Szén- és alacsony ötvözetű szerkezeti acélok hegesztése. Válasszon egy elektródot
A fémszerkezetek létrehozása az egyik fő iparág, amelyben az elektródokat használják. Ez a fő alkatrész a különálló részek összekapcsolásához. Az E-42 elektródokat főleg ilyen célokra használják. Ezek alkalmasak olyan kis szerkezetek létrehozására, amelyeknek nem kell ellenállniuk a nagy súlynak. A piacon ez a márka nagyon gyakori, mivel az alacsony szén-dioxid-tartalmú termékek hegesztésére tervezték, ami a műszaki területen érvényesül. Ha ezt a márkát magas hegesztéshez használja szénacél észrevehetően csökken a minőség, így repedések, mosogatók és egyéb hibák jelennek meg, amelyek a terméket alkalmatlanná teszik. De ha mindent a rendeltetésének megfelelően használ, a kristályosodási repedések, valamint a pórusok képződésének százalékos aránya minimális lesz. Rendszeres lefedettséget használ, így az ív nagy védelme nem éri meg a várakozást.

Az E-42 márka hegesztési elektródái
Az E-42 típusú elektródákat ajánlott a telepítési körülmények között használni, mivel nincs nagy érzékenységük a felületi tisztaságra, amint azt az alumínium és más nehezen hegeszthető fémek hegesztéséhez szükséges. Szükség esetén a vastag és vékony fémlemezek hegesztésére is használható. Ez a márka jól illeszkedik a nagy hegesztési mélységhez, és minőségi csatlakozást biztosít még a varrás gyökérében is. Természetesen, ha 4 mm-nél vastagabb alkatrészekkel dolgozunk, szükség van az élek előzetes vágására és más előkészítési eljárások elvégzésére.

Elektródák e-42 hegesztéséhez
A hegesztési transzformátor bármilyen polaritása alkalmas a munkára. Az ív megszakítása után az ív egyformán jól gyullad, mind az első, mind a következő alkalommal. Ez különösen a szárított és kalcinált előállított elektródokra vonatkozik. A hegesztés során sűrű varrásréteg keletkezik, amely kis és egyenletes pelyhekből áll. Az elektróda fém viszonylag viszkózus és nem terjed, ami hozzájárul a megbízható hermetikus varratok kialakításához. A megfelelő választási móddal nem lesz hőmérséklet torzulás.

Ezeknek a termékeknek az előnyei azonban magukban foglalják a piacon való elterjedtségüket és elérhetőségüket, mivel a költség nem olyan magas, mint más márkáké. A salak egyenletes rétegben képződik, és az eltávolítással kapcsolatban semmi gond nincs, még a fém kis vastagsága esetén sem, ahol a kárpit károsíthatja a varratot. A hátrányok közé tartozik a szűk alkalmazási tartomány, a gyenge szívósság és a nagy rugalmasság hiánya, ami nagyon rossz vékony fémek. Itt további fluxust kell használni a bevonatvédelem megbízhatatlanságának kompenzálására és a hegesztési paraméterek növelésére. Így a normától való bármilyen eltérés esetén nagyon gyenge minőségű varrás érhető el.
alkalmazási körét
Az E-42 elektródái nagyon gyakran megtalálhatók a magánszférában, valamint az iparágban a kis felelősségű munkák esetében. Alapvetően, segítségükkel acélszerkezeteket hoznak létre. Javítóműhelyeken is használható alkatrészek javítására, mivel sok dolog alacsony szén-dioxid-fémből készül. A csővezeték vékony csövét és a vízellátást meg tudják főzni, ha viszonylag alacsony nyomáson működnek.
Műszaki adatok
Műszaki adatok Az E-42 elektródák az anyag összetételétől függenek. A kémiai elemeket itt felsoroljuk.
Ebben a márkában 4 mm-es és 42 mm átmérőjű elektródák más fajokkal nem csak azonos kémiai összetételűek, hanem ugyanazokkal a mechanikai tulajdonságokkal rendelkeznek. Ez megkönnyíti az anyag felvételét, attól függően, hogy milyen pontosan kell szembenézni a kész anyaggal.
Méretek és tartomány
Vékony modelleket használnak vékony acéllemezek hegesztéséhez. A legsúlyosabb esetekben vastagabb, például 6 mm-es átmérőjű elektródokat használnak, amikor nem vágják le a széleit, és meg kell érni a maximális főzési mélységet.
Felületkezelés
Mindegyikük felületét saját üzemmódban végezzük, amely optimálisan alkalmas az ilyen vastagságra. Nemcsak a terjeszkedés idejét veszi figyelembe, hanem azt a helyzetet is, amelyben a munkát végzik, mivel nehéz helyzetekben az olvadt fém egyszerűen leáramlik, és nem marad. Ennek elkerülése érdekében az áram erősségét csökkenteni kell.
Kijelölés és dekódolás
Az ilyen jellegű jelölés az erősség jellemzőjét mutatja, amely a fő alkalmazási területen az egyik fő tényező. Ez a példa azt mutatja, hogy:
- E - elektróda elektro ívhegesztés;
- 42 - 420 MPa szilárdsági jellemző.
gyártók
- Vistek;
- Paton;
- PlazmaTek;
- MaxWeld;
- Frenze elektróda;
- Gránit.
Az E42 elektródái az ívhegesztés módszerével történő csatlakozások fogadására szolgálnak. Ez a technológia, és ma is a leggyakoribb, különösen otthoni kézművesek számára. Ez annak a ténynek köszönhető, hogy a félautomata hegesztéshez szükséges berendezések beszerzése jelentős pénzügyi költségekkel jár, és mi a lényege, ha csak alkalmanként használják.
Mint ismert, a kézi ívhegesztést elektródák segítségével végzik, amelyek fémrudak, amelyekhez speciális bevonatot alkalmazunk. Az ilyen termékek jellemzői és alkalmazási köre a mag fémszerkezetétől és a bevonat típusától függ.
A márka elektródáinak jellemzői
Az E42 márka elektródái megfelelnek az 1975-ben jóváhagyott két állami szabvány (9466 és 9467) követelményeinek. Az E42 lehetővé teszi, hogy segítséget nyújtson a szén és az alacsony ötvözetű acélokból, hogy hegesztést nyerjen, melynek nagy ütésállósága és hajlékonysága jellemzi.
Az ilyen termékeket főként akkor használják, amikor a kialakítandó hegesztés fémének szakítószilárdsága (ideiglenes) nem haladhatja meg az 50 kg / mm2 értéket. Ha a hegesztési fémnek nagy értéke van ennek a paraméternek, akkor válasszon egy másik típusú elektródát, például házimunka esetén, gyakran használják az ANO 6 márka termékeit (3–6 mm átmérőjű), amelyek rutil bevonattal vannak bevonva.
Elektróda jellemzők
Az E42 márka elektródái a következő jellemzőikben különböznek egymástól.
- A hegesztés, amelyet a használatuk során kapnak, elég nagy szilárdsággal és hajlékonysággal rendelkezik, ami még a törés jelentős terhelésére is ellenáll.
- A hegesztés megszilárdulása után keletkezett salakhéj könnyen eltávolítható.
- Az így kapott hegesztést az egységesség jellemzi, nincsenek pórusok és üregek, ha a hegesztés szigorúan betartották.
- Még azok is, akiknek nincs sok tapasztalata, elég jó minőségű kapcsolatokat tudnak létrehozni az E42 elektródákkal.
- Ilyen termékek használata esetén az ív nagyon könnyen meggyullad.
- A különböző átmérőjű E42 elektródák segítségével meggyújtott ív nagy stabilitású.
- Az elektród anyagok gazdaságos fogyasztása.
- Az ilyen típusú termékekre alkalmazott bevonatok igen változatosak.
- Az ilyen termékekkel akkor is dolgozhat, ha az alkatrészek felülete nedves, és rozsdamentes réteggel van borítva.
- Függetlenül attól, hogy az alkalmazott elektródák márkájúak, optimális ár-teljesítmény arányban különböznek egymástól.
- Ezen termékek használata esetén a lerakódási sebesség 10 g / Ah.
- Az E42 márka elektródái, amelyek átmérője 4-6 mm lehet, legfeljebb 45 cm hosszúságúak.
- Az 1 kg-os hegesztéshez az E42 elektródák 1,6 kg-ot igényelnek.
- Különböző átmérőjű E42 termékekkel (4-6 mm tartományban) nem lehet aggódni az ívhossz-ingadozások miatt, gyakran előfordulhat az elektromos hálózat feszültségveszélye miatt.

/ elektród osztályozás, elektróda csomagolás
A hegesztési elektródák megválasztása attól függ, hogy milyen anyagot kíván használni a hegesztéshez.
A hegesztési elektródák fő jellemzői a szén és az alacsony ötvözet hegesztéséhez szerkezeti acélok a hegesztési fém és a hegesztett kötés mechanikai tulajdonságai: ideiglenes szakítószilárdság, nyúlás, ütésállóság, hajlítási szög.
A hegesztési elektródák bevonat típusa szerint: rutil, savanyú, bázikus és cellulóz.
Rutilbevonatú hegesztési elektródák
A rutilelektródák bevonásának alapja a természetes rutil koncentrátum (TiO2), több mint 50%. A rutilbevonatú hegesztési fém megfelel a nyugodt vagy félig csendes acélnak. A hegesztési fém ellenállása a repedések kialakulása ellen a rutilelektródáknál magasabb, mint savas bevonattal. A hegesztett fém és a hegesztett kötés mechanikai tulajdonságai szerint a legtöbb rutilelektród márka az E42 és E46 elektródák típusához tartozik.
A rutilelektródáknak számos előnye van a többi típushoz képest, nevezetesen a hegesztés során keletkező gázkibocsátás kevésbé káros a hegesztőre, stabil és erőteljes ívégetést biztosítanak váltakozó árammal, alacsony fémfröccsenő veszteséggel, a salak kéreg könnyű elválasztásával és kiváló varrási formával. .
Az elektródák Mr-3 (e-46) GOST 9467-75, GOST 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 működnek váltakozó vagy egyenáramban fordított polaritás. Ezeket a szén és az alacsony ötvözetű acélok hegesztésére használják, kivéve a függőleges felülről lefelé. A hegesztési fém alacsony hőmérsékleten (-20 ° C-ig) működik. Hosszú ívhegesztés megengedett oxidált, nedves, felkészületlen felületen. Szénacélból (a 4. cikkig), a 3. és 4. kategóriába tartozó gőz- és melegvízvezetékek, a kazánon belüli csővezetékek és a legfeljebb 39 kgf / cm2 üzemi nyomás, valamint legfeljebb 350 ° C hőmérsékletű hegesztési termékek hegesztéséhez ajánlott 50 kgf / cm2 üzemi nyomású kazánok, gázvezetékek és csővezetékek, kivéve a turbinák, olajvezetékek és üzemanyagolaj-vezetékek szabályozására szolgáló csővezetékeket.
Savval bevont elektródák
Az ilyen típusú bevonóelektródák alapja a vas, mangán és szilícium oxidja. A savas bevonattal ellátott elektródákból készült hegesztési fém fokozott hajlamot mutat a forró repedésekre.
Ez a csoport az iszitit bevonattal ellátott elektródokat is magában foglalja, amelyek közbenső helyzetben vannak az elektródák között egy savas bevonattal és rutil elektródákkal. Ezeknek az elektródoknak a fő összetevőjeként történő bevonása az Ilmenite-koncentrátumot (természetes titán-dioxid és vas-vegyület - FeTi02) tartalmazza. MR-3M TU 1272-303-00187211-2002.
Elektródák a fő bevonattal
Az ilyen típusú bevonatok alapja a karbonátok és a fluoridok. A fő bevonattal elektródák által elhelyezett fém kémiai összetétele megfelel az acélnak. Az alacsony gáztartalom miatt nemfémes zárványok és a káros szennyeződések, a hegesztési fém a magas plaszticitás és az ütésállóság jellemzi normál és alacsony hőmérsékleten, és magas ellenállóképességgel rendelkezik a forró repedésekkel szemben. A hegesztési fém és a mechanikai tulajdonságai alapján hegesztett kötések a fő bevonattal az E42A, E46A, E50A, E55 és E60 típusú elektródok tartoznak.
A fő bevonattal ellátott elektródák technológiai jellemzői azonban alacsonyabbak, mint más típusú elektródák. Nagyon érzékenyek a pórusok kialakulására a hegesztendő alkatrészek széleinél, rozsda és olaj jelenlétében, valamint amikor a bevonat nedves és az ív meghosszabbodik. A hegesztés általában megtörténik egyenáram fordított polaritás. A hegesztés előtt az elektródákat feltétlenül magas hőmérsékleten kell kalcinálni (250-4200С).
UONI elektródák - 13/45 GOST 9466-75 (E-42A), TU 1272-175-00187211-97
Az UONI-13/55 GOST 9466-75 (E-50A), TU 1272-174-00187211-97 elektródák elektródái fordított polaritással / = (+) /. A hegesztés minden pozíciójára, kivéve függőleges felülről lefelé.
Az UONI elektródákat különösen fontos, szénből és alacsony ötvözetű acélból készült szerkezetek hegesztésénél használják, amikor fémek hegesztések megnövekedett követelmények a hajlékonyságra és a keménységre. Ajánlott: alacsony hőmérsékleten működő szerkezetek hegesztésére, dinamikus terhelésnek kitett szerkezetekre, nyomástartó edényekre, hajóépítési fémszerkezetekre. Szintén a vastag fémek hegesztésére és hegesztési öntési hibákra. Az ilyen elektródákkal való hegesztést rövid íves módszerrel kell végrehajtani. A hegesztési széleinek mérete, rozsda és olaj kell lennie.
Cellulóz elektródák
Az ilyen típusú bevonat nagy mennyiségű (legfeljebb 50%) szerves komponenst, általában cellulózot tartalmaz. Az ilyen elektródák által kémiai összetételben lerakódott fém egy félig csendes és nyugodt acélnak felel meg. Ugyanakkor megnövelt mennyiségű hidrogént tartalmaz. A hegesztési és hegesztett kötések adatainak mechanikai tulajdonságaira elektródák megfelelnek az E42, E46, E50 típusoknak. A cellulózelektródák jellemzői a függőleges varratok hegesztése, felülről lefelé.
OZS-12 GOST 9466-75, GOST 9467-75 (E-46) elektródák váltakozó vagy egyenáramú közvetlen polaritással / ~; = (-) /. Minden hegesztési pozícióhoz.
Az OZS-12 elektródákat szén és alacsony ötvözetű acélok hegesztési szerkezeteiben használják.
| A lefedettség típusa | Alkalmazás leírása | kijelölés |
| savanyú | Hegesztés minden térbeli helyzetben, kivéve a függőleges felülről lefelé, közvetlen és váltakozó áramot. Nem ajánlott magas kéntartalmú acélokhoz. Hátrány: az esetleges repedések a varratokban, erős fröccsenés. | A |
| rutil | Hegesztés minden térbeli helyzetben, kivéve a függőleges felülről lefelé, közvetlen és váltakozó áramot. | P |
| legfontosabb | Hegesztés egyenáramú fordított polaritással minden térbeli helyzetben, a függőleges felülről lefelé, vastag fémből. | B |
| cellulóz | Hegesztés minden térbeli helyzetben, közvetlen és váltakozó árammal. Alkalmas telepítésre. Ne engedje túlmelegedni. Nagy fröccsenő veszteség. | C |
| Vegyes típus | Szerkezetek és csővezetékek hegesztése a varrat minden helyzetében, a mennyezet kivételével, alacsony 1 kg olvasztott fém felhasználásával. | ARZH |
A bevonat vastagságától függően a D / d átmérő arányától függően (ahol: D a bevonat átmérője, d az elektróda rúdjának átmérője) az elektródák szét vannak osztva:
| Ajánlott polaritás DC. | feszültség tétlen AC szál, V | kijelölés | |
| Max. | Prev. tkl-ról. | ||
| érintkezés | 0 | ||
| bármilyen | 1 | ||
| Egyenes vonal | 50 | +5 | 2 |
| érintkezés | 3 | ||
| bármilyen | 4 | ||
| Egyenes vonal | 70 | +10 | 5 |
| érintkezés | 6 | ||
| bármilyen | 7 | ||
| Egyenes vonal | 8 | ||
| érintkezés | 9 | ||
| típus | kinevezés | kijelölés |
| 9 típus: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Szén- és alacsony ötvözetű szerkezeti acélok hegesztése, ideiglenes szakítószilárdsággal 600 MPa-ig. | -ban |
| 5 típus: E70, E85, E100, E125, E150 | 600 MPa feletti átmeneti ellenállással rendelkező ötvözött szerkezeti acélok hegesztése. | L |
| 9 típus: E09M, E09MH stb. | Ötvözött hőálló acélok hegesztése. | T |
| 49 típus: 12Х13, Э06Х13М, Э10Х17Т és mások. | Speciális tulajdonságokkal rendelkező magas ötvözetű acélok hegesztése. | az |
| 44 típus: E10G2, E11GZ, E16G2HMi stb. | Speciális tulajdonságokkal rendelkező felületi rétegek felszíne. | H |
Az elektródák osztályozása a hegesztési fém működési feltételeinek megfelelően
A burkolatok csoportja speciális tulajdonságokkal rendelkező felületi rétegek kézi ívbevonására szolgáló elektródokból áll (kivéve a nemvasfémek rétegeinek bevonására szolgáló elektródákat).
Készítsen és szállítson a GOST 9466-75 és a GOST 10051-75 követelményeinek megfelelően.
Bizonyos esetekben a hegesztési elektródákat is használják felületekre, például magas ötvözetű, korrózióálló, hőálló és hőálló acélok hegesztésére.
A GOST 10051-75 szerint a felületi rétegek elektródáit a kémiai összetétel szerint, normál hőmérsékleten 44 típusba sorolják (például E-16G2HM, E-110X14V13F2, E-13X16N8M5S5G46 elektródák).
Az elfogadott doppingrendszertől és a burkolat munkakörülményeitől függően a következő 6 csoportra oszthatók:
1. csoport.
Az alacsony szén-dioxid-kibocsátású, nagy ellenállással rendelkező, alacsony sűrűségű fémek, amelyek súrlódási és sokkterhelési körülmények között állnak fenn (ebbe a csoportba tartoznak a 3. csoportba tartozó egyes elektródok márkák).
2. csoport.
Elektródák, amelyek közepes szén-dioxid-alacsony ötvözetű fémeket biztosítanak nagy ellenállással a súrlódási és ütéses terheléseknél normál és magas hőmérsékleten (legfeljebb 600-6500С).
3. csoport.
Az elektródok szén-, ötvözött (vagy magas ötvözetű) hegesztési fémek, amelyek nagy ellenállással rendelkeznek csiszoló kopás és ütéses terhelések esetén.
4. csoport.
Elektródák, amelyek nagy ötvözetű, szén-dioxid-hegesztési fémeket tartalmaznak nagy ellenállás mellett magas nyomáson és magas hőmérsékleten (650-8500С-ig).
5. csoport.
Elektródák magas ötvözetű ausztenites hegesztési fémből, magas ellenállással korrózióálló erózió kopása és súrlódása során magas hőmérséklet (legfeljebb 570-6000С).
6. csoport.
Az elektródok nagyfokú ellenállású, magas hőmérsékletű és deformálási körülmények között (legfeljebb 950-11000С) ellenálló, erősen ötvözött hegesztési fémeket biztosítanak.
Meg kell jegyezni, hogy a felületkezelési munkákhoz speciális technológia szükséges, amely a kémiai összetételtől függően magában foglalhatja az ilyen műveletek kötelező elvégzését, mint előzetes és kísérő fűtés, hőkezelés a lerakandó felület meghatározott teljesítményjellemzőinek megszerzéséhez.
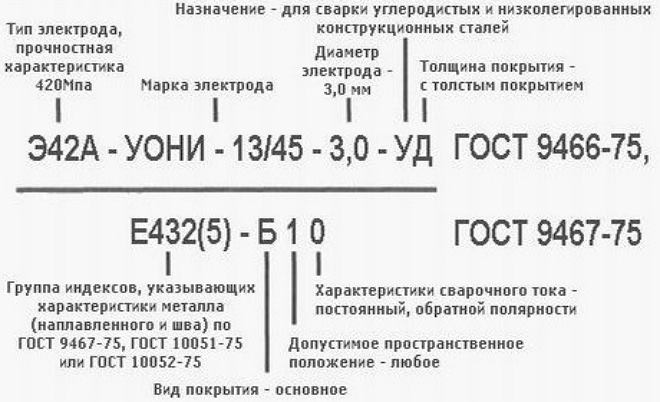
Példa a hegesztő elektródák jelképére:
E46-ANO-21-3,0-UD GOST 9467-60ahol:
E46 - az elektróda típusa (E - elektróda ívhegesztéshez); 46 - a hegesztett fém minimális garantált szakítószilárdsága kgf / mm 2-ben;
ANO-21 - elektróda márka;
3.0 az elektróda rúdjának átmérője mm-ben;
Y - az elektróda kijelölése szén- és alacsony szénacél acélok hegesztéséhez;
D - hegesztő elektróda vastag bevonattal;
GOST 9467-60 - a GOST száma, amely szerint a hegesztési elektróda szabványos.
Elektróda csomagolás
Az elektródák mindegyik részét vízálló, kétrétegű papírba helyezik, majd egymásra rakjuk fémdobozban vagy nagy, 1100 kg-nál nem nagyobb fadobozban, vagy kartondobozban, majd az egyes dobozokat elektródákkal csomagolva polietilén zsugorfóliában, a fogyasztó igényeitől függően. A dobozok hullámpapír dobozokba vannak rakodva, amelyek 800x1200 mm-es méretű fa raklapokra vannak csomagolva. fémszalagok vagy fémlemezek vagy 1100 kg-nál nem nagyobb fadobozok használata.
Elektródákat árusítunk és szállítunk mindenféle szállítást 100 kg-tól Oroszország minden régiójában.
Sok van hegesztési technológiaamelyek mindegyike egy adott acél- és ötvözetcsoportnak felel meg. Az egyes technológiák alkalmazásához és bizonyos berendezések használatához: hegesztőgépekFogyóeszközök. Nagyon fontos a jó minőségű hegesztési munkák végrehajtásához, hogy kiválasszuk a megfelelő, nem csak módot, hanem maguk az elektródákat is.
Például a szén- és alacsony ötvözetű szerkezeti acélok hegesztése olyan szén-acélok hegesztésére szolgáló elektródákkal történik, amelyek legfeljebb 0,25% szén- és alacsony ötvözetű acélokat tartalmaznak, legfeljebb 590 MPa ideiglenes szakítószilárdsággal.
Az elektródák jellemzői a hegesztett fém szükséges mechanikai tulajdonságainak (a hegesztés utáni részek csomópontja) szerinti összesítésének megfelelően történnek: ideiglenes szakítószilárdság, nyúlás, ütésállóság, hajlítási szög. Ezek a mutatók az elektródák besorolásának alapját képezik a GOST 9467-75 szerint. Az E38, E42, E46 és E50 jelzéssel ellátott elektródok segítségével az ideiglenes ellenállású acélok akár 490 MPa-ig is hegeszthetők; Az E42A, az E46A és az E50A ugyanazon acélok hegesztésére használatos, amikor a hegesztési fém megnövekedett követelményeket támaszt a relatív megnyúlás és a szívósság érdekében; E55 és E60 - hegesztési elektródák acélokhoz, amelyek ideiglenes szakítószilárdsága nagyobb, mint 490 MPa és legfeljebb 590 MPa. Ugyanakkor az „E” betű mögötti két szám (elektróda) megfelel a minimális átmeneti ellenállásnak a hegesztési fém vagy a hegesztett kötés törésében kgf / mm2-ben. Ugyanez a szabvány szabályozza a hegesztési fémben lévő kén és foszfor tartalmát.
A szén- és alacsony ötvözetű acélok hegesztésére szolgáló elektródákban az összes térbeli helyzetben történő hegesztés lehetőségének mutatói hegesztőáram, a folyamat teljesítménye, a pórusok kialakulásának hajlama, és néha a hegesztett fém hidrogén tartalma és a hegesztett kötések hajlamos a repedések kialakulására.
Mindezeket a tulajdonságokat nagymértékben meghatározza az elektród bevonat típusa, amely savas, rutil, bázikus, cellulóz, kevert.
A savas bevonattal ellátott elektródák alapja a vas, mangán és szilícium oxidja. Az E38 és E42 elektródák által hagyományosan végrehajtott varrás a meleg repedésekre való hajlam. Ezzel egyidejűleg az ilyen elektródák nem járulnak hozzá a pórusok kialakulásához a fém hegesztésekor, méretezéssel vagy rozsdával, és amikor az ív meghosszabbodik. Megfelelő közvetlen és váltakozó áram hegesztéséhez.
A rutil alapú elektródák rutil koncentrátumon alapulnak (természetes titán-dioxid). Itt a hegesztési fém nyugodt vagy félig nyugodt acélnak felel meg. A hegesztési fémben a repedések kialakulásával szembeni ellenállás nagyobb, mint a savas bevonattal rendelkező elektródáké. Ezen elektródák mechanikai tulajdonságait jelöljük E42és E46.
A rutilelektródok stabil és erős égést biztosítanak. hegesztési ív váltakozó árammal végzett munka során a permetezés, a kiváló hegesztés kialakulása következtében jelentősen csökkenti a fémveszteséget. A rúd elektródák használata során a salak kéreg könnyen elválik a hegesztett felületekről. Az ív hosszának megváltoztatásakor a nedves és rozsdás fém hegesztésekor és az oxidált felületen kevésbé érzékenyek a pórusok kialakulására.
Ez a csoport elektródákat tartalmaz, amelyek expresszálódnak. A fő összetevő az ilmenit koncentrátum (a titán-dioxid és a vas vegyülete, természetes lerakódásokban).
A fő bevonattal ellátott elektródák alapja (E42A, E46A, E50A, E55 és E60 karbonátok és fluoridvegyületek. Az ezekből az elektródákból készült hegesztési fémnek nagy a plaszticitása és a keménysége normál és alacsony hőmérsékleten.
A bázikus bevonattal ellátott elektródák nagyon érzékenyek a pórusok kialakulására a hegesztendő részek széleinél, rozsda és olaj jelenlétében a bevonat nedvesítése és az ív meghosszabbítása során. A hegesztést egy fordított polaritású egyenárammal végezzük. A hegesztéstechnika megköveteli az elektródák kötelező kalcinálását 250-420 oC hőmérsékleten a hegesztés megkezdése előtt.
A cellulóz bevonattal ellátott elektródok nagy mennyiségben (50% -ig) szerves komponenseket (cellulóz) tartalmaznak. A kémiai összetétel szempontjából a hegesztési fém a félig nyugodt vagy csendes acélnak felel meg, és nagyobb mennyiségű hidrogént tartalmaz. Az E42, E46 és E50 elektródák használatakor egyoldalas hegesztéssel lehet kialakítani a varrás egyenletes fordított gyöngyét, de a függőleges varratokat felülről lefelé hegeszteni.
Minden felsorolt elektródnak meg kell felelnie a GOST 9466-75 és a GOST 9467-75 követelményeinek, valamint az elektródákra vonatkozó előírásoknak.
Elektródák szén- és alacsony ötvözetű szerkezeti acélok hegesztéséhez
| Márkaelektróda | Írja be a GOST 9467-75 szerint | Átmérő, mm | Hegesztési pozíció | Hegesztőáram típusa |
| 1 | 2 | 3 | 4 | 5 |
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
változó, állandó |
||||
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felülről lefelé |
állandó |
||
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
változó, állandó |
|||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
UONI-13 / 55K |
Minden, kivéve a függőleges felülről lefelé |
állandó |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felülről lefelé |
állandó |
||
|
UONI-13 / 55T |
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
||
|
UONI-13 / 55G |
Minden, kivéve a függőleges felülről lefelé |
állandó |
||
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felülről lefelé |
állandó |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felülről lefelé |
állandó |
A speciális irányú elektródák szén- és alacsony ötvözetű szerkezeti acélok hegesztéséhez
| Márkaelektróda | Írja be a GOST 9467-75 szerint | Átmérő, mm | Hegesztési pozíció | Hegesztőáram típusa | alkalmazási körét |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
változó |
Dőléselektródás hegesztés |
||||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
Forró horganyzott hegesztés |
|||
|
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
Hegesztett horganyzott acél |
|||
|
Minden, kivéve a függőleges felülről lefelé |
állandó |
A 10HNDP típusú légköri korrózióálló acélok hegesztése |
|||
|
2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felülről lefelé |
állandó |
Acélok hegesztése a hegesztett fém hideg ellenállásának biztosítására, mínusz 40 0 ° C-ra |
||
|
OZS / VNIIST-27 |
Minden, kivéve a függőleges felülről lefelé |
állandó |
|||
|
Minden, kivéve a függőleges felülről lefelé |
állandó |
Acélok hegesztése a hegesztett fém hideg ellenállásának biztosítására, mínusz 60 0 ° C-ra |
|||
|
Minden, kivéve a függőleges felülről lefelé |
állandó |
Acélok hegesztése a hegesztett fém hideg ellenállásának biztosítása érdekében, mínusz 70 0 ° C hőmérsékletre |
|||
|
UONI-13 / 55U |
Minden, kivéve a függőleges felülről lefelé |
változó, állandó |
Vasbeton szerkezetek és sínek megerősítő rudak hegesztése |
||
|
állandó |
A csővezetékek hegesztése |
||||
|
Minden, kivéve a függőleges felülről lefelé |
állandó |
A csővezetékek hegesztése |
|||
|
Minden, kivéve a függőleges felülről lefelé |
állandó |
A csővezetékek hegesztése |
GOST 9467-75
B05 csoport
INTERSTATE STANDARD
MŰSZAKI HEGESZTÉSI STRUKTURÁLIS ÉS HŐSZABÁLYOZÓ TERMÉKEKHEZ MŰKÖDTETETT METALIC ELEKTRODOK
Fémmel borított hőálló acélok. típusai
MKS 25.160.20
OKP 12 7200
Bevezetés 1977-01-01
A Szovjetunió Miniszterek Tanácsa Szabványügyi Bizottságának 1975. március 27-i, N 780. sz. Határozatával a bevezetés időpontja 01.01.77
A lejárati dátumot az államközi szabványügyi, metrológiai és tanúsítási tanács N-93. Sz.
EDITION (2005. február) az 1. augusztusban elfogadott 1. módosítással (IUS 12-88).
FELÜLVIZSGÁLAT (2008 májusától)
VZAMEN GOST 9467-60
(1) Ez a szabvány a fém, a szén, alacsonyan ötvözött és ötvözött szerkezeti és ötvözött hőálló acélok kézi ívhegesztésére szolgáló fémbevonatú elektródokra vonatkozik.
2. Az elektródokat a következő típusokból kell készíteni:
E38, E42, E46 és E50 - szén- és alacsony ötvözetű szerkezeti acélok hegesztési szilárdsága legfeljebb 50 kgf / mm;
E42A, E46A és E50A - karbon és alacsony ötvözetű szerkezeti acélok hegesztésére, amelyeknek ideiglenes szakítószilárdsága legfeljebb 50 kgf / mm, amikor a hegesztési fémek fokozott követelményeket támasztanak a hajlékonyságra és a keménységre;
E55 és E60 - szén- és alacsony ötvözetű szerkezeti acélok hegesztésére, amelynek ideiglenes szakítószilárdsága 50–60 kgf / mm;
E70, E85, E100, E125, E150 - megnövelt és nagy szilárdságú ötvözött szerkezeti acélok hegesztéséhez, ideiglenes szakítószilárdsággal, több mint 60 kgf / mm;
09-09М, 09-09МХ, Э-09Х1М, Х-05Х2М, Х-09Х2М1, Х-09Х1МФ, Х-10Х1М1НФБ, Х-10Х3М1БФ, Э-10Х5МФ - ötvözött hőálló acélok hegesztéséhez.
3. A szerkezeti acélok hegesztése során az elektródákkal elhelyezett fém kémiai összetételének meg kell felelnie a műszaki feltételeknek vagy az adott osztályú elektródák útlevelének. A hegesztési fémben lévő kén- és foszfortartalom nem haladhatja meg az 1. táblázatban megadott értékeket.
4. A hegesztési fém, a hegesztési fém és a hegesztett hegesztés szerkezeti acélok hegesztésének mechanikai tulajdonságainak meg kell felelniük az 1. táblázatban megadott szabványoknak.
1. táblázat
Elektróda típusa | Mechanikai tulajdonságok normál hőmérsékleten | ||||||
hegesztett fém vagy hegesztési fém | 3 mm-nél kisebb átmérőjű elektródák által készített hegesztett kötés | ||||||
Ideiglenes szakítószilárdság, kgf / mm | Relatív nyúlás,% | Ütőerő | Ideiglenes szakítószilárdság, kgf / mm | Kanyarodás, jégeső. | |||
Nem kevesebb | |||||||
Megjegyzések:
1. Az E38, E42, E46, E50, E42A, E46A, E50A, E55 és E60 típusú elektródák esetében a táblázatban megadott mechanikai tulajdonságok értékei a hegesztés után (hegesztés nélkül) a hegesztési fémre, a hegesztési fémre és a hegesztett kötésre vonatkoznak. A felsorolt típusok elektródáinak hőkezelése után a hegesztési fém, a hegesztési fém és a hegesztett kötés mechanikai tulajdonságainak meg kell felelniük a szabványok vagy előírások követelményeinek az adott minőségű elektródák esetében.
2. Az E70, E85, E100, E125 és E150 típusú elektródák esetében a táblázatban megadott mechanikai tulajdonságok értékeit a hegesztett fémre és a hegesztési fémre vonatkozóan az egyes elektródaelektródokra vonatkozó szabványok vagy előírások szerint szabályozott hőkezelés utáni hőkezelés után állapítják meg. A felsorolt típusok elektródáinak hegesztése után a hegesztési fém és a lerakódott fém mechanikai tulajdonságainak meg kell felelniük a szabványok vagy előírások követelményeinek az adott osztályú elektródák esetében.
3. Az E70, E85, E100, E125, E150 típusú, 3 mm-nél kisebb átmérőjű elektródák által gyártott hegesztett kötések mechanikai tulajdonságainak indikátorainak meg kell felelniük az egyes márkák elektródáira vonatkozó szabványok vagy előírások követelményeinek.
5. Az ötvözött hőálló acélok hegesztéséhez használt elektródákkal elhelyezett fém kémiai összetételét, valamint a hegesztési fém vagy hegesztési fém mechanikai tulajdonságait a 2. táblázatban megadott szabványoknak kell megfelelniük.
2. táblázat
Elektróda típusa | A hegesztési fém kémiai összetétele,% | A hegesztett fém vagy hegesztési fém mechanikai tulajdonságai normál hőmérsékleten |
||||||||||||
mangán | molibdén | Ideiglenes mentés | viszonylagos | sokk |
||||||||||
Nem több | ||||||||||||||
E-09H1MF | ||||||||||||||
E-10H1M1NFB | ||||||||||||||
E-10H3M1BF | ||||||||||||||
E-10H5MF | ||||||||||||||
Megjegyzések:
1. A táblázatban megadott mechanikai tulajdonságok értékeit a hegesztési fémre és a lerakódott fémre vonatkozóan a szabványok vagy előírások által szabályozott módok szerint hőkezelés után határozzák meg a meghatározott minőségű elektródákon.
2. A 3 mm-nél kisebb átmérőjű elektródák által gyártott hegesztett kötések mechanikai tulajdonságainak mutatóinak meg kell felelniük az egyes márkák elektródáira vonatkozó szabványok vagy előírások követelményeinek.
(Módosított kiadás, Rev. N 1).
6. Az elektródák vizsgálata során a GOST 9466-75 követelményeinek megfelelően ellenőrizni kell a hegesztési fém kémiai összetételére és az 1. és 2. táblázatban megadott hegesztési fém, hegesztett fém és hegesztett kötések mechanikai tulajdonságait.
7. A szerkezeti és hőálló acélok ívhegesztéséhez használt elektródák szimbóluma - a GOST 9466-75 szerint.
Ugyanakkor a második sorban szimbólum a hegesztési fém és a hegesztési fém jellemzőit jelző elektródák csoportját a PP-10-ben megadott követelményeknek megfelelően kell rögzíteni.
8. A szén- és alacsony ötvözetű szerkezeti acélok hegesztési szilárdsága 60 kgf / mm hegesztési elektródák referencia megjelölésében a hegesztési fém és a hegesztési fém jellemzőit jelző indexcsoportot a 3. táblázat szerint állítják be.
3. táblázat
Indexcsoport | A hegesztési fém és a hegesztési fém mechanikai tulajdonságainak minimális értékei normál hőmérsékleten | A minimális hőmérséklet, amelyen a hegesztési fém és a hegesztési fém keménysége (a IX. Típusú minták GOST 6996-66 szerinti vizsgálatakor) legalább 3,5 kgcm / cm, ° C |
||
átmeneti szakadási ellenállás | relatív hosszabbítás,% | |||
Bármely érték | Bármely érték |
|||
Nem szabályozott |
||||
Nem szabályozott |
||||
Nem szabályozott |
||||
Megjegyzés. Az indexek csoportjában az első két mutató az indikátor minimális értékét jelöli, a harmadik index pedig egyidejűleg jellemzi a mutatók és a minimális értékeket. Ha a mutatók és a 3. táblázat szerint különböző mutatók szerepelnek, a harmadik indexet a mutató minimális értéke határozza meg, és a mutatót jellemző negyedik kiegészítő indexet az indexek csoportjába kell beírni (lásd az UONII 13/45 elektródok indexcsoportjának létrehozásának példáját).
9. A 60 kgf / mm-t meghaladó átmeneti szakítószilárdsággal rendelkező ötvözött szerkezeti acélok hegesztésére szolgáló elektródák referencia megjelölésénél a hegesztési fém és a hegesztési fém jellemzőit jelző csoportok jelzik a hegesztett fém főbb kémiai elemeinek átlagos tartalmát, valamint azt a minimális hőmérsékletet, amelyen a szilárdság a HEM 6996-66 szerinti IX. típusú minták tesztelése során a hegesztési fém és a hegesztési fém nem kevesebb, mint 3,5 kgf · m / cm.
a) egy kétjegyű szám első indexe, amely megfelel a hegesztett fém átlagos széntartalmának száz százalékában;
b) az azt követő indexek, amelyek mindegyike a megfelelő alapkémiai elem betűjeléből és a mögöttük lévő számból áll, amely a hegesztési fémben lévő elem átlagos tartalmát mutatja százalékban (legfeljebb 1% -os hiba);
c) az utolsó index, amely a minimális hőmérsékletet jellemzi, amelyen a hegesztési fém és a hegesztési fém ütközési szilárdsága a IX. típusú mintáknak a GOST 6996-66 szerinti vizsgálatakor legalább 3,5 kgf · m / cm a 4. táblázat szerint.
10. Az adalékolt hőálló acélok hegesztésére szolgáló elektródák szimbólumában a hegesztési fém és a hegesztési fém jellemzőit jelző indexcsoportnak két indexet kell tartalmaznia.
Az első index, a 9c. Igénypont szerinti utolsó indexhez hasonlóan, azt a minimális hőmérsékletet jelzi, amelynél a hegesztési fém és a hegesztési fém keménysége a IX. Típusú minták GOST 6996-66 szerinti vizsgálatakor legalább 3,5 kgf · m / cm (4. táblázat) .
4. táblázat
A minimális hőmérséklet, amelyen a szívósság | |
Nem szabályozott | |
Megjegyzések:
1. A szén mellett a főbb kémiai elemek csak olyan ötvözőelemeket tartalmaznak, amelyek meghatározzák a hegesztett fém mechanikai tulajdonságainak szintjét. Ugyanakkor a szilíciumot és a mangánt tekintjük a főbb kémiai elemeknek, ha a hegesztési fém átlagos tartalma meghaladja a 0,8% -ot.
2. A kémiai elemek feliratozásának sorrendjét a hegesztési fémben lévő megfelelő elemek átlagos tartalmának csökkenése határozza meg.
3. Ha a hegesztési fémben a fő kémiai elem átlagos tartalma kevesebb, mint 0,8%, a kémiai elem betűjelének mögött lévő szám nem szerepel.
4. A hegesztési fémben lévő kémiai elemeket a következő betűkkel jelöljük: B - niobium, C - volfrám, G - mangán, D - réz, M - molibdén, H - nikkel, C - szilícium, T - titán, F - vanádium, X - króm, Yu - alumínium.
5. Az utolsó index előtti indexcsoportban helyezzen egy kötőjelet (-).
A második index azt a maximális üzemi hőmérsékletet jelzi, amelyen a hegesztési fém és a hegesztési fém hosszú távú szilárdságának mutatóit szabályozzák (5. táblázat).
5. táblázat
Maximális üzemi hőmérséklet, amelyen a hegesztési fém és a hegesztési fém tartóssága szabályozott, ° С | |
Nem szabályozott vagy 450-nél kisebb | |
Több mint 600 |
11. A mutatók csoportjainak összeállításához szükséges összes adatot a (8.10) bekezdésnek megfelelően kell meghatározni az egyes márkák elektródáinak szabványairól és előírásaitól.
_______________
* A dokumentum szövege megfelel az eredetinek. - Jegyezze fel az adatbázis gyártóját.
A 60 kgf / mm-es átmeneti szakítószilárdsággal rendelkező szénhidrogén és alacsony ötvözetű szerkezeti acélok hegesztési elektródáinak referenciaindexének csoportjában (hegesztés után) be kell jelenteni a hegesztési fémre és a hegesztési fémre vonatkozó adatokat (hőkezelés nélkül).
A 60 kgf / mm-nél nagyobb átmeneti szakítószilárdságú ötvözött szerkezeti acélok hegesztésére szolgáló elektródák referenciaindexének csoportjában, valamint az ötvözött hőálló acélok (PP és 10) hegesztésénél a hegesztési fém és a hegesztett fém adatait a hőkezelés után kell megadni. az egyes márkák elektródáira vonatkozó szabványok vagy előírások szabályozzák.
Ha nincsenek adatok a hegesztési fém és a hegesztési fém mechanikai tulajdonságainak megfelelő mutatóinak indexálásához szükséges szabványokban vagy műszaki előírásokban, ezeket a mutatókat ad hocnak tekintik.
Példák az elektródák azonosítására szolgáló, a hegesztési fém és a hegesztési fém jellemzőit mutató indexcsoportok kialakítására.
Példa arra, hogy az UONII-13/45 márka elektródáira (E42A típus) indexcsoportokat készítünk, amely a hegesztési fém és a hegesztési fém következő mechanikai tulajdonságait biztosítja a normál hőmérsékleten végzett hegesztés után:
ideiglenes szakítószilárdság - legalább 42 kgf / mm (41);
relatív hosszabbítás - legalább 22% (2);
a GOST 6996-66 szerinti IX. Típusú minták vizsgálatakor az elektródák és a hegesztés után a hegesztés után hegesztett fém hegesztés közben legalább 3,5 kgf · m / cm-es ütközési szilárdsággal mínusz 40 ° C (5) hőmérsékleten:
Ugyanez vonatkozik a TsL-18 (E85 típus) elektródáira is, amely a lerakódott fémnek 0,18% -os szén, 1% króm, 1% mangán átlagos tartalommal rendelkezik; A hőkezelés után az elektródák és a hegesztési fémek által gyártott hegesztési fém, a IX. Típusú minták GOST 6996-66 szerinti vizsgálatakor legalább 3,5 kgf · m / cm-es ütközési szilárdságot mínusz 10 ° С (2) hőmérsékleten:
Ugyanez vonatkozik a TsL-20 (E-09H1MF típus) elektródákra is, a hőkezelés után a lerakódott fém és a hegesztett fém számára, a IX. Típusú minták GOST 6996-66 szerinti vizsgálata során, amelyek ütközési szilárdsága legalább 3,5 kgf · m / cm 0 ° C hőmérséklet (2), a hegesztési fém és a hegesztési fém hosszú távú szilárdságának mutatói 580 ° C-ra vannak beállítva (7):
(Módosított kiadás, Rev. N 1).
A dokumentum elektronikus szövege
a "Codex" által elkészített és
hivatalos kiadvány
M.: Standardinform, 2008




