használható.
A doping hatása az elektród minőségére
A választás során figyelembe kell venni, hogy milyen adalékanyagokat használtak a doppingoláshoz. Ez fontos, mivel az anyagok felhasználása, minősége és egyedi jellemzői ennek függvénye. Minden ötvöző adalékanyag lehetővé teszi az elektródok előállítását a következő paraméterekkel:

Tulajdonságaik miatt a WZr 08 márka volfrámelektródái csökkentik a hegesztési varratba jutó volfrám kockázatát.
- A WP egy speciális típus, amely nem tartalmaz tiszta volfrámból készült adalékanyagokat. Ezeket főként váltakozó árammal (AC) történő hegesztésre használják. Az ívstabilitás jó, a varrás minősége kiváló. A volfrámelektródák nem használhatók egyenáram használatakor. Az ilyen anyagok esetében a jelölések zöldek lesznek, WP szimbólumokkal jelezve.
- Az E3 azt jelzi, hogy az adalékanyagokat ritkaföldfém-oxidokból, például oxidok keverékéből használják. Az elektródák nem ártalmasak, amelyek megkülönböztetik őket attól, hogy nem radioaktívak, abszolút nem veszélyesek a környezetre. Ezeknek az anyagoknak a hatóköre kiterjedt. Használhatók bármilyen folyamathoz és kapacitáshoz váltakozó vagy egyenáramú, nagy ötvözetű acélokhoz, különböző alumíniumötvözetekhez, valamint réz, titán, jól ismert magnéziumhoz. A volfrámelektródák kiváló gyújtási tulajdonságokkal rendelkeznek, ezek az automatizált folyamatok optimális megoldásai. Jelenlegi terhelésük nagyobb, de az ilyen anyagok élettartama jóval magasabb, mint a szokásos csábító anyagoké. Az ilyen típusú anyagok jelölése WLa 10/15/20.
- Lantanált volfrámelektródák, amelyek egyenáramú vagy váltakozó áramú hegesztési munkákhoz használhatók. Ez az a típus használható az úgynevezett mikroplazma hegesztéshez. Ezt lehetővé tette a La 2 O 3 összetétele, ami növeli a képességét, hogy jobban meggyulladjon. Az ív minőségének köszönhetően jön létre. Az élettartama alacsonyabb, mint az előzőek. Az ilyen ötvözet-adalékanyagok jelenléte nem teszi őket erősebbé vagy tartósabbá - csak a felhasználási területet terjeszti ki. A jelölés több színt is tartalmaz: fekete a WLa 10 számára, arany a WLa számára 15.
WCe 20 vagy WZr 08?
A WCe 20 a jól ismert volfrámelektródok, amelyek ötvözõ adalékokat, például cérium-oxidot (vezérigazgató 2) tartalmaznak. A teherbíró képesség többször növekszik, minőségük magasabb, mint a fenti csoportoké, de az E3 és a WL még stabilabbak. A felhasználási terület meglehetősen széles, magában foglalja hegesztési munkák ötvözött, ötvözetlen ötvözetekkel. Az egyenáram alacsony és közepes, alternatív árammal történő hegesztés lehetséges.
A WZr 08 volfrámelektródok, amelyek cirkóniumot tartalmaznak. Használja, ha további védelmet kell nyújtania hegesztési varrás a volfrám beszivárgása. Ezek nem alkalmasak az egyenáramra, bár egyes esetekben használják őket. A jelölés fehér.
Köszönjük visszajelzését.




