A hegesztés alapjai. A hegesztési áram polaritása és értéke. Lépésről lépésre a munkák végrehajtására vonatkozó utasítások.
Az utóbbi időben sokat főzek, és kiderült, hogy tetszik nekem.
Ennek eredményeként úgy döntöttem, hogy összegyűjtöttem azokat a kérdéseket, amelyeken megbotlottam, és nem találtam válaszokat az interneten, és az általam adott válaszokat egy gyűjteményben. Annak érdekében, hogy az élet könnyebb legyen azok számára, akik nulláról indulnak. Ugyanakkor, és beszélje át a gondolatait, hogy racionalizálja őket. Természetesen nem úgy teszek, mintha az igazságot lennék. Az alábbiakban a kézi ívhegesztésről van szó. És a próbabábu. Ennek az opusnak a fő feladata a kezdő kezdete. Kérjük, ne rúgjon sokba. Nem vagyok igazi hegesztő.
Szóval akkor
1. A főzés megkezdéséhez elektródák és forrás szükséges hegesztőáram.
A hegesztőáram forrása a transzformátor (nagy nehéz transzformátor) és inverter (kis doboz a fogantyúval a tetején). A transzformátor korábban volt, de hamarosan nem fognak meghalni. A transzformátoráramforrás különbözik attól, hogy nagyon nehéz, megbízható és tartós, de ugyanakkor nagyon sűríti az elektromos hálózatot, ami a mindennapi életben nagy problémákhoz vezet. A szomszédjaiddal vagy még rosszabbul veszekedtél, égeted a vezetékeket vagy az elektromos berendezéseket. Szüksége van rá? Nem kell.
Inverter források Az áram nem üríti ki a hálózatot annyira, és rengeteg kényelmi szolgáltatása van, amely fontos a kezdő számára. Elektróda ragasztása esetén a hegesztési transzformátor megszakítja a tápegységet, ami nagy problémákat okozhat, míg az inverter egyszerűen kikapcsolja a hegesztési áramot. A hegesztés kezdeti pillanatában, amikor az ív csak meggyullad, a transzformátoron hegesztési forrás van áramáram, amely áramellátást eredményez az áramellátó hálózatban és a szomszédos berendezések égetésénél, az inverter tároló kondenzátorokkal rendelkezik, és meggyújtja az ezekben a kondenzátorokban tárolt ív energiát, anélkül, hogy az áramellátó hálózat megnövekedne.
Az inverterforrások különböznek a maximális kimeneti áram és a terhelési időszak között.
A kimeneti áramforrás közvetlenül függ az elektródok átmérőjétől. Minél vastagabb az elektróda, annál nagyobb a forrásáram. Az elektródok minden egyes átmérőjéhez alsó határ van, amely alatt az áram nem csökkenthető. Ha csökkenti a határértéket, akkor nem kap hegesztést. A varrás helyett fém csíkok keveréke lesz, salakcsíkokkal, amelyek elektródákkal vannak bevonva.
Például
2,5 mm átmérőjű elektród esetén a minimális áram körülbelül 80 amper.
3 mm átmérőjű elektród esetén a minimális áram 110 amper.
Így egy 70 mm-es áramátmérőjű 3 mm-es elektródákkal való főzés kísérlet azonnal és határozottan meghiúsult. Nem lesz varrás. Azonban egy 2,5 mm-es elektróda 110 amperes árammal és még nagyobb árammal készül, és a varrás lesz, bár az elektróda nagyon gyorsan ég, és kényelmetlen lesz a munka.
A hegesztőáram beállításának nagyobb pontossága nem szükséges. Szükséges az alsó határ fölé emelkedni. A helyes áram közvetett jele az, hogy az ív száraz törmelékkel kezd megégetni, anélkül, hogy gurging vagy zümmögne.
Úgy tűnik, emelje fel az áramot a lehető legmagasabbra, vegyen egy vastagabb elektródát, és minden rendben lesz. Ez azonban nem. Standard feszültség hegesztési ív - 25 V. A 110 amperes áramnál például az energiafogyasztás legalább 2,7 kW lesz. A valóságban több, mert a jelenlegi forrás hatékonysága nem 100%. A lakások többségében és a hagyományos háztartási elektromos hálózatokban 16 amperes, 3,5 kW-os biztonsági kapcsolók vannak.
Tehát, ha hirtelen úgy döntünk, hogy 140 amperes áramot forralunk, ami 3,5 kW nettó energiafogyasztás, akkor semmi sem fog belőle. Automatikus áramtalanítás.
Így 4 mm átmérőjű elektródát el lehet felejteni. Ennek megfelelően a kezdő hegesztő elektródák átmérőjének felső határa 3,2 mm. A felső áramkorlát 120 amper. Ez elég például ahhoz, hogy két 60x60 mm-es sarkot hegessen. De ez nem elég a masszív zsanérok hegesztéséhez a garázskapukhoz. Ez a határ, és semmit sem tehetsz róla. A 3 mm-es átmérőjű elektróda nem melegíti fel a masszív szilárd vasat, az elektróda fémét a hegesztett fém felszínén tintával szerelik össze, olvadás nélkül. A hegesztés nem.
Így a hegesztett fém vastagsága határozza meg a vastagságot hegesztő elektróda.
A hegesztési elektróda vastagsága meghatározza a hegesztési áramot. Ha a forrás és az elektromos hálózat nem tudja ezt az áramerősséget biztosítani, akkor nem fog normális hegesztést végezni és más megoldásokat keresni.
Így hegesztő inverter maximálisan 140 amper árammal elegendő belföldi igényeket a háztartási elektromos hálózatban (gyakran a választás egy 160 amperes inverter, de ez nagyobb valószínűséggel a teljesítménykülönbség és a megbízhatóság miatt). A korlátozás az elektromos hálózat. A 200 amper maximális árammal rendelkező inverter 5 kW teljesítményt fogyaszt a hálózatról. Ez azt eredményezi, hogy az automaták letiltásra kerülnek, vagy a vezetékeket égetik.
Ugyanakkor meg kell érteni, hogy ha egy 100 amper áramot állítanak be egy inverterre, amelynek maximális áramfelvétele 200 amper, akkor a hegesztés során 2,5 kW-ot fogyaszt a hálózatról.
Az áramforrás terhelési periódusa (PV) olyan érték, amely a hegesztés időarányos arányát mutatja tétlen forrást. A hazai források nem működhetnek folyamatosan. Ezeket úgy tervezték, hogy rendszeresen lehűlhessenek. Ez egy olcsó ár. A terhelési periódus nagyon fontos, és ezt a paramétert nem tudja megvásárolni. Ha 15% PV-os forrást vásárol, akkor minden 1,5 percnyi hegesztés után meg kell állnia és várnia kell 8,5 percet, és várja meg, amíg a forrás kihűl. Ha folyamatosan próbál meg főzni, akkor a legjobb esetben kikapcsol, a védelem működik, a legrosszabb esetben az ég. A háztartási munkára alkalmas minimális PV 50-60%. Egy kisebb PV-vel rendelkező forrás egyszerűen nem szükséges. Ez pénzpazarlás, lehetetlen dolgozni. Bár minden üzletben vannak, de nem kell vásárolniuk.
2. Hegesztés előtt.
Az egyenáramú hegesztés során háztartási inverter) van egy plusz és mínusz forrás. A csatlakoztatott huzal polaritását az alkalmazott elektródák alapján határozzuk meg. Ha az elektródák mindkét polaritással egyformán jól működnek, akkor az alábbiakat kell érteni: az elektronok, amint jól ismertek, negatívan töltött részecskék, és mínuszról pluszra mozognak. A hegesztő ív az elektronok áramlása. Ennek megfelelően, ha egy hegesztési áramforrás plusz része van az alkatrészhez csatlakoztatva, akkor a rész többet felmelegszik, mert egy elektronáram folyik. Ha a forrás pluszja az elektródához van csatlakoztatva, akkor az elektróda gyorsabban felgyullad (és éget). Jellemző a fordított polaritás, amelyben az elektróda tovább melegszik. Elvileg ez magyarázható azzal, hogy vékony elektródák vékony vas forralt, és könnyen éghető.
3. Hegesztés.
Az elektróda mozgatásának és megtartásának többoldalas leírása gyakorlatilag nem befolyásolja a varrás minőségét. Talán befolyásolja a varrás alakját, de itt mindegyik a saját mestere. A mindennapi életben, ahol nincs nagy terhelés hegesztett szerkezetek Egyszerű, egyenes, jó minőségű varrás sokkal jobb, mint minden behatoló lyukakkal ellátott csipesz. Csak az elektródát kell elhelyezni, hogy láthassa a hegesztés helyét.
Ennek megfelelően:
Hajtsa végre egyszer: Elektróda a kezében, 30 fokos szög szögben az oldalra merőleges. megütötte a részt, megvilágított ív.
Csinálj kettőt: az elektróda a lehető legközelebb legyen az alkatrészhez. Az ív ég.
Hármas: Álljunk és várjunk, nem mozgatjuk az elektródát, csak ne felejtsük el, hogy közelebb hozzuk az alkatrészhez, ahogy ég. Az elektródát mindig a részre kell állítani. Állunk és várjuk, amíg a piros folt meg nem jelenik. Ez a piros folt az olvadt bevonat az elektródából, ez egy fluxus, még nem fém. A fém lassan egy fluxus alatt egy cseppbe kerül, amelyet tudományosan hegesztőkészüléknek neveznek. Egyszerű egy csepp olvadt fém. Feladatunk az, hogy először kapjuk meg ezt a cseppet, majd mozgassuk át a rész felületén. Nyilvánvaló, hogy ezen a cseppen minden pillanatban egy másik fém lesz, azon a helyen, ahonnan az elektródát gyorsan eltávolították, egy második másodpercen belül, lefagy, és abban a helyen, ahol az elektródát mozgatják, a fém megolvad. De egy csepp, fürdő marad.
Csinálj négyet: Két-három másodperc múlva, a piros folt közepén egy fényesebb, narancssárga, állandóan remegő, kis hullámokkal rendelkező folt jelenik meg. Csakúgy, mint a sárga-narancs víz. Szükségünk van erre a felszínre, ez az olvadt fém cseppenként összegyűlt, és ez a csepp villamos áram és hőmérséklet hatására remeg. Hivatalosan ez a csepp hegesztőfürdő. Ez jó, ez az a hely, ahol a fém megolvad, és ott lesz egy normál varrás.
Csinálj ötet: Hogyan mozoghatsz egy fürdőt? Ha a módszer primitív, elkezdtünk egy ívet, várjuk a helyet, amíg egy fürdő meg nem jelenik, mozgassuk az elektródát egy milliméteres kétharmadra a kívánt irányba hegesztési varrásismét várjuk, amíg egy narancssárga felület megjelenik a hullámokkal. A fürdő megjelenése, egy narancssárga folt, amely egy apró felületű kis narancsszínű foltok, ahol az elektróda most már mozoghat. Bár ez a narancssárga folt, fürdő, nem, nem mozoghat bárhol. Létre kell hoznunk ezt a fürdőt, és csak azután lépjünk az oldalra.
Emlékeztetni kell arra, hogy a fürdő az olvadt fémből származik, és az olvadt fém az elektródából származik. Ennek megfelelően nagyon fontos, hogy az elektróda közeledik az alkatrészhez, nagyon jól alkalmazkodjon az automatikus kézmozgáshoz. Az elektróda megközelítése az a rész, amely kitölti a fürdőt. Ha elfelejtette, hogy közelebb hozza az elektródát a részhez, akkor nincs olyan fém, ahol az ív ég. És a fürdő semmiből nem képződik. És a varrás ebben a helyen nem lesz. Az elektróda csúcsától a részig tartó távolságnak mindig minimálisnak kell lennie. Nagyjából elmondható, hogy az elektródát szinte mindig merülni kell az ív égési helyére. Ha egyáltalán nem, akkor a rövidzárlat védelem működik az inverterben, és kikapcsol. És szinte kell dunkálnunk. A referenciapontnál az elektróda azon részénél távolítható el, amely a bevonat szélével ellentétes.
A végső hegesztés így néz ki
1. Az első két vagy három másodperc az első hegesztőmedencét alkotja. Rázó narancssárga folt jelent meg kis hullámokkal - 1-2 milliméterrel félretéve.
2. Állunk és várjuk, hogy megjelenjen a narancssárga remegő folt. Ha minden rendben van, akkor valahol a másodpercben vagy annál kevesebb helyen kell megjelennie.
3. Vigye 1-2 mm-rel a varrás mentén, vissza a 2. lépéshez.
Ha ebben az üzemmódban a fém megolvad, akkor szükség van egy vékonyabb elektróda felvételére, és az elektródával együtt csökkenteni a hegesztési áramot, és ezáltal a hőmennyiséget, vagy időszakosan le kell állnia és várnia kell, amíg a fém be nem áll. Ez azt jelenti, hogy két hegesztési lépés után leáll, megszakítja az ívet, és álljon, várjon, amíg a narancssárga fém sötétká válik. Aztán ismét két három lépésben hegesztés és ismét várni.
Néhány megjegyzés:
Ha egy lyukat égettél - ne rohanj rá azonnal, semmi sem jön ki, ebben a helyen a fém forró, és amikor megpróbálja főzni, újra megolvad. Folytassuk a varrást egy centiméterre, és kezdjünk főzni. Menjen vissza a lyukba, amikor a fém keményedik, és a salakot fel lehet vágni. A hidegen hántolt salak már egy lyukat főz.
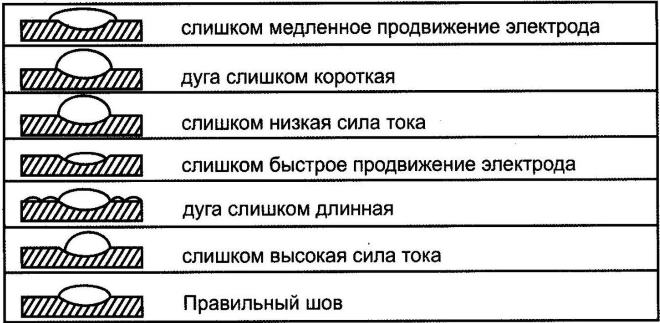
Ha a hegesztés után a salakot nagy, lapos mérlegekkel hámozzák le, ez azt jelenti, hogy a hegesztőáram normális és a hegesztés is látható. Ha a salak nem húzza le a mérleget, nincs elég hegesztési áram, és nem lesz hegesztés.
Az elektródok eltérőek. Kínai MP3 van. Nagyon sok salak. Ezek az elektródák olcsóak, és ez az egyetlen előnyük. A kezdő számára szigorúan ellenjavallt. Ezekből csak fáradsz.
Az elektródák az OK.46 cégek. Ezek az elektródák a legjobbak a kezdőknek. Ezekből az elektródokból a salak kicsi, és a teljes hegesztési folyamat tökéletesen látható. Az ezekből származó salak vékony, és a pelyhek centiméter szélesek és több centiméter hosszúak. Előfordul, hogy a salak elmarad maga mögött. Egy újabb hatalmas előny a kezdőnek (és a kényelemnek, amikor állandó munkahelya) ezekből az elektródokból, hogy a salak felett meggyulladnak. Ez azt jelenti, hogy nem kell egy elektródát kalapálni az ív meggyújtásához. Egyszerűen megérinthetik a részt, és az ív felgyullad. Még töretlen salakkal is. Mi a jó rossz. A salaknak meg kell verni. Egy normálisan hegesztett varrat állapotában a salak könnyen bélelt.
Az elektródok LB52u. Ezek az elektródák fehérek, mint csiszolt varrás és egy üvegezett salak réteg. Szinte tökéletes varrattal rendelkeznek. Fő hátránya, hogy ha megszakítja az ívet, akkor újra nem gyullad ki, mert a salak olyan, mint az üveg. Meg kell állítanunk, várjunk, amíg a fém lehűl, megveri a salak fényes kéregét, és csak akkor gyullad ki az ív. Ha megállt (vastag vas), akkor ezek az elektródák a legjobbak. Igaz és a legdrágább.
megjegyzések:
megjegyzések:
- Hegesztőgépek
- Elektróda - a hegesztési folyamat fontos eleme
- Hegesztési folyamat
A magánház tulajdonosainak gyakran szükségük van két fémlemez hegesztéssel történő csatlakoztatására. Kérjen segítséget egy professzionális hegesztőtől. Minden rendben lenne, de a szakemberek szolgáltatásai drágaek, és néha nagyon kis elemre van szükség a hegesztéshez. Megtanulhatja, hogyan kell a fémrészek legegyszerűbb hegesztését elvégezni.
A kezdő hegesztők számára az ipar kompakt eszközöket gyárt ívhegesztésaz inverterek.
Hegesztőgépek
A hegesztési munkákat elektródák és áramforrás segítségével végezzük.
Az áramforrás az iparágban 2 típusból áll:
- transzformátor;
- inverter.
A transzformátorok egyszerűek, de nagyok és nehézek, nagyon megbízhatóak, tartósak és erősek. A váltakozó árammal dolgoznak. Hegesztéshez olvadó rutil vagy kalcium-fluorid elektródokat használjon. Az eszköz alacsony hatékonysággal rendelkezik, és a transzformátorberendezés segítségével készült varrás alacsony minőségű, és a hegesztők magas szakértelme szükséges a jó minőségű hegesztési varratok eléréséhez.
Az inverter az hegesztőgépegyenáramú. A bemenetnél a tápfeszültséget korrigáljuk és AC-ra alakítjuk át, amelyet a transzformátorhoz küldünk. Az ilyen típusú eszközök mobilitása, kis súlya, tömörsége különböztethető meg. Ezek nem függnek a bemeneti feszültségtől, jól működnek a terepi körülmények között. A frekvenciaváltó egy nagyon gazdaságos eszköz, az áramkimaradás pedig a transzformátor modellekhez képest tízszeresére csökken. Az inverter hatékonysága 85-90%.
Vissza a tartalomjegyzékhez
A gép hegesztő inverter típusának működése
Az inverteregység munkája az elektromos áram többszörös szakaszos átalakításából áll.Ez a következőképpen történik:
- az elsődleges egyenirányítónak a hálózat váltakozó feszültségét kiegyenlítő híd áramkörrel összekapcsolt teljesítmény diódái;
- az inverz átalakító megváltoztatja a korrigált áramot a megnövekedett oszcillációval egy nagyfrekvenciás váltakozó áramra;
- az impulzusos nagyfrekvenciás transzformátor a váltakozó nagyfrekvenciás feszültséget a hegesztőáramnak megfelelő frekvenciára csökkenti;
- a hegesztőáramnak megfelelő váltakozó feszültség másodlagos egyenirányító frekvenciája egyenáramokká alakul, az oszcillációk megállásával.
Nagyfrekvenciás áram - ez a fő technikai megoldás, amely lehetővé tette számunkra, hogy nagyfokú hatékonyságot érjünk el az inverterben és az előnyöket a hegesztési ív többi teljesítményegységéhez képest. (1. ábra Az inverter működési elve).
Vissza a tartalomjegyzékhez
Elektróda - a hegesztési folyamat fontos eleme
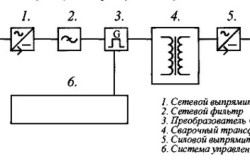
1. ábra: Az inverter működésének elve.
A hegesztési folyamat fontos eleme az elektróda. Szerkezetileg egy fémrúdból áll, speciális porlasztásos kompozícióval. A porbevonat akadályozza a környezeti levegőnek a hegesztéshez való hozzáférését. A környező levegő negatív hatást gyakorol a varrás kialakulására, oxidálja, ami jelentősen csökkenti a varrat minőségét. A porbevonat a normál ívégetés fenntartására is szolgál.
Az inverter hegesztéséhez alkalmazza az MR, UONI, OZS, ANO elektródákat. Az elektródák minősége erősen függ a tárolás és a fogyasztó számára történő szállítás feltételeitől. Az elektródák átmérője villamosenergia-fogyasztást okoz: minél kisebb a fogyóanyag átmérője, annál kevesebb energiát fogyasztanak a hegesztés során. Általában 2,5-3 mm átmérőjű elektródokat használnak.
Vissza a tartalomjegyzékhez
A hegesztési képzés lépésről lépésre történő ismertetése
A kezdet előtt hegesztés meg kell vásárolni, hogy megvédje a fénysugarakat és az elektróda alatti szikrákat. Védőanyagok:
- arcvédő maszk a szem számára;
- vastag anyagból készült textil kesztyű;
- sűrű anyagból készült munkakabát;
- munka csizma.
A fém hegesztése a munkahely előkészítésével kezdődik. Törölve munkahely 1 m távolságban a különböző zavaroktól távolítsa el az összes éghető anyagot a helyszínről hegesztés céljából. Nem messze az inverter-hegesztés helyétől, egy vödör vízzel van felszerelve. Folyamatos levegőáramlást biztosít, ventilátort telepíthet a hűtés javítására. Olyan helyen, ahol hegesztési munkát végeznek, a por és a vízgőz nem halmozódhat fel.
Meghatározza, hogy az utasításoknak megfelelően hogyan működik folyamatos üzemmódban. Ezt a paramétert az inkluzív együtthatónak nevezzük. 100% -os együttható értékkel a frekvenciaváltó 10 percen keresztül maximális árammal működhet. Ha az együttható értéke 60-70%, akkor a hegesztés folytatása 6-7 percig történhet a hegesztőgép későbbi leállításával. A készülék 4 percen belül nem tartalmazza.
Ellenőrzi a kábelezés helyességét, az elektródatartók jelenlétét. A fővezetékhez való csatlakozáshoz használt vezetéket az aktuális teherbíró képesség alapján kell kiválasztani, legfeljebb 500 A lehet.
Ellenőrizzük az inverter földelésének jelenlétét és működési állapotát, az elektródákat a hegesztendő elemek vastagsága alapján választjuk ki. A kiválasztott elektródok vastagságának megfelelően állítsa be az értéket hegesztési feszültség. A hegesztők, kezdők és nem csak a hegesztők segítése érdekében a megfelelő táblázatot a készülék testére alkalmazzák. Ha az áram erőssége alacsony, az ív nem gyullad ki, ha magas, az elektróda tapadhat.
2017. március 23.
Ismerje meg, hogyan kell megfelelően főzni inverter hegesztés
Ahhoz, hogy megértsük, hogyan kell megtanulni, hogyan kell főzni egy hegesztő inverterrel, először meg kell találnia, hogy pontosan ezek az eszközök. A hegesztő frekvenciaváltó meglehetősen kompakt felépítésű, sokkal könnyebb egy helyről a másikra szállítani, mint egy hagyományos hegesztőgép, amely egy transzformátoron alapul. Emellett a modern eszközzel való munka sokkal kényelmesebb.
A fémelemek frekvenciaváltóval történő hegesztése csak akkor lehet megbízható, ha legalább a hozzávetőleges eszközét ismeri. Először is, ennek a berendezésnek a kialakítása nem túl sok helyet foglal el: minden szükséges alkatrészt egy kis fémdobozba helyeznek, amely nem haladja meg a fél méter hosszúságot, általában nem több, mint 20 cm szélességet és körülbelül 30 cm-es magasságot. kg.
Működésének alapelve az, hogy megfelelő erővel és feszültséggel rendelkező elektromos áramot állítson elő. A frekvenciaváltó a hegesztett felület területén egy 220 V-os váltakozó feszültségből származó egyenáramot állít elő.
Az eszközöknek mindig két terminálja van - a katód, vagy egy negatív töltésű vezető és az anód - pozitív. Az egyik az elektród csatlakoztatására szolgál, a másik pedig a hegesztendő fémhez van csatlakoztatva. A feszültség megkezdése után egyetlen elektromos áramkör alakul ki. Ha enyhe hézagot érünk el, amelynek mérete csak néhány milliméter lesz (általában nem több, mint 8), akkor ezen a helyen a levegő ionizálódik és a megfelelő elektromos ív keletkezik.
Ahhoz, hogy megfelelő módon megtanulják, hogyan kell főzni egy frekvenciaváltóval, meg kell érteni, hogy a hő nagy része elektromos ívben keletkezik, amely körülbelül 7000 fokos hőmérsékleten ég. Ez lehetővé teszi, hogy megolvassa a hegesztett fémlemez széleit.
Amikor az ív szikrázik, nemcsak a fém szélei, hanem maga az elektróda is megolvad, ennek eredményeként mindezek az anyagok összekeverednek egymással. Ha a hegesztési munkákat rosszul végzik, akkor a salak, amely általában a sűrűségnél sokkal kisebb, mint a fém, a fémnél vastagabb marad. Ez jelentősen csökkenti a kapott eredmény minőségét hegesztett kötés.
Általában a salak a felszínre jut, és nem teszi lehetővé, hogy a hegesztett elemeket a levegőben lévő oxigénnel oxidálják, vagy elkezdenek felszívni a nitrogént a környezetből. Miután az olvadt fém keményedik, egy hegesztés jön létre.
A hegesztés fő paraméterei
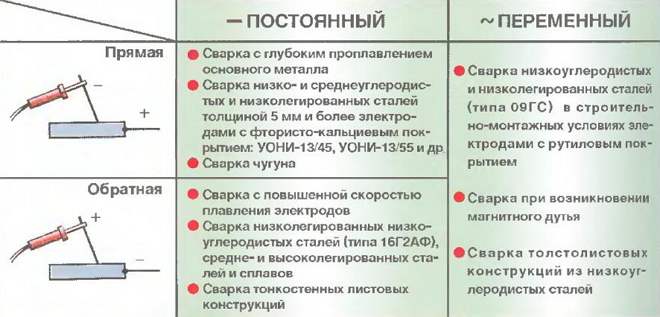
Ahhoz, hogy megtanulhassuk a tapasztalt típusú hegesztők tapasztalatait, olyan fogalmat kell kezelni, mint az áram polaritása, mert közvetlen és fordított lehet. Az első akkor keletkezik, ha az áram a katódból az anódba áramlik. A fordított polaritás az ellenkező helyzetből ered.
Ha valaki tudja, hogyan kell helyesen főzni, akkor meg fogja érteni, hogy a legmagasabb hőmérséklet a terminálon alakul ki, amelyből az áram folyik. Közvetlen polaritás esetén a hőmérséklet közvetlenül az üresen lesz. Általában ezt a technológiát olyan hegesztők használják, akik most kezdik megérteni a hajó alapjait.
a fordított polaritás magasabb hőmérséklet alakul ki az elektródán. Ez a technológia kis vastagságú fémlemezekkel, valamint olyan fémekkel való munkavégzés esetén hasznos, amelyek nem túlságosan reagálnak a túlmelegedésre, ami a munkadarab károsodásához vezethet.
Az elektróda vagy a hegesztett huzal vastagságának fontos szerepe. Ez a mutató közvetlenül függ a hegesztendő alkatrészek vastagságától. Elvileg ezt az indikátort az aktuális szilárdság kiválasztásakor el kell utasítani. Kiderül, hogy minél nagyobb az elektróda vastagsága, annál nagyobb az elektromos áram táplálása.
Azt is szem előtt kell tartani, hogy az áramintenzitást közvetlenül befolyásolja a varrás helyzete - vízszintes, függőleges, mennyezeti és így tovább. A frekvenciaváltó hegesztésének fokozatos elsajátításához gondosan tanulmányozza a táblázatot, ahol a megfelelő áram erősségeket, az elektródok átmérőit és a hegesztett munkák teljesítményére vonatkozó egyéb fontos mutatókat adják meg.
Melyek az inverter főbb pozitív tulajdonságai?
Az inverter gép sokkal kényelmesebb a hegesztéshez. Még a többség professzionális hegesztők Azt mondják, hogy ez a technológia sokkal jobb és egyszerűbb, mint egy primitív transzformátor. A termék használatának köszönhetően nemcsak az ív könnyen kialakítható, hanem a lehető legstabilabb is.
Az ilyen hatás megakadályozza a fém fröccsenését. Az inverter is jó, mert számos különféle további jellemzőt biztosít. Különösen az egyik leghasznosabb funkció az ún. „Hot Start”, amely lehetővé teszi, hogy a hegesztési áramot a munka kezdetén a lehető legerősebbé tegye. Ez sokkal könnyebb és gyorsabb ív kialakítását teszi lehetővé.
Egy másik jellemzője az Strong Arc. Ez az elem csak akkor aktiválódik, ha az elektróda túl közel van a hegesztett elemekhez. Ilyen fejlesztés esetén az eszköz automatikus üzemmódban növeli az áramot. Ez lehetővé teszi, hogy a fém a lehető leggyorsabban megolvadjon, hogy az elektróda ne tapadjon a munkadarabokhoz.
A harmadik hasznos minőségű az "AntiZalip" opció. Ha szükséges, az elektromos áramot a lehető legkisebbre teszi, hogy az elektróda nagyon gyorsan leváljon a fémfelületről, és folytassa a munkát. A funkció nagyon hasznos azok számára, akik még nem teljesen kitalálták, hogyan kell megfelelően elszakítani az elektródát a munkadarabról.
Az inverter meglehetősen gazdaságos eszköz. Ha 3 mm átmérőjű elektródokat veszünk figyelembe, akkor a minőségi használathoz elegendő a 4 kW teljesítményű feszültség beállítása - ez teljes mértékben megfelel két elektromos vízforraló normál párhuzamos csatlakozásának.
A tervezés hatékonysága az elektromos áram fogyasztása szempontjából lehetővé teszi, hogy szó szerint egy szezonon belül igazolják az inverterhegesztőgép meglehetősen magas költségét.

Milyen biztonsági intézkedéseket kell követnie?
Hogy megtudja, hogyan kell főzni az invertor hegesztését, először meg kell értenie az alapvető biztonsági előírásokat. Az a tény, hogy a hegesztési munkák különösen veszélyesek az emberi egészségre és életre, ezért óvatosan kell megközelíteni őket.
- A munka megkezdése előtt tisztázni kell a környező területet a fából készült tárgyaktól és más dolgoktól, amelyek gyorsan gyulladhatnak. Ez a pillanat nagyon fontos azok számára, akik most kezdik meg a hegesztést. Az elektródák, salak, olvadt fém nagyon magas hőmérsékletű, ami gyors gyújtást okozhat.
- Szűk ruhákat kell viselni, amelyek a lehető legteljesebb mértékben lefedik az egész testet: hosszú szűk nadrág, kabát vagy hosszú ujjú kabát. Ez úgy történik, hogy az olvadt fém cseppjei ne kerülhessenek a bőrre, és komoly termikus égést okozhassanak.
- A szemet és az arcot speciális maszkkal kell védeni, beépített sötét üveg vagy világos szűrővel. Nem enged napfénybe, de az ív égése tökéletesen látható lesz, és ez a szűrő lehetővé teszi, hogy gondosan mérlegelje, hogy a fém megolvadjon és kitölti a hegesztést.
- Ha az ív ég, de a fémhegesztés nem történik meg, akkor ez jelezheti a készülék meghibásodását, vagy nem elegendő áramot. Hozzáadhatja azt a berendezés munkalapjához. Ha ez nem segít, akkor a szerszámnak azonnal le kell feszültségmentesítenie, hiszen valamilyen törés volt benne. Ez áramütést okozhat.
- Szigorúan tilos nedves időben, túl alacsony hőmérsékleten és más kedvezőtlen légköri jelenségeken dolgozni, mert gyakran áramütést is okoz.
- Nem szabad megfigyelni a védőüveg nélküli hegesztés működését vagy teljesítményét - ez súlyos szaruhártya-égést okoz, amelyből néhány napon belül helyre kell állnia. Ennek a tervnek az égése más: a gyenge fokot a fényes foltok megjelenése jellemzi; az átlagfok a homokban lévő szemmel való érzéssel kezdődik; súlyosak részleges vagy abszolút látásvesztést okozhatnak.
Hogyan lehet meggyújtani az ívet?
Azoknak, akik megpróbálják kitalálni, hogyan kell megtanulni, hogyan kell főzni egy hegesztő inverterrel, először megfelelően kell meggyújtaniuk az ívet, és az egész munkaidő alatt meg kell égetniük.
Az első szakaszban a terminálokat csatlakoztatni kell attól függően, hogy a polaritás működik - közvetlen vagy fordított. Ha jelenleg nincs tapasztalat a hegesztés terén, akkor csak közvetlen kapcsolatot kell használni. Jobb, ha a kezdő hegesztő olyan univerzális elektródákat használ, amelyek alkalmasak a legtöbb fémre: átmérőjük 3 mm.
Nem kívánatos vastagabb elektródák használata, mivel ezek az ív súlyos oszcillációját és instabil égését okozhatják. Az ilyen fogyóeszközökkel való munka megköveteli a legjobb készségeket.
Először 100-ra kell állítania az aktuális erőt. A nem szokásos maszk használata kényelmetlenséget okozhat, de feláldozhatja, hogy megőrizze a látást. Az ív közvetlen meggyújtása előtt a fémet enyhén kell kopogtatni egy elektródával, hogy le lehessen zárni a bevonatot a szélétől.
Az ív gyújtása az alábbi módok egyikének lehet:
- egy karcolás;
- könnyű érintés.
Ha figyelembe vesszük az összes figyelembe vett pontot, nem lesz túl nehéz kitalálni, hogyan kell főzni egy hegesztő inverterrel. Ezenkívül különböző anyagokhoz is használható.
2017. március 28.
Inverter hegesztési órák kezdőknek
A modern hegesztési munkák különböző módszerek alkalmazásával járnak, nem csak a hagyományos hegesztés gázégő, hanem ultrahang- és elektrongerendák is. De életkörülmények előnyös módszer az egyszerű munka elektromos ívhegesztés inverter használatával. Ez a módszer egyszerű, bár megköveteli, hogy megfeleljen a varrás kialakításának bizonyos szabályainak és technológiájának. Ahhoz, hogy ezt a módszert megismerhesse, a kezdők számára használhatja az inverter-hegesztés alapjait.
Az elektromos hegesztés a leggyakrabban használt módszer, amely az alkatrészek erős és tartós csatlakozását biztosítja. A módszer a műanyag deformáció elvén működik, amelyben az elektród elemi részecskéi behatolnak a csatlakozó részek alapanyagainak szerkezetébe. Ennek eredményeként az új molekuláris kötések a legerősebbek.
Az inverter segítségével történő hegesztéshez az alábbi módszereket használjuk:
- Gázprés az acetilén-oxigén keverék részvételével. A módszert nagy teljesítménymutatók jellemzik, nemcsak a mindennapi életben, hanem a gáz- és olajiparban is, a főutak építésében, a mérnöki, építőmérnöki munkában.
- Az érintkezős hegesztést alacsony feszültségű elektromos árammal végzik, de nagy szilárdsággal. A módszer helyszíni hegesztést, csikket vagy varratok kialakítását foglalja magában.
- Bizonyos esetekben a következő típusokat használjuk: termit, súrlódás, elektroszag vagy görgő.
Hogyan válasszuk ki a megfelelő berendezést
Inverter hegesztés a kezdőknek a megfelelő felszereléssel kezdődik. Jelenleg nagy választék van a piacon. hegesztőberendezések háztartási munkára vagy szakemberre. A vásárláskor nem ajánlott olyan készülékek, amelyek nem túl olcsóak, mivel képesek lesznek biztosítani az ív stabilitását, ami gyenge hegesztési behatoláshoz és gyenge minőséghez vezet. Ezen túlmenően az ilyen készülékeknél a feszültség gyakori "elhagyása", súlyuk túl nagy.
Elektromos hegesztéshez kétféle berendezést használhat: egyenirányítók és inverterek. Az egyenáramú egyenáramú egyenáramú egyenáramú átalakítók, amelyek ívstabilitást és jó hegesztési minőséget biztosítanak. Az inverterek nemcsak a váltakozó áramot egyenáramokká konvertálják, hanem pontosan a hegesztésre leginkább megfelelő feszültséget is biztosítják. Ezenkívül ezek az eszközök könnyűek és kompaktak, teljesítményük meglehetősen magas.
Az inverterek a leghatékonyabbak elektromos hegesztés a nagy teljesítmény, a gazdaságosság és a tömörség miatt.
Külsőleg a frekvenciaváltó hasonlít egy 3-7 kg súlyú dobozhoz egy hordtáskával és hűtőhálóval. Az elülső panelen a védelmi működés, a hálózat, az áramszabályozás, a kábelcsatlakozók, a be- és kikapcsolókapcsolók jelzői vannak. A standard készlet 2 kábelt tartalmaz az elektródák tartójával és a készülék csatlakoztatásához.
Elektródák hegesztéshez
A kezdő hegesztők munkájának alapjai a tanulás, hogyan válasszuk ki az elektródákat, amelyek áramot szolgáltatnak az alkatrészek csatlakozási pontjához. Kezdőknek ajánljuk az olvadó vegyülettel ellátott rudakat, szilárd és könnyen kezelhető rudakat, így még egy tapasztalatlan mester is egyenletes varrást készít. A tapasztaltabb hegesztők számára jobb, ha olvadt porból készült huzalelektródákat használnak.
A választás során nagy figyelmet kell fordítani az elektród átmérőjére. Az optimális méret 3 mm, a vékony lemezeknél vékonyabb rudak, masszív és összetett szerkezetekhez - nagy átmérőjű -.
Szükséges a választás is műszaki jellemzők inverter, a csatlakoztatandó felületek típusa és a fém tulajdonságai. Például általában 3 mm-es rudakat használnak, a hegesztőáram 110-120 A lesz. Ebben az esetben 4-5 mm átmérőjű rudakra van szükség nagy fémvastagsággal, az áram pedig 140-160 A.

Biztonsági berendezések
A hegesztés megkezdése előtt gondoskodnia kell a védelemről. A hegesztő felszerelése a következőket tartalmazza:
- leggings (speciális vászonkesztyű);
- köpenyt, amely védi a testet a fémcseppektől és szikráktól;
- maszk (a maszk fényszűrőit a munkakörülmények függvényében választják ki);
- légzőkészülék (zárt térben való munkavégzéshez szükséges);
- csizma gumi talppal.
A poggyászokat általában magas magasságú hegesztéskor használják, mennyezeti munkákhoz, más esetekben nagyon sűrű anyagból készült kesztyűt használhatnak. Biztonsági okokból a munkahely közelében egy homokot vagy vizet tartalmazó tartály kell lennie.
Kezdő útmutató
A kezdők számára történő elektromos és gázhegesztés a munka és a berendezések használatának alapja. A tapasztalt kézművesek azt javasolják, hogy az elektródával ellátott kábelt csatoljanak a testhez, majd egy könyökkel és óvatosan nyomjuk meg (a kábelnek meg kell tartania a szabadságot), hogy az alkarot a kezébe tekerje. Ez biztosítja a hegesztés legmegfelelőbb feltételeit, amely alatt a kéz szabad lesz.
Figyelem: A csupasz kézzel végzett munkát nem lehet elvégezni, kötelező hosszú ruhát használni!
Az előkészítés után a frekvenciaváltóra a hegesztés és az elektród anyagának függvényében áram keletkezik, majd állandó pozíciót kell venni, a könyöket kissé el kell távolítani a testtől, le kell engedni a maszkot és elkezdeni a munkát. Kezdőknek ajánlott a hegesztést 20 cm-nél nagyobb méretű alkatrészekkel kezdeni, ez lehetővé teszi, hogy hosszú munkadarabokkal dolgozzon, és megfelelően lélegezzen. Az újoncok egyik leggyakoribb hibája a rövid alkatrészek egy lépésben történő hegesztése. Ennek eredményeként nehéz lesz nagy területeken dolgozni, és ez hátrányosan befolyásolja a varrás minőségét.
A bugyokat az asztalra kell rögzíteni, majd az elektródát derékszögben kell elhelyezni, és a varrás oldalára kb. 30-45 fok. A rúd és a felület közötti távolságnak 2-3 mm-nek kell lennie, a hátsó szöggel történő hegesztésnél a lejtő a varrás felé irányul, az előremenet szögével az elektróda elfordul a varrattól.
Figyelem: Hegesztéskor az elektróda megolvad és mérete csökken, ezért folyamatosan figyelni kell a távolságot és meg kell tartani a szöget!
Az elektróda gyújtása két módszerrel:
- csípés (a rudat a felületen kell tartani);
- megérintésével (az elektródát könnyen be kell ütni a felületre merőleges helyzetben).
Ha a rúd új, akkor azonnal felgyullad, a már használtaknál már hosszabb ideig kell kopogtatni, mivel a salakfilm a munka végén marad. A modern inverterek megkönnyítik az indítást, ehhez használhatja a Hot Start funkciót. Kezdők számára a tapadásgátló funkció kiváló, vagyis az utóégő, amely bekapcsol, amikor a rúd túl gyorsan közeledik a felszínhez. A ragasztás ellen egy másik kényelmes opciót használhat - az Anti Stick funkció gyorsan lekapcsolja az áramot, amikor ragaszkodik, ami megakadályozza a készülék túlmelegedését.
Közvetlenül az ív megjelenését követően 3-5 mm-es rést kell létrehozni és egy helyen tartani. Ez a varrat teljes terjedelmében kiváló behatolást és egyenletességet biztosít. Jobb elkezdeni főzni egy szálvarraton, fokozatosan átállva az összetettebb változatokra, amelyek oszcilláló mozgásokkal rendelkeznek. Ezek olyan módszerek, mint a halszálkás, a spirál, a cikk-cakk és sok más. A varrás végén szükséges az oldalsó fénycsillapító mozgások létrehozása, az elektródot csak a hegesztési fém irányába távolítják el, amely enyhíti a krátert.
Varrásminőség-ellenőrzés
Ellenőrizze a varrat minőségét a munka vége után, nagyon egyszerű, meg kell ütni a kalapácsot a munkafelület mellett. Ha minden rendben megtörténik, a salak teljesen elszáll, és nem marad nyomok - csak sima, sima, optimális szélességű varrás marad.
Ha a salak valamit megragad, a behatolás hiánya, vagyis a túl alacsony hegesztési hőmérséklet. A túlmelegedett varrat egyszerűen ütközik.
A védett gázkörnyezetben a hegesztés sorrendje eltér az elektromos hegesztéstől emelt hőmérsékleten a munkaterületen gázellátással érhető el. Ez a módszer optimális a rézből, sárgarézből, ólomból, öntöttvasból készült alkatrészek összekapcsolására, miután a munka befejeződött, a fém keményíthető vagy vágható. Ennek a módszernek azonban nagy mínusz-fűtése van egy nagy területen, azaz nem alkalmas precíziós munkára vagy kis munkadarabokra.
következtetés
A hegesztés a legnagyobb figyelmet és a munkaszabályok szigorú betartását igényli. Nem nagyon nehéz elsajátítani a hegesztés alapjait, de szükség van arra, hogy szakszerűen megközelítsük a berendezések és az elektródák kiválasztását, a működési módot és a biztonsági szabályokat. Az elsődleges készségek elsajátítása után tovább léphet bonyolultabb munkákhoz, de a kéz előtt nem szerez bizalmat és a mozgások egyértelműségét.
Video inverter hegesztési órák kezdőknek.
Annak érdekében, hogy bármikor elvégezhessük a munkát az otthoni műhelyben vagy a háztartási telekon, az elemek kombinációjával fémszerkezetekelég, ha egy modern hegesztőgépet vásárol, és megtanulhatja, hogyan kell főzni egy hegesztő inverterrel.
A hegesztési munkák már régóta elterjedtek, nemcsak a komoly termelésben, hanem a mindennapi életben is.
Az inverterhegesztő gépek tervezése és előnyei
Nagyobb népszerűség inverter berendezés az otthoni kézművesek számára az a tény magyarázható, hogy ilyen kompakt készülékeknél, amelyek szintén kis súlyúak, kiváló minőségű, megbízható és pontos hegesztett kötéseket készíthetünk, még magas képzettség nélkül is.
Bármely hegesztő inverter kialakítása olyan elemekből áll, mint:
- tápegység egyenirányító egységgel és szűrővel;
- inverteregység, amely az egyenáramot nagyfrekvenciás váltakozó áramgá alakítja;
- a nagyfrekvenciás áramfeszültség nagyságának csökkentésére szolgáló transzformátor;
- teljesítmény-egyenirányító kialakítása egyenáram az eszköz kimeneténél;
- elektronikus egység, amely az eszközvezérlés funkcióit végzi.

Az inverterek tervezése során megvalósított innovatív technológiák lehetővé teszik, hogy különleges problémák ne szülessenek kiváló minőségű hegesztett kötések kialakításában. Kompaktságuk miatt ezek az eszközök nem sok helyet foglalnak el, és könnyű súlyuk (5–15 kg) miatt könnyen mozgathatók bárhol.
Ha megtanulja, hogyan kell megfelelően működni, akkor bármilyen fémszerkezetet készíthet. Minden új frekvenciaváltóhoz hozzá van rendelve egy utasítás, amelyből a berendezés tulajdonosa sok hasznos információt megtanulhat: hogyan kell megfelelően csatlakoztatni az eszközt, milyen elektródát kell választani ahhoz, hogy ebből vagy a fémből származó termékeket stb.
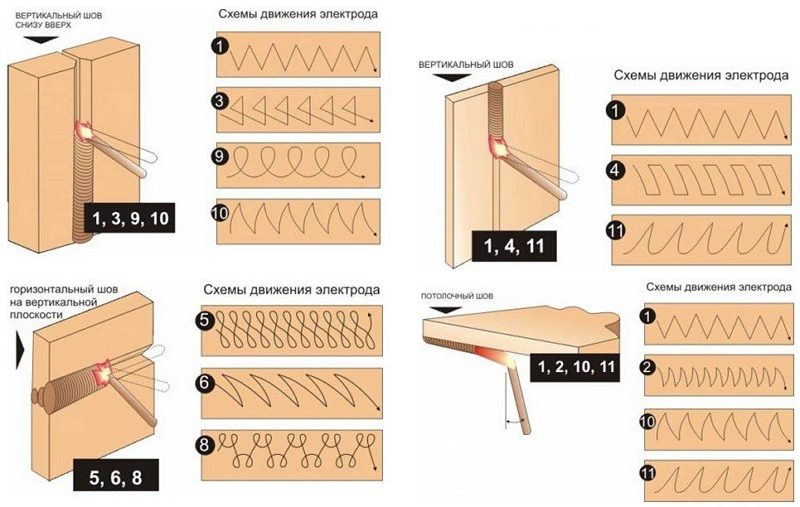
Az elektróda mozgási módjai a varrás típusától függően (kattintson a nagyításhoz)
Azonban gyakran egy otthoni mester kezében van inverter egység, az utasítás, amelyet nem fordítanak oroszra, vagy egyáltalán nincs jelen. Nagyon fontos, hogy helyesen tanuljunk, mert véletlenszerű akciókban nehéz lesz a kiváló minőségű fém előállítása. Ezenkívül szembesülhet a berendezések meghibásodásával.
Ha azonban betartja az általánosan elfogadott szabályokat, akkor bármilyen inverter-modellen dolgozhat, és hatékonyan megoldhatja az összes feladatot. Miután gondosan megvizsgálta ezeket a szabályokat, nézze meg a képzési videót, amely segít az elméleti anyag vizuális bizonyítékokkal való megerősítésében.
Hogyan készítsünk felszerelést a munkához
A fém főzésének megkezdése előtt készítsen el minden szükséges felszerelést a biztonság érdekében: hegesztő maszk, vastag anyagból készült speciális ruhák, munkaruhák és kesztyűk, amelyeket sűrű anyagból kell készíteni.

Ahhoz, hogy a hegesztés kiváló minőségű legyen, a megfelelő elektródákat kell kiválasztani. Ezek típusát és átmérőjét a fémből, amelyből a csatlakozandó részek készülnek, az utóbbi vastagságától, valamint a hegesztési módoktól függően választjuk. Mivel a hegesztendő lemezek felületét óvatosan meg kell tisztítani, elő kell készítenie egy kefét fémszálas sörtékkel.
Az inverter elektromos hálózathoz történő csatlakoztatása előtt ellenőrizni kell, hogy a hálózati paraméterek megfelelnek-e a csatlakoztatott berendezés jellemzőinek.
Ilyen paraméterek közé tartozik az elektromos áram erőssége és a feszültség nagysága, amely a frekvenciaváltó útlevelében meghatározott időközönként történik. Csatlakoztassa a készüléket a készülékhez a hálózatra, ami megakadályozza a berendezés károsodását, ha elektromos áramkörében rövidzárlat lép fel, vagy a feszültség értéke más okból drámaian megnő.

A hegesztés előtt ügyelni kell a munkaállvány állapotára is. A frekvenciaváltót sík felületre kell szerelni, és a ház körül elegendő helyet kell biztosítani annak érdekében, hogy a levegő szabad mozgását biztosítsa, ami miatt a készülék természetes szellőzése zajlik. Ne takarja le a készüléket olyan ruhával, amely korlátozza a levegő áramlását a szellőzőrácsokhoz.
A hegesztési folyamatot az olvadt fém magas hőmérséklete és fröccsenése kísérte, ezért a munkaterületen nem szabad gyúlékony, gyúlékony és robbanásveszélyes anyagot elhelyezni.
![]()
Miután az összes előkészítő intézkedés befejeződött, a biztonsági követelmények teljesülnek, az alábbi lépéseket tehetjük:
- a tápkábel és a földkábel csatlakoztatása az inverter megfelelő csatlakozóihoz;
- a súlykábel rögzítése a főzendő alkatrészekre (erre egy speciális klip van);
- a készülék csatlakoztatása a hálózathoz és a hegesztési módok beállítása;
- rögzítse az elektródát a hegesztő tartóba.
Az ilyen intézkedések következetességét és pontosságát jól mutatja a képzési videó. Most, hogy az inverter csatlakoztatva van a hálózathoz, és az elektróda a tartójában üzemkész, elkezdheti a hegesztést.
Az inverteres eszközök segítségével történő hegesztés jellemzői
Az első dolog, amit meg kell tennie ahhoz, hogy a frekvenciaváltóval való forralást elkezdjük, az elektromos ív elindítása az elektróda és az elektróda csúcsa között. Ehhez az utóbbiak feltűnő mozgást hajtanak végre a munkadarab felületén, aminek következtében fényes vaku jelenik meg. Az ív zónájában lévő fém megolvad. Az edzés videó megtekintésével megtanulhatja, hogyan kell helyesen meggyújtani az íveket, és gyorsan megteheti.
A hegesztés során fontos nyomon követni az ívhosszat, amely nagyjából megegyezik az alkalmazott elektród átmérőjével (ebben az esetben az alkatrészek egyenletesen elolvadnak, ami lehetővé teszi a jó minőségű hegesztést). A teljes hegesztési folyamat során biztosítani kell, hogy az ilyen behatolás egyenletesen történjen.
A hegesztés minőségét és megbízhatóságát befolyásolja az inverter tápkábelének és a földkábel csatlakozásának polaritása is. A megfelelő polaritás kiválasztásához pontosan meg kell tudni, hogy milyen anyagból készülnek az alkatrészek. Az acélok és egyéb fémek legtöbbje egyenes polaritásban főzött, csak néhány ötvözetet fordítottak egymáshoz.
A modern hegesztő inverterek kialakítása biztosítja a működési áram zökkenőmentes és hatékony szabályozását, ami az ilyen eszközökkel való munkát a kezdő hegesztők számára is egyszerű és kényelmesvé teszi. Megítélheti, hogy a hegesztőáramot számos tényező hibásan választja ki. Tehát, ha túl kicsi, akkor a hegesztés túl konvex és keskeny, így az ilyen esetekben a részletek rosszul megolvadnak. Ha az áram túl magas, akkor az olvadt fém intenzíven permeteződik, és az egyesítendő alkatrészek felszínén égés léphet fel.
A hegesztőáram erőssége attól függ, hogy melyik elektródát akarja főzni. Így, ha az 1–3 mm átmérőjű elektródokkal egy-három milliméter vastagságú hegesztést alkalmaznak, a hegesztési áramerősség 20–60 A tartományban van kiválasztva. Ha nagyobb átmérőjű rudakat használnak, amelyek 4-5 mm vastagságú fémek hegesztéséhez használhatók A hegesztőáramot 100 A-on belül választjuk.
A képzési videón keresztül vagy egy szakképzett szakember munkáját figyelve a kezdő hegesztők gyakran érdeklődnek abban, hogy a salakot a kész hegesztés felületéről lemásolja. Ez azért történik, hogy először is ellenőrizzük a hegesztés minőségét, másrészt, hogy a kész ízület vonzó megjelenését biztosítsuk. A hegesztés során a hegesztés során elszenvedett összes hiba látható.

Természetesen nem számíthat arra, hogy a kezdő hegesztők (vagy az úgynevezett vízforralók) azonnal szép és kiváló minőségűek lesznek hegesztések. A szakértelem - beleértve a hegesztést is - nem jön közvetlenül az elméleti anyag megismerése és a videó megnézése után, csak a tapasztalatból nyer.
Hogyan válasszuk ki a hegesztő invertert és az elektródákat
A megfelelően kiválasztott elektródák fontos szerepet játszanak a jó minőségű és megbízható hegesztett kötések kialakításában. A videó kiválasztásakor lehetetlen tanulni, hogy ezek közül választhassunk, ezért kövesse az általánosan elfogadott ajánlásokat és az alábbi elveket.
- Közepes és alacsony szénacélú acélokkal végzett munka során szénelektródákat használnak.
- Az ötvözött acélokat a GOST 10052-75 és a 9466-75 szerint gyártott elektródok segítségével forraljuk.
- Az OZCh-2 termékeket öntöttvas termékek hegesztéséhez alkalmazza.
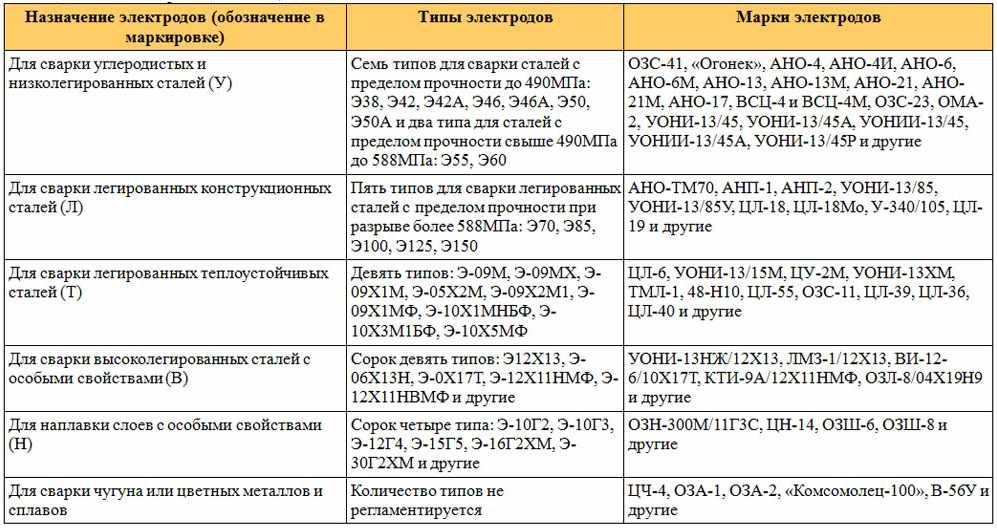
Elektróda szerinti osztályozás cél és cél szerint (a nagyításhoz kattintson)
A hegesztési munkákhoz használt háztartási elektródák leggyakoribb márka az SSSI. A fémből készült szerkezetek, amelyek nem igényelnek nagyobb követelményeket, az ANO és az MP-3 főzött termékek.
Ha hegesztő invertert kíván vásárolni otthoni műhelyben, a kertben vagy a házban, kövesse ezeket az ajánlásokat.
- A hegesztőáram maximális értéke 160–200 A. Jobb, ha azonnal vásárol egy olyan gépet, amelyben ez az érték elég magas lehet, mivel a szerényebb paraméterekkel rendelkező berendezések nem adnak lehetőséget arra, hogy nagy vastagságú részeket alkossanak.
- A terhelés nélküli feszültség nem haladhatja meg a 90 V értéket, jobb, ha olyan frekvenciaváltókat választunk, amelyekre ez a paraméter 50-60 V tartományban van.
- A befogadás időtartama (PV) (olyan paraméter, amely azt jelzi, hogy mennyi ideig tud működni a készülék megszakítás nélkül) 40–80% -on belül.
Tekintettel arra, hogy a háztartási villamos hálózatok feszültsége nagyon instabil, és gyakran jelentős ugrásokkal és esésekkel jellemezhető, jobb, ha a frekvenciaváltót széles tápfeszültség-tartományban tudjuk működtetni.
Az elektromos hálózatok ilyen jellemzőinek hegesztésére gyakorolt hatás kiküszöbölésére inverteres hegesztőgépet választhat




