Hegesztés rézelektródával, amely főzhető. Az üzemmód paramétereinek kiválasztása. Alkatrészek és hegesztési huzal előkészítése hegesztéshez.
Annak ellenére, hogy a réz hegeszthető kézi hegesztésA fém- vagy szénelektródák segítségével a közelmúltban a leggyakrabban használt, nagyon hatékony rézhegesztés argonnal.
Az univerzális argonhegesztés lehetővé teszi, hogy nagy méretű és kis részecske-részecskéket készítsen gond nélkül.
Mint jól ismert, a magas hő- és elektromos vezetőképesség, valamint az agresszív közeggel és korrózióval szembeni nagy ellenállás miatt a réz az erő- és vegyiparban használatos.
Fénykép feldolgozása
És mivel a réz nagyon jó vezető, az ezzel való munka meglehetősen specifikus berendezést igényel.
Az argonnal való hegesztés közvetlen polaritással és egyenáram egy nem fogyasztható volfrámelektród használatával. Az argon ívhegesztés hőmérséklete eléri a 300-400 fokot.
A főzés megkezdése előtt az ív grafiton vagy szénlemezen kell melegíteni. Nem ajánlott azonnal elindítani az ívét a főzni kívánt terméken - ez szennyezi az elektródát.
Emlékeztetni kell arra, hogy az argonnal végzett rézhegesztés függőleges, mennyezeti vagy alsó helyzetben történik.
A rézzel való munkavégzés jellemzői
Bár a rézrészek hegesztése speciális elektródokkal történhet, a legjobb, ha ezekhez a célra nem fogyasztható volfrámelektródákat használunk.
Az ilyen elektródák „hegesztenek” jól, a varratok a hagyományos elektródákkal való hegesztéssel ellentétben tartósak, simaak és tisztaak.
Azóta hegesztés Ha gázkeveréket használunk: argont és nitrogént, akkor a biztonsági hegesztéshez csak egy speciálisan képzett hegesztő végezhet.
A volfrám nem fogyasztható elektródák többféle típusúak: EVL és EVI. Az EVL laptanirovannye elektródák és EVI-iterált elektródák.
A rézrészek argonnal történő hegesztéséhez pontosan beállított volfrámelektródák tartoznak. Ha az argonnal hegesztett rézrészek vastagsága meghaladja az 5 mm-t, akkor alkalmazza a kötelező vágóéleket.
Szegélykészítés nélkül a fém teljes vastagsága nem fűthető, mivel a réz magas hővezető képességgel rendelkezik.
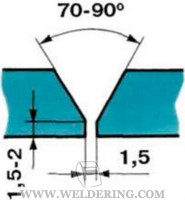
Ne feledje, hogy az 5–12 mm vastagságú fémeknél egyoldalas vágás történik, és ha a fém vastagsága nagyobb, akkor vágja le a munkadarab mindkét széleit.
A hegesztés minősége függ a rézben lévő szennyeződésektől - annál tisztább a réz, annál jobb a hegesztés. A volfrámelektródák mellett töltőhuzalt is használnak.
A töltőhuzal elkülöníti az oxigénből hegeszthető részeket, amelyek azonban a hegesztés területére esnek.
A töltőhuzal anyagának szükségszerűen meg kell felelnie a fémnek, amelyet főzni kell.
Adalékanyagként rézhuzalt lehet venni, amely nagy mennyiségű mangánt tartalmaz. Egyrészt a mangán megbízhatóan kötődik a hegesztési területbe belépő oxigénhez, másrészt a mangán szennyeződések csökkentik a hegesztés szilárdságát.
Ezért adalékanyagként a legjobb, ha ritkaföldfém anyagokat tartalmazó huzalt használunk.
Az ilyen anyagokat teljesen eltávolítják az oxigén varratairól, de nem marad a varrás összetételében, mint mangán keveréke.
Sajnos a ritkaföldfém töltőhuzal nagyon drága, ezért kevés ember választja, hogy használja, előnyben részesítve az olcsó rézhuzalt.
Az argon használatának előnyei rézzel végzett munka során
Mint már említettük, az argonnal történő rézhegesztés a legtisztább. Ilyen sokféleséggel - szinte semmi oxidgőz nem tűnik ki.
Az argonhegesztés során a forró szikrák nem esnek a padlóra, ami károsíthatja a padlót és a falburkolatokat.
Így az argonhegesztés akár lakóhelyiségekben is végrehajtható anélkül, hogy bármit is elrontana vagy szennyezné.
Egy másik tagadhatatlan előny a minőség. A réz argonnal történő hegesztése során a varrás tiszta és tiszta, salakok és alulcsapások nélkül.
Az argonnal a vékony 0,5 mm-es réztermékek alacsony áramok mellett is főzhetők.
Ezen túlmenően az argonhegesztés lehetővé teszi, hogy olyan komplex fémekkel dolgozzon, amelyek nem alkalmasak a hagyományos hegesztésre, valamint a régi rész térfogatának helyreállítására, amely fém tetejére helyezi.
Ha bizonyos ismeretekkel rendelkezik ezen a területen, akkor mindent elvégezhet, de ezt megelőzően - ajánlott az argonnal történő rézhegesztés videóját nézni, és megvásárolni a megfelelő berendezést.
Otthoni használatra ideális speciális multifunkciós készülékekhez.
Ha nagyobb mennyiségű hegesztést tervezünk, például a termelésben, akkor ebben az esetben több olyan eszközt kell vásárolni, amelyek különböző funkciókkal rendelkeznek.
- Rézrészek csatlakoztatása acetilénhez
A réz hegesztése jelentős különbségeket mutat az acélolvasztással szemben, és meglehetősen specifikus folyamat, amelyet a nemvasfém fizikai és mechanikai tulajdonságai befolyásolnak. Először a réz 6-szor több hővezető képességgel rendelkezik, mint az acél. Másodszor, a fém nagyon aktívan kölcsönhatásba lép az olvadt formában a légkörben lévő gázokkal. Amikor ez létrejön, a Cu 2 O oxid és a vízgőz, amely jelentősen rontja a varratok minőségét. Harmadszor, a réz folyékonysága természetes. Negyedszer, az arzén, ólom, bizmut, antimon, amely összetételében szennyeződésként jelen lehet, szintén bonyolítja a kötési folyamatot.
A réz magasabb követelményeket támaszt a hegesztési technológiával szemben, mint a hagyományos fém.
Ebben a tekintetben a réz és ötvözeteinek hegesztése gondos betartást igényel a technológiának.
Ívhegesztés
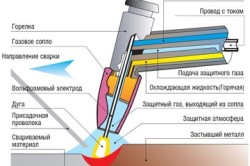
A kiváló minőségű varratok megszerzése érdekében gyakran elektromos és hegesztési munkát alkalmaznak a munkahelyen és otthon. A munkákat szén, tűzálló volfrám és molibdén, réz vagy bronz elektródok segítségével végzik. A réz-oxid kialakulásának megakadályozása érdekében speciális fluxust vagy bevonatot használnak, amely magas hőmérséklet hatására védő légkört képez.
Szélesebb körben használatos a réz argonnal vagy egy másik védőgáz környezetében: nitrogén vagy argon (1/2 és 3/4 rész) keverék hélium keveréke.
A munka általános jellemzői:
![]()
A réztermékek hegesztése több áramot igényel, mint az acél.
- az acél használatakor nagyobb áramerősséget alkalmazzon;
- előzetesen tisztítsuk meg a széleit egy fémfényre, vagy salétromsavval marassuk, majd vízzel mossuk;
- az alkatrészek szorosan kapcsolódnak, hogy ne alakuljanak ki rések;
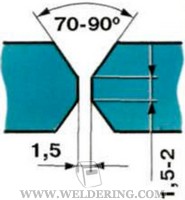
- a széle 90 ° -ban nyitva van;
- 1–3 mm vastagságú lapok szélei karimásak, a töltőhuzalt nem használják;
- 6 mm-nél nagyobb vastagságban a hegesztés előtt az alkatrészeket 300-400 ° C-ra melegítjük;
- a munka után a varratokat és az átmeneti zónákat kovácsolták, a fém pedig 6 mm-ig hideg, vastagabb - 200-300 ° C-ra melegítve nem lehet magasabb hőmérsékletet felmelegíteni, mivel a fém törékeny lesz;
- majd az alkatrészeket lezárjuk, 550-600 ° C-ra melegítjük, majd hideg vízben gyorsan hűtjük.
Vissza a tartalomjegyzékhez
Szénelektródák alkalmazása
Működési mód:
Közvetlen polaritású egyenáramot kell alkalmazni, amelynek feszültsége 40-55 V, a főzés alatt az ív 10-15 mm legyen. A hegesztést a lehető legrövidebb időn belül, tiszta (elektrolitikus) rézből vagy bronzból álló foszfortartalmú huzal alkalmazásával végezzük. Az elektróda lejtése 70-80 °, bar - 30 ° legyen. Az adalékanyagot nem szabad a hegesztési medencébe engedni, hanem az elektródák és az alkatrészek között kell tartani, hogy az olvadt réz a hegesztésbe csökkenjen.
A védőfolyadékok összetétele
Vissza a tartalomjegyzékhez
Fémelektródák használata

A hegesztéshez használt elektródokat rézből vagy bronzból használják.
A réz és ötvözeteinek hegesztéséhez rézből vagy bronzból készült, deoxidálóval bevont elektródokat használnak.
A varrás hátoldalán jobban kialakult a hegesztés rézbéléssel. Ennek a módszernek a vastagsága nem lehet nagyobb, mint 4 mm. Azt is gondosan ellenőrizni kell, hogy a bélés és a részletek közötti távolság nem több, mint fél milliméter.
Az alkatrészeket könnyebben főzzük úgy, hogy ugyanazt a dezoxidátort öntjük a varrás alá a béléshoronyba, amelyből az elektróda bevonat készül.
Üzemmód
A főzés során ugyanazokat a folyadékokat használjuk, mint az elektromos íves főzésnél. A 4. folyadékáramot olyan huzallal használják, amely nem tartalmaz oxidálószereket.
A fejlettebb módszer a BM-1 gázáram felhasználása gázhegesztéshez. Ugyanakkor az égő csúcsa átveszi a számot, hogy ne csökkentsék a fűtési és főzési sebességet.
A réz és ötvözeteinek hegesztése: bronz, sárgaréz - nagyban leegyszerűsíti a speciálisan kifejlesztett KGF-2-66 készüléket, amely a porított fluxus acetilénnel történő felszívódását biztosítja, és közvetlenül az égő lángjába táplálja.
A csatlakozás után, mint az elektromos ívhegesztésnél, a varrat szükség esetén kovácsolt és hegesztett.
Ha a hegesztési technológiát teljes mértékben betartják, az eredmény a legmagasabb minőségű varratok, amelyek biztosítják a termék megbízható használatát a teljes üzemidő alatt.
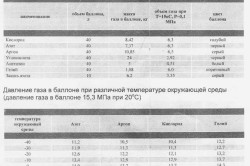
Réz olvadáspont 1883 ° C
jel |
hegeszthetőséggel |
A hegesztés technológiai jellemzői |
Katód réz |
BrkMts 3-1 MNZHKT-5-1-0,2-0,2 Brits 4-3, BrH 0,7 adalékok 8-10 mm-nél nagyobb vastagságnál 200-300 ° C-ra előmelegítés szükséges. |
|
M00k, M0k, M1k |
||
Réz deoxidált |
||
M1r, M2r, M3r |
||
Finomított réz |
||
Ónöntő bronz |
Ugyanazon márka adalékai, mint az alapfém 10-15 mm-nél nagyobb vastagsággal 500-600 ° C-ra kell előmelegíteni. |
|
Br03Ts12S5 Br05TS5S5, Br08TS4 Br010F1, Br010Ts2 |
kielégítő |
|
Br03Ts7S5N1 |
||
Öntödei bronz |
||
BrA9Mts2L |
kielégítő |
|
Kovácsolt bronz |
||
Br0f7-0,2, BrH1 BrKMtsZ-1, BrB2 |
||
BrAMts9-2 BrAZH9-4, BrSr1 |
kielégítő |
|
BrA5, BrA7 |
||
Sárgaréz kovácsolt |
Adalékanyagok BrOT4-3 BrKMts 3-1, LK62-0,5 LK80-3, LMts 59-0,2 12 mm-nél nagyobb vastagságnál 300-350 ° C-ra előmelegítés szükséges. |
|
L96, LA77-2, LC80-2 |
||
LMtsS58-2, LS3 L062-1 |
kielégítő |
|
LS59, LS60-1 |
||
Hegesztési nehézségek
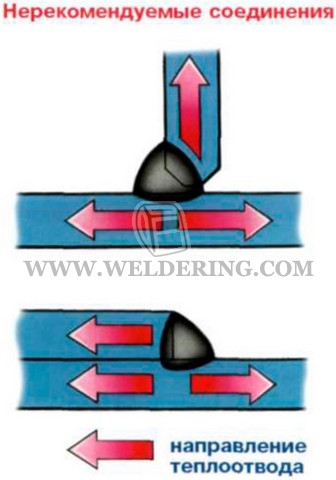
Nagy hővezető képesség a réz (6-szor nagyobb a vaséhoz képest) használatához szükséges hegesztési ív fokozott hőteljesítmény és szimmetrikus hőtávolítás a hegesztési zónából. A hegesztett hézagok ajánlott típusai a csuklós kötések, és hasonlóak a hűtőborda jellegéhez.
A réz nagy folyékonysága (2-2,5-szer nagyobb a fáradtnál) bonyolítja a függőleges és a hegesztést mennyezeti csatlakozások. Csak a hegesztőmedence minimális méretével és a fém rövid tartózkodási idejével lehetséges folyékony állapotban. Ha az alsó helyzetben garantált behatolással hegesztjük a csuklós kötéseket, az átégés elkerülése érdekében grafitból, száraz asbesztből, fluxus párnákból és hasonlókból készült béléseket kell használni.
Aktív képesség a gázok (oxigén és hidrogén) elnyeléséhez olvadás közben, ami hegesztési porozitást és forró repedéseket eredményez, megbízhatóan védi a hegesztési fémeket és a hegesztési anyagokat a szennyeződéstől a káros szennyeződésekkel szemben.
A réz oxidációs hajlamának köszönhetően tűzálló oxidok képződésével töltőanyagot kell alkalmazni, deoxidált gélekkel, főként foszfor, szilícium és mangán.
Nagy lineáris expanziós arány a réz (1,5-szer nagyobb, mint az acél) jelentős deformációt és stresszt okoz, forró repedések képződését. Eltávolíthatók a szerkezetek előmelegítésével: rézről 250-300 ° C-ra, bronztól 500-600 ° C-ig
Hegesztési előkészítés
A réz vagy annak ötvözetei csiszológéppel, csővágókkal, eszterga- és marógépekkel, valamint plazma ívelt vágással dimenziós munkadarabokra vágnak. Mechanikus módszerekkel előállított hegesztési élek. A hegesztendő alkatrészeket és a töltőhuzalt az oxidokról és a szennyeződésekről fémfényre tisztítják és zsírtalanítják. Az éleket finom csiszolópapírral, fémkefékkel stb. Kezelik. A nagy szemcsés csiszolóanyagok használata nem ajánlott. Lehetőség van az élek és a vezetékek savak savakkal történő megmunkálására:
75 cm3 1 liter nitrogén-vízre;
100 cm3 / 1 liter kénsav;
1 cm3 1 liter sós vízre
majd mosás vízben és lúgban és szárítás forró levegővel. A 10–15 mm falvastagságú építményeket gázlánggal, diszpergált ívvel és egyéb módszerekkel előmelegítik. A hegesztésre szolgáló alkatrészek illesztéseinek összeszerelése vagy a szerelvényekben, vagy a tapadás segítségével történik. Az összekötött üresek közötti rés ugyanaz marad az egészben. A zsákok minimális keresztmetszetének kell lennie, hogy a hegesztési folyamat során megolvadhassanak. A tapadási felületet meg kell tisztítani, és biztosítani kell, hogy ne legyen forró felületes repedés.
Ha a hegesztést alsó pozícióban végezzük, akkor a hűtőborda javítása grafitból vagy rézből készült speciális szerszámokkal történik

A szabad levegő hegesztésekor a csatlakozás eltávolítható képernyőkkel van ellátva.
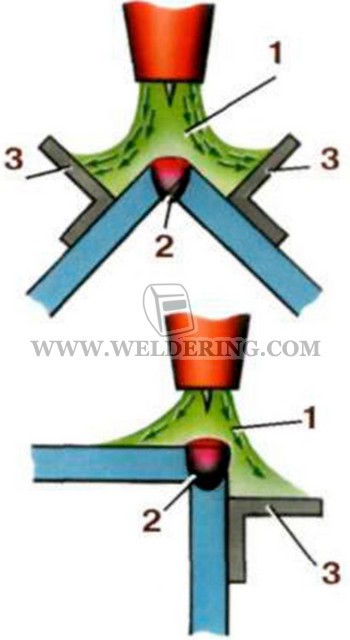
1 - gázáramlás; 2 - varrás; 3 - képernyő.
Az üzemmód paramétereinek kiválasztása
A hegesztést egy állandó polaritáson végezzük. Hegesztőáram (A) megközelítőleg a következő képlettel határozható meg:
Isb = 100 × S,
ahol S a fém vastagsága, mm
A védőgázok lehetnek argon, hélium, nitrogén és ezek keverékei. Az argon és a hélium ívhossza nem haladhatja meg a 3 mm-t. Nitrogénben 12 mm-re növekszik. Ezért az ívfeszültség és annak teljesítménye 3-4-szeresére nő, de az argon hegesztésével összehasonlítva. A héliumban az ív teljesítménye megduplázódik az argon hegesztéshez képest.
Árnyékoló gázáram:
- argon - 8-10 l / perc
- hélium -10-20 l / perc
- nitrogén - 15-20 l / perc
A hegesztési sebesség a kívánt geometriájú varrás kialakításának körülményei közül kerül kiválasztásra. A 4-6 mm vastag szerkezeteket argonban előmelegítés nélkül héliumban és nitrogénben hegesztik. A nagyobb vastagságú fémek hegesztéséhez 200 és 300 ° C közötti előmelegítés szükséges.
Hegesztési technika
Hegesztés argonban Vedug "szög előre" az 5-7 mm-es elektródával. Az alkalmazott töltőhuzal:
- deoxidált réz
- réz-nikkel ötvözet MNZHKT-5-1-0,2-0,2
- bronz BrKMts 3-1, Br OT 4-3
- speciális ötvözetek hatékony deoxidálószerekkel.
A hegesztési fém ellenállásának növelése a forró repedések ellen, hegesztési huzalokat használnak:
- BrAZhNMn 8,5-4-5-1,5
- BrMts AJN 12-8-3-3
- M Mts 40
Annak érdekében, hogy az olvadt fém ne érje el a W-elektróda végét, a töltőhuzalt nem injektálják az ívoszlopba, hanem a hegesztési medence széléhez és egy kicsit oldalra táplálják.

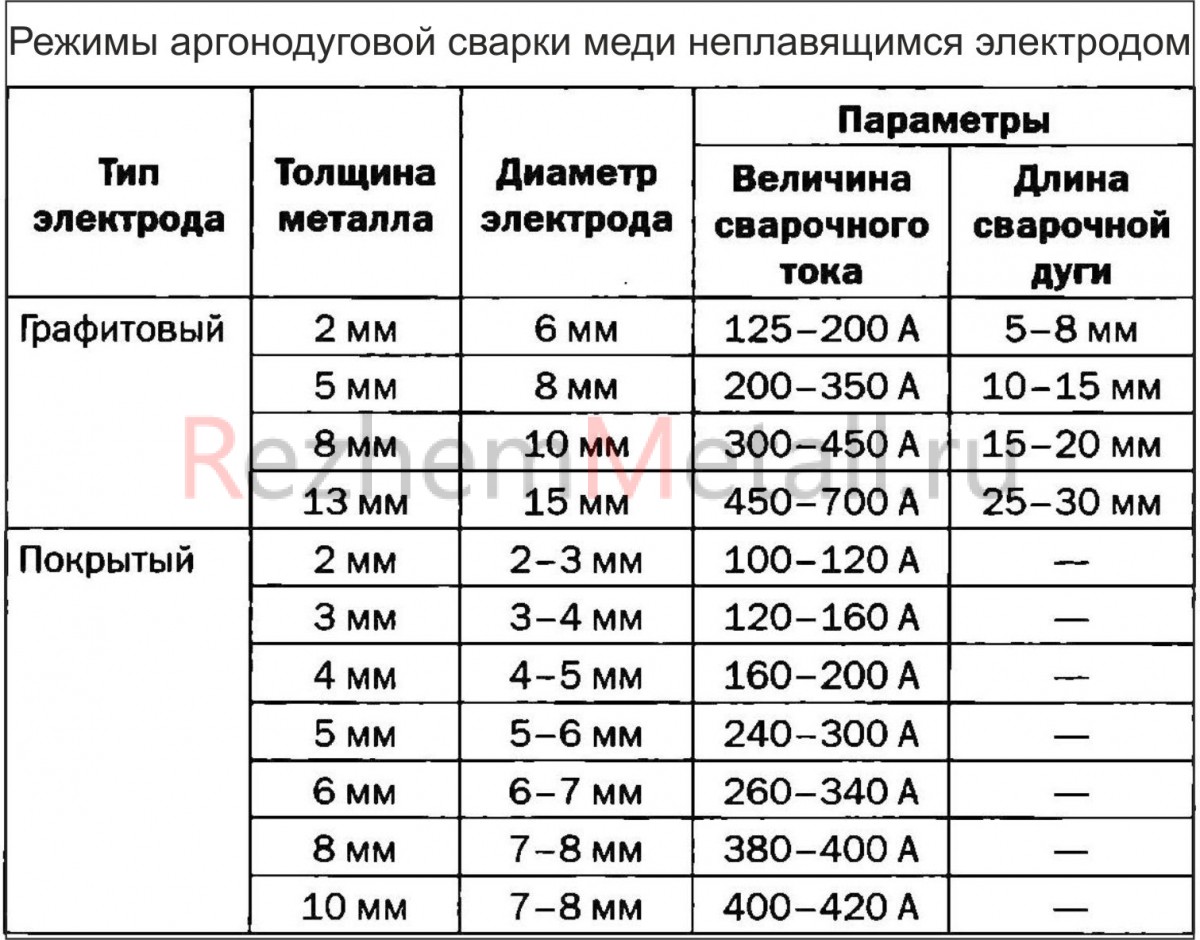
A HEGESZTÉSI POR INDIKATÍV MÓDJA ARGON-ban
A vágóélek típusa |
Fémvastagság, mm |
Hegesztőáram, A |
Elektródátmérő, mm |
Átmérő adalék, mm |
Argon-áramlás, l / perc |
A hegesztési varrás nélküli áthaladások száma |
 |
||||||
 |
1. passz 200-350 2. passz 200-350 3. lépés 200-400 Hegesztési varrás 250-350 |
|||||
1. lépés 250-350 2. lépés 250-400 3. passz 300-450 4. passz 300-450 Hegesztési varrás 250-350 |
||||||
 |
1. és 2. lépés 250-400 3. és 4. lépés 250-450 Az 5. és 6. lépés 300-550 Hegesztési varrás 250-350 |
|||||
1. és 2. lépés 250-400 3. és 4. lépés 300-450 Az 5. és 6. lépés 300-550 7. és 8. lépés 350-600 Hegesztési varrás 250-350 |
Nitrogénhegesztésamely a rézhez képest inert gáz, szén vagy grafit rúd segítségével. Nem célszerű W-elektródokat használni, mivel a nitrogénben való fogyasztás túl nagy. A szén-elektródával történő nitrogén ívhegesztés egy 22-30 V íves feszültségű közvetlen polaritású egyenárammal történik. 150-500 A áramnál az elektród átmérője 6-8 mm legyen. Nitrogén fogyasztás - 3-10 l / perc
Otthonban a fűtési rendszerek és a vízvezeték telepítésekor gyakran szükség van rézhegesztésre. A réz jó anyag a vízvezetékek számára, mivel sima felületű, nem ad korróziót, jó vízáramlást biztosít, összetételében nem tartalmaz káros anyagokat, nem üledik fel üledékekkel és baktericid tulajdonságokkal rendelkezik. A réz vízvezetékek nagyon hosszú ideig, legalább 50 évig tarthatnak.
Nemvasfémek hegesztése
A hegesztés az állandó kötések kialakulásának folyamata, azáltal, hogy az elemek közötti részleges vagy teljes hevítéssel vagy műanyag deformációval hegesztett interatomikus kötések között alakul ki. A hegesztés előállításához szokás különböző energiaforrásokat használni: lézersugárzás, gázláng, elektromos ív, elektronnyaláb, ultrahang és súrlódás.

A színesfémek hegesztése jelentősen eltér a hegesztési acélok eljárásától, mivel a színesfémek általában magasabb hővezető képességgel rendelkeznek, és az olvadt állapotban atmoszférikus levegőben lévő gázokkal reagálnak. Az ilyen negatív következmények kiküszöbölése érdekében a hegesztési anyagokat óvatosabban kell kiválasztani, a hegesztéshez alkatrészeket készíteni, és szigorúan követni kell a hegesztési utasításokat.
A technológia fejlesztése jelenleg nem csak ipari és ipari vállalatoknál, hanem térben, víz alatt és otthon is szabadon hegesztheti a hegesztést. A színesfémek hegesztésének eljárása, beleértve a réz hegesztésének technológiáját is, meglehetősen specifikus, és nagymértékben függ az anyag fizikai és mechanikai tulajdonságaitól.
Réz tulajdonságai
A réz különféle gépek, hajók, vegyi berendezések, vezető részek és különböző részek csővezetékeinek előállítására szolgál. Ezt az anyagot nagy elektromos és hővezető képesség jellemzi, valamint korrózióálló. A rézhegesztési technológia meglehetősen bonyolult folyamat.
Az eljárás nehézségeit az okozza, hogy a réz hajlamos oxidálódni az olvadt állapotban tűzálló oxidok képződésével és a gázok felszívódásával, jelentős hővezető képességgel, a réz magas lineáris expanziójával melegítve, ami másfélszer nagyobb, mint az acélé, valamint a nagyobb folyékonyság.

A réz hegeszthetősége a bizmut, kén, ólom és oxigén jelenléte következtében romlik. Az ólom és a bizmut adja ezt a színesfémeket a vörös sűrűséggel és törékenységgel, a réz-oxid formájában az oxigén repedések és törékeny fémrétegek képződését okozza a hő által érintett területen.
A réz hegesztésének eljárását az oxigén befolyásolja, amely a légkörből felszívódik. Mindazonáltal, a réztermékeket széles körben használják a különböző iparágakban, ezért számos módszert hoztunk létre a fém hegesztésére.
Rézgáz hegesztés
A technológiai eljárásnak való megfelelés feltételei szerint a rézet acetilénnel töltött gázpalackok tökéletesen hegesztik. Ha hegesztést hajt végre az összes szabály szerint, majd húzza meg a varratot, akkor kiváló minőségű hegesztést kap. Ugyanakkor a hegesztési szilárdság a négyzetméterenként 17-22 kgf-ot ér el, ha a réz maximális szilárdsága 22–23 kgf / milliméter négyzetméter.
Mivel a réz hővezető képessége meglehetősen magas (5-szer több, mint a vas), meg kell hegeszteni a megnövekedett teljesítménygel: 150 l / h, ha az anyag kevesebb, mint 10 mm vastag és 200 l / h 10 mm-nél nagyobb vastagságban. A vastagabb egységek hegesztésénél két fáklyát kell hegeszteni. Az egyik, 150-200 l / h kapacitású, fűtésre használható. A munkadarabok hegesztéséhez a második liter 100 liter / óra kapacitású égő szükséges.
A hegesztett fém aljától és tetejétől való hőelvezetés csökkentése érdekében ajánlott azbesztlemezeket készíteni. Ebben a módszerben szokás a réz redukáló lángának hegesztése, amelynek magja a fém szélei felé közel szögben van orientálva. A réz-oxid képződésének csökkentése és a forró repedések kialakulásának megelőzése érdekében a lehető leggyorsabban, megszakítás nélkül kell hegeszteni. Ugyanakkor szigorúan ellenőrizze a regeneratív láng megőrzését.

Közvetlenül a rézből készült részek hegesztése előtt nincsenek tapadók. A termék hegesztését speciális szerelési hegesztő készülékben kell elvégezni. Hegesztéskor elektromos rézből vagy fémből készült, deoxidizáló anyagot tartalmazó huzalt használjon: legfeljebb 0,2% foszfor és körülbelül 0,15-0,3% szilícium. A töltőhuzal maximális megengedett átmérője 8 mm.
Hegesztéskor a hőt úgy kell elosztani, hogy a huzal megolvadjon az alapfém szélei előtt. A töltőanyag egyidejűleg megolvad a megolvadt szélein. A 3 mm-nél nagyobb vastagságú lapok ferde szélei 45 fokos akut szögben működnek. A hegesztés előtt a széleit friss fém fényére kell tisztítani, vagy salétromsavoldattal vízzel mosni.
A megfelelő használathoz gázpalackok, meg kell nézni egy videót a réz hegesztéséről. A hegesztési fémek szemcséinek őrölése és a sűrűség növelése hegesztések hegesztés után az anyag, amelynek vastagsága legfeljebb 5 mm, hidegen kovácsolt, és az 5 mm-nél nagyobb vastagságú réz 200-300 fokos hőmérsékleten van.
A varrást hegesztésnek vetjük alá, miután a varrást kb. 500-550 ° C hőmérsékleten kovácsoltuk, gyors vízhűtéssel. A repedések kialakulásának megakadályozása érdekében nem lehet 500 foknál magasabb hőmérsékleten kovácsolni, mivel a réz ilyen hőmérsékleteken törékeny lesz.
A réz argon ívhegesztése
A fúziós ívhegesztést széles körben használják réz előállítására hegesztett szerkezetek. A jó minőségű hegesztés érdekében ajánlott használni védőgázok, amely a legmagasabb minőségű argon vagy argon és hélium keveréke (50-75% argon). A leggyakrabban a réz ívhegesztése a munkahelyen és otthon történik volfrám elektróda.
Adalékanyagként keskeny profilozott távtartót vagy drótot kell használnia, amely lefekszik. A réz argon-volfrám nem fogyasztható elektródával történő hegesztése jó ívstabilitással rendelkezik. A réz manuális ívhegesztése kis vastagságú (legfeljebb 4 mm) és nehezen elérhető helyeken lévő aggregátumok összekapcsolásakor használható.

A volfrámelektródával történő hegesztés állandó árammal történik. Az elektródát szigorúan kell elhelyezni a csatlakozás síkjában. A 4-5 mm-nél nagyobb vastagságú fémhegesztés esetén előmelegítenie kell 300-400 fokig. A hegesztés előtt ajánlott az alapfém és az elektród vezeték széleit friss fémre tisztítani.
A réz, amelynek vastagsága legfeljebb 5-6 milliméter, vágóél nélkül lehet főzni. 2–3 mm vastagságú hegesztéseknél nem szükséges az alapfűtés. De a 4 milliméteres vastagabb rézhegesztés technológiája 300-400 fokos fűtést jelent. A színesfémek, köztük a réz és az ötvözetek hegesztési technológiája lehetővé teszi olvadó elektródák használatát.
Réz forrasztása
A réz, az acélokkal ellentétben, a legtöbb esetben célszerűbb forrasztani, mint hegeszteni. Különösen, ha vékonyfalú rézcsövekah, amelyeket különböző rendszereknél használnak - fűtés, vízvezeték, gáz és hűtés. Ez a rézhegesztés számos jellemzőjének köszönhető.
Bizonyos erőfeszítésekkel még a kezdő mester is képes réz forrasztására, miközben alapos előkészítés nélkül alig lehet hegeszteni. A fémszerkezet forrasztása nem változik, nem igényel drága berendezést a hegesztési eljáráshoz szükséges módon.
A technológia legszigorúbb betartásával és a megfelelő anyagok felhasználásával a forrasztott kötések meglehetősen tartósak és hőállóak, hogy ellenálljanak a rájuk tervezett mechanikai és termikus stressznek.
A réz keményforrasztásakor közönséges a lap típusú típusú ízületek használata, amelyek lehetővé teszik a szerkezetek magas szilárdságának biztosítását, még akkor is, ha puha forrasztást alkalmaznak, amelyek viszonylag alacsony szilárdságúak. A forrasztószerkezet megfelelő szilárdságának biztosítása érdekében legalább 5 mm átfedést kell biztosítani. A gyakorlatban a magasabb biztonsági értéket általában a jó biztonsági árrés biztosítására használják.
Forrasztási típusok
A réz és a fém ötvözetei magas hőmérsékletű és alacsony hőmérsékletű forrasztással forraszthatók. A réz és a forrasztás hegesztésére számos felszerelés található, valamint számos kemény és lágy forrasztó, amely az alkatrészek és csövek jó minőségű forrasztását biztosítja. Az alacsony és magas hőmérsékletű adagoknál előnyös a forrasztás és a fluxus használata egy gyártótól.
Alacsony hőmérsékletű forrasztók
Az alacsony hőmérsékletű forrasztók használata lehetővé teszi a forrasztást olyan hőmérsékleten, amely kevés hatással van a réz szilárdságára, de gyenge mechanikai jellemzőkkel rendelkező varratokat biztosít. A magas hőmérsékleten forrasztott forrasztás nagyobb szilárdságot biztosít, és lehetővé teszi a rendszer magas üzemi hőmérsékletét. Ezzel párhuzamosan réz-hegesztést végeznek, és több készségre van szükség, mert a fém könnyen éghető.
Az alacsony hőmérsékletű forrasztás a fűtés és a vízellátás szempontjából a legnépszerűbb. A csővezeték elemek nagy érintkezési területe miatt az alacsony hőmérsékletű forrasztók elegendő szilárdságot biztosítanak az ízületek számára.

A következő alacsony hőmérsékletű ólommentes forrasztók vannak, amelyek garantálják a réz forrasztás megfelelő minőségét: ón-rézötvözetek, antimon, bizmut, ezüst, szelén. Az oroszlánrészük (legfeljebb 97%) ón, a többi pedig más elemekre vonatkozik. A fém alacsony hőmérsékletű forrasztásához ólom-öntvények is alkalmasak, de ha ivóvízhez kell vezetni a csővezetéket, javasoljuk, hogy az ólom káros tulajdonságai miatt hagyja el őket.
Az ezüsttartalmú forrasztók a legjobb technológiai tulajdonságokkal rendelkeznek, például az S-Sn97Ag3, amely 97% ón és csak 3% ezüstöt tartalmaz. A réztartalmú forrasztók kissé rosszabbak, de mégis kielégítőek, beleértve az S-Sn97Cu3-at is, amelyben 97% ón van jelen.
Gyakorlati ismert és háromkomponensű forrasztók, amelyek ón (95,5%), réz (0,7%) és ezüst (3,8%) tartalmaznak. Az univerzális és széles körben használt forrasztó ón-réz. Ennek az anyagnak azonban egy nagy hátránya van: a magas költség. Az ilyen forrasztószerkezetek felelősek a varratok jó minőségéért és a vízellátás és a fűtési rendszerek nagy szilárdságáért, tartósságáért és megbízhatóságáért.
Magas hőmérsékletű forrasztók
Csak akkor ajánlott, ha magas hőmérsékletű lerakódásokra van szükség, ha erre különleges szükség van. Például, ha szükség van egy forrasztócső működtetésére magas (plusz 110 fokos) hőmérsékleten, fűtési rendszerben, amely gőzzel rendelkezik, és amelyet nagynyomású.
A gázvezeték rézcsövekből történő forrasztásához csak a magas hőmérsékletű forrasztást használják, mivel a legmagasabb szintű szilárdságot és megbízhatóságot biztosítja, de az alacsony hőmérsékletű forrasztást nem használják a gázellátásban.

A réztermékek egymás közötti forrasztása esetén a réz-foszfor-forraszokat nem kell átfolyni. Ennek a forrasztásnak egy másik előnye: a réz forrasztott részek és a propoy termikus tágulási paraméterei szinte azonosak. Nagy eloszlás - 92% rézből, körülbelül 6% foszforból és 2% ezüstből álló önfolyósító forrasztáshoz. Minden keményforrasztó ötvözet kemény rudak formájában áll rendelkezésre.
Ennek a vegyületnek a törékenysége miatt, amely a foszfor bizonyos fémekkel való kémiai reakciói miatt keletkezik, a réz-foszforötvözetek nem használhatók nemvasfémek keményforrasztásához 10% -nál nagyobb nikkeltartalommal. Az alumínium bronz forrasztásához nem ajánlott ezek a forrasztók. Nem ajánlott ezeket vasalás és acél keményforrasztásakor használni.
Hegesztési folyadékok
Hegesztés és forrasztás során ajánlott speciális eszközöket használni a réz és a fluxusok hegesztésére, amelyek megvédik az olvadt fémeket az oxidációtól, oldják és átalakítják a képződött oxidokat salakokká. A hegesztési medencébe kerülnek. Ezen túlmenően a fluxusok fedik a hegesztett egységek és a töltő rudak széleit, valamint az alapfém hátoldalát.
Alacsony hőmérsékletű forrasztáshoz a cink-kloridot tartalmazó készítményeket főleg folyadékként használják. A fluxus megvásárlásakor azonban különös figyelmet kell fordítani annak összetételére. A fluxusok kalcinált boraxból, kovasavból, nátrium-foszfátból és szénből állnak.
A réz forrasztásához sok hatékony fluxus van, csak meg kell vásárolni bármilyen tervezett összetételt. Például az F-SW 21 fluxus vagy a gyanta vazelin paszta, amely gyanta, technikai petróleum vagy cink-klorid. A beillesztés a legkényelmesebb forma a részre való felvételhez.
Most már megérti, hogy a réz hegesztése különbözik az egyéb fémek hegesztésének eljárásától, tekintettel az anyag jellemzőire. Bizonyos esetekben célszerűbb a réz forrasztása. A fém desoxidálásához és a réz olvasztása során keletkező oxidok eltávolításához ajánlatos forrasztók és folyadékok használata.
Otthonban gyakran szükség van a víz- és fűtési rendszerek telepítésére. A legtöbb esetben a vízvezetékek rézből készülnek. Az anyag sima bázissal rendelkezik, nem ad korróziót, képes jó vízáramlást biztosítani és nem tartalmaz káros anyagokat.
A hegesztés a különböző elemek közötti állandó kapcsolatok kialakításának folyamata. Ezt úgy érhetjük el, hogy a fémeket hegesztjük vagy deformáljuk. A hegesztéshez különböző energiaforrásokat használnak:
- gázláng;
- elektromos ív;
- ultrahang;
- lézersugárzás stb.
A réz hegesztése jelentősen különbözik az acélhegesztéstől, mivel a színesfémek magas hővezető képességgel rendelkeznek, és az olvadt állapotban gázokkal reagálnak. A negatív következmények elkerülése érdekében ki kell választania a megfelelő hegesztési anyagokat, elő kell készítenie a csatlakozandó elemeket, és követnie kell a hegesztési utasításokat.
Ma a hegesztés nemcsak a vállalkozásokban, hanem otthon is elvégezhető. Tudnia kell, hogy a réz hegesztésének folyamata sok árnyalattal rendelkezik. A hegesztés sok szempontból az anyag fizikai-kémiai tulajdonságaitól függ.
A rézhegesztés nehézségei az anyagnak az olvadt állapotban történő oxidálódásának hajlamával, magas hővezetőképességgel, a fém lineáris kiterjedésének magas szintjével a fűtési folyamat során és a nagy forgalomban rejlenek.
A fém hegeszthetősége kén, ólom és egyéb elemek jelenlétében romolhat. Az ólom fémszegénységet okoz.
A rézhegesztés során az oxigén felszívódik a légkörből, így ezt figyelembe kell venni.
A nemvasfémek hegesztéséhez többféleképpen lehet különböző módon hegeszteni.
A kiváló minőségű rézhegesztés önálló előállításához szükséges elemek:
- Acetilénhengerek.
- Égőket.
- Azbeszt lapok.
- Wire.
- Víz.
- Profilozott távtartó.
- Forrasztók.
- Folyasztószerek.
Mit kell tudni a réz hegesztésének elektródáiról?
Minőség és sima hegesztési varrás, olyan elektródát kell használnia, amely egy speciális vegyülettel van bevonva. A bevonatot salak előállítására használják, amely fém-oxidokkal jelenik meg. A készítmény megakadályozza, hogy a hegesztési varrat érintkezzen a levegővel. A bevonat kitölti a hegesztés során keletkező veszteséget, amely az elemek égése miatt keletkezik, és új elemeket vezet be a varrásba. A bevonat miatt az elektromos ív stabilitása megnő. Az ilyen bevonattal előállított salakfedél lelassítja az olvadt réz hűtését, aminek következtében több gáz keletkezik a varratból.
A fémek összekapcsolásához használt elektródok két típusra oszthatók:
- Olvadás, amely rézből, alumíniumból, acélból vagy öntöttvasból készül.
- Nem fogyasztható, amelyek elektromos szénből, szintetikus grafitból és más elemekből készülnek.
Megfelelő elektródok megtalálásához figyelni kell a színükre:
- Vörös elektródák használatosak elektromos ívhegesztés réz.
- A kék elektródákat hőálló elemek feldolgozására használják.
- A korrózióálló és hőálló acélokból készült munkadarabokra sárga elektródákat használnak.
- Szürke elektródok használhatók nem színesfémek feldolgozására.
Rézgáz-hegesztési módszer
Ha megfelel a technológiának, akkor a réz acetilénhengerekkel könnyen hegeszthető. Hegesztett csatlakozás A kiváló minőségnek lehetősége van egy varrás megmunkálásával.
A réz magas hővezető képességgel rendelkezik, mert hegesztéséhez nagy teljesítményű lángra van szükség, 150 l / h, ha 10 mm-nél kisebb vastagságú anyag, és 200 l / h, ha 10 mm-nél nagyobb vastagságú anyag van. Ha vastag rézet hegeszt, két fáklyát kell használnia. Az egyik fűtés, a másik pedig hegesztési részek.
A hőelvezetés csökkentése érdekében az elem alsó és felső részéről azbesztlapok szükségesek. Ebben az esetben ajánlott egy redukáló láng használata, amelynek magja a réz széleihez közel szögletes. A fém-oxid képződésének csökkentése és a magas hőmérsékletű repedések előfordulásának megakadályozása érdekében a fémek maximális sebességgel történő megszakítása megszakítás nélkül szükséges. A folyamat során szigorúan ellenőrizni kell a regeneratív láng védelmét.
Az elemek csatlakoztatása előtt nincs szükség ragasztóelemekre. A rézhegesztést speciális összeszerelési és hegesztési kivitelben végezzük. Adalékanyagként tartós fémből vagy deoxidizáló anyagból készült anyagot használhat. Az alkalmazott huzal átmérője nem lehet nagyobb, mint 8 mm.
A hegesztési folyamat során a hőt úgy kell elosztani, hogy a huzal megolvadjon a hegesztett fém szélei előtt. A töltőanyagot a szélekhez kell hegeszteni. A 3 mm-nél nagyobb vastagságú lapok ferde szélei 45 ° -os szögben készülnek. Mielőtt csatlakoztatná az éleket, meg kell tisztítani az új fémre.A széleit salétromsav keverékével is savanyíthatja, majd vízzel öblítheti.
A lerakott réz szemcséinek őrléséhez és a hegesztések sűrűségének növeléséhez az összekötés után legfeljebb 5 mm vastag anyagot kell alacsony hőmérsékleten kovácsolni. Ha 5 mm-nél nagyobb vastagságú rézet használunk, akkor 200-300 ° C hőmérsékleten kell kialakítani.
A varratokat 530-550 ° C hőmérsékleten hegesztjük, majd vízzel gyorsan lehűtjük. A repedések előfordulásának megakadályozása érdekében nem szükséges 500 ° C-nál magasabb hőmérsékleten kovácsolni, mivel ebben az esetben a fém törékeny lesz.
Argon ív fém csatlakozás
A fúziós ívhegesztést gyakran használják hegesztett rézszerkezetek előállítására. A magas minőségű hegesztéshez védőgázokat kell használni, amelyek argonok. A réz ívhegesztést leggyakrabban volfrámelektróddal végezzük.
Adalékanyagként egy kis szélességű vagy huzalú profilozott távtartót kell használni, amelyet le kell fektetni. Ezt a rézhegesztési módszert jó ívstabilitás jellemzi. mechanikai ívhegesztés Kis vastagságú részek összekapcsolására és olyan helyekre használják, ahol nehéz hozzáférni.
A réz hegesztése volfrámelektródával állandó áramban történik. Az elektródának szigorúan a csukló síkjában kell lennie. Ha a réz 5 mm-nél nagyobb vastagságú hegesztéssel van hegesztve, akkor 300-400 ° C hőmérsékletre kell előmelegíteni. A fémek összekötő széleit és az elektród vezetéket ajánlott először egy új fém állapotába tisztítani.
Legfeljebb 5 mm vastag anyag hegesztés nélkül hegeszthető.
Ha 2-3 mm vastagságú csatlakozó részeket használ, a hegesztett fém fűtése nem szükséges. A 4 mm-nél nagyobb vastagságú fémek hegesztési technológiája a fém melegítését 300-400 ° C-ra teszi. Ebben az esetben olvasztó elektródákat használhatunk.
Hogyan kell a réz megfelelő forrasztását?
Tudnia kell, hogy a színesfémeket sokkal könnyebb forrasztani, mint hegeszteni. Ez különösen igaz a vékony falú rézcsövekre, amelyeket fűtési rendszerek, vízvezeték, gáz stb.
Még a megfelelő munkatapasztalat nélküli személy is forraszthatja a fémeket, de a fém hegesztése nem fog működni. A rézforrasztás szerkezete nem változik. Ebben az esetben nem kell drága berendezéseket használni.
A forrasztási kötések, ha követik a technológiát, és jó minőségű anyagokat használnak, tartósak lesznek, képesek lesznek ellenállni a terheléseknek.
Az ilyen anyag forrasztási folyamatában átfedő kötési módszereket kell használni, amelyek lehetővé teszik a munkadarabok nagy szilárdságának elérését, még akkor is, ha viszonylag kis szilárdságú puha forraszokat alkalmaznak. A forrasztócsatlakozás elfogadható szilárdságának biztosításához legalább 5 mm átfedés szükséges. Leggyakrabban a magasabb biztonsági rátát magasabb arányok használják.
Meglévő forrasztási típusok
A rézötvözetek magas és alacsony hőmérsékletek forrasztásával képesek csatlakozni. Napjainkban elég nagy mennyiségű berendezést találunk olyan fémek és forrasztásuk hegesztésére, valamint különböző kemény és lágy forrasztókra, amelyek kiváló minőségű forrasztóelemeket biztosítanak. Alacsony és magas hőmérsékleten történő forrasztáshoz előnyös az ugyanazon gyártó forrasztása és fluxus használata.
Alacsony hőmérsékletű forrasztók

Az alacsony hőmérsékletű forrasztók használata lehetővé teszi az elemek összekapcsolását olyan hőmérsékleten, amely kevés hatással van a fém szilárdságára, de a varratok nem a legjobb mechanikai jellemzőkkel rendelkeznek. A magas hőmérsékleten történő forrasztáshoz a forrasztás biztosítja az ízületek jó szilárdságát és lehetővé teszi a rendszer magas hőmérsékleten történő működését. Ebben az esetben azonban előfordulhat a fém hegesztése, amellyel kapcsolatban csak szakképzett szakember végezhet munkát.
Az alacsony hőmérsékletű forrasztást leggyakrabban a fűtési rendszer telepítésekor használják. Tudnia kell, hogy az alacsony hőmérsékletű forrasztók kiváló szilárdsági vegyületeket tudnak biztosítani, tekintettel a csővezeték elemek nagy érintkezési területére.
Eddig vannak olyan alacsony hőmérsékletű forrasztók, amelyek kiváló minőségű rézforrasztást biztosítanak: ónötvözetek réz, antimon, ezüst és más elemek. Az alacsony hőmérsékleten történő forrasztáshoz ólom- és ónforrasztókat használhat, de ha az ivóvízhez csővezetéket kell csatlakoztatni, akkor az ólom káros tulajdonságai miatt nem engedélyezettek.
Magas hőmérsékletű forrasztók
Az ilyen típusú forrasztók akkor használhatók, ha a csővezetéket magas hőmérsékleten forrasztani kell.
Ha meg kell forrasztani a csövet a fémcsövekből, akkor csak magas hőmérsékleten kell forrasztani, mivel ebben az esetben kiváló erősségű kapcsolat jön létre. Tudnia kell, hogy a gázellátás alacsony hőmérsékleten történő forrasztása nem használható.
A réz és a foszforforrasztók nem igénylik a fluxusok kötelező használatát a forrasztási folyamatban. A hasonló fémek és forrasztóanyagok tágulási jellemzői majdnem azonosak, ami további előny. A forrasztók rúd formában készülnek.
Ez a kapcsolat törékeny, mert az ilyen forrasztók semmilyen esetben nem használhatók fel a 10% -nál nagyobb nikkeltartalmú anyagok forrasztására. Az ilyen forrasztók használata nem engedélyezett alumínium bronz csatlakoztatására.
Fluxusok rézblokkok csatlakoztatásához
Az ilyen elemek kombinálásánál a legjobb, ha speciális eszközöket használnak a fémelemek és fluxusok hegesztésére, amelyek képesek megvédeni az olvadt rézet az oxidációtól, feloldódnak és megfordítják a salakokban megjelenő oxidokat. Szükségük lesz a hegesztőfürdőben. A fluxusok fedhetik a csatlakozandó részek és a rudak széleit, valamint a hegesztett munkadarab hátulját.
Napjainkban az alacsony hőmérsékletű fémek kombinációja, a folyadékok, a leggyakrabban cink-kloridot tartalmazó vegyületek. A fluxus megvásárlásának folyamatában fontos figyelni annak összetételére. A fluxusok kalcinált boraxból és más elemekből állhatnak.
A mai napig nagy mennyiségű fluxus található egy hasonló fém forrasztásához. Csak olyan kompozíciót kell választania, amely alkalmas az ilyen típusú munkára.
Köszönjük visszajelzését.




