Szén- és alacsony ötvözetű szerkezeti acélok hegesztése. Válasszon egy elektródot. E46, E46a típusú hegesztő elektródák: jellemzők, méretek, alkalmazás
/ elektród osztályozás, elektróda csomagolás
A hegesztési elektródák megválasztása attól függ, hogy milyen anyagot kíván használni a hegesztéshez.
A hegesztési elektródák fő jellemzői a szén és az alacsony ötvözet hegesztéséhez szerkezeti acélok a hegesztési fém és a hegesztett kötés mechanikai tulajdonságai: ideiglenes szakítószilárdság, nyúlás, ütésállóság, hajlítási szög.
A hegesztési elektródák bevonat típusa szerint: rutil, savanyú, bázikus és cellulóz.
Rutilbevonatú hegesztési elektródák
A rutilelektródák bevonásának alapja a természetes rutil koncentrátum (TiO2), több mint 50%. A rutilbevonatú hegesztési fém megfelel a nyugodt vagy félig csendes acélnak. A hegesztési fém ellenállása a repedések kialakulása ellen a rutilelektródáknál magasabb, mint savas bevonattal. A hegesztett fém és a hegesztett kötés mechanikai tulajdonságai szerint a legtöbb rutilelektród márka az E42 és E46 elektródák típusához tartozik.
A rutilelektródáknak számos előnye van a többi típushoz képest, nevezetesen a hegesztés során keletkező gázkibocsátás kevésbé káros a hegesztőre, stabil és erőteljes ívégetést biztosítanak váltakozó árammal, alacsony fémfröccsenő veszteséggel, a salak kéreg könnyű elválasztásával és kiváló varrási formával. .
Az elektródák Mr-3 (e-46) GOST 9467-75, GOST 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 működnek váltakozó vagy egyenáramban fordított polaritás. Ezeket a szén és a hegesztés hegesztésére használják alacsony ötvözetű acélok minden pozícióban, kivéve függőleges felülről lefelé. A hegesztési fém alacsony hőmérsékleten (-20 ° C-ig) működik. Hosszú ívhegesztés megengedett oxidált, nedves, felkészületlen felületen. Ajánlott hegesztési termékekből szénacél (a 4. cikkig), a 3. és 4. kategóriába tartozó gőz- és melegvízvezetékek, a kazánon és a turbinán belüli csővezetékek, amelyek üzemi nyomása legfeljebb 39 kgf / cm2, és legfeljebb 350 ° C hőmérséklet, a kazánok fűtőfelületének csövei, amelyek üzemi nyomása legfeljebb 50 kgf / cm2 , gázvezetékek és csővezetékek, kivéve a turbinák, olajvezetékek és üzemanyagolaj-vezetékek szabályozására szolgáló csővezetékeket.
Savval bevont elektródák
Az ilyen típusú bevonóelektródák alapja a vas, mangán és szilícium oxidja. A savas bevonattal ellátott elektródákból készült hegesztési fém fokozott hajlamot mutat a forró repedésekre.
Ez a csoport az iszitit bevonattal ellátott elektródokat is magában foglalja, amelyek közbenső helyzetben vannak az elektródák között egy savas bevonattal és rutil elektródákkal. Ezeknek az elektródoknak a fő összetevőjeként történő bevonása az Ilmenite-koncentrátumot (természetes titán-dioxid és vas-vegyület - FeTi02) tartalmazza. MR-3M TU 1272-303-00187211-2002.
Elektródák a fő bevonattal
Az ilyen típusú bevonatok alapja a karbonátok és a fluoridok. A fő bevonattal elektródák által elhelyezett fém kémiai összetétele megfelel az acélnak. Az alacsony gáztartalom miatt nemfémes zárványok és a káros szennyeződések, a hegesztési fém a magas plaszticitás és az ütésállóság jellemzi normál és alacsony hőmérsékleten, és magas ellenállóképességgel rendelkezik a forró repedésekkel szemben. A hegesztett fém mechanikai tulajdonságainak és a fő bevonattal ellátott hegesztett kötéseknek megfelelően Э42А, Э46А, Э50А, Э55 és Э60 típusú elektródokra utalnak.
A fő bevonattal ellátott elektródák technológiai jellemzői azonban alacsonyabbak, mint más típusú elektródák. Nagyon érzékenyek a pórusok kialakulására a hegesztendő alkatrészek széleinél, rozsda és olaj jelenlétében, valamint amikor a bevonat nedves és az ív meghosszabbodik. A hegesztés általában megtörténik egyenáram fordított polaritás. A hegesztés előtt az elektródákat feltétlenül magas hőmérsékleten kell kalcinálni (250-4200С).
UONI elektródák - 13/45 GOST 9466-75 (E-42A), TU 1272-175-00187211-97
Az UONI-13/55 GOST 9466-75 (E-50A), TU 1272-174-00187211-97 elektródák elektródái fordított polaritással / = (+) /. A hegesztés minden pozíciójára, kivéve függőleges felülről lefelé.
Az UONI elektródákat különösen fontos szén- és alacsony ötvözetű acélokból készült szerkezetek hegesztésére használják, amikor a hegesztési fémre fokozott követelményeket támasztanak a hajlékonyságra és a keménységre. Ajánlott: alacsony hőmérsékleten működő szerkezetek hegesztésére, dinamikus terhelésnek kitett szerkezetekre, nyomástartó edényekre, hajóépítési fémszerkezetekre. Szintén a vastag fémek hegesztésére és hegesztési öntési hibákra. Az ilyen elektródákkal való hegesztést rövid íves módszerrel kell végrehajtani. A hegesztési széleinek mérete, rozsda és olaj kell lennie.
Cellulóz elektródák
Az ilyen típusú bevonat nagy mennyiségű (legfeljebb 50%) szerves komponenst, általában cellulózot tartalmaz. Az ilyen elektródák által kémiai összetételben lerakódott fém egy félig csendes és nyugodt acélnak felel meg. Ugyanakkor megnövelt mennyiségű hidrogént tartalmaz. A hegesztési és hegesztett kötések adatainak mechanikai tulajdonságaira elektródák megfelelnek az E42, E46, E50 típusoknak. A cellulózelektródák jellemzői a függőleges varratok hegesztése, felülről lefelé.
OZS-12 GOST 9466-75, GOST 9467-75 (E-46) elektródák váltakozó vagy egyenáramú közvetlen polaritással / ~; = (-) /. Minden hegesztési pozícióhoz.
Az OZS-12 elektródákat a szén és az alacsony ötvözetű szerkezetek hegesztésére használják.
| A lefedettség típusa | Alkalmazás leírása | kijelölés |
| savanyú | Hegesztés minden térbeli helyzetben, kivéve a függőleges felülről lefelé, közvetlen és váltakozó áramot. Nem ajánlott magas kéntartalmú acélokhoz. Hátrány: az esetleges repedések a varratokban, erős fröccsenés. | A |
| rutil | Hegesztés minden térbeli helyzetben, kivéve a függőleges felülről lefelé, közvetlen és váltakozó áramot. | P |
| legfontosabb | Hegesztés egyenáramú fordított polaritással minden térbeli helyzetben, a függőleges felülről lefelé, vastag fémből. | B |
| cellulóz | Hegesztés minden térbeli helyzetben, közvetlen és váltakozó árammal. Alkalmas telepítésre. Ne engedje túlmelegedni. Nagy fröccsenő veszteség. | C |
| Vegyes típus | Szerkezetek és csővezetékek hegesztése a varrat minden helyzetében, a mennyezet kivételével, alacsony 1 kg olvasztott fém felhasználásával. | ARZH |
A bevonat vastagságától függően a D / d átmérő arányától függően (ahol: D a bevonat átmérője, d az elektróda rúdjának átmérője) az elektródák szét vannak osztva:
| Ajánlott polaritás DC. | feszültség tétlen AC szál, V | kijelölés | |
| Max. | Prev. tkl-ról. | ||
| érintkezés | 0 | ||
| bármilyen | 1 | ||
| Egyenes vonal | 50 | +5 | 2 |
| érintkezés | 3 | ||
| bármilyen | 4 | ||
| Egyenes vonal | 70 | +10 | 5 |
| érintkezés | 6 | ||
| bármilyen | 7 | ||
| Egyenes vonal | 8 | ||
| érintkezés | 9 | ||
| típus | kinevezés | kijelölés |
| 9 típus: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Szén- és alacsony ötvözetű szerkezeti acélok hegesztése ideiglenes szakítószilárdsággal 600 MPa-ig. | -ban |
| 5 típus: E70, E85, E100, E125, E150 | 600 MPa feletti átmeneti ellenállással rendelkező ötvözött szerkezeti acélok hegesztése. | L |
| 9 típus: E09M, E09MH stb. | Ötvözött hőálló acélok hegesztése. | T |
| 49 típus: 12Х13, Э06Х13М, Э10Х17Т és mások. | Speciális tulajdonságokkal rendelkező magas ötvözetű acélok hegesztése. | az |
| 44 típus: E10G2, E11GZ, E16G2HMi stb. | Speciális tulajdonságokkal rendelkező felületi rétegek felszíne. | H |
Az elektródák osztályozása a hegesztési fém működési feltételeinek megfelelően
A burkolatok csoportja speciális tulajdonságokkal rendelkező felületi rétegek kézi ívbevonására szolgáló elektródokból áll (kivéve a nemvasfémek rétegeinek bevonására szolgáló elektródákat).
Készítsen és szállítson a GOST 9466-75 és a GOST 10051-75 követelményeinek megfelelően.
Bizonyos esetekben a hegesztési elektródákat is használják felületekre, például magas ötvözetű, korrózióálló, hőálló és hőálló acélok hegesztésére.
A GOST 10051-75 szerint a felületi rétegek elektródáit a kémiai összetétel szerint, normál hőmérsékleten 44 típusba sorolják (például E-16G2HM, E-110X14V13F2, E-13X16N8M5S5G46 elektródák).
Az elfogadott doppingrendszertől és a burkolat munkakörülményeitől függően a következő 6 csoportra oszthatók:
1. csoport.
Az alacsony szén-dioxid-kibocsátású, nagy ellenállással rendelkező, alacsony sűrűségű fémek, amelyek súrlódási és sokkterhelési körülmények között állnak fenn (ebbe a csoportba tartoznak a 3. csoportba tartozó egyes elektródok márkák).
2. csoport.
Elektródák, amelyek közepes szén-dioxid-alacsony ötvözetű fémeket biztosítanak nagy ellenállással a súrlódási és ütéses terheléseknél normál és magas hőmérsékleten (legfeljebb 600-6500С).
3. csoport.
Az elektródok szén-, ötvözött (vagy magas ötvözetű) hegesztési fémek, amelyek nagy ellenállással rendelkeznek csiszoló kopás és ütéses terhelések esetén.
4. csoport.
Elektródák, amelyek nagy ötvözetű, szén-dioxid-hegesztési fémeket tartalmaznak nagy ellenállás mellett magas nyomáson és magas hőmérsékleten (650-8500С-ig).
5. csoport.
Elektródák magas ötvözetű ausztenites hegesztési fémből, magas ellenállással korrózióálló erózió kopása és súrlódása során magas hőmérséklet (legfeljebb 570-6000С).
6. csoport.
Az elektródok nagyfokú ellenállású, magas hőmérsékletű és deformálási körülmények között (legfeljebb 950-11000С) ellenálló, erősen ötvözött hegesztési fémeket biztosítanak.
Meg kell jegyezni, hogy a felületkezelési munkákhoz speciális technológia szükséges, amely a kémiai összetételtől függően magában foglalhatja az ilyen műveletek kötelező elvégzését, mint előzetes és kísérő fűtés, hőkezelés a lerakandó felület meghatározott teljesítményjellemzőinek megszerzéséhez.
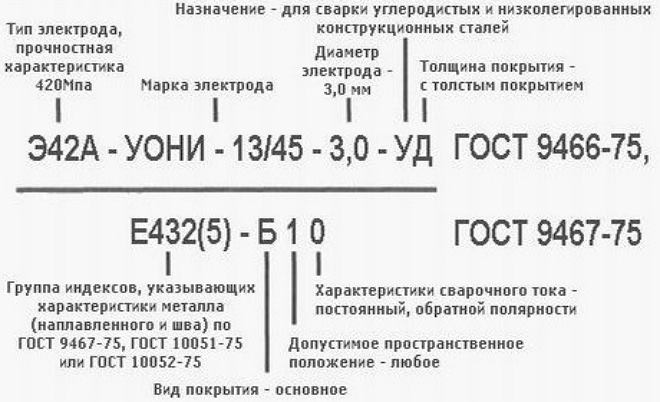
Példa a hegesztő elektródák jelképére:
E46-ANO-21-3,0-UD GOST 9467-60ahol:
E46 - az elektróda típusa (E - elektróda ívhegesztéshez); 46 - a hegesztett fém minimális garantált szakítószilárdsága kgf / mm 2-ben;
ANO-21 - elektróda márka;
3.0 az elektróda rúdjának átmérője mm-ben;
Y - az elektróda kijelölése szén- és alacsony szénacél acélok hegesztéséhez;
D - hegesztő elektróda vastag bevonattal;
A GOST 9467-60 a GOST szám, amely szerint a hegesztési elektróda szabványos.
Elektróda csomagolás
Az elektródák mindegyik részét vízálló, kétrétegű papírba helyezik, majd egymásra rakjuk fémdobozban vagy nagy, 1100 kg-nál nem nagyobb fadobozban, vagy kartondobozban, majd az egyes dobozokat elektródákkal csomagolva polietilén zsugorfóliában, a fogyasztó igényeitől függően. A dobozok hullámpapír dobozokba vannak rakodva, amelyek 800x1200 mm-es méretű fa raklapokra vannak csomagolva. fémszalagok vagy fémlemezek vagy 1100 kg-nál nem nagyobb fadobozok használata.
Elektródákat árusítunk és szállítunk mindenféle szállítást 100 kg-tól Oroszország minden régiójában.
Sok van hegesztési technológiaamelyek mindegyike egy adott acél- és ötvözetcsoportnak felel meg. Az egyes technológiák alkalmazásához és bizonyos berendezések használatához: hegesztőgépekFogyóeszközök. Nagyon fontos a minőség megvalósítása szempontjából hegesztés nem csak az üzemmódot, hanem az elektródákat is választani.
Például a szén- és alacsony ötvözetű szerkezeti acélok hegesztése olyan szén-acélok hegesztésére szolgáló elektródákkal történik, amelyek legfeljebb 0,25% szén- és alacsony ötvözetű acélokat tartalmaznak, legfeljebb 590 MPa ideiglenes szakítószilárdsággal.
Az elektródák jellemzőit a fém szükséges mechanikai tulajdonságai alapján végezzük. hegesztési varrás (alkatrészek hegesztése után): ideiglenes szakítószilárdság, nyúlás, ütésállóság, hajlítási szög. Ezek a mutatók az elektródák besorolásának alapját képezik a GOST 9467-75 szerint. Az E38, E42, E46 és E50 jelzéssel ellátott elektródok segítségével az ideiglenes ellenállású acélok akár 490 MPa-ig is hegeszthetők; Az E42A, az E46A és az E50A ugyanazon acélok hegesztésére használatos, amikor a hegesztési fém megnövekedett követelményeket támaszt a relatív megnyúlás és a szívósság érdekében; E55 és E60 - hegesztési elektródák acélokhoz, amelyek ideiglenes szakítószilárdsága nagyobb, mint 490 MPa és legfeljebb 590 MPa. Ugyanakkor az „E” betű mögötti két szám (elektróda) megfelel a minimális átmeneti ellenállásnak a hegesztési fém vagy a hegesztett kötés törésében kgf / mm2-ben. Ugyanez a szabvány szabályozza a hegesztési fémben lévő kén és foszfor tartalmát.
A szén- és alacsony ötvözetű acélok hegesztésére szolgáló elektródákban az összes térbeli helyzetben történő hegesztés lehetőségének mutatói hegesztőáram, a folyamat teljesítménye, a pórusok kialakulásának hajlama, és néha a hegesztett fém hidrogén tartalma és a hegesztett kötések hajlamos a repedések kialakulására.
Mindezeket a tulajdonságokat nagymértékben meghatározza az elektród bevonat típusa, amely savas, rutil, bázikus, cellulóz, kevert.
A savas bevonattal ellátott elektródák alapja a vas, mangán és szilícium oxidja. Az E38 és E42 elektródák által hagyományosan végrehajtott varrás a meleg repedésekre való hajlam. Ezzel egyidejűleg az ilyen elektródák nem járulnak hozzá a pórusok kialakulásához a fém hegesztésekor, méretezéssel vagy rozsdával, és amikor az ív meghosszabbodik. Megfelelő közvetlen és váltakozó áram hegesztéséhez.
A rutil alapú elektródák rutil koncentrátumon alapulnak (természetes titán-dioxid). Itt a hegesztési fém nyugodt vagy félig nyugodt acélnak felel meg. A hegesztési fémben a repedések kialakulásával szembeni ellenállás nagyobb, mint a savas bevonattal rendelkező elektródáké. Ezen elektródák mechanikai tulajdonságait jelöljük E42és E46.
A rutilelektródok stabil és erős égést biztosítanak. hegesztési ív váltakozó árammal végzett munka során a permetezés, a kiváló hegesztés kialakulása következtében jelentősen csökkenti a fémveszteséget. A rúd elektródák használata során a salak kéreg könnyen elválik a hegesztett felületekről. Az ív hosszának megváltoztatásakor a nedves és rozsdás fém hegesztésekor és az oxidált felületen kevésbé érzékenyek a pórusok kialakulására.
Ez a csoport elektródákat tartalmaz, amelyek expresszálódnak. A fő összetevő az ilmenit koncentrátum (a titán-dioxid és a vas vegyülete, természetes lerakódásokban).
A fő bevonattal ellátott elektródák alapja (E42A, E46A, E50A, E55 és E60 karbonátok és fluoridvegyületek. Az ezekből az elektródákból készült hegesztési fém magas műanyag és keménység normál és alacsony hőmérsékleten.
A bázikus bevonattal ellátott elektródák nagyon érzékenyek a pórusok kialakulására a hegesztendő részek széleinél, rozsda és olaj jelenlétében a bevonat nedvesítése és az ív meghosszabbítása során. A hegesztést egy fordított polaritású egyenárammal végezzük. A hegesztéstechnika megköveteli az elektródák kötelező kalcinálását 250-420 oC hőmérsékleten a hegesztés megkezdése előtt.
A cellulóz bevonattal ellátott elektródok nagy mennyiségben (50% -ig) szerves komponenseket (cellulóz) tartalmaznak. A kémiai összetétel szempontjából a hegesztési fém a félig nyugodt vagy csendes acélnak felel meg, és nagyobb mennyiségű hidrogént tartalmaz. Az E42, E46 és E50 elektródák használatakor egyoldalas hegesztéssel lehet kialakítani a varrás egyenletes fordított gyöngyét, de a függőleges varratokat felülről lefelé hegeszteni.
Minden felsorolt elektródnak meg kell felelnie a GOST 9466-75 és a GOST 9467-75 követelményeinek, valamint az elektródákra vonatkozó előírásoknak.
Elektródák szén- és alacsony ötvözetű szerkezeti acélok hegesztéséhez
| Márkaelektróda | Írja be a GOST 9467-75 szerint | Átmérő, mm | Hegesztési pozíció | Hegesztőáram típusa |
| 1 | 2 | 3 | 4 | 5 |
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
változó, állandó |
||||
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felfelé |
állandó |
||
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
változó, állandó |
|||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
UONI-13 / 55K |
Minden, kivéve a függőleges felfelé |
állandó |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felfelé |
állandó |
||
|
UONI-13 / 55T |
Minden, kivéve a függőleges felfelé |
változó, állandó |
||
|
UONI-13 / 55G |
Minden, kivéve a függőleges felfelé |
állandó |
||
|
változó, állandó |
||||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felfelé |
állandó |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felfelé |
állandó |
A speciális irányú elektródák szén- és alacsony ötvözetű szerkezeti acélok hegesztéséhez
| Márkaelektróda | Írja be a GOST 9467-75 szerint | Átmérő, mm | Hegesztési pozíció | Hegesztőáram típusa | alkalmazási körét |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
változó |
Dőléselektródás hegesztés |
||||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
Forró horganyzott hegesztés |
|||
|
Minden, kivéve a függőleges felfelé |
változó, állandó |
Hegesztett horganyzott acél |
|||
|
Minden, kivéve a függőleges felfelé |
állandó |
A 10HNDP típusú légköri korrózióálló acélok hegesztése |
|||
|
2,5; 3,0; 4,0; 5,0 |
Minden, kivéve a függőleges felfelé |
állandó |
Acélok hegesztése a hegesztett fém hideg ellenállásának biztosítására, mínusz 40 0 ° C-ra |
||
|
OZS / VNIIST-27 |
Minden, kivéve a függőleges felfelé |
állandó |
|||
|
Minden, kivéve a függőleges felfelé |
állandó |
Acélok hegesztése a hegesztett fém hideg ellenállásának biztosítására, mínusz 60 0 ° C-ra |
|||
|
Minden, kivéve a függőleges felfelé |
állandó |
Acélok hegesztése a hegesztett fém hideg ellenállásának biztosítása érdekében, mínusz 70 0 ° C hőmérsékletre |
|||
|
UONI-13 / 55U |
Minden, kivéve a függőleges felfelé |
változó, állandó |
Vasbeton szerkezetek és sínek megerősítő rudak hegesztése |
||
|
állandó |
A csővezetékek hegesztése |
||||
|
Minden, kivéve a függőleges felfelé |
állandó |
A csővezetékek hegesztése |
|||
|
Minden, kivéve a függőleges felfelé |
állandó |
A csővezetékek hegesztése |
A fémszerkezetek létrehozása az egyik fő iparág, amelyben az elektródokat használják. Ez a fő alkatrész a különálló részek összekapcsolásához. Az E-42 elektródokat főleg ilyen célokra használják. Ezek alkalmasak arra, hogy olyan kis szerkezeteket hozzanak létre, amelyeknek nem kell sok súlyt elviselniük. A piacon ez a márka nagyon gyakori, mivel az alacsony szén-dioxid-tartalmú termékek hegesztésére tervezték, ami a műszaki területen érvényesül. Ha ezt a fokozatot magas szénacélok hegesztésére használjuk, akkor észrevehetően csökken a minősége, mivel ennek eredményeként repedések, repedések és egyéb hibák jelennek meg, amelyek a terméket alkalmatlanná teszik. De ha mindent a rendeltetésének megfelelően használ, a kristályosodási repedések, valamint a pórusok képződésének százalékos aránya minimális lesz. Rendszeres lefedettséget használ, így az ív nagy védelme nem éri meg a várakozást.

Hegesztő elektródák jelek e-42
Az E-42 típusú elektródákat ajánlott a telepítési körülmények között használni, mivel nincs nagy érzékenységük a felületi tisztaságra, amint azt az alumínium és más nehezen hegeszthető fémek hegesztéséhez szükséges. Szükség esetén a vastag és vékony fémlemezek hegesztésére is használható. Ez a márka jól illeszkedik a nagy hegesztési mélységhez, és minőségi csatlakozást biztosít még a varrás gyökérében is. Természetesen, ha 4 mm-nél vastagabb alkatrészekkel dolgozunk, szükség van az élek előzetes vágására és más előkészítési eljárások elvégzésére.

Elektródák e-42 hegesztéséhez
A hegesztési transzformátor bármilyen polaritása alkalmas a munkára. Az ív megszakítása után az ív egyformán jól gyullad, mind az első, mind a következő alkalommal. Ez különösen a szárított és kalcinált előállított elektródokra vonatkozik. A hegesztés során sűrű varrásréteg keletkezik, amely kis és egyenletes pelyhekből áll. Az elektróda fém viszonylag viszkózus és nem terjed, ami hozzájárul a megbízható hermetikus varratok kialakításához. A megfelelő választási móddal nem lesz hőmérséklet torzulás.

Ezeknek a termékeknek az előnyei azonban magukban foglalják a piacon való elterjedtségüket és elérhetőségüket, mivel a költség nem olyan magas, mint más márkáké. A salak egyenletes rétegben képződik, és az eltávolítással kapcsolatban semmi gond nincs, még a fém kis vastagsága esetén sem, ahol a kárpit károsíthatja a varratot. A hátrányok közé tartozik a szűk alkalmazási tartomány, a gyenge szívósság és a nagy rugalmasság hiánya, ami nagyon rossz vékony fémek. Itt további fluxust kell használni a bevonatvédelem megbízhatatlanságának kompenzálására és a hegesztési paraméterek növelésére. Így a normától való bármilyen eltérés esetén nagyon gyenge minőségű varrás érhető el.
alkalmazási körét
Az E-42 elektródái nagyon gyakran megtalálhatók a magánszférában, valamint az iparágban a kis felelősségű munkák esetében. Alapvetően, segítségükkel acélszerkezeteket hoznak létre. Javítóműhelyeken is használható alkatrészek javítására, mivel sok dolog alacsony szén-dioxid-fémből készül. A csővezeték vékony csövét és a vízellátást meg tudják főzni, ha viszonylag alacsony nyomáson működnek.
Műszaki adatok
Az E-42 elektródák műszaki jellemzői az anyag összetételétől függenek. A kémiai elemeket itt felsoroljuk.
Ebben a márkában 4 mm-es és 42 mm átmérőjű elektródák más fajokkal nem csak azonos kémiai összetételűek, hanem ugyanazokkal a mechanikai tulajdonságokkal rendelkeznek. Ez megkönnyíti az anyag felvételét, attól függően, hogy milyen pontosan kell szembenézni a kész anyaggal.
Méretek és tartomány
Vékony modelleket használnak vékony acéllemezek hegesztéséhez. A legsúlyosabb esetekben vastagabb, például 6 mm-es átmérőjű elektródokat használnak, amikor nem vágják le a széleit, és meg kell érni a maximális főzési mélységet.
Felületkezelés
Mindegyikük felületét saját üzemmódban végezzük, amely optimálisan alkalmas az ilyen vastagságra. Nemcsak a terjeszkedés idejét veszi figyelembe, hanem azt a helyzetet is, amelyben a munkát végzik, mivel nehéz helyzetekben az olvadt fém egyszerűen leáramlik, és nem marad. Ennek elkerülése érdekében az áram erősségét csökkenteni kell.
Kijelölés és dekódolás
Az ilyen jellegű jelölés az erősség jellemzőjét mutatja, amely a fő alkalmazási területen az egyik fő tényező. Ez a példa azt mutatja, hogy:
- E - elektróda ívhegesztéshez;
- 42 - 420 MPa szilárdsági jellemző.
gyártók
- Vistek;
- Paton;
- PlazmaTek;
- MaxWeld;
- Frenze elektróda;
- Gránit.
E42 hegesztési elektródák a kézi ívhegesztéshez. Az E42 a gyakran használt elektródákra vonatkozik, amelyeket az iparban gyakori, és gyakran használják háztartási munkákhoz.
Ez a típus a következő márkákat tartalmazza: „Spark”, ANO-6, ANO-6M, ANO-17, WCC-4, WCC-4M, OZS-23, OMA-2. (Lásd még a következőt a jellemzőkben).
Műszaki adatok
Fémhegesztés vagy burkolat:
- Relatív hosszabbítás 18%
- Ütési szilárdság 8 kgf * m / sm.kv
3 mm-nél vékonyabb elektródcsatlakozások:
- Ideiglenes szakadási ellenállás 42 kgf / mm.kv
- Hajlítási szög 150 fok
- Kén tartalom 0,040%
- Foszfor tartalom 0,045%
- A lerakódási sebesség 10 g / Ah
- Hosszúság: 45 cm
- Fogyasztás 1 kg hegesztés esetén 1,6 kg elektródák
Analógok, mint a helyettesítés
E42 nagyszámú analógral cserélhető. Ezek helyettesíthetők tipikus elektródákkal (a hegesztés nem képez pórusokat, ha a fém méretaránya van. Ne feledje, hogy az ilyen varratok hajlamosak a forró repedésekre).
Az orosz márkák E42 típusának cseréje az ESAB analógokhoz (Svédország)
Az elektródák cserélhetőségének fő kritériuma a hegesztőhuzal anyaga, amelyből a termékek készülnek. Ennek az anyagnak az ötvözet vagy ötvözet hegesztése során keletkező ötvözet összetételéhez közel álló összetételűnek kell lennie. A hegesztés során keletkező hegesztési ötvözetek kémiai összetétele a mechanikai és korróziós tulajdonságaitól függ. Az E42 esetében érvényes hegesztési huzal Sv - 08, Sv - 08A jelzések a GOST 2246–70 szerint. A leggyakrabban előforduló bevonatokból (magas titán-dioxid-tartalmú ásványi anyag).
Az információért! Az E42 elektródák széles körben elterjedtek, sok gyártó van, az anyag ára viszonylag kicsi. Ezért az analógok keresése erre az anyagra meglehetősen ritka.
Minőségi tanúsítás
Oroszországban jelenleg nincs szükség általános célú hegesztő elektródák kötelező tanúsítására. A fogyasztó azonban kérheti a gyártótól egy ilyen dokumentumot.
A megfelelő körülmények között használt hegesztési anyagokhoz szükség van a tengeri és folyami nyilvántartások tanúsítványaira. A veszélyes iparágakban használt anyagokra Rostekhnadzor tanúsítvány szükséges.
A legtöbb vállalkozás önkéntesen tanúsítja termékeit.bővíteni a piacot. A legtöbb E42 típusú termék tanúsítványokkal rendelkezik.
A tanúsítványok elérhetősége lehetővé teszi a gyártók és a szállítók minőségének ellenőrzését. Hegesztett kötésekÁltalában nagy mechanikai terhelést hordoznak, és ezért a hegesztéssel kapcsolatos minden munka költséges. Ezért minden fogyasztónak érdeklődnie kell a hegesztési elektródák magas színvonalától.
Népszerű gyártók
Hol vásárolhat elektródákat?
Válassza ki a hegesztési elektródák gyártóit és eladóit az alábbi linkre kattintva a cégkatalógusunk oldalára.Az E42 elektródái az ívhegesztés módszerével történő csatlakozások fogadására szolgálnak. Ez a technológia, és ma is a leggyakoribb, különösen otthoni kézművesek számára. Ez annak a ténynek köszönhető, hogy a félautomata hegesztéshez szükséges berendezések beszerzése jelentős pénzügyi költségekkel jár, és mi a lényege, ha csak alkalmanként használják.
Mint tudod, manuális ívhegesztés az elektródák segítségével, amelyek fémrudak, amelyekhez egy speciális bevonatot alkalmazunk. Az ilyen termékek jellemzői és alkalmazási köre a mag fémszerkezetétől és a bevonat típusától függ.
A márka elektródáinak jellemzői
Az E42 márka elektródái megfelelnek az 1975-ben jóváhagyott két állami szabvány (9466 és 9467) követelményeinek. Az E42 lehetővé teszi, hogy segítséget nyújtson a szén és az alacsony ötvözetű acélokból, hogy hegesztést nyerjen, melynek nagy ütésállósága és hajlékonysága jellemzi.
Az ilyen termékeket főként akkor használják, amikor a kialakítandó hegesztés fémének szakítószilárdsága (ideiglenes) nem haladhatja meg az 50 kg / mm2 értéket. Ha a hegesztési fémnek nagy értéke van ennek a paraméternek, akkor válasszon egy másik típusú elektródát, például házimunka esetén, gyakran használják az ANO 6 márka termékeit (3–6 mm átmérőjű), amelyek rutil bevonattal vannak bevonva.
Elektróda jellemzők
Az E42 márka elektródái a következő jellemzőikben különböznek egymástól.
- A hegesztés, amelyet a használatuk során kapnak, elég nagy szilárdsággal és hajlékonysággal rendelkezik, ami még a törés jelentős terhelésére is ellenáll.
- A hegesztés megszilárdulása után keletkezett salakhéj könnyen eltávolítható.
- Az így kapott hegesztést az egységesség jellemzi, benne nincs pórus és üreg, ha a hegesztési munkákhoz szükséges technológiát szigorúan betartják.
- Még azok is, akiknek nincs sok tapasztalata, elég jó minőségű kapcsolatokat tudnak létrehozni az E42 elektródákkal.
- Ilyen termékek használata esetén az ív nagyon könnyen meggyullad.
- A különböző átmérőjű E42 elektródák segítségével meggyújtott ív nagy stabilitású.
- Az elektród anyagok gazdaságos fogyasztása.
- Az ilyen típusú termékekre alkalmazott bevonatok igen változatosak.
- Hasonló termékekkel is dolgozhat, még akkor is, ha az alkatrészek felülete nedves, és rozsdamentes réteggel van borítva.
- Függetlenül attól, hogy az alkalmazott elektródák márkájúak, optimális ár-teljesítmény arányban különböznek egymástól.
- Ezen termékek használata esetén a lerakódási sebesség 10 g / Ah.
- Az E42 márka elektródái, amelyek átmérője 4-6 mm lehet, legfeljebb 45 cm hosszúságúak.
- Az 1 kg-os hegesztéshez az E42 elektródák 1,6 kg-ot igényelnek.
- Különböző átmérőjű E42 termékekkel (4-6 mm tartományban) nem lehet aggódni az ívhossz-ingadozások miatt, gyakran előfordulhat az elektromos hálózat feszültségveszélye miatt.





