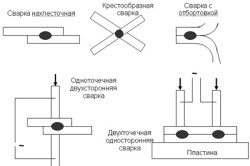
Vágási hegesztések. Melyek a hegesztések
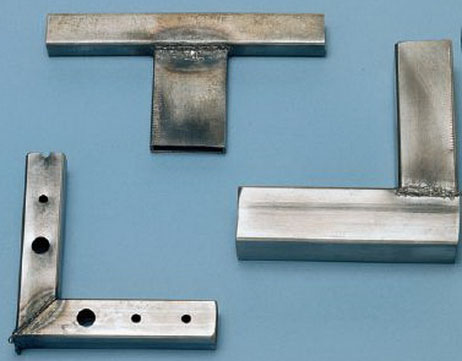
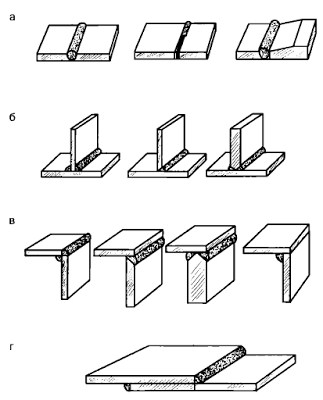
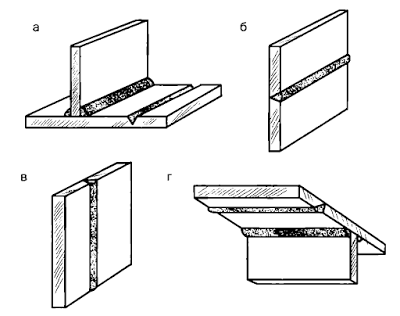
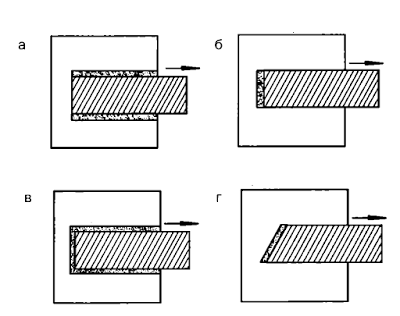
A hegesztett csatlakozást a hegesztéssel összekapcsolt részegységeknek nevezik. Az ívhegesztés során az alábbi típusú csatlakozásokat használjuk: csikk, átfedés, T-alakú és szögletes; számos esetben a hornyolt, a végtag-végű csatlakozásokat fedőlapokkal és elektromos szegecsekkel használják (56. ábra).
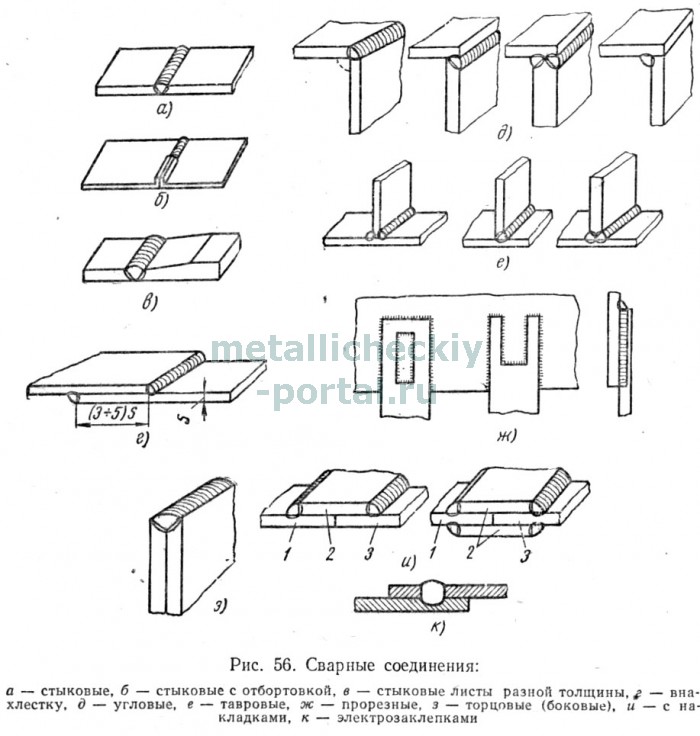
Butt ízületek. A csőcsatlakozások (56. ábra, a) a legelterjedtebbek, mivel a hegesztés során a legkisebb belső feszültséget és deformációt, valamint nagy szilárdságot biztosítanak statikus és dinamikus terhelések esetén. Fémszerkezetekben és szögek, csatornák, I-gerendák és csövek összekapcsolásakor használatosak. A csőcsatlakozásokhoz a legalacsonyabb alap- és hegesztési fémfogyasztás szükséges. Amikor a csuklós ízületeknek óvatosan kell előállítaniuk a hegesztésre szolgáló lemezeket, és meglehetősen pontosnak kell lenniük egymáshoz.
Az 1-3 mm vastagságú lapok hegesztéssel, hézag nélkül, hézag nélkül és töltőanyag nélkül (56. ábra, b).
Amikor 3-8 mm vastagságú acéllemezek kézi ívhegesztése történik, a szélei a szögben a felülethez vágnak, és a lapok 0,5-2 mm-es résbe vannak helyezve.
Kúpos szélek nélkül, egyoldalas és legfeljebb 8 mm-es kétoldalas hegesztéssel akár 6 mm-es hegesztési lapokat is készíthet.
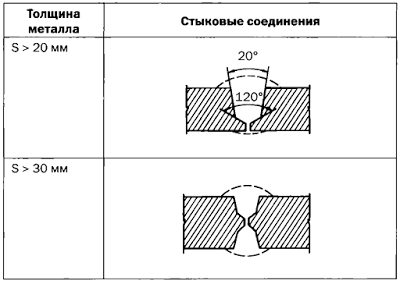
A kézi ívhegesztéshez 3 - 26 mm vastag lapok egy vagy két él egyoldalas ferdén hegesztve vannak. Ezt a széleinket V-alakúnak nevezik. A 12–40 mm vastagságú lemezeket kétoldalas élszalaggal hegesztik, melyeket X-alakúak, mindkét széle ferde és K-alakú, egyik szélével.
Az élek tompaak, hogy megakadályozzák a fém áramlását a hegesztés során (átégés). Az élek közötti rés azért van hátra, hogy megkönnyítse a varrás gyökér behatolását (az élek alsó részei). A hegesztés minősége szempontjából nagy jelentőséggel bír, hogy a hézag ugyanolyan szélessége legyen a varrat teljes hosszában, vagyis az élek párhuzamosságának betartása.
A kétoldalú ferde (X-alakú) előnye az egyoldalas (V-alakú), ugyanolyan vastagságban
A hegesztési fémlapok térfogata majdnem kétszer kisebb lesz, mint az egyoldalas ferde éleknél. Ennek megfelelően a hegesztés során az elektródák és az elektromos energia fogyasztása csökken. Ezenkívül kétoldalas ferde élekkel kevesebb torzítás és maradványfeszültség lép fel, mint az egyoldalú. tovább
A hegesztési fémlapok térfogata majdnem kétszer kisebb lesz, mint az egyoldalas ferde éleknél. Ennek megfelelően a hegesztés során az elektródák és az elektromos energia fogyasztása csökken. Ezenkívül kétoldalas ferde élekkel kevesebb torzítás és maradványfeszültség lép fel, mint az egyoldalú. Ezért a 12 mm-nél nagyobb vastagságú lapokat egy X-alakú szélei hegeszteni kell. Ez azonban nem mindig lehetséges a termék kialakítása és mérete miatt.
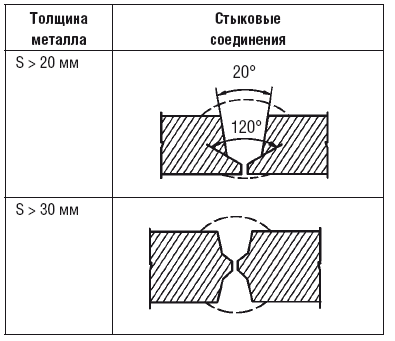
A 20–60 mm vastagságú acél kézi ívhegesztésénél egy vagy két szélű íves U-alakú kúp is használható a hegesztési fém térfogatának csökkentésére, ami növeli a hegesztési teljesítményt és megmenti az elektródákat. Ha nem egyenlő vastagságú lapok hegesztése történik, a vastagabb lapot nagyobb mértékben vágjuk le (56. ábra, c).
Körhézagok. A körhézagok (56. ábra, d) leginkább 10-12 mm vastagságú acélból készült építményszerkezetek ívhegesztéséhez használatosak. Bizonyos esetekben nagyobb vastagságú (de legfeljebb 20-25 mm-es) hegesztési lapokban használatosak. Az átfedő kötések nem igényelnek speciális élek feldolgozását, kivéve a vágást. Ilyen illesztéseknél ajánlott, ha lehetséges, mindkét oldalon hegeszteni a lapokat, mivel az egyoldalas hegesztés során a nedvesség behatolhat a lapok közötti résbe, és a fém hegesztését a hegesztett kötésben okozhatja.
A termék összeszerelése és az átfedő hegesztéshez szükséges lapok előkészítése egyszerűsödik, de az alap és a hegesztési fém fogyasztása nagyobb, mint a hegesztésnél. A körhézagok kevésbé tartósak változó és ütéses terhelésekkel, mint a csuklós kötések. A görgős és helyszíni érintkezésű elektromos hegesztéshez főként csuklópántokat használnak.
Sarokcsuklók. Ilyen csatlakozásokat (56. ábra, d) használnak a hegesztéshez a szögben vagy a másik szögben elhelyezett élek mentén. Például, amikor a tartályokat, tartályokat, edényeket, csővezetékek peremeit és egyéb alacsony nyomású (0,7 kgf / cm 2) alatti termékeket hegesztik, nem felelősségteljes célra. Néha a sarokcsuklókat is belsejében főzik. Az 1–3 mm vastagságú fémeknél sarokcsatlakozások használhatók, amelyeknél a betét és a hegesztés nem tartalmaz töltőanyagot.
Márka kapcsolatok. A T-alakú illesztéseket (56. ábra, e) széles körben alkalmazzák a gerendák, oszlopok, állványok, rácskeretek és egyéb építési szerkezetek ívhegesztésére. Egy vagy két oldalas ferde szélek nélkül. A függőleges lapnak meglehetősen egyenletes vágási élnek kell lennie. Az egyoldalas és kétoldalas ferdénél a függőleges és vízszintes lapok közötti él a rés a függőleges lapnak a teljes vastagságon keresztüli legjobb behatolásához. Ha a termék kialakítása nem teszi lehetővé a T-csatlakozó hegesztését mindkét oldalon, egyoldalas ferde szög szükséges. Szegélyszegély nélküli csatlakozásokban a varrat gyökérében nem teljes hegesztés lehetséges, így az ilyen varrás rezgés- és ütéses terhelések alatt összeomlik. A ferde élekkel ellátott T-kötések biztosítják a szükséges szilárdságot minden típusú terhelésnél.
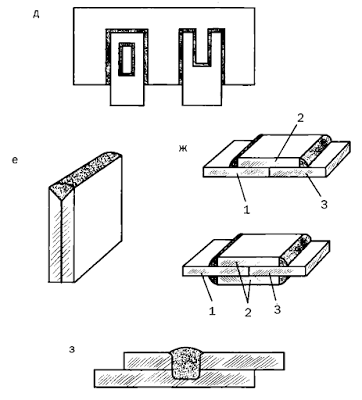
Csavaros csatlakozások. Ezeket a vegyületeket (56., g. Ábra) akkor használjuk, ha a normál átfedési varrat hossza nem biztosít elegendő szilárdságot. A hornyos csatlakozások zártak vagy nyitottak. A vágás oxigén-, levegő-ív- és plazmavágással végezhető.
Arc vagy oldal kapcsolat. Az ilyen vegyületeket az 1. ábrán mutatjuk be. 53, g. A lapokat a szomszédos végekre hegesztik.
Csatlakozások béléssel (56. ábra és). A 2 lapot, amely az 1 és 3 lapok csatlakozását átfedi, az oldalsó élek mentén hegesztjük a lapok felületéhez. Ezek a vegyületek további fémfogyasztást igényelnek a bélésen, és ezért csak olyan esetekben használhatók, amikor nem helyettesíthetők csuklós vagy körhézagokkal.
Csatlakozások elektromos szegecsekkel. Elektromos vakok segítségével tartós, de nem szoros kötések keletkeznek (56. ábra, j). A felső lapot lyukasztják vagy fúrják, és a furatot úgy készítik, hogy az alsó lapot rögzítsék. Ha a felső lap vastagsága legfeljebb 3 mm, akkor az nem fúródik előre, de ívben megolvasztja a szegecse hegesztésekor. Elektromos varrási varratokat használnak kör- és pólócsuklókban.
A leírt vegyületek tipikusak az acél rúnás ívhegesztéséhez. A gázhegesztés, az ívelt ívhegesztés, az alacsony olvadáspontú nemvasfémek hegesztése és más esetekben az élek alakja eltérő lehet. Ezeknek a hegesztési módszereknek a leírása a következő fejezetekben található.
Előkészítési formák és ferde szögek, távolságok és tűrések a varratokhoz hegesztett kötések kézi ívhegesztés szabályozza a GOST 5264-69-et.
Az öltés típusai. A következő hegesztési típusok vannak:
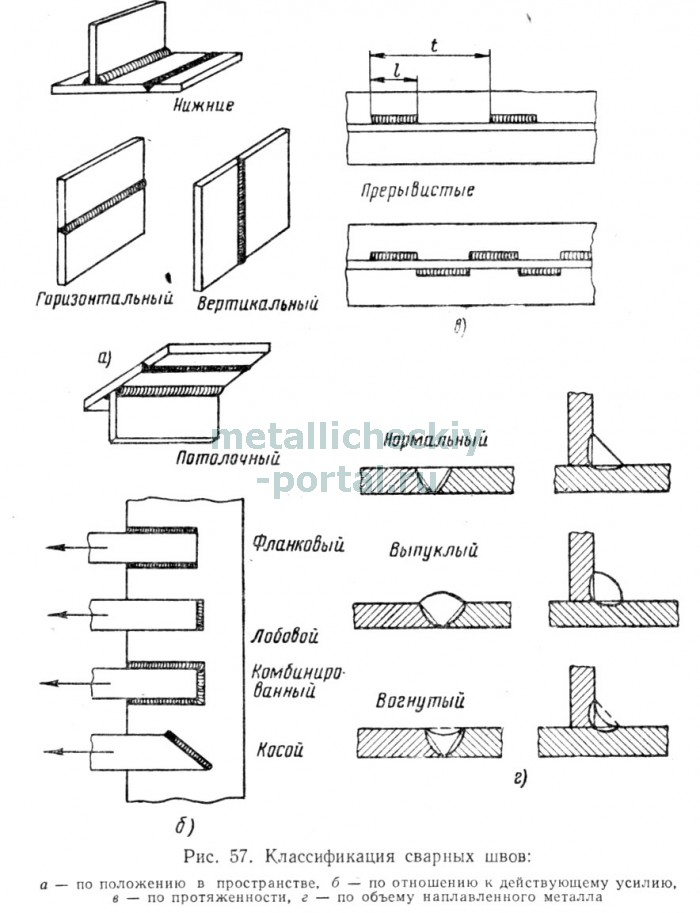
1. Helyzetben - alsó, vízszintes, függőleges és mennyezeti (57. ábra, a). A legegyszerűbb az alsó varrás, a leghosszabb időigényes - a mennyezet. A mennyezeti csatlakozásokat olyan hegesztők végezhetik, akik speciálisan elsajátították az ilyen típusú hegesztést. A mennyezeti ívhegesztés elvégzése nehezebb, mint a gázhegesztés. A függőleges felületen a vízszintes és függőleges varratok hegesztése némileg bonyolultabb, mint az alsó varratok hegesztése.
2. Az aktuális erőfeszítésekkel kapcsolatban - karimás, elülső, kombinált és ferde (57. ábra, b).
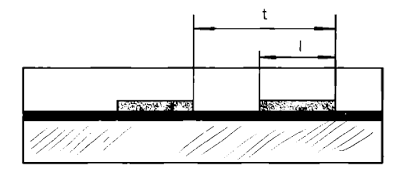
3. A hossz felett - folyamatos és szakaszos (57. ábra, c). Az időszakos varratokat olyan esetekben használják, amikor a csatlakozás nem lehet szoros, és az erő kiszámításánál nincs szükség szilárd varratra.
A megszakított hegesztés (l) egyes szakaszainak hossza 50-150 mm; a varratszakaszok közötti távolság általában a szakasz hossza 1,5-2,5-szerese; a t értékét varrási lépésnek nevezzük. Az időszakos varratokat meglehetősen széles körben használják, mivel megtakarítást biztosítanak a hegesztési fémnek, a hegesztési időnek és költségnek.
4. A hegesztett fém mennyisége vagy a konvexitás mértéke, normál, domború és konkáv (57. ábra, d). A varrás konvexitása az alkalmazott elektródák típusától függ: vékony bevonattal ellátott elektródákkal való hegesztés esetén nagy konvex varratokat kapunk. Sűrű bevonattal ellátott elektródákkal történő hegesztés során az olvadt fém nagyobb folyékonysága miatt általában normál varratokat kapunk.
A nagy dudorú varratok nem biztosítják a hegesztett kötés szilárdságát, különösen, ha az olvadt fém folyékonyságában változóknak van kitéve, és általában normál varratokat kapnak.
A nagy dudorvarratok nem biztosítják a hegesztett kötés szilárdságát, különösen, ha változó terhelésnek és rezgésnek van kitéve. Ez azzal magyarázható, hogy a nagy dörzsölésű varratokban nem lehet sima átmenetet elérni a hengerről az alapfémre, és ezen a ponton valami úgy alakul ki, mint a szél alsó része, ahol a feszültségkoncentráció következik be. Változó ütés vagy rezgés terhelések hatására a hegesztett kötés megsemmisülése ebből a pontból kezdődhet. A nagy konvexitású varratok gazdaságtalanok, mivel több elektródot, időt és villamos energiát fogyasztanak ezek végrehajtásához.
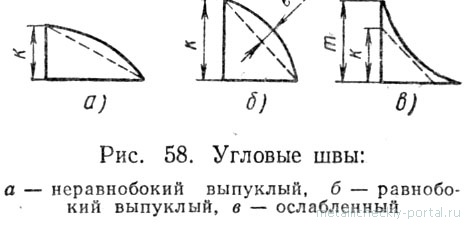
5. A csatlakozás típusa szerint - csikk és sarok. A sarokvarratokat átfedő ízületek készítésére használjuk, T-alakú, ferde, fedőlapokkal, résszel, arccal. A sarokvarrás oldalát (58. ábra) lábnak nevezik.
Ha a lábat a 2. ábrán látható varratokhoz határozzuk meg. 58, a, a keresztmetszetbe beírt háromszög kisebb lábát fogadjuk el; a 2. ábrán látható varratokban. 58, b és c, a beírt egyenlőszárú háromszög lábát vesszük.
A GOST 5264-80 lehetővé teszi, hogy a hegesztés az e alsó részén legyen: a hegesztés alsó helyzetében, akár 2 mm-ig, a hegesztés különböző pozíciójával, akár 3 mm-ig. A láb (m - k) növekménye a varrat bármely helyzetében 3 mm-ig megengedett.
adminisztráció A cikk általános értékelése: Kategória: 2011.06.01
Hegesztések és ízületek
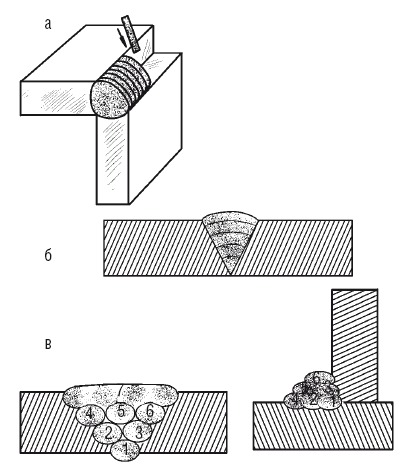
A hegesztéssel készített állandó hegesztést hegesztettnek nevezik. Több zónából áll (77. ábra):
Hegesztési varrás;
fúzió;
Ábra. 77. A hegesztett kötés zónái: 1 - hegesztés; 2 - fúzió; 3 - termikus hatások; 4 - nemesfém
Hőhatások;
Nemesfém.
A hegesztett kötések hossza:
Rövid (250–300 mm);
Közepes (300–1000 mm);
Hosszú (több mint 1000 mm). A hegesztés hosszától függően válassza ki annak végrehajtási módját. Rövid kötések esetén a varratokat egy irányba vezetjük a kezdetektől a végéig; a középső részeket a varrás különálló szakaszokkal való átfedése jellemzi, és annak hossza olyan, hogy az elektródák (kettő, három) integrált száma elegendő legyen a befejezéséhez; a hosszú kötéseket a fent említett fordított lépés módszerrel hegesztik.
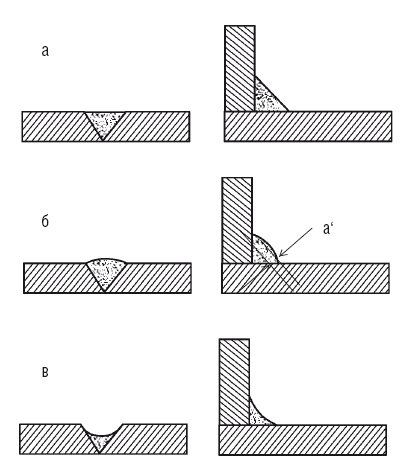
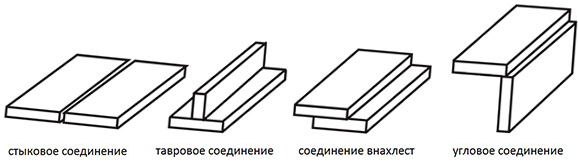
A hegesztett kötések típusai (78. ábra) a következők szerint oszlanak meg:
1. Butt. Ezek a leggyakoribb vegyületek a különböző hegesztési módszerekhez. Előnyösek, mivel a legkisebb belső feszültségek és törzsek jellemzik. A csuklós kötések általában hegesztett lemezszerkezetek.
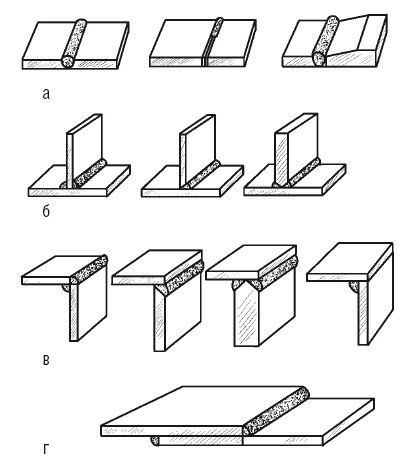
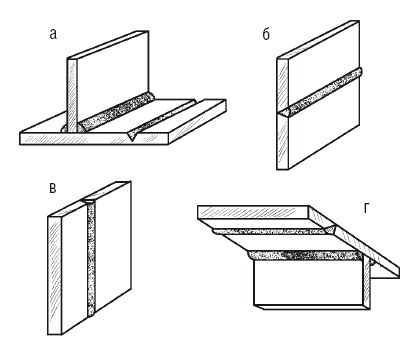
Ábra. 78. Hegesztett kötések típusai: a - csikk; b - tavrovye; - szögletes; r - átfedés
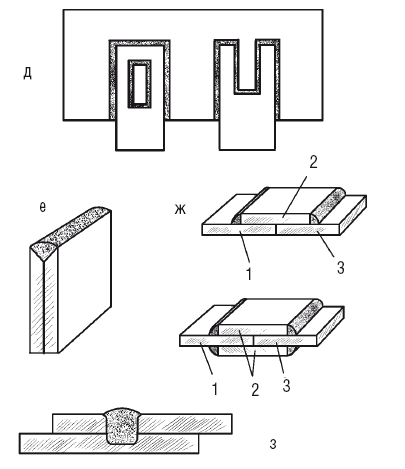
Ábra. 78 (vége). d - réselt; e-end; W - fedőlapokkal; 1-3 - az alapfém; 2 - overlay: 3 - elektromos szegecsek; h - elektromos szegecsekkel
Ennek a vegyületnek a fő előnyei, amelyek az élek gondos előkészítésének és illesztésének feltételei alapján számíthatók ki (az utóbbiak tompítása miatt, a hegesztési folyamat során az égési és fémáramlás megakadályozása, valamint a párhuzamosság megfigyelése kiváló minőségű egységes varratt biztosít):
A bázis és a hegesztési fém minimális fogyasztása;
A hegesztéshez szükséges legrövidebb idő;
A csatlakozás erőssége nem lehet alacsonyabb, mint az alapfém.
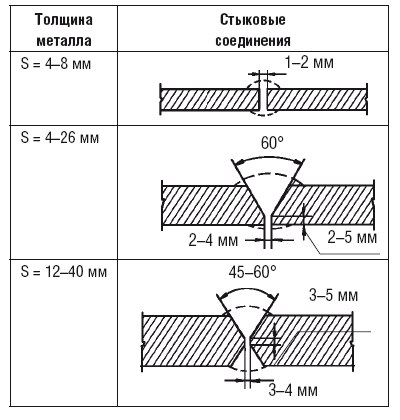
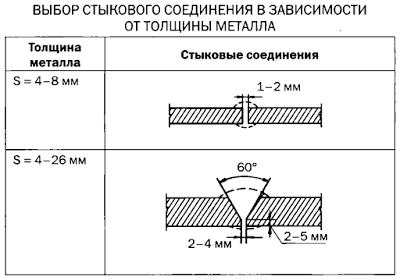
A fém vastagságától függően az ívhegesztés során az élek különböző szögben vághatók a felülethez:
Jobb szögben, ha az acéllemezek 4-8 mm vastagak. Ezzel párhuzamosan 1-2 mm-es rést hagynak, ami megkönnyíti az élek alsó részeinek forralását;
Szögben, ha a fém legfeljebb 3 és legfeljebb 8 mm vastagságú, egyszeres vagy kétoldalas hegesztéssel kombinálva;
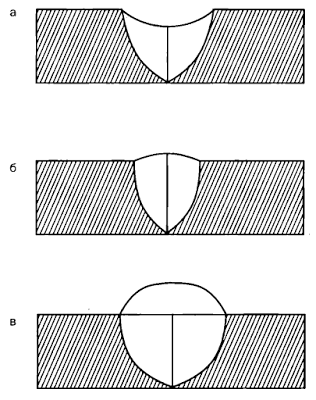
Egyoldalas ferde élekkel (V-körül más), ha a fém vastagsága 4-26 mm;
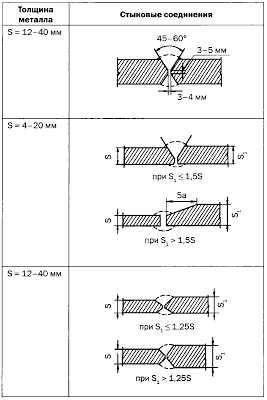
Kétoldalas ferdén (X-alakú), ha a lapok 12–40 mm vastagok, ez a módszer gazdaságosabb, mint az előző, mivel a hegesztési fém mennyisége közel 2-szer csökken. Ez az elektródák és a villamos energia megtakarítását jelenti. Ezenkívül a hegesztés során a deformációk és a feszültségek kevésbé jellemzőek a kétoldalas ferdén;
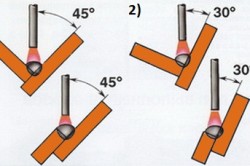
A 20 mm-nél nagyobb vastagságú hegesztési lapok 45 ° -ra történő csökkentése érdekében a ferde szög 60 ° -ról 45 ° -ra csökkenthető, ami csökkenti a hegesztési fém térfogatát és megmenti az elektródákat. A szélek közötti 4 mm-es rés jelenléte biztosítja a fém szükséges áthatolását.
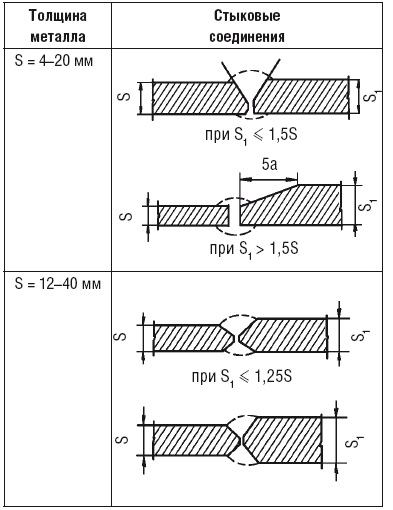
Különböző vastagságú fémek hegesztésekor a vastagabb anyag szélét erősebben kaszálják. Jelentős vastagságban az ívhegesztéssel összekapcsolható részek vagy lapok felhasználásával csésze alakú peremkészítményt használnak, és 20–50 mm vastagságban egyoldalas előállítást végeznek, és 50 mm-nél nagyobb vastagságban - egyoldalas előkészítést.
A fenti táblázat jól látható. 44.
2. Átfedés, leggyakrabban a szerkezetek ívhegesztéséhez használt, a fém vastagsága 10–12 mm. Ezt az opciót megkülönbözteti az előző kapcsolattól, hogy nincs szükség arra, hogy az éleket különleges módon előkészítsék - elég csak vágni őket. Bár a fémkötések összeszerelése és előkészítése nem túl terhes, meg kell jegyezni, hogy az alap és a hegesztési fém fogyasztása nő a csuklós ízületekhez képest. A megbízhatóság és a lemezek közötti nedvesség okozta korrózió elkerülése érdekében az ilyen vegyületeket mindkét oldalon főzzük. Vannak olyan hegesztési típusok, amelyekben ezt az opciót kizárólag a tű-és görgőhöz használják.
3. Márkás, széles körben elterjedt ívhegesztés. Számukra az élek egy vagy mindkét oldalra vágódnak, vagy szög nélkül. Különleges követelményeket csak egy függőleges lap készítése esetén kell alkalmazni, amelynek egyforma vágási szélességűnek kell lennie. Egy- és kétoldalas ferde szögeknél a függőleges lapok 2-3 mm-es rést biztosítanak a függőleges és vízszintes sík között, hogy a függőleges lapot a teljes vastagságra hegessék. Az egyoldalas ferdén végrehajtás abban az esetben, ha a termék kialakítása olyan, hogy nem lehet mindkét oldalon forralni.
44. táblázat
A fenékcsukló kiválasztása a fém vastagságától függően
5. A villáskulcsok olyan esetekben fordultak elő, amikor a normál hosszúságú körgyűrű nem biztosítja a szükséges erőt. Az ilyen vegyületek kétféle - nyitott és zárt. A vágás oxigénnel való vágással történik.
6. Arc (oldal), amelyben a lapok egymásra helyezkednek és a végekhez hegesztve vannak.
7. Sablonokkal. Egy ilyen kapcsolat létrehozásához a lapok összekapcsolódnak és átfedik a csomópontot egy átfedéssel, ami természetesen további fémfogyasztást jelent. Ezért ezt a módszert alkalmazzák abban az esetben, ha a csípés vagy a körhézag végrehajtása nem lehetséges.
8. Elektromos szegecsekkel. Ez a vegyület erős, de nem elég sűrű. Számára a felső lapot fúrják és lezárják úgy, hogy az alsó lapot rögzítse.
Ha a fém nem túl vastag, akkor a fúrás nem szükséges. Például az automatikus ívhegesztésnél a felső lapot egyszerűen a hegesztési ív megolvasztja.
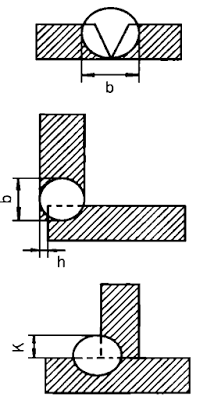
Hegesztésnek nevezzük a hegesztett kötés szerkezeti elemét, amely kialakulása során az olvadt fém kristályosodása következtében alakul ki a fűtőforrás mozgási vonala mentén. A geometriai alakzat elemei (79. ábra):
Szélesség (b);
Magasság (h);
A láb (K) mérete szögletes, átfedő és T-kötéseknél.
A hegesztések osztályozása az alábbiakban bemutatott különböző jellemzők alapján történik.
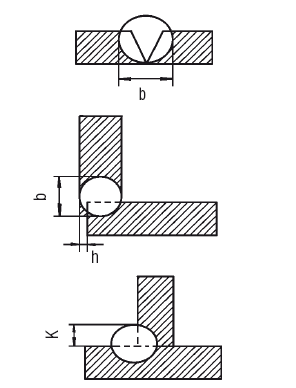
Ábra. 79. A hegesztés geometriai alakjának elemei (szélesség, magasság, lábméret)
1. Kapcsolat típusa szerint:
tompa;
Sarok (80. ábra).
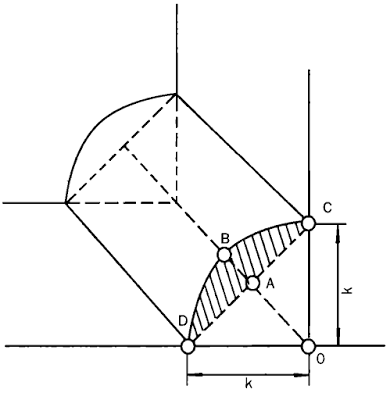
Ábra. 80. Szögcsukló
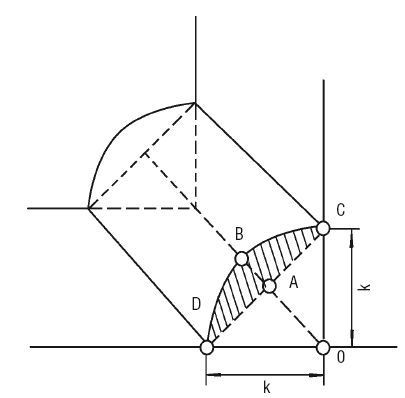
A szögletes varratokat a hegesztett kötések bizonyos fajtáival gyakorolják, különösen a kör, a csikk, a sarok és a fedőlapok esetében.
Az ilyen varrás oldalát lábaknak (k), az ABCD zónának nevezzük. A 80. ábra a varrási konvexis fokát mutatja, és nem veszi figyelembe a hegesztett kötés szilárdságának kiszámításakor. Ennek végrehajtása során szükséges, hogy a lábak egyenlőek legyenek, és az OD és a BD oldalai közötti szög 45 °.
2. Hegesztés típusa szerint:
Ívhegesztési varratok;
Automatikus és félautomata ívhegesztési varratok;
Ívhegesztési varratok védőgázban;
Elektromos hegesztési varratok;
öltés ellenállás hegesztés;
Gázhegesztési varratok.
3. Térbeli pozícióval (81. ábra), amelyben hegesztés történik:
Ábra. 81. Hegesztések a térbeli helyzetüktől függően: a - alacsonyabb; b - vízszintes; - függőleges; g - mennyezet
vízszintes;
függőleges;
Mennyezet.
Az alsó varrás a legegyszerűbb, a mennyezet a legnehezebb.
Ez utóbbi esetben a hegesztők speciális képzést végeznek, és mennyezeti csatlakozás könnyebb a gázhegesztés végrehajtása, mint az ív.
4. Hossz:
folyamatos;
Időszakos (82. ábra).
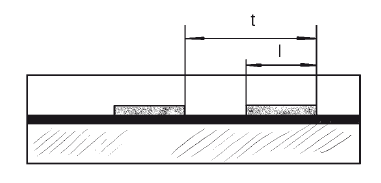
Ábra. 82. szakaszos hegesztés
Az időszakos varratokat meglehetősen széles körben gyakorolják, különösen azokban az esetekben, amikor nincs szükség (erősségszámítás nem jelenti a folyamatos varratot) a termékek szoros összekapcsolásához.
A csatlakozandó szakaszok hossza (l) 50–150 mm, a köztük lévő távolság körülbelül 1,5–2,5-szer nagyobb, mint a hegesztési zóna, és együttesen egy varrási lépést (t) alkotnak.
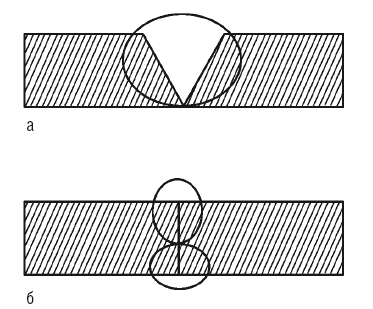
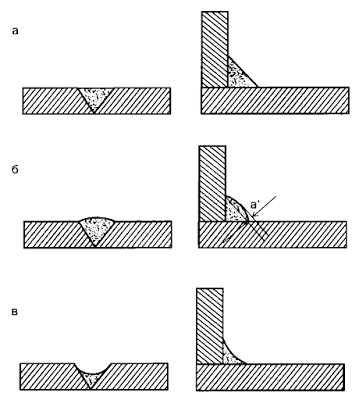
5. A konvexitás mértéke, azaz a külső felület alakja szerint (83. ábra):
normál;
domború;
Homorú.
Az alkalmazott elektróda típus meghatározza a hegesztést (a '). A legnagyobb konvexitás jellemző a vékony bevonatú elektródákra, és a vastag bevonatú elektródák normál varratokat adnak, mivel az olvadt fém nagyobb folyékonysága jellemzi.
Ábra. 83. Hegesztett varratok, amelyek a külső felület alakjában különböznek: a - normális; b - domború domború
Kísérletileg megállapítottuk, hogy a varrás erőssége nem nő a konvexitás növekedésével, különösen, ha a közös „változó terhelés és rezgés” működik. Hasonló helyzet áll fenn az alábbiak szerint: amikor egy nagy dudoros varrást készítünk, nem lehet sima átmenetet elérni a varróhengerről az alapfémre, ezért ezen a ponton a varrási él olyan, mintha nyírnánk, és itt a feszültségek koncentrálódnak.
A változó és rezgő terhelések mellett a hegesztett kötés megsemmisülhet. Ezen túlmenően a konvex varratok az elektród fém, az energia és az idő megnövekedett fogyasztását igénylik, azaz gazdaságtalan lehetőség.
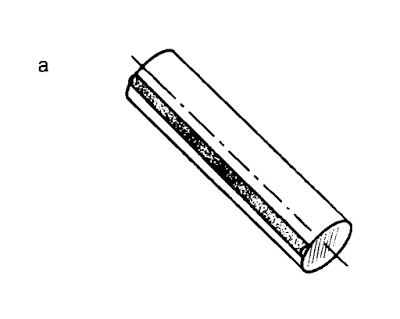
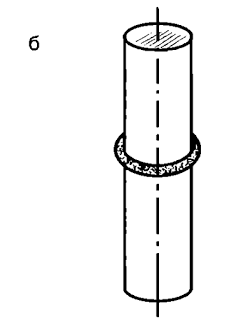
6. Konfiguráció szerint (84. ábra):
egyenes;
gyűrű;
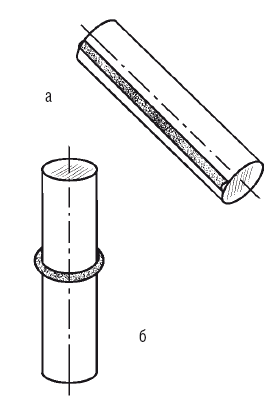
Ábra. 84. Különböző konfigurációjú hegesztett varratok: a - egyenes; b - gyűrű
függőleges;
Horizontális.
7. A működési erőkkel kapcsolatban (85. ábra):
hátszínnel
Mechanikus;
egyesített;
Elfordulás. A külső erőhatás vektorja párhuzamos lehet a varrás tengelyével (jellemző a szárnyakra), merőleges a varrás tengelyére (az arcra), a tengelyhez képest szöget zár be (ferde), vagy kombinálja a szélső és végső erők irányát (kombinált).
8. Az olvadt hegesztési fém tartási módszere szerint:
Bélés és párnák nélkül;
Kivehető és maradék acélbéléseken;
![]()
Ábra. 85. Hegesztések a működési erőkhez képest: a - szárny; b - arc; együtt -; d - ferde
Réz, réz, réz, kerámia és azbeszt bélések, fluxus és gázpárnák.
A varrás első rétegének alkalmazásakor a legfontosabb, hogy a folyékony fém a hegesztőkészülékben maradjon.
A szivárgás elkerülése érdekében használja:
Acél, réz, azbeszt és kerámia bélés, amelyet a gyökérvarrás alatt táplálnak. Hála nekik, növelheti hegesztőáramamely biztosítja a szélek áthatolását és garantálja az alkatrészek száz százalékos behatolását. Ezenkívül a bélés megtartja az olvadt fémet a hegesztési medencében, megakadályozva az égési átfolyások kialakulását;
A hegesztett élek közötti betétek, amelyek ugyanazokat a funkciókat hajtják végre, mint a tömítések;
A varrás gyökérének ellentétes oldala az ellenkező oldalon, miközben nem törekszik áthatolni;
Flux, fluxus-réz (hegesztés alatt) és gáz (kézi ív, automata és argon ívhegesztés) párnákkal, amelyeket a varrás első rétege alatt táplálnak vagy szolgáltatnak. Céljuk, hogy megakadályozzák a fémek menekülését a hegesztési medencéből;
A csuklópántok rögzítésekor zárja le a csatlakozásokat, amelyek megakadályozzák az égést a varrás gyökérrétegében;
Speciális elektródák, amelyek bevonata olyan speciális összetevőket tartalmaz, amelyek növelik a fém felületi feszültségét, és megakadályozzák, hogy a hegesztési medencéből kifolyjon a függőleges varratok felülről lefelé történő végrehajtása;
Az impulzus ív, aminek következtében a fém rövid ideig tartó olvadása következik be, ami hozzájárul a hegesztési fém gyorsabb hűtéséhez és kristályosodásához.
9. Azon a oldalon, amelyen a varrást alkalmazzák (86. ábra):
egyoldalú;
Kétoldalú.
10. A hegesztett anyagok szerint:
Szén- és ötvözött acélokon;
Ábra. 86. Hegesztett varratok, helyüktől eltérően: a - egyoldalú; b - kétoldalú
Színesfémekre;
Bimetálon;
Polifólián és polietilénen.
11. Az egyesítendő alkatrészek helyének megfelelően:
Éles vagy homályos szögben;
Jobb szögben;
Egy síkban.
12. A hegesztési fém térfogatával (87. ábra):
normál;
gyengült;
Megerősített.
13. Helyszín szerint a terméken:
hosszanti;
Kereszt.
14. Hegesztett szerkezetek formájában:
Lapos felületeken;
Gömb alakú felületeken.
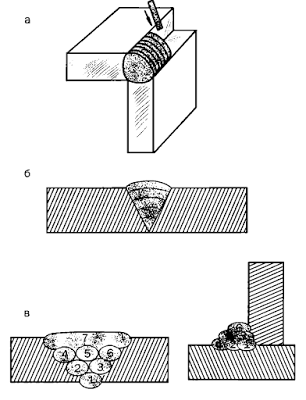
15. A hegesztőhengerek számával (88. ábra):
Egyrétegű;
többrétegű;
Multipass.
Edzés előtt hegesztés a csatlakoztatandó termékek, szerkezetek vagy alkatrészek széleit megfelelően elő kell készíteni, mivel a varrás erőssége függ a geometriai alakjától.
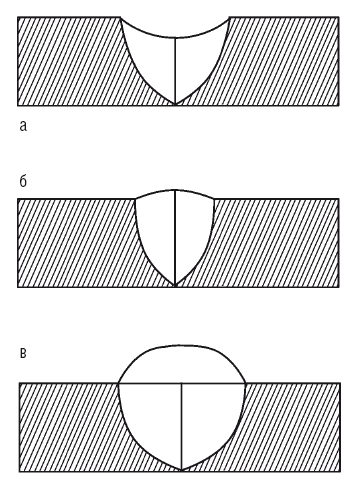
Ábra. 87. A beépített fém térfogatától eltérő hegesztett varratok: és - gyengültek; b - normális; megerősített
Ábra. 88. Hegesztett varratok, a hegesztési gyöngyök számától függően: a - egyrétegű; b - többrétegű; c - többrétegű többutas
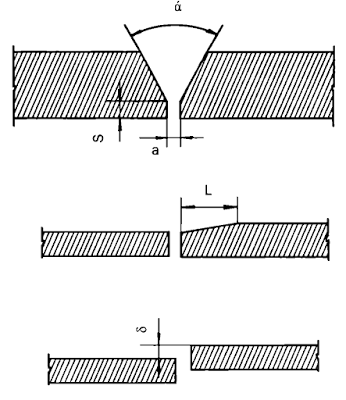
A készítmény formájának elemei (89. ábra):
A horony szöge (?), Melyet akkor kell végrehajtani, ha a fém vastagsága több mint 3 mm. Ha kihagyja ezt a műveletet, akkor lehetnek olyan negatív következmények, mint a behatolás hiánya a hegesztett kötés keresztmetszetén keresztül, a fém túlmelegedése és kiégése. Az élezés lehetővé teszi, hogy több rétegű, kis keresztmetszetű hegesztést hajtson végre, melynek következtében javul a hegesztett kötés szerkezete, és csökken a belső feszültség és feszültség;
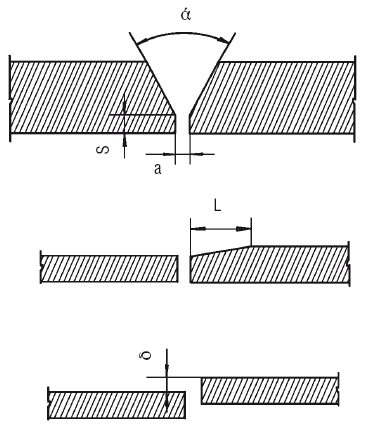
Ábra. 89. Chrome előkészítő elemek
A csatlakozó élek közötti távolság (a). A beállított rés helyességétől és a választott hegesztési módtól függ, hogy az első (gyökér) réteg kialakításakor milyen mértékben teljesül a behatolás a csukló keresztmetszetén;
A szélei (S) tompasága szükséges ahhoz, hogy a gyökér varratok beiktatásának folyamata bizonyos stabilitást biztosítson. E követelmény figyelmen kívül hagyása a fémhegesztés során a hegesztéshez vezet;
A lapszög hossza abban az esetben, ha a vastagság különbsége van (L). Ez az elem lehetővé teszi a sima és fokozatos átmenetet egy vastagabb részről egy vékonyra, ami csökkenti vagy kiküszöböli a stressz-koncentráció kockázatát hegesztett szerkezetek;
Széleltolás egymáshoz képest (?). Mivel ez csökkenti a kötés szilárdsági jellemzőit, és hozzájárul a fém behatolásának hiányához és a stresszközpontok kialakulásához, a GOST 5264-80 megengedi a normákat, különösen, hogy az eltolás nem haladhatja meg a fémvastagság 10% -át (maximum 3 mm).
Így a hegesztés előkészítésekor a következő követelményeket kell teljesíteni:
Tisztítsa meg a szennyeződéseket és a korróziót;
A megfelelő méret elcsúszásához (a GOST szerint);
Állítsa be a különbséget a GOST szerint, kifejlesztve egy vagy más típusú kapcsolatra.
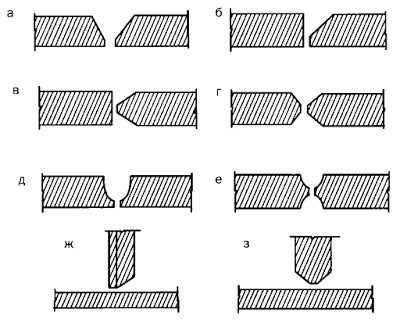
Néhány élfajtát már említettek (bár más szempontból is számításba vették) a csuklós ízületek leírásakor, de ennek ellenére ismét erre kell összpontosítania (90. ábra).
Az egyik vagy más típusú élek kiválasztását számos tényező határozza meg:
Hegesztési módszer;
Fémvastagság;
A termékek, alkatrészek és így tovább.
Minden egyes hegesztési eljáráshoz külön szabványt dolgoztak ki, amely meghatározza a szélei előkészítésének alakját, a varrás méretét és a tűréseket. Például manuális ívhegesztés a GOST 5264–80 szerint végezték el, lépjen kapcsolatba - a GOST 15878–79 szerint - elektrosztatikusan - a GOST 15164-68 szerint stb.
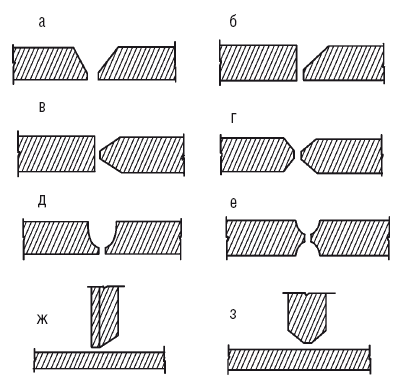
Ábra. 90. Hegesztéshez előkészített élek típusai: a - mindkét él ferdén; b - az egyik él ferdén; - két szimmetrikus, egy él szélén; d - két szimmetrikus ferde két él; d - két él görbületi ferdén; e - két szimmetrikus, kétélű görbe metszete; W - egy él szélével; h - két szimmetrikus, egy él szélén
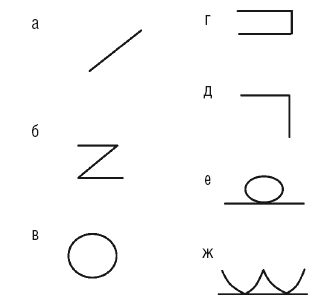
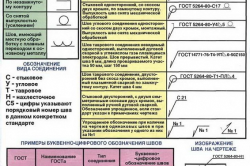
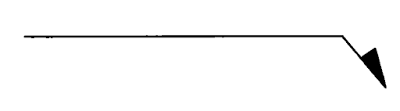
Ezenkívül a hegesztés grafikus kijelölésére vonatkozó szabvány, különösen a GOST 2.312–72. Ehhez egy ferde vonalat használjon egyirányú nyíllal (91. ábra), amely jelzi a varrási részt.
A varrat jellemzői, az ajánlott hegesztési módszer és egyéb információk a vízszintes polc felett vagy alatt vannak elhelyezve, amelyek a ferde nyílvonalhoz vannak csatlakoztatva. Ha a varrás látható, vagyis az elülső oldalon van, akkor a varrás jellemzője a polc felett van, ha láthatatlan - alatt.
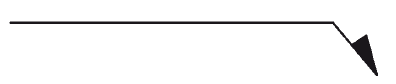
Ábra. 91. A hegesztések grafikus megjelölése
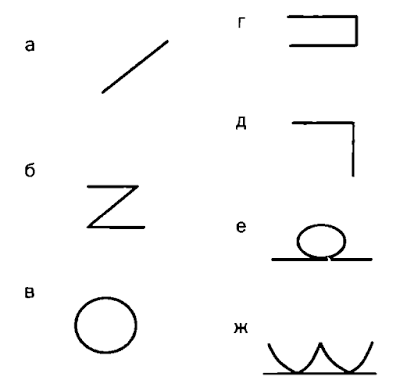
A további szimbólumok a hegesztés szimbólumaira is utalnak (92. ábra).
Különböző típusú hegesztési betűk fogadhatók el:
Ívhegesztés - E, de mivel ez a típus a leggyakoribb, a betű nem feltüntethető a rajzokon;
Gázhegesztés - G;
Elektroszaghegesztés - W;
Hegesztés a környezetben inert gázok - És;
Robbanáshegesztés - tört;
Plazmahegesztés - Pl;
Ellenálláshegesztés - CT;
Súrlódás - Tr;
Hideghegesztés - X.
Szükség esetén (ha több hegesztési módszert alkalmaznak), a használt hegesztési módszer betűjelét kell elhelyezni egy adott fajta megjelölése előtt:
Ábra. 92. A hegesztés további megnevezése: a - szakaszos varratok helyek láncszekvenciájával; b - szakaszos varrás egy szekció szekcióval; - a zárt kontúron lévő varrás; g - egy nyílt hurokban lévő varrás; d - szerelési varrat; e - eltávolított nyereséggel rendelkező varrás; g - varrat nélküli átmenet az alapfémre
Kézikönyv - P;
Félautomata - P;
Automatikus - A.
Víz alatti ív - F;
Aktív gázok hegesztése fogyó elektródával - UE;
Hegesztés inert gáz olvadó elektróda - PI;
Hegesztés inert gázban egy nem fogyó elektródával - IN.
Hegesztett kötések esetén speciális betűjelek is vannak:
Butt - With;
Tavrovoe - T;
Átfedés - H;
Sarok - W. A számok a betűk után meghatározzák a hegesztéshez a GOST szerinti hegesztett kötés számát.
Összefoglalva a fentiekben leírtakat, megállapítható, hogy a hegesztések szimbólumai egy adott szerkezettel egészülnek ki (93. ábra).
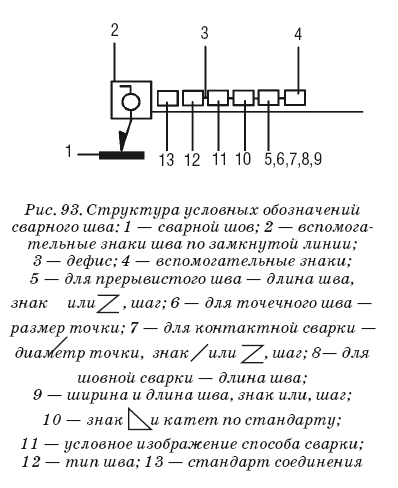
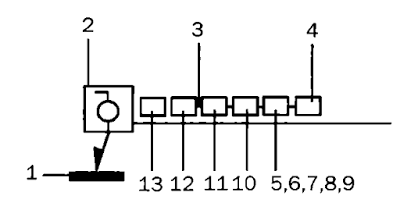
Ábra. 93. Szerkezet szimbólumok hegesztés: 1 - hegesztés; 2 - kiegészítő segédjelek zárt vonal; 3 - kötőjel; 4 - kiegészítő jelek; 5 - megszakított varrás esetén - a varrási hossz, jel vagy lépés; 6 - ponthegesztési pont mérete; 7 - ellenállási hegesztéshez - pont átmérő, jel vagy lépés; 8– a varráshegesztéshez - a varrat hossza; 9 - a varrás, a jel vagy a lépés szélessége és hossza; 10 - jel és láb a szabvány szerint; 11 - a hegesztési módszer feltételes képe; 12 - varrás típus; 13 - csatlakozási szabvány
Például dekódoljuk a jelölést:
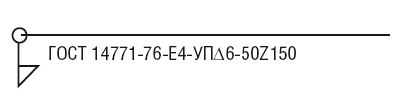
A varrás a láthatatlan oldalon található - a megjelölés a polc alatt van;
T-ízületek, varratok száma 4 a GOST 14771–76 - T4 szerint;
Hegesztés szén-dioxidban -;
Félautomatikus hegesztés - P;
Olyanok, mint az alacsony emeletes építmények, valamint a nagy házak, irodai és sportközpontok építése. A hegesztéssel 2 vagy több alkatrészt csatlakoztassunk az 1-be. Ugyanakkor erős és megbízható varrás keletkezik, amely hosszú ideig tarthat anélkül, hogy megzavarná és károsítaná az egészet.
Ezen túlmenően, a hegesztett kötések és varratok egyaránt alkalmazhatóak a fémrészek összekötésére az egységes típusú acélból, valamint a különböző ötvözetekből készült elemek. Ilyen bonyolult munkával meg kell választani a megfelelő hegesztési technológiát, a teljesítményt, a fogyóeszközöket (elektródák). Ezen túlmenően a hegesztőnek elegendő tapasztalattal és készséggel kell rendelkeznie ahhoz, hogy megakadályozza az alkatrész égetését, hogy elkerülhető legyen a szükségtelen feszültségek és a további működés deformációja.
Hegesztési varrat osztályozás
Minden hegesztett kötést speciális dokumentációval szabványosítanak, amely meghatározza a hegesztés fogalmát, területeit és helyeit. A leírt terminológia a varratok végén elhelyezett műszaki dokumentációra vonatkozik. Ugyanezek a fogalmak jelennek meg az oktatásban és az oktatásban módszertani kézikönyvekamelyekre a hegesztők képzése megtörtént, valamint továbbképzés és képzettségük javítása.
Hegesztési táblázatok.
Az általánosan elfogadott rövidítések használatával, még akkor is, ha nincsenek dokumentumok a kötés jelölésére vagy az általános specifikációra, meg lehet határozni, hogy melyik hegesztési kötés történt egy vagy másik helyen. épületépítés. A következő egyezmények kerülnek elfogadásra: a hegesztési varratokat általában a „C” betű jelöli, a varratok átlapolásakor a „H” jelzéssel jelennek meg, ha a T-ízületek rendelkezésre állnak, akkor a specifikáció „T”, a sarok pedig „Y”.
alapvetően hegesztési csatlakozások és a varratok elfogadása több okból:
A végső keresztmetszet formája:
- Butt, azaz a hegesztett részek ugyanazon a síkon vannak.
- Szögletes, amikor a fém alkatrészek egymáshoz képest szögben vannak, míg az értéke nem számít.
- Welt, ha az egymásra helyezett részek egymással megolvadnak. Ebben az esetben az egyik alkatrész (felső) teljesen megolvadt, és a hegesztett kötés másik része (alsó) csak részben van. A varrás maga egy szegecs. Ezt a kapcsolatot az úgynevezett elektro-szegecsezésnek is nevezik.
Hegesztéskor a konfiguráció:
- egyenes karakter;
- íves nézet;
- gyűrű típusa.
A hegesztett kötés időtartama alatt:
- Folyamatos varrással készült csatlakozások. Hosszúságuk 300 mm és 1 m között van.
- Amelyeket szakaszosan hajtanak végre. Ebben az esetben a varrás elhelyezkedése egy láncban, szakaszos módon lehet, az alkatrész tervezési jellemzőitől és a követelményektől függően.
Az alkalmazott hegesztési technológia módszerével:
- ívhegesztés további eszközök használata nélkül (gáz, fluxus);
- a hegesztés olyan környezetben történik, ahol gáz van (például argon).
Az alkalmazott hegesztési elemek száma szerint:
- egyoldalú;
- kétirányú kapcsolat;
- többrétegű.
A fúzió eredményeként kialakult fémmennyiség:
- normál;
- emelkedett;
- gyengült.
Általában nem létezik szigorú szétválasztás minden típusú osztályozás esetében. A hegesztett hézagok egyenes csavarozással erősíthetők. Ez azt jelenti, hogy a kombinációk nagyon különbözőek lehetnek, a komplexitástól függően fémszerkezet, a merevség és a megbízhatóság követelményei, a fogyóeszközök rendelkezésre állása, valamint a hegesztő képessége.
A hegesztett kötések jellemzői

A hegesztett kötések fő típusai.
Attól függően, hogy mi legyen az eredmény, figyelembe kell venni annak megvalósításának sajátosságait és a végrehajtás technológiáját.
A hátsó hegesztések az alkatrészek összekapcsolását jelentik, összekapcsolva. A részletek ugyanabban a síkban helyezkednek el, és az ívhegesztést a leggyakrabban használják. Ezenkívül az ilyen varratok különböző élekkel rendelkező részek összekötésére használhatók. A hegesztés élfeldolgozása a lap vastagságától függ. Ha a munka során különböző vastagságú részeket kell összekötni, akkor a vastagabb peremet a kisebb mérethez kell kötni. Ez megbízható varrást biztosít.
A hegesztésben résztvevő élek típusai szerint az ütőhegesztések a következőkre oszthatók:
- olyan részek, amelyek nem rendelkeznek ferde széllel. 3-5 mm vastagságúnak kell lenniük;
- ívelt élű elemek;
- az "U" betűvel ellátott szélű részek vastagsága 20-60 mm;
- azon részek, amelyekben az él "X" formájú, a fém vastagsága 12-40 mm.
További információ a kapcsolatokról.
csikk hegesztések a legalacsonyabb stresszérték, kevésbé hajlamos a deformációra. Ez gyakori használatát okozza. A csuklós csatlakozás során a fémfogyasztás minimális, a munkára való felkészülést gondosan és gondosan kell elvégezni.
A márkaelemek fémrészek, amelyek közül az egyik merőleges a másikra. Kiderül, hogy a csukló a "T" betű formájában van. Az ilyen típusú varratokkal egy vagy két oldal található. Minden attól függ, hogy a merevség, a technikai és konstruktív képesség a munka előállításához szükséges. A Tavrovye rendszereket keretek építésére használják gazdaságokhoz, különböző típusú oszlopokhoz, állványokhoz. Ezen túlmenően egy ilyen csatlakozás jó a hegesztő gerendákhoz.
A sarokcsuklók olyan esetekben kerülnek végrehajtásra, amikor a szerkezet elemei nem hordoznak jelentős terhelést. Például amikor tartályokat, tartályokat hegesztünk. A szükséges megbízhatóság és szilárdság biztosítása érdekében a hegesztett fém vastagsága nem haladhatja meg az 1-3 mm-t. A sarokcsatlakozásnál az alkatrészeket egymáshoz kell elhelyezni a kívánt szögben és hegeszteni. A szög nem számít. A varrás kétoldalú szilárd anyagot alkot, oly módon, hogy a nedvesség nem tud behatolni.
Az egymást átfedő kötések akkor alakulnak ki, amikor az alkatrészek egymással párhuzamosan vannak elrendezve. A varrat a fémelemek oldalfelületein van. A fém szélei nem igényelnek további feldolgozást, ellentétben a tompított módszerrel. Mind a fő, mind a letétbe helyezett fém fémköltsége jelentős lesz.
A szerkezet ilyen vastagsága nem haladja meg a 12 mm-t. Annak érdekében, hogy kizárja a nedvesség behatolását a kapcsolatba, azt kétoldalúan kell végrehajtani.
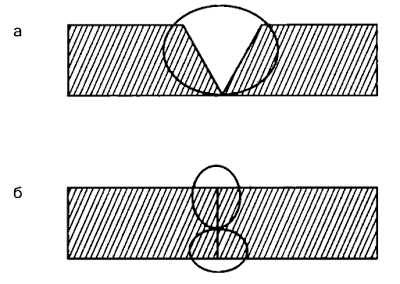
A T-csuklóval, körrel, sarokcsatlakozással ellátott varratok kis szegmensek, azaz pont-módszer formájában hajthatók végre. Ha előzetes hegesztéseket kell készítenie, akkor kör alakúak. Ie az egyik alkatrész teljes olvadásával, részben pedig a másik részével.
További pontok
Az ívhegesztés ismert módszerei az élek további feldolgozása nélkül 4 mm-es fémvastagsággal, kézi munkával, 18 mm-es gépesített munkával állíthatók elő. Ezért, ha szükséges a nagy vastagságú hegesztés a kézi ív technikával, akkor az éleket tovább kell feldolgozni.
Az összekötő geometria elemei közé tartozik az elemek, a horony szöge, a ferde és a hegesztésben részt vevő részek egymáshoz viszonyított eltérése közötti rés. A ferde szög határozza meg a vágási szöget, amely meghatározó a szükséges ívhez való hozzáférés biztosításához a varrat teljes mélységéhez, ami azt jelenti, hogy maga a varrás teljes. A szög nagysága a vegyület típusától és a kezelési módtól függően főként 20-60 °, 5 ° -os tűréssel változik. A rés 0-4 mm.
Ha a fém elég vastag, és nincs rés, akkor nem teljes fúzió léphet fel.
És az élek, amelyeknek nincs elszívásuk, égési sérülésekhez vezethetnek. Az alkatrészek nagy elmozdulásával a hegesztési folyamat lehetetlenné válhat.
A módszer végső megválasztását és a varratok és kötések fémszerkezetben történő végrehajtásának módját az összetettsége és a végrehajtás anyaga határozza meg. Az építésre vonatkozó becslések kidolgozása, fejlesztése során figyelembe kell venni ezeket a jellemzőket, és szükség esetén meg kell határozni a megfelelő megbízhatóságot és merevséget biztosító kiegészítő források felhasználását.
A hegesztés az ipari és magánszféra egyik fő összekapcsolási módja. Ez egy viszonylag olcsó és megbízható módszer, amely állandó kapcsolatot biztosít. Tekintettel arra, hogy sokféle fém van, amelyek mindegyike rendelkezik saját hegesztési jellemzőkkel, valamint különböző munkakörülményekkel és a csatlakozás követelményeivel, különböző típusú hegesztett kötések és varratok vannak.
Hegesztési zónák
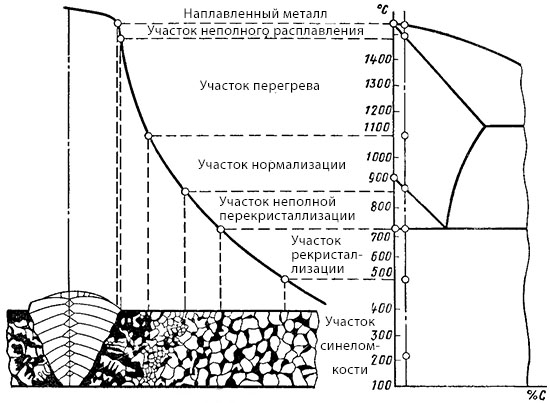
A fúziós zóna 0,1 és 0,4 mm közötti alapanyagot tartalmaz. Részben olvadt szemeket tartalmaz. Amikor a fém ebben a zónában felmelegszik, tű alakú szerkezetet kap. Alacsony szilárdsággal és nagy törékenységgel rendelkezik.
Hővel érintett zóna - négy részre oszlik. Az első rész az alapfémre vonatkozik, amelyet 1100 Celsius fok fölé melegítünk. Durva szemcsés szerkezetű. Ezen a területen a gabona körülbelül 12-szer nagyobb, mint a standard. A túlmelegedés csökkenti a fém viszkozitását, hajlékonyságát és egyéb mechanikai tulajdonságait. Ez a hegesztés leggyengébb része, amely gyakran megtöri.
A második szakasz a normalizálási zóna, ahol az alapfémet 900 Celsius-fokkal melegítik. A gabona szerkezet itt sokkal kisebb, mint az előző esetben. Ez a terület 1-4 mm.
A harmadik terület nem teljes kristályosítási zóna. Itt az alapfémet 750 és 900 Celsius fok között melegítik. Ráadásul kicsi és nagy szemek is találhatók. A kristályok egyenetlen eloszlása miatt a mechanikai tulajdonságok csökkennek.
A negyedik szakasz az átkristályosítási zóna. A terület 450 és 750 Celsius fok között felmelegszik. Ez helyreállítja a korábbi mechanikai hatások által deformált szemek alakját. Ennek a szakasznak a hozzávetőleges szélessége 5-7 mm.
Az alapfémes zóna - egy olyan helyen kezdődik, amely 450 ° C-nál alacsonyabb hőmérsékletre melegszik. Itt a szerkezet hasonló az alapfémhez, de a fűtés miatt az acél elveszíti erőd tulajdonságait. A határ mentén nitridek és oxidok szabadulnak fel, amelyek gyengítik a szemek kapcsolatát. A fém egy adott helyen nagyobb erőt szerez, de kevesebb ütésállóságot és hajlékonyságot eredményez.
A hegesztések és az ízületek teljes osztályozása
A hegesztési típusok különböző kritériumok szerint több kategóriába sorolhatók. Az egyik a megjelenés különbsége. Itt vannak hozzárendelve:
- Konkáv (gyengültek);
- Konvex (erősítettek);
- Normál (lapos).
A végrehajtás típusa szerint:
- egyoldalú;
- Kétoldalú.
Az átadások száma:
- többmenetes;
- Egy passz.
A rétegek száma:
- Többrétegű (vastag fémek hegesztésekor);
- Egyoldalas.
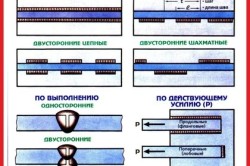
A hegesztett varratok osztályozása több hosszúságú fajtát mutat:
- Pontvarratok (a segítség segítségével jönnek létre);
- Kétoldalú sakk;
- Kétoldalú lánc;
- Egyoldalú szakaszos;
- Egyoldalú folyamatos.
Hegesztési típusok az ütközési erő irányában:
- A frontális (keresztirányú) erő merőleges;
- Szárny (hosszirányú) - az erő párhuzamos a varrattal;
- Ferde - az erő egy szögben történik;
- Kombinált - kombinálja a szárny és az elülső fajtát.
típusok hegesztési varratok és vegyületek pozíció szerint:
- kisebb;
- vízszintes;
- függőleges;
- mennyezet;
- Polugorizontalny;
- félig felálló;
- Polupotolochny;
- A hajón.
Funkciójuk és céljuk szerint a hegesztési varratok kategóriája:
- lezárt;
- tartós;
- Tartós sűrű.
Szélességben:
- Szélesebb - az elektróda keresztirányú oszcilláló mozgásaival történik;
- Menet - a varrás szélessége, amely gyakorlatilag nem haladja meg az átmérő méretét.
Varrás jellemzői
- csikk
Ez a leggyakoribb megoldás, amely a lapok vagy a végfelületek szokásos kombinációja. Ehhez minimális mennyiségű fém és idő szükséges. Ha a lapok vékonyak, akkor kúpos szélek nélkül is tartható. A vastag termékek esetében szükség van arra, hogy a szélek mélységét növelni kell a hegesztés mélységének növeléséhez. Ez 8 mm-es és annál nagyobb vastagságban igaz. Ha a rész vastagabb, mint 12 mm, akkor kétoldalas csuklós csatlakozás szükséges az élvágással. Az ilyen vegyületeket leggyakrabban vízszintes helyzetben végezzük.

- tee
Az ízületek és varratok típusai a "T" betű formájában jelennek meg. Lehet egy- vagy kétoldalas, és különböző vastagságú termékeket is csatlakoztathat. Ha egy kisebb rész merőlegesen van felszerelve, akkor a hegesztés során az elektródát 60 fokos szögben kell megdönteni. Itt használhatja a részeket, és a „hajó” hegesztés egyszerűbb változatát végezheti el. Ez csökkenti az alákínálás valószínűségét. A varrást általában egy menetben alkalmazzák. Számos eszköz van az automatikus Tavrovoy hegesztés megvalósítására.
- szögletes
A sarok olyan kapcsolat, amely 90 fokos szögben vagy más méretben helyezkedik el. Ilyen illesztéseknél az élek gyakran ferdeek, így a varrás a kívánt mélységre gyógyulhat a megbízhatóság biztosítása érdekében. A kétoldalas égetés erősíti a kapcsolatot.

- átfedés
Ez a módszer 1 cm-nél kisebb vastagságú hegesztési lapok hegesztésére szolgál. Átfedik egymást, és mindkét oldalon forralnak. Biztosítani kell, hogy közöttük ne kapjon nedvességet. Néha a jobb kötés érdekében egy ilyen kapcsolatot a vége óta főzünk.

Hegesztési geometria
Figyelembe véve a hegesztések típusait és alkalmazási módjait, figyelni kell az alapvető geometriai paraméterekre.
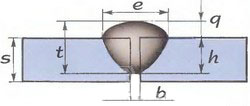
Hegesztési varrás geometria
- E a kialakított varrat szélessége;
- S a munkadarab vastagsága;
- B - a hézagok közötti hézag;
- T a hegesztés vastagsága;
- H a főtt rész mélysége;
- Q a konvex rész mérete.
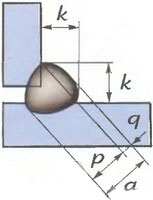
- A a sarokvarrás vastagsága. Tartalmazza a konvexitás és a tervezési magasság mennyiségét;
- P a kiszámított magasság, amely megfelel a legmélyebb olvadáspontból merőleges vonalnak a varratok külső részében feltüntetett legnagyobb egyenes háromszög hipotenézisére;
- Q a hegesztési terület domborzata;
- K - a filé lábának a távolsága az egyik vakolat felszínétől a másik sarkának határáig.
Kiválasztási funkciók
A hegesztett kötések és varratok minden típusa jelentősen különbözik tulajdonságaiktól. Ezért minden esetben a sikeres kombinációhoz saját paraméterkészletet kell választania. Először is figyelmet kell fordítani a térbeli helyzetre. Minél könnyebb a munka, annál jobb a varrás minősége. A vízszintes varratokat a legegyszerűbbnek kell tekinteni, ezért a kézművesek megpróbálják elhelyezni az üres helyeket. Néha az is szükséges, hogy ugyanazt a terméket többször elforgassuk, hogy biztosítsuk a varrat minőségét. - Fontos! Nem szabad elfelejteni, hogy az egyik menetben történő hegesztés elősegíti a jobb szilárdság elérését, mint a többszörös áthaladások. Ezért egyensúlyt kell találnia a kényelem és az átadások száma között. ”
A vastag munkadaraboknál mindig meg kell vágni a széleit, majd még a felületen is dolgoznia kell, hogy egyértelműbbé tegye. A butt opciók a legegyszerűbbek és előnyösebbek, mert könnyebben rögzíthetők, hogy elkerüljük a kapott részek geometriájának torzulását. A varrat típusának helyes megválasztása mellett figyelmet kell fordítania a hőmérséklet-szabályozásra is, mivel azóta a hegesztési zónák mozoghatnak, és a termék egyszerűen megolvad vagy alulméretezhető.
A hegesztéssel készített állandó hegesztést hegesztettnek nevezik. Több zónából áll:
A hegesztett kötés zónái: 1 - hegesztés; 2 - fúzió; 3 - termikus hatások; 4 - nemesfém
- hegesztés;
- fúzió;
- hőhatások;
- nemesfém.
A hegesztett kötések hossza:
- rövid (250-300 mm);
- közeg (300-1000 mm);
- hosszú (több mint 1000 mm).
A hegesztés hosszától függően válassza ki annak végrehajtási módját. Rövid kötések esetén a varratokat egy irányba vezetjük a kezdetektől a végéig; a középső részeket a varrás különálló szakaszokkal való átfedése jellemzi, és annak hossza olyan, hogy az elektródák (kettő, három) integrált száma elegendő legyen a befejezéséhez; a hosszú kötéseket a fent említett fordított lépés módszerrel hegesztik.
A hegesztett kötések típusa szerint:
1. Butt. Ezek a leggyakoribb vegyületek a különböző hegesztési módszerekhez. Előnyösek, mivel a legkisebb belső feszültségek és törzsek jellemzik. A csuklós kötések általában hegesztett lemezszerkezetek.
Ennek a vegyületnek a fő előnyei, amelyek a gondos előkészítés és az élesítés beállításai alapján számíthatók (az utókezelés miatt megakadályozzák a hegesztési folyamat során az égési és fémáramlást, és a párhuzamosság figyelése biztosítja a kiváló minőségű egységes hegesztést)
- a fő- és hegesztési fém minimális fogyasztása;
- a hegesztéshez szükséges legrövidebb idő;
- a csatlakozás nem lehet erősebb az alapfémhez képest.
A fém vastagságától függően az ívhegesztés során az élek különböző szögben vághatók a felülethez:
- derékszögben, ha acéllemezek 4-8 mm vastagságúak. Ezzel párhuzamosan 1-2 mm-es rést hagynak, ami megkönnyíti az élek alsó részeinek forralását;
- derékszögben, ha a fém legfeljebb 3 és 8 mm vastagságú, egy- vagy kétoldalas hegesztéssel van összekötve;
- egyoldalas ferde élekkel (V-alakú), ha a fém vastagsága 4-26 mm;
- kétoldalas ferde (X-alakú), ha a lapok vastagsága 12-40 mm, és ez a módszer gazdaságosabb, mint az előző, mivel a hegesztési fém mennyisége csaknem 2-szer csökken. Ez az elektródák és a villamos energia megtakarítását jelenti. Ezenkívül a hegesztés során a deformációk és a feszültségek kevésbé jellemzőek a kétoldalas ferdén;
- a 20 mm-nél nagyobb vastagságú hegesztési lapok 45 ° -ig 45 ° -ra csökkenthetik a ferde szöget a hegesztési fém térfogatát csökkentő és az elektródok mentéséhez. A szélek közötti 4 mm-es rés jelenléte biztosítja a fém szükséges áthatolását.
Különböző vastagságú fémek hegesztésekor a vastagabb anyag szélét erősebben kaszálják. Az ívhegesztéssel összekapcsolható részek vagy lapok jelentős vastagságával csésze alakú élkészítőt használnak, és 20-50 mm vastagságú egyoldalas előállítást végeznek, és 50 mm-nél nagyobb vastagsággal - egyoldalas előkészítés.
A fenti táblázat jól látható.
2. Átfedések, leggyakrabban a szerkezetek ívhegesztéséhez használatosak, a fém vastagsága 10-12 mm. Ezt az opciót megkülönbözteti az előző kapcsolattól, hogy nincs szükség arra, hogy az éleket különleges módon előkészítsék - elég csak vágni őket. Bár a fém összeszerelése és előkészítése a burkolathoz nem túl terhes, meg kell jegyezni, hogy az alap és a hegesztési fém fogyasztása nő a csuklós kötésekhez képest. A megbízhatóság és a lemezek közötti nedvesség okozta korrózió elkerülése érdekében az ilyen vegyületeket mindkét oldalon főzzük. Vannak olyan hegesztési típusok, amelyekben ezt az opciót kizárólag a tű-és görgőhöz használják.
3. Márkás, széles körben elterjedt ívhegesztés. Számukra az élek egy vagy mindkét oldalra vágódnak, vagy szög nélkül. Különleges követelményeket csak egy függőleges lap készítése esetén kell alkalmazni, amelynek egyforma vágási szélességűnek kell lennie. Egy- és kétoldalas ferde szögeknél a függőleges lap szélei 2-3 mm-es rést biztosítanak a függőleges és vízszintes síkok között, hogy a függőleges lapot a teljes vastagságra hegessék. Az egyoldalas ferdén végrehajtás abban az esetben, ha a termék kialakítása olyan, hogy nem lehet mindkét oldalon forralni.
4. Sarok, amelyben a szerkezeti elemeket vagy alkatrészeket egy szögben vagy más módon egyesítik, és az előre előkészítendő élek mentén hegesztik. Az ilyen vegyületek a folyadékok vagy gázok tartályainak gyártásában találhatók, amelyek enyhe belső nyomáson vannak benne. A sarokcsuklókat a belső oldalon hegeszteni lehet az erő növelése érdekében.
5. A villáskulcsok olyan esetekben fordultak elő, amikor a normál varrás nem biztosítja a szükséges erőt. Az ilyen vegyületek kétféle - nyitott és zárt. A vágás oxigénnel való vágással történik.
6. Arc (oldal), amelyben a lapok egymásra helyezkednek és a végekhez hegesztve vannak.
7. Sablonokkal. Egy ilyen kapcsolat létrehozásához a lapok összekapcsolódnak és átfedik a csomópontot egy átfedéssel, ami természetesen további fémfogyasztást jelent. Ezért ezt a módszert alkalmazzák abban az esetben, ha a csípés vagy a körhézag végrehajtása nem lehetséges.
8. Elektromos szegecsekkel. Ez a vegyület erős, de nem elég sűrű. Számára a felső lapot fúrják és lezárják úgy, hogy az alsó lapot rögzítse. Ha a fém nem túl vastag, akkor a fúrás nem szükséges. Például az automatikus ívhegesztésnél a felső lapot egyszerűen a hegesztési ív megolvasztja.
Hegesztésnek nevezzük a hegesztett kötés szerkezeti elemét, amely kialakításakor az olvadt fém kristályosodása következtében alakul ki a hőforrás mozgási vonala mentén. A geometriai alakzat elemei:
- szélesség (b);
- magasság (p);
- a láb (K) mérete a szög, átfedés és a T-kötések esetében.
A hegesztések osztályozása az alábbiakban bemutatott különböző jellemzők alapján történik. 1. Kapcsolat típusa szerint:
- csikk;
- szögletes.
A szögletes varratokat a hegesztett kötések bizonyos fajtáival gyakorolják, különösen a kör, a csikk, a sarok és a fedőlapok esetében. Az ilyen varrás oldalát lábaknak (k), az ABCD zónának nevezzük. A 33. ábra a varrás konvexitási fokát mutatja, és nem veszi figyelembe a hegesztett kötés szilárdságának kiszámításakor. Ennek végrehajtása során szükséges, hogy a lábak egyenlőek legyenek, és az OD és a BD oldalai közötti szög 45 °.
2. Hegesztés típusa szerint:
- ívhegesztési varratok;
- az automatikus és félig automata víz alatti hegesztés varratai;
- ívhegesztési varratok védőgázban;
- az elektroszálhegesztés varratai;
- hegesztési varratok;
- gázhegesztési varratok.
3. A hegesztést végrehajtó térbeli helyzet szerint:
- alacsonyabb;
- vízszintes;
- függőleges;
- mennyezet.
Az alsó varrás a legegyszerűbb, a mennyezet a legnehezebb. Ez utóbbi esetben a hegesztők speciális képzésen mennek keresztül, és a mennyezeti varrat könnyebb a gázhegesztéshez, mint az ív.
4. Hossz:
- folyamatos;
- szakaszos.
Az időszakos varratokat meglehetősen széles körben gyakorolják, különösen azokban az esetekben, amikor nincs szükség (erősségszámítás nem jelenti a folyamatos varratot) a termékek szoros összekapcsolásához. A csatlakozandó szakaszok hossza (I) 50-150 mm, a köztük lévő hézag körülbelül 1,5-2,5-szerese a hegesztési zónának, és együttesen egy varrási lépést (t) alkotnak.
5. A konvexitás mértékével, azaz a külső felület alakja:
- normális;
- kidudorodás;
- homorú.
Az alkalmazott elektróda típus határozza meg a varrat (a) konvexitását. A legnagyobb konvexitás jellemző a vékony bevonatú elektródákra, és a vastag bevonatú elektródák normál varratokat adnak, mivel az olvadt fém nagyobb folyékonysága jellemzi.
Kísérletileg megállapítottuk, hogy a varrás erőssége nem nő a konvexitás növekedésével, különösen, ha a közös „változó terhelés és rezgés” működik. Hasonló helyzet áll fenn az alábbiak szerint: amikor egy nagy dudoros varrást készítünk, nem lehet sima átmenetet elérni a varróhengerről az alapfémre, ezért ezen a ponton a varrási él olyan, mintha nyírnánk, és itt a feszültségek koncentrálódnak. A változó és rezgő terhelések mellett a hegesztett kötés megsemmisülhet. Ezen túlmenően a konvex varratok megnövelik az elektród fém, az energia és az idő megnövekedett fogyasztását. gazdaságtalan lehetőség.
6. Konfiguráció szerint:
- egyenes vonalú;
- gyűrű;
- függőleges;
- vízszintes.
7. A jelenlegi erőkkel kapcsolatban:
- szárny;
- vége;
- kombinált;
- ferde.
A külső erőhatás vektorja párhuzamos lehet a varrás tengelyével (jellemző a szárnyakra), merőleges a varrás tengelyére (az arcra), a tengelyhez képest szöget zár be (ferde), vagy kombinálja a szélső és végső erők irányát (kombinált).
8. Az olvadt hegesztési fém tartási módszere szerint:
- bélések és párnák nélkül;
- eltávolítható és fennmaradó acélbéléseken;
- réz, réz, réz, kerámia és azbesztbélés, fluxus és gázpárna.
A varrás első rétegének alkalmazásakor a legfontosabb, hogy a folyékony fém a hegesztőkészülékben maradjon. A szivárgás elkerülése érdekében használja:
- acél, réz, azbeszt és kerámia bélés, amelyeket a gyökérvarrás alatt táplálnak. Ezeknek köszönhetően növelhető a hegesztőáram, ami biztosítja a peremeken keresztüli behatolást és garantálja az alkatrészek száz százalékos behatolását. Ezenkívül a bélés megtartja az olvadt fémet a hegesztési medencében, megakadályozva az égési átfolyások kialakulását;
- a hegesztett élek közötti betétek, amelyek ugyanazokat a funkciókat látják el, mint a tömítések;
- a varrás gyökérének a másik oldalról történő vágása és behúzása, miközben nem törekszik áthatolni;
- fluxus, fluxus-réz (hegesztés alatt) és gáz (kézi ív, automata és argon ívhegesztés) párnákkal, amelyeket a varrás első rétege alatt táplálnak vagy szolgáltatnak. Céljuk, hogy megakadályozzák a fémek menekülését a hegesztőmedencéből;
- a zárban lévő csuklópántok összekapcsolása, amelyek megakadályozzák az égést a varrás gyökérrétegében;
- speciális elektródák, amelyek bevonata olyan speciális összetevőket tartalmaz, amelyek növelik a fém felületi feszültségét, és nem engedik, hogy a hegesztési medencéből kifolyjon, amikor függőleges varratokat végeznek felülről lefelé;
- impulzusív, amelynek következtében a fém rövid ideig tartó olvadása megtörténik, ami hozzájárul a hegesztési fém gyorsabb hűtéséhez és kristályosodásához.
9. Azon a oldalán, amelyen a varrás van:
- egyoldalú;
- kétoldalú.
10. A hegesztett anyagok szerint:
- szén- és ötvözött acélokon;
- színesfémekre;
- bimetálon;
- polifólián és polietilénen.
11. Az egyesítendő alkatrészek helyének megfelelően:
- akut vagy tompa szögben;
- derékszögben;
- ugyanabban a síkban.
12. A hegesztési fém térfogata szerint:
- normális;
- gyengült;
- megerősítve.
13. Helyszín szerint a terméken:
- hosszirányú;
- keresztirányú.
14. Hegesztett szerkezetek formájában:
- sík felületeken;
- gömb alakú felületeken.
15. A hegesztőhengerek száma:
- egyrétegű;
- többrétegű;
- multipass.
A hegesztés előtt az összekapcsolt termékek, szerkezetek vagy alkatrészek széleit megfelelően elő kell készíteni, mivel a varrás erőssége függ a geometriai alakjától. Az űrlap elkészítésének elemei:
- a vágóél (a) szöge, amelyet akkor kell végrehajtani, ha a fém vastagsága több mint 3 mm. Ha kihagyja ezt a műveletet, akkor lehetnek olyan negatív következmények, mint a behatolás hiánya a hegesztett kötés keresztmetszetén keresztül, a fém túlmelegedése és kiégése. Az élezés lehetővé teszi, hogy több rétegű, kis keresztmetszetű hegesztést hajtson végre, melynek következtében javul a hegesztett kötés szerkezete, és csökken a belső feszültség és feszültség;
- az egyesített élek közötti rés (a). A beállított rés helyességétől és a választott hegesztési módtól függ, hogy az első (gyökér) réteg kialakításakor milyen mértékben teljesül a behatolás a csukló keresztmetszetén;
- unalmas szegélyek (S), amelyek ahhoz szükségesek, hogy a gyökér varratok beillesztése bizonyos stabilitást biztosítson. E követelmény figyelmen kívül hagyása a fémhegesztés során a hegesztéshez vezet;
- a lapszög hossza abban az esetben, ha a vastagság különbsége (L) van. Ez az elem lehetővé teszi a sima és fokozatos átmenetet egy vastagabb részről egy vékonyra, ami csökkenti vagy kiküszöböli a hegesztett szerkezetek feszültségkoncentrációjának kockázatát;
- az élek eltolódása egymáshoz képest (5). Mivel ez csökkenti a kötés szilárdsági jellemzőit, és hozzájárul a fém behatolásának hiányához és a stresszközpontok kialakulásához, a GOST 5264-80 elfogadható normákat állapít meg, különösen, hogy az eltolás nem haladhatja meg a fémvastagság 10% -át (maximum 3 mm).
Így a hegesztés előkészítésekor a következő követelményeket kell teljesíteni:
- tisztítsa meg az éleket a szennyeződéstől és a korróziótól;
- A megfelelő méret elcsúszása (a GOST szerint);
- állítsa be a GOST-nak megfelelő rést egy bizonyos típusú kapcsolathoz.
Néhány élfajtát már említettek (bár más szempontból is számításba vették) a csuklós ízületek leírásakor, de ennek ellenére ismét erre kell összpontosítani.
Az egyik vagy más típusú élek kiválasztását számos tényező határozza meg:
- hegesztési módszer;
- fémvastagság;
- a termékek, alkatrészek stb.
Minden egyes hegesztési eljáráshoz külön szabványt dolgoztak ki, amely meghatározza a szélei előkészítésének alakját, a varrás méretét és a tűréseket. Például a kézi ívhegesztést a GOST 5264-80 szerint végezzük, az érintkezős hegesztés - a GOST 15878-79 szerint, az elektroszkóp - a GOST 1516468 szerint stb.
Emellett van egy szabvány a hegesztés grafikus kijelölésére, különösen a GOST 2.312-72. Ehhez használjon ferde vonalat egy egyirányú nyíllal, amely jelzi a varrás területét.
A varrat jellemzői, az ajánlott hegesztési módszer és egyéb információk a vízszintes polc felett vagy alatt vannak elhelyezve, amelyek a ferde nyílvonalhoz vannak csatlakoztatva. Ha a varrás látható, azaz az elülső oldalon van, majd a varrás jellemzője a polc felett van, ha láthatatlan - alatt.
A hegesztés szimbólumai további jelek.
- ívhegesztés - E, de mivel ez a típus a leggyakoribb, a betű nem feltüntethető a rajzokon;
— gázhegesztés - G;
- elektro-hegesztés - W;
- inert gázok hegesztése - és;
- robbanáshegesztés;
— plazmahegesztés - Pl;
- kontakthegesztés - CT;
- súrlódási hegesztés - T;
— hideghegesztés - X.
Szükség esetén (ha több hegesztési módszert alkalmaznak), a használt hegesztési módszer betűjelét kell elhelyezni egy adott fajta megjelölése előtt:
- kézi - P;
- félautomata - P;
- automatikus - A.
- ív alatt fluxus - F;
- aktív gáz hegesztése fogyó elektródával - UE;
- inert gáz hegesztése fogyó elektródával - PI;
- inert gázhegesztés nem fogyó elektródával -
IN.
Hegesztett kötések esetén speciális betűjelek is vannak:
- C - C;
- T-alakú - T;
- átfedés - H;
- szög - D
A betűk után a számok meghatározzák a hegesztéshez a GOST szerinti hegesztett kötés számát.
Összefoglalva a fentiekben leírtakat, megállapítható, hogy a hegesztések szimbólumai egy bizonyos szerkezethez kapcsolódnak.
varrás - varrás hossza, jel / vagy Z, pálya; 6 - ponthegesztés esetén pontméret; 7 - érintkezőhegesztéshez - a pont átmérője,
jel / vagy Z. lépéssel; 8 - a hegesztéshez - a varrat hossza;
9 - a varrás, a jel vagy a lépés szélessége és hossza; 10 - jel és láb a szabvány szerint; 11 - a hegesztési módszer feltételes képe; 12 - varrás típus; 13 - csatlakozási szabvány
Például dekódoljuk a jelölést:

- a varrás a láthatatlan oldalon található - a megjelölés a polc alatt van;
- T-csukló, 4. számú varratok a GOST 1477176 - T4 szerint;
- hegesztés szén-dioxidban - Y;
- félautomata hegesztés - P;
- 6 mm hosszú lábszár - Г 6:
- szakaszos varrással, szakaszos elhelyezéssel - 50 ~ Z_ 150.




