Manuális ívhegesztési sebesség. Kézi ívhegesztési mód kiválasztása
27. § A manuális ívhegesztés módszerei fémelektródákkal
A hegesztési mód olyan feltételek halmaza, amelyek a hegesztési folyamat folyamatos lefolyását eredményezik, nevezetesen: stabil égés hegesztési ív, a szükséges méretű, formájú és minőségű hegesztések megszerzése. A hegesztési mód számos paraméterből áll. A hegesztési mód paraméterei alap- és kiegészítő paraméterekre vannak osztva. A kézi ívhegesztés hegesztési módjának fő paraméterei közé tartozik az áram nagysága, típusa és polaritása, az elektródátmérő, a feszültség, a hegesztési sebesség és az elektróda végének keresztirányú oszcillációja, valamint további értékek az elektróda kibocsátásának mennyisége, az elektród bevonat összetétele és vastagsága, az alapfém kezdeti hőmérséklete, az elektróda helyzete (függőleges, ferde) és a termék helyzete a hegesztés során.
Elektródátmérő kiválasztása. Az elektród átmérőjét a hegesztendő fém vastagságától függően választjuk meg; a hegesztett fém márkák; a horony alakja és a hengervarrás száma; a hegesztés helyét; kapcsolat.
Az elektróda átmérőjét a hegesztendő fém vastagságától függően főleg az alsó helyzetben történő hegesztéskor választjuk meg, bár ez a választás nem zárható ki más térbeli pozíciók hegesztésekor. A fém alsó pozícióban történő hegesztésekor (ha nem veszi figyelembe a horony alakját) a következő kísérleti kapcsolat van a hegesztendő fém vastagsága és az elektród átmérője között.
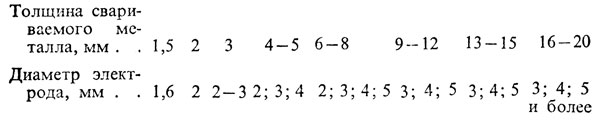
Az első réteg - az úgynevezett gyökérhegesztés - hegesztéséhez 2-3 mm átmérőjű elektródokat használnak a 4 mm vastagságú fémek hegesztéséhez.
Az elektróda átmérőjét, a többi dolgot egyenlőnek tekintjük, a hegesztett fém márkától függően. A fő (hegeszthető) fém hőmennyiségének csökkentése érdekében (különösen a hegesztési acélok és az öntöttvas hegesztésének lehetősége csökkentése érdekében) az elektródát 2-3 mm átmérőjű hengerrel kell bevinni, ami egy kis szakaszos görgőt biztosít.
Az elektróda átmérőjét a hegesztési horony alakjától is függően választjuk meg. Ha a horony nem, akkor az elektród átmérője a fenti függőség alapján választható ki. Ha van vágóél, akkor az első réteg alkalmazása esetén a hegesztett fém márkájától függetlenül 2-3 mm átmérőjű és ritkán 4 mm-es elektródokat használjon. Nagy átmérőjű elektródák használata (több mint. \\ T
4 mm), ami általában a behatolás, a salakozás és a számos más hiba kialakulásához vezet. Az ezt követő rétegeket 4 mm átmérőjű elektródákkal végzik, és ha a fém vastagsága nagyobb, mint 12 mm, és a hegesztést az alsó pozícióban végezzük, akkor 5 mm átmérőjű elektródák használhatók. 12 mm-nél nagyobb vastagságú fémek alsó helyzetben történő hegesztésekor a dekoratív réteget 5 mm vagy annál nagyobb átmérőjű elektródokkal lehet előállítani. Ha a függőleges és más térbeli pozíciókban varratokat hajtunk végre, az első réteget 2-3 mm átmérőjű és ritkán 4 mm átmérőjű elektródákkal kell felhordani, míg az ezt követő rétegek, beleértve a dekoratív réteget, 4 mm átmérőjű elektródákból készülnek.
Az elektródát át kell választani a hegesztendő kötés függvényében. A csuklós hegesztés során az elektród átmérőjének megválasztását a fent említett módon kell elvégezni. A T-alakú, szögletes és átfedő kötések hegesztésekor az elektróda átmérőjének megválasztására vonatkozó szabály van:
több rétegben végzett varratok esetén az első réteg 2, 3, 4 mm átmérőjű elektródokból készül. Minél nagyobb felelősséggel bír a tervezés, annál kisebb az alkalmazott elektróda átmérője, ami hozzájárul a jó gyökér behatoláshoz, csökkenti az alapfém hőmennyiségét, és így csökkenti hegesztési feszültségek és deformációk;
egy menetben végrehajtott varratok esetén a hegesztendő lemezek vastagságától függően 2, 3, 4, 5 és 6 mm átmérőjű elektródokat használnak.
Az elektród típusát és márkáját az erősség, a mechanikai és a teljesítménytulajdonságok függvényében választják ki hegesztett kötés.
Ívfeszültség. Az ívfeszültség az ívhosszhoz viszonyítva változik. Ahogy az ívhossz növekszik, a feszültség növekszik, és így nő az elektródát és az alapfémet megolvasztó hő aránya. Ennek eredményeképpen a hegesztés szélessége nő, a behatolási mélység és a megerősítés magassága csökken. Az ívfeszültség függ az áram nagyságától és az elektród átmérőjétől. Általában 18–45 V. Gyorsabb hegesztést végrehajtani egy rövid ívben, ahol a feszültség 18–20 V. A hosszú ív durva hangot eredményez, amelyhez csappantyúk és az olvadt fém jelentős fröccsenése következik be. Ezért az ív hangja által tapasztalt tapasztalt hegesztő még bizonyos távolságban is megítélheti annak hosszát. Az ív hosszának csökkentése érdekében az elektródatartó elektródtartóját gyorsabban le kell engedni.
Hegesztési sebesség A hegesztési sebesség növekedésével a hegesztés szélessége csökken, ezzel együtt a behatolás mélysége növekszik, ami annak a ténynek a következménye, hogy a folyékony fémnek nincs ideje az ív alá szivárgni, és a közbenső réteg vastagsága kicsi. A hegesztési sebesség további növekedésével csökken az ív hőhatása a fémre és a behatolási mélységre, és jelentős hegesztési sebességgel még az alapfém nem fúziója is van a hegesztési fémrel.
Jelenlegi típus és polaritás. Az áram típusa és polaritása is befolyásolja a hegesztés alakját és méretét. Hegesztésnél egyenárammal fordított polaritás a behatolási mélység 40 - 50% -kal nagyobb, mint a közvetlen polaritású egyenáramú hegesztésnél, amit az anódon és a katódon kibocsátott különböző hőmennyiség magyaráz. Ezért a hegesztés során fordított polaritást használnak vékony fém annak érdekében, hogy a túlmelegedés elkerülése érdekében kiküszöböljék az égést és magas ötvözetű acélok hegesztését. A váltakozó áramú hegesztésnél a behatolási mélység 15–20% -kal kisebb, mint a hegesztésnél, amikor a fordított polaritás egyenáramú.
Az áram típusát és polaritását az elektród bevonat típusától, a hegesztett fém márkától, a hegesztett fém vastagságától függően választjuk meg.
Elektróda lejtése. manuálisan ívhegesztés függőleges elektródával, szög előre és hátra hajtható végre. Mivel az ívoszlop hajlamos az elektróda tengelyének irányát fenntartani, mindegyik esetben a hegesztési medence alakja, és így a varrás alakja eltérő lesz. Hegesztéskor általában a folyékony fém szivárog az ív alatt, így csökken a behatolási mélység és a magassági erősítés, és a varrás szélessége nő. A visszafelé irányuló szög hegesztésekor a folyékony fém az ív alatti nyomás hatására kényszerül, ezért a behatolási mélység és az erősítés magassága növekszik.
A termék lejtése. A termék csatlakozásainak elhelyezkedésétől vagy a termék dőlésszögétől függően a kézi ívhegesztés vízszintes síkon, emelkedésen és leereszkedésen hajtható végre. A termék dőlésszöge és a termék illesztések térbeli elrendezése a varrat alakjára megközelítőleg megegyezik az elektróda dőlésszögének hatásával. Növekvő hegesztéskor az olvadt fém a saját súlya alatt kifolyik az ív alól, aminek következtében a behatolás mélysége és a megerősítés magassága nő, és csökken a varrás szélessége. A leereszkedés során hegesztés közben folyékony fém szivárog az ív alatt, ami csökkenti a behatolás mélységét és növeli a varrat szélességét.
Az előmelegítést és az azt követő hőkezelést olyan esetekben hajtják végre, amikor a fém hajlamos a kioltó szerkezetek kialakulására, például hegesztési kötésekben hegesztési közegek alakulnak ki hegesztési közeg és magas hőmérséklet alatt. szénacél, alacsony ötvözetű, hőálló és nagy ötvözetű acélok stb., és amikor a fém jelentős hővezető és hőteljesítményt (réz, stb.) tartalmaz.
Helyzet a hegesztett térben. A manuális ívhegesztés gyakorlatilag minden térbeli pozícióban végrehajtható: alacsonyabb, hajón, félig függőleges, függőleges, fél-vízszintes és vízszintes, valamint félig mennyezet és mennyezet. A hegesztés egy vagy másik helyzetben történő elvégzésének képessége elsősorban a hegesztett fém típusától és az elektród bevonat típusától függ.
kiválasztás hegesztőáram . A hegesztőáramot az alkalmazott elektród átmérőjétől és a hegesztés helyétől függően állítjuk be.
Az alsó helyzetben történő hegesztéshez a hegesztőáramot az I St = K × d E képlettel lehet meghatározni, ahol I St a hegesztőáram, A; K - arányossági együttható az elektród átmérőjétől és típusától függően, A / mm; d O - az elektród átmérője, mm.
Alacsony széntartalmú acélok hegesztésekor a K értékek a következők:
Az elektród átmérője (d3), mm. 1-2 3-4 5-6
Az arányossági együttható, A / mm 25 - 30 30 - 45 45 - 60
Függőleges helyzetben történő hegesztéskor a hegesztőáramot az I képlettel fejezzük ki: St = 0,9 K × d E, ahol 0,9 az a tényező, amely figyelembe veszi a hegesztési áram csökkenését függőleges helyzetben hegesztéskor.
Hegesztéskor a mennyezeti helyzetben a hegesztési áram I St = 0,8 × К × d Э, ahol 0,8 az a tényező, amely figyelembe veszi a hegesztési áram csökkenését a mennyezeti helyzetben történő hegesztés során.
módok kézi hegesztés. A jó minőségű hegesztés érdekében meg kell választani a megfelelő hegesztési módot, amelyet az elektród átmérője, a hegesztőáram mérete és az ív hossza határoz meg.
Elektródátmérő válasszon a fém vastagságától és a hegesztett kötés típusától függően. Ebben az esetben nagyjából az alábbi adatokkal lehet irányítani:
A hegesztési áram nagysága függ a hegesztett fém vastagságától, az illesztés típusától, a hegesztési sebességtől, a hegesztési hely helyétől, az elektród bevonat vastagságától és típusától, valamint annak átmérőjétől. Gyakorlatilag az alacsony szén-dioxid-tartalmú acélelektródákkal való hegesztéskor a hegesztési áram nagysága meghatározható a képlettel
Hegesztőáram nem csak a behatolási mélységre, hanem a varrás alakjára is hatással van. A hegesztési szélesség egyenlő 3-4 elektródátmérővel, a varrás alakja a legkedvezőbb.
Ívhossz jelentősen befolyásolja a varrat minőségét: minél rövidebb az ív, annál jobb a hegesztési fém minősége. Az ívhosszot a képlet határozza meg
ahol d az elektród átmérője, mm.
Általában a hegesztés 50 A feletti áramoknál történik. 100 A-nál nagyobb hegesztőárammal az ív égési feszültsége csak az ívhossztól függ, és a képlet határozza meg.
ahol α az elektródákon keresztüli feszültségesést jellemző együttható (α = 10/12 acélelektródokkal, α = 35/38 szénelektródokkal, β az ívoszlop hossza 1 mm-es feszültségesését meghatározó együttható; β = 2,0-2, 5.
Az egyenáramú ív gyújtási feszültsége 40-60 V; váltakozó 50-70 V.
A hegesztés termelékenysége az eltelt időtől és az elektród átmérőjétől függ. A teljes munkaidőt a képlet határozza meg
ahol t 0 a fő ívidő, h; - a hegesztő terhelési tényezője 0,4-0,8, a gyártás típusától és az elvégzett munka jellegétől függően.
Fő ívidő meghatározható a képlettel
ahol Q a hegesztési fém mennyisége, g; I - hegesztőáram, A; H a lerakódási sebesség, vagyis az elektród fém mennyisége grammban, a hegesztési áram 1 A-jánál 1 h-on, az elektród típusának, a fémveszteségnek az égés és a fröccsenés miatt; vékony bevonattal ellátott elektródok esetén H = 7-8 g / A × h, vastag bevonattal ellátott elektródák esetén H = 10-12 g / A × h és annál magasabb.
A letétbe helyezett fém tömegét a képlet határozza meg
ahol P az olvadási együttható (8-14 g / A × h); I - hegesztőáram, A.
Hegesztési sebesség
ahol L a varrás hossza, m
Az elektródák (hulladék, permetezés és csonkok) fogyasztása az elektródák teljes tömegének 25% -át teszi ki. Villamosenergia-fogyasztás kézi hegesztés közben egyenáram 7-8 kW × h / kg, változó - 3,5 kW × h / kg hegesztési fém.
Kézi hegesztőberendezés egy közvetlen vagy váltakozó áramú hegesztőgépből, egy hegesztőasztalból, egy állványból, egy biztonsági pajzsból, egy elektromos tartóból és különböző szerelési hegesztett eszközökből áll. A hegesztő munkahelye szigetelt kabinban van, amely kényszer levegővel és kipufogó szellőzéssel van ellátva.
Kézi hegesztési technikák. Az ívet kétféleképpen lehet gerjeszteni: az elektródának a hegesztendő termékhez való érintésével, majd 3-4 mm-es távolságra történő eltávolításával; az elektróda gyors oldalirányú elmozdulása a hegesztendő termék felé, majd visszahúzódás (mint a gyufa gyújtása). Az elektródának a termékhez való érintését rövid élettartammal kell ellátni: különben a termékhez hegesztésre kerül.
Az ív hossza jelentősen befolyásolja a hegesztés minőségét. A rövid ív folyamatosan ég és kiváló minőségű hegesztést biztosít, mivel az olvadt fém gyorsan áthalad a légrésen, és kevésbé oxidált és nitrált. Annak érdekében, hogy a fogyó elektródával való hegesztés során a varrat megfelelően alakuljon, a hegesztett fém felületéhez képest ferdén kell tartani (a függőleges iránytól 15-20 ° -os szögben). Az elektróda dőlésszögének megváltoztatásával beállíthatja az alapfém olvadási mélységét, és befolyásolhatja a hegesztési fém hegesztésének és hűtésének sebességét.
A vékony lemezek hegesztésekor a varrat keskeny henger formájában van elhelyezve (0,8-1,5 szélességű elektródát). A vastag lemezek hegesztése során szélesített hengereket használtak. Ilyen varratoknál az elektróda vége három mozdulatot hoz létre: az elektróda tengelye mentén transzlálódik, a varrási vonal mentén fordítva és a keresztirányú oszcilláló mozgásokkal. Ez utóbbi javítja a varrás élek fűtését, lassítja a hegesztési fémfürdő hűtését, megszünteti a behatolás hiányát és biztosítja az egységes varratot. Az 5. ábrán az elektróda végének különböző oszcilláló mozgásainak diagramja látható. 1.
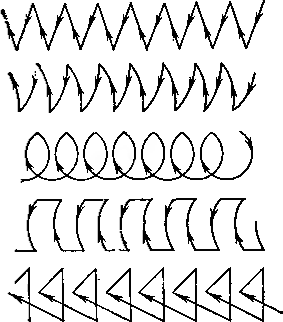
Ábra. 1. Az elektróda mozgásának diagramja az ívhegesztés során
A vágóélek nélküli hegesztés (2. ábra, a) főleg a varrat egyik oldalán való behatolással történik. Ezekben az esetekben ajánlott bélés (acél, réz) használata. Néha, ha lehetséges, a varrást egy keskeny hengerrel hegesztik a hátoldalon.
V-alakú horonnyal hegesztve a varratokat (2b. Ábra, az ív meggyullad a szélek szögének közelében, és a fémhenger hegesztve van. A lapvastagságtól és az elektródák átmérőjétől függően a varrás egy vagy több menetben történik.
A többrétegű hegesztés során minden réteg alaposan megtisztul. A rétegek számát az elektród átmérője alapján határozzuk meg. A réteg vastagsága (0,8 / 1,2) d el.
Az X-alakú varratok hegesztéséhez (2. ábra, e) a deformáció csökkentése érdekében a rétegeket a horony mindkét oldalán felváltva alkalmazzuk.
Ha szöghegesztést hozunk létre (2. ábra, d, e), az elektróda 45 ° -os szöget zár be az alkatrész felületéhez képest. A megnövekedett áramértékek alkalmazása (a hegesztés meghibásodásának elkerülése érdekében) a hegesztendő két felület 45 ° -os szöget zár be a vízszintes síkra (hajóhegesztés, 2. ábra, e).
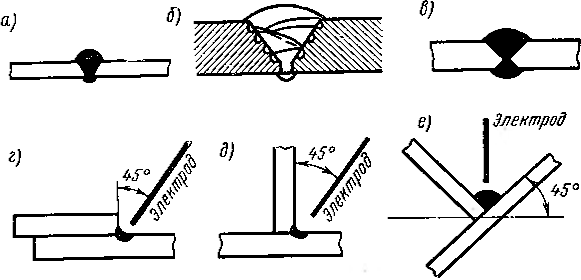
Ábra. 2. A hengerek és a hegesztési hegesztések elrendezése
Ha a vízszintes varratokat függőleges síkban hegesztjük (3. ábra, a), a vágást csak a felső lapra adjuk, az ív az alsó szélen izgatott, majd fokozatosan átkerül a ferde felső élre.
A függőleges varratokat nehezebb hegeszteni az olvadt fém lefelé irányuló áramlása miatt. A fém kifolyásának csökkentése érdekében a munkát rövid ívben és felfelé irányítják (3.6. Ábra), kivéve a legfeljebb 1,5 mm vastagságú lapokat.
hegesztés mennyezeti csatlakozások (3. ábra, c) nagyon rövid ív keletkezik (az elektróda rövidzárlata az alkatrészen). Alkalmazzon olyan elektródokat, amelyek tűzálló bevonattal vannak ellátva, amely az elektróda fémtartalmú irányított gázáramot tartalmazó "hüvely" körül képződik.
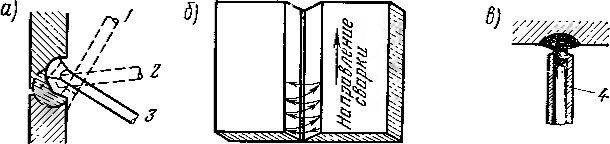
Ábra. 3. Különböző hegesztések hegesztése során végzett munka vázlatos ábrázolása: 1, 2. 3 - Elektróda pozíció; 4 - bevonat
Az ívhossz növelése 6-10 mm-re nem befolyásolja a hegesztés minőségét. Ha szénelektródával közvetlen polaritású egyenárammal hegesztjük, az elektróda fogyasztása elhanyagolható; a fordított polaritással végzett munka során fémkarburizáció léphet fel.
A 3 mm-es vastagságú peremes peremű termékeknél a szénelektródával történő hegesztés töltőanyag nélkül történik, és 3 mm-nél nagyobb vastagságú lemezekből készült termékek esetében - a töltő rúd ívben történő feltöltésével.
A közvetlen műveleti ív mellett egy közvetett művelet ív is használható. Ebben az esetben két szénelektródát használjon, amelyeket egy speciális tartóba erősítenek.
1-3 mm-es acél vastagsággal rendelkező, fém adalékanyag nélküli szénelektródás hegesztés hatékonysága 50-60 m / h. A szénelektród átmérője 10-25 mm-es tartományban változik, 200-600 A árammal.
A kézi hegesztés fejlett módszerei. Az új nagysebességű módszerek használata lehetővé teszi a hegesztőállomás kihasználtságának növelését és a kézi hegesztés termelékenységének drasztikus növelését. A nagysebességű hegesztés legfontosabb technológiai módszerei: a hegesztés mélyen behatolt hegesztéssel, párosított elektródával történő hegesztés, elektródák gerenda, többelektródás hegesztés, hegesztés egy háromfázisú ívrel egy recentráló elektródával stb.
A mély behatolással történő hegesztés (behatolás) (4. ábra a) növeli a termelékenységet 150-200% -kal. Az elektródákat egy, a 2-es elektróda fémének nagyobb olvadáspontú 1 bevonatú bevonattal fedjük be. A 3 olvasztott fém a 4 kenőanyag belsejében helyezkedik el, amelynek kúpos hüvelye a hegesztendő termék felületén nyugszik. 5. Ez a hüvely megakadályozza a rövidzárlatot és megkönnyíti a vezérlést folyamat, lehetővé teszi az ívhő jobb használatát és mélyebb behatolást biztosít.
Párosított elektródával való hegesztéskor a két elektróda össze van kötve, így az egyik 30-40 mm-rel hosszabb, mint a másik; áramot szállít a hosszú rúdhoz. Ezután egy közös bevonóréteget (bevonatot) viszünk fel az elektródákra. Az ív a hosszú rúd és a termék között alakul ki, és a rövid rúd megolvad az ív felesleges hőtagja miatt.
A párosított elektródával történő hegesztés változása az elektródákkal való hegesztés (3-4 darab). Az áram mennyiségének meghatározásakor az elektródgerenda teljes átmérőjét veszik fel, azaz
Az elektródákkal való hegesztés sémáját a 3. ábrán mutatjuk be. 4, b. Amikor az ív izgatott, az áram először áthalad az első elektródon, majd a második, harmadik és így tovább.
Ennek a módszernek a változata a többelektródás, vándorló íves felület (4., c. Ábra). Számos elektródot gyűjtünk egy sorban gyakori fésű formájában. Az áramot egy pólusról a termékre, a másik az összes elektródra tápláljuk. A fluxusréteg alatt lévő ív az egyik elektródáról a másikra mozog, vagy egyszerre több elektródból is ég. míg az alapfém kissé megolvadt. A hegesztési folyamat során az elektródákat és a fluxust automatikusan adagoljuk.
A háromfázisú íves hegesztés (4. ábra, d), az egyfázisú ívhegesztéssel összehasonlítva, 2-3-szor növeli a termelékenységet, mintegy 25% -kal csökkenti az energiafogyasztást, és a hegesztett termékek mélyebb behatolását biztosítja. Az 1 áramforrás első két fázisa külön-külön van összekötve két vastag bevonattal rendelkező 2 párhuzamos elektróddal; a harmadik fázis a 3. termékhez van csatlakoztatva. Zárt állapotban három ív alakul ki. 4. Biztosítják a hegesztési folyamat stabilitását és megbízhatóságát.
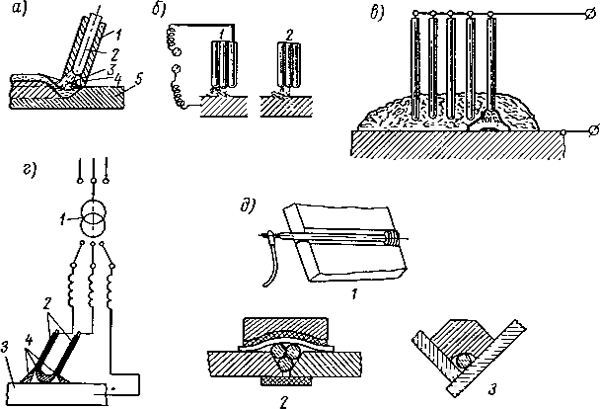
Ábra. 4. Nagysebességű manuális párosítási módszerek: a - mély fúziós hegesztés; b - sugárhegesztési elektródák; többelektródás hegesztés a fluxus alatt; d - háromfázisú ívhegesztés; e - hegesztés fekvő elektródával: 1 - egy hegesztés egy elektródával; 2 - az ízületben lévő sajt elektródákkal; 3-hegesztésű T-csukló
Sebesség módszerekkel a recikláló elektróda hegesztésének tulajdonítható (4. ábra, d). A kiváló minőségű bevonattal ellátott elektróda vagy egy elektróda köteg az 1, 2 csuklós csatlakozóval ellátott részek szegélynyílásához vagy egy csuklós csatlakozóhoz képest szögben van elhelyezve. 3. A visszahúzó elektródával történő hegesztés közvetlen és váltakozó árammal végezhető, de a közvetlen polaritású egyenáramú hegesztés a legjobb eredményt nyújtja. Az áramot az elektródára és a termékre alkalmazzuk.
Hegesztőáram
Mi van a hegesztőárammal? Ahogy már korábban is remélem, annál jobban megértettem a hegesztési áramot, annál több energiát viszünk át a hegesztési zónába, annál erősebb és mélyebb a fém olvadása és a „vastagabb” termékek. Ahhoz, hogy nagyobb erőt nyújtsunk, vastagabb vezetőre van szükség. Ennek megfelelően közvetlen kapcsolatot kaphatunk: a fém vastagsága - az elektród vastagsága - az áram erőssége. A hegesztőgépeknél gyakran alkalmazzák az elektróda vastagságának és a hegesztőáramnak megfelelő lemezeket. Azt javaslom, hogy ne vegye ezeket a táblákat dogmának - ez csak egy kiindulópont ahhoz, hogy navigáljon. A háztartás számára elegendő áram van 160A-ig, ami lehetővé teszi 4 mm-es elektróda használatát. A memóriámban nagyon ritkán használtam ezt az elektródák átmérőjét. Alapvetően - 2 és 3 mm. Az UONI-13/45, 15/55, NIAT-3M (szénacélok típusai) elektródák 2,5 mm átmérője is van. Körülbelül a hegesztőáram erőssége meghatározható az alábbi képlettel: I = Kdel. Ahol K egy 40-60 mm-es kísérleti tényező az alacsony szén-dioxid-acélból származó elektródoknál és 35-40 mm-es elektródáknál a nagy ötvözetű acélból készült rúddal, és a del az elektróda átmérője.
Fémvágás hegesztéssel, hegesztőgéppel, égéssel
Most vitatkozzunk - mi történik, ha 2 mm átmérőjű 2 mm átmérőjű elektródát veszünk, és az áram kb. 100A, ami általában 3 mm-es elektródátmérőnek felel meg? Mi történik, hogy az elektróda és az acél aktívan megolvad és elpárolog. Az elektróda hegesztési zónába való betáplálásához nagyon intenzívnek kell lennie. Nincs fürdő, és úgynevezett. égetés révén. Ez zavarónak tűnik, de jóra fordítjuk - elkezdjük az elektródát fokozatosan mozgatni, az égés előfordulását vezérelve. És íme, ímé vágjuk az acélt! És így, akkor képes lesz arra, hogy vágjon egy elég vastag lapot. Természetesen az élek minősége jóval alacsonyabb lesz, mint a sarokcsiszolóval (daráló), de ez a módszer néha teljesen alkalmazható, ha nincsenek magas követelmények a szélek minőségére nézve. A fém vágásához használt áram általában a hegesztéshez szükséges áram 25-30% -ával magasabb.
Elektróda pozíció a hegesztés során. Elektródatartó, derzhak
Az elektródatartóba behelyezett elektróda (hegesztők "tartó"). Kényelmesnek, könnyűnek kell lennie, az elektródának különböző szögekbe történő beszerelésére szolgáló hornyok. Sok különböző elektródtartó van a tervezéshez és alkalmazáshoz. Általában a jól ismert gyártók teljesek hegesztőgépek meglehetősen tisztességes elektródatartók, és nem kell gondolkodnia a módosításukról. Amikor behelyezi az elektródát a tartóba, győződjön meg róla, hogy ellenőrizte (rázással) a tartóba szerelésének megbízhatóságát. Ellenkező esetben az ívezés a rögzítési ponton történik, és az ív instabil lesz, vagy egyáltalán nem gyullad ki.
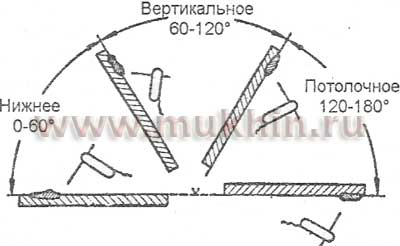
Szóval hogyan tartjuk az elektródát? A varrási síkhoz képest a függőleges vagy a derékszögben 30-60 ° -os szögben lehet. Ha függőleges varratokat hajt végre az alulról felfelé, a szögnek 45-50 ° -kal kell lennie a vízszintes irányból. Ha felülről lefelé - 10-20 ° le a vízszintes irányból. Ezenkívül a folyamatot a mozgás iránya határozza meg. „Előre” szöggel (öntől távol) történő hegesztés esetén a behatolási mélység csökken, a varrási konvexitás magassága csökken, de a varrás szélessége jelentősen nő, ami lehetővé teszi ezt a pozíciót a kis vastagságú fémek összekapcsolására. Ebben az esetben az olvadék és a salak az elektróda előtt mozog. Ennek az eljárásnak számos hátránya van - például az elektróda előtt sok folyékony salak halmozódik fel, a fémre ürül, és megakadályozza az ív fenntartását. Lehetséges a szivárgás és a salak zárása. Ebben az esetben az elektróda pozícióját a függőleges irányba kell igazítania.
Általánosságban elmondható, hogy a fém és az ív áramlása megakadályozza az olvadékot a hegesztőkészülékben, és megfigyeli a különbséget az elektród különböző pozícióiban.
A "derékszögű" hegesztés (az elektróda távolodik tőled) lehetővé teszi a folyékony salak mozgását a hegesztési medence nyomán, amely az elektróda mögött lefedi a folyadékhegesztést. Ez biztosítja a minőségi henger kialakulását.
Rutilbevonatú elektródákkal történő hegesztés esetén az elektróda jövőbeli varrás felé történő dőlése mindig nagyobb, mint a fő bevonattal rendelkező elektródáknál.
A leggyakoribb módszer a " szög vissza".
Visszafelé hegesztéskor a behatolási mélység és a dudor magassága nő, de a szélesség csökken. Az élek felmelegedése nem elég, ezért nem fúziós és pórusképződés lehetséges. Ha az elektródát túlságosan megdönti, a salak hatására az ív hatására kiszakad a salak. Ezzel a fém gyorsan lehűl. Ez hátrányosan befolyásolja a varrás minőségét. A varratok egyenetlenek, mérlegek és jelentős különbségek vannak az alaplap mentén. Szükséges a szög megtartása, hogy a folyékony salak közvetlenül az elektródát kövesse, és az ív ereje ne legyen kényszerítve.
Kerti pad csináld magad a nyaralójában ...
Kerti pad tervezés. Hogyan készítsünk saját kezeket egy kényelmes üzlet az országban ...
Pillér kerítés kerítés saját kezével. Tegye, telepítse, ássa ...
Kerítésoszlopok, kerítések. Jó támogatást fogunk nyújtani a kerítésnek, hogy a kerítés ...
Hogyan lehet eltávolítani a szivárgást a fűtési rendszerben, a fűtőkazánban.
Mi a teendő egy kis szivárgással a fűtési rendszerben?
Csatlakoztassa az alumínium, rézhuzalt. Kábel kábelezés. Apartman, ház, ...
Hogyan csatlakoztassa az alumíniumot és a rézhuzal? Réz és alumínium huzalok csatlakoztatása ...
Magyarázó megjegyzések - példák, minták, minták ...
Magyarázó megjegyzés. Minta. A helyes szerkezet, utasítások, magyarázatok ...
Hogyan kell javítani a hűtőt. Hibák - ne fagyassza be ...
A hűtési problémák áttekintése és azok megszüntetése. ...
Forgácslap, forgácslap. Tulajdonságok, tulajdonságok, alkalmazás, használat ...
Sikeres tapasztalat a forgácslap használatában. Forgácslap tulajdonságai. Megfelelő használat a ...
Ábra. 78 .: a - széles hengerek; b és c - a görgő egyik oldalának felmelegítése; g - a görgő mindkét oldalának felmelegítése
Ábra. 79.
A varratok alsó pozícióban történő hegesztése során a hegesztő három alapvető mozgást hajt végre az elektródával: az elektródot az elektróda olvadásakor állandó ívhossz megtartása érdekében lefelé táplálja; az elektródát a varrás tengelye mentén mozgatja a varrás vágásához, és keresztirányú mozgásokat is termel az elektróda végével, és így egy adott szélességű hengeret kap. Az elektróda végének mozgási mintáit az 1. ábrán mutatjuk be. 78. A hegesztés során a helytelen elektróda-vezetés a hegesztés gyenge behatolásához és porozitásához vezethet.
A behatolás és egy jól kialakított hegesztés eléréséhez az elektróda keresztirányú oszcillációinak amplitúdója nem haladhatja meg az elektród két-három átmérőjét. A vékony fém és a többrétegű hegesztés első rétegeinek hegesztésekor az elektródát keresztirányú rezgések nélkül hajtjuk végre. Az űrben lévő helyek szerint a varratokat alsó, függőleges és mennyezeti részekre osztjuk (79. ábra). A legkényelmesebb a hegesztés az alsó pozícióban.
A szerkezeti acélok hegesztési technológiai módszerei
Hegesztett kötésekből szerkezeti acélok a megnövekedett hozamerősség és a keményedésre való hajlam miatt az önfeszültség, a mechanikai és szerkezeti, az alacsony szén-dioxid-tartalmú acél hegesztésénél jelentősebb.
Ábra. 80. A varratok körvonalai dinamikus terhelésnek kitett szerkezetekben: a - zökkenőmentes átmenet; b - lépéses átmenet
A saját terhelés, a külső terhelés feszültségeit összegezve, csökkenti a varratok hatékonyságát, közelebb hozza őket a törékeny állapothoz. A tervező feladata a szerkezet és a megfelelő technológia racionális formájának kiválasztása, amelyben a saját feszültségek minimálisak lesznek. Prof. A GA Nikolayev a következőket javasolja a hegesztett szerkezetek tervezése és megvalósítása során:
- a hegesztett kötések elkerülése érdekében növelje a keresztmetszetet és a varratok hosszát, valamint a varratok felhalmozódását egy csomópontban és azok metszéspontját nem indokolja a számítás;
- a dinamikus és változó terhelésnek kitett elemek hegesztett kötéseinek zökkenőmentes átmenetet kell biztosítaniuk a hegesztéstől az alapfémig, és nem szabad lépést tenni a hegesztett kötés keresztmetszetében (80. ábra);
- az elektródák kiválasztásakor a hegesztett hézagok mechanikai vizsgálatának kísérleti adataiból és az ízületek repedések kialakulásának hajlamáról.
![]()
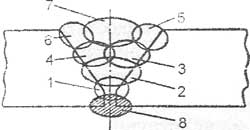
Ábra. 81 .: 1, 2, 3 - egymás után egymásra helyezett rétegek
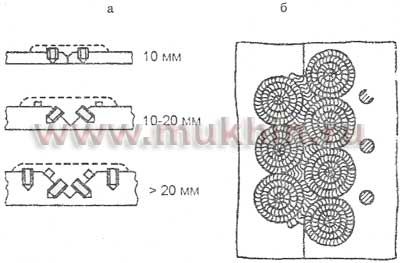
A szerkezeti acélok hegesztése különböző technológiai módszerekkel történhet. A vékony acél hegesztésekor egyhuzamos hegesztést használnak. A zárt hurkok kézi hegesztésekor lépcsőzetes egyhuzalú hegesztést hoznak létre a maradék feszültségek csökkentése érdekében, hogy a hegesztés egyik szegmense által okozott feszültségeket egy másik kompenzálja. A vastag acélok hegesztésekor a többrétegű hegesztést kis időintervallumokkal hajtják végre az egyes rétegek átfedése között, amelyben minden egymást követő réteg egymásra van helyezve az előző rétegre, amely még nem hűlt, és a kaszkád módszerrel (81. ábra) használt technikát használják. Ez a módszer csökkenti az alapfém túlmelegedését, és kisebb szélességet biztosít a hőterhelésnek kitett zónában.
Ezen túlmenően a többrétegű hegesztés technikáját nagy időintervallumokkal alkalmazzák az egyes rétegek elhelyezése között, ahol minden egyes előző rétegnek 150-200 ° -ra kell hűlnie a következő felhordása előtt, ebben az esetben a varrás minden rétege és az azt körülvevő alapfémes zóna áthalad .
Azokban az esetekben, amikor a fent említett technológiai módszerek elégtelenek és a hegesztés során repedések keletkeznek, a terméket a hegesztés előtt kb. 150-200 ° C-ra melegítik, hogy csökkentse a maradék feszültségeket. A szerkezeti acélokból hegesztett termékeket gyakran hőkezelésnek vetik alá mind a feszültségcsökkentés, mind a fokozott szilárdság érdekében - a kioltás az acél minőségnek megfelelően beállított módok szerint. Például 30HGS acél hegesztésekor hegesztés a kezdeti állapotban a húzószilárdsága 760 MPa és nyúlása 18%, a 880 ° -on történő leállítást követően a szakítószilárdság 1290 MPa-ra nő, a relatív nyúlás 9% -ra csökken.
A peremhegesztések élkészítés nélküli hegesztését úgy végezzük, hogy a csatlakozás egyik oldalára egy szélesebb henger kerül elhelyezésre, amelynek a szélessége átmérője az egész vastagságban. A hátsó oldalról, amikor lehetséges, a fém és a salak forgácsolása után a varratot egy keskeny menethengerrel hegesztik.
Ábra. 82.
Ábra. 83.
A V-alakú élkészítésű varratokat egy vagy több rétegben hajtják végre, a hegesztett fém vastagságától függően. Amikor az első hengerrel (réteggel) többrétegű hegesztés történik, hegesztjük a varrás tetejét, majd a fém alapos vászon- és huzalkefével történő szétválasztása után helyezzük a többi réteget a 2. ábrán látható sorrendbe. 82. Az egyes rétegek vastagsága átlagosan 5-6 mm. A teljes vágás kitöltése után a varrás gyökérhegesztése a hátoldalon történik.
Az X-alakú varratok hegesztését a deformációk csökkentése érdekében úgy végezzük, hogy a horony mindkét oldalán felváltva rétegeket alkalmazunk.
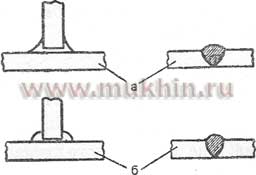
A sarokvarratok hegesztésénél az öl, a tavrovyh és a sarokcsuklók nehezen tudják a kiváló minőségű hegesztéseket összekapcsolni azzal a lehetőséggel, hogy a sarok neprovara sarkát és a függőleges síkban fémdarabot kapjanak. A fenti nehézségek kiküszöbölése érdekében ezeket a varratokat a „hajón” helyzetben hajtjuk végre (83. ábra). Ebben az esetben a varrást ugyanúgy hajtjuk végre, mint egy V-alakú fenékhegesztési horonyba.
A függőleges síkban a függőleges és vízszintes varratok hegesztése nehezebb, mint az alsó helyzetű hegesztés. Az olvadt fémhegesztés a gravitáció hatására lefelé hajlik. A függőleges varratok hegesztése főleg alulról felfelé történik. Hegesztések esetén a mennyezeti helyzetben a fémcsöpögés lehetősége nő. Az olvadt fémfürdő tartását az ívnyomás és a felületi feszültség erők következtében érik el. A fémcseppek átvitele az elektródáról az alapfémre a mennyezeti hegesztés során csak rövid ív esetén lehetséges. A mennyezeti hegesztéshez az elektródot képező, tűzálló bevonattal rendelkező elektródokat (az elektróda végén) használják a folyékony fém cseppjének tartására. A hegesztő elégtelen képzettsége a felső helyzetben történő hegesztésnél lehetséges a hegesztések és a varratok alsó részei, ami csökkentheti a hegesztett kötés mechanikai tulajdonságait.
Mód kiválasztása. A hegesztett kötés minősége a hegesztési mód megfelelő választásától függ. A hegesztési mód választása az elektródátmérő kiválasztását, a hegesztőáram erősségét, a hegesztési sebességet a termék méreteinek és alakjának megfelelően, a csatlakozás típusát, a termék anyagát és az elektródot jelenti. Először, a fém vastagságától és a hegesztett kötés típusától függően az elektród átmérőjét választjuk. Az elektród átmérőjének a lehető legnagyobbnak kell lennie a maximális hegesztési teljesítmény biztosítása érdekében. A túl nagy átmérőjű elektróda használata, különösen a fém vastagsága, átégetéshez vezethet. Ezután válassza ki a szükséges áramszilárdságot, amelyet elsősorban az elektród átmérője határoz meg, de attól is függ, hogy a hegesztendő fém vastagsága, az illesztés típusa, a hegesztési sebesség, a hegesztési varrat helyben való elhelyezkedése, az elektróda bevonata és a munkaszélesség.
Az elektróda áramának és átmérőjének kiválasztása. A hegesztőáram erősségét az elektród márkájától és átmérőjétől függően választjuk, figyelembe véve: a varrás helyét, a csatlakozás típusát, a hegesztendő fém vastagságát és kémiai összetételét, valamint a környezeti hőmérsékletet. Az összes tényező figyelembevételével a lehető legmagasabb erő mellett kell törekedni. A hegesztőáram erősségének kiválasztásához a függőségeket használjuk: Isb = 50d, Isb = (20 + 6d) de,
ahol de az elektróda rúdjának átmérője bizonyos módosítások betartása mellett. Ha a fém vastagsága<1,5 dэ при сварке в нижнем положении, то Iсв уменьшают на
10-15% по сравнению с расчетным. Если толщина металла больше 3 dэ, то Iсв необходимо увеличить на 10-15% по сравнению с расчетным. При сварке на вертикальной
плоскости Iсв уменьшают на 10-15% , в потолочном положении - на 15-20% по
сравнению с нормально выбранной силой тока для сварки в нижнем положении.
Ориентировочные режимы сварки приведены в табл. 48.
|
48. táblázat: A hegesztőáram erősségének az elektród átmérőjétől való függése |
|||
| Elektródátmérő, mm | A hegesztőáram erőssége, És | Elektródátmérő, mm | A hegesztőáram erőssége, És |
| 1,5 | 25-40 | 6 | 280-360 |
| 2 | 60-70 | 7 | 370-450 |
| 3 | 100-140 | 8 | 450-560 |
| 4 | 160-200 | 10 | 750-850 |
| 5 | 220-280 | ||
Kiváló minőségű elektródákkal való hegesztéskor az áramot az elektródák útlevelében vagy tanúsítványaiban megadott adatoknak megfelelően kell beállítani. Az elektród átmérőjét a hegesztett fém vastagságától, a hegesztett kötés típusától, a hegesztési hely helyétől, a rész méreteitől, a hegesztendő fém összetételétől függően választjuk. Amikor a fém 4 mm vastagságú hegesztési módszerei vannak, a hegesztett fém vastagságával megegyező átmérőjű elektródokat használnak. A vastag fém hegesztésekor 4-8 mm átmérőjű elektródokat használnak, feltéve, hogy az alapfém hegesztésre kerül. A többrétegű hegesztéseknél az első réteg 3-4 mm átmérőjű elektródával készül, az ezt követő rétegeket nagyobb átmérőjű elektródokkal készítik. A hegesztést függőleges helyzetben, legfeljebb 5 mm átmérőjű elektródokkal végezzük. A mennyezeti varratok legfeljebb 4 mm átmérőjű elektródokat végeznek.
Az alacsony ötvözetű acélok hegesztése. Az alacsony ötvözetű acélok ívhegesztéséhez az alábbi módokat alkalmazzuk.
1-2 mm-es fémvastagsággal:
2-5 mm-es fémvastagsággal:
5 - 10 mm fémvastagsággal:
10 mm-nél nagyobb fémvastagsággal:
A megadott áramértékek megfelelnek az alsó helyzetben lévő hegesztésnek. A függőleges és a mennyezeti csatlakozások végrehajtásakor 10-20% -kal csökken, és 4 mm-nél nem nagyobb átmérőjű elektródokat használnak.
Az alacsony szén-dioxid-tartalmú acélok hegesztését fluorid-kalcium bevonatokkal előállított elektródák képezik.
A króm-szilícium-mangán acélok hajlamosak a hegesztés és a hegesztés során.
A legfeljebb 0,2% széntartalmú acélok az íves módszerrel jól vannak hegesztve. A 30HGS és 35XGC hegesztési acél minősége rosszabb. Használja a csikk, az öl, a sarok és a sarokcsuklót. A hegesztett fém vastagságának aránya nem haladhatja meg a következőket: 1: 2 hátsó csuklós kötésekkel, 1: 6 körhézagokkal és kötésekkel. 30HGSA és 30HGSNA acél minőségű hegesztési szerkezeteknél fluorid-kalcium bevonattal ellátott elektródák. A hegesztést alsó és függőleges helyzetben, a csupasz felületen rövid ív (csapágy) hajtja végre, fordított polaritású egyenárammal. A hegesztési módok a következők:
Különböző vastagságú hegesztési részek esetén az elektród átmérőjét és az áram erősségét vastagabb elemen választjuk, de kisebb áramszilárdságot veszünk fel a jelzettektől; Az ív vastagabb elemre irányul.
A gázhegesztés során a króm és a szilícium részlegesen kiég, ami oxidok, salakok és hiányos fúzió bekövetkeztét okozza a hegesztési medencében. Ennek megakadályozása érdekében a hegesztést olyan csúccsal végezzük, amely 1 mm-es fémvastagságban 75-100 dm3 / h kapacitású acetilén lángot hoz létre, normál láng. Az adalékanyagként Sv-08 és Sv-08A alacsony szénszálas vezetékeket vagy Sv-18KhGSA és Sv-18XMA vezetékeket használnak.
Nagy ötvözött acélok hegesztése. Számos típusú elektródot fejlesztettek ki, amelyek lehetővé teszik a szinte minden nagy ötvözetű acél sikeres hegesztését. Ezek az elektródák kalcium-fluorid bevonattal vannak ellátva, és hegesztéshez használják az összes térbeli pozícióban fordított polaritású egyenárammal.
A króm-nikkel-acélok nagy elektromos ellenállása (5-ször nagyobb, mint az alacsony szén-dioxid-acélok), alacsony hővezető képességük, érzékenyek a túlmelegedésre, ezért a hegesztéshez alacsony energiájú üzemmódokat használnak:
Ugyanezen okból az elektróda hossza kevesebb, mint az alacsony széntartalmú acél hegesztésénél.
Ábra. 84 .: a - V-alakú peremkészítésű csapok felszerelése; b - csapos hegesztés
A nikkel-króm nikkel korrózióálló acélok gázhegesztése normál acetilén lánggal történik. Az oxidatív láng nem megengedett, mivel króm kiégést okoz. Minimális szén-tartalmú töltőhuzal, niobium vagy titán, Sv-02H19N9, Sv-06H19N9T vagy Sv-08H19N10B márkák.
Króm-rozsdamentes acélok hegesztéséhez ugyanazok az elektródok és módok használhatók, mint a nikkel-króm acélok hegesztéséhez. A krómacélok gázhegesztése normál acetilén lánggal történik, amelynek kapacitása 70 dm3 / h 1 mm fémvastagságban. Adalékként Sv-02Kh19N9 vagy Sv-06Kh19N9T drótfajtákat használnak titánnal. A hegesztés előtt a széleit metálfényre vágjuk. Hegesztési vezeték maximális sebességgel, megszakítás és újramelegítés nélkül.
Öntöttvas hegesztés. Az öntöttvas burkolásakor az acél nem kötődik jól hozzá a különböző zsugorodásuk miatt. Ezenkívül az öntöttvashoz hegesztett acél az olvadási zónában szénnel van dúsítva, törékenyvé válik, hajlamos a kioltásra és repedésre. Ezért az öntöttvas szokásos acélelektródákkal történő hegesztésekor acélcsapokat helyeznek a szálakra fokozatosan, hogy a hegesztési fém a peremeken lévő maghoz jobban tapadjon (84. ábra).
A fluorid-kalcium bevonattal ellátott elektródokat öntöttvas hegesztési részei hegesztésére és bevonására használják, és az öntvények hegesztési hibáit. A hegesztés elvégezhető alsó és függőleges helyzetben. Közvetlen polaritású áramot alkalmazunk, váltakozó áramot lehet használni. A hegesztési módok a következők:
A hegesztést 30-60 mm hosszú szakaszokon végezzük. A kalcium-fluorid bevonat 50% vasporból, 27% -os márványból, 7,5% -os fluoreszparból, 4,5% kvarcból, 2,5% ferromangánból, 2,5% ferroszilíciumból, 6,0% ferrotitaniumból, 0,5% szóda. Az elektród rúd réz M-2 vagy M-3. Az elektródák lehetővé teszik a hegesztést az alsó, függőleges és fél-mennyezeti helyzetben. Egy egyenáramú fordított polaritást használnak: 3 mm-es elektródával - 90-110 A; 4 mm - 120-140 A; 5 mm - 160-190 A. Az öntött vasból készült alkatrészeket előmelegítéssel hegesztik.
A meghibásodott helyet óvatosan le kell vágni és meg kell tisztítani. A kivágott helynek zökkenőmentes körvonala legyen éles sarkok nélkül, amelyben a folyékony fém nem ötvözhet az alapfémekkel. A hegesztendő felületet vízszintesen helyezzük el, és körülötte egy grafit vagy szénlemez formája van, amely a felülethez szorosan kapcsolódik, megakadályozva az olvadt fém áramlását és a kívánt alakot a varráshoz. Néha tűzálló agyagot vagy öntőföldet használnak folyékony üveggel keverve, amelyet 50 ° C-on kell szárítani.
Az elem melegítéséhez kemencébe vagy kürtbe kerül. A jelentős deformációk és repedések elkerülése érdekében a fűtést lassan és egyenletesen kell elvégezni. Miután az alkatrészt a kívánt hőmérsékletre melegítettük, az űrlap által kialakított tér az elektróda olvadt fémjével töltődik be. Nagy hibákat hegesztünk, azokat szétszereljük olyan területekre, amelyeket a fémfelülethez szorosan illeszkedő grafitlemezek választanak el. A szomszédos területek nagyobb sűrűséget biztosítanak homokkal. Annak érdekében, hogy az elektródák cseréje közben ne szakadjon meg, két hegesztő felváltva hajtja végre a hegesztést.
Fűtött öntöttvas hegesztésekor öntöttvas rudakat használnak. A hegesztés váltakozó vagy egyenáramú közvetlen polaritással történik. A bevonat a következő összetételű: 25% kréta, 41% grafit, 25% fluorspar, 9% ferromangán, 30% folyékony üveg a száraz keverék tömegére vonatkoztatva. A burkolat vastagsága 0,2-0,3 mm. Áram 6 mm - 200-300 A átmérőjű rúdhoz; 8-10 mm - 300-450 A; 10 mm - 450-600 A; 12-15 mm - 680-700 A.
Az öntöttvas gázhegesztése az egyik legmegbízhatóbb módja az alapanyaghoz hasonló tulajdonságokkal rendelkező hegesztési fém előállításának. A szürke vas gázhegesztése jobb, ha előmelegítéssel vezet. A ferde élek egyoldalúak (V-alakúak), 90-es nyitási szöggel. Az éleket alaposan megtisztítják az olaj, a rozsda és a szennyeződések ecsettel vagy homokozóval, és égő lánggal melegítik. Töltősávként 6, 8, 10, 12, 14 és 16 mm átmérőjű öntöttvas rudakat és 400-700 mm hosszúságú rudakat használnak. A rúd átmérője az alapfém vastagságának felével egyenlő.
Nemvasfémek és ötvözeteik hegesztése. A réz nagy hővezető képessége miatt az ívhegesztéshez nagy szilárdságú áramot kell alkalmazni. A réz folyékonysága nagyobb, mint az acélé, ezért a hegesztendő lemezek széleit szorosan, minimális résszel kell összekötni, vagy acélbélésen hegeszteni. Az élek nyitási szöge 70 ± 5 legyen. A 6 mm-nél vastagabb réz előmelegítéssel hegesztve, 1–3 mm vastag lapokkal, karimával, töltőanyag nélkül. Hegesztés után a vékony lemezek (6 mm-nél kisebbek) hideg állapotban vannak kovácsolva, vastag lapok - 200-300 ° C hőmérsékleten. A hegesztést szén- vagy fémelektróddal végezzük folyadékok és bevonatok alkalmazásával.
A szénelektróda hosszú ívének (10-15 mm) hegesztése 40-55 V közvetlen polaritási feszültséggel. A hegesztési módok a következők:
A réz fémelektródával történő hegesztése során az M1, M2 és M3 huzalból vagy BrKMts-3-1 bronzból készült rézelektródák bevonatokkal készülnek, amelyek közé tartozik a ferromangán, a ferroszilícium és a szilícium réz. A hegesztési módok a következők:
A 10 mm-es vastagságú rézet acetilén lánggal hegesztik 150 dm3 / h kapacitással 1 mm fémvastagságra. A vastagabb lemezek hegesztésekor az acetilén lángának teljesítménye növekszik, vagy két fáklyával párhuzamosan hegesztésre kerül. A láng csak helyreállító; a lángban lévő oxigén feleslege réz oxidációjához vezet. A 2 mm-ig terjedő vastagságú fémhegesztés adalékanyag nélkül, alulról azbesztet vagy grafitot tartalmaz, hogy megakadályozza a hegesztett fém áramlását; 3 mm-nél nagyobb vastagságban 90 mm-es nyitási szöggel rendelkező, V-alakú, legalább 1,5-2 mm-es (1/5-ös vastagságú) széle van; 10 mm-nél nagyobb vastagságban X-alakú ferde metszetet használunk, és a hegesztést mindkét oldalról egyidejűleg, két fáklya függőleges helyzetben végezzük.
A töltő rúdnak tiszta (elektrolitikus) rézből vagy rézből kell készülnie, amely legfeljebb 0,2% foszfort és 0,15-0,30% szilíciumot tartalmaz, amelyek deoxidáló szerek. Ívhegesztés bronz szén vagy fémelektródot termel. Szénelektródával történő hegesztésnél közvetlen polaritású egyenáramot használunk: 25-35 A / 1 mm átmérőjénél egy elektród, amelynek mérete 5-12 mm (általában 6-8 mm), ívfeszültség 40-45 V, hosszúság 20-26 mm. Hegesztéskor alumínium bronz fluxusokat kell használni, amelyek aktívak az alumínium-oxid ellen. Flux bevonatú töltő rúd bevonatként. Az oxidok eltávolítása a fürdőből, az elektróda és a rúd keresztirányú cikcakkmozgásokat hoz létre. A hegesztés minőségének javítása érdekében ajánlott előmelegítést használni 250-350 ° C hőmérsékletre.
Az ón bronz hegesztéséhez: 8% cink, 3% ón, 6% ólom, 0,2% foszfor, 0,3% nikkel, 0,3% vas, a többi réz. A hegesztéshez más bronzokat használjon az alapanyaghoz hasonló összetételű sávra.
A hegesztési bronz fém elektródát széles körben használják. A legjobb eredményeket a fordított polaritású egyenáram hegesztésével lehet elérni; áram 30-40 A / 1 mm átmérője az elektródának. Az ív stabilitásának növelése érdekében váltakozó áramot használva az áramot az elektródátmérő 1 mm-rel 75-80 A-ra növelik, vagy oszcillátort használnak. Az élek készítésekor a teljes vágási szög 70-80 °. Az elektródhuzal ugyanolyan összetételű, mint az alapfém. A legtöbb öntött bronz márka esetében, ha ezt megengedi a korrózióállósági követelmények, a BrKMtsZ-1 bronz márkájú elektródák (3% szilícium, 1% mangán, a többi réz). Az alumínium bronzokat 10% alumíniumot és 3-5% vasat tartalmazó bronzelektródákkal hegesztik.
A bronz gázhegesztése az öntött alkatrészek javításánál történik. A hegesztő lángnak reduktívnak kell lennie, mivel az oxidációs láng növeli az ón, a szilícium, az alumínium kiégését. Töltő rúdként huzalt vagy rudakat használva, hasonlóan az alapanyaghoz. Figyelembe véve az ón kiégését a hegesztés során, a rúd tartalma kívánatos 1-2% -kal nagyobb, mint az alapfémben; legfeljebb 0,4% szilíciumot vezetünk be a huzalba deoxidálószerként. A szegélynek V-alakúnak kell lennie 60-90-es varrásszöggel. Hibák esetén azbeszt vagy grafit bélése kerül elhelyezésre, hogy megakadályozza a hegesztett fém szivárgását. A réz és réz hegesztéséhez hasonló összetételű folyadékokat kell felhordani. Az alumínium bronzot alumíniumötvözetek gázhegesztéséhez használt fluxusokkal hegesztik.
A fém sárgaréz ívhegesztéséhez fémelektródával közvetlen közvetlen polaritású áramot használnak. A hegesztést az alsó pozícióban egy rövid ív vezeti. Az 5 mm átmérőjű elektróda áramja 250-275 A. A hegesztés legalább 0,3-0,4 m / perc sebességgel történik. Hegesztés után a varrást kovácsoljuk, majd 600-650 ° C-on hevítjük. Elektródaként a következő összetételű sárgarézhuzalt használják: 38,5-42,5% cink, 4-5% mangán, 0,5% alumínium, 0,5-1,5% vas, 1% egyéb szennyeződések, a többi réz .
Az L62, L062-1 és más sárgarézek hegesztése szénelektróddal is elvégezhető, közvetlen közvetlen polaritással. Mechanikus módszerekkel előállított hegesztési élek. A töltőanyagként 3% szilíciumot tartalmazó réz LC80-3 rudakat használnak. Ívfeszültség 30-40 V; a hegesztési módok a következők:
| Fémvastagság, mm | 3 | 5 | 10 | 14-16 |
| Elektródátmérő, mm | 6 | 10 | 18 | 20 |
| A töltő rúd átmérője, mm | 4 | 6 | 8 | 10 |
| Áram, A | 180-200 | 240-270 | 400-450 | 450-550 |
A sárgaréz nehezebb ívhegesztés, ezért általában hegesztéssel gázhegesztéssel hegesztik őket. A cink elpárologtatásának csökkentése érdekében a sárgarézhegesztést oxidáló lánggal végezzük 30-40% -os oxigén felesleggel, azaz 1,3-1,4 m3 oxigént adagolunk 1 m3 acetilénre. Ebben az esetben a hegesztési medence felületén egy cink-oxid folyékony film képződik, amely csökkenti a párolgást. A felesleges oxigén oxidálja a láng-hidrogén fő részét, aminek következtében csökken a hidrogén felszívódása a folyékony fémből.
A hegesztés előtt a sárgaréz széleit csiszolják fényesre, csiszolópapírral, fájlokkal vagy fémkefével. Ha a felületen egy oxidréteg van, akkor a sárgaréz 10% -os salétromsavoldatban mérgeződik, majd forró vízzel alaposan mossuk. Az élek ugyanolyan szögben vágnak, mint az acél hegesztése.
A tiszta alumínium minőségű A6, AD0, AD1 és mások ívhegesztéséhez elektródokat használjon az AD1 vagy AB-2T fokozatú alumíniumhuzal rúdjával. A hegesztést az alsó és a függőleges helyzetben, fordított polaritású egyenárammal végezzük. 4 mm-es elektródátmérővel az áramintenzitás 120-140 A, átmérője 5 mm - 150-170 A, 6 mm - 200-240 A. A hegesztést előmelegítéssel végezzük: hőmérséklet: 6-9 mm - 200-250 ° fémvastagsággal C, 9-16 mm - 250-350 ° C.
A hegesztési vezeték az elektróda keresztirányú oszcillációja nélkül a lehető legrövidebb. Hegesztés után a salakot eltávolítjuk a varrattól, forró vízzel öblítve, és acél kefékkel dörzsöljük. Az öntvény alumínium-szilíciumötvözetek hibáinak hegesztéséhez (AL-2, AL-3, AL-5, AL-9, AL-11) alumínium huzalból, Sv-AKZ-Sv-AK10-ből készült rudakat használnak. A hegesztés előtt az alumínium felületét oldószerrel (benzin, aceton, diklóretán) kell zsírtalanítani, és mechanikusan tisztítani kell 0,15 mm átmérőjű acél forgó huzalkefével.
Öntött alumíniumötvözetek hegesztésekor a fűtött szakasz hossza legalább 200 mm legyen. Legfeljebb 14 mm vastagságban a varratokat 1-2 rétegben hegesztik, több mint 14 mm - 2-3 rétegben. A hegesztett fém finomszemcsés szerkezetének elérése érdekében a hegesztés utáni rész hűtése lassú legyen. Az öntött ötvözetekből készült alkatrészek belső feszültségének csökkentése érdekében a hegesztés után 250-350 ° C-on hegesztik, majd lassú hűtés után.
Az alumínium és ötvözeteinek gázhegesztése jó eredményt ad a hegesztési mód helyes megválasztásával, a hegesztőtől érkező megfelelő készségek rendelkezésre állásával és az oxidfóliát oldódó folyadékok használatával. Fontos a lángenergia megfelelő megválasztása, mivel az alumínium-oxid, amely a hegesztési medencét zárja, megakadályozza, hogy a hegesztő látja a fémolvadás kezdetét. Ha a láng túl erős, ezt a pillanatot el lehet hagyni, majd a fém nehezen korrigálható behatolása keletkezik.
Amikor a gázhegesztést ugyanazzal a márkával ellátott huzalt használják, mint a hegesztett fém. Jobb, ha a hőkezelt ötvözeteket és az AMC-t 5% szilíciumot tartalmazó huzallal hegesztik, ami növeli a hegesztési fém folyékonyságát, csökkenti a zsugorodást és jobb eredményeket ad. Az öntött alumíniumötvözeteket ajánlatos tiszta alumíniumhuzallal hegeszteni. Az alumíniumot és ötvözeteit előnyösen redukáló láng vagy láng segítségével enyhén acetilén felesleggel hegesztjük. A szájnyílás szöge a hegesztett fémhez képest 30-35, a rúd dőlésszöge 40-45. A varratok könnyű hideg kovácsolása megengedett.
A magnéziumötvözetek fémelektródával történő ívhegesztésére szolgáló módszereket fejlesztették ki. Az alkalmazott bevonat fluorid sók vagy ezek klorid-sók keverékének keveréke. A fluorid sók tartalmának 10-30% -nak kell lennie. A bevonatot vízzel hígítjuk és magnéziumötvözet huzalra visszük fel, amely a hegesztendő fémnek megfelelő összetételű, 1-1,1 mm vastag rétegben, 4 mm és 1,4-1,5 mm átmérőjű, 8 mm átmérőjű rétegben. A hegesztést csak az alsó pozícióban végezzük közvetlen polaritású egyenárammal. A hegesztési módok a következők:
Hegesztés után lassan lehűtjük, meleg vízzel mossuk és oxidáljuk. A magnéziumötvözeteket kielégítően hegesztik egy gázlánggal, de megkövetelik, hogy a magnézium-oxid tűzálló fóliáját eltávolítsák. A hegesztési módok a következők:
A fluxust a rúdra és a fém élére hegesztett fém területére helyezzük a varrás mindkét oldalán. A forró vízzel és kefékkel való hegesztés után óvatosan eltávolítják a fluxusmaradványokat. A hegesztés után a Prokovka növeli a hegesztési fém rugalmasságát.
A titánötvözeteket hegesztett ívhegesztéssel, argon ívhegesztéssel, elektronsugárral hegesztik. A nikkel-ívhegesztést olyan elektródák állítják elő, amelyek nikkelrúddal és a következő összetételű bevonattal rendelkeznek (%): kriolit 16,5; titánpor 5.5; alumínium 8; nátrium-fluorid 8,5; márvány 14.5; rutil 35; mangán 5; kalcium-fluorid 5; csillámliszt 2. A következő hegesztési módok használhatók: 3 mm elektródátmérő, 110-120 A áram; átmérő 4 mm, áram 150-170 A; átmérője 5 mm, áram 190-220 A. Áram állandó, fordított polaritás ("plusz" az elektródán). Ívfeszültség 20-25 V.
Monel-fém és más réz-nikkel ötvözetek hegesztéséhez az elektródokat fluorid-kalcium bevonattal ellátott huzalból használják; A hegesztést az alsó pozícióban fordított polaritású egyenárammal végezzük.
Először meg kell határoznia milyen hegesztőáramot használjon: állandó vagy változó. Közvetlen polaritású egyenáramú hegesztés esetén a hegesztési mélység kb 40 – 50% és váltakozó árammal való hegesztés esetén a behatolás a következőre csökken: 15 – 20% .
Miután meghatározta az áram polaritását, ki kell választania az alkalmazott elektród átmérőjének áramát. Az elektródák minden átmérőjéhez áram van. Itt az elektródok összes fő átmérője és a megfelelő hegesztéshez szükséges áram:
- 1,6 mm - 35 - 60 Amper;
- 2,0 mm - 30 - 80 Amper;
- 2,5 mm - 50 - 110 Amper;
- 3,0 mm - 70 - 130 Amper;
- 3,2 mm - 80-140 Amper;
- 4,0 mm - 110-170 Amper;
- 5,0 milliméter - 150 - 220 Amper;
Ez alól kivétel, ha vékony fémhegesztés szükséges. A vékony fém (3 mm-ig) hegesztésekor 2–2,5 mm vastagságú elektródokat kell használni, miközben 30–70 amper áramot használnak. Az elektródák minden átmérőjére is van a hegesztett fém vastagsága:
- 2 - 3 mm fémvastagság: 1,6; 2,0 - elektródvastagság;
- 3 - 5 mm vastagságú fémvastagság: 2,0; 2,5; 3,0; 3,2; 4,0 - elektródvastagság;
- 5 - 8 mm vastagságú fémvastagság: 3,0; 3,2; 4,0; 5,0 - elektródvastagság;
Most, tudod az áramot, az elektróda vastagságát és a fém vastagságát a hegesztéshez. A jó és jó minőségű hegesztéshez azonban megbízható és olcsó hegesztő inverter szükséges. Természetesen az értékesítés vezetői a "Temp" hegesztő inverterek, de közülük nincs szükség a legolcsóbb választásra. A "Temp ISA 200" vagy a "Temp ISA 180" frekvenciaváltót a legjobb megvásárolni. Hogyan különböznek a többi hegesztőgéptől? Ezek különböznek egymástól, hogy mindent, amire szükség van egy kiváló minőségű hegesztőgéphez: a tartósság, az elfogadható ár, az 1.6 és 5.0 közötti átmérőjű elektródákat húzza.
Ezeknek a tulajdonságoknak ösztönözniük kell Önt arra, hogy a helyes választás. Most van egy kérdésünk: hol van minden olcsó megvásárolni? Sikeres vásárlást tehet a gyártóktól, akik hosszú ideig tartják a termék minőségét. Gyárunk csak kiváló minőségű hegesztési anyagok értékesítésével foglalkozik, így a hegesztés megkezdéséhez mindent meg kell adnia, amire szüksége van, és elkezdi a hegesztést.
A válság vagy más problémák ellenére üzemeink a lehető legalacsonyabb áron próbálják megőrizni az árakat, hogy bárki megfizethető áron vásároljon minőségi hegesztési anyagokat. Ne feledje: csak kiváló minőségű termékeket vásároljon tőlünk, könnyen elvégezheti az összes szükséges hegesztést alacsony áron!




