Milyen áramot kell kitenni a fém elektromos hegesztésére 2. Hegesztés vékony lemezek vékony elektródáival
A hegesztés még vékony fém inverteres berendezésével is gyakran válik a tapasztalt hegesztők körében bizonyos nehézségek előfordulásának oka. Az a tény, hogy itt teljesen eltérő szabályokat kell vezérelni, mint a jelentős vastagságú elemek összekapcsolása.
Először is meg kell jegyezni, hogy a túlságosan meleg vékony fém szigorúan tilos, mivel az ég, és lyukak jelennek meg a szerkezetében. Ebben a tekintetben az elektróda a lehető leggyorsabban hegesztve elég vékony fémlemezeket, anélkül, hogy félreteszné.
A viszonylag vékony fém hegesztésével kapcsolatos további nehézség az, hogy kis áramokat kell használni, ezért rövid ívben kell hegeszteni. Ha még egy kisebb megszakítás is bekövetkezik, az ív kialszik. Bizonyos esetekben még gyújtás esetén is nehézségek merülnek fel, ezért jó volt-amper tulajdonságokkal rendelkező eszközöket kell használnia, a készüléknek lehetővé kell tennie, hogy az áramot zökkenőmentesen állítsa be, különösen argonnal történő hegesztéskor.
Félautomata inverter egység lehetővé teszi, hogy megkapja a legjobb minőségű vegyületet, amely elég erős és tartós lesz. Ha egy személynek nincs elegendő tapasztalata a félautomata hegesztés használatában, akkor a legjobb, ha valamilyen tapasztalatot szereznek a vastag elemek hegesztése terén, csak azt követően, hogy egy vékony fémhez csatlakozik. Az a tény, hogy a vékonyabb acél, annál nehezebb lesz egy megbízható varrás.
A félautomata fő pozitív jellemzője hegesztőberendezések képességük, hogy tökéletesen működjenek alacsony áramoknál és kis feszültséggel.
Meg kell hallgatni az élményt professzionális hegesztőkakik azt javasolják, hogy vigyázzanak saját biztonságukra. A fémek hegesztésekor speciális védőmaszk szükséges, amely túlságosan világos sugárzással megvédi a szemet a sérülésektől.
Az argonhegesztéshez használt elektródák vastagsága nem lehet túl nagy - maximális átmérőjük 2,5 mm. Az inverter lehetővé teszi, hogy nagyon gyorsan beállítsa az áramot. Ez egyetlen fogantyúval történik, és az áram 10 és 200 A között lesz. A vékonyabb az elektróda, és a vékonyabb a hegesztendő munkadarabok, annál kevesebb áram lesz optimális.
Munka technológia
Annak érdekében, hogy megfelelően megértsük, hogyan készítsünk egy vékony fémet egy frekvenciaváltóval, először ki kell derítenünk, hogy mik a munkamódszerek. Sok szakember azt javasolja, hogy az elektródát enyhén szögben tartsa a munkadarabhoz. Ebben az esetben hasznos egy peremezési módszer, amikor az alkatrészek szélei kissé hajlottak, és 10-15 cm-enként a legrövidebb varratokkal csatlakoznak, majd az elemek rögzítése után a varrás teljes hosszában felülről lefelé kell menni.
A vékony fém egy frekvenciaváltóval történő hegesztése gyakran vezet átégés kialakulásához (különösen, ha a munkát megszakítás nélkül végezzük). Az ilyen hiba előfordulásának megakadályozása érdekében az ív egy másodpercre elszakadhat. Ezt követően ugyanarra a helyre kerül, és néhány milliméterrel tovább folytatódik. Ez a módszer időigényesebb, azonban a fém alkatrészek hegesztése magasabb minőségű. Az olvadt fém az ív hiányában kissé lehűl. Ezt jól mutatja a varrás színének változása. Ennek a technológiának a lényege, hogy megakadályozza a túl hosszú ívelválasztást, különben az acél túl sokáig lehűl.
Ha lehetséges egy pontvarrást használni, akkor jobb, ha vékony részek hegesztésekor használja őket. A lényege abban rejlik, hogy kis távolságokat hoznak létre egymástól, ami megtartja az alkatrészeket egy helyen.
argon ívhegesztés Sokkal könnyebb lesz, ha rézlemezt helyezünk a formázó varrás helyére. Az a tény, hogy a réz teljesen eltérő technológiai jellemzőkkel rendelkezik, mint az acél, a hővezető képessége szinte nagyságrenddel magasabb, mint az acélé. Ha a formázó varrás alá tesszük, akkor a legtöbb hőt magába veszi, míg az acél nem túlmelegszik.
Hegesztett horganyzott lemezek hegesztése?
A horganyzott vagy horganyzott acél egy vékony fémlemez, melyet a gyártási folyamat során egy merülő módszerrel feldolgoztak olyan elemekkel, mint a cink. Ha szükség van ilyen elemek csatlakoztatására, akkor a hegesztendő élek cinkbevonatát teljesen le kell tisztítani. Hajtsa végre az alábbi módszerek egyikét:
- Mechanikusan távolítsuk el a réteget - sarokcsiszolóval és csiszolótárcsával, fémkefével vagy csiszolópapírral;
- Hegesztéssel történő kiégetéshez - a cink körülbelül 900 fokos hőmérsékleten elpárolog, ezért szükséges, hogy az elektródot a formázott varrat mentén kétszer átmásolja. Ebben az esetben azonban emlékeztetni kell arra, hogy a cinkgőzök rendkívül mérgezőek, így az ilyen munkákat szabadban vagy jó szellőzésű helyiségben végezhetik.
Minden egyes menet után az elektródának el kell távolítania a folyadékot a munkadarab felületéről. Amikor a cinket teljesen eltávolítjuk, a fémet önmagában hegesztik. A legjobb minőségű kapcsolat eléréséhez kétféle elektródát kell használni.
A varrat alapja a rutil bevonattal ellátott anyag alapján készül, és a lehető legnagyobb gondossággal kell kialakítani a varratot, elkerülve a túl erős rezgéseket. A szélezetet sokkal szélesebbre kell tenni. Ehhez a szokásos bevonattal ellátott standard elektródák alkalmasak.
Hogyan válasszunk egy polaritást?
Megbízható hegesztett kötés meg kell választani a megfelelő paramétert, például a polaritást, és lehet közvetlen vagy inverz:
- A közvetlen polaritás nem túl magas hőmérsékletet biztosít, és a fém vastagságában a hő egy keskeny, de mély területbe kerül;
- A fordított polaritás magasabb hőmérsékletet biztosít, és az olvadási régió nem lesz túl mély, de nagyon széles.
Ahhoz, hogy tudjuk, hogyan kell hegeszteni egy vékony fémet, nagyon óvatosan válassza ezt a lehetőséget. Ha pozitív töltést tesz a hegesztendő munkadarabra, akkor a legerősebben felmelegszik. Ha egy pozitív elem csatlakozik a vezetőhöz, az elektróda túlságosan felmelegszik, ami végül a munkadarab égetéséhez vezethet.
Javasoljuk, hogy a vékony fémelemek csatlakoztatásakor fordított polaritást használjon - ebben az esetben az optimális áramerősség elérése lehetővé teszi, hogy a hegesztés kialakulását figyelje, és ezt a folyamatot közvetlen irányítás alatt tartsa. Ha ezt az eljárást a lehető legpontosabban állítják be, akkor végül lehetőség van arra, hogy erős munkadarabot kapjunk a munkadarabon és más hibákon keresztül. A hegesztés során az elektródát a lehető leggyorsabban kell elvégezni. Ezután a végeredmény kielégítő lesz.
A 2 mm-nél kisebb vastagságú fémlapok ívhegesztésének legnagyobb problémája a hegesztett fém egyes részeinek folyamatos behatolásának valószínűsége és a lyukak megjelenése, amelyek később az olvadáshoz nagyon problematikusak. Annak érdekében, hogy ezt a problémát ne érjék el, az anyag megfelelő átmérőjét és a megfelelő hegesztési áramot kell kiválasztani.
Ha egy vékony lapot vastagabbra kell hegeszteni, az átmeneti zóna egyenetlen lehet.
Melyik elektród lenne előnyös?
Mikor kell megjelenni a terméket és a formát hegesztési varrás magas követelményeket nem tesznek például alacsony nyomású csővezetékek vagy fémtartályok hegesztésekor, előállítható hegesztési munkák ode 3-4 mm elektróda 180 A maximális árammal.
Abban az esetben, ha üresen használják a kisebb vastagságú acélt, vagy megnövekedett igények merülnek fel a termék megjelenésén, valamint a varrási szakaszon (a fémszerkezetek csomópontjai, a csatlakozások varratai), a vékony elektródákkal való hegesztést az alábbi alacsonyabb áramértékekkel végezzük:
Ha átfedés van, akkor az áramot 10-15% -kal kell növelni. A T-vegyületek esetében 15-20%. Az ilyen rendszerek speciális bevonatokat igényelnek az elektródák számára, amelyekben az égés stabil lesz, és az ív kis áramlási sebességgel izgatódik. Ennek meg kell felelnie a termék fűtési sebességének, hogy a végén a varrás enyhe sűrűséggel és elfogadható megjelenéssel rendelkezzen.
Jobb az MT-2, OMA-2 elektródákkal vagy hasonló jelekkel ellátott munkák előállítása a vastag vastag rézbélésen, jó hőátadási tulajdonságokkal. Acél bélések használhatók. Ha vékony fémlemezzel dolgozik, a hegesztőnek emlékeznie kell arra, hogy nem kívánatos az oszcillációs mozgások végrehajtása az elektródával keresztirányban.
Előnyös hegesztések.
A 0,5-1 mm vastagságú hidegen hengerelt acéllemezek átlapolódhatnak a felső lap olvasztásával hegesztő elektróda, kivéve a fém áthaladását (1. ábra).
A vékony elektródákkal való hegesztés egy könnyű elektródtartó használatát is magában foglalja, rugalmas, 10 mm átmérőjű elektromos vezetékekkel. Az erő egyenletes beállításához tervezett átalakítók vagy transzformátorok a vékony lemez acélhegesztés alacsonyabb módjaira szolgálnak. hegesztőáram. Kívánatos, hogy azok üresjárat nagyobb feszültséggel hajtottuk végre.
A hidegen hengerelt acéllemez 6–10 mm-es, nem fogyasztható elektródával hegeszthető, egyenárammal és adalékanyag nélkül, élkarimával (2. ábra, a). Az elektróda 6-10 mm, az áram legfeljebb 160 A. Az ebben az üzemmódban gyöngyözött élek megolvadnak egy hegesztés kialakulásával. A hidegen hengerelt lemezek hegesztése szénív segítségével nagyon eredményes. Sebessége 70 m / h.
Ha nagyobb vastagságú fémeket hegeszt egy szén-elektródával, huzalt vagy szalagot kell elhelyezni a hegesztési zónában. Olvadáskor a szükséges mennyiségű töltőanyagot képezik, amelyből a varrás képződik (2. ábra, b).

Egyéb alkalmazott módszerek.
A hidegen hengerelt vékony fém ívhegesztése sokkal nehezebb a műszaki teljesítménynél, mint a gáz gázhegesztés továbbra is fémlemez gyártásához használják. Elfogadható eredményeket érhetünk el a fémlemez ívhegesztésével a CO 2 védőkörnyezetében.
A legfeljebb 2 mm vastagságú hidegen hengerelt lemezek nagyon jól hegesztettek egy automata géppel és egy félig automata géppel, kis átmérőjű fluxust és huzalt használva.
A fémlemez leggazdaságosabb hegesztési módja elektromos ellenállás hegesztés, amely lehet görgő vagy pont. Egy ilyen hegesztési módszer lehetővé teszi a legmagasabb minőségű hegesztés elérését, míg a termék deformációja minimális lesz.
A végleges döntés arról, hogy milyen módszerrel alkalmazható a vékony lemezhegesztés, amikor a termék összes paramétere ismert, valamint a gyártás körülményeit és lehetőségeit.
- Főbb követelmények
- Félautomatikus hegesztés: árnyalatok
- Alapvető az alkalmazott elektródákról
- Néhány tipp a hegesztési mesterektől
- Hegesztési folyamat
Az iparban különböző részek gyártásakor nagyon fontos a vékony fém elektródával történő hegesztése. Ez a kérdés ma is a leginkább problémát jelent a kezdőknek a hegesztési munkák elvégzésére, és a tapasztalt hegesztők számára. Különböző termékeket kell hegesztenünk. Például az autó teste nagyrészt vékony acéllemezekből áll. A fémlemez fő felhasználása a termelés jövedelmezőségére vonatkozik.
A hegesztést különböző fémek összekapcsolására használják.
Főbb követelmények
Természetesen ez a fajta hegesztés különleges megközelítést igényel, ráadásul számos speciális technológiai követelmény van.
Amikor egy ilyen fém forralva van, a megfelelő elektród használata nagyon fontos. Az elektród mérete, mérete közvetlen arányban van a fémlemez vastagságával. 3 mm vastagságú acéllemezeknél a hegesztési munkákat 3 mm-es elektródával kell elvégezni. A vékonyabb fémlemezek esetében nagyon vékony elektródák vannak kiválasztva. Például, ha egy lap vastagsága 2,5 mm, akkor egy azonos átmérőjű elektródra van szükség.
Ha egy vékony fém hegesztése történik, szükség van bizonyos mennyiségű hegesztési áramra. Ez a paraméter két értéktől függ:
- áram;
- az elektróda mérete.
Amikor egy 3 mm-es acéllemez hegesztésre kerül, a hegesztési áramot általában 140 A-nál végezzük. Különösen vékony elektróda használata esetén a hegesztési áramot le kell csökkenteni. Általában telepítve van 50 A.
Még egy fontos paraméterha vékony fémvel dolgozunk, az alkalmazott elektródák típusa. A fém kis vastagsága kis áramot igényel, olyan elektródákra van szüksége, amelyek megkönnyítik a szikra és egyenletes égését. Az ilyen elektródok olvadása nagyon lassú. A fémhegesztés folyamata folyadékgá válik.
Vissza a tartalomjegyzékhez
Félautomatikus hegesztés: árnyalatok
Leggyakrabban ma találkozhat automatikus hegesztőgép. Ezt a készüléket kifejezetten vékony fémlemezek hegesztésére tervezték. A legismertebb az inverter.

Különböző fémek hegesztéséhez különböző elektródokkal.
A félautomata eszköz nagyon könnyen eleget tesz az ilyen feladatnak. Mivel különleges beállítást végez, nagyon kevés áramot tud nyújtani. Egy ilyen művelet a következőktől függ:
- a töltőanyag adagolási sebessége;
- áram erőssége
Azonban, mint máshol, először a gyakorlat és a tapasztalat. A semlegesítés lehetővé teszi a folyamatos hegesztést, ha a varratot zökkenőmentesen végzik az alkatrész teljes felületén. Képes hegesztést végrehajtani. Félautomata eszköz használata esetén nem szükséges az elektródát a fémre tapasztani, egyszerűen nyomja meg a kapcsolót a megfelelő pillanatban.
Vissza a tartalomjegyzékhez
Alapvető az alkalmazott elektródákról
Az elektródák fajtái, méretei és bevonatai ma nagyon láthatók. A kis áramú hegesztéshez speciális elektródákat kell alkalmazni. Segít a szikra gyors megjelenésében, támogatja az állandó égést. Egy ilyen elektróda lassan olvad, és folyékony fémet képez. Ennek eredményeként a varrás szép megjelenésű.
Az OMA-2 márka elektródája teljes mértékben megfelel ezeknek a követelményeknek. A bevonat a következőket tartalmazza:
- titán-koncentrátum;
- ferromangán érc;
- lisztet.
A fenti anyagok mellett a bevonat más adalékanyagokkal rendelkezik, amelyek stabil ívégést biztosítanak. Erre van szükség a vékony fém hegesztésekor.
Az MT-2 márka elektródái hasonló tulajdonságokkal rendelkeznek. Könnyen készíthetők nagyon vékony fémből is. Az OMA-2-szel ellentétben azonban a hegesztést csak akkor szabad elvégezni egyenáramés miután fordított polaritás. Ha a hegesztett fémlemezek vastagsága meghaladja az 1 mm-t, a hegesztés váltakozó árammal történhet.
A vékony acéllemezek a gázhegesztéssel jól vannak főzve.
Nagyon jó minőségű varrás jön létre, ami sokkal jobb, mint az elektromos hegesztéssel nyert varrat. De meg kell jegyezni, hogy egy inverter jelenlétében egyáltalán nem szükséges a hegesztéshez szükséges berendezések kifejezett megvásárlása. Nem gazdaságos és nem hatékony. Bizonyos tapasztalatokkal és szakértelemmel elektromos hegesztés esetén jó varrás érhető el.
Vissza a tartalomjegyzékhez
A hegesztési munkák elvégzéséhez:
Az átfedő hegesztés fémlemezek bevonásával történik. Az átfedés mérete az élek állapotától függ. Minél simábbak, annál kisebb az átfedés. Kívánatos, hogy az átfedő lapok mérete meghaladja az 5 mm-t.
A lapok egymás között szoros kapcsolatban kell lenniük. Ehhez használjon bilincseket, szorító konzolokat vagy nehéz nyomást. A lapok között nem lehetnek lumenek, mivel ez a felső lap égését okozhatja.
A hegesztési művelethez a hegesztési áram bizonyos értékét kell beállítani. Ez az érték a következőktől függ:
- elektróda mérete;
- lapvastagság.
Ha az acéllemez vastagsága kisebb, mint 1 mm, a hegesztőáram-paraméternek 40 A-nak kell lennie. 2 mm átmérőjű elektródáknál sokkal kisebb áramot használnak. Ha az átmérő 3 mm, az áram nő.
Mielőtt komoly munkát végezne, egy kis vastagságú fémlemezen kell gyakorolnia. Ennek köszönhetően meg lehet határozni a hegesztőáram optimális értékét. Közvetlen kapcsolatban áll a hálózati feszültséggel és az eszközön beállított értékekkel. A próbahegesztés során bizonyos módon meg lehet dolgozni, hogy a fém ne égjen. Az a tény, hogy gyakran el kell oltania és újra meggyújtania az ívet. Ha egy kicsit késik az elektróda eltávolításával, biztosan megjelenik egy lyuk a fémben.

A hegesztési lapoknak először meg kell ragadniuk magukat. Ehhez kis varrókészüléket készítenek. Általában ezek értéke nem haladja meg a 10 mm-t. Az áthidaló pálya 50 mm, és a teljes csikkhossz mentén készül. A hegesztési folyamatot rendszeresen meg kell szakítani. Az elektróda visszahúzódik az ív eloltásához, majd gyorsan újra meggyullad, az ilyen pillanatokban a fém nem lesz hűtve. Az áram nagysága és a fém vastagságának mérete befolyásolja a folyamatos ív megfigyelésének idejét. Az ív kb. 3 másodpercig ég, ha a fémvastagság kisebb, mint 1 mm.
Bizonyos készségek megmunkálása után elkezdheti a fő technológiai hegesztési folyamat végrehajtását. A lapokat teljesen meg kell hegeszteni. Ehhez a hegesztés történik szakaszos varratok. Egy ilyen varrás megszerzéséhez az elektróda időnként a csukló hideg része felé mozog. Ennek eredményeképpen a fém nem indul el, különösen akkor, ha a csatlakozás hossza nagyobb, mint 200 mm. Ha a folytonos varrat rövid, a vetület minimális. A hegesztésnek a hátsó végén kell kezdődnie, fokozatosan a másik oldalra, majd középre és így tovább.
A nagyon vékony csavarhegesztések hegeszthetők. Egy ilyen művelethez szükséges, hogy a lemez széleinek minimális résük legyen a csukló teljes hosszához képest. A legjobb a hiányosság hiánya. A vékony fémlemez hegesztéséhez speciális alátámasztó alátét van felszerelve. Ez elengedhetetlen, mivel bélés nélkül nagyon nehéz egy nagyon vékony fémlemezzel végzett hegesztési munkát végezni. Azonban, ha van egy hegesztő inverter, kiváló elektródák importálva, az ilyen hegesztés igen elfogadható.
A fém alkatrészek csatlakoztatásához nagyszámú eszköz és hegesztési módszer használható. De amikor a vékony (kevesebb, mint 2 mm-es) kötések összekapcsolására kerül sor, akkor nem minden módszer és eszköz alkalmas erre a célra. Ezt a fémet „vékony lemeznek” is nevezik. Sok területen használják, például:
- autóipar, hajógyártás, repülőgép- és vasúti szállítás;
- mindenféle hajótest szerkezete;
- épületek burkoló részei
A fémhegesztés nem takarít meg otthoni kézműveseket és kézműveseket. Az a tény, hogy hegesztő inverterek a mindennapi életben meglehetősen elterjedt, ésszerű kérdés merül fel: lehetséges-e egy vékony fémhegesztés egy frekvenciaváltóval otthon? hegesztőgép? Ebben a cikkben megpróbáljuk kitalálni, hogyan kell a fémeket egy elektródával megfelelően hegeszteni, megtudni a folyamat finomságát és árnyalatait.
Ha nincs tapasztalata a vékony fém hegesztésében, akkor érdemes először megismerkedni a technológiával és a funkciókkal. A szükséges alkatrészek hegesztése előtt gyakoroljon szükségtelen maradékokat vagy hibás darabot. Aztán látni fogjuk, hogyan viselkedik az elektróda fogyófémje, és hogyan viselkedik az ív. Az inverterhegesztés csak egy kis áramot használ, mert az elektróda és a munkadarab közötti munkacél nem szakítható meg. Bármilyen hegesztéshez védőfelszerelésre és ruházatra van szükség: bőrálló hőálló kesztyű, durva, nem gyúlékony ruházat, hegesztő sisak vagy védőszemüveg, lehetőleg vastag gumi talpú csizma.
Az inverteres berendezéssel végzett hegesztés során elvégzett munka sorrendje
Felkészülés a munkára
Hogyan készítsünk vékony fémeket egy frekvenciaváltóval helyesen tudni, hogy nem minden. Ezért alább lépésről lépésre kezdőknek A vékony fém elektromos ívhegesztésével végzett hegesztés során végzett munka sorrendjét írja le:
- Kiválasztjuk az elektródát és a hegesztőáram nagyságát. Gyakran a hegesztőgép testén az áram különböző fémvastagságokra íródik. Az optimális érték 35-40 A. Válasszon elektródokat a táblázat szerinti vékony fém hegesztéséhez.
- Most helyezze a kiválasztott elektródát a tartóba, és rögzítse a munkadarab földelő kapcsát.
- Fontos törölni, hogy a hegesztendő részek szorosan illeszkedjenek egymáshoz.

Munka végrehajtási folyamat
- A hegesztés ponthegesztő elektródával kezdődik a vékony fém hegesztéséhez az élek mentén, majd egy pont kerül kialakításra a jövő varrásának középpontjában. Tehát a fémnek nincs ideje felmelegedni, és a belső feszültség egyenletesen oszlik el. A pontokat rövid mozdulatokkal végezzük.
- Minden egyes alkalmazás után a hegesztési helyet fémkefével kell kefélni, hogy eltávolítsa a salak nyomait.
- A pontok alkalmazásának folyamata addig folytatódik, amíg el nem kezdik egymást átfedni, és a varrás szilárdvá válik. Fontos, hogy ne rohanjon és hagyja, hogy a fém lehűljön minden egyes pont után, majd a fém nem láncol, és a termék geometriája nem zavar.
- Miután a ponthegesztés megszilárdult, a tömítettség érdekében, egy szilárd varrattal lehet átadni egy nagyon rövid ívben, amely a vakoláson az elektródon alapul, és elég gyorsan kell vezetni.
A tapasztalt hegesztők azt tanácsolják, hogy a hegesztendő felületet a horizonhoz és az ólomhoz képest eldöntse hegesztési varrás alulról felfelé. A varrást „húzzák”, ebben az esetben a salak leereszt, és a hegesztési ív nyomásán keresztül fúj.
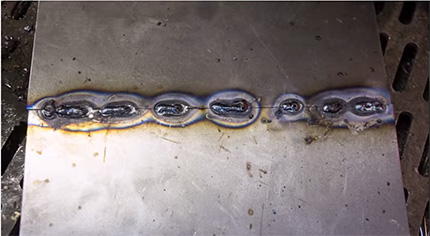
A vékony rétegű fémtermékek hegesztésének fő hátránya az égés, a deformáció és a fém károsodásának nagy valószínűsége. A hegesztő fő oka, pontatlan munkája, később megsérült a termék.
A fentiekből arra lehet következtetni, hogy a vékony fémlemezek elektródával történő jó minőségű ívhegesztése csak az eljárás sajátosságainak és a megfelelően kiválasztott berendezések gondos tanulmányozásával végezhető el. A kívánt ívhegesztést csak egy tapasztalt hegesztő végezheti, aki már kitöltötte a kezét, és megtalálta a szükséges áramot.




