Szimbólumok a hegesztési szerkezetek rajzain. Hegesztési jelölés
A hegesztéssel összekapcsolt részekből álló mechanizmus összekapcsolása egy szerelőegység, és rajzolása az ilyen egységekre elfogadott szabályok szerint történik. Az ilyen kapcsolatok elemei a vágásokon és a szakaszokon különböző irányokba ütköznek, varratok, paraméterek stb.
Másrészről, ha a hegesztett részt más alkatrészekkel szerelik össze, akkor az összes elem (szakaszban) egy irányban kikelt (ez azt mutatja, hogy hegesztett). A hegesztések, az ilyen (szerelési) rajzok paraméterei nem jelennek meg.
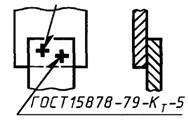
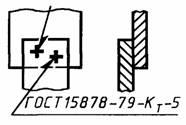
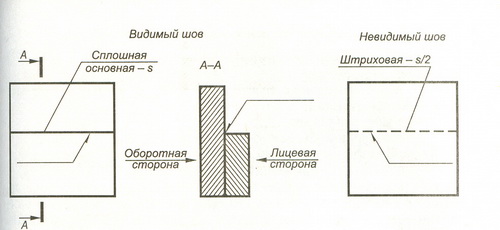
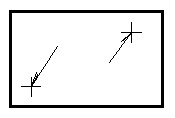
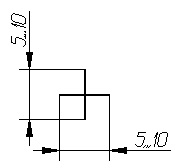
Öltések a rajzokon hegesztett kötések a részletek a GOST 2. 312-72 szerint jelennek meg és jelennek meg. A látható varratokat egy szilárd fővonal, a láthatatlanok képviselik - szaggatott (pontozott) vonalakkal (a hegesztési módtól függetlenül). A ponthegesztésnél a látható egyetlen hegesztési pontot egy + jel (5–10 mm-es magasság és szélesség) ábrázolja, a rajzon látható láthatatlan egyetlen pont nem jelenik meg.
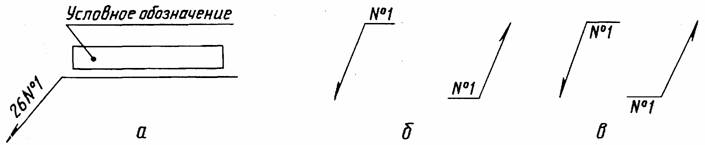
A varrás szimbólumot alkalmazzák:
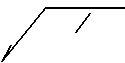
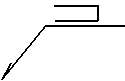
a) az elülső oldalról a varrás képéből húzott vezetővonal polcán (lásd 6.8. ábra, a);
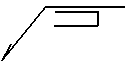
b) a hátoldalon levő varrásképből levont vezetővonal polc alatt (lásd 6.8. ábra, b). A hívásvonal egyirányú nyíllal végződik.
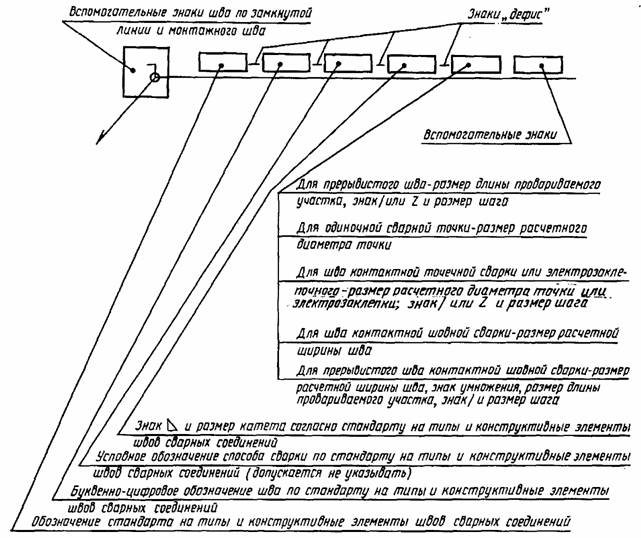
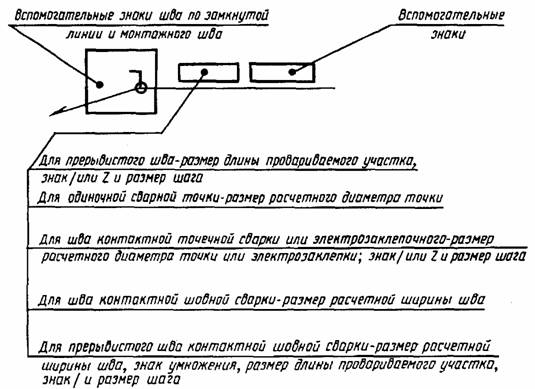
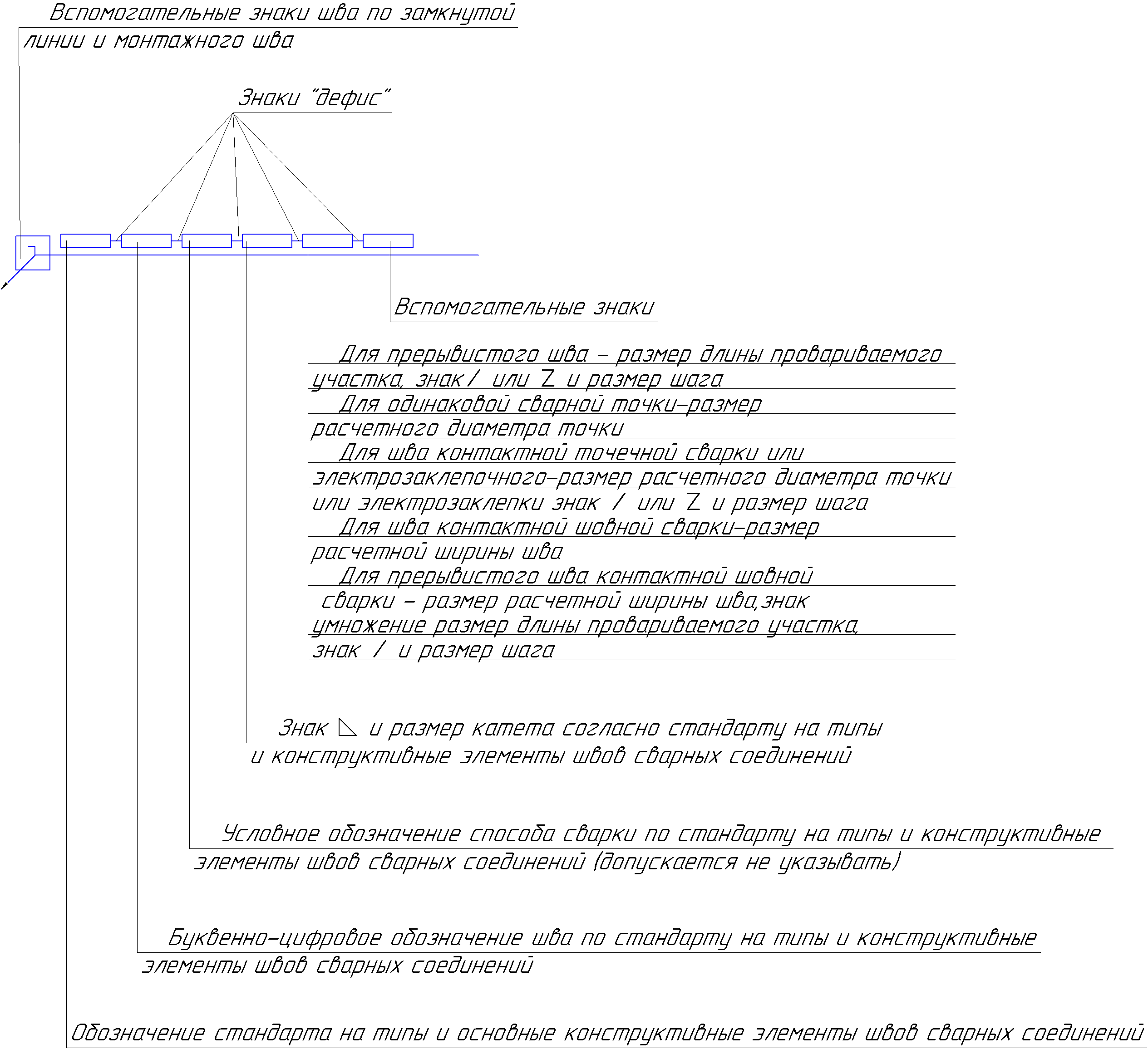
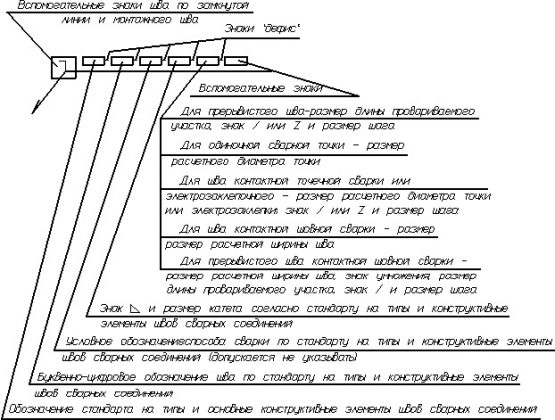
A hegesztés szimbóluma általában az 1–9
(lásd 6.8. ábra):
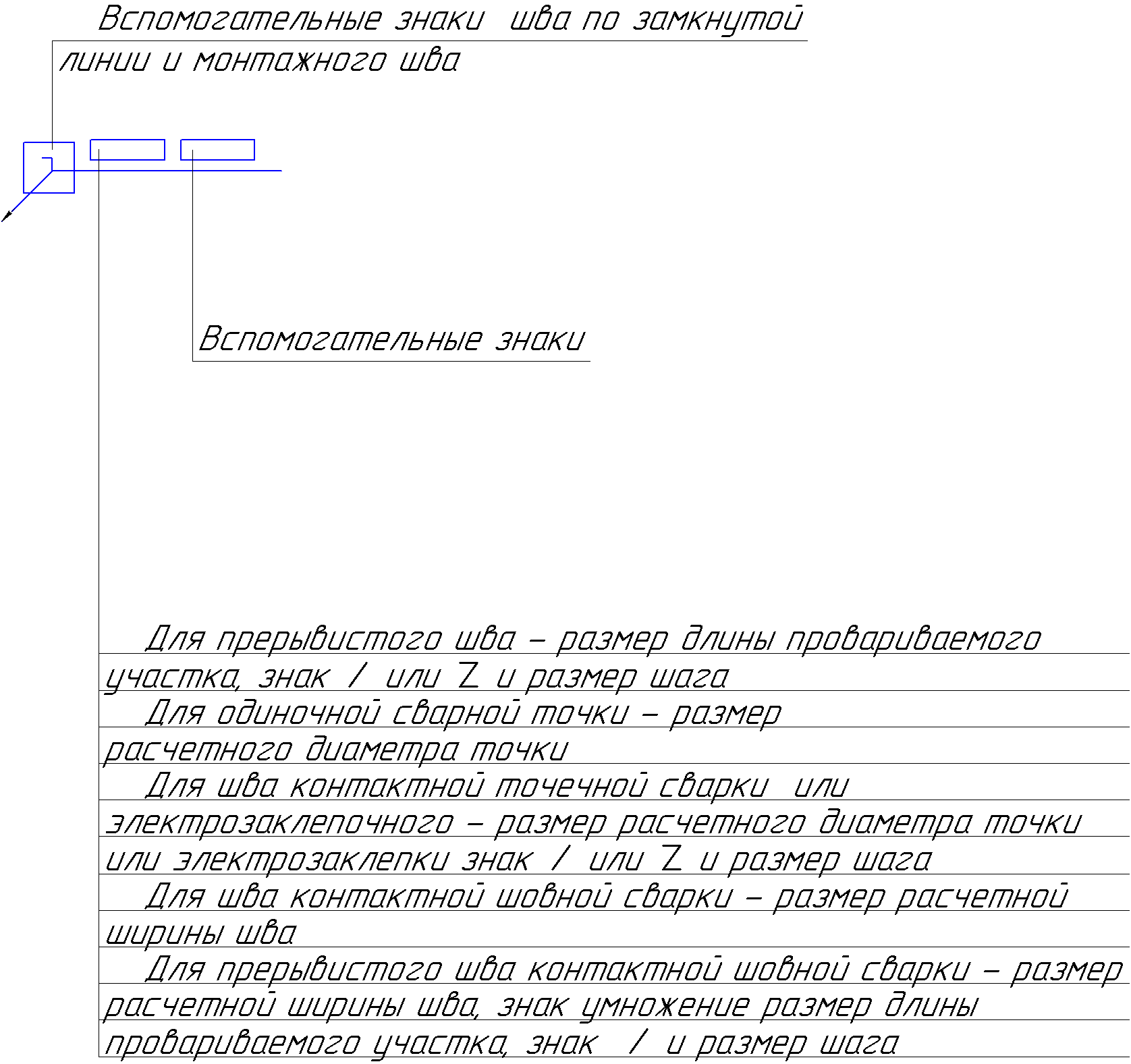
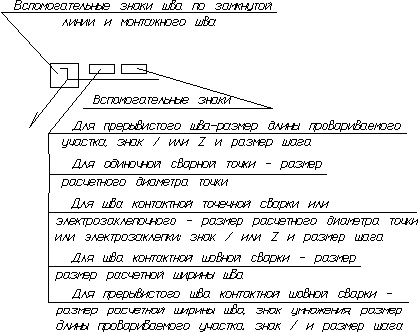
1 - segédhegesztési jel: by zárt vonal vagy összeszerelés (lásd 6.17. táblázat);
2 - a hegesztett kötések hegesztési típusainak és szerkezeti elemeinek szabványos megjelölése:
a) GOST 5264-80. utasítás ívhegesztés. Hegesztett kötések - a varratok fő típusai és szerkezeti elemei;
b) GOST 8713-79. Víz alatti hegesztés. Hegesztési kötések;
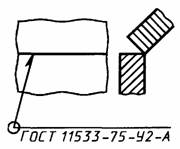
c) GOST 11533-75. Automatikus és félautomata ívhegesztés. Hegesztett hézagok akut és tompa szögeknél - az illesztések fő típusai, szerkezeti elemei és méretei a hegesztett elemek elhelyezésével akut és homályos szögben;
g) GOST 11534-75. Kézi ívhegesztés. Hegesztett kötések éles és homályos szögeknél;
d) GOST 15878-79. Érintkező hegesztés. Hegesztési kötések;
e) GOST 23792-79. Kapcsolja be az elektromos hegesztett csatlakozásokat;
g) 23518-79 GOST. Gáz árnyékolt ívhegesztés.
Hegesztett kötések éles és homályos szögeknél;
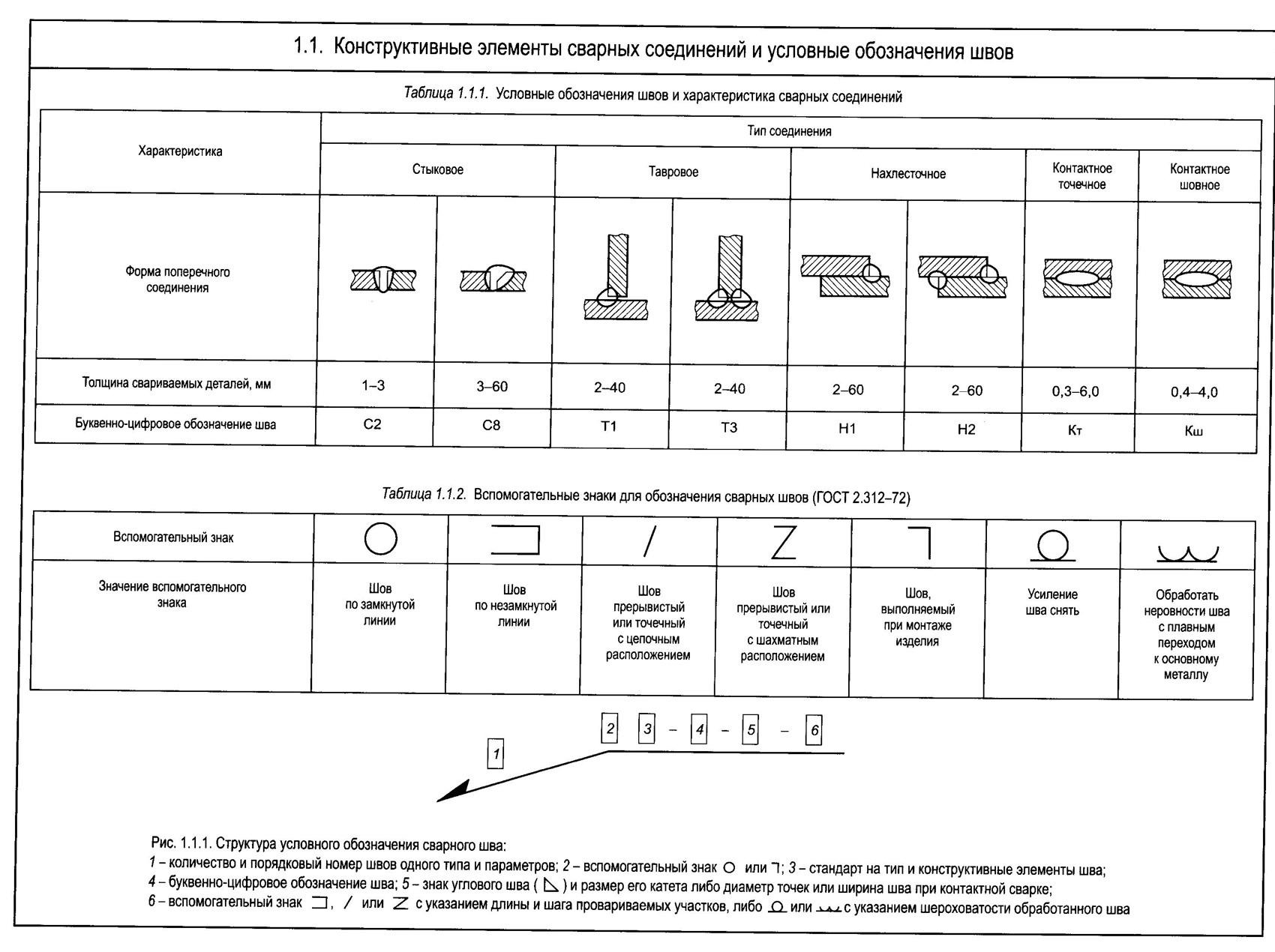
3 - a varratok alfanumerikus megjelölése a szabvány szerint
(GOST 5264-80) a hegesztett hegesztések hegesztéseinek típusairól és szerkezeti elemeiről (a betű jelzi az illesztés típusát és a számot - a hegesztési zónában lévő alkatrészek széleinek előkészítésének formáját: karimás, perem nélkül, ferde, stb.), Például: C8 - hegesztés, Y4 - szögletes, T3 - Tauri; H2 - átfedő ízületek.
A lapon. 6.18 a varratok alfanumerikus megnevezéseit mutatja be;
4 - a varrási láb jele és mérete (csak sarokvarratokhoz); a jel szilárd vékony vonalakban történik; A jelölés magasságának meg kell egyeznie a varrás megjelölésében szereplő számjegyek magasságával;
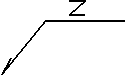
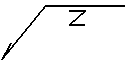
5 - kiegészítő karakterek: a szakaszos varratok - a főtt terület hossza, jel / vagy Z és pálya; az érintkezőhenger elektromos hegesztéséhez - a varrat számított szélessége; a folyamatos hegesztési hegesztési varrathegesztéshez a becsült hegesztési szélesség, szorzótábla, a hegesztési terület hossza, jel / pálya;
6 - segédjelek: távolítsa el a varrat varrását vagy a hegesztési réseket és a varrat egyenetlenségét az alapfémre történő átmenet révén (lásd 6.17. Táblázat);
7 - azonos varratok száma; Az azonos varratok kijelölését csak a képek egyikében alkalmazzák: a többi varrás képeiből húzza a polcokkal ellátott vonalakat. Minden azonos varrás egy sorszámmal van ellátva, amelyet alkalmazunk:
–A vezetővonalon varrással jelölt polccal;
- a kijelölt varrás képéből levont hívóvonal polcán, amely nincs kijelölve;
- egy láthatatlan varrás képéből levezetett hívóvonal polcán, amely nincs kijelölve.
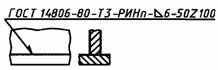
Ha a hegesztett alkatrészek összes varrata megegyezik, és a rajz egyik oldalán látható, akkor nem szabad sorszámot rendelni hozzájuk, hanem adja meg a varrás megnevezését a műszaki követelményekben. Ebben az esetben a varratok polc nélküli huzalvezetékekkel vannak jelölve. példa szimbólum T-csatlakozás hegesztés nélkül, kétoldalú, szakaszos elrendezéssel, manuális ívhegesztéssel: varrási láb 6 mm, hegesztési terület hossza 50 mm, pálya 100 mm: "GOST 5264-80 T3- 6-50 Z 100".
9 - a varrat (ok) megmunkált felületének érdességének megjelölése (jel).
A varratok érdességének megnevezése a rajz műszaki követelményeit eredményezheti, például: „érdesség hegesztések ».
A nem szabványos varrás (a varratok szerkezeti elemeinek méreteit nem szabványok határozzák meg) a rajzban a varrat teljesítéséhez szükséges szerkezeti dimenziók jelzése mutatja.
A varrás határai szilárd fő vonalakkal jelennek meg, és a varrási határokon belül az összekötendő részek széleinek szerkezeti elemei szilárd vékony vonalakkal jelennek meg.
A tervdokumentáció egységes rendszere.
Szimbolikus jelölések és hegesztések
A Szovjetunió Miniszterek Tanácsa Államtanácsának 1972. május 10-i 935. számú határozata megállapítja a határidőt.
01/01/73
A GOST 2.312-68 helyett
* Kiadás (2000. március) az 1. júliusban elfogadott 1. módosítással (IUS 10-91)
Ez a szabvány meghatározza a hegesztett kötések hegesztésének feltételes képeit és megnevezéseit az összes iparág termékeinek tervezési dokumentumaiban, valamint az építési dokumentációban, amelyben az építésben használt képeket és jelöléseket nem használják.
1. A HEGESZTÉSI CSERÉJEK KÉPE
1.1. A hegesztési varrat a hegesztési módtól függetlenül szokásos módon ábrázolja:
látható - szilárd fővonal (1. ábra a, c)
láthatatlan - szaggatott vonal (1. ábra g).
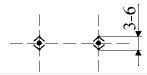
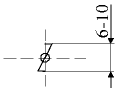
A látható hegesztési pontot a hegesztési módtól függetlenül szokásosan „+” jelzéssel ábrázoljuk (1. ábra) b), amelyet szilárd vonalakkal hajtunk végre (2. ábra).
A láthatatlan egyedi pontok nem ábrázolnak.
A varrás vagy egy pont képéből rajzoljon egy vonalat, amely egyirányú nyíllal végződik (lásd az 1. ábrát). Az ólomvezetéket előnyösen a látható varrás képéből húzzuk.
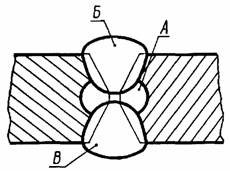
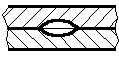
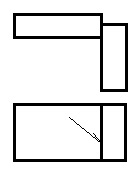
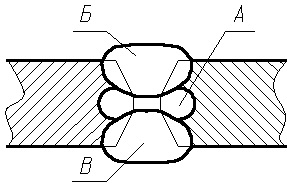
1.2. A többszöri varrás keresztmetszetén az egyes átjárók kontúrjait rajzolhatjuk meg, és az orosz ábécé nagybetűivel kell jelölniük (3. ábra).
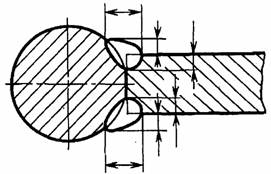
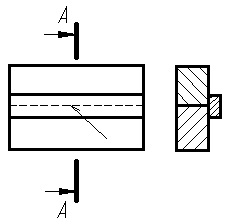
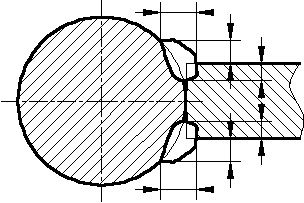
1.3. A varratokat, amelyek szerkezeti elemeinek méreteit nem szabványok határozzák meg (nem szabványos varrás), a rajznak megfelelően a varrat teljesítéséhez szükséges szerkezeti elemek méretei jelzik (4. ábra).
A varrás határai tömör fő vonalakkal jelennek meg, és a varrási határokon belüli élek szerkezeti elemei szilárd vékony vonalakkal vannak ábrázolva.
|
|
|
|
|
|
2. A HEGESZTÉSI CSATLAKOK REFERENCIAJELZÉSEI
2.1. A hegesztések kijelölésére szolgáló kiegészítő jeleket a táblázat mutatja.
|
Kiegészítő jel |
A kiegészítő karakter értéke |
A segédjel helyét a vezetővonal vezetőjéhez viszonyítva, a varrás képéből |
|
|
elölről |
hátulról |
||
|
A varrás megerősítése eltávolítható |
|
|
|
|
Folyamatos vitorlák és egyenetlenségek a sima átmenetre az alapfémre |
|
|
|
|
Végezze el a varrást a termék felszerelésekor, i. telepítéskor a telepítési helyen a telepítés helyén |
|
||
|
Megszakított vagy helyszíni varrás lánc elhelyezéssel A vonal dőlésszöge "60 ° |
|
|
|
|
Megszakított vagy helyszíni varrás szakaszos elrendezéssel |
|
|
|
|
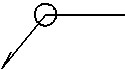
A varrat a zárt vonalon. A jel átmérője - 3 ... 5 mm |
|
||
|
|
Varrás nyílt vonalon. A jelölést akkor használják, ha a varrás helyzete egyértelmű a rajztól. |
|
|
jegyzetek :
1. A hegesztett kötés egyoldalas hegesztésének elülső oldalán vegye fel a hegesztési oldalt.
2. A kétoldalas hegesztés egy hegesztett kötés elülső oldalán aszimmetrikusan előkészített élekkel ellátott oldalukon a főhegesztés hegesztése történik.
3. A kétoldalas hegesztés elülső oldala szimmetrikusan elkészített élekkel mindkét oldalon elhelyezhető.
A varrás szimbólumban a segédjeleket szilárd vékony vonalakban végzik. A segédjeleknek ugyanolyan magasságúnak kell lenniük, mint a varrás megjelölésében szereplő számok.
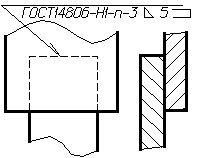
2.2. A szabványos hegesztés szimbólumának vagy egyetlen hegesztési pontjának szerkezete az ábrán látható (5. ábra).
A jel szilárd vékony vonalakban történik. A jel magasságának meg kell egyeznie a varrás megjelölésében szereplő számjegyek magasságával.
2.3. A nem szabványos varrás jelképének vagy egyetlen hegesztési pontjának szerkezete az ábrán látható (6. ábra).
A rajz technikai követelményeiben, vagy a varratok táblázatában a hegesztés módját mutatjuk be, amelyet nem szabványos varrással kell elvégezni.
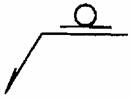
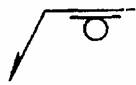
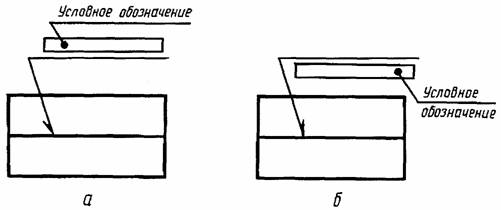
2.4. A varrás szimbólumot alkalmazzák:
a) az elülső oldalon lévő varrásképből húzott vezetővonal polcán (7. ábra) és);
b) a hátoldalon levő varrásképből húzott vezetővonal polcja alatt (7. ábra) b).
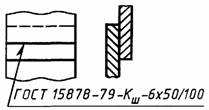
2.5. A varrás megmunkált felületének érdességének meghatározása a polcra vagy a vezetővonal polcjára kerül a varrás jelképe után (8. ábra), vagy a varratok táblázatában feltüntetve, vagy a rajz műszaki leírásában, például: "A hegesztések felületi érdessége paramétere".
megjegyzés . Ez a szabvány nem szabályozza az asztali varratok oszlopainak tartalmát és méretét.
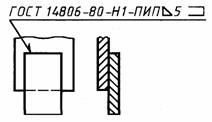
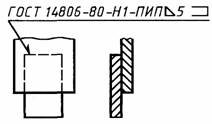
2.6 Ha egy hegesztési varratokhoz egy varrási vezérlőegységet vagy vezérlőegység-kategóriát telepítenek, jelölésük a vezetővonal alá kerülhet (9. ábra).
A rajzon található műszaki előírások vagy öltések táblázata a megfelelő szabályozási és műszaki dokumentumra mutató hivatkozást tartalmaz.
2.7. A hegesztési anyagok a rajzon szerepelnek a műszaki követelményekben vagy a hegesztési táblázatban.
A hegesztési anyagok nem megengedettek.
2.8. Ha a rajzon azonos varratok találhatók, a kijelölés az egyik képre kerül, a többi azonos varrás képeiből húzza a polcokkal ellátott vonalak. Minden azonos varrás egy sorszámmal van ellátva, amelyet alkalmazunk:
a) egy vezetővonalon, amelyen varrással jelölt polc van (10. ábra) a);
b) az elülső oldalról nem látható, a varrás képéből húzott vezetővonal polcán (10. ábra). b);
c) a varrás képéből levezetett vezetővonal polcja alatt, amely nem látható a hátoldalról (10. ábra). -ban).
Az azonos varratok számát fel lehet tüntetni a hívóvonalon, amelyen a megjelöléssel ellátott polc található (lásd 10. ábra) és).
megjegyzés . Az öltések azonosak, ha:
a keresztmetszetű szerkezeti elemek típusai és méretei azonosak;
ugyanazokkal a műszaki követelményekkel rendelkeznek.
2.9. A szimbólumok példái az 1. és 2. mellékletben találhatók.
3. A HEGESZTÉSI CSATLAKOZÁSOK MEGHATÁROZÁSA
3.1. Ha a rajzon olyan varratok vannak, amelyek ugyanazon szabvány szerint készülnek, akkor a szabványos megjelölést a rajz technikai követelményei jelzik (típusbejegyzés: „Hegesztett varratok ... by…”) vagy táblázat.
3.2. Nem engedélyezhetjük a sorszámot ugyanarra a varrásra, ha a rajzon lévő összes varrás azonos és egy oldalon (elöl vagy hátul) látható. Ugyanakkor a kijelölés nélküli varratok vonalak nélkül jelennek meg (11. ábra).

3.3. Szimmetrikus termék rajzánál, ha van egy szimmetria tengely a képen, akkor a vezető vonalakkal jelölhető, és csak a termék képének szimmetrikus részén jelölje meg a varratokat.
3.4. A termék rajzában, ahol azonos varratokkal hegesztettek azonos alkatrészek, ezeket a varratokat vonalakkal jelöltük, és csak az azonos részek egyikének képére lehet jelölni (lehetőleg azon kép esetében, amelyből a pozíciószámmal rendelkező vezetővonal látható).
3.5. A rajzon nem lehet vonalakkal jelölni az ízületeket, hanem a rajz műszaki leírásait tartalmazó hegesztési utasításokat adni, ha ez a rekord egyértelműen azonosítja a hegesztési pontokat, a hegesztési módszereket, a hegesztett kötések hegesztési típusait és szerkezeti elemeinek méretét keresztmetszetben és az ízületek elhelyezésében.
3.6. Ugyanazok a követelmények az összes ízület vagy öltéscsoport esetében egyszer - a műszaki követelményekben vagy az öltés táblázatban.
1. FÜGGELÉK
referencia
PÉLDÁK SZABÁLYOZÁSI SZEMBÓLUMOKRÓL
Hegesztett csatlakozások
|
vonás |
A rajzon látható varrás szimbóluma |
||
|
a varrás keresztmetszete |
elölről |
hátulról |
|
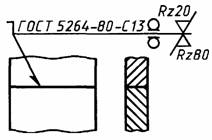
|
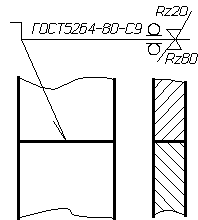
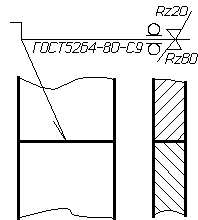
Varrási csuklós csatlakozás egy íves, egyoldalas, kétoldalas íves ívvel kézi hegesztés a termék felszerelésekor. A nyereség eltávolítása mindkét oldalról. A varrat felületi érdesség paramétere: elölről - Rz 20 mikron; hátulról - Rz 80 mikron |
|
|
|
|
Varrás sarokcsatlakozás kúpos szélek nélkül, kétoldalas, zárt vonalon történő automatikus merüléssel hegesztéssel |
|
|
|
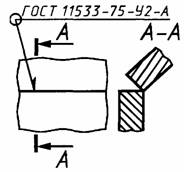
|
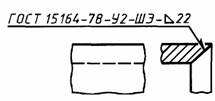
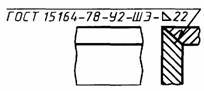
A sarokcsukló ferde ferde széle, amelyet huzalelektróda hajt végre. 22 mm-es varrás láb |
|
|
|
|
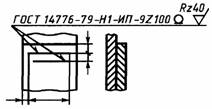
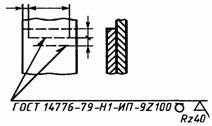
A körívhegesztés ívhegesztése a hegesztés során inert gázok olvadó elektróda. Becsült átmérőpont 9 mm. Szög 100 mm. A sakkpontok helye. A nyereséget el kell távolítani. Felületi érdesség paraméter Rz 40 mikron. |
|
|
|
|
Varrási csuklós csatlakozás kúpos szélek nélkül, egyoldalas, a maradék bélésen, hevítéssel fűtött gázzal töltő rúddal |
|
|
|
|
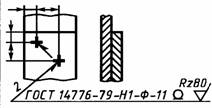
Egyik hegesztett átfedő illesztések merülő ívhegesztéssel. Az elektromos szegecsek átmérője 11 mm. A nyereséget el kell távolítani. Felületi érdesség paraméter Rz 80 mikron |
|
||
|
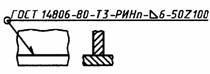
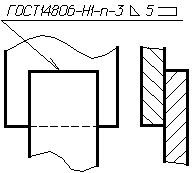
A T-csatlakozás kúpszegély nélküli varrása, kétoldalú, szakaszos elrendezéssel, inert gázok kézi ívhegesztésével, nem fogyasztható elektródával, zárt vonalon lévő töltőanyaggal. Lábszár 6 mm. Szög 100 mm. |
|
|
|
|
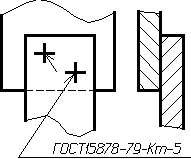
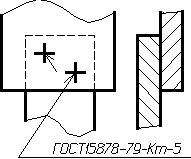
Egyetlen hegesztett átfedési illesztés történt. Az öntött magpontok becsült átmérője 5 mm |
|
|
|
|
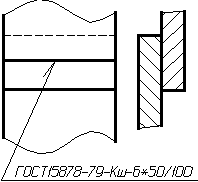
Lapos varrás szakaszos, futás. A varrás övezetének szélessége 6 mm. A hegesztési terület hossza 50 mm. Szög 100 mm. |
|
|
|
|
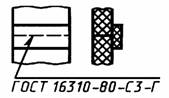
A körgyűrű varrása, egyoldalas, egyoldalas, félig automatikus ívhegesztéssel, inert gázokban egy fogyó elektródával. Varrás nyílt vonalon. A varrási láb 5 mm. |
|
|
|
(Módosított kiadás, 1. módosítás).
2. FÜGGELÉK
referencia
PÉLDA A NEM STANDARD SZEMÉLY FELTÉTELEI
Hegesztett csatlakozás
megjegyzés . A műszaki előírások szerint végezze el a következő utasításokat: "Kézi ívhegesztés".
A hegesztési kötések jelölése a GOST 2.312 szerint történik
A hegesztési varrat a hegesztési módtól függetlenül szokásos módon ábrázolja:
látható - szilárd fővonal;
láthatatlan - szaggatott vonal;
A látható hegesztési pontot a hegesztési módtól függetlenül szokásos módon egy „+” jel mutatja, amelyet szilárd fővonalakkal végeznek.
A láthatatlan egyedi pontok nem ábrázolnak.
A varrás vagy egy pont képéből rajzoljon egy vonalat, amely egyirányú nyíllal zárul. A Leader-vonalat előnyösen a látható varrásból húzza.
A multi-pass varrás keresztmetszetén az egyes szakaszok kontúrjait rajzolhatjuk meg, és az orosz ábécé nagybetűivel kell megjelölni.
A varratokat, amelyek szerkezeti elemeinek méreteit nem szabványok határozzák meg (nem szabványos varrás), a rajznak megfelelően a varrat teljesítéséhez szükséges szerkezeti elemek méretei jelzik.
A varrás határai tömör fő vonalakkal jelennek meg, és a varrási határokon belüli élek szerkezeti elemei szilárd vékony vonalakkal vannak ábrázolva.
|
Ábra. 2.1. Többszörös hegesztés szekcionált képe |
Ábra. 2.2 Nem szabványos varrás képe |
A hegesztések kijelölésére szolgáló segédjeleket a Tab. 2 .2.
A varrás szimbólumban a segédjeleket szilárd vékony vonalakban végzik.
A segédjeleknek ugyanolyan magasságúnak kell lenniük, mint a varrás megjelölésében szereplő számok.
Táblázat.2 .2 A hegesztések jelölésére szolgáló kiegészítő jelek
|
A kiegészítő karakter értéke |
A segédjel helyét a varrás képéből húzott vezetővonal polcjához viszonyítva |
|
|
elölről |
hátulról |
|
|
A varrás megerősítése eltávolítható | ||
|
Folyamatos átmenetek és alapértelmezett átmenet a folyamatban |
|
|
|
Végezze el a varrást a termék felszerelésekor, azaz telepítéskor a telepítési helyen a telepítés helyén |
|
|
|
A varrás szakaszos vagy egy lánc elrendezésű. Vonalszög ~ 60 о |
|
|
|
Megszakított vagy helyszíni varrás szakaszos elrendezéssel |
|
|
|
A varrat a zárt vonalon. A jel átmérője 3 ... 5 mm. |
|
|
|
Varrás nyílt vonalon. A jelölést akkor használják, ha a varrás helyzete egyértelmű a rajztól. |
|
|
Megjegyzés:
1. A hegesztett kötés egyoldalas hegesztésének elülső oldalán vegye fel a hegesztési oldalt.
2. A kétoldalas hegesztés egy hegesztett kötés elülső oldalán aszimmetrikusan előkészített élekkel ellátott oldalukon a főhegesztés hegesztése történik.
3. A kétoldalas hegesztés elülső oldala szimmetrikusan elkészített élekkel mindkét oldalon elhelyezhető.
A szabványos hegesztés vagy az egyetlen hegesztési pont jelképének szerkezete az 1. ábrán látható. 2 .3
A hegesztett kötések néhány szabványa:
GOST 5264 Manuális ívhegesztés. Hegesztett kötések. A fő típusok, szerkezeti elemek és méretek. GOST 8713 Flux Welding. GOST 14771 Gázvédő ívhegesztés.
A jel szilárd vékony vonalakban történik. A jel magasságának meg kell egyeznie a varrás megjelölésében szereplő számjegyek magasságával.
A nem szabványos hegesztés jelképének vagy egyetlen hegesztési pontjának szerkezete a 2. ábrán látható. 2 .4
Ábra.2 .3 A szabványos varrás szimbólumának szerkezete
2.4. Ábra: A nem szabványos hegesztés szimbóluma vagy egyetlen hegesztési pont szerkezete
A rajz technikai követelményeiben, vagy a varratok táblázatában a hegesztés módját mutatjuk be, amelyet nem szabványos varrással kell elvégezni.
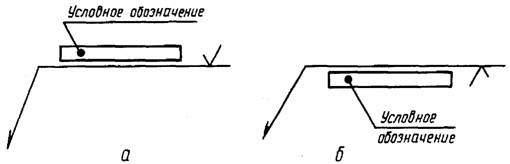
A varrás szimbólumot alkalmazzák:
a) a varrás elülső képéből húzott vezetővonal polcán (2. ábra .5, a);
b) a hátoldalon levő varrásképből húzott vezetővonal polcja alatt (2. ábra .5, b).
A varrás megmunkált felületének érdességének meghatározása a polcra vagy a vezetővonal polcjába kerül a varrás szimbóluma után, vagy a varratok táblázatában feltüntetve, vagy a rajz műszaki leírásában szerepel, például: "A hegesztések felületi érdességi paramétere ..."
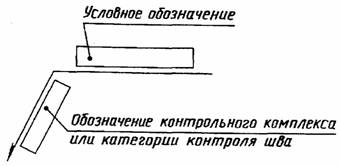
Ha a hegesztési varrathoz vezérlési komplexet vagy hegesztési vezérlési kategóriát alkalmaznak, jelölésük a vezetővonal alá kerülhet (2. ábra .6).
A műszaki előírásokban vagy a rajzon lévő öltések táblázatában a megfelelő szabályozási és műszaki dokumentumra utalunk.
A hegesztési anyagok a rajzon szerepelnek a műszaki követelményekben vagy a hegesztési táblázatban.
A hegesztési anyagok nem megengedettek.
Ha a rajzon azonos varratok találhatók, akkor a jelölés az egyik képre vonatkozik, a többi azonos varrás képeiből húzódó vonalak húzódnak. Minden azonos varráshoz ugyanaz a szám van megadva, mint amelyet:
a) egy vezetővonalon, amelyen egy varrással megjelölt polc található (2.7. ábra);
A hegesztési varratok egyszerűbb megnevezése.
A rajzon lévő varratok jelenlétében, ugyanazon szabvány szerint készültek, a szabvány megnevezése a rajz technikai követelményeiben szerepel (típus szerinti feljegyzés: "Hegesztett varratok ... ...") vagy táblázat.
Nem engedélyezhetjük a sorszámot ugyanarra a varrásra, ha a rajzon lévő összes varrás azonos és egy oldalon (elöl vagy hátul) látható. Ebben az esetben a kijelölés nélküli varratok vonalak nélkül jelennek meg.
A varratok azonosak, ha: a szerkezeti elemek típusai és méretei azonosak a keresztmetszetben; ugyanazokkal a követelményekkel rendelkeznek
Táblázat.2 .3 A hegesztési varratok szimbólumai
|
Varrás jellemző |
A varrat keresztmetszete |
A rajzon látható varrás szimbóluma |
|
|
elölről |
hátulról |
||
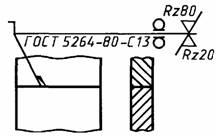
|
A varrási csuklós csatlakozás egy kétoldalas, egy él görbületi ferdén, amelyet a termék telepítése közben kézi ívhegesztéssel végeznek. A nyereség eltávolítása mindkét oldalról. Seam érdesség paraméter: Az elülső oldalról - Rz 20 mikron; Hátulról Rz 80 mikron |
|
|
|
|
Egyszeres hegesztett átfedési pontok az ellenállás ponthegesztéssel. A becsült pont átmérője 5 mm. |
|
|
|
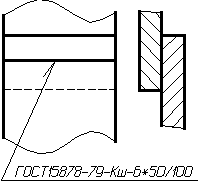
|
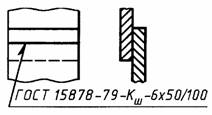
A körhegesztés szakaszos, ellenállás-hegesztéssel történik. Csukló szélessége 6 mm. A hegesztési terület hossza 50 mm. Szög 100 mm. |
|
|
|
|
A körgyűrű varrása, egyoldalas, kúpos perem nélkül, félig automatikus ívhegesztéssel, a fogyasztó elektródával védőgázokban. Varrás nyílt vonalon. A varrási láb 5 mm. |
|
|
|
Táblázat.2 .4 Példa a nem szabványos hegesztési varrás szimbólumára
Megjegyzés.A műszaki előírások szerint a következő utasítások készülnek: „Kézi ívhegesztés”.
A rajzokon a fémszerkezetek hegesztéseinek megnevezése a СН 460-74 szerint történik. A fémszerkezetek rajzaiban a hegesztések feltételes képeit a 2. táblázat mutatja. 2 .5. A hegesztett kötések hegesztési megnevezése a megadott dokumentum szerint ebben az esetben hosszabbító nélkül használható, közvetlenül a megfelelő hegesztés képe fölé vagy alá, függetlenül attól, hogy a hegesztés látható vagy láthatatlan.
Táblázat.2 .5 A fémszerkezetek tervezése során használt hegesztett kötések hegesztésének feltételes képei.
|
név |
Varrás kép |
Képméret, mm |
|
|
gyár |
felszerelés |
||
|
Hegesztési varrat, hegesztett varrat: |
|
||
|
a látható oldalról |
|
||
|
a láthatatlan oldalról |
|
||
|
Ugyanez az időszakos: | |||
|
a látható oldalról |
|
||
|
a láthatatlan oldalról |
|
||
|
A T-sarok vagy a csuklós kötés varrása, szilárd: |
|
||
|
a látható oldalról |
|
|
|
|
a láthatatlan oldalról |
|
||
|
Ugyanez az időszakos: | |||
|
a látható oldalról |
|
|
|
|
a láthatatlan oldalról |
|
|
|
|
Átfedéspont-kapcsolat, pontok készülnek ellenállás hegesztés |
|
|
|
|
Az átfedéspont-csatlakozás, a pontok ívhegesztettek |
|
||
Megjegyzések:
Itt K f a sarokvarrás lábszáma, l az szakaszos varrás szakaszának hossza, a a szakaszos varrás szakaszai közötti távolság.
Hegesztési képek, ha szükséges, kiegészítik a horony és a hegesztés geometriai méreteit bemutató részekkel.
Jogilag létrejött GOST-ok vannak, amelyekben a hegesztési varratok valamennyi megnevezése meg van határozva. Az összes funkció ismerete, a jegyzőkönyvek lehetővé teszik, hogy gyorsan és pontosan elvégezhesse a hegesztési részek összes munkáját. A rajzok sok jellemzővel rendelkeznek, például a különböző varratok azonos megnevezésével, vagy a hegesztett elemek számozásával. Csak a projekt összes "buktatójának" ismerete lehetővé teszi, hogy gyorsan megértsék annak lényegét.
Alapvető jelölés
Hegesztett szerkezetekben különböző vastagságú, méretű és formájú anyagokat használnak, továbbá az alkatrészek egymáshoz képest különböző pozíciókkal rendelkezhetnek. A hegesztés a rajzban a hegesztett szerkezeti elemek relatív helyzetétől függ. Összesen 5 típusú vegyületet telepítettek (a GOST 5264 és a GOST 14771 szerint):
- „C” dokkoló;
- „C” vég;
- "U" szögletes;
- „H” kör;
- "T" tavrovoe.
A rajzon lévő gombok olyan elemek kombinációja, amelyek egy felületen vagy síkban találhatók. A hegesztési alkatrészek folyamata a szomszédos végoldalakon történik.

A "C" végcsatlakozás az alkatrészek végső oldalán lévő elemek hegesztése, amelyben az oldalfelületek együtt vannak. Ezt a módszert használják alkatrészek alkatrészeinek hegesztésére vékony fém, annak érdekében, hogy kizárjuk az átégés lehetőségét. A hegesztési varratok kijelölése a rajzokon ugyanazon betűkkel, például csikk és vég, meg kell magyarázni a használt hegesztési varratok típusát.
A hegesztési varratok kijelölése a rajzokon egy H tőkével átfedő hegesztéssel. Ha a hegesztési részek párhuzamos vonalakon vannak elhelyezve, úgy, hogy az egyik elem részben átfedi egymást.
T a T-csatlakozó hegesztési rajzainak jelölése. Az egyik rész vége egy másik szögben (talán 90 fokos) van csatlakoztatva a másik rész végéhez.
Az utóbbi típusú "Y" - szögletes, olyan varrat, amely a hegesztett elemek helyes, akut vagy szögben elhelyezett szögének egymáshoz viszonyított elhelyezkedése következtében keletkezik.
A hegesztési varrat a rajzon, függetlenül attól, hogy milyen típusú hegesztést alkalmaztak, látható vagy láthatatlan.
A látható varrás típusát egy szilárd vonal jelzi, a láthatatlan varrást pontozott vonal jelzi. A rajzokon a „+” jelzéssel látható egy egyetlen hegesztési pont, amely látható, a láthatatlannak nincs megjelölése.
 Jellemzők a varratok meghatározására a rajzban
Jellemzők a varratok meghatározására a rajzban
Ha a rajz ugyanazon szabványok szerint készült varratokkal rendelkezik, akkor a hegesztési rajzok, szimbólumok azonosak lesznek, de ezt a rajz műszaki feltételeiben kell feltüntetni.
A rajzokon ugyanazokat a varratokat lehet számozni, de csak akkor, ha az összes varrás azonos, és egyoldalas képpel rendelkezik, például csak elölről vagy hátulról. Ha a varrás nem rendelkezik jelöléssel, akkor a rajzban azt kell jelölni, mint egy vonalat - olyan vezetőt, amely nem rendelkezik polcokkal.
A szimmetrikus termék rajzában a hegesztés jelölése egy vonal - kihívás, és a varratokat csak a termék egyik szimmetrikus részén kell feltüntetni. De ez csak akkor lehetséges, ha van egy szimmetria tengely.
Rajzok: GOST követelmények
Hegesztés, jelölés a GOST-rajzon, ahol az egyik rész azonos összetevői vannak, amelyek azonos típusú hegesztéssel vannak hegesztve, vonalak-kihívásoknak nevezhetők. A varratok megjelölése csak a rész egy részében lehet, a legjobb megoldás a kép, amely mellett a vonal - felirat.
Bizonyos hegesztési varratok a rajzon nem jelennek meg vonalakkal - kihívásokkal, és fel kell tüntetni hegesztési magyarázat technikai követelmények és megjegyzések a rajzhoz. A rajzban a hegesztés megnevezése előfeltétele, a műszaki követelménynek megfelelően, tartalmaznia kell az alkatrészek típusára, méretére és tervezési jellemzőire vonatkozó információkat, a hegesztések keresztmetszetét.
A rajzon az összes varrás vagy öltéscsoport azonos számú követelményt tartalmaz, amelyet a táblázatban vagy a műszaki leírásban kell elhelyezni.
A hegesztésnek (megnevezése a GOST-rajzban) teljes mértékben meg kell felelnie az összes előírt követelménynek. A szakszerűen elkészített rajz garantálja a hegesztők gyors és hatékony munkáját. A GOST követelményeinek nem megfelelő rajzot a hatóságok nem fogadják el.
Az önálló hegesztőgép tökéletesen alkalmas az átlagosan bonyolult mindennapi feladatokra. Természetesen, teljes hegesztő inverter nehéz összehasonlítani, de a kis házi feladat ...
A munkakörülmények és a közvetlen hozzárendelés alapján a GOST által meghatározott feltételek teljes listája (speciális műszaki feltételek) kerül bevezetésre a csövekre. Például a ...
Hegesztési munka A profik már nem a kiváltságok, és a hegesztés speciális ismerete nemcsak a hegesztők számára hasznos lehet. Inverter áramkör hegesztőgép - a cikkünkben.
A hegesztés egy komplex technológiai folyamat, amely a helyi fűtés és olvasztás következtében állandó részegységet biztosít. Alkalmazása különböző iparágakban és kivitelezésben lehetővé teszi a termékek gyártási technológiájának egyszerűsítését és a szerkezetek telepítését. Ennek eredményeképpen nő a munka sebessége és csökken a költségek. Ezenkívül a hegesztett kötés a szerkezetek legnagyobb szilárdságát és merevségét biztosítja.
A termékek minősége, amelyek megbízhatósága biztosítja az emberek életbiztonságát és egészségét, közvetlenül függ a gyártási technológia és az építési, mérnöki, légi és hajógyártási előírások betartásától.
Ezért az ilyen felelősségi körökben a GOST törvényes erővel rendelkezik, és betartását technikai felügyeleti szervek ellenőrzik.
Edinaya CeNDSZER Konstruktorskoy Da dokumentumok GOST-ok, amelyek szabványokat dolgoznak ki a dokumentumok tervezésére és végrehajtására, beleértve a rajzokat is. Az ESKD lehetővé teszi, hogy összehangolja a technológiai lánc különböző résztvevőinek következetes kölcsönhatását. A magatartási normák, különösen a rajzok megsértése különféle kedvezőtlen következményekkel járhat, beleértve az ember által okozott katasztrófákat is.
GOST 2.312-72 ESKD
Ez a GOST szabályozza a hegesztések megnevezését.
A szabvány alapvető követelményei:
- a hegesztett kötés látható varrását egy szilárd fővonal képviseli. A varrás vagy a hegesztési pont képéből egy vonalat rajzolunk egy egyirányú nyíllal, amely a varratra mutat;
- ha a varrat többszöri, akkor a folyosók kontúrjait nagy betűkkel lehet jelölni;
- a nem szabványos öltések a rajzon szükséges munkához szükséges méretekkel vannak ábrázolva.
A GOST meghatározza a varratok jelképének szabályait, amelyek a vezetővonalon találhatók, ha az elülső oldalon találhatók. A segédjelek jelzik a varrás jellegét (megszakítás vagy szúrás), további követelmények a feldolgozáshoz, a telepítési funkciókhoz (ha szükséges) és néhány máshoz.
A hegesztési varratok jelölése a GOST 2.312-72 szerint
1/9
A szabványos hegesztés jelölése a vezetővonalon a következőképpen van felépítve:
- kiegészítő zsinórjelek a zárt vonalon
- a varrás típusának és szerkezeti elemeinek alfanumerikus megjelölése
- a hegesztési módszer meghatározása (opcionális)
- varrási lábméret (sarokcsuklókhoz)
- a pont mérete és az időszakos varratok
- kiegészítő jelek.
A másodiktól kezdődő elemeket kötőjel választja el.
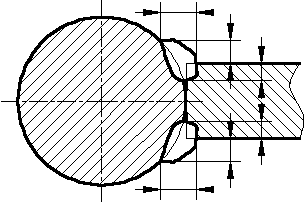
Katet varrás - a sarokcsukló jellemzője. Ez a legrövidebb távolság az egyik csatlakozó lap síkjától a varrási határig a második vaku síkjában. A lábméret befolyásolja a kapcsolat képességét a tervezési terhelés ellen.
A hegesztett kötések fő típusai és szimbóluma
Kézi ívhegesztés
Ez egy olyan elektródát használ, amely a felületén lerakódott bevonattal van ellátva, amely olvadáskor védőáramként játszik szerepet, ami megakadályozza a légkörnek az olvadt fémre gyakorolt hatását. Ha lehetővé teszik az oxigén és a vízgőz érintkezését a levegőben, kémiai reakcióba lépnek a fémkel, oxid felületet képeznek a felületén, és megsértik a vegyület szilárdságát. Emellett a bevonat ötvözőelemeket is tartalmaz, amelyek pozitív hatással vannak a varrat minőségére. A fluxusgőzök ív stabilitást is biztosítanak.
Az elektróda és a hegesztési medence közötti távolságot és az ív mozgását a varrási vonal mentén kézzel végezzük. Ezért a kapcsolat minősége a hegesztő minősítésétől függ. Az elektródok átmérőjét, összetételét és hosszát speciális GOST határozza meg.
A hegesztések típusait, a munkadarabok előtti élek előkezelését, valamint a hegesztett fém vastagságát a GOST 5264-80 szerinti manuális ívhegesztés szabályozza. A szabvány a következő típusú kapcsolatokat biztosítja:
- csuklós csatlakozás A "C" betűvel egy digitális indexet jelölünk, amely beállíthatja az előkészített élek alakját, a varrás jellegét (egyoldalas vagy kétoldalas), az élek keresztmetszeti alakját és a varrást, a hegesztett alkatrészek vastagságát. Mindezek a jellemzők a táblázatban láthatók;
- szögletes. Megnevezés - "U";
- tee. A "T" betű;
- átfedés - "H".
A GOST 5264-80 nem vonatkozik az acélcsőcsatlakozásokra.
GOST 14771-76 "Ívhegesztés árnyékoló gázban."
Ezt a típusú hegesztést egy nem fogyasztható elektróda végzi, amely egy grafit vagy volfrám rúd, vagy egy fogyó fémhuzal. A védőgáz (argon, hélium, nitrogén, szén-dioxid) gázbuborékot képez, lezárja a hegesztőmedencét és az ívet a levegőből. A huzalt automatikusan adagolják, a szerszámot kézzel végzik a varrás mentén, aminek következtében az ilyen hegesztést félig automatikusnak nevezik. Az elektród típusától és az alkalmazott védőgáztól függően az alábbi betűkombinációkkal van jelölve: IN, INP, IP, UE.
GOST 8713-79 "Víz alatti hegesztés. Hegesztett kötések
Az ívelt ívhegesztés automatikus, az előre meghatározott program szerint történik (AF, AFF, AFM, AFO, AFP, AFSh) és gépesítve, az automatikus jelöléssel hasonló, az "M" betűvel kezdődik.
GOST 11534-75 meghatározza a hegesztések típusait, részleteit és méreteit a hegesztett alkatrészek manuális ívhegesztésével.
A munkaeszköz (elektróda) és a hegesztési medence különböző pozíciói a horizon vonalhoz képest különböző módon befolyásolják az olvadt fém áramlását, amelyet figyelembe kell venni a folyamat során.
A vonalak térbeli elhelyezkedése szerint a varratok vízszintes, függőleges és mennyezetre vannak osztva.
A részek egymáshoz viszonyított elhelyezkedésének jellege különleges követelményeket támaszt a munka előtti élek feldolgozásával kapcsolatban.
A rajzokon a sarokvarratokat "Y" betű jelöli. A GOST a betű után egy digitális indexet is megad, amely megfelel az alkatrészek relatív helyzetének, a fém vastagságának, a szélek alakjának stb.
GOST 14776-79 "Spot hegesztett ízületek".
A hegesztési módszereket a következő szabvány szerint jelöljük: F, UE, UPm, UPms UN, IP, PP, IN. Ezek a betűjelek a munkafolyamat jellemzőit és a további munkakörülményeket jellemzik, például egy irányított mágneses mező használatát olvasztással, töltőanyag használatával stb.
GOST 16037-80 "Hegesztett acél csővezeték csatlakozások"
Standard jelölés:
- ZP - ívhegesztés védőgáz olvadó elektróda
- ZN - ívhegesztés árnyékoló gázban egy nem fogyasztható elektródával
- P - kézi ívhegesztés
- F - merülő ívhegesztés
- G - gázhegesztés.
További alfabetikus jelölések a latin ábécé betűivel készültek, és megfelelnek a hegesztett csövek átmérőinek, faluk vastagságának, a hegesztés konvexitásának stb.
A felsorolt GOST-ok acélokból és ötvözeteikből származó alkatrészek hegesztett kötéseire szolgálnak. A más fémekkel való hegesztés más, a plazma, a lézer és a robbanáshegesztés használatával kapcsolatos szabványok alapján történik.




