Hegesztő plazma. Plazmahegesztés - mi és hogyan működik. A plazmahegesztés sajátosságai.
Felületek csatlakoztatása plazma hegesztéskor! Plazmahegesztés - olyan módszer, amely radikálisan különbözik a meglévő hagyományos hegesztési technológiáktól.
Plazma hegesztőgép
Ez a plazmahegesztés meglévő előnyeiben nyilvánul meg:
- Folyamatbiztonság a hegesztő számára;
- Egyedülálló lehetőség az energia megtakarítására;
- A megfelelő teljesítmény magas szintje hegesztőgép;
- Kiváló minőségű hegesztés vagy vágás eredményei.
Magában a plazmahegesztés egy innovatív eljárás fémlemezek összekapcsolására. Ma ez a típus aktívan használatos bizonyos iparágakban: mérnöki, műszerkészítő, légi közlekedési vállalkozások stb.
Nagyobb sűrűség, jobb vágás
A nitrogén vízzel végzett plazmavágás két tényezője hozzájárulhat a sima vágásokhoz. a céllal, hogy plazmavágásmint lézeres vágás, a legnagyobb energia-sűrűség elérése, amely hatékonyan behatolhat a lemezbe. Az összes plazmafolyamatra jellemző szűkítés és stabilizálás egy kis fúvókaátmérővel, a plazma képző gáz örvénymozgásával kombinálva érhető el. A folyamatváltozástól függően további összehúzódás érhető el vízzel védőanyagként.
A plazmahegesztést akkor használjuk, ha szükséges a nagy szilárdságú hegesztés. Jellemző, hogy a plazmahegesztési berendezések nem igényelnek oxigénpalackokat.
A technológia környezetbarát, mivel a fémhegesztés során nincs káros anyag és gáz. Ezen túlmenően plazma berendezéssel nemcsak a hegesztés, hanem a fémek és ötvözetek vágása is lehetséges (csak a megfelelő vágógépre van szükség).
Más mechanizmusok is használhatók az ív szűkítésére és stabilizálására, mint például a fúvókához nagy hővezető képességgel rendelkező anyagok, amelyek a tömörített ív által sugárzott hőt, vagy akár intenzív mágneses mezőket kiürítik. Jelenleg azonban az ilyen rendszerek költsége ellensúlyozza a vágás minőségének és sebességének növekedését.
Ami a vágási technológiát használja, az alkalmazási követelményektől függ. De a helyes gázkeverékA helyes fáklya kialakításával kiegészítve a plazmavágó rendszerek gyorsan tisztíthatják a vágásokat és megkönnyíthetik a hegesztők életét. Az elektródának az égőházba történő elhelyezésével azonban a plazma ív elválasztható a héjtól védőgáz. Ezután a plazmát egy finom rézfúvókán keresztül tolják át, amely összenyomja az ívet. Három működési mód érhető el a lyukátmérő és a plazma gáz áramlási sebességének megváltoztatásával.
További információ a hegesztési folyamatról
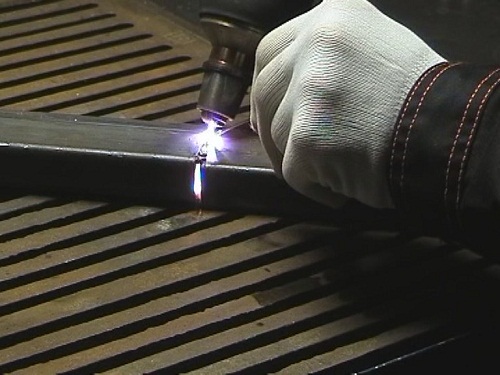
A hegesztési folyamat technológiájának helyes megértéséhez fontos, hogy alaposan ássuk be a lényegét. A fizika szempontjából a plazmahegesztés során az ionizált gáz (azaz a plazma) a fúvókával hegesztendő alkatrészek felületére irányul. A plazma képződéséhez szükséges a munkagáz melegítése magas hőmérsékletre. Erős elektromos árammal érhető el.
Bár a plazma gáz áramlási sebessége növelhető a penetráció javítása érdekében hegesztési varrásFennáll a levegő és az árnyékoló gáz behatolásának veszélye a gázárnyék túlzott turbulenciája miatt. A növekedés miatt hegesztőáram és a plazma-gáz áramlása nagyon erős plazma sugárzást hoz létre, amely teljes mértékben behatolhat az anyagba, mint például a lézer vagy a elektronsugaras hegesztés. A hegesztés során a lyuk fokozatosan áthalad a fémen, miközben a megolvadt hegesztési medence kifelé áramlik ki, hogy hegesztést hozzon létre a felületi feszültség hatására. Ez az eljárás a vastagabb anyag egyetlen menetben történő hegesztésére használható.
- A mikroplazma ív nagyon alacsony hegesztési áramoknál működik.
- Az oszlopív akkor is stabil, ha az ív hossza 20 mm-re változik.
- Süllyesztett plazma: több mint 100A.
Plazma folyamat
A megfelelő eszközzel csatlakozhat:
- Vékonyfalú csövek;
- Különböző típusú vékony konténerek;
- Fóliából készült alkatrészek;
- Külön ékszerek.
A hegesztőgép önszerelése
A plazmahegesztéshez, valamint a fémek vágásához csak a sűrített levegő és a villamos energia szükséges. A kompresszor berendezés használata esetén a készülék csak villamos energiát igényel. Ennek eredményeként a hegesztéshez az elektródákat, valamint a plazma fáklyát kell cserélni.
Az ív regenerálása nehéz, ha egy hosszú távolságban van egy elektróda, és a plazma összenyomódik. Ezenkívül az elektróda túlzott fűtése a pozitív félperiódus alatt a hegy csúcsának eltömődéséhez vezet, ami megzavarhatja az ív stabilitását.
Az elektróda pozitív polaritásának időtartamának csökkentése érdekében a hullámforma kiegyensúlyozásával az elektróda elég hűvös marad, hogy megtartsa a hegyes csúcsot és az ív stabilitását érje el. Ezt a „pilóta” ívet a fáklya testében tartják, amíg a hegesztéshez nem szükséges, majd a munkadarabba kerül.
A plazmahegesztőgép független kialakítása kemény munkát igényel.
Először is meg kell tennie a tápegység áramkörének fejlesztését. Egy ilyen blokktól függ a készülék teljes működése.
Mert a munka szükséges:
- A szokásos hegesztőberendezés fojtószelepe. Ez az elem a feszültség stabilizálásához szükséges. Ha a stabilitás nem biztosítható, akkor a feszültségcsillapítások csillapítják a plazmát, ami annyira szükséges a hegesztéshez és a vágáshoz;
- A tirisztor háromfázisú egyenirányítója. Ennek az áramkörbe való felvételét az 50 amper körüli áramkorlátozás szükségessége magyarázza;
- Normál autóindító. Ez az elem automatikus gyújtás biztosításához szükséges. Azonban lehetséges, és a hagyományos forgalmazó használata. Mindez kiküszöböli a kézi gyújtogatás szükségességét.
A plazmahegesztő gép létrehozásakor természetesen nagyon fontos figyelmet fordítani a testre. Az összes szükséges anyag és jó fémmegmunkáló gép jelenlétében az összes fő elem független gyártása nem okoz nehézséget.
A plazmafolyamathoz használt elektróda volfrám-2% torium, és a plazmafúvóka réz. A plazmafúvóka-csatorna átmérője kritikus és a lyuk átmérője túl alacsony az aktuális szinthez, és a plazma-gáz áramlási sebessége a fúvókák túlzott eróziójához vagy akár olvadáshoz vezet. Indokolt a legnagyobb lyukátmérőt használni az üzemi áramszintnél.
Megjegyzés: a túl nagy lyuk stabilitási problémákat okozhat, és megtarthatja a kulcslyukat. A normál gázkombináció argon a plazma gázhoz, argon és 2-5% hidrogén a védőgázhoz. A hélium plazma-gázhoz használható, de mivel melegebb, csökkenti a fúvóka névleges áramát. Egy alacsonyabb hélium-tömeg is akadályozhatja a kulcslyuk módot.
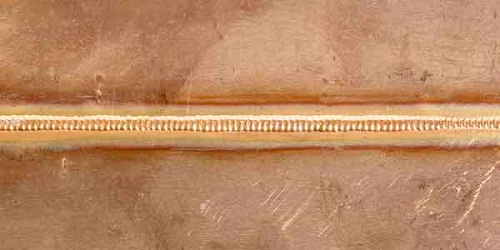
A varratokat a részek plazmahegesztéssel történő csatlakoztatása után
A teljes hegesztéshez és vágáshoz használt géppel való teljes kép érdekében javasoljuk, hogy az interneten széles körben vizsgálja meg a rendszereket.
A hegesztés és vágás kulcseleme a plazma fáklya. A kialakítás olyan, hogy valójában egy kényelmes fogantyú, amelyben az anód és a katód található.
A Microplasma-t hagyományosan vékony lemezek, valamint drót- és huzalszakaszok hegesztésére használták. A tűszerű merev ív minimalizálja az ívet és a torzulást. Az előnyök a mélyebb behatolás és a felületi szennyeződéssel szembeni nagyobb ellenállás, beleértve a bevonatokat is. A fő hátránya a fáklya élesedése, ami megkönnyíti a kézi hegesztést. A gépesített hegesztés során nagyobb figyelmet kell fordítani a fáklya karbantartására a stabil működés érdekében.
Ennek számos előnye van: mély behatolás és magas hegesztési sebesség. A hagyományos módszerek a kulcslyuk üzemmód használata töltőanyaggal a hegesztés sima profiljának biztosítása érdekében. Legfeljebb 15 mm vastagságú, 6 mm-es gyökérfelületű csatlakozó előkészítés. Két passzív technikát alkalmaznak, és itt az első lépés autogén, és a második áthaladást olvadás üzemmódban töltőanyag hozzáadásával végezzük.
Az anód egyidejűleg fúvóka, rézből készül. A hegesztési folyamat során vízzel lehűtjük. Katódként is használják a volfrámot (beleértve a lantánt is).
Ezek a két elem nem érintkeznek, mivel speciális anyagokkal vannak szigetelve. Általában az azbeszten keresztül.
A plazmaív megjelenése az anód és a katód között történik egyenáram100 V feszültségű. Ez az ív, amely lehetővé teszi, hogy a gázt a kívánt magas hőmérsékletre melegítsék. A hegesztés megkezdődik: a plazmaáramlás bekövetkezik, ahol a hegesztendő alkatrészeket elhelyezik (vagy fémből vágják).
Az égők tervezési jellemzői
Mivel a hegesztési paramétereket, a plazma gázfogyasztást és a töltőanyag-adagolást gondosan ki kell egyensúlyozni a kulcslyuk fenntartása és a hegesztés stabilitása érdekében, ez a módszer csak a mechanizált hegesztés. Bár helyszíni hegesztéshez, általában impulzusárammal használható, általában azt használják, hogy a vastagabb lemezanyagot lapos helyzetben hegessze. A csövek hegesztésekor gondosan ellenőrizni kell az áram- és plazma gáz áramlását, hogy bezárhassuk a kulcslyukat anélkül, hogy elhagynánk a lyukat.
Így a plazmahegesztéshez szükséges berendezés független kialakítása meglehetősen valós. Az eredmény a különböző fém alkatrészek kiváló minőségű csatlakoztatásának lehetősége. Az önszerelt eszköz sok esetben hasznos lesz, a saját kezével végzett plazmahegesztés különösen kényelmes lesz, ha személyi autót javítanak.
Frissítve lett, így a weboldal nem tükrözi pontosan a nyomtatott verziót. A plazmahegesztés egyedülálló teljesítménytulajdonságokkal rendelkezik a fáklya kialakításából. A plazma fáklyában azonban az elektróda egy kis rézfúvóka mögött helyezkedik el. Ha az ív áthalad a fúvókán, egy jellegzetes oszlopáram vagy plazma képződik.
Mi a közvetlen plazmahegesztés?
A hegesztés során a plazmaív levágja a fémet, egy kulcslyukot alkot, míg az olvasztott hegesztési medence a kulcslyuk körül áramlik, hogy hegesztést hozzon létre. Ebben az üzemmódban mély behatolás és magas hegesztési sebesség érhető el. Ez egy nagyon erős ívplazmát generál, hasonlóan a lézersugárhoz. . Alternatív módon rendelkezésre álló plazma berendezések, amelyeket kifejezetten felhasználásra terveztek.
A rozsdamentes acélokból, színesfémekből és különböző fémekből készült szerkezetek hegesztéséhez, valamint a nem fémekkel fémek hegesztéséhez, legfeljebb 15 mm vastagságú hegesztéshez speciális plazma típusú hegesztést használnak.
Ez a típusú hegesztés magas hőmérsékletű plazma ív segítségével történik (akár 50000 0С), amelyet speciális berendezés segítségével nyerünk, amely lehetővé teszi plazma sugár vagy ív beszerzését. Ezen túlmenően a plazmaugár sok nem színesfém és tűzálló fém vágására, forrasztására és permetezésére szolgál. Ismert, hogy a plazma olyan gáz, amely az elektromos áram állapotának ionizációjához és vezetéséhez vezet.
Védőfelszerelés. . Plazma folyamat általában az elektróda által termelt hő minimalizálása érdekében negatív elektróda polaritással működik. Vannak azonban speciális égők pozitív polaritású elektródák kezelésére, amelyek hatékony hűtésen alapulnak, hogy megakadályozzák az elektróda olvadását. Az alumínium hegesztésére egy pozitív elektróda-fáklyát használnak, amely megköveteli, hogy a katód legyen az anyagon az oxid film eltávolítására.
Gorynych hegesztőgép
Az ív-regenerálással kapcsolatos problémák a fúvóka szűkítésével, egy hosszú elektróddal vannak összefüggésben a munkadarab távolsága és az elektróda csomagolása, amit a pozitív elektróda polaritása váltakozó időszakai okoznak. Az elektróda és a rézfúvóka között kialakított pilot ív automatikusan átkerül a munkadarabra, amikor a hegesztéshez szükséges.
A plazmahegesztést a légiközlekedés, a repülőgépipar, a gépipar, az autóipar, az élelmiszeripar és a gazdaság egyéb ágazataiban használják, ahol a szerkezetek magas követelményeket támasztanak a gyártás minőségével szemben.
A hegesztés lényege - az erőszakkal tömörített elektromos ív megolvasztja az alkatrészek és formák széleit hegesztési varrás. A hegesztés manuális vagy automatikus üzemmódban is elvégezhető. A kivitelezés módjától függetlenül a varratok kiváló minőségűek és adott geometriai méretekkel rendelkeznek, míg a szerkezetek nem deformálódnak.
A hagyományos égő kialakításakor az elektróda a vízhűtéses rézfúvóka mögött helyezkedik el. Mivel a plazmaív erejét a fúvóka szűkítésének mértéke határozza meg, figyelembe kell venni a lyuk átmérőjének megválasztását a plazma gáz aktuális szintjéhez és áramlási sebességéhez viszonyítva. A „puha” plazma esetében, amelyet általában mikro- és közepes áramú üzemmódokra használnak, viszonylag nagy átmérőjű nyílás ajánlott a fúvókák eróziójának minimalizálása érdekében.
Mikroplasma hegesztés: a folyamat néhány jellemzője
A nagyáramú plazmavágási módban a fúvóka nyílásának átmérőjét, a plazma gázáramlási sebességét és az áramszintet úgy választjuk meg, hogy olyan erősen tömörített ívet hozzunk létre, amely elegendő teljesítményt biztosít az anyag áthidalásához. A plazma gáz áramlása kritikus fontosságú a mélyen behatoló plazmaív kialakításához és a fúvókák eróziójának megakadályozásához; A túl alacsony gázáram a lyukátmérő és az áramszint számára kettős ívet eredményez a fúvóka fáklyában és olvadásában.
A plazmahegesztés előnyei és hátrányai
A hegesztés előnyei:
- a hő magas koncentrációja egy minimális hőterhelési zónával, amely kiküszöböli a részek elhajlását a hegesztési folyamat során, és így kiküszöböli a szerkesztés szükségességét;
- ív stabilitása;
- magas hegesztési sebesség (50 m / h-ig), ami javítja a termelékenységet;
- a fém behatolása a teljes mélységbe, ami lehetővé teszi, hogy a hegesztés előtt ne végezzen élvágást;
- a hegesztési ív szabályozása széles határai;
- fémszórás hiánya a munka során;
- hatékonyság;
- a hegesztett kötés magas minősége;
- a hegesztési folyamat teljes automatizálásának lehetősége.
A hátrányok a következők:
Nagy plazmahegesztés
Tekintettel a javasolt kiindulási pontra a plazma gáz áramlási sebességének és az aktuális szint beállításának a furatátmérők és különböző működési módok tartományához. Az elektróda egy volfrám, amely 2-5% torium hozzáadásával segít az ív megindításában. Általában az elektróda csúcsa 15 fokos szögben van földelve a mikroplazma hegesztéshez. A csúcsszög az aktuális szinttel és a nagy áramú, kulcslyukú plazmahegesztéssel növekszik, 60-90 fokos szöget ajánlunk. Nagy áramszint esetén a csúcs kb.
- bizonyos típusú berendezések karbantartásának bonyolultsága;
- a biztonság betartásának szükségessége.
Plazmahegesztő gép
A plazmahegesztő gép speciális fáklya (plazma fáklya) és áramforrásból áll.
A plazma fáklya a következő fő részekből áll:
- külső burkolat;
- pTFE héjak;
- elektróda szerelvény;
- légáramlás-szabályozó mechanizmus;
- szigetelő perselyek;
- elektród;
- szigetelő perselyek;
- fúvóka;
- fúvóka anyák.
A kialakítás biztosítja a gázellátást (plazma képző és védő), valamint a víz vagy levegő hűtését. A plazma képző gáz tiszta argon vagy argon, hidrogén vagy hélium hozzáadásával, valamint levegő, nitrogén, hidrogén vagy gázkeverékek is alkalmazhatók. A védőgáz leggyakrabban argon. Az elektródok volfrámból készülnek, amelyet tórium, lantán vagy itrium aktivál, és hafniumból és rézből is készülnek. A fúvóka falainak hűtéséhez víz- vagy levegőellátás szükséges.
A csúcsszög általában nem kritikus. kézi hegesztés. A gépesített alkalmazások esetében azonban a csúcs és a fúvóka állapota meghatározza az ív alakját és a hegesztési penetráció profilját, ezért különös figyelmet kell fordítani a csúcs csiszolására. Szükséges időnként ellenőrizni a csúcs és a fúvóka állapotát, és kritikus komponensek esetén ajánlatos ellenőrizni a hegesztők közötti fáklya állapotát.
Hogyan történik a plazmahegesztési folyamat lefelé?
A következetesség biztosítása érdekében fontos, hogy a fúvóka mögött állandó elektróda álljon fenn; Az elektróda vezetőt és a speciális szerszámokat a fáklya gyártója biztosítja. Az egyes fúvókák maximális névleges áramát a maximális elektródpozíció és a maximális gázáramlás határozza meg a plazmában. Az alacsonyabb plazma gázáramlások felhasználhatók a plazmaív lágyítására egy maximális fúvóka névleges árammal, amely csökkenti az elektródától való távolságot.
A fúvókán áthaladó gázáram korlátozza az ív méretét, és az ívet a fúvóka falától távolítja el. Így a gázréteget a fúvókából izoláljuk. Az elektród és a hegeszthető termék (közvetlen ívhegesztés) vagy az elektróda és a fúvóka (közvetett ívhegesztés) közti ívkisülés a fúvókában található lyuk központi részébe kerül.
Egy tipikus gázkombináció az argon a plazma gázhoz és az argon 2-8% H2-hoz a védőgázhoz. A hegesztendő anyagtól függetlenül az argon alkalmazása plazma gázhoz biztosítja az elektród és a fúvóka legkisebb eróziós sebességét. A hélium melegebb ívet ad; azonban a plazma gázhoz való alkalmazása csökkenti a fúvóka áramátvitelt, és megnehezíti a kulcslyuk kialakítását.
Plazma hegesztőgép gyártók
Hélium és argon keverékei. 75% hélium - 25% argon, amelyet védőgázként használnak olyan anyagokhoz, mint a réz. A plazma-gáz áramlási sebességét pontosan meg kell határozni, mivel szabályozza a hegesztési medence behatolását, de a védőgáz áramlási sebessége nem kritikus.
A plazmahegesztőgép működésének elve a következő: az oszcillátor (nagyfeszültségű generátor) elektromos potenciált hoz létre, ami szükséges a szikrakibocsátáshoz és az elektromos ív gyújtásához. Folyamatos ív keletkezik, amely a hegesztendő termékkel érintkezve bezáródik, és így átkapcsol az üzemmódra. A spirális plazma képző gázáram stabilizálja és összenyomja a munkasáv oszlopát. Ez lehetővé teszi, hogy ne érintse meg a plazma fáklya fúvóka falát.
A hegesztés típusai
A plazmahegesztés az alkalmazott berendezéstől függően elvégezhető:
- behatoló és nem áthatoló ív;
- bármilyen polaritás áramján;
- pont és impulzus;
- töltőhuzal és töltőhuzal nélkül;
- kézzel, félautomata és automata gépek segítségével.
A hegesztés a következő áramlatokon hajtható végre:
A hegesztőáram erősségétől függően 3 típusú plazmahegesztés létezik:
- kicsi (0, 1 és 25 A között);
- közeg (25-150 A);
- nagy (150 A felett).
Az alacsony áramú hegesztést mikroplazmának nevezik, és a leggyakrabban használják. Legfeljebb 1,5 mm vastagságú szerkezetek gyártására szolgál. Általában az ilyen típusú hegesztés vékonyfalú tartályokat és csöveket termel, vékony részeket hegeszt a masszívra, ékszereket készít az ékszeriparban, a fóliából készült alkatrészeket a hőelemek gyártásához csatlakoztatja.
Ha a hegesztést töltőhuzal segítségével végezzük, akkor általában zökkenőmentes drótot vagy speciális huzalporot használnak.
A plazmahegesztés fő paraméterei:
- amperben mért amper (A);
- feszültség (V);
- Ø csatornafúvóka (mm-ben kifejezve);
- Ø elektróda (mm-ben feltüntetve);
- plazma gáz fogyasztása (m / h-ban feltüntetve);
- árnyékoló gázfogyasztás (m / h-ban feltüntetve).
Plazmahegesztési technológia
A különböző gyártók által gyártott plazmahegesztő készülékek általában univerzálisak. Segítségükkel különböző térbeli pozíciókban különböző munkákat végezhet: alsó, mennyezeti, függőleges, vízszintes, ferde. A gyártási struktúrák technológiai folyamata a termék hegesztésre való előkészítése, töltőanyag kiválasztása, hegesztés és a berendezés előkészítése.
A hegesztést megelőző részt zsírtalanítani, tisztítani és gondosan rögzíteni kell. A hegesztési folyamat során a hegesztőnek meg kell védenie a szemet a sugárzástól, minden hőkezelés megelőzésére szolgáló módszert és védőeszközt kell használnia, és a beltéri hegesztés során is használjon kipufogó szellőztető rendszert.
Ma a kereskedelmi hálózatban különböző modelleket vásárolhat a plazmahegesztéshez, mind a belföldi, mind a külföldi termeléshez. A háztartási készülékek közül a „PLAZAR”, „GORYNYCH”, „MULTIPLAZ” mobil plazmaberendezés nagyon népszerű.
Például a GORYNYCH egy többfunkciós hordozható eszközt jelent, amely egy plazma generátorból és egy tápegységből és vezérlőegységből áll. A fémek hegesztésére, vágására és keményforrasztására széles körben használható. A 220V-os hálózat táplálja, kompakt és könnyen kezelhető, különösen népszerű a hegesztőknél. Munkafolyadékként, az elvégzendő munka típusától függően, desztillált vizet vagy etil-alkohol oldatot használ ugyanabban a vízben. Egy ilyen eszközt sikeresen használnak nemcsak a gyártás, az építés, hanem a mindennapi életben is.
A külföldi gyártók körében különös figyelmet fordítanak Németországban és Olaszországban gyártott eszközökre. A MERKLE Schweißanlagen-Teshnik GmbH plazmahegesztő és vágógépeinek modelljei jól ismertek a világ különböző részein. A vállalat több mint 50 éve gyártott berendezések és alkatrészek gyártására specializálódott hegesztés. Professzionális modellek plazma gépek A P 421 DC-PT11, P 601 DC-PT11 és P 601 AC / DC-PT11 a VOLKSWAGEN, a MERCEDES-BENZ és más cégek által használt termékeket számos országban használják.
Olaszország gyártója Telwin a plazmahegesztés modern készülékeinek gyártására specializálódott, több mint 50 éve. A Technica Plasma, a Technology Plasma, a Superplasma és mások modelljei túlfeszültséggel, alacsony és magas áramvédelemmel, hővédelemmel, a plazmatron automatikus hűtésével és az égő feszültségére vonatkozó riasztórendszerrel vannak ellátva. Kicsi méretekkel, súlyokkal és nagyon kényelmesek a használatuk.




