Hegesztési elektródák kiválasztása. Hogyan válasszuk ki a hegesztő elektródát?
2017. április 5.
Miért ragasszuk az elektródot az inverterrel való hegesztés során?
A sokféle elektróda sokszor összekeveri a tapasztaltakat is. Logikai problémát jelent az inverterrel való hegesztéshez használt elektródák kiválasztása, így melyik a jobb? Minden egyes elektróda bizonyos anyagok hegesztésére van tervezve, továbbá meg kell adni a szükséges bevonatot, amely nem lehet nedves. A tapadás oka lehet a berendezés hibás működése, vagy a kimeneti áram paramétereinek helytelen beállítása, valamint az alacsony hálózati feszültség. Az inverterrel való hegesztés során az elektródák ragasztásának fő okait ismertetjük.
Ahhoz, hogy megértsük, miért ragad meg az elektróda egy frekvenciaváltóval való hegesztés során, először meg kell tennie a megfelelő hegesztőgép kiválasztását a konkrét munkák körülményeinek megfelelően. Az egységnek meg kell felelnie bizonyos követelményeknek, amelyek biztosítják a készülék optimális működését a valós körülmények között. Ilyen eszköz lehet például az orosz viszonyok számára létrehozott eszköz, amely a Nizhny Novgorod termelés „Neon” vonalának invertereként szolgálhat. Ezen eszközök alapján a hegesztőgépek alapvető követelményeiről beszélünk, amely csökkenti az elektródák hegesztés közbeni tapadásának valószínűségét. Ezek a tulajdonságok a következők:
- a hálózati tápfeszültség 160 V és 250 V között van, ami lehetővé teszi az instabil tápellátás feltételeit;
- a megszakítóvédelem elérhetősége, beleértve a túlmelegedést is;
- PV maximális hegesztési árammal 60%;
- feszültség tétlen 70 V, amely lehetővé teszi az ív bizalmas megtartását még extrém bemeneti feszültségeken is;
- van egy forró indítási funkció, amely biztosítja a rövidzárlati ív magabiztos gyújtását, valamint az ívhajtást;
- úgy, hogy az elektróda ne ragadjon meg, van egy antisztik funkció;
- garantált stabil működés -40 ° C és +40 ° C közötti környezeti hőmérsékleten.
Meg kell jegyezni, hogy ezek a jellemzők a kiválasztás alapját képezik, nem pedig dogmának, de a szélsőséges hőmérsékleteken és a vonalfeszültségeken végzett stabil működés nagyon fontos az orosz körülmények között. A kényelmes munkavégzéshez hasznos a forró indítás funkció használata, amely segít abban, hogy magabiztosan elkezdje a folyamatot, és optimálisan használhassa a frekvenciaváltók hegesztőelektródáit.
Különös figyelmet kell fordítani az olyan funkciókra, mint a tapadásgátló vagy az antisztikumok. Ennek lényege, hogy a ragasztás idején hegesztőáram nullára áll, és ez lehetővé teszi mind az elektróda, mind az inverter érintetlen maradását. Az utóégető szintén segít megszüntetni a tapadást, ami lehetővé teszi a hegesztési áram megnövekedését az ívszakadás kockázatában, és nem teszi lehetővé a hegesztés megszakítását, ami kedvező hatást gyakorol a munka minőségére.
Fontos, hogy egy inverteregységet választva nagyobb figyelmet szenteljen orosz modellekazért, mert karbantarthatók és jobban alkalmazkodnak hazánk feltételeihez.
A bevont elektródák típusai
Sokan, különösen a kezdők, a hegesztők aggódnak a fogyóeszközök megfelelő kiválasztásának problémái miatt. Tehát milyen típusú elektródák szükségesek az inverter hegesztéséhez, amelyek jobban illeszkednek a különböző anyagokhoz? Ennek a kérdésnek a megválaszolásához meg kell mondani a bevonatok típusairól, és hogy melyik elektródot választja a speciális fémek vagy ötvözetek hegesztéséhez. A bevonat a következő célokra szolgál:
- Szén-oxidok segítségével védi a hegesztőfürdőt a légköri oxigén hatásától.
- Stabilizálja az ívkisülést.
- Elősegíti az oxigén eltávolítását egy fémből vagy ötvözetből, deoxidizálja a varratot.
- A szennyeződések segítségével a varrás dopping hatása van.
A bevonat vastagsága, ezek az anyagok vékony (M), közeg (C), vastag (D) és nagyon vastag (D). Ezt a paramétert a GOST 9466-75 szabályozza, és befolyásolja a hegesztési folyamatot, növelve a bevonat hatását a varratra és stabilizálja tulajdonságait. A bevonat kémiai összetételének megfelelően az elektródák a következő típusokra vannak felosztva:
- egyenáram esetén a főbevonatot használják, amely műanyag varrást biztosít;
- vaspor bevonat a hegesztési szilárdság növelése érdekében;
- savas bevonattal, amely biztosítja a munka sebességét és a hegesztett fém rugalmasságát;
- függőleges kötések esetén alkalmasabb az alacsony salakképződésű cellulózbevonat;
- rutil tartalommal és ferromangán és magnézium-karbonát jelenlétével.

Annak érdekében, hogy a hegesztett fémhez képest megfelelő választást hajtsunk végre, és hogy elkerüljük az elektródák tapadását, meg kell tudni, hogy melyik a leginkább megfelel a csatlakoztatott daraboknak. A bevonat és a hegesztésre ajánlott fémek és ötvözetek műszaki jellemzői megfelelnek az elektródok különböző osztályainak, nevezetesen:
- az alacsony ötvözetű szerkezeti szénacélokkal való munkavégzéshez UONI-13/55, OMA-2, OZS-30, MR-3M, We-10-6, ANO-21 és VSF-65U szükséges;
- ötvözött nagy szilárdságú acélokat főznek EA-981/15, EA-395/9, NIAT-5, OZSh-1 és NIAT-3M;
- hőálló és hőálló acélok használjon ANZHR-2, TML-3U, TsL-39, IMET-10, KTI-7A és OZL-35;
- a rozsdamentes és korrózióálló ötvözeteket НЖ-13С, NIAT-1, UONI-13NZH, TsT-15 és EA-400 / 10Т segítségével hegesztik;
- heterogén ötvözetek és acélok EA-391/15, TsT-28, OZL-32, ANZhR-2, NII-48G, IMET-10, V-56U és VI-IM-1;
- az OZL-44, az ANV-20, az EA-112/15 és az NII48G speciális acélokhoz alkalmas;
- a nyersvas OZZHN-1, OZCH-2, MNCH-2, TsCh-4;
- az alumíniumötvözetekhez OZA-2, OZANA-2, OZA-1 és OZANA-1;
- réz és ötvözetei jól főznek ANC / OZM-2, OZB-2M (bronz), Komsomolets-100, OZB-3;
- nikkel és ötvözetek esetében V-56U, OZL-32;
- fém vágás az ANR-2M, OZR-2, OZR-1 kiadásokhoz.
A hibamentes hegesztéssel a munkadarab fémének az elektróda márkájával való összehangolásával valószínűleg elkerülhető lesz a tapadás, amikor dolgozik inverteres gépek.
Nagyon fontos, hogy a lehető legjobban ismerjük a fémek fém tulajdonságait és nevét, mivel a hegesztési varrat minősége függ attól.
Az elektróda inverter-hegesztés közbeni tapadásának oka
A hegesztőgép kiválasztásának témáját vizsgáltuk, és megtanultuk, hogyan kell kiválasztani az inverterrel való hegesztéshez használt elektródákat, és most meg kell vizsgálnunk az elektródák tapadásának minden lehetséges okait, és hogyan kell megszabadulni tőlük. Ezek teljesen más jellegűek, és a következők:
- a bevonat magas páratartalma, kalcinálással kiküszöbölve;
- a bevonat rossz minősége vagy integritása;
- a munkadarab anyagának ellentmondása az elektród típusával;
- túl alacsony hegesztési áram az instabil vonalfeszültség vagy az égés félelme miatt vékony fém munkadarabot;
- rossz inverter beállítások;
- szabálytalan polaritás, például alumíniumötvözetek és néhány más anyag fordított polaritással van hegesztve;
- részleges kábelszakadás vagy instabil érintkezés a tartóban;
- a munkadarab felületének gyenge tisztítása rozsdából, olajból, nedvességből és oxid rétegből;
- elektróda szennyeződése;
- a hegesztő alacsony képzettsége.
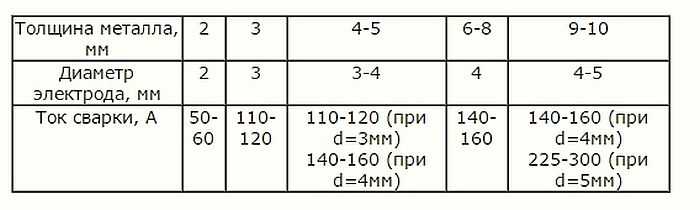
Ami a kimeneti áramot illeti, azt a 20 A - 30 A érték alapján számítják ki egy milliméteres elektródvastagságra, és 2 mm-re 50 és 60 A közötti tartományban, 3 mm-es vastagságban 70 és 120 A között, 5 mm-re 150 - 220 A. A ragasztás okait keresve a legegyszerűbbtől a bonyolultabbhoz kell mennie, és meg kell értenie, hogy nincsenek megcsapolhatatlan hegesztési szabályok, és a kívánt módot kísérleti úton választja ki. A folyamat az elektród márkájától, a munkadarabok vastagságától, a fém vagy ötvözet kémiai összetételétől és a csatlakozás polaritásától függ.
Fontos megérteni, hogy a berendezés normál működése során erőfeszítéseket kell tenni annak érdekében, hogy megértsük az elektróda tapadásának okait, és ha szükséges, szakemberektől kérjen tanácsot.
Összefoglalva
Az optimális hegesztési folyamat érdekében áttekintettük a hegesztő inverterek kiválasztási kritériumait és az elektródák kiválasztását, és megállapítottuk az elektródák munka közbeni tapadásának lehetséges okait is. Nincsenek olyan átfogó tippek, amelyek segítenek megoldani ezt a problémát, de a tapasztaltabb emberek véleménye jön a segítségedre, és igyekeztünk teljes mértékben lefedni ezt a témát.
A kezdő hegesztő számára az elektróda kiválasztása problémát jelenthet: több mint kétszáz márka van, amelyek különböző tulajdonságokkal, célokkal és jellemzőkkel rendelkeznek. És mintegy 100 márka alkalmas kézi elektromos ívhegesztésre inverteres eszközökkel. Mindent elmondani lehetetlen, igen, kezdeni, és nem szükséges. Csak röviden ismertesse a fő típusokat és az elektródákat inverter hegesztés több, mint mások alkalmasak kezdőknek. A másik kérdés az lesz, hogy milyen átmérőjű legyen, és hogyan kell beállítani a különböző vastagságú fémek hegesztéséhez szükséges áramot.
Mi az elektróda és mi a bevonat
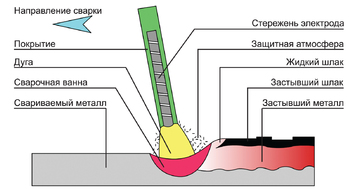
Az elektróda egy speciális fém bevonatú bevonat. A hegesztés során a mag megolvad az ív hőmérsékletétől. Ugyanakkor a gipsz ég és megolvad, és egy védőgázfelhőt hoz létre a hegesztési terület körül - a hegesztési medence. Megakadályozza a levegőben lévő oxigén elérését. A bevonat égési folyamata során egy része folyékony állapotba kerül, és az olvadt fémet vékony réteggel fedi, és védi az oxigénnel való kölcsönhatástól. Így a bevonat biztosítja a varrat jó minőségét.
A hegesztés megkezdése előtt minden elektródot megvizsgálunk: a bevonatnak nem szabad zsetonjai lennie. Ellenkező esetben nem éri el az egyenletes fűtést és a jó minőségű varratot. Figyeljen az elektróda csúcsára is: a bevonat vastagságának minden oldalról azonosnak kell lennie. Ezután az ív kialszik a központban. Ellenkező esetben ellentétes lesz. A tapasztalattal rendelkező hegesztők számára ez jó, de a kezdők számára kézzelfogható problémákat okozhat.
A bevonat nedvességtartalmát monitorozni kell. Némelyikük magas páratartalommal nagyon rosszul meggyullad (például SSSI). A bevonat „kaprizottságával” összefüggésben száraz helyen kell tárolni, biztosítva a lehető legszorosabb csomagolást. A dobozot a zsákba helyezhetjük, és még egy pár sót is felhelyezhetünk a cipődobozban.
Ne vegyen nedves elektródákat: természetesen száríthatók, de jellemzőik csökkenni fognak. Ha még mindig megtörténik, hogy az elektródák nedvesek, akkor a hagyományos háztartási sütőben alacsony hőmérsékleten száríthatók (általában a csomagoláson vannak feltüntetve). A második módja, hogy egy hosszú, jól szellőztetett helyiségbe tegye hosszú ideig.

A bevonat típusai és jellemzői
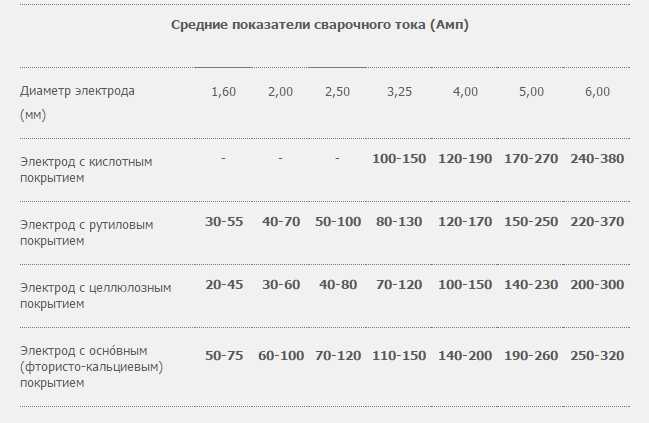
Csak négyféle bevonat van:
- A fő.
- Rutilos.
- Savanyú.
- Cellulóz.
A Basic (UONI) és a cellulóz bevonat csak egyenáramú hegesztésre alkalmas. Kritikus varratokon használhatók: erős, rugalmas varratokat hoznak létre, amelyek ellenállnak a sokkterhelésnek.

A másik kettő (rutil és savanyú) váltakozó és egyenáramú hegesztéssel működik. De a savas bevonat nagyon mérgező: csak akkor dolgozhat a helyiségben, ha munkahely kényszer kipufogógázzal felszerelt.
A rutil vakolat zöldes vagy kék árnyalatú, az elektródák könnyen gyulladnak. Ezek akkor is jól megvilágítottak, ha a frekvenciaváltó alacsony feszültségmentes feszültséggel rendelkezik (a főbevonat magabiztos gyújtásához jó feszültségáram-jellemző szükséges). Rutilelektródákkal (MP-3) való hegesztéskor a fém szinte nem fröccsen, de sok salak van, és nem jön könnyen: egy kalapáccsal kell dolgoznia.
Az inverter-hegesztő elektródák kiválasztása
Először is a mag összetételét választjuk: hasonlónak kell lennie a hegesztendő fém típusához. A leggyakrabban használt háztartásban szerkezeti acélok. Itt ugyanabból a vezetékből és elektródának kell lennie. Néha rozsdamentes acélt kell főzni. Ezután a magnak rozsdamentes acélból kell készülnie, és magas ötvözetű és hőálló anyagokhoz hasonló tulajdonságokkal rendelkező fémből kell készülnie.
Minden házimunka vagy építési munkát csak néhány típusú elektródával végezhet:
- SSSI 13/55
- Ano 21
- Ok 63.34
Számos legjobb elektródot ismernek el kezdőknek, akik együtt dolgoznak: könnyebb velük dolgozni, ugyanakkor jelentős tapasztalatok nélkül is kiváló minőségű varratokat készíthet. Az alábbiakban ismertetjük a fogyóeszközök jellemzőit és általános alkalmazását, amelyet sok szakember jónak tartja az inverterben. Mindenesetre gyakran ajánlják, hogy a kezdő hegesztők tapasztalatot szerezzenek.
Rutil bevonatú elektródák MP 3

Ezek talán a legnépszerűbb hegesztőelektródok a frekvenciaváltók számára a kezdők között: UONI 13/55 (A kép méretének növeléséhez kattintson rá jobb gombbal)
Leggyakrabban a kezdőknek tanácsos elkezdeni a mastering hegesztések az MR-3 elektródákkal. Könnyen meggyulladnak, még akkor is, ha a hegesztőgép nem nagyon jó volt-amper-jellemzője, jó védelmet nyújt a hegesztett fürdő számára, megnehezíti a pozíciójának szabályozását. Ha az elektróda nem gyullad ki, kalcinálja 150-180 ° C-on 40 percig.
Ezek változó (hegesztő transzformátorok) és egyenáramú (hegesztő egyenirányítók és inverterek) készülékekben használhatók. Az invertereket általában fordított polaritással kapcsolják (+ az elektródán). Bármilyen varráshoz alkalmas, kivéve a függőleges felülről lefelé.
Az elektródák MP 3 nekapriznyek a hegesztett felületek minőségére. Még kezeletlen, rozsdás és nedves részeken is dolgozhatnak. A hegesztés közepes (2-3 mm) vagy rövid ív.
Az MP 3 funkció nagyon fontos a kezdeti hegesztők számára: jól íveltek, könnyen kezelhetők. Ehhez nem mindenki szereti ezt a márkát: hívja Bengáli fénynek. Túl lágyan főznek: lassú mozgás szükséges a jó bemelegítéshez. Amit a profik nem szeretnek, újonnan érkezők - mi szükségünk van rá. Próbálja meg megkezdeni a hegesztést MP3-val. Sikeresnek kell lennie.
| Az elektróda LEZ MP-3, mm átmérője | Hossz mm | Csomagtömeg, kg | Ár, dörzsölje | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 A | 1,0 | 146 |
| 2,5 | 300 | 60-100 A | 1,0 | 120 |
| 3 | 350 | 70-100 A | 1,0 | 95 |
| 4 | 450 | 80-170 A | 1,0 | 91 |
| 5 | 450 | 130-210 A | 1,0 | 91 |
UONI 13/55 a fő bevonattal

Az SSSI 13/55 frekvenciaváltó előnyös professzionális elektródái (A kép méretének növeléséhez kattintson rá jobb gombbal)
Ezek valószínűleg a legelterjedtebb és legnépszerűbb elektródok a fő bevonattal. Ajánlott a szén és a hegesztés hegesztéséhez alacsony ötvözetű acélok. Alkalmas a felelős szerkezetek vegyületeihez. A varratok tartósak a sokk és a műanyag számára, jól tolerálják az alacsony hőmérsékleti hatásokat.
Ezeknek az elektródoknak a hátránya: ezek csak jól világítanak, ha a frekvenciaváltóban (70 V feletti) kellően nagy értékű üresjárat van. A második nagy hátrány: magas követelmények a hegesztett fémek eltávolítására és feldolgozására. Ha rozsda, por, olaj vagy más szennyeződés marad a szélén, akkor porózus lesz.
Az SSSI 13/55-tel történő munkavégzés csak bekapcsolva lehetséges hegesztőgépek DC, beleértve a fordított polaritású invertereket (+ az elektródánál), rövid ívvel (az elektróda csúcsát közelebb kell tartani a hegesztendő felülethez). A minimális feszültség 65 V.
| Az UONI 13/55 elektróda (gyártó "Mezhgosmetiz") átmérője | Elektróda hossza, mm | Ajánlott hegesztőáram, A | Egy csomag kiskereskedelmi ára, dörzsölje |
|---|---|---|---|
| 2,0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 dörzsölje |
| 3 | 350 | 80-100 A | 116 dörzsölje |
| 4 | 450 | 130-160 A | 111 dörzsölje |
| 5 | 450 | 180-210 A | 110 dörzsölje |
Ano 21
Az ilyen típusú rutil bevonattal ellátott elektróda kis vastagságú szénacélokra van tervezve. () Használatukkor az ív könnyen gyullad (beleértve az újbóli gyújtást is), a varrás finoman pelyhesül (kis hullámokból), a salak könnyen elválasztható. Az ANO 21 elektródák víz- vagy gázvezetékek hegesztéséhez használhatók.

Mindegyik váltakozó és egyenáramú bármilyen polaritással működnek. Hegesztés előtt hőkezelés szükséges: 120 ° C-on 40 percig kalcinálják.
Elektródák rozsdamentes acélból OK 63.34
Ha rozsdamentes acélt kell hegesztenie, próbálja meg az OK 63.34-et. Lehetnek főtt és szerkezeti acélok is. Ez egy finom hullámhézagot eredményez, amely zökkenőmentes átmenetet biztosít a fő fémfelületre. A salak mennyisége kicsi, könnyen visszapattan.
Ezzel az elektródával jó, ha 6-8 mm-t főzünk fémből, felülről lefelé. Alkalmas többszörös áthidaló és átfedő hegesztésre. Közvetlen és váltakozó áramú bármilyen polaritással működik, a minimális feszültség 60 V.

Hegesztéshez még mindig szükség van egy maszkra. Ahhoz, hogy könnyebb legyen a munka, vegye be
Hogyan válasszuk ki az elektród átmérőjét, hogyan csatlakoztassuk és hogyan állítsuk be az aktuális erősséget
Az inverter elektródáinak kiválasztása nem minden. Még akkor is, ha úgy döntött, legalább három kérdés van:
- milyen átmérője van az elektródának a hegesztéshez;
- milyen áramot kell kitenni;
- amelyhez a "+" vagy "-" kimenet csatlakoztatja az elektródát.
Először is először. Kezdjük a hegesztéshez szükséges elektród átmérőjével. Általában ajánlott a hegesztett fémek vastagságától folytatni: kis vastagság esetén az elektródát a fémnek megfelelő méretű átmérővel kell venni. Ha 3 mm vastagságú fémet forralunk, akkor vegye be az azonos méretű elektródákat. Ha valamit vastagabbra főz, vegye 4 mm-t. De a kezdőknek nehéz lesz nagy elektródákkal dolgozni. Kezdje a hegesztés megkezdését 3-4 mm-es fémvastagsággal. Ehhez használja az 3 mm-es elektródákat, vagy ahogy azt a „trojka” mondja.
A kimeneti elektródák csatlakoztatásának módja. A csomagoláson található műszaki specifikációk valószínűleg azt a polaritást jelzik, amelyre az elektródot tervezik. A pozitív kimenethez való csatlakoztatáskor csatlakoztassa az elektródát az elemhez csatlakoztatott negatív csatlakozóhoz. Amikor a polaritás fel van szerelve plusz, az elektródon mínusz van. A képen látható, hogyan néz ki a hegesztő inverterre.

Mi a különbség a két kapcsolat között? Egy másik irányban elektronok áramlása van. Mint tudják, az elektronok a "mínusz" - ról "pluszra" mozognak. Ezért a hegesztés során kiderül, hogy a „+” -hoz csatlakoztatott elem erősebben fűthető. A csatlakozási módok megváltoztatásával szabályozhatja a fűtés intenzitását.
Vegyünk néhány helyzetet. Például van egy 3 mm-es elektróda, 2 mm-es fém. Ha a "+" elemfájl kiégéshez juthat. Ezért ebben az esetben jobb használni fordított polaritásahol az elektróda tovább felmelegszik. Ha 6 mm-es fémet akarunk hegeszteni ugyanarra a háromra, jobb, ha ezt a közvetlen polaritásnál végezzük: így a fém mélyebben felmelegszik, és a varrás tartósabb lesz.
Hegesztőáram
Általános esetben az elektróda felszerelésekor az inverter hegesztett áramszilárdsága az alkalmazott elektród átmérőjétől függően állítható be. Általánosságban elmondható, hogy minden csomagra vonatkozóan ajánlások vannak, de ezek nélkül is elvégezhetők: minden milliméter átmérőnél 20-30 amper áramot veszünk. Meglehetősen széles választékot mutat, de aztán meg kell vizsgálnia, hogyan helyezi el a varrást: szétválasztással vagy anélkül. Az elválasztás nélküli hegesztéshez kisebb áramokat kell elválasztani - nagyobb.
Például egy 3 mm átmérőjű elektród esetében a számított áram 60 A és 90 A között van. Valójában 30 Amper és 140 Amper között van. Szétválasztás nélküli hegesztés esetén kb. (a függőleges és vízszintes varratoknál egy kicsit kevesebb, a mennyezetre - még kevésbé).
Általánosságban elmondható, hogy a gyártó által ajánlott áramok még mindig nem követelmény. Kezdjük velük, majd válasszuk úgy, hogy jól érzik magukat, és a varrás jónak bizonyult. Minőségi kapcsolattal kell rendelkeznie, és a kísérletben az aktuális erő és a mozgás sebességének arányát választja. Ebben az esetben a hegesztett fürdő állapota. Ő - a fő minőségi mutatója.
Most már nemcsak az inverter-hegesztéshez szükséges elektródák kiválasztásának módját, hanem azt is, hogy hogyan kell őket összekötni, milyen átmérőre van szükségük ezekhez a feladatokhoz, és hogyan válasszuk ki az áramot az egyes típusú elektródákhoz és hegesztésekhez. Most beszéljünk egy kicsit az elektródák tartóiról.
Elektróda tartó
A hegesztőkábelek egyikén van egy tartó (tartó), amelybe be van helyezve hegesztő elektróda. Két típusuk van:
- a kioldó gomb segítségével az elektróda automatikusan rögzül, amikor a rugóterhelésű kulcs kioldódik, amikor megnyomja;
- menetes - a fogantyú megfordul és forog, felszabadítja vagy rögzíti a behelyezett elektróda magját.
Melyik jobb? Eldönti, de véletlenül megnyomva a gombot, a hegesztés során az elektróda leeshet. Semmi rossz nem történik ugyanakkor, de kellemetlen ...
Az elektródatartó kiválasztásakor fontos figyelembe venni az áramot, amelyre tervezték. Válassza ki a hegesztőgéphez rendelkezésre álló maximális paramétert.
A kábel a hegesztési elektróda tartójához csatlakoztatható, a menetes csipesszel látható.
A ruhacsipesz tartó hátránya, hogy a rugó óta a szorítóelektród magja gyengül, az érintkező romlik. Újra kell tennünk. Hogyan kell csinálni a tartó-ruhacsipeszen, lásd a videót.
A hegesztéshez az elektródatartó könnyen csatlakoztatható. Csak egy árnyalat van: mikor gyakori munka hegesztő kábel dörzsölte a szélét. Természetesen lerövidítheti a kábelt és újratöltheti azt, de nem mindig akar 10-20 cm-t vágni. Ennek elkerülése érdekében találjon olyan tömlőt, amelynek belső átmérője megegyezik a hegesztett kábel külső átmérőjével. Vágjunk egy kis darabot - 15 centimétert -, és vágjuk végig. Most felhelyezhető a kábelre, húzva és rögzítve.
A különböző fémtermékek csatlakoztatását leggyakrabban hegesztéssel végezzük. E célból speciális berendezést használnak, amely magában foglalja mind a transzformátor, mind az inverter egységeket. De még a legegyszerűbbek sem működhetnek elektródák nélkül. Valójában egy jól megmunkált hegesztés érdekében meg kell olvadni az acélrudat. De minden anyag esetében az inverter elektródáit egy bizonyos ötvözetből kell készíteni. Csak akkor érhet el jó eredményt.
Inverterek és tartozékok ezekhez
A modern hegesztőegységek nagyon eltérőek az elődeiktől. Kompakt méreteik, kis súlyuk, kényelmesek és kényelmesek. Ahhoz azonban, hogy a használatukból készült varrat kiváló minőségű legyen, megfelelően kiválasztott elektródákat kell használni. A hegesztés sikere 90% -tól függ.
Tervezési jellemzők és specifikációk
Ami annyira szükséges, ha teljesít hegesztés elem? Ez egy darab acélhuzal, amely bevonattal rendelkezik. Szükséges a stabil ív fenntartása, és a következőket is tartalmazza:
- Fém védelem;
- Dopping varrás.
Az elem funkcionális jellemzői azonban függnek a céltól.
Megnézzük a videókat, típusokat és fő céljaikat, valamint a kiválasztási kritériumokat:
a fő műszaki jellemzők az inverter hegesztő elektródái:
- A rúd átmérője és hossza;
- Anyag vagy ötvözet, amelyből készült.
A termék hossza 300 és 450 mm között lehet, és az elektróda doping jellegétől függ. Ami az átmérőt illeti, van egy teljes rúd, ahol a legvékonyabb rúd mérete 1,6 mm, a legvastagabb pedig 5 mm. Az 1,6 mm átmérőjű hegesztéshez használt elektródákat azonban rendszerint megrendelésre készítik, mivel nem találnak széles körű eloszlást a hazai piacon.
Az elektródák típusai
Ezeknek az elemeknek a besorolását két fő típusra osztják:
- olvadás;
- Nem fogyasztható.
Az első lehet acélhuzal és speciális ötvözetek, attól függően, hogy mely anyagokat használják a hegesztéshez. Általában dolgozni hegesztő inverter öntöttvas, réz, különböző acélokból ötvözetekből készült elektródokat használnak.
Az argonhegesztés során a nem fogyó vagy volfrám termékeket használják. Lehetséges, hogy az alkalmazástól függően eltérőek lehetnek a teljesítményük.
Elektróda variációk táblázat
Ezenkívül az elektródákat a következő típusok szerint osztják szét:
- Különböző acélokhoz;
- Rozsdamentes acélból;
- Alumínium;
- nikkel;
- Javításra;
- Kemény hegesztésű ötvözetekhez.
A bevonatok típusa különbözik. A piac négyféle fajtájú elektródokat mutat, a leggyakoribb a bázis és a rutil.
Kiválasztási kritériumok
Mivel ez a felhasznált anyag bármilyen típusú hegesztéshez szükséges, meg kell szerezni, figyelembe véve a berendezés sajátosságait és az elvégzett munka sajátosságait.
Nézze meg a videókat, nézeteket és azok különbségeit:
Ennek figyelembe kell vennie az alábbi jellemzőket:
- átmérője;
- Az anyag összetétele.
A kiváló minőségű varratokhoz szükség van a megfelelő kellékek kiválasztására. Először is figyelembe veszik paramétereiket, beleértve az átmérőt is. Mégis, melyik elektróda jobb egy inverterhez? Különböző acélfajták esetében a listában szerepel szabályozási dokumentumokat. Meg kell jegyezni azonban, hogy a névleges átmérő megfelel a belső rúd méretének, és nem tartalmaz vakolatot.
 Ennek a rétegnek a vastagsága egy adott terméktípus esetében egyedi és betűkkel van jelölve:
Ennek a rétegnek a vastagsága egy adott terméktípus esetében egyedi és betűkkel van jelölve:
M - kis átmérőjű és egy 1,2 mm-es, és 1,8 mm-nél kisebb D rétegű bevonat. Mind a hazai, mind a külföldi cégek betartják ezt a címkét. Az átmérőik azonban eltérőek lesznek.
Nézze meg a videót, hogyan kell kiválasztani a megfelelő elektródát hegesztéshez:
De nemcsak a méretek fontosak az elektródák kiválasztásakor. Nagy szerepet játszik a benne lévő összetevők összetétele. Mivel az elektróda rúdból és gipszből áll, az anyagot, amelyből készült, figyelembe veszik. A legtöbb termék esetében az alacsony szén-dioxid-drótot veszik alapul, és a bevonat összetétele különböző komponenseket tartalmaz:
- Fluorvegyületek;
- Titán-dioxid;
- Rutilos.
Az első típusú elektródák használatával erős és hőálló csatlakozás érhető el, amelyet jó hajlékonyság jellemez. A titán-dioxidot tartalmazó termékek stabil ívet hoznak létre és lehetővé teszik a magas kötési szilárdság elérését. A rutilelektródákat magas páratartalmú hegesztési szerkezetekben használják. Ezenkívül az elektródák megválasztásánál figyelembe kell venni a hegesztett fém jellemzőit.
Például szénacélokra UONI vagy MP rudakat használnak. Az első kis mennyiségű permetezés, a második pedig a salak gyors elválasztása. Mind professzionális, mind hordozható berendezésekben használhatók.
A gyártók - akiknek termékei jobbak
Mivel számos különböző márka és ilyen típusú termék létezik, csak azokat a termékeket fogjuk figyelembe venni, amelyeknek célja kézi hegesztés. És tőlük csak a szén- és alacsony ötvözetű acéloknál használt mintákat választjuk.
Nézze meg a videót, tesztelje a különböző hegesztési elektródákat:
A felhasználóktól kapott visszajelzéseken, valamint a szaklapokból származó publikációkon alapulunk. E források szerint a frekvenciaváltó legjobb elektródái a hazai piacon a következő üzemek termékei:
- Petersburg ESAB-SVEL;
- Tyumen;
- Kamensk-;
- Orlovvski;
- Losinoostrovsky.
A külföldi gyártók közül a következő vállalatok termékei a legnagyobb kereslet:
- kobelco;
- ECAB,
Ezek az inverteres hegesztési elektródák sokféleképpen meghaladják a hazai termékeket, bár meglehetősen magas áruk van.
Videó megtekintése a Monolith termékekről:
Ami az orosz termékeket illeti, a legtöbb opcióban veszítenek, bár néhány már létező minta is megjelenik, ami a legszegényebb importált elektródok szintjéhez vezet. Az ilyen eredményeket azonban csak az európai vagy ázsiai gyártók közös tulajdonában lévő közös vállalkozások érhetik el.
Most magunkat a termékek megfontolására fordítjuk. Tehát a párizsi üzem elektródái 1 kg-ra körülbelül 135 rubelt számoltak, és a hegesztők véleménye szerint a hazai modellek közül a legjobbak.
A Tyumen cég inverter hegesztéséhez használt elektródok ára valamivel magasabb, bár a minőség szempontjából gyakorlatilag nem különböznek az előző mintától.
Termékek A Kamensk-Shakhtinsky gyár főként a használatra készült háztartási inverterek és ára 130 rubel. 1 kg-ra.
 A Penza elektródák az ár és a minőség szempontjából a legjobbak. Költségük nem haladja meg az 58 rubelt.
A Penza elektródák az ár és a minőség szempontjából a legjobbak. Költségük nem haladja meg az 58 rubelt.
A japán cég termékei, bár drága, de lehetővé teszik, hogy kiváló eredményeket érjenek el, ha erősséget tesztelnek. A szakértők azt mondják, hogy ezek az elektródák teljesen igazolják az ilyen magas árat.
A hegesztési eljárást nem lehet egyszerűnek nevezni, ezért mielőtt egy adott szerkezet összeszerelésével használná, érdemes először ezt gyakorolni, ha még soha nem csináltad ezt.
Ehhez a klip az alkatrészhez van rögzítve, és az elektróda a tartóba van töltve. Az áramot ezután az acélrúd átmérőjének megfelelően állítjuk be. Ugyanakkor az új elektródákon is tanulmányozni kell - ez segít jobban megérteni a munka jelentését.
Nézze meg a videót, az alapvető hegesztési készségeket:
Az ív létrehozása a következő. Az elektróda körülbelül 70 ° -os szögben van elhelyezve az alkatrészhez képest. Ezután gyorsan átvisszük őket a munkadarabon, és szikrák és jellegzetes hangok jelennek meg.
Ezután meg kell érintenie a részleteket, hogy 5 mm-es rés legyen. Ekkor megjelenik egy ív, és hatása alatt a fém megolvad. A rést úgy kell fenntartani, hogy az elektródát vízszintesen mozgatja, amikor kialszik.
Ha tapadást észlel, azt jelenti, hogy az eszköz gyenge áramszilárdsággal rendelkezik és növelni kell.
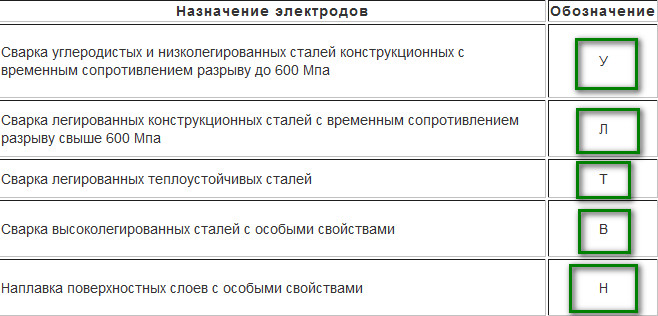
Megvitatjuk, hogyan válasszuk ki a manuális elektródákat ívhegesztésFigyeljünk az elektródák osztályozására és címkézésére.
Az elektróda egy fém rúd a hegesztett rész áramának ellátására. A hegesztés során a hegesztett részek szélei megolvadnak, és a hegesztés egy elektródával van feltöltve. Ezt a típusú hegesztést is hívják fedett elektróda hegesztés, mivel az elektróda egy fluxusréteggel van borítva, amely olvasztáskor gázt védi a hegesztéshez.
 A hegesztendő alkatrészek vastagsága meghatározza az elektród átmérőjét. Ezért először határozza meg a kívánt értéket elektródátmérő.
A hegesztendő alkatrészek vastagsága meghatározza az elektród átmérőjét. Ezért először határozza meg a kívánt értéket elektródátmérő.
Az 1 mm-es vastagságú hegesztéshez Európában 1,6 mm átmérőjű elektródákat használnak (valódi szakemberek számára), Oroszországban csak a rendelés szerint találhatók. Általában ebben az esetben a kézi ívhegesztés módszerét nem használják, és argonnal vagy félautomata hegesztéssel használják.
Ha minimális erőfeszítéssel megbízható és szép varrást szeretne kapni, akkor először jó elektródákat vásároljon! Vedd fel kézi hegesztési elektródák (őket is hívják eldobható elektródák) a hegesztett alkatrészek kémiai összetételének megfelelően.
Az elektródok több feltételes csoportra oszthatók:

- átmérő (2-6 mm);
- jelölés;
- gyártó által.
Elektróda jelek
Tekintsük csak a legnépszerűbb címkét és elektródok analógjai.
SSSI— egyenáramú elektródák alapbevonattal. Minden típusú acélból készült kritikus szerkezetekhez.
OZS— rutil elektródák, univerzális, közvetlen és váltakozó áramra egyaránt. Az SSSI-kkel összehasonlítva kevesebb hegesztőáramot igényelnek és kevesebb salakot képeznek.
MP3 - elektródák rutil bevonattal, váltakozó és egyenáramú hegesztéshez.
Az ANO-4 egy másik népszerű univerzális elektróda. Leggyakrabban 1 kg-os kis csomagokban értékesítik, ami nagyon kényelmes. És ha a dachában csak hirtelen kellett megragadnod valamit, és ehhez 2-3 elektródra van szükséged, akkor nem kell egy nagy, 5-6 kg-os csomagot vásárolnod, ami akkor is nedves lesz, amíg tárolod, de ez elég. Kényelmes és gazdaságos.
TsU-5 - szakosodott csőhegesztő elektródák(Water).
ESAB OK 53.70 - fedett elektródák hegesztési vízcsövekhez, analóg TsU-5.
TsCh-4 - öntöttvas elektródák.
ESAB OK 92.18 - öntöttvashoz, analóg TsCh-4-hez.
TsL-11 - rozsdamentes acél hegesztéséhez.
ESAB OK 61.30 - rozsdamentes acél elektródákCL-11 analógja.
ESAB OK 96.20 - alumínium hegesztő elektródák.
KOBELKO LB-52U - népszerű japán elektródok a kritikus szerkezetek számára. A víz- és gázvezetékek hegesztésére is használható. A legjobb és legdrágább.
Elektróda gyártók
Beszéljünk az elektródák gyártóiról, mert a leggyakrabban ez tükröződik minőségükben.
KOBELCO - Japán. A legjobb elektródákde a legdrágább is. Kiváló eredmények a tartósság vizsgálatakor.

ESAB - eSAB elektródákkiváló minőségű. A boltokban leggyakrabban ezek az elektródák meglehetősen magas áron találhatók. De! Ezek az elektródák valóban megéri.

"Losinoostrovsky-üzem" - elektródák, átlagos ár és minőség.
 "Kamensky Plant" - megbízható, jó ár-érték arányú elektródák.
"Kamensky Plant" - megbízható, jó ár-érték arányú elektródák.
 "Ural üzem" - leggyakrabban a legolcsóbb elektródák. Ne várjon tőlük kiváló minőséget. Általában hegesztik és megtartják a szerkezetet.
"Ural üzem" - leggyakrabban a legolcsóbb elektródák. Ne várjon tőlük kiváló minőséget. Általában hegesztik és megtartják a szerkezetet.
Elektródák tárolása
Az elektródokat csak előkészített helyen tárolja. Vásárláskor vegye figyelembe az eltarthatósági időt. A késedelmes elektródák nem adnak kényelmes hegesztést és megbízható alkatrészeket!
Jobb, ha az elektródákat egy speciális esetben tároljuk, amely megakadályozza a nedvesség bejutását. A ceruzatárca az elektródák hegesztési helyére történő szállítására is szolgál. Ha az elektródák még nedvesek, akkor az elektródák szárítása és az elektródák kalcinálása segít. Ehhez használjon kemencét az elektródák kalcinálásához, amely akár 400 ° C-ra is felmelegszik. Ha az elektródákat még mindig melegen helyezik, kemencében történő melegítés után, hosszú ideig megtartja a hőt.
Nem minden kezdő hegesztő tudja, hogy a hegesztési elektródák több mint 200 fajtát tartalmaznak, ebből mintegy száz típust használnak a kézi hegesztésben. Nem kell mindent tudniuk, de szükség van arra, hogy információt szerezzenek a legnépszerűbb és leggyakrabban használtak közül. Ezért a kézi ívhegesztéshez az elektródák kiválasztásához fordulunk.
Az elektróda egy olyan huzal, amely tetejére egy speciális bevonattal ellátott vegyülettel van bevonva. A hegesztés folyamán a huzal (mag) nagy teljesítményű elektromos áram hatására olvad el, kitöltve a hegesztett fémtermékek közötti helyet. A bevonat olvad, amely az égési folyamat során gázokat szabadít fel. Ez utóbbi a hegesztési zónát beborítja, megakadályozva az oxigén belépését.
A bevonat második célja maga a hegesztési réteg védelme. Az eljárás során a bevonóanyag egy része folyékonyvá válik, és magába borítja magát hegesztési varrás. Ez a vékony film védi az oxigén negatív hatásaitól. Miért szükséges ez a védelem?
- A fém olvasztási folyamata során az oxigén magának az energiának egy részét veszi fel, így az elektromos áram nem elég a hegesztéshez.
- Az alacsony páratartalmú oxigénnel érintkezve az oxidok fémeken jelennek meg, ami csökkenti a minőségét.
A bevonat típusai
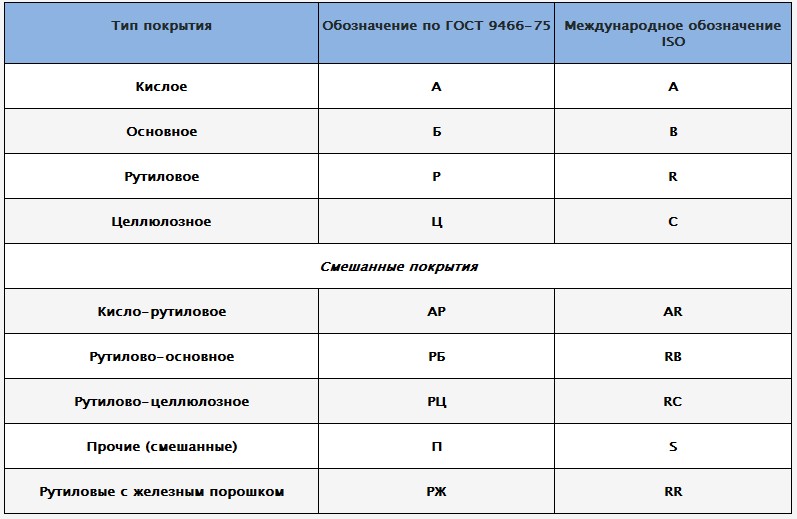
Jelenleg négyféle bevonatot használnak.
- A "B" jelzés.
- Savanyú - "A".
- Pulp - "C".
- Rutile - "P".
Vegyes típusok, például AR - savanyú rutil, RB - rutil-bázis, GJ - vasporral kevert rutil és RC-rutil-cellulóz.
A frekvenciaváltóval történő kézi hegesztéshez leggyakrabban bázikus vagy rutil bevonattal ellátott hegesztési elektródákat használnak. Az első kategóriába tartoznak az UONI elektródák. Ezeket általában olyan esetekben használják, amikor magas minőségű hegesztési varrat szükséges. Ez azt jelenti, hogy a varrásnak meg kell felelnie a nagy szilárdságnak, keménységnek és nagy rugalmasságnak. Ugyanakkor az UONI hegesztett elektródájából származó hegesztések biztosítják, hogy a hegesztett anyag belsejében nem keletkeznek repedések a kristályok között, és az ilyen típusú elektródák nem öregednek. Ezért a szakértők azt ajánlják, hogy a kritikus struktúrák hegesztett környezetben történő hegesztéséhez használják.

Az UONI negatív oldala. Az elektródák nedvessége, rozsdásodás a huzal végén, olaj- vagy zsírfoltok a bevonaton, rozsdásodás az egyesített fémtermékeken - mindez garantálja a héj belsejében megjelenő kagylók megjelenését, ami csökkenti annak minőségét. Ezenkívül ezen elektródákkal csak a fordított polaritással rendelkező egyenárammal lehet dolgozni.
A rutilbevonatú hegesztési anyagokat főként alacsony alkatrészeket használják szénacél. Jelentős képviselőjük az MR márka. Íme a kategória pozitív jellemzői.
- Közvetlen és váltakozó árammal is működhet.
- A fém permetezés minimális.
- Az ilyen típusú elektródok segítségével kiváló minőségű hegesztési varratok érhetők el, amelyek a munkadarabok bármely helyzetében készülnek.
- A hegesztés után a salak könnyen leválik.
- A képviselők segítségével főzhet és rozsdás termékeket készíthet, sőt még szennyezett is.
- Egyszerű gyújtás még az inverteráram-feszültség jellemzőinek alacsony jelzésével is.
Amikor egy újonnan érkezett az a kérdés, hogy hogyan kell kiválasztani a hegesztéshez megfelelő elektródot, a legjobb megoldás az MP márka.
A Rutile bevonatok tartalmazzák az ANO márkákat. Ezeket szén-acélból készült termékek, például hegesztési csővezetékek csatlakoztatására használják. Az összes többi jellemző pontosan megegyezik az MP-vel.
Miért nem szeretik a tapasztalt hegesztők rutil bevonatú elektródákat használni? Először Bengáli fénynek nevezik őket. Másodszor, puha és gyors hegesztés, és a fém jó fűtése érdekében lassú hegesztés szükséges. Ezért a szakemberek negatív magatartást tanúsítanak rájuk, de kezdőknek - ez igaza van.
Egyéb kiválasztási lehetőségek
Néhány további paraméter, amely meghatározza a hegesztéshez használt elektródák választását. Az egyik legfontosabb mutatók - Ez a kapcsolat polaritása, és ennek megfelelően az áram típusa.
Ha a hegesztéshez frekvenciaváltót használnak, akkor meg kell érteni, hogy állandó áramot ad. Ezért az elektróda hegesztéshez való csatlakoztatása két eljárás szerint állítható elő.
- A polaritás egyenes. A séma a következő: a mínusz a hegesztő elektródához, valamint a tömeghez van kötve.
- A polaritás megfordul. Itt van az ellenkezője: mínusz súly, plusz derzhak.
Mi az egyes kapcsolatrendszerek sajátossága. Mindez a provarki fémek erősségétől függ. Közvetlen polaritással fémhegesztett termékek nagy hőnek vannak kitéve. Fordított polaritás esetén a fűtési hőmérséklet nem olyan magas. Ezért, ha két kis vastagságú fémlemezt kell hegeszteni, jobb, ha fordított polaritást használunk, amely védelmet biztosít az égés ellen. Ezenkívül fordított polaritást használnak, amikor nagy ötvözetű acélokból hegesztik a termékeket. Magas hőmérsékletre érzékenyek.
Három további mutatóra van szükség, amelyekre figyelni kell.
Hegesztési vastagság
Az elektród átmérőjét a hegesztendő alkatrészek vastagságával kell összekötni. Ez azt jelenti, hogy a két paraméter egymáshoz kapcsolódik. Íme néhány kapcsolat.
Az elektródátmérő kiválasztása fontos. A lényeg az, hogy minél nagyobb ez a mutató, annál rosszabb a varrás sűrűsége, a táblázatban szereplő arányok miatt. A helytelen kiválasztás mellett instabilitást okoz hegesztési ív, a behatolás romlása, növelve a varrás szélességét.
A hegesztő elektród átmérőjének egy másik függősége. Ebben az esetben az aktuális erősség.
Kiderül, hogy három paraméter: az áram erőssége, a hegesztett fémek vastagsága és az elektródok átmérője egymáshoz kapcsolódnak. Ezért, válaszolva arra a kérdésre, hogy melyik elektródát kell választani, figyelembe kell venni ezt a kapcsolatot. Megjegyezzük azonban, hogy az egyes kategóriák aktuális értéke kissé eltérhet a táblázatban bemutatottaktól. Az MP 2 mm átmérőjű elektródok 40 A. UONI árammal tudnak főzni és 30 A árammal. Ezért ügyeljen arra, hogy az elektródákat válassza ki, tanulmányozza azok jellemzőit, amelyeket a gyártó a hegesztőanyag csomagolásán jelez.
Hegesztett fémek típusai
Nem mindig könnyű kiválasztani a szükséges fémek hegesztési anyagát, mert szemtől függően csak acél, rozsdamentes acél, öntöttvas vagy színesfém meghatározása lehetséges. Nyilvánvaló, hogy kivéve acélszerkezetekahol a fent leírt elektródákat használják, minden más esetben speciális hegesztési termékeket használnak: öntöttvas, rozsdamentes acél, alumínium és így tovább.
Ami az acéltermékeket illeti, bizonyos nehézségek vannak az acél típusától függően. De ha ezzel foglalkozik, akkor az elektródák kiválasztásának kérdése könnyebb lesz.
- Forráshoz használt hegesztési acélokhoz bármilyen márkát használhat bármilyen bevonattal. Ilyen acélok: alacsony szén-dioxid és alacsony oxidáció.
- A félig csendes acélok hegesztéséhez jobb, ha elektródákat használunk rutil vagy alap vakolással.
- Csendes acélból készült, nagy dinamikus terhelésnek kitett és viszonylag alacsony alatti hőmérsékleten működtetett hegesztési szerkezeteknél jobb alapkiviteleket használni.
A varrás minőségét az ív stabilitása is befolyásolja. Ezért az Ön által választott elektródnak meg kell egyeznie az alkalmazott árammal. Csak alapozó bevonattal rendelkező anyagok hegesztéséhez egyenáram, más típusok esetén mind állandó, mind változó. A rutil-, cellulóz- és savas bevonattal ellátott elektródáknál, amelyek hegesztési transzformátorokból működnek, azaz váltakozó árammal, az ív folyamatosan ég. Ez azt jelenti, hogy a varrás kiváló minőségű.

Ami a hegesztés irányát illeti, a cellulóz bevonattal ellátott elektródák jól forralva és függőlegesen vannak. Mivel ezek az elektródák elég viszkózus salakot termelnek, és a huzal fémet kis cseppekkel helyezik át a varrásra, ami lehetővé teszi, hogy egyenletesen töltse ki a fémrészek közötti csatlakozást. Ebben a tekintetben a fő bevonattal ellátott elektródák hegesztési varratja a legrosszabb.
Ha a vastagfalú termékek hegesztéséről van szó, a technológia meghatározza az alkalmazott többrétegű varrást. Ezért az elektródák kiválasztásakor az ilyen paraméter, mint a jó salakelválasztás lesz a fő. Ebben a tekintetben a fő bevonattal ellátott elektródák ismét elvesznek. Itt hozzátesszük, hogy az ilyen típusú hegesztési termékek a hegesztett fémek bizonyos tisztaságát igénylik.
Következtetések a témáról
A hegesztési anyag minden szempontból történő felvétele nem könnyű. Számos árnyalatot kell figyelembe venni, ezért ajánlott a fenti táblázatok elfogadása, valamint az elektródák célját jelző információk.




