Az inverterrel történő hegesztés előre vagy hátrafelei. Mi okozza a polaritás választását? A polaritás hatása a hegesztés során.
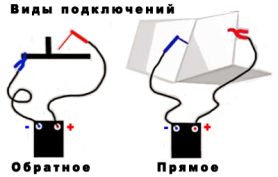
Az egyenáramú hegesztési fémek két módban hajthatók végre: közvetlen polaritás és fordított. A hegesztés során a közvetlen polaritás az, amikor a mínusz csatlakozik az elektródához, a fém üres pluszhoz. A fordított polaritással történő hegesztés esetén az ellenkezője igaz, vagyis a rúdhoz egy plusz van csatlakoztatva, a termék mínusz.
Ha az elektróda csúcsán egy egyenáramú hegesztés történik, akkor magas hőmérsékletű hegesztési pont alakul ki. Attól függően, hogy melyik pólus van csatlakoztatva az elektródához, a hőmérséklet a csúcsán is függ, és ennek megfelelően a hegesztési folyamat módja függ. Például, ha egy fogyóeszközhez csatlakozik, akkor a végén egy anódfesték képződik, amelynek hőmérséklete 390000. Ha mínusz, akkor a katódfolt 3200 ° C-os hőmérsékleten kiderül. A különbség jelentős.
Átviteli impulzusátviteli impulzus axiális sebességváltó rövidzárral. Az 1970-es években, az elektronika fejlődésével, a fémhajtás további átadása történt a hegesztés drót betáplálási arányának és az olvadás gyakoriságának a megértése alapján, ami az egyhengeres szinergikus vezérlés kialakulásához vezetett. színesfémek. Legfrissebb hegesztési források lehetővé teszi az e-mailek felügyeletét és ellenőrzését.
Dougie valós időben. Ezeknek az eszközöknek a különböző gyártói. Minden gyártó különböző kereskedelmi neveket használ fel ezekhez az alkalmazásokhoz, de ezeknek a folyamatoknak a fizikai jellege mindig azonos - a hegesztési fém átadásának és kezelésének megértése és megértése, a következő kép a hegesztési fém típusáról és a hegesztési vastagságnak megfelelő használhatóságról. Ez előnyökkel jár az olyan alkalmazásokhoz, amelyek érzékenyek a hőmennyiségre, például a rozsdamentes acélok hegesztésére, a hegesztésre, a keverés minimálisra csökkentésére, az alumínium és ötvözeteinek vastagságra való csökkentésére.
Amit ad.
- Az egyenáramú polaritással történő hegesztésnél a fő hőmérsékleti terhelés a fémlemezre esik. Ez azt jelenti, hogy erősebb lesz, ami lehetővé teszi a gyökér elmélyítését hegesztési varrás.
- Ha fordított polaritási árammal hegesztjük, akkor a hőmérséklet koncentrációja az elektróda csúcsán történik. Ez azt jelenti, hogy az alapfém kevésbé felmelegszik. Ezért ezt az üzemmódot főként kis vastagságú kötegek összekapcsolására használják.
Fontos megjegyezni, hogy a fordított polaritás módot is használják magas szén- és ötvözött acélok, rozsdamentes acélok összekapcsolására. Vagyis azok a fémfajták, amelyek érzékenyek a túlmelegedésre.
Körülbelül 5 mm-es hegesztés, nagy szilárdságú acélok, nikkel alapú ötvözetek hegesztése stb. A másik előny az olvasztófürdő jobb szabályozásának lehetősége a zuhanyhoz képest, de egy rövidzárlat is, amely lehetővé teszi a helyiségekben történő hegesztést a zuhanyozásra jellemző előnyökkel.
A hőátadás csökkentése tekintetében ez az eljárás érzékeny a fragmensek képződésére vagy porozitására. Ezért a hegesztett fém impulzusátvitelének használatát fokozott óvatossággal kell kísérni a gyártás során. Ellenkező esetben ezeket a modern forrásokat egyre inkább olyan alkalmazásokban használják, ahol a hegesztési minőségben és a termelékenységben egyaránt elért eredmények nem érnek el olyan eredményeket, amelyeket a hagyományos rövidzárlatok vagy viharfelszerelések esetében használnak.
Figyelem! Mivel az anód és a katódfolt hőmérséklete különbözik, majd a helyes csatlakozástól hegesztőgép az elektróda áramlásától függ. Ez azt jelenti, hogy az inverterrel való hegesztés során a fordított polaritás az elektródák túllépése.
Az egyenáramú hegesztés során biztosítani kell, hogy a munkadarabok fémei jól felmelegedjenek, szinte az olvadt állapotba. Ez azt jelenti, hogy hegesztőkészüléket kell kialakítani. A hegesztési mód közvetlen és fordított polaritása befolyásolja a fürdő minőségét.
Ez volt az, ami egykor egy gyakori volt a termelési szervezetben, vagyis az új technológiák megszerzésének szükségessége, saját know-how megszerzése és speciális ismeretek alkalmazása, de ez újonnan felfedezett területekre vezet, mint például a tudásmenedzsment vagy a tudásmenedzsment, vagy még jobb a szervezet tudásbázisának fenntartása és fejlesztése. A tudás szintje nem feltétlenül felel meg a feldolgozott adatok mennyiségének, hanem éppen ellenkezőleg, a jelenlegi trendekkel összhangban a tudás romlásához vezet, mint a cseh oktatás esetében.
- Ha az áram erőssége magas, ami azt jelenti, hogy a fűtési hőmérséklet is magas lesz, a fém olyan állapotba kerül, hogy az elektromos ív egyszerűen visszahúzza. Itt nincs szükség semmilyen kapcsolatról.
- Ha éppen ellenkezőleg, az áram túl kicsi, a fém nem lesz szükségszerű állapotban. És ez is egy mínusz.
Közvetlen polaritással a fürdő belsejében egy olyan környezet jön létre, amely könnyen vezethető az elektródához. Szélesedik, így a rúd egyik mozgása hozza létre a hegesztés irányát. Ugyanakkor a hegesztés mélysége könnyen szabályozható.
Az elmúlt évtizedben a tudásmenedzsment új varázslatgá vált, de az alapja az, amit a korábbi generációk tudtak a tudás és a tudás átadásáról. A technológia területén „megfelelő mérnöki vagy technikai gyakorlatnak” nevezhetjük. Ezután a jó mérnöki gyakorlat anyagi tartalma a vonatkozó gyakorlatoktól függ.
Még a valódi műszaki szabványok is megtalálhatók még olyan területeken is, mint a jó mérnöki gyakorlat. Az új számítógép által vezérelt források és folyamatok jelentősen csökkentik a hegesztési követelményeket. Végül, de nem utolsósorban, ezek a modern források a hegesztési iskolákban használatosak, mert a korábbi generációktól eltérően olyan pályázókat találhatunk, akiknek a vizsgát meg kell adniuk, függetlenül azok valós képességeitől, és ez még inkább igényes a klasszikus ipari forrásokra. mint a forrás szempontjából.
Egyébként az elektróda mozgásának sebessége közvetlenül befolyásolja a végeredmény minőségét. Minél nagyobb a sebesség, annál kisebb a hő a hegesztési zónába, annál kevésbé melegszik fel az alaplap fém. A csökkenő sebesség növeli a hegesztési medence belsejében a hőmérsékletet. Vagyis a fém jól melegszik. Ezért a tapasztalt hegesztők több áramot kapnak az inverteren. A hegesztés minőségét azonban pontosan az elektróda mozgási sebessége szabályozza.
A magasan képzett és képzett hegesztők és a fejlett technológiák nem kapják meg a megfelelő tanfolyamokat, és szisztematikus gyakorlati és oktatási tevékenységet folytatnak ezen a területen, és megtartják a szervezetben szerzett tapasztalatokat. Ugyanakkor a szakirodalom és a paraméterek beállításának és a megfelelő alkalmazáshoz való felhasználásának ismerete szinte elérhetetlen. A gyakorlatban a legtöbb folyamatmérnök és hegesztők inkább el akarják kerülni ezeket a folyamatokat. Az impulzusalak oszcilloszkópon való tényleges regisztrálása nélkül lehetetlen a pulzushegesztést a technikai gyakorlatban szabályozni és az úgynevezett hőterhelést megbecsülni, amely a vezérlés egyik alapértéke.
Ami az elektródokat illeti, a polaritás megválasztása az anyagból származik, amelyből készült, vagy a bevonat típusa. Például az egyenáramú hegesztésnél a szénelektródot használó fordított polaritás használata a hegesztett rudak gyors fogyasztásához vezet. Mert magas hőmérsékleten a szénelektród elkezd lebomlani. Ezért ezt a nézetet csak közvetlen polaritás üzemmódban használjuk. Egy tiszta, bevonat nélküli fémrúd ellenkezőleg, a hegesztési varratot jól fordítja a fordított polaritással.
Ezt követően ezt a folyamatot rozsdamentes acélok, nikkel, réz, sárgaréz, bronz, titán, cirkónium és fémötvözetek hegesztésére terjesztették ki, amely akkoriban alig hegesztett vagy fűtött. A folyamat jelentős fejlődése az 1950-es és 1960-as években következik be a nukleáris, rakéta, légi és katonai iparágak gyors fejlődése miatt. Eredetileg hidrogéngázként használták a második világháború előtt, így a hegesztési folyamat eredeti neve „atomi hidrogén” volt.
Mivel azonban a magnéziumötvözetek könnyen gyúlékonyak, az atomi hidrogénhegesztés nem biztonságos és alkalmazható. Kezdetben ez a vízhűtésű égők kifejlesztése volt, mivel az elektródák közötti pólusú vezetékek használata jelentős túlmelegedést és hőterhelést jelentett az égőn. A módszer magnéziumötvözetekre hélium védő atmoszférájú volt. A modern szabadalom égőfúvóka képe, amely egyértelműen nem teszi lehetővé a gáz és a lamináris áramlás megfelelő védelmét.
A hegesztés mélysége és szélessége az alkalmazott módtól is függ. Minél nagyobb az áram, annál nagyobb a behatolás. Ez azt jelenti, hogy a hegesztés mélysége megnő. Ez az ív hőbeviteléről szól. Valójában ez a hegesztési egység egy hosszúságán áthaladó hőenergia mennyisége. De a hegesztett fémlapok vastagságától függetlenül lehetetlen a végtelenségig növelni az áramot. Mivel a hőenergia nyomást gyakorol az olvadt fémre, ami elmozdulást okoz. Az ilyen nagy teljesítményű elektromos hegesztés végeredménye a hegesztőmedence átégése. Ha inverterrel való hegesztés során a közvetlen és fordított polaritás hatásáról beszélünk, akkor a megforduló polaritás módban nagyobb olvadási mélység érhető el.
Ezt a kérdést később Linda oldotta meg. Ábra: A Russell Meredith Northrop Aircraft szabadalmi felvonója - a hegesztési folyamat általános konfigurációja. Ábra: Szabadalmi lift Russell Meredith Northrop repülőgép - a hegesztőpisztoly része. Ábra. Érdekes tény, hogy ebben az időben a részvétel nem fogyasztható volfrámelektródot használ a póluson. Az a tudás, amit ma a polaritás részvételének hatásáról és a védőgázok hatásáról ismerünk, nem ismert. Ez a vegyület az égő rendkívüli túlmelegedéséhez vezet, és a vízhűtéses égők intenzív fejlődéséhez vezetett.
A hegesztés néhány jellemzője közvetlen polaritással
A közvetlen polaritás meghatározása. Egyes tulajdonságok jelennek meg. hegesztések a csatlakozási folyamat során a közvetlen polaritás módjában. De volt néhány finom pont.
- A hegesztési medencében az elektródákból vagy a töltőanyagokból származó fémeket nagy cseppekben szállítják. Ez egyrészt egy nagy fémpermet. Másodszor, a penetrációs együttható növekedése.
- Ebben az üzemmódban az elektromos ív instabil.
- Egyrészt a behatolási mélység csökken, ellenkezőleg, csökken a szén beillesztése a munkadarab fémének tömegébe.
- A fém megfelelő fűtése.
- Az elektróda rúd vagy töltőhuzal kisebb fűtése, ami lehetővé teszi, hogy a hegesztő nagyobb értékű áramokat használjon.
- Néhány hegesztőanyag esetében a lerakódási sebesség növekedése figyelhető meg. Például olvadó elektródák inert és néhány aktív gáz használata esetén. Vagy, ha olyan töltőanyagokat használunk, amelyeket bizonyos típusú fluxusoknál, például OSTC-45 fokozatban alkalmazunk.
- Egyébként a közvetlen polaritás is befolyásolja a két fémréteg közötti varratban található anyag összetételét. Általában a szén gyakorlatilag nincs jelen a fémben, de a szilícium és a mangán nagy mennyiségben van jelen.
A fordított áram polaritásának hegesztése
A vékony munkadarabok hegesztése fokozott nehézséggel járó folyamat, mivel mindig fennáll az égési sérülések veszélye. Ezért a fordított polaritás módjához kapcsolódnak. De vannak más módszerek a veszély csökkentésére.
Később a pólusra szerelt elektródákra kerültek át, és a huszadik századot az első impulzusidő folyamatban is használták, mindkét típusú vegyületet ma használták a legtöbb fém számára. Az utóbbi évtizedekben ez a folyamat az automatizált folyamatok továbbfejlesztését eredményezte, főként pulzált üzemmódban és hideg vagy forró vezeték automatikus behelyezésével. A folyamat tehát a további fejlődés századának második felében volt.
Ebben a sémában a hegesztőhuzalt az orsóadagolóból tápláljuk be, miközben egy külön áramforráshoz van csatlakoztatva. A forró huzal mellékhatásként történő adagolásának folyamata nagyon alacsony hidrogénszintet eredményez a hegesztési fémben.
- Csökkentse az áram potenciálját a munkadarab hőmérsékletének csökkentése érdekében.
- A hegesztés jobb szakaszos varratok. Készítsen például egy kis részt az elején, majd lépjen a középre, majd kezdje a dokkolást a másik oldalról, majd kezdje meg a közbenső szakaszok főzését. Általában a rendszer megváltoztatható. Így elkerülheti a fém torzulását, különösen, ha a csatlakozás hossza meghaladja a 20 cm-t, annál nagyobb a hegesztett részek, annál rövidebb az egyes szakaszok, annál alacsonyabb a fémtorzítás aránya.
- A nagyon vékony fémlemezeket az elektromos ív rendszeres megszakításával hegesztik. Azaz, az elektróda kihúzódik a hegesztési zónából, majd azonnal újra meggyullad, és a folyamat folytatódik.
- Ha átfedő hegesztés történik, a két üres hermetikusan egymáshoz kell nyomni. Egy kis légrés a felső rész kiégéséhez vezet. A megfelelő illeszkedéshez szorítók vagy bármilyen terhelés szükséges.
- A kötegek összekapcsolásakor jobb, ha minimálisra csökkentjük a részek közötti rést, és ideális esetben egyáltalán nem lenne rés.
- A nagyon vékony munkadarabok egyenetlen élekkel való hegesztéséhez meg kell helyezni egy anyagot a csukló alatt, amely jól veszi az eljárás hőjét. Ehhez általában rézlemezt használnak. Fém és acél. Ebben az esetben minél nagyobb a segédréteg vastagsága, annál jobb.
- Lehetőség van a hegesztett termékek széleinek megvilágítására. Peremszög - 180 °.
Az elektromos ívhegesztést olyan berendezésekkel lehet elvégezni, amelyek közvetlen vagy váltakozó áramot termelnek. Ha a váltakozó árammal végzett munka nem tartalmaz árnyalatokat a tömeg és az elektródatartó helyes bekötésének kérdésében, akkor hegesztéskor egyenáram polaritás hegesztő elektródák nagyon fontos.
Ez a megoldás különböző cégeknek kínál modern égőit, az égő ergonómia folyamatos javulásának részeként és a termékeik „fejlesztésében”. Az eljárást hegesztő töltőanyag hozzáadása nélkül vagy további mennyiségű töltőhuzal hozzáadásával lehet használni az alapanyag olvadáspontjához, általában egy hegesztett vagy huzalozott tekercsek formájában, amelyeket az automatikus hegesztésnél megmunkálnak. Automatikus hegesztés esetén az automatikus adagolás még mindig megkülönböztethető. hegesztési huzal hideg vagy meleg.
Általános fogalmak
A hegesztőgép pólusától függően a hegesztési mód típusa és jellemzői határozhatók meg:
- Az egyenes polaritás hegesztése a pozitív pólus összekapcsolását a csatlakoztatandó munkadarabbal (tömeg) és negatív az elektródatartóhoz.
- A fordított polaritással végzett munkákhoz a pólusok megfordulnak (plusz a tartó, mínusz a tömeg).
Annak ellenére, hogy az elektródák polaritását alkalmazzák, az egyenáramú hegesztésnek közös jellemzői vannak a váltakozó feszültség alkalmazásához képest:
A forró huzal alkalmazása az, hogy a huzal a "segéd" forráshoz van csatlakoztatva hegesztőárama hegesztési teljesítmény növelése. Jelenleg automatizált folyamatokat fejlesztettünk ki és alkalmaztunk impulzus hegesztési huzal előtolási sebességgel.
A légkör védőelektródája és a légköri hegesztési medence van inert gáz - általában argon vagy hélium vagy ezek keveréke. Különösen a környező atmoszférához nagy reaktivitású fémek hegesztéséhez inert gázt kell használni, amely megfelelően védi a hegesztett medencét a levegőben lévő oxigéntől. Az eljárás vékony anyagra alkalmas, körülbelül 1 mm-től a vastagságig. 3, 5 és 5 mm között.
Hegesztés egyenes polaritással
Ezzel az elektródák csatlakoztatásával a munkadarabot több fűtésnek vetik alá, és nem az elektródát. Ezt az üzemmódot sokkal nagyobb hőmennyiség kibocsátása jellemzi.
Ennek a folyamatnak a fő jellemzője a kiváló minőségű hegesztések a salak hiánya és a hegesztési medence és az alapanyag szomszédos területeinek nagyon hatékony védelme tekintetében. védőgázKiváló képesség a hegesztési medence vezérlésére és az egész folyamat megolvasztására a kézi hegesztési folyamat során. A módszer a gyártás és összeszerelés minden pozíciójára alkalmazható.
A hegesztési varratnak és a varrás gyökérének a geometriai pontossága és a rajzok egységessége magas, a szabványt elértük hegesztett kötések kiváló minőségű, kiváló minőségű felület, amely az erőt és a fáradtság ellenállást okozó hibákat okoz.
Ezért az alábbi műveletekhez a közvetlen polaritású hegesztés ajánlott:
- Fém vágása bármilyen típusú elektródával.
- Hegesztési üres, jelentős vastagságú.
- A magasabb olvadáspontú fémekkel dolgozzon.
Ezekben az esetekben szükség van a munkadarabok magasabb hőmérsékletre történő melegítésére, és ehhez a munkához jelentős hőelvezetés szükséges.
A hegesztők alacsonyabb termelékenységi és képesítési követelményei hátrányosak a folyamatban. Ez kiküszöböli a hegesztő salak felületének tisztítását, csak egy ecsetet. Korrózióálló anyagok esetén a felület passziválásával történik. Az eljárás általánosan alkalmazható a leggyakrabban hegesztett fémekre.
Az eljárást előnyösen hegesztendő egyéb anyagok, például alumínium és ötvözetei, magnéziuma és ötvözetei, réz, titán stb. Hegesztésére használjuk. Ezen túlmenően az eljárást a hegesztett nyomástartó edények és acélcsövek gyökérrészeihez használják, rozsdamentes acél és rozsdamentes acél, titán és ötvözetei. Az alacsony szén-dioxid-tartalmú acél hegesztéséhez a pórusok kialakulására hajlamos folyamat, és a hegesztési élek gondos előkészítését, a hegesztési paramétereket és a védelmet biztosító eljárást igényel, amely alkalmas az igényes gyökérhegesztésekre, védőgázt képezve.
Fordított polaritású hegesztés
 Ebben az esetben az elektróda több fűtésnek van kitéve, így kevesebb hő kerül a munkadarabba.
Ebben az esetben az elektróda több fűtésnek van kitéve, így kevesebb hő kerül a munkadarabba.
A nagy szilárdságú és korrózióállóságú hegesztések biztosítják a megfelelő technológiát és a további hegesztőanyagok kiválasztását. Egy másik alkalmazási terület a különböző anyagok hegesztésének lehetősége - réz és ötvözetei, acél, nikkelbevonatos acélok, szerszámacélok és hegesztés, például kobalt burkolat.
Amikor a feszültségváltozás az áram kis változásához vezet. Ezek olyan villamos energiaforrások, amelyek hegesztő elektródákkal készülnek. Könnyen használható gyújtóenergia-források. mechanikus érintkezést használ volfrám elektróda megérintette a fő anyagot.
Ennek következtében a fordított polaritású elektródák lehetővé teszik a munkát lágyabb (finom) üzemmódban.
Ez sok esetben releváns például a rozsdamentes vagy vékony acéllemezek hegesztésére érzékeny ötvözetek hegesztésénél.
Ilyen csatlakozást is használnak a védőgázok vagy a víz alatti fluxus környezetében végzett munkához.
A szükséges polaritás meghatározása
Sok ellentmondás van az elektródák polaritásának meghatározása során a hegesztés során, és mindegyik oldal megadja a helyes, látszólag érveket. A fenti változat ellenfelei a technológiai tankönyvekre vonatkoznak. hegesztésa múlt század közepén megjelent, figyelembe véve, hogy a benne megadott információk a leginkább helyesek.
De érdemes figyelembe venni, hogy azóta jelentős javulás történt. hegesztőberendezések és fogyóeszközök. Ezért az elavult technológiákra vonatkozó ajánlások alapján még mindig nem érdemes. A legmegfelelőbb a fent említett polaritás választása.
Van egy másik hegesztők csoportja, akik úgy vélik, hogy minden munka jobb (vagy inkább kényelmesebb), hogy kizárólag a fordított polaritásra hajtson végre. Ez elsősorban annak az oka, hogy ebben az üzemmódban az elektródák kevésbé tapadnak, és nincs veszélye a fém égésének. De az inverter-hegesztési technológia megjelenése megoldotta ezt a problémát.
Érdemes figyelmet fordítani az elektródák típusára. Vannak olyan márkák, amelyek csak közvetlen vagy fordított polaritással használhatók, a gyártó ajánlásainak megsértése nem csak bonyolítja a hegesztési folyamatot, hanem elvileg lehetetlenné teszi.
Eddig a gyártók már kínálnak olyan elektródákat, amelyek bármilyen feszültséggel és különböző polaritással működhetnek.
Az elektróda csatlakozás polaritásának helyes megválasztása segíti a hegesztési folyamat egyszerűsítését és a varrat minőségének javítását.




