Erőforrások hegesztési ív. Hegesztési inverter - hegesztés ív tápegység
Az ívhegesztéshez mind az állandó, mind a váltakozó áramot használják. A DC források hegesztési generátorok (hegesztési transzformátorok és aggregátumok), valamint hegesztési egyenirányítók (szelén és szilícium). A váltakozó áram forrása hegesztő transzformátorok, gyakran gyakrabban használják őket. Ezek egyszerűbbek a gyártás, kis tömege és költsége, és nagyobb hatékonysággal és tartósabb. Az ARC alkalmazásakor azonban az ív váltakozó árama instabil, mivel 100-szor másodperc, az ív feszültsége és árama áthalad a nulla értéken keresztül, ami az ARC rés átmeneti iionizációjához vezet.
Az állandó áram előnyösebb a technológiai viszonyban, amikor alkalmazzák, az ív égésének stabilitása növekszik, a különböző térhelypozíciók hegesztésének feltételei javulnak, hogy az egyenes és fordított polaritás.
Forrásokhoz hegesztőáram A következő követelmények ki vannak rendelve: Könnyű gyújtást és fenntartható íveket kell biztosítani, korlátozni kell a rövidzárlat áramot biztonságosnak kell lennie, és jó dinamikus tulajdonságokkal kell rendelkeznie. A dinamikus tulajdonságokat a rövidzárlat pillanatától a feszültségvisszanyerési ideje határozza meg, ha szinte nulla értékű, 18-20V-értékre, amikor az ív gyújtás. Ezúttal nem haladhatja meg a 0,05 ° C-ot, annál gyorsabb a feszültség helyreállítása, az áramforrás tulajdonságainak méltósága.
|
de b. Ábra. 3.. A tápegység és a hegesztési ív külső jellemzői |
A hegesztési ív égés módját az ív jellemzőinek metszéspontjával határozzák meg 1 és az áramforrás 2 (3. ábra, b.). Az A pontot üresjárati pontnak nevezik - az aktuális forrás szerepel, a maximális feszültség (60-80V), és a hegesztési lánc nyitva van. B pont - az ív instabil égésének pontja. Ha az ARC áramnak megfelel, vagy kialszik, vagy az ív áramának növekszik a folyamatos égési módba. A C pont az ív (U p \u003d 15-30V) fenntartható égési pontja. A D pont megfelel a rövidzárlatnak, amely az ív meggyilkolásánál történik, és a záróelemet kis feszültség jellemzi, és a nullára törekvő, fokozott, de korlátozott áram (I KZ ≤ 1,5i p) a vezetőképes vezetékek túlmelegedésének megakadályozása érdekében és aktuális források.
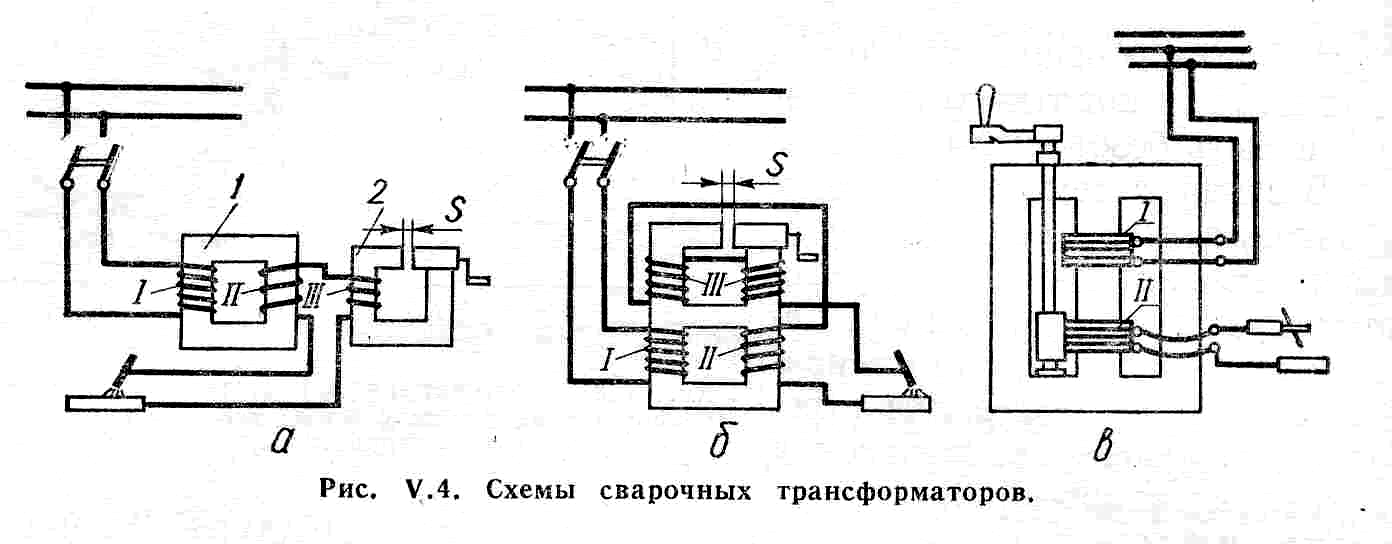
Hegesztő transzformátor (4. ábra) Csökkenti a nagy hálózati feszültséget (220 vagy 380V) a feszültségig tétlen mozog (60-80V). Ezenkívül a transzformátor az ívre eső külső jellemzőt hoz létre. Ez következetesen az ívvel és a másodlagos 2 A transzformátor tekercselése Reaktív (fojtószelep) tekercs 3 . A hegesztési áram áthaladása során a fojtószelep tekercsek fordulójában 3 Industed EMF önindukció ellentétesen irányítja a transzformátor fő EDC. Ezért az ívhez mellékelt feszültség csökken az üresjáratban 18-30V-ig az ív égése és majdnem nullázás közben rövidzárlatos. A transzformátor áramát a fojtószféra önindukciójának nagyságrendjének megváltoztatásával szabályozzák a mozgatható levegő rés növekedésével vagy csökkenésével 1 (kell rajzolni) és rögzíteni 2 magjának része. A növekedést a különbség az önindukciós a fojtószelep, ami függ a mágneses áramlás a mag, csökken, és a stressz az ív, és így a hegesztési áram növekszik. A rés csökkenésével - a fordulaton. Az induktív rezisztencia jelenlétének köszönhetően a hegesztési áram forrásának incidens külső jellemzője érhető el.
|
Ábra. négy. Hegesztési transzformátor rendszere |
Hegesztő átalakítók.A DC hegesztési forrásai hegesztési transzformátorokat és hegesztőegységeket szolgálnak fel. A hegesztő átalakító egy DC generátorból és egy meghajtómotorból, hegesztőegységből áll - a generátorból és egy belső égésű motorból (D.V.). A hegesztőegységek a területen dolgoznak, és olyan esetekben, amikor a feszültség ingadozik a tápellátás elektromos hálózatában. Generátor és d.v. (Benzin vagy dízel) fel vannak szerelve egy közös keret nélküli kerekek, a hengerek, kerekek, a karosszéria és az alapján a traktor.
|
Ábra. öt. Hegesztési generátor rendszere |
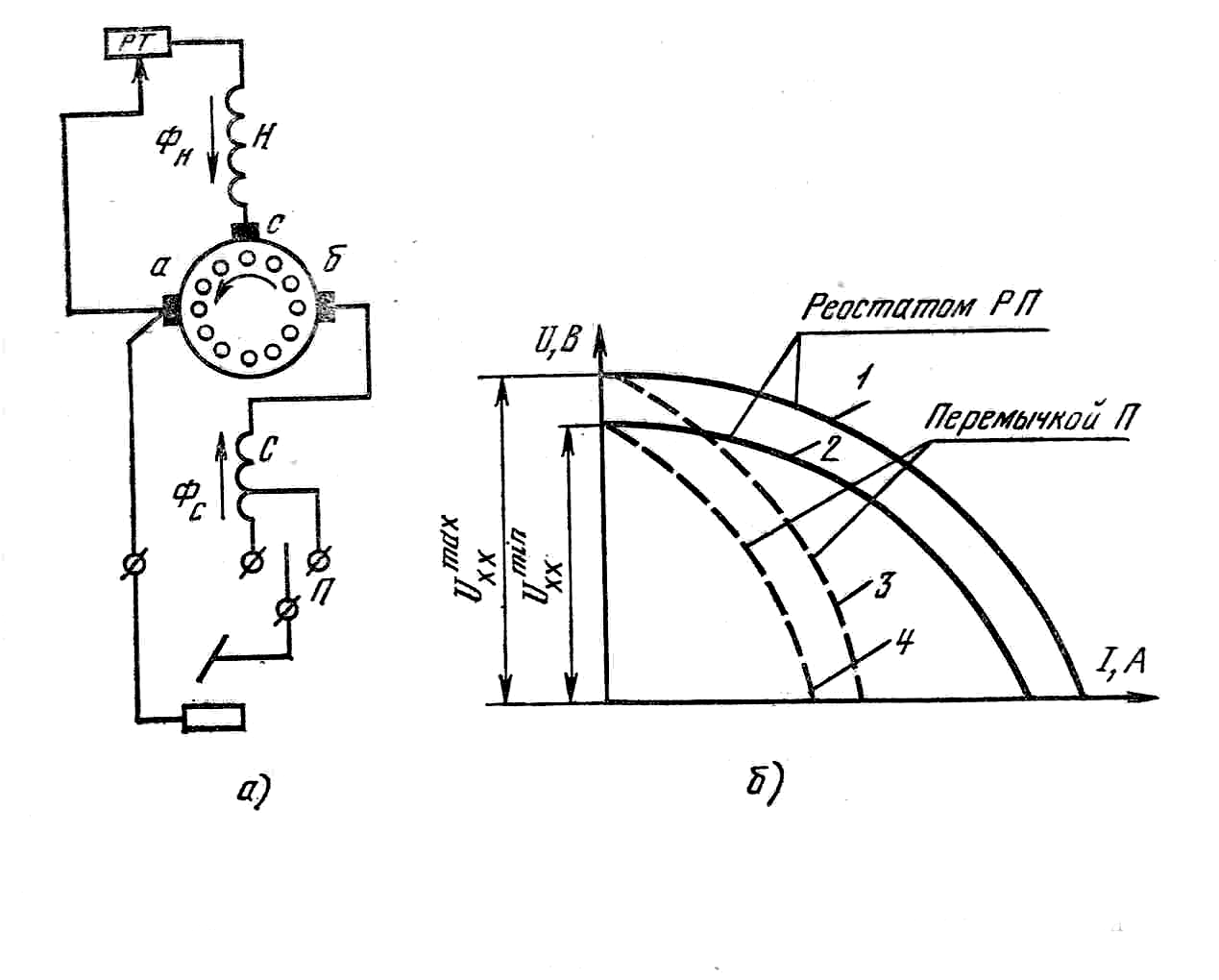
Tekintsük a generátorok diagramját a mágnesezési párhuzamos és a különböző forgó szekvenciális gerjesztési tekercsekkel (5. ábra). Az ilyen rendszer generátorai megkülönböztető jellemzője az önkifejezés elvének alkalmazása. Ezért az oszlopok készülnek feroomagnetic készültek, amelynek visszamaradó mágnesesség.
Amint a rendszerből látható (5. ábra), a generátornak két tekercsje van a fő pólusokon: gerjesztő tekercselés N. és következetesen engedélyezve a demagnetizáló tekercselés VAL VEL. Kanyargó N. Csatlakoztatva az opcionális val vel és alapvető de A generátor ecsetek, a feszültség, amely folyamatosan nagy, és nem változik a terhelés változásával. Mágneses áramlás F. n. Ez a tekercselés nagyságrendben állandó, így a tekercselés N. Hívjon egy független gerjesztést.
Az üresjáratban E.D.S. A generátort csak mágneses fluxus indítják F. n. . Ha az ív hegesztési áramát gyújtja be a soros tekercselésen keresztül VAL VELamely a fő ecsetekhez csatlakozik de és b. úgy, hogy a mágneses áramlás F. val vel mágneses fluxus ellen irányul F. n. . Ez a szekvenciális tekercselés demagnetizáló hatását okozza. EMF, amelyet a generátor horgony indukált, annál kisebb, annál nagyobb a mágneses áramlás F. val vel , amelynek értéke a hegesztési lánc áramától függ. Minél kisebb az áram a hegesztési láncban, annál kevesebb F. val vel És minél magasabb a generátor feszültsége. Rövidzárással, azaz A hegesztési lánc maximális áramában, mágneses fluxusban F. val vel A szekvenciális tekercselés majdnem egyenlő a mágneses árammal F. n. Független gerjesztés tekercsek és feszültség a generátor bilincsek közelében Zero. A két tekercs mágneses áramainak kölcsönhatását a hegesztőgenerátor incidens külső jellemzője biztosítja.
Hegesztőberendezések.A hegesztő egyenirányítók olyan eszközök, amelyek félvezető elemekkel (szelepek) konvertálhatók, váltakozó árammal, és a hegesztési ív áramellátására szolgálnak. Cselekedeteik azon a tényen alapulnak, hogy a félvezető elemeket csak egy irányban hajtják végre.
A hegesztő egyenirányító fogalmi elektromos diagramja az 1. ábrán látható. 6. A hegesztő egyenirányító két fő részből áll: csökkentett háromfázisú transzformátor I vezérlőeszközzel és egyenirányító blokkgal Napszelén (vagy szilícium) szelepekből áll. A hegesztő egyenirányító kialakítása kissé bonyolítja a ventilátort Dv Az egyenirányító blokk lehűlése. Az egyenirányító bekapcsolása a munkához egy kötegelt kapcsolóval történik Pv. A ventilátor egyenirányítóval zárva van, levegő relével RKV.. A ventilátor normál működésével a szellőztető vezérlő relék RKV.a ventilátorból és a mágneses indítóból származik DÉLUTÁNA hegesztő transzformátor tekercselésének összekapcsolása a hálózathoz. Ha a ventilátor sérült, az egyenirányító nem kapcsol be, ha a sérülés működés közben bekövetkezik, az egyenirányító kikapcsol.
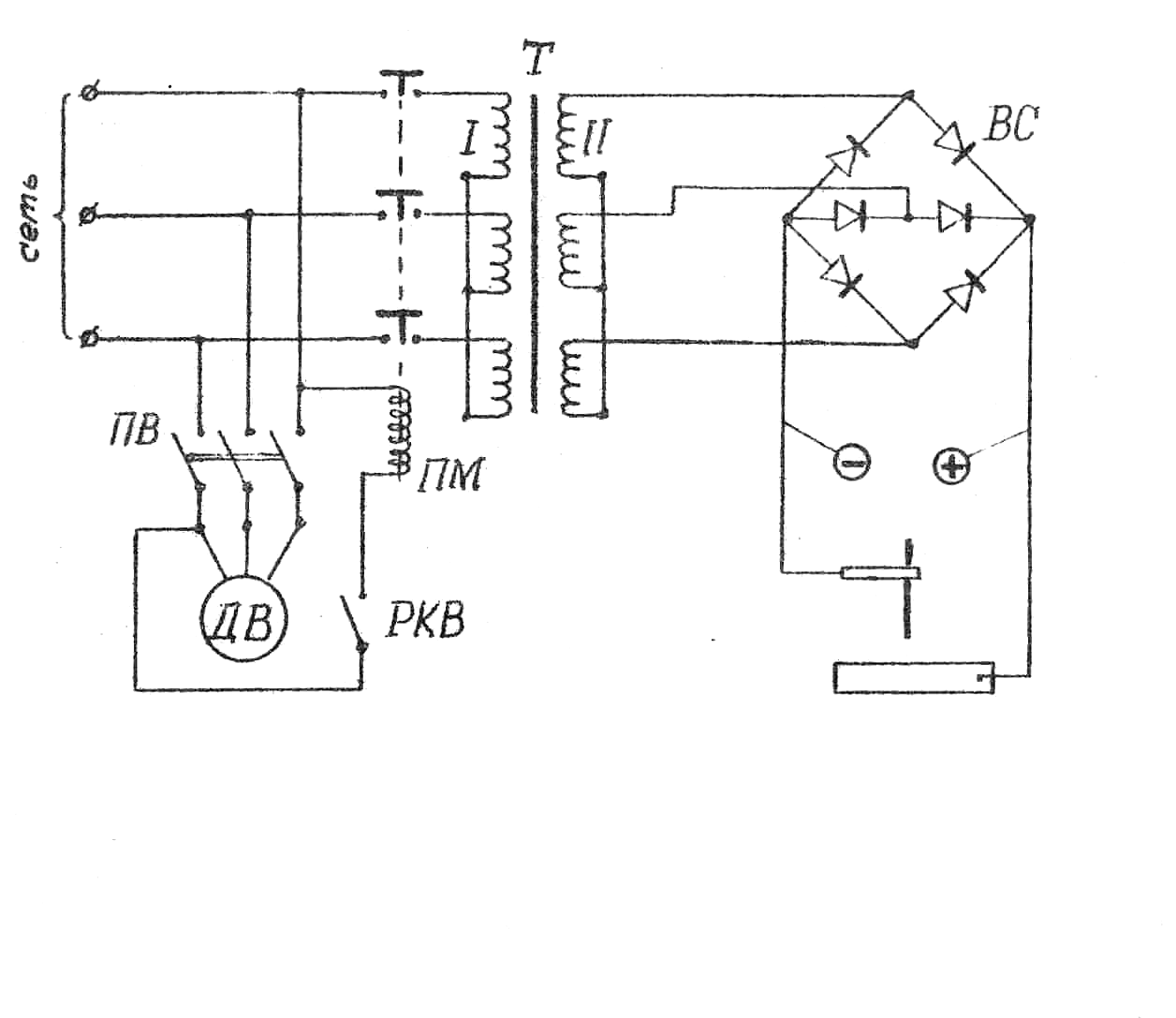
Ábra. 6.. Háromfázisú egyenirányító rendszere
A konverterek előtti hegesztési egyenirányítóknak a következő előnyei vannak: nagyobb hatékonyság és kevesebb üresjárat, a legjobb dinamikus tulajdonságok, kevesebb tömeg, nagyobb megbízhatóság és könnyű karbantartás a működés során, zajtalanság, amikor a munka, nagyobb hatékonyság a gyártás során. A hegesztési egyenirányítók fő hátránya a hálózati feszültség ingadozásának nagy érzékenysége, mint a hegesztő-átalakítók. Mint a hegesztési generátorok, lehetnek egyplatform és többszörös, és esik, közös vagy merev külső jellemzői. A csökkenő tulajdonságok létrehozásához hegesztési transzformátorokat használnak a nagyított mágneses szórással, vagy erre a célra egy fojtószelepet használnak. Kézi hegesztés esetén a leeső külső jellemzőkkel rendelkező egyenirányítókat használják.
Hegesztési áramforrások.
A hegesztő ív áramellátásának jelenlegi forrása különleges külső jellemzővel kell rendelkeznie. A forrás külső jellemzője a feszültség függése a kimeneti terminálokon az áramkör áramából. Külső jellemzők lehetnek a következő főbb típusok: esik az 1, üreges incidens 2, merev 3 és növekvő 4 (4. ábra, a). Az aktuális forrás az ARC Volt-AMPS jellemzőitől függően van kiválasztva, amely megfelel az elfogadott hegesztési módszernek.
Az ív merev jellemzővel történő áramellátásához forrásokat használnak a külső jellemzővel rendelkező források (kézi ívhegesztés, automatikus fluxus alatt, hegesztés közben védőgáz Nem minősített elektróda). Az ív égési módját a 6 ívi jellemzők metszéspontjával és az 1. áramforrással (4, B). A C pont megfelel az ARC ellenállóképességének, A pontnak - az aktuális forrásban lévő üresjárati üzemmódnak az időtartam alatt, amikor az ív nem világít, és a hegesztési lánc nyitva van. Az Idling módot fokozott feszültség (60-80 V) jellemzi. Az O pont az ív gyújtásának rövidzárlatának felel meg, és lezárja a folyékony elektróda fémcseppjeit. A rövid áramkört alacsony feszültség jellemzi, nullára és emelkedésére, de korlátozott sokkra.
A források a hegesztőáram a csökkenő jellemző elősegítéséhez szükséges a gyújtás az ív miatt emelhető feszültség, biztosítva a fenntartható égő ív és a szinte állandó implicit képességét az ív.
Ábra. 4. A hegesztési áram forrásainak külső jellemzői (A) és az ív jellemzőinek és az incidens jellemzőinek aránya
az áramforrás hegesztéskor (b)
AC forrás (Hegesztési transzformátorok) és DC forrásokból (hegesztő egyenirányítók és generátorok) használnak a hatalom a hegesztő ív. A hálózati források gyakoribbak, mivel számos technikai és gazdasági előnyük van. A hegesztő transzformátorok könnyebben működtethetők, sokkal tartósabbak és nagyobb hatékonysággal rendelkeznek, mint egyenirányítók és DC generátorok. Azonban egyes esetekben (elektródákkal bevont hegesztés az elektródokkal bevonva és fluxus alatt) az ív bekapcsolásakor az ív instabil, mivel 0,01-vel a feszültséggel és az ív árammal nulla értékekkel jár, ami átmeneti iionizációt eredményez az ív rés. Az állandó áram előnyösebb a technológiai szempontból.
Hegesztési források forrásai
Hegesztőberendezések: A hegesztés típusai, hegesztési források, a hegesztőgép fő paraméterei, a hegesztő védelme
A cikket a fogyasztói magazin (2010) http://www.master-forum.ru/power-cai?id\u003d2005
A hegesztés segítségével számos különböző területen végzett különböző területek jelentős mennyiségét, a mikroelektronikából a többablakos struktúrák gyártásához. Hegesztés A fémek emelő csatlakozásának módjaként egy kicsit több mint száz évvel ezelőtt belépett az életünkbe, de lehetetlen túlbecsülni annak értékét ma. Mivel a fémek és ötvözetek eltérő alakja, méret és kémiai összetételSzámos releváns technológiát, eszközt és eszközt fejlesztettek ki. De az elektromos hegesztés (és néha vágás) a fémek, elsősorban az, tartják a fő módszer és méltán. alacsony ötvözet acélok. Az elektromos hegesztés előnyei között az anyagok gyors és megbízható összeköttetése minimális költséggel. Ha szükséges, ha szükséges, a hegesztőgép segítségével meg lehet vágni a fém, és még a nehezen elérhető helyeken, ahol a másik eszköz egyszerűen nem illeszkedik. Az elmúlt évtizedekben a hegesztőgépeket elektronikus alkatrészek segítségével gyártják, amelyek jelentősen csökkentették tömegeiket és méretét, és lehetővé tette számukra, hogy tovább bővítsük használatukat a mindennapi életben.
Hegesztési források forrásai
Ez a hegesztőgép fő része, amely hálózati feszültséget állandó paraméterekkel állandó vagy váltakozó árammal átalakít.
Az inverterek hátrányai is vannak, de nagy szakaszokkal hívhatók. Meg kell különböztetni a frekvenciaváltót a mindennapi életben vagy a termelésben.
Az elektronikus áramkörök fő ellensége - nedvesség és por, különösen fémes. Ezért nem ajánlott, hogy tartalmazza azt a portörlés helyiségek és különösen a munka „bolgár” mellett az inverter tartalmazza.
Természetesen a munka esője során meg kell szakítani, a biztonsági előírások tilos, és nem csak azért, mert ártalmas az eszközre. Szakmai modellek Jobb védve a portól és a nedvességtől, hanem ennek megfelelően áll. Mindenesetre időről időre az eszközt ki kell nyitni és alaposan ütközni sűrített levegővel.
Az elektronika érzékeny az áram minőségére, ezért a frekvenciaváltó rendszerben a védelem különböző elemei: túlmelegedési érzékelők, biztosítékok, néha leállító eszközök, ha a feszültség csökken a megengedett szint alatt, azonban szinte minden eszköz működhet feszültségen 170 és 250 V között. Az éles feszültségű ugrás (270 V felett) védelme számos gyártó telepíti a varisztorokat ("tabletta"), a feszültség éles növekedésével. Ezt követően a sérült varisztort ki kell cserélni, ez a javítás egyszerű és olcsó. Ha az Autonóm műveletet az elektromos generátortól tervezik, akkor a tápfeszültség cseppek integrált kompenzátorával kell kiválasztani a készüléket. A jelenlétgyártókról külön megelőzhetők, a frekvenciaváltó gyorsan nem sikerül.
A készüléket nem szabad télen tárolni egy fűtetlen szobában - az elektronika gondos kapcsolatot igényel.
Van még egy "hátrány": sokkal bonyolultabb dolgozni egy transzformátoron vagy egyenirányítónál, mint a frekvenciaváltóban, de megtanultad dolgozni a "TRANCE" -on, bármilyen probléma nélkül, de a fordított átmenet sokkal nehezebb - akkor befejeznie kell.
A hegesztőgép fő paraméterei
A hegesztőgép működésének nagyon fontos paramétere, a készülékétől függetlenül a befogadás időtartama (PV), különböző hegesztési aktuális értékekkel. Itt különböző gyártóknak különböző mérési technikák vannak. Az EN 60974-1 szabványos szabványban a hegesztés időtartama 40 ° C-os hőmérsékleten veszi figyelembe a készülék túlmelegedésének első leállítását, és a PV-t az idő és a 10 perc közötti kapcsolat alapján számítjuk ki Munkás ciklus. A Telwin, a Telwin (T \u003d 20 ° C, a megszakításokkal való munkavégzés) módszere szerinti körülmények között elsősorban az ezen időtartam alatt felhasználható elektródák számát veszi figyelembe. Természetesen a PV, a második módszeren számított, észrevehetően magasabb, és a készülék kiválasztásakor tisztázni kell, ahogy azt figyelembe vették. A munkafolyamat során azonban ritka, hogy több elektróda szerződését teljes kapacitással szünet nélkül, és a bejelentett "európai" PV-vel rendelkező eszköz 10-20% -kal fog működni, amíg a 60-as -80% PV, a "Telvinovskaya" technikával számítva.
Fontos paraméter és az első dolog, amely általában a hegesztési áram változásainak tartományának tekinthető. Közvetlenül jelzi a készülék teljesítményét. Mi több, minél nagyobb az elektróda, az elektróda telepíthető, és a nagyobb lesz a PV, ha kis elektródákban egyenlő árammal működik. Háztartási célokra és a futó 3 milliméteres elektróda által végzett munka, minden típusú transzformátor több mint eléggé a maximális teljesítményt 150 A-nál, az inverterekhez - és még kevésbé, míg nyugodtan állnak a "four". Emlékeztetni kell arra, hogy az elektródákkal ellátott dobozon az ajánlott áramokat általában transzformátorokkal vagy egyenirányítókkal dolgozzák, a frekvenciaváltó már le tudja vágni az invertert ilyen áramokra.
Még egy fontos paraméter - Nincs üresjárat. Lehet, hogy 60-85 V-n belül van: minél magasabb, annál könnyebb az ív megvilágítása.
Néhány hegesztőgép modell képes az argon hegesztő eszközökkel együtt működni, a félautomata üzemmódban működő modellek is rendelkezésre állnak (vezetékes hegesztés). A háztartások használatához nem túl érdekesek - az ilyen lehetőségek ritkán szükségesek, és költségük sokkal magasabb, mint az egyszerű modelleké. De ha dolgozol szakmai szint Különböző típusú fémek és vékony lapok esetén ezek a funkciók nagyon hasznosak lesznek.
A hegesztés típusai
Kézi ívhegesztés olvadóelektróddal (MMA). A leggyakoribb hegesztés típusa, amelyben az elektród szerepe a bevonattal borított vezetéket játssza le. Az olvadás folyamatában a huzal csatlakozik a hegesztett részekhez, és a bevonat (salak) védi a hegesztőfürdőt az oxigén hatásaiból, amelyek hozzájárulnak az ív jellemzőinek javításához és a varrás minőségéhez. Leggyakrabban, Ily módon a vasfémek, az öntöttvas és bizonyos típusú színesfémek és ötvözetek hegesztve hegesztettek, de meglehetősen nehéz elérni a jó vegyületet az utóbbi esetben: az ötvözetek veszteséges elemei kiégnek, és A kapcsolat nem túl magas minőségű.
Kézi hegesztés védőgázokban (TIG). Leggyakrabban, az argon egy kis keveredés a oxigént alkalmazunk egy gáz éget szennyeződés és oxidok működés közben, és a hegesztés végezzük nem-kompatibilis grafit vagy volfrámelektróda. Adalékanyagként, ugyanabból az anyagból származó rudak, mint hegesztett alkatrészek. A minőséget a varrat ez a módszer nagyon magas, a veszteség az ötvözet komponenseit és ötvöző adalékanyagok nem égnek ki, a hegesztési fürdőt védve levegő oxigén, a salak képződése gyakorlatilag kizárt. A hegesztési szinte mindig elő egy egyenáramú közvetlen polaritású, kizárólag alumínium alkalmas alumínium vagy fordított polaritású: így jobban oxidfilm megsemmisül. Annak ellenére, hogy ez a módszer meglehetősen drága és nagy sebességgel nem működik, nagyon népszerű, és néha pótolhatatlan a fémek hegesztéséhez kis mennyiségű munka esetén, vagy ha a folyamatot nem lehet automatizálni különböző okokból.
Félautomata hegesztés (MIG / MAG). Vele, a hegesztőhuzal általában hegesztve a szerepe az elektróda, amely automatikusan megkapja a hegesztési zónába, bár hegesztés egy nem kompatibilis elektród lehetséges. A készülék manuálisan mozog. A hegesztést állandó vagy impulzusáram végzi, különböző hegesztéssel az inert (MIG) vagy az aktív (mag) védőgázok és a porhuzal hegesztése - Ezután a gáz nem szükséges. A nagy mennyiségű fém esetében célosabb az MMA-hegesztéshez. A vékonylemezek, a magas ötvözetű acélok, a színesfémek, valamint az ipari alkalmazások félig automata félautomata hegesztése. Példa
Más módszerek és hegesztési módszerek
A három felsorolt \u200b\u200bfő hegesztési módszer mellett mások is használják, különösen az ipari termelésben. Röviden írja le néhányat.
Gázhegesztés. Energiaforrásként oxigén keveréke éghető gázokkal, leggyakrabban acetilénnel. A mindennapi életben ritkán igénybe vehető: nehéz és nem igényel gázhengerekA párhuzamos felületek minősége nem túl jó, lehet, hogy gyorsan megjelenik a korrózió a varrás zónában, mivel a fém jelentős távolságra felmelegszik, a munka sebessége kicsi, de egyáltalán nem szükséges villamos energia. Faj gázhegesztés, bár egy teljesen eltérő cselekvési elv alapján, van plazma hegesztés. A hőforrás itt plazma-sugárként szolgál, amelyet az elektródák közötti munkagáz ionizációjával állítunk elő, amelyek közül az egyik hegeszthető termék lehet, vagy mindkét elektróda a plazma égőben található. Mindkét ilyen módszert az ipari termelésben gyakrabban használják fel a felszínre és a vágáshoz, mint a megfelelő hegesztéshez.
Kapcsolat hegesztés. Ezzel a csatlakoztatott billenők vagy azok érintkezési helyei egymáshoz vannak nyomva, a műanyag deformáció állapotával villamos energiával, majd a tömörítéssel. Számos érintkezési hegesztőfajtás közül választhat pontot, buttot, megkönnyebbülést és varratokat.
-Ért ponthegesztés A hegesztett részek a villogásokhoz vannak csatlakoztatva, a két elektróda közötti szorítás, majd az aktuális feszültség (valamivel feszültség) és jelentős erő, több ezer erősítő impulzusa. Így a hegesztett pont a részek vagy kettő között egyszerre van kialakítva, ha az elektródákat az egyik oldalon unatkozik, és a vezetőképes bélést a másik oldalon helyezzük el. Az érintkezési hegesztés jó felületi előkészítést igényel, amely számos fémhez és ötvözethez alkalmas, különösen népszerű a vékonylemezek hegesztéséhez. A lapok stagningje kicsi, a minőség (esedékes hegesztési paraméterekkel) szintén magas. Ez az, hogy például gyárban gyűjtsön autós testet. A módszer jól automatizált, de kézi üzemmódban használható.
-Ért varrat hegesztés A varrás számos egyedi pontból áll, amelyek átfedhetik egymást. Ha a tubercles (domborms) előre elkészül a részletek felszínén - ez körülbelül relief hegesztés. Ütéshegesztés Gyakran használják a vastag alkatrészek csatlakoztatására, míg azokat közvetlenül a síkban hegesztették.
Dörzshegesztés. A részletek egyike van rögzítve, a második megnyomja és forgatja, amíg az érintkezési felületek megolvasztása. A módszer meglehetősen gazdaságos és gyors, de a használatának lehetősége hegesztett alkatrészek formájára függ. Ily módon lehetséges a heterogén anyagokból származó billenők kombinálása, mint például az alumínium réz.
Ipari feltételekben külön fajok Más módszerek, mint például hegesztett munkák hideg hegesztés (A viszonylag alacsony hőmérsékleten és nagy nyomáson), robbantásos hegesztéssel, diffúziós, hegesztés egy lézer, elektronsugár ágyú, ultrahang, nagyfrekvenciás áramok és néhány más típusú. Ilyen módon különböző, néha gyakorlatilag nem kompatibilis, fémek és anyagok hegesztettünk.
Hegesztővédelem
A hegesztési folyamatot számos veszélyes és káros tényező kíséri: a forró fém és salak magas hőmérséklete, az ív fényes láncolása látható, infravörös és ultraibolya tartományokban, mérgező gázok és aeroszolok izolálása. Az elektromos készülékkel való együttműködés során a biztonsági előírások be nem tartása az áramütés kockázatával. Ezért szükség van a maszk és a védőruházat megszerzésére.
Hegesztő maszk vagy pajzs. Ez a leginkább szükséges elem, amelynek célja a szemek és az arc védelme. A leggyakrabban műanyagból vagy elektrocartonból (Fibra) készült. A pajzsnak egy kezét kell tartania, a maszk a fejhez van csatlakoztatva. A szűrő kialakítása a gosztnak megfelelően magában kell foglalnia a védőüveget és a plexiüveg padját. A szűrő egy sötét üveg, vagy egy "kaméleon" szűrő, automatikusan drágám, ha egy ív fordul elő. "Kaméleon" Sokkal kényelmesebb, de drágább. A hegesztési körülményektől függően a poharakat a Darlicate változásokhoz használják, a "kaméleon" szinte mindig állítható. A komplex munkakörülményekhez, a légúti szűrőkkel vagy a levegőellátó rendszerekkel, valamint a sisakok és a fejhallgató rögzítésének lehetőségével.
Ruházat és egyéb védelmi eszközök. A ruhákat és a kesztyűt gyengén nyilvánvaló és érintetlen szövetekből kell készíteni, mint a ponyva, gumírozott anyagok vagy bőr. A cipő is kívánatos "hasa", végül is, kivéve a fém szikráit és cseppjeit, véletlenül eldobhatja a vasat. A leginkább praktikus erre a célra a vastag bőrből vagy gumi csizmákból készült csizmák. Minden olyan ruhát, amikor dolgozni kell, rögzíteni és hajtani kell egy ilyen számítással, hogy megszüntesse az olvadt fém cseppjeit az összecsukjában, és megvédje az összes bőrterületet a hegesztési ív káros hatásaiból. Az elektromos biztonság biztosítása érdekében gumi szőnyegeket vagy hasonló dielektromos anyagokat használnak.
Nem kell elfelejtenie a védelmi eszközöket - a hegesztési huzalok kezelhetőségét, a hegesztési huzalok földelését, a szigetelés beépítését és integritását, a visszafordított vezeték megbízható elektromos érintkezését részben, stb. Végül nem érdemes figyelmen kívül hagyni és megbízható rögzíteni a hegesztett alkatrészeket. Ha helyesen rendezi munkahely És a képességek, amelyek megfelelnek képességeiknek, és rohanás nélkül, akkor a munka, és az eredmény csak kérem.
Az inverterek hegesztése nagy számú előnye van a hagyományos forrásokból származó modellekhez képest. Következésképpen meglehetősen tisztességes az ipari vállalkozásokban és a mindennapi életben. A tömegdimenziós mutatók viszonylag kis értékei vannak, ami lehetővé teszi a hegesztő inverter saját kezével és erejével. Ez az egység kiváló minőségű hegesztést eredményez különböző anyagokEz csak hozzájárul a népszerűsítéshez.
Hegesztő inverter Van egy kis tömege, 5-10 kg, ami a nehézkes hiányosság miatt következik be, emellett a vas mágnesezésének, valamint a tekercsek fűtésének nincs vesztesége. Ennek következtében nagy értéke van a hatékonyságnak. Ennek a készüléknek a másik előnye csökkent az energiafogyasztás - csak 4 kW, míg az analóg aggregátumok akár 10 kW villamos energiát fogyasztanak. Azonban a hegesztő inverter más, ugyanolyan fontos, előnyökkel, például:
- A fröccsenő jelenség hiánya.
- Az aktuális értékek kis eltérései a névleges értékektől.
- Nagy hegesztési áramvezérlő tartomány.
- Puha és stabil elektromos ív.
- Az interferencia és az oszcilláció ellenállás.
Ezenkívül a hegesztő inverternek van néhány funkciója:
1. Van egy speciális védelem, amely megakadályozza az elektróda "adhézióját" a hegesztett elemekhez. Során a felvételét a készülék, egy további áramimpulzus végezzük, abban az esetben, amelyben a védelmi rendszereket megszakad consequely, az elektród nincs ideje ragaszkodni.

2. A viszonylag kis költségek, amelyek a hegesztési frekvenciaváltót a vevők széles közönségének elérhetővé teszik. A hegesztőgépek modern piaca széles választékot kínál, melyek közül mindenki megtalálhatja a szükséges felszerelést.
3. Széles körű funkciók és funkciók. Minden hegesztő-frekvenciaváltó nagyfrekvenciás generátorral van kitéve, amely jelentősen bővíti a készülék funkcionális tartományát. Ennek köszönhetően szinte bármilyen különböző hegesztés, valamint plazma vágás Fémek.
4. A hegesztési frekvenciaváltó nagy mutatója van az ellenőrzésnek és a kontrollnak. Nincs szükség egy ideig várni - elég csak az, hogy megvásárolja az ilyen típusú eszközt, hogy elkezdje dolgozni vele. A legtöbb modern inverternek sima vezérlőeszközei vannak a hegesztési áramhoz. Ezenkívül számos modell képes memorizálni az alkalmazott módokat. Ennek a fontosnak köszönhetően a munka teljesítménye jelentősen megnövekedett, és csökkenti az idő végrehajtási idejét is. Ez lehetővé teszi, hogy kevesebb időt töltsön le kevesebb idő alatt, ami növeli az egész vállalkozás jövedelmét és jövedelmét.
A hegesztési módszerek osztályozása.
Az olvadás elektromos hegesztése a következő főbb jellemzők szerint van besorolva:
A hegesztési áram - a váltakozó és az állandó áram jellegével.
A polaritás típusa szerint állandó áramerősségű hegesztéssel, egyenes polaritású hegesztéssel ("plusz" a hegesztett részen) és a fordított polaritáson ("plusz" az elektródon).
Használt elektródák típusa - olvadó fém és felszíntelen (volfrám vagy szén) elektródák.
A találmány egy módszert védelmére a hegesztési tartományban - egy bevont-megolvasztott bevonat elektródák (védelme ásványi bevonat elektródák), alatt fluxus, a környezetben a védőgáz (inert vagy aktív), önvédő por huzalok.
A mechanizálás mértéke - kézi, gépesített (félautomata), automatikus.
- MMA. Kézi fém ív) - Kézi íves hegesztés darab fém olvadó bevonatú elektródákkal;
MIG / MAG. (Mechanikus inert / aktív gáz) - gépesített (félautomata) hegesztés a védőgázok környezetében (inert vagy aktív);
Fogócskajáték (Volfrám inert gáz) - Hegesztés nem együttérzés (volfrám) elektróda inert védőgázok közegében, például az úgynevezett argon-ívhegesztés.
Források hegesztéshez
Az ívhegesztés tápegységére vonatkozó követelmények
A hegesztési folyamat fontos paraméterei a hegesztési ív feszültség-ampere és a tápegység külső jellemzői. Az ív égése és a hegesztési folyamat stabilitása nagyrészt függ.
Az 1. ábra az ív Volt-amperált jellemzőit mutatja, amely az U D feszültség és az aktuális I D közötti kapcsolatot ábrázolja, az ív különböző hosszával l.(l 2.>l 1.). Az ív feszültségi jellemzője nemlineáris, mivel az általános esetben a gázok villamos áram nem engedelmeskednek az OHM törvényének (az ARC egy elektromos kisülés a gázban, és ellenállása nem egyenlő az állandó értékkel) .
Az ARC Volt-Ampere jellemzői
Alacsony áramlatok (kb. 100a), az ionizáció mértéke és a feltöltött részecskék száma intenzíven növekszik. Az ív oszloprezisztencia csökken, és kevesebb feszültségre van szükség az áram fenntartásához.
A jelenlegi növekedésként az ionizáció mértékének növekedése lassabban zajlik, a töltőhordozók számának növekedése csökken, és az ív feszültsége kevésbé függ az áramtól.
Magas áramsűrűség mellett az ionizáció mértéke magas, az ív nem bővül, mivel az elektród átmérőjére korlátozódik, és ellenállása állandóvá válik. Ezen a területen az Ohm törvényének betartása - az áram és a feszültség közvetlenül arányos.
Minden hegesztési módszer esetében az ív jellemzői saját területe a leginkább jellemző. Például, mint kézi hegesztés Bevont elektromos elektródák és szabálytalan elektródák argon tápközegben Az áram viszonylag kicsi, és az elektróda átmérője jelentős. Ezek a feltételek megfelelnek az ív jellemzői táplálkozási területének. Ha a fluxus alatt hegesztésnél az áram nagyobb, mint a kézi hegesztés, így a jellemző szelíd és részben egy növekvő területre mozog. Az Aless Gas hegesztését egy kis átmérőjű vezeték alkalmazása jellemzi, amely arányos az átmérő négyzetével, növeli az aktuális sűrűségét. Az ív jellemzője növekszik.
Fontolja meg a különböző hegesztési módszerek tápegységének külső jellemzőinek kiválasztását.
Kézi íves hegesztés
A kézi hegesztés egyik fő jellemzője az ív hosszának gyakori változása. A hegesztőelektróda manipulálásával, olvadásával és az elektróda leállításának szükségességével jár, valamint a kényelmetlen és nehezen elérhető helyeken a varratok elvégzését. Különösen az ív hosszának gyakori oszcillációja előfordulhat a hegesztő elégtelen képesítése során. A hegesztés folyamatának stabilitásának biztosítása érdekében a szükséges hajtásmélység és a jó minőség, a varrás szükséges ahhoz, hogy az áramerősség áramának áramlása az ívhossz oszcillációjával változik.
Ha kézi ívhegesztéssel használjon áramforrást, akkor a korszakos tulajdonsággal rendelkező áramforrást használja, majd az ív meghosszabbításakor meg lehet szakítani, hogy egy kis áram, az ív rövidebbé válik, a burr a túlzottan Magas áram. Ezért a kézi hegesztéssel a tápegységeket hűvös jellemzőkkel használják, amely biztosítja a hegesztési folyamat maximális stabilitását.
Félautomata hegesztés
A félautomata hegesztés egyik jellemzője az állandó, független a hegesztő adagolási aránytól hegesztő huzal. A fenntartható hegesztési folyamat biztosítása érdekében biztosítani kell az ív hosszúságának állandóságát. Ellenkező esetben egy ív szikla vagy a termék vezetékének rövid lezárása lehetséges. Az ív hosszának állandóságának biztosítása érdekében szükséges, hogy a hegesztési folyamatban szerepeljen az arány:
Az áramellátás jellemzőinek olyannak kell lennie, hogy ennek az arány véletlenszerű megsértésével lehetővé tette, hogy a lehető leghamarabb visszatérjen a betartáshoz.
Fontolja meg, mi történik, ha gépesített hegesztés Az ív hossza váratlan növekedésével vagy csökkenésével. A 2. ábra az ív növekvő jellemzőjét különböző hosszúságú l., l 1., l 2., valamint a merev áramforrás jellemző. Az ív hosszának növekedésével az üzemi pont O 1-re mozog, és az áram csökken - I 1. Az aktuális redukció csökkentése után az ívben keletkező hő mennyisége csökken, és a huzal olvadáspontja csökken. Ebben az időszakban, a huzal előtolási sebesség nagyobb lesz, mint az olvadó sebesség: v alatt\u003e V pl. A huzal vége közeledik a termékhez, és az ív hossza önállóan visszaáll. Ezt a folyamatot az ív hosszának önszabályozásának nevezik.
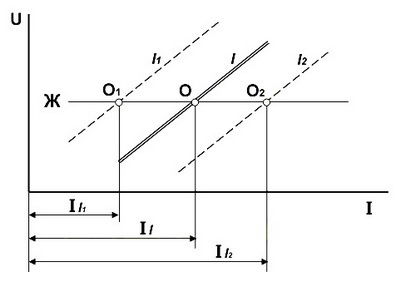
2. ábra A jelenlegi változás függése a hegesztési ívhossz ingadozásából
(F - A tápegység kemény jellemzői)
A hegesztési folyamat stabil lesz, ha a reakció a huzal olvadáspontjának megváltoztatásával gyors lesz az ív hossza. Ebben az esetben azt mondják, hogy az önszabályozás folyamata aktívan áthalad.
Fontolja meg, hogy a tápegység külső jellemzőinek megjelenése hogyan befolyásolja az önszabályozás tevékenységét. A 3. ábra az áramforrások három különböző jellemzőjét mutatja: egy lombkorona (p), merev (G), növelve (B).
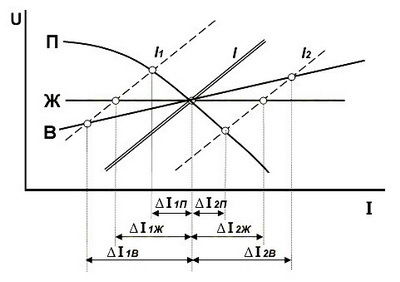
3. ábra A külső forrás jellemzőinek hatása
az áramváltozáskor, amikor az ív hossza ingadozik
A legélesebb ingadozása a jelenlegi hatályos nyújtó aktív önszabályozás lesz egyre jellemzői a tápegység, egy szűk jellemző önszabályozás kevésbé fordul elő, aktívan, még kevésbé aktívan akkor fordulhat elő, ha súlya a jellemző. Ezért, ha a hegesztés során a hegesztés viszonylag lassan alkalmazható, lehet használni egy vetülék és kemény tulajdonságok. Ez általában akkor történik, ha a hegesztés alatt fluxus alatt van, amikor a huzal átmérője elég nagy, és a betáplálási sebesség viszonylag kicsi, és ingadozik az 50-200 m / óra tartományban. Ha az alábbi huzal szén-dioxid átmérőjű hegesztése, így biztosítva az adagolási sebesség nagy teljesítményét - akár 400 m / h. Ebben az esetben kemény jellemzőket kell alkalmazni. Ha a kényszerű üzemmódok hegesztése nagyon nagy vezetékes adagolási sebességeken lehetséges, a tápegységek használata növekvő jellemzőkkel rendelkezik.
A kézi félautomata és automata hegesztéshez használt hűtési jellemzőkkel rendelkező tápegységek nem használhatók, mivel nem nyújtanak önszabályozás az ívhossz és a hegesztési folyamat stabilitását.
Az önszabályozás elvének megfelelően hegesztőgépek Az ívhossz automatikus szabályozásának elvét alkalmazzák. Az a tény, hogy a hegesztés folyamatában a jármű adagolási aránya nem állandó, de az ív hosszától függ, és ezért a feszültségeket. A vezeték adagolási sebességének szabályozása az ív és az etetési mechanizmus motorja közötti visszajelzés miatt történik.
Az áramforrások hegesztési forrásainak osztályozása.
A hegesztési telepítés fő elemei: hegesztési feszültség vagy tápegység forrása (a továbbiakban: - IP); működtető mechanizmus; összekötő elemek (tömlők, kábelek); Segédelemek (hengerek, szerelvények, berendezések stb.). A kiválasztott hegesztéstől függően megkülönböztethető a következő típusú hegesztőberendezések:
Kézi íves hegesztéshez bevont elektródákkal bevont elektródákkal (MMA módszer):
- Transzformátorok (Ajánlott: váltakozó áramhegesztéshez) ;
- egyenirányítók (Úgy tervezték, hogy állandó áramra van-e hegesztve) ;
- Inverterek(Az állandó áramhegesztéshez - d.c. Get inverter rendszer) .
A fémhuzal félig automatikus hegesztéséhez (MIG / MAG módszer) - hegesztés félautomatikusAlapforrásból (beépített vagy autonóm), vezérlőegység, etetőszerkezet és speciális hegesztőégő.
A fémhuzal automatikus hegesztése a védőgázok környezetében vagy a fluxus hegesztőgépek (önjáró traktor típusa, felfüggesztett vagy bolygófejek) alatt.
A nem együttérzés (volfrám) elektróda kézi ívhegesztéséhez az inert védőgázokban (TIG módszer - speciális változó és / vagy DC hegesztési beállítások.
A hegesztési eljárás egyik fő jellemzője a hegesztési ív statikus volt-ampere jellemzője (wa), amely tükrözi a hegesztési ív feszültségét és teljesítményét. Az ARC oszlopban lévő fématomok ionizációjának sajátosságai miatt az ARC jellemzője három részből áll - csökkenő, statikus és növekvő. A hegesztési ív statikus volt-ampere jellemzője az 1. ábrán látható. Négy.
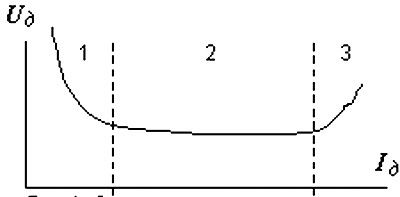
Az ív statikus volt-ampere jellemzője.
Az ív stabilégéséért az EGYSZERŰSÉG SZÜKSÉGES AZ ARC (UD és ID) és az áramellátás (UP és IIP) áramának feszültsége és árama között szükséges. Könnyen észre, hogy ezen egyenlőség esetén lehetséges, ha a metszéspontja a voltamper jellemzőit az ív és az áramforrás olyan pontok stabil égő ív, ahogy az ábra. 5.
Keményen növekszik
A tápegységek Fig.5 volt-ampere jellemzői
a statikus ívektől való korrelációjukban.
Kézi ívhegesztés (MMA módszer) rövid sűrűségű (az áram és az elektróda átmérőjének aránya). Ebben az esetben az ívhossz oszcillációjának köszönhetően az ív feszültség változik, és a volt amperme jellemzője leeső alakja (4. ábra 1. zóna). Ezért gépi hegesztéshez, egy IP a csökkenő voltamper jellemző, amelyek nagyon nagy dőlésszög, hogy a tengely a jelenlegi (meredek szemű jellemző), főleg; Az ilyen volt-ampere jellemző biztosítja az aktuális ingadozások hiánya, ha az ív feszültség megváltozik.
Félautomata hegesztési a MIG / MAG ív stabil részben a voltos-amper jellemző (zóna 2 ábrán. 4.), így a PI ilyen hegesztési eljárást kell egy kemény vagy súlyú voltamper jellemző.
Az IP-t egyre növekvő jellemzővel főként az automatikus hegesztés az áramlás alatt és a felületen.
Hegesztési transzformátorok.
Az AC hegesztési ív egyik jellemzője a PI áramának és feszültségének periodikus változása az ARC égésének megszakadása miatt, amikor az aktuális görbe nulla értékeken mozog (az ív kialszik). Külsőleg ez az égő ív éles hangja és a folyékony fém fokozott fröccsenése. Minden hegesztő transzformátor feszültségű transzformátorok. A kézi ívhegesztéshez használt transzformátorok Volt-Amperei jellemzői hűvösek. Ahhoz, hogy növeli a stabilitást az égő az ív, az induktív ellenállását az ív lánc növeli, amelyre egy további reaktív tekercs általában tartalmazza a transzformátor szekunder áramkör.
Az úgynevezett megnövekedett mágneses szórással rendelkező transzformátorok a leggyakoribbak. Ezekben a transzformátorokban a tekercs tekercseket a mágneses csővezeték rúdja elválasztja. Ha a transzformátor működik, a mágneses fluxusok egy része a mágneses csővezetéken kívüli levegőbe bezáródik, és eloszlik, amelyek a nevet adták ezeknek az eszközöknek. Az ilyen transzformátorok áramának beállítása mágneses fluxusok cseréjével történik úgy, hogy a tekercsek tekercsek tekercseit csúsztatják a mágneses csővezeték magasságában (a TD sorozat belföldi transzformátorai), vagy a mágneses anyagoktól a mágneses anyagokból származó mozgatható shunts bevezetése a mágneses csővezeték ablakba (TDM) Transzformátorok). A nagyobb teljesítményű transzformátorok használt automata és elektromos pajzs hegesztés, ezek állítható mágneses sönt van - külön fojtó elhelyezett mágneses csővezeték ablakot, és a szabályozott kisfeszültségű (TDF transzformátorok). Megnövekedett mágneses szórás transzformátorok, szabályok, csökkenő vagy hűvös volt-ampere jellemző.
Egy másik, kevésbé gyakori hegesztő transzformátorok - transzformátorok normál mágneses szórással. Ezekben az eszközökben a tekercsek a primer és szekunder tekercsek találhatók koncentrikusan a zárt mágneses mag a rúd típusú, így a szóródása mágneses áramok gyakorlatilag hiányzik. Ennek köszönhetően a Volt-ampere jellemzőt egy fúró vagy merev. Az ilyen transzformátorok beállítása a másodlagos tekercselő áramkörének további induktivitásának bevezetésével történik, amelynek következtében az áram van. A további induktivitás elrendezésétől függően a transzformátorok együttesen és külön reaktív tekercsen vannak megkülönböztetve.
Mert Hegesztési transzformátorok szakosodott áramforrások, rendszereket használnak az úgynevezett telítettség fojtó. Ezzel a sémával a reaktív tekercs több tekercselésből áll, kétfo-poy páncélos mágneses áramköri fajtára; A reaktív tekercs fordulata a mágneses csővezeték szélső rúdjára van tekercselve, és az ellenőrzött tekercselés, amelyet egy közvetlen áramerősséggel táplál, a magnetizációs áramnak nevezik a középső rúdon. Beállítása a mágnesező áram lehet változtatni a széles határok az áram a szekunder áramkör a transzformátort, azaz Hegesztési áram.
Hegesztőberendezések.
Az állandó áramhegesztés magasabb minőségű hegesztett kötést biztosít a váltakozó áramhegesztéshez képest. A nulla áramértékek hiánya miatt az ív égésének stabilitása nő, a szabályozás mélysége nő, a fröccsenés csökken, az ív védelme javul, a fém erőssége javul hegesztett varrásA varródási hibák száma csökken, és a csökkentett fröccsenés javítja az adalékanyag használatát, és egyszerűsíti a hegesztett kötés levágását a salakból és a fagyasztott fém fröccsenésekből. Mindez arra a tényre vezetett, hogy a felelős vegyületek magas színvonalú varrásainak hegesztéséhez egy állandó áramhegesztés használható. Ezenkívül sok anyag nagy ötvözetű és hőálló acél, öntöttvas, titán, rézalapú ötvözetek és nikkel hegesztve csak állandó áramon. Különösen, a félautomata hegesztési fémhuzalból a védekezési gázokban (MIG / MAG módszer) - a legtermelékenyebb és egyetemes hegesztési módszert alkalmazzák a DC PI.
A hegesztő egyenirányítókat olyan tápegységeknek nevezik, amelyekben a közvetlen áramot az AC ipari frekvenciát félvezető szelepekkel történő kiegyenesítésével állítjuk elő. A hegesztési egyenirányítók közös elemei hálózati transzformátor, egyenirányító blokk és üzembe helyezési, mérő- és védőfelszerelések.
A legreatívabb egyenirányítók a háromfázisú áram használata. A grafikonok a 6. ábrán látható, hogy látható, hogy a jelenlegi áram görbe egy hat-fázisú rendszer jelentősen bestly eleget tesz a hegesztési mint egyfázisú.
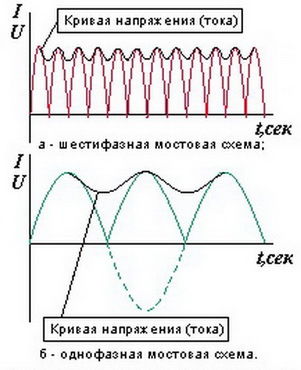
6. ábra Javított hegesztési görbék görbék
Az egyenirányító blokk (WB), az alacsony fázisú erőátviteli transzformátorokat általában használják, az eszközön és az előző szakaszban ismertetettekhez hasonló művelet elvét. A WB maga összeszerelt vagy mentén egy háromfázisú hídkapcsolás, vagy egy hat-fázisú hídkapcsolás egy kiegyenlítő reaktorban - elválasztva szekunder tekercsei a hálózati transzformátor, csatlakozik két „csillag” (Larionov - Grenza rendszer). Mindkét rendszerben a feszültség ismételhetősége megegyezik a hatszoros teljesítményfrekvenciával (az ipari frekvencia hagyományos váltakozó áramának - 300 Hz). Ez lehetővé teszi, hogy egy kiegyenesített áram, amelynek feszültsége pulzálás kisebbek a hagyományos, egyfázisú híd két beszéd áramkör gyűjtött négy szelep (négy centle hídkapcsolásokkal általánosan használt egyszerűbb háztartási osztályú egyenirányító).
A hegesztési áramkörben szereplő speciális feszültségstabilizátorok használata miatt lehetséges, hogy sima áramgörbét kapunk a kiegyenesített feszültség minimális hullámaival. A nem kezelt félvezető szelepeket használják az áram - szilícium vagy szelén-diódák - és szabályozott szelepek - tirisztorok (általában szilícium) kiegyenesítésére. A szilícium-diódák kis méretűek és magas hőállósággal rendelkeznek, de nagyon érzékenyek az aktuális túlterhelésekre. A Selena szelepek elismerik a kevesebb áramértékeket, de nagy ellenállással rendelkeznek a túlterhelésekkel és a jellemzők kis változásával. Használatuk nagymértékben leegyszerűsíti az egyenirányító általános diagramját, és növeli erejét az aktuális túlterhelésekre. A tirisztorok használata megköveteli a speciális felfedezéses vezérlőegységek használatát a tirisztorok, és általában a tirisztorok erőteljesebb és drágább ipari berendezésekre vannak felszerelve.
A félvezető szelepek bizonyos hőmérsékleti és aktuális üzemmódot igényelnek. Ezért fontos elemei bármely hegesztési egyenirányító a WB hűtőrendszerek: a hűtési radiátorok a szelep, a ventilátor, amely be van kapcsolva kezdete előtt az egyenirányító, a jelenlegi túlterhelés védelem blokkok (biztosítékok vagy áram védőrelék) és termikus biztosítékok - Termosztát és szél relék, húzza le az egyenirányítót, ha túlmelegszik a WB vagy a ventilátor meghibásodásánál.
A hegesztési áram beállítása A hegesztő egyenértékűek kétféleképpen történik - elektromechanikus és elektromos. Az elektromechanikus beállítással egyenirányítóknál az aktuális változás a WB-re történik, vagyis a megadott hegesztési paraméterek áramának és feszültségének váltakozó árama minden fázisban egyenesítő szelepekre kerül. Ebben az esetben a megnövekedett mágneses szórással (csúszó tekercsekkel) és normál mágneses szórással (kontrollos mágneses shunt) -vel rendelkező transzformátorok vannak az előző szakaszban.
A hegesztőáram egy másik típusú elektromechanikus beállítása a hegesztési egyenirányítókban a megosztott tápegységű tekercselőkkel való egyenirányítók, amelyekben a tápszerkezet elsődleges tekercselése több tekercsből áll a teljes magból, amelyek a Galéria-kapcsoló segítségével sorozatban vannak csatlakoztatva, Míg az elsődleges áramváltó áramkör aktuális változásai bekövetkeznek.. Az ilyen egyenirányítók egyszerűek a gyártás és a megbízható működésben. Merev volt-ampere jellemzője van, és alkalmasak félautomata hegesztésre a védőgázok környezetében (MIG / MAG módszer), azaz. Azokban az esetekben, amikor egy IP után egy másik áram beállítása lehetséges (minden szakaszban sima).
Egy másik típusa egyenirányító voltos-mellékelt transzformátorok (VDT), összeállított sorozat a szekunder lánc a transzformátor. Az erőátviteli transzformátor másodlagos tekercselése és a VDT másodlagos tekercselése lehetővé teszi, hogy folyamatosan megváltoztassa az aktuális erőt. A sima szabályozás (minden szakaszon belül) a VDT elsődleges tekercselésének megváltoztatásával történik. Az ilyen rendszerek lehetővé teszik, így nehezen voltamper jellemzői (félautomata hegesztési a védő gázok környezet) és a beállított hegesztési mód távolról. Az ilyen típusú egyenirányítóknál a szokásos mágneses szórással és telítési fojtóval rendelkező erőátalakítók használhatók. Ez lehetővé teszi a visszajelzések bevezetését és stabilizálja a PI munkáját egy adott üzemmódban, és maga az egyenirányítónak van egy hűvös volt-ampere jellemzője, amelyet kézi ívhegesztéshez használnak az olvadó elektródákkal (TIR-300 tyrisztor egyenirányító telítettséggel).
A hegesztési egyenirányítók elektromos beállító áramkörei a WB vagy közvetlenül a WB-ben történő hegesztőáram megváltoztatására épülnek. A tranzisztor jelenlegi szabályozókkal való egyenirányítók erős áramgazdálkodási elven alapulnak, mivel a gyengébb áram változásai vannak. Ezekben a rendszerekben a WB után egy egymás utáni hegesztési ív tartalmaz egy párhuzamosan összekapcsolt tranzisztorok blokkját. Ez lehetővé teszi, hogy megváltoztassa az íváramot, amely túlterhelt. A tranzisztor aktuális beállítási rendszereinek használata hűvös volt-ampere jellemző, az áram beállításainak széles spektrumával és egy nagy stabil ívvel, amely lehetővé teszi az ilyen egyenirányítókat az automatikus argon-ívhegesztéshez, nem kompatibilis elektróddal (TIG módszer) nagy ötvözött acélok és ötvözetek réz vagy alumínium alapján.
A tirisztor áramszabályozói egyszerűsítő és elosztott sémája, amelyben félvezető tirisztorokat használnak egyenirányító szelepekként. Az ilyen egyenirányítók Volt-AMPS-jellemzőinek képződését a fázis-impulzusvezérlő egység által szolgáltatott tirisztorok kontroll impulzusai idő elteltével végezzük. A kontrollimpulzusok ellátásának időtartamának változása a hatfázisú híd áramkör és az ív áramváltozások egy adott ágának tirisztorai alternatív felfedezése szabályozza. Ez lehetővé teszi a sima beállítás (beleértve a távoli) hegesztési áramot, és magas stabilizációt és feszültség ívet kap. Az ilyen rendszerek szerint az olvadó elektródákkal ellátott légi járművek széles körben ismert egyenirányítói vannak kialakítva (hűvös volt-ampere jellemzővel) és VDS félautomata hegesztéssel a védőgáz környezetben jellegzetes). A tirisztorról szóló szabályozás további fejlesztése a B sorozat egyenirányítója kettős volt-ampere jellemzővel - hűvös és vetülékkel. Ezeknek az egyenirányítóknak a hálózati transzformátora két másodlagos tekercsel rendelkezik, és kapcsolása lehetővé teszi, hogy kettős volt-ampere jellemzőjét kapjon, és lehetővé teszi az egyenirányítót mind a kézi, mind a félautomata hegesztéshez.
Hegesztéshez műhely körülmények között, multipostela egyenirányítók, amelyek elegendő erő és képes ellenállni a nagy túlterhelés mind értékét a jelenlegi és a sebesség az emelkedés a hegesztési áram. Alapvetően, multiplated egyenirányítók merev voltamper jellemzőit és szánják gépi hegesztéshez olvadó elektródákkal. Ebben az esetben két réz- vagy alumíniumcsík buszvonala, amely a Workshop falakon vagy fémszerkezetein lévő szigetelőkön rögzítve van, csatlakozik a VI kimeneti termináljaihoz. A jelenlegi ellenőrzési egyes hegesztési utáni végzi az úgynevezett előtét risostats képviselő eszköz egy sor ellenállás elemek egy faheral vagy nikróm huzal és kapcsolók váltani az ellenállás lépéseket párhuzamosan csatlakozik. A Ballast Rheosztat szakaszának beillesztése lehetővé teszi, hogy beállíthassa az egyik hozzászólás hegesztési áramát, és a feszültségcseppek miatt egy hűvös volt-ampere jellemző alakul ki. Az ilyen rendszerek elfogadottak használatakor multipostive egyenirányítók VKSM-1000, VDM-1001, VDM-1201, VDM-1601 ballaszttal köpenyt RB-301 vagy RB-302. Mindezen egyenirányítók ellenőrizhetetlenek, mivel a kimenet mindig a hegesztési áram azonos értékét szolgálja a névlegesnek.
Hegesztő inverterek
A hegesztési áram legmodernebb és technikailag összetett forrásai hegesztő inverterek. Az úgynevezett "klasszikus" típusok (azaz transzformátorok és egyenirányítók) statikus IP-vel ellentétben az invertereknek nincs áramforgója. A hegesztési frekvenciaváltó összes működése az elektronmikroprocesszoros áramkör fáziseltolódásának (inverziójának) elvén alapul, kifinomult áramerősséggel (általában az IGBT mikroprocesszor). Az ilyen elv alkalmazásának köszönhetően a Volt-ampere jellemzők széles választékát lehet elérni - a hűtéstől a növekedésig - egy nagyon sima áram görbével, amelynek eltérései a százalékos tizedének szintjére csökkennek, amely lehetővé teszi a kiváló minőségű hegesztés elérését. A nagyfrekvenciás generátor áramkörbe való felvétel kiterjeszti a tápegység körét, és lehetővé teszi számukra, hogy szinte bármilyen ívhegesztési módszerre és plazma vágásra használják őket. Az alacsony teljesítményű kis tömeges számlavezető inverterek nagyon ígéretesek a felhasználásra Különösen a felelős fémszerkezetek és csővezetékek, amelyek növelik a hegesztett ízületek követelményeit. És a munkakörülmények nem teszik lehetővé a munkahelyi körülmények között működő terjedelmes ipari berendezések alkalmazását. Erőteljes ipari típusú inverterek lehetővé teszik a hegesztő komplexek létrehozását bármilyen típusú ívhegesztéshez, amelyet az aktuális forráson alapuló moduláris elv szerint építenek. Minden inverternek sima beállítása van a hegesztési áram és a mikroprocesszor digitális diagramja és a memóriatűsek bevezetése lehetővé teszi, hogy több leggyakrabban használt hegesztési mód memorizációját szervezzen.
A komplex és drága elektronika jelenléte, amely különleges hűtési körülményeket igényel, növeli a költségeket, de a kapott magas színvonalú hegesztett kapcsolatok És a hegesztési módszerek széles köre teszi őket az ipari használatra, különösen a különböző anyagok komplex és felelős fémszerkezeteinek előállításában.