Woni 13 55 a hegesztéshez. Az inverter hegesztéséhez használt elektródák: mit kell tudni
A fő bevonattal ellátott "UONI-13/55" hegesztő elektródokat széles körben használják a kritikus szerkezetek hegesztéséhez. A hegeszthető elemeket alacsonyan ötvözött és hegesztett anyagból kell készíteni szénacél (például: 10ХСН2Д, 48КС acélok stb.), amelyek váltakozó terheléssel és negatív hőmérsékleten működnek. A következő anyagok hegesztése megengedett:
- acélok: BST3, 09G2, 10G2S1D-35, 10HSND, MS-1, St3s stb .;
- a diszperziót erősített és szénacélból készült kovácsolt termékek, valamint a kövek és öntvények egymás között.
Az "UONI-13/55" hegesztési elektródák biztosítják a hegesztőkészülék legjobb védelmét, ami különösen fontos a nyitott térben végzett munka során. ezért hegesztő elektródák A "UONI-13/55" -t széles körben használják hidak építői.
Ezeknek a hegesztési elektródoknak a leírása megtalálható a cikkben, így ma csak a műszaki jellemzőkre összpontosítunk.
A "UONI-13/55" hegesztőelektródák műszaki jellemzői
Tekintsük a főbbet műszaki jellemzők "UONI-13/55" hegesztő elektródák:
- az elektródák általános jellemzői;
- a fém mechanikai tulajdonságai hegesztési varrás;
- a hegesztési fém kémiai összetétele;
- a hegesztés térbeli helyzete;
- hegesztőáram;
- az átlagos elektródák száma 1 kg-ban.
Az "UONI 13/5" elektródák általános jellemzői
Az elektródok általános jellemzői a következő paramétereket tartalmazzák:
- hegesztő elektródák bevonata: alap;
- lerakódási sebesség, g / A h: 9,5;
- elektródák felületi teljesítménye (4,0 mm átmérőjű), kg / h: 1,4;
- elektróda-fogyasztás 1 kg hegesztési fém esetében, kg: 1.7.
A hegesztési fém mechanikai tulajdonságai
Az "UONI-13/55" elektródák által létrehozott hegesztési varrat a következő mechanikai jellemzőkkel rendelkezik:
- hozam, MPa-420;
- szakítószilárdság, MPa - 540;
- relatív hosszabbítás,% - 22;
- ütésállóság (KCV), j / sq. lásd:
- t = + 20 ° С - 130;
- t = -40 ° C-80;
- t = -60 ° C és 50 ° C között.

A hegesztési fém kémiai összetétele
Kémiai összetételben hegesztések A következő elemek állnak rendelkezésre:
- szén (C): ≥ 0,07%;
- szilícium (Si): ≥ 0,5%;
- mangán (Mn): ≥ 1,35%;
- foszfor (P): ≥ 0,025;
- kén (S): ≥ 0,025.
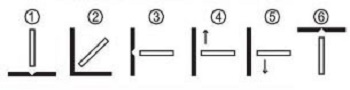
A hegesztés térbeli helyzete
Hegesztéskor a hegesztés alábbi térbeli helyzete megengedett: 1,2,3,4,6.
Az "UONI-13/55" elektródák hegesztési áramának nagysága
Hegesztéskor az elektród átmérőjétől és a hegesztés térbeli helyzetétől függően ajánlott a táblázatban megadott hegesztőáram (A) értékeit beállítani.
| A varratok átmérője, mm / helyzete | Fehérnemű | függőleges | mennyezet |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Az "UONI-13/55" hegesztő elektródok átlagos száma 1 kg-ban
A táblázatban az átlagtól függően átlagosan az elektródák száma látható.
Az "UONI-13/55" elektródák hegesztésének technológiai jellemzői
A fémszerkezetek és megerősítő rudak hagyományos ívhegesztése megengedett. Az ilyen hegesztést az egyenáramú hegesztés valamennyi térbeli helyzetében végezzük fordított polaritás) rövid ívben.
A hegesztési éleket alaposan meg kell tisztítani a szennyeződésektől, az olajtól és a mérlegtől.
A hegesztés előtt kötelező az UONI 13/55 hegesztő elektródák kalcinálása T = 250 ... 300 ° C hőmérsékleten 1 órán át.
Hol vásárolhatunk különböző márkájú elektródokat
Válassza ki a hegesztési elektródák gyártóit és eladóit az alábbi linkre kattintva a cégkatalógusunk oldalára.kérdés:
A szakirodalomban olvastam, hogy az UONI 13 55 jó hegesztési elektródák, ezért úgy döntöttem, hogy megveszem és égetem őket, próbálkozom a gyakorlatban, írják az igazságot? Valójában minden rosszul ment, ahogy az elméletben látható. Magyarázza el, kérjük, hogy a fordított polaritás hegesztésekor többet kell adni, mint az áram. És SSSI egyébként botok, és az ív véget ér. Több próbálkozás után ismét tüzet gyújtottál az ívbe, tucatnyi vagy két milliméteres gyaloglás után az elektróda ismét meghal. Nem értem, hogyan kell dolgozni ezzel a „csodával”, talán még többet kell hozzáadnia? A hegesztési fém jó minőségű, jó, kis salakhulladék. Mit csinálok rosszul?
Olvassa el a cikket a webhelyen: |
válaszolni:
Ha manuális ívhegesztéssel kezdünk főzni, akkor ezek az elektródák nem alkalmasak a tanulmányozásra. Az SSSI-vel való együttműködéshez bizonyos készségekre van szükség. Próbáljon először forralni az MP-3-ot vagy az ANO-21-et, amint elkezdenek velük együtt menni, csak akkor menjen az UONI 13 55-hez a felelős struktúrákhoz.
Íme néhány árnyalat, amely segíthet:
Egyes gyártók egyszerűen gyenge minőségű elektródokat hozhatnak létre. Meg kell vásárolni és főzni különböző gyártóktól származó elektródokkal, akkor megérti, hogyan kell előnyben részesíteni. Még egy csomagban is, az egyik elektróda képes főzni, és a másik - hibás, nem is beszélve a különböző csomagokról!
Győződjön meg róla, hogy az elektródák szárítását vagy legfeljebb kalcinálását (ezen a témakörben) kell dolgozni
Előfordulhat azonban, hogy a frekvenciaváltó kimeneti áramja eltérhet a kijelző vagy a finombeállító gomb által jelzett áramtól. intézkedés hegesztőáram de facto kullancsokkal.
Próbáljon meg megszakítás nélkül hegeszteni, eltemetni a bevonatba és fenntartani a minimális ívet.
- Forraljon egy sarok hátul, ebben az esetben a salak a már főzött területre esik.
- Az áramhálózat alacsony feszültségének vagy leeresztésének körülményei között egy olcsó kínai készüléket nem főznek elektródákkal a fő bevonattal. A problémát megoldhatja: a) a fojtószelep csatlakoztatásával az áramkörhöz;
b) vegyen egy professzionális hegesztőt
c) találjon jó elektromos hálózatot.
- Ne felejtsük el, hogy az SSSI 13 55-öt azért hozták létre, hogy a műhelyben összeszerelt különösen felelős terhelésű fémszerkezetek hegesztésére szolgáljon. Ezért az acéllemezek felületének alapos előkészítése kötelező. Szennyezés és korrózió, nem tolerálják a nedvességet.
- Nem szükséges sok hegesztőáramot biztosítani. Ami a rutilelektróda számára jó, nem használható a főként. A folyamat kényszerítése csökkenti a varrat minőségét.
Ha az áram túl magas, nehéz ellenőrizni a hegesztési medencét, a fém elpárolgása intenzív, nagy mennyiségű fröcskölés. A nagy termikus hatások következtében megnövekszik a hajlítás. A mennyezet hegesztésekor és az áthaladó függőleges kötéseknél a fém áramlik ki a fürdőből.
A 3 mm-es elektródával történő hegesztés során a következő módokra kell összpontosítani:
a) alacsonyabb 80-100A
b) függőleges 60-80A
c) 70-90A mennyezet
A Losinoostrovsky-gyár elektródái esetében az áramot kissé alacsonyabban kell megadni, mint a fentiekben jelzett.
A P.S UONI 13 55-et be lehet venni a boltba, mielőtt invertert vásárolna, hogy tesztelje.
Az elektródát az ív teljesen szakadás nélkül kell égetnie, ha az invertert egy 30 m-es 1,5 m-es szakaszos hosszabbítóhoz csatlakoztatja. Ha az ív nem lép ki, és az elektróda nem tapad a fémhez, akkor a hegesztő kiváló minőségű.
Több fő elektródot éget, és idővel mindent ki fog jönni!

kérdés:
Én ember vagyok az új, de kíváncsi hegesztés. Csak nem értem, miért nem ajánlott az SSSI-nek közvetlen polaritásban főzni? Az interneten, az utasításokban és a videó oktatóanyagokban tévesen mondja. A közelmúltban azonban egy videóra bukkantam, amely egyértelműen megmutatta, hogy nincs különbség az UONII 13/55 közvetlen és fordított polaritású hegesztésekor. A varratok minősége ugyanaz az első és a második esetben, mind a befejezetlen varratok vizuális ellenőrzése, mind a „szőrös” körrel rendelkező darálóval történő tisztítás után. Tehát valahogy nem hiszem el ezeket az írókat. És a kérdés valójában a következő:
Magyarázza el a folyamat fizikáját, kérjük, indokolja, hogy az UONI elektródákkal nem lehet főzni a közvetlen polaritáson.
válaszolni:
Valójában az „UONI 13/55 elektródákkal való hegesztés fordított polaritással egyenáramú árammal történik” kifejezést nem az amatőrök találták ki, hogy valamit bele lehessen tenni az interneten. Ez a gyártók ajánlása, amelyet a megfelelő webhelyeken vagy vásárláskor a csomagoló dobozon talál.
Mi történik az SSSI-vel de facto a közvetlen polaritás hegesztésekor?
Kezdeti feltételek: az elektródák kalcinálódnak, minden olyan, amilyennek kell lennie.
Eredmény: Az ív az első pillantásra nem indokolt. Csak akkor világít, ha megérinti a még nem keményített salakot. Lehetetlen más módon világítani.
Az elektróda botlik, és a fluxus bevonat nehézséggel olvad. Az ív megszűnik azzal a ténnyel, hogy az elektróda rúd néhány milliméterrel egy nem olvadt bevonatban ég ki.
Vagyis nincs elegendő hőmérséklet a bevonat megolvasztásához, a hegesztési medence védelme hiányzik.
A fordított polaritás hegesztésekor minden más.
A folyamat fizikáját, de jure, részletesen elmagyarázza Önnek, talán az elektródiparban részt vevő folyamatmérnökök ... Itt röviden bemutatjuk a folyamat jövőképét az elmélet szempontjából.
Ahhoz, hogy megértsük, mi akadályozza meg az UONI-t az egyenes polaritású elektródákkal való főzéssel, tudnia kell, hogy ez hogyan befolyásolja.
A gyártó által ajánlott fordított polaritás figyelembevételével plusz jelet és mínusz jelet kapunk a terméken. A fizikai folyamatok sajátossága azonban pontosan az a tény, hogy hegesztéskor az ellentétes polaritáson egy anódfolt képződik az elektródán, és a katódfolt a terméken. Ennek megfelelően az elektronok áramlását a katódtól az anódig irányítják, és több elektródát melegítenek. A normál hegesztési folyamathoz elegendő hőmérséklet áll rendelkezésre. Ami normál körülmények között nem figyelhető meg az egyenes polaritás hegesztésekor.
Az univerzális elektródák használata elkerüli ezt a problémát.
Az Uoni elektródákat nagyon fontos kapcsolatokhoz használják. Alkalmasak szén és alacsony ötvözetű acélok, terhelt szerkezetek, nyomástartó edények, vastag lemezanyagok, dinamikus terhelésnek kitett alkatrészek és alacsony hőmérsékletek hegesztésére. A varratnak meg kell felelnie a rugalmasság és a keménység fokozott követelményeinek.
Különleges jellemzők
A termékek a GOST 9466-75 követelményeinek megfelelően készülnek a fő bevonattal ellátott acélrudakból (a kémiai összetétel különböző elemeket tartalmaz, például C, Mn, P, S, Si). A termelt elektródák uoni átmérője 2-6 mm, hossza 300 és 450 mm között van. Könnyű gyújtás, stabil ívégetés és minimális fém fröcskölés jellemzi őket.
A leggyakoribb termékek
- 13/45 jelzéssel - acél öntvényekkel és kovácsolásokkal dolgozva, a varratok elfogadható ütésállósággal és hajlékonysággal rendelkeznek, a készítmény nikkel és molibdén,
- a 13/55 jelzéssel - T-ízületekhez és csuklós illesztésekhez, magas szén-dioxid-kibocsátású és alacsony ötvözetű acélokA bevonat mangánt, szilíciumot, szénatomot, ként tartalmaz, és a hegesztés magas sebessége és a repedések kristályosodás közbeni ellenállása.
kérelem
Az elektródákat manuálisan használják ívhegesztés tovább egyenáram fordított polaritás. Lehetőség van minden térbeli pozícióban végzett munkára, kivéve a felülről lefelé történő vezetést. A kiváló minőségű varrat érdekében meg kell tisztítani a fémfelületet. A hegesztés rövid ívben történik. A kapott varrás könnyen tisztítható a salakból.
Online áruházunkban 1–6 kg-os csomagolásban rendelhetsz uoni elektródákat. A termékkártyák tartalmazzák a műszaki előírásokat, az árat és a részletes leírások a könnyebb kiválasztás érdekében.




