Milyen áramot hegesztünk az argon ívhegesztéssel? Hegesztés alumínium DC.
Az alumínium alkatrészek kiváló minőségű csatlakoztatását csak a TIG hegesztésekor lehet biztosítani. A hagyományos elektróda tartósság érdekében az alumíniumötvözetet hegesztheti, de hosszabb utófeldolgozást igényel.Alumínium hegesztés argonnal lehetővé teszi, hogy különböző vastagságú anyagokkal dolgozzon, és jó varratokat készítsen jó feszes tulajdonságokkal. Ez különösen az autók, hajók vagy különböző tartályok javításakor igényelhető. De hogyan kell előkészíteni ezt az anyagot először? Hogyan szereljünk fel berendezést alumínium hegesztéskor? A cikk gyors bemutatója és a videó bemutató segít kezelni ezt a bonyolult ügyet.
Mit érdemes figyelembe venni az alumínium argonhegesztés során?
Az argonhegesztés meglehetősen univerzális, ami lehetővé teszi az anyag különböző vastagságainak kombinálását ezzel a módszerrel és az ötvözetekkel való hegesztést, amelyeket nehéz hegeszteni. Az alap egy elektromos ív ég volfrám elektróda és a termék. A megjelenését az égőhöz adott közvetlen vagy váltakozó áram biztosítja, valamint a hegesztendő alkatrészekhez rögzített tömeget. Az inert gáz védi a hegesztési medencét. Az alumínium és ötvözetei azonban számos olyan sajátos tulajdonsággal rendelkeznek, amelyeknek meg kell ismerniük és figyelembe kell venniük a hegesztés során.
Az egyik nehézség az anyag felületén képződő oxid film. Úgy tűnik, ha a fém kölcsönhatásba lép az oxigénnel. A film 2000 fokos hőmérsékleten olvad. De maga az alumínium már 500 fokos folyamán kezd folyadékot szerezni. Ezért a túl sok áram kiválasztása és az oxid olvadása lehetetlenné teszi a varrást. Miután meghatároztuk a kis paramétereket a készüléken, lehetetlen elkezdeni a hegesztési medence létrehozásának folyamatát. Ezért az alumínium argon ívhegesztése magában foglalja a fém felület előzetes tisztítását az oxidból. Ezt speciális kefével vagy oldószerrel lehet elérni, amely után azonnal meg kell kezdeni a hegesztési folyamatot.
További komplikáció az anyag higroszkópossága. Magas környezeti páratartalom esetén az alumínium elnyeli a levegőből egy kis vizet. Amikor a termék villamos ívvel kezdődik, a hegesztendő anyag nedvességet bocsát ki a felületre. Ez befolyásolhatja a hegesztés minőségét, a termékkel való érintkezés sűrűségét és a nedves területekkel érintkezve a hegesztő kis hézagát. Bár azonnal argonnal lehet forralni, az anyag enyhe melegítését ajánljuk. gázégő 150 fokos hőmérsékleten. Ez elpárolog a felesleges nedvességet és javítja a hegesztési folyamatot.
Az argon-alumínium hegesztéshez az olvadt fémnek a külső levegőtől való megfelelő védelme is szükséges. Ehhez meg kell adni a megfelelő gázáramot. Az utóbbi elégtelen ellátása a fém habosodásához és a volfrám égéséhez vezet. Az argonnal való túlzott ürítés megakadályozza a varrás kialakulását, és az eljárást drágábbá teszi.
A kezdő hegesztők számára egy másik nehézség a tölcsér kialakítása a varrás végén. Ha az ív hirtelen megszakad, megjelenik egy kráter. A fáklya hosszú helyen tartása egy helyen szükségtelen fűtéshez és a hegesztési medence bővítéséhez vezet. Ezért az alumíniumötvözetek argon ívhegesztése további beállításokat igényel az ív csillapítási módjában, ami fokozatosan csökkenti az áramerősséget. Az anyag ezen jellemzőit figyelembe véve a feszültségparamétereket helyesen lehet beállítani, és saját kezűleg jó minőségű hegesztést készíteni.
Hegesztési technológia kezdőknek
Az argon alumínium hegesztés folyamatát nem végezzük egyenáramés változó. Így jobb eredményeket érhet el. Jobb, ha elkezdi az első öltést a képzési felületen:
- A lemezeket kényelmes helyzetbe kell helyezni. A szegélyt ugyanazokkal a paraméterekkel végezzük, mint más típusú fémeket.
- A nedvesség eltávolítása érdekében ajánlatos az anyagot 150 fokra felmelegedni.
- A kefe eltávolítja a felső tűzálló réteget. Alternatív megoldásként oldószert is használhat.
- Az égő a termékhez úgy kerül, hogy az elektród és a felület között 3 mm legyen. A gomb megnyomása és az ív meggyullad. Az alumínium folyékonysága a készítmény szennyeződésétől függ.
- Ha egy kis olvadt fém (hegesztési medence) áll rendelkezésre, a hegesztési zónába adalékanyagot lehet adni.
- Az égőt simán, jobbról balra kell futtatni. A széles varrás esetén oszcilláló mozgásokra lesz szükség. Váltakozó áram esetén egy jellegzetes ropogós hang hallatszik.
- A varrás végén nyomja meg a gombot, és az ív fokozatosan elhalványul. A fáklyát a hegesztési zóna felett tartják, amíg a gáz teljesen le nem áll.
Az eszköz és a mód beállítása
TIG alumínium hegesztés csak akkor lehetséges, ha az eszközök nem csak egyenárammal, hanem váltakozó árammal is támogatják a munkát. A feszültségingadozások gyakorisága ellenére a legjobb varrás az utolsó beállítási opcióval érhető el. A polaritás lehet közvetlen és inverz. A feszültség paraméterek az anyagvastagság alapján állíthatók be:
Fontos, hogy az áramellátást fokozatosan, sima gyújtással, növekvő értékkel állítsuk be a varrat vezetése során, és fokozatosan csillapítsuk az égés végén. Ezzel elkerülhető a kráter képződése a kapcsolat végén.
Az argonfogyasztás a hegesztés során a gáztömlőhöz legközelebb eső manométerre van beállítva. Orosz modellek 6 és 11 liter közötti tartományba kell telepíteni. Ez a mérőberendezés hibája, amelyet csak gyakorlati eszközökkel lehet optimális értékre hozni. Ha a nyomásmérő be van importálva (német, cseh), akkor azonnal 8 literre tehető.
A készülék beállításainál fontos, hogy az ív leállítása után beállítsuk a következő gáztisztítási időt. Az argon ellátásának időtartama 5 másodpercre van beállítva, ami elegendő időt biztosít a fürdőnek az elektróda fagyasztására és hűtésére.
A töltőanyag kiválasztása
Mivel az alumínium viszonylag gyorsan elolvad, majd a töltőhuzal helytelen átmérőjét felveszi, nem lehet ideje a hegesztési zónába való betáplálására és a varrás kialakítására. Ezért a forrasztás vastagságának meg kell egyeznie a hegesztendő lemezek vastagságával. Önnek is óvatosnak kell lennie a töltőanyag kémiai összetételének kiválasztásakor. Például, a duraluminból készült termék nem lesz képes sört készíteni az ehető alumínium rúdjával. A táblázat a töltőhuzal számával és céljával segíthet:
Elektróda kiválasztása
Az argonnal történő alumíniumhegesztés technológiája megköveteli a volfrámelektród megfelelő kiválasztását, amelynek átmérője a lehető legközelebb legyen a hegesztendő alkatrészek vastagságához. Az élesítést klasszikus módon végzik, de nem éles csúcs nélkül, mint a rozsdamentes acél hegesztés esetén. Az égés első másodpercei alatt az elektróda csepp lesz a végén, és így egy varrást kell vezetnie. A volfrám túlmelegedésének elkerülése érdekében a fúvókából való kilépés 3-5 mm-rel szükséges. Hegesztéskor az alumínium kis fröccsenése tapad az elektródához, ami újra élesítést igényel.
Az alumínium hegesztése nem könnyű. De a fenti elvek ismerete és a videó megnézése a szakértőktől származó tanulságokkal, magabiztosan kipróbálhatja a kezét.
- Lépésről lépésre hegesztési utasítások
Az alumínium főzésének megismerése meglehetősen nehéz. Gyakran még az ilyen mesterek sem vállalnak ilyen munkát. A probléma az, hogy az alumínium nagyon szeszélyes anyag, és azzal együtt dolgozva kiváló minőségű frekvenciaváltót kell használni.
Természetesen szinte bármit megtehetsz automatikus hegesztőgépde nagyon jó minőségű hegesztések csak a különleges hegesztési funkcióval rendelkező készülékek fogadását teszi lehetővé. Ha a megjelenés is számít, akkor jobb alumíniumot főzni egy különálló impulzus hegesztési lehetőséggel. Az alumíniumot általában argonban forraljuk. A modern inverterek lehetővé teszik, hogy mindent hatékonyan és a lehető leghamarabb tegyen.
Milyen követelményeket kell betartani az alumínium argonnal történő hegesztésekor?
Forraló alumínium esetén általában tiszta argont használnak. Használhatja a gáz keverékét héliummal. A második opció jobban alkalmas vastag lemezek kezelésére. Az alumíniumot egy speciális használatával forraljuk alumínium huzal szilárd keresztmetszettel.
Fontos, hogy különös figyelmet fordítsunk az égő kialakítására. Először egyenes tömlőre kell felszerelni, csavarás vagy elcsúszás nélkül. Másodszor, ennek a tömlőnek a hossza nem haladhatja meg a 3 mt. A probléma az, hogy az alumíniumot argonnal főzzük, nagyon puha huzal segítségével. A szokásos csatorna helyett jobb az alumíniummal való munkavégzésre tervezett teflon telepítése az égőbe.
Abban az esetben, ha nincs elegendő 3 m-es tömlő az Ön számára, nagyítson hegesztő inverter a feldolgozandó anyaghoz. Ha ez nem lehetséges, akkor csak egy külön adagolószerkezettel rendelkező aggregátummal lehetséges. A hegyek átmérője nagyobb, mint az acélnál. Ez annak köszönhető, hogy melegítéskor az alumínium tovább bővül.
Szükséges a megfelelő elektródák kiválasztása. A legjobb eredményeket az alumínium argonnal történő hegesztése mutatja az alábbi elektródák segítségével:
- OK 96.20, OK 96.10.
- OZANA-1, OZANA-2.
- Nem fogyasztható termékek volfrámalapon.
Az elektródák első márkája széles körben elterjedt egy kicsit több mint 10 évvel ezelőtt. Az ilyen elektródokat főként technikai alumíniummal dolgozzák fel. Használhatók ötvözetek és öntödék hegesztésére is. Ezek lehetővé teszik, hogy stabil ív maradjon. A kész varrás tulajdonságai a lehető legközelebb állnak a forrásanyag tulajdonságaihoz, és a salak kéreg eltávolítása nélkül történik.
A 2. típusú elektródáknál alkáli-só bevonat van. Ezeket különböző alumíniumötvözetekkel végzett munka során használják. A legtöbb esetben előfűtést kell elvégezni átlagosan 200-300 ° C-ig.
Forraljuk az alumíniumot argonnal, nem fogyasztható volfrám elektródokkal. Ezek lehetővé teszik az ív stabil szinten tartását. Az ilyen elektródok átmérője 2-6 mm lehet. Mindegyik esetben külön elektródák átmérőjét külön sorrendben kell kiválasztania. Elsősorban a feldolgozott termék vastagságától függ. Különböző adalékokkal rendelkező volfrámelektródák a legjobbak.

Ha alumíniumot argonnal főzünk, elég drága elektródokat használnak, így választásukat hozzá kell járni a készséghez, és figyelembe kell venni az elkövetkező munka sajátosságait.
Az alumínium argonnal történő forralásához az alábbiakra van szükség:
- Hegesztőgép és megfelelő elektródák.
- Alumínium huzal.
- Gázhegesztő és fűtőberendezés.
Vissza a tartalomjegyzékhez
Az alumínium hegesztés főbb jellemzői
Az alumínium hegesztés fő nehézsége a fémfelületen a feldolgozás során képződő oxidfólia. A film olvadáspontja eléri a 2050 fokot, és az alumínium közvetlenül alacsonyabb hőmérsékleten olvad.
A technológiával összhangban először be kell ütni a filmet, majd utána közvetlenül megolvasztani a fémet. A feladat végrehajtásának legjobb módja az impulzus hegesztés. Az alumínium jó hővezető képességgel és alacsony olvadásponttal rendelkezik. Emiatt, a folyamatban hegesztés a rész világíthat. Ennek elkerülése érdekében elő kell melegítenie az előformát egy kicsit. Ez növeli az alumíniumrész behatolási mélységét.
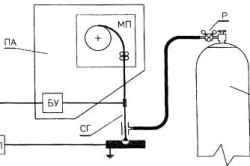
A félautomata hegesztéshez használt poszter vázlatos diagramja: SG - hegesztőpisztoly, P - léggömbcsökkentő, B - sűrített gázú henger, MP - hegesztő drótadagoló, BU - félautomata vezérlőegység, PI - áramforrás.
Annak érdekében, hogy megkönnyítsük az oxigénfóliát, elő kell dolgozni egy részét egy fémkefével. Az ilyen feldolgozás nem sok időt vesz igénybe, de a rész jobb és gyorsabb lesz. A tisztítást közvetlenül a hegesztés megkezdése előtt ajánljuk.
Az alumínium hegesztése során ügyeljen arra, hogy az ív állandó legyen. Ez a szabály nemcsak az alumíniumra, hanem a többi fémre is vonatkozik. Ha az ív hosszabb, mint a szükséges, a tuskó nem olvad. Ha ez rövidebb, a fém meggyullad. Megfelelő ívhossz meghatározása az anyag kémiai összetételének figyelembevételével történik különböző ötvözetekben a hővezetés is eltérő. Az alumínium esetében átlagosan 1,2-1,5 cm ív kerül alkalmazásra.
Az alumínium olvasztási folyamat során tapasztalt másik nehézség a kráter főzése a varrás végén. A probléma abból adódik, hogy az alumínium elég gyorsan lehűl. Ennek a problémának a megoldása lehetővé teszi egy speciális fél-automata működését. Először megnövelt áramot ad, ami lehetővé teszi, hogy áttörje az oxidfóliát. Ezt követően az áram csökken, ami lehetővé teszi a fent említett kráterek problémamentes hegesztését.
Vissza a tartalomjegyzékhez
Milyen hegesztési módszerek léteznek

Az alumínium forrásnál számos különböző módszert fejlesztettek ki különböző anyagok, berendezések és védelmi környezetek.
A legszélesebb körben használt módszerek:
- Inertgáz-hegesztés volfrám elektródával.
- Hegesztés félautomata segítségével automatizált huzaladagolással.
- Hegesztés fogyó elektródákkal védőgázok nélkül.
Ennek a munkának egy fontos feltétele az alumínium felületén képződő oxid film megsemmisítése. Megsemmisítéséhez megfelelő váltakozó vagy közvetlen fordított áram. Az alumíniumot nem lehet egyenáramban főzni, mert ilyen körülmények között oxid film nem adja be a katód permetezését, és nem fog összeomlani.
Vissza a tartalomjegyzékhez
Milyen eszközök alkalmasak alumínium hegesztésre

Az alumínium argonnal történő hegesztéséhez számos hegesztőgépet használhat. Mindegyikük több csoportra oszlik, nevezetesen:
- Univerzális egységek.
- Speciális modellek.
- Speciális berendezések.
Az univerzális modelleket sorozatban gyártják, a vásárlók között a leginkább keresik, és a leggyakrabban használják. Hasonló hegesztést alkalmaznak a gyártási körülmények között speciálisan felszerelt platformokon.
Az argon alumínium hegesztéséhez különböző speciális adalékokat használhat. Könnyebbé és minőségiebbé teszik a munkát.
Azok az egységek, amelyek lehetővé teszik az alumínium argonnal történő főzését nem fogyasztható volfrámelektródákkal, a következő felszerelésekkel rendelkeznek:
- AC / DC forrás.
- Egy égő vagy egy olyan eszköz, amely kifejezetten az ilyen típusú munkákhoz készült.
- Egy eszköz, amely képes indító íverősítést biztosítani, vagy olyan, amely lehetővé teszi a változó ív stabilizálását.
- Berendezés, amely lehetővé teszi a hegesztési ciklus vezérlését.
- A DC kompenzálására és vezérlésére tervezett eszköz.
Jelenleg számos új módszer létezik az argonnal történő alumíniumhegesztéshez, amelyek kifejezetten a főzhető anyagok vastagságának bővítésére szolgálnak, hogy javítsák a teljesítményt hegesztési csatlakozásokbeleértve a penetráció javítását.
A munka során az ív lépésekben vagy bizonyos sebességgel mozog. Ezek a mozgások szinkronizálhatók a hegesztőáram-impulzusokkal. Ennek köszönhetően a penetráció minden területen a leghatékonyabb lesz. Az áram csökkentése kiküszöböli a fém túlmelegedésének kockázatát, és ennek köszönhetően szinte teljesen megszabadul a deformációktól.
A volfrámelektródák lehetővé teszik a jó minőségű hegesztések megszerzését és a munkát meglehetősen nagy sebességgel. A munka elvégzéséhez csak speciális felszerelésre és további egységekre van szükség, nehezen elérhető és drága egységekre van szükség.
Leggyakrabban az argonhegesztést inverteregységgel végezzük. Az ilyen eszközöket mind a mindennapi életben, mind a termelésben széles körben használják. Az inverteres hegesztőgép használata a legjobb megoldás. Még a hegesztés különleges tapasztalata nélkül is meg tudod érteni a technológiát anélkül, hogy nagy erőfeszítéssel lennél. És ez a tudás biztosan hasznos lesz számodra. Először is, Ön képes lesz arra, hogy személyes feladatait elvégezze, másodszor pedig, ha kívánja, szolgáltatásokat nyújt harmadik felek ügyfelei számára.
2015. november 10.
Alumínium hegesztés argonban
A fémek elektromos ívhegesztéssel történő kombinációja annyira elterjedt, hogy soknak tűnik, hogy ez a módszer kivétel nélkül alkalmas minden anyagra. De ez messze van az esettől. Vannak olyan fémek, amelyek különleges kezelést igényelnek, és hegesztésükhöz speciális technológiák szükségesek. Például az alumínium vagy a vékony rozsdamentes acél csak argon atmoszférában lehet főzni.
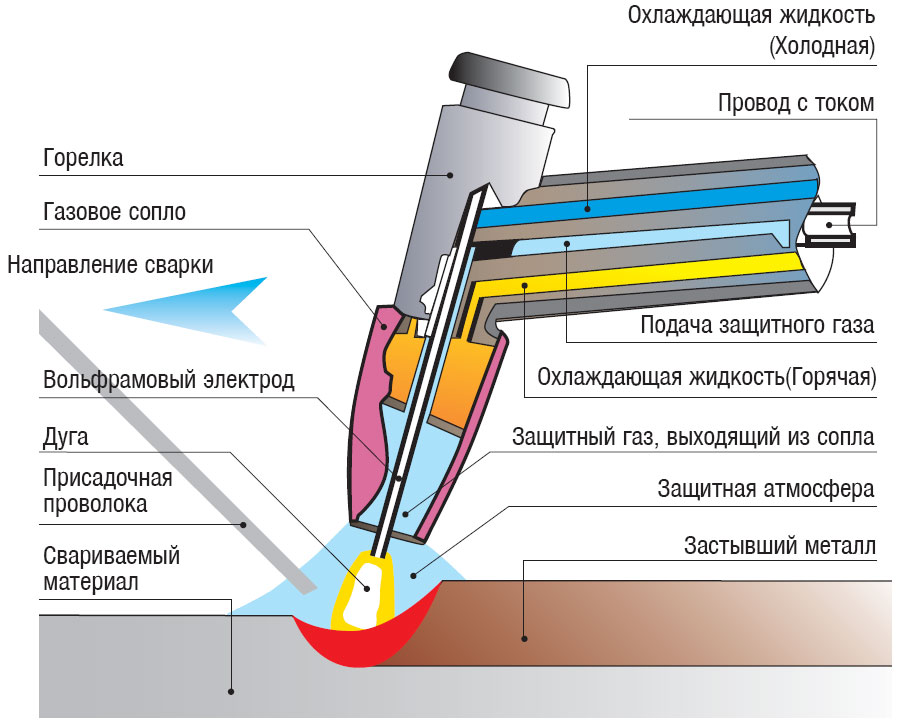
Még az iskolai kémiai kurzusból is ismert, hogy az argon egy inert gáz, és nem lép reakcióba sem fémekkel, sem más anyagokkal. Hogyan működik az argon alumínium hegesztése? Az alumínium hegesztésére szolgáló berendezés pontosan használja a gáz inert tulajdonságait. Az ívhegesztés argonban történik, ami a kerámia fúvókából származik, és a levegőt az ív égési zónájából kiindítja. Az olvadt fém nem oxidálódik, és nem reagál a levegő más alkotóelemeivel, így a vegyület rendkívül tartós lesz.
Az argonhegesztést mind a kis alkatrészek, mind a masszív szerkezetek összekapcsolására használják. Az ilyen típusú elektromos hegesztés egyik jellemzője, hogy több rétegben varratokat készítenek, amelyek monolitikus kötést képeznek, anélkül, hogy a legkisebb mennyiségű salak és skála lenne. De minden egyes összetett típushoz külön égőt kell felvenni.
Hogyan működik az égő argonberendezése hegesztéshez
A fáklya - az argon hegesztőgép egyik fő csomója. Ez a következőket tartalmazza:
- gázfúvóka;
- volfrámelektróda (nem olvadó);
- hűtőrendszer;
- csaptelep.
A kerámiából származó gázfúvóka csatlakozik gázpalack a sebességváltón keresztül. Egy volfrámelektródot használnak elektromos ív kialakítására, de nem önmagában olvad, hegesztésre használnak hegesztési rudat - egy speciális huzalt, amelyet külön-külön adagolnak az ívzónába. A rúd anyagát külön-külön választjuk ki minden egyes fémhez.
Az elektróda élettartamának meghosszabbításához egy bizonyos hőmérsékletre kell hűteni, a kritikus érték alatt. A legtöbb eszköz esetében kézi hegesztésmind amatőr, mind profi, levegővel hűti. Az erőteljes ipari berendezéseknél azonban az elektróda folyadékhűtését az elektróda területén folyamatosan keringő víz biztosítja.

Az alumíniumot hagyományos hegesztőgéppel vagy tisztító argonégővel felszerelt frekvenciaváltóval, speciális beállításokkal vagy speciális argonégővel lehet forralni. Az alumínium hegesztés egyik jellemzője, hogy váltakozó árammal készül.
Argon alumínium hegesztési technológia
Az alumínium minden egyedi tulajdonságával és nagy gyárthatóságával nagyon nehéz hegeszteni. Ez annak kémiai természetéből adódik - a fém felületén egy jelentéktelen vastagságú Al 2 O 3 oxidfólia képződik, de nagyon tűzálló. 2044 ° C hőmérsékleten, és maga az alumínium 660 ° C-on olvad. Ezenkívül az oxid azonnal megjelenik az olvadt fém cseppén, és megakadályozza a monolitikus hegesztés kialakulását.
Ezen kívül az alumínium nagyon magas hővezető képességgel rendelkezik - többszöröse az acélnál. Ehhez a hő folyamatos beáramlása szükséges, és ennek eredményeképpen a növekedés hegesztőáram legfeljebb 1,5-szörödik az acélhoz képest.
Az alumínium hegesztéshez használt AC TIG technológia biztosítja az oxidfólia első megsemmisítését és a további kialakulásának akadályait. Ezt mind az elektromos áram - az egyenáramú alumínium hegesztése teszi lehetővé fordított polaritás vagy váltakozó áram. Ha a polaritás fordul elő, az oxidfólia katódsugárzása teljesen megsemmisül.

A fémolvasztó zóna argonnal történő fújása megakadályozza az oxigén és a hidrogén behatolását, ami romboló hatással van hegesztési varrás. kitörés inert gáz az elektromos ív teljes időtartama alatt kell történnie, és néhány másodpercig nem szabad megállnia a kihalás után.
Alumínium technológia
A használati utasításban az inverter vagy a különlegesség számos utasítást tartalmaz az alumíniummal való munkavégzéshez. Ezek eltérhetnek a különböző modellektől, így meg kell ismerni őket a munka megkezdése előtt, anélkül, hogy a tapasztalatra támaszkodnának. Különösen ha ismeretlen modell új eszközt használ, vagy saját készségeit elektromos hegesztés nem túl nagy.
A kezdeti szakasz a csatlakoztatandó alkatrészek tisztítása és zsírtalanítása. Tisztítsa meg a felületet a szennyeződésektől, az olajtól, a mérlegtől, majd acetonnal, fehérjével vagy oldószerrel zsírtalanítsa. Az oxidfólia eltávolításához a hegesztési területen lévő felületeket acél kefével vagy sminkpapírral tisztítják.

A kezdő hegesztők számára emlékeztetni kell arra, hogy az alumínium esetében 1,6–5 mm átmérőjű volfrámból készült elektródákat és 1,6–4 mm vastag speciális töltő rudakat használnak.
egyetemes lépésről lépésre az alumíniummal való munkavégzéshez nem lehet minden esetet biztosítani, \\ t követnie kell az ilyen ajánlásokat:
- az elektróda dőlésszöge a fém síkjához, hogy 70-800 tartományban maradjon;
- az ívhossz 1,5–2,5 mm-es szinten tartása;
- az égő mozgása a töltő rúd után történik;
- az égő és a rúd visszafelé mozgó rövid mozgásai csak a varrás mentén készülnek, minden esetben nem szögben vagy merőlegesek a csuklóra;
- az alumínium lemez egy réz vagy acél felületre van szerelve a jobb hőelvezetés érdekében;
- az argon ellátása 4-6 másodperccel kezdődik, mielőtt az ív bekapcsol, és a kihalás után 7 másodpercig tart;
- a hegesztési sebességet a hegesztőáram nagysága határozza meg.
A magas minőségű alumínium hegesztéshez az argonban a legjobb, ha különlegeset használ hegesztőgéppéldául Jasic TIG-180 P (W211) PRO, HYL TIG-200P, hegesztési sárkány PRO TIG250 ACDC. Áruk valamivel magasabb, mint a közömbös gázfúvó rendszer nélküli készülékek, de meglehetősen indokolt. Végtére is, akkor használható a normál ívhegesztés. És argon atmoszférában nemcsak alumínium, hanem szinte minden fém tökéletesen hegesztett. Kezelje az argon hegesztést bármilyen kezdőnek.
Alumínium hegesztése argonban.
Az INTER TIG 200 AC / DC PULSE példa szerinti lépésről lépésre vonatkozó utasítások a gép konfigurálására
Az argon alumíniummal való hegesztés Moszkvában 15-300 rubel (centiméter). A költségkülönbség a megbízás összetettségétől, mennyiségétől, időzítésétől függ.
Az alumíniumszerkezetek gyártási költségének kiszámítása, az argon alumínium hegesztése, a "Starstel" cég minden esetben egyedileg gyárt. A végső ár az anyag költsége, az argonnal, a fémmegmunkálással végzett alumíniumhegesztés.
TIG Argon Hegesztés
A TIG argonhegesztés az egyik legelterjedtebb hegesztési módszer a felelősségteljes gyártás során hegesztett szerkezetek alumíniumból. A főbb különbségek a más típusú hegesztésektől a nem fogyó volfrámelektróda jelenléte, védőgáz argon, kerámia fúvóka egy argonív égő végén.
Az argonhegesztés volfrámelektródával történő fő előnye, hogy a hegesztési varratban a salak zárványok hiányoznak, az argonnal végzett hegesztés 5 amperből indul ki. Impulzus üzemmódban a vékony lemezek jól forognak. A hegesztési ív egyformán jól ég a teljes áramlási tartományban. Argonhegesztés A TIG egy modern, technológiai módszer a nemvasfémek összekapcsolására.


Manapság lehetetlen olyan iparágakat találni, ahol az alumíniumötvözetek részeit nem használták fel. Alumínium szerkezetek vannak legszélesebb alkalmazás életünk különböző területein. Népszerűek a tervezők és a tervezők körében. Aktívan használják az élelmiszer- és vegyiparban.
A hajóépítésben, a hajógyártásban elengedhetetlen az argon-alumínium hegesztése. Az alumíniumot tartályok, tartályok, tartályok gyártására használják. A tartós, könnyű alumíniumötvözet ígéretes szerkezeti fém a közlekedés, építőipar és más technológiai területek gyártásában.
Alumíniumötvözeteket használnak hegesztett acélszerkezetek különböző célokra. Az alumíniumötvözetek fő előnye az alacsony sűrűség, jó korrózióminőség, nagy fajlagos szilárdsági együttható. Az alumíniumötvözetek nagyon magas hővezető képességgel rendelkeznek, így a hegesztésből származó hő gyorsan visszahúzódik az alkatrészekbe. Ezért fokozott hőbevitelre van szükség, a masszív alumínium alkatrészek előmelegítése ajánlott. Az alumínium 660 fokos hőmérsékleten olvad. Fűtéskor az erőssége jelentősen csökken.
A szerkezet létrehozásához nagyon gyakran szükséges argon-alumínium hegesztés, amely nagyon különbözik a fémek más csatlakozási módjaitól. A különbségek e fém sajátosságaiból származnak. Felszínén mindig van egy oxidfólia, amely a vízgőzt adszorbeálja, amelyet egy 660 fokos (olvadási hőmérséklet) film tart.
Az Artstel cég rendelkezik az alumínium argonhegesztéséhez és az alumíniumötvözetekből készült fémszerkezetek gyártásához szükséges felszerelésekkel:
Modern hegesztőberendezések
Fémmegmunkáló berendezések
Hegesztési szakemberek
argon-alumínium
Szükséges fogyóeszközök
Előkészítés argon alumínium hegesztéséhez.
A termékek előkészítése először formálja a munkadarab széleit. A szerves oldószerek (aceton, pc1, pc2, fehér szesz) eltávolítják a szerves szennyeződéseket. Ha egy oxidfóliát forgatnak, eltávolítják. Fémhuzal kefével, kaparással, csiszolószalaggal eltávolítható.
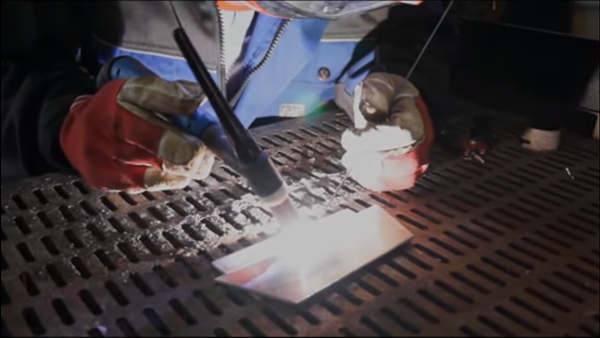
a argon hegesztés A TIG hegesztési ív a volfrám elektróda és a munkadarab között helyezkedik el. Az olvadt alumínium átadása nem történik meg az ívben (cseppátvitel történik a félig automatikus eszközön), ami nagyban megkönnyíti a stabil égést. hegesztési ív. A fröcskölés megszűnik, a veszteségek csökkennek, a minőségi jellemzők javulnak az ívív gázával való fém kölcsönhatások hiánya miatt.
Egy váltakozó áramú TIG előtt az oxid film ionmentes töltéssel eltávolítható. E szerephez tartozó elektronok kis tömegük miatt nem alkalmasak, nem rendelkeznek a szükséges kinetikus energiával.
előnyei:
Komplex termékek és fémszerkezetek készítése, argon alumínium hegesztése minden térbeli helyzetben történik.
Az argonhegesztés során az oxigén és más gázok kiválóan védik a hegesztési medencét.
Az argonhegesztés univerzális - különböző vastagságú alumíniumötvözeteket hegesztünk 1,5 mm-ről és annál magasabbra.
Ez minimálisan deformálja a szerkezetet.
Az argonhegesztés során nem használnak fluxusokat, amelyek után a korrózió és a nem egyenletes hegesztés jelenik meg.
A hegesztő mindig ellenőrzi a hegesztés kialakulását.
Esztétikus hegesztés.
Számos hegesztési módszer létezik, amelyek nemcsak az alkalmazott berendezéstől függnek, hanem a felhasználó által megjelenített módoktól is. Ha figyelembe vesszük az elektromos hegesztés alkalmazását, akkor lehet, hogy többféle lehetőség van az áram típusától függően. Az alumínium hegesztés egyenárammal csak egy ilyen fajta. Nem használják olyan gyakran, mint egy váltakozó áram, de mégis számos olyan funkcióval rendelkezik, amelyet a polaritás határoz meg. A mesterek előnyben részesítik a váltakozó villamos energiát, mivel egyesíti a két polaritás előnyeit.
Ha az alumínium egyenárammal van hegesztve, akkor a hegesztési folyamat szempontjából fontosabbnak kell lennie. Végül is az alumínium hegesztés tulajdonságai messze nem a legjobbak, ezért olyan megfelelő feltételeket kell kiválasztani, amelyek képesek kielégíteni a technológiai követelményeket és biztosítani az alumínium egyenletes és szoros hegesztési varrását. Ennek a kialakulásának fő problémája az oxidfólia, amelynél a hegesztés magas hőmérséklete nem képes megbirkózni 2200 Celsius-fokon és 680 ° C-on alumíniummal. előkezelést.
előnyök
- A közvetlen polaritású egyenáram használata esetén stabil ív kerül kialakításra, ami segít kiváló minőségű és egyenletes varrás kialakításában;
- Ha a fordított polaritás alumínium hegesztéséhez egyenáramot használnak, akkor katódos porlasztás történik, amely elpusztítja az oxidfóliát.
hiányosságokat
- Válasszunk a stabil ív vagy az oxidok megsemmisítése között;
- Az oxidfólia megsemmisítése nélkül nem lehet magas minőségű hegesztést elérni, mivel bevonja az olvadt fémet, és megakadályozza, hogy az összekapcsolódjon normálisan;
- Ebben a működési módban nehéz kiválasztani az adott fémvastagság hegesztésére szolgáló berendezés paramétereit.
Az egyenáramú hegesztés hézagjai
Az alumínium villamos hegesztés előtt először meg kell érteni a berendezés paramétereit. A szakértők nem ajánlják a közvetlen polaritás közvetlen áramát, mivel hátrányai meghaladják az előnyöket, és nagyon problematikusnak tűnik. Fordított polaritás esetén az alumínium hegeszthetőség egyik fő problémája leküzdhető, de ez nem az egyetlen probléma, amellyel szembe kell néznünk.
Ennek a folyamatnak más árnyalatai közé tartozik a fém magas folyékonysága az olvadt állapotban, amely semmilyen áram sem segíthet, de csak a hegesztő képessége. Figyelembe kell vennie a feszültségre való fokozott érzékenységet is, amely magában foglalja a fém melegítését és az elektródák alapos szárítását a használat előtt. Itt figyelembe kell venni a fém hegesztésének alacsony mélységét, hogy a vastag munkadarabokkal való munkavégzés során szükségessé váljon az élek további feldolgozása. Az előkészítés szempontjából számos árnyalat is van, amelyek a felület tisztítására oldószerekkel és egyszerű mechanikai módszerekkel kapcsolatosak, ami növeli a kapcsolat minőségét.

Alumínium hegesztés argonnal
Anyagok és eszközök
- Egy hegesztőgép, amely nélkül az alumínium elektródával történő elektromos hegesztése lehetetlen lenne. Az eljárástól függően választják ki, mivel még mindig lehetséges a gáz használata;
- Töltőanyag, amely szintén lehet hegesztési huzal;
- Egy inert gázpalack, ha alumíniumot használnak az argon egyenáramú hegesztéséhez.
- Megbízható tömlők a henger csatlakoztatására az égővel;
- Az égő, amelyet kifejezetten argon ívhegesztéshez terveztek;
- Reduktor a hengerből származó gáznyomás megváltoztatására;
- Nyomásmérő a nyomást gyakorló nyomon követésére.
Anyagok és berendezések kiválasztása
Az alumínium elektromos hegesztése egy fordított polaritású egyenárammal szabványos módszerrel, hagyományos elektromos hegesztéssel és elektródákkal, valamint argon íves készülékkel végezhető. Az első lehetőség egyszerűbb és olcsóbb, míg a második az egyik legmegbízhatóbb, de a folyamat költsége és összetettsége nagyobb lesz. Ezért az elektromos hegesztést szokásos csatlakozásra használják, míg a kritikus szerkezetekkel és alkatrészekkel való munkavégzés során csak a TIG opciót kell használni. Mindenesetre, amikor kiválasztunk egy eszközt, figyelni kell annak tartományára, valamint a beállítási paraméterek simaságára.
A fogyóeszközök kiválasztásával minden egyszerűbb, hiszen az elektromos hegesztéshez speciális fémeket vagy speciális fémötvözetre tervezett elektródokat kell alkalmazni, és az argon-íves eljárásnál hegesztőhuzalt kell alkalmazni, amelynek összetétele a fém vagy ötvözete összetételével a lehető legközelebb esik.
Lépésről lépésre
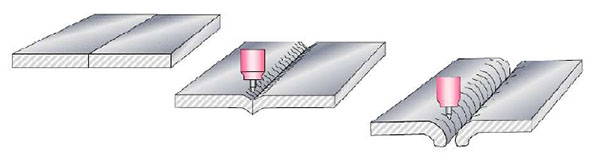
Az argonban az egyenárammal végzett alumínium hegesztés az alábbi sorozatokat javasolja:
- Fémkészítmény, amely magában foglalja az élfeldolgozást, a mechanikai tisztítást és az oldószerkezelést, amely lehet aceton vagy más hasonló folyadék;
- Ezután a hegesztési folyadék felületére kell helyezni, ami javítja a csatlakozást;
- Ezután elkezdheti a technika beállítását a megadott módnak megfelelően;
- Ekkor maga a hegesztés folyik, amelynek során a szélek teljes felületén egy varrás szükséges;
- Hagyja lehűlni a csuklót, és ellenőrizze annak minőségét bármely rendelkezésre álló módszerrel.
A folyamat főleg az alsó pozícióban zajlik, mivel a fém erősen elterjed a vízszintes vagy a mennyezeten. "
Az egyenáramú alumínium hegesztési módok táblázata
|
A munkadarab típusa |
A hegesztett rész vastagsága, mm |
Elektróda, mm |
Hegesztőhuzal, mm |
Áram, A |
Gázfogyasztás, l / perc |
|
Megmunkált éleknél |
1 |
45…50 |
4-5 |
||
|
Egy oldalsó hegesztés peremfeldolgozás nélkül |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Kétoldalas hegesztés peremfeldolgozás nélkül |
3-4 |
3-4 |
120…180 |
7-8 |
Biztonságtechnika
Az alumínium háztartási és munkahelyi elektromos hegesztése megköveteli a biztonsági szabályok betartását. Először a védőruházat és az olyan eszközök használatát érinti, mint pl. Az elektromos biztonsági szabályokat mind munkahelyen, mind otthon kell tiszteletben tartani. A gázpalackoknak legalább 5 méterre kell lenniük a tűzforrástól.




