A hegesztett kötések hibáinak felderítése. A hegesztett kötések belső hibái. Az oxid film okai
Ma hegesztést használnak mindenhol a különböző fém alkatrészek összekapcsolására. Sikeresen használják mind ipari, mind magánszférában életkörülmények. az alkatrészek hegesztéssel történő állandó összekapcsolásához. Ennek eredményeként különböző területek jönnek létre, amelyeket egy bizonyos tulajdonságok jellemeznek. Mindez a fűtés mértékétől függ. A fizikai, kémiai és mechanikai tulajdonságok eltérőek lehetnek. Főbb hibák hegesztett kötések már régóta ismert. El kell kerülni őket a munka során.
A varrás gyökérének üregességének oka
Ezek a repedések általában. Az ilyen acélokat a legjobb szakítószilárdságukhoz használják. Azonban. növelje a hőmennyiséget és válasszon ki egy megfelelő töltőanyagot. Lehetnek nyúlási repedések az olvadási zónában. A keményítő acélt általában nehezebb hegeszteni. ami a hűtési sebesség megváltoztatásakor fordulhat elő. a következő okok miatt: Általában. azok, amelyek a kábel végétől vagy szélétől mozognak, és átlépik az alapfémet. A ferrites rozsdamentes acélok hegesztéskor általában törékenyek. gyakran visszavonul a robbanásból. nyilvánvalóan a lemez ellenkező oldalán.
A hegesztést fém alkatrészek összekapcsolására használják ipari és háztartási környezetben.
A hegesztett kötések jellemzői és típusai
Mielőtt a hegesztett kötések hibáiról beszélnénk, érdemes többet beszélni főbb típusukról és jellemzőikről. A hegesztés elve nagyon egyszerű. Az olvadt fém varratot képez, amely kristályosodik. A részlegesen megolvadt anyag képezi a fúziós zónát. A zóna közelében van az a terület, amelyben a fűtött fém további feszültség alatt áll. Ezt hőhatásnak nevezett zónának nevezik. Ezután a fő fém. Szerkezete és tulajdonságai a munkafolyamatban nem változnak.
Az ilyen repedések nem észlelhetők. a vezeték és az alapfémek közötti olvadási zónában. az alapfém hosszanti repedése két típusra osztható. Az alapfém hosszanti repedése párhuzamos a hegesztéssel, és az alapfémben található. képviselteti magát hegesztések.
Rossz ferde előkészítés. A csillagok repedéseinek megsemmisítése A röntgensugár vagy a gamma sugarának vetülete keresztirányú és a repedések kimutatására meghatározott szögben legyen. Gyors hűtés Módosítsa a hegesztési sorrendet. Javítás Használja a helyes elektródát. És el kell távolítani őket. de néha keresztirányú repedésekként jelennek meg a megszilárdulási folyamat során kialakult struktúrától függően. A morfológia tükrözi a hegesztés megszilárdulásának szerkezetét és jelezheti a megszilárdulási határhoz kapcsolódó szegregációt.

besorolás hegesztések hely szerint.
A hegesztett kötéseknek több fő típusa van. Közülük a leggyakoribb a tompa, az átfedés, a T-alakú és a szögletes. Mindegyik különbözik az alapanyagok telepítésében, a varrás helyén. A varrás minőségét számos különböző tényező befolyásolja közvetlenül. A belső és külső hibák is kialakulhatnak. A varratok minőségét közvetlenül befolyásolja a csatlakozni kívánt fémek szennyezettsége.
Mi a hegesztési repedés?
Metallográfia A megszilárdulás határai között repedések keletkeznek, amelyeket interdendritikus jellemez. Ez a legsúlyosabb hiba a hegesztésnél. A repedések nemcsak csökkentik a hegesztés szilárdságát, hanem csökkentik a szakasz vastagságát. Amikor megnyitja a hegesztést, amely befolyásolja a repedés felületét. vagy bármely más erőfeszítés, amely befolyásolhatja a struktúrát. A repedések nyitottak és szabad szemmel láthatóak. A keményített repedések elágazó megjelenéssel rendelkezhetnek a kráterképződés után. acélból vagy nikkelötvözetből kékes és oxidált megjelenésű lesz. 1 A kötél közepe mentén megszilárdul.
Az oxidok, zsíros filmek igen sokféle lehetnek. Ezért a hegesztett felületeket meg kell tisztítani a munka előtt. By the way, a végrehajtás folyamatában szükséges harcolni a felszínen képződő oxidokkal. Mindenesetre a végső kapcsolat erőssége közvetlenül függ a hibák hiányától. A varrás néha pontosan ugyanolyan erősségű, mint az alapanyag, de ez eléggé nehéz elérni.
Túl kevés a hegesztés. növeli a szennyeződések képződését az olvadt területen. különösen, ha enyhe behatolás van. ez az utolsó rész, amely megkeményedik. jelentősen befolyásolja az anyag repedésére való hajlamot. Azok a hegesztett gyöngyök, amelyeknek a mélysége és a szélessége között van kis arány, például akkor alakul ki, amikor egy nagy rés zár egy vékony széles vezetékkel. Hegesztés szennyeződésekkel, például a hegesztendő felület vágózsírjaival. hegesztési központ.
A hegesztett kötések hibái
Amint azt korábban említettük, a hegesztett kötések hibái nagyon különbözőek lehetnek. Emlékeztetni kell őket a munkafolyamatban. Ha egy személynek van egy ismeretei a poggyászukkal, akkor képes lesz a varratokat tökéletesen varrni. Ezt kell törekednünk.
Ahogy keményedik. serkenti a repedést. ez a zóna hajlamos lesz repedni, amikor az erőfeszítés növekszik a keményedés normál csökkenése miatt. A szennyeződések szétválasztása a hegesztés közepe felé. Mivel a töltőanyag és az alapfém összetétele meghatározza a forrasztás összetételét. amely gyógyulásra érzékeny zónát okoz. Az elemek közötti nagy rések növelik a feszültséget fémhegesztés keményítéskor. egy vékony zóna, amely kevéssé ellenáll a repedésnek.
A csatlakozás kialakítása jelentősen befolyásolhatja a maradékfeszültségek szintjét. 429. A ferrithullám jótékony hatása az, hogy képes káros szennyeződéseket oldani, amelyek egyébként alacsony olvadáspontú szegmensek kialakulásához vezetnek, és így interdendritikus repedésekhez vezetnek. A repedések kockázata a hegesztési fém törési kémiai összetételére való hajlamra vonatkozó számításokkal ismert. ezen túlmenően a csatornák mélysége és szélessége körülbelül 08, 07, 06, még akkor is, ha azok tetszőleges egységek.

A hegesztett kötések fő típusainak táblázata.
- Haladva. Ez egyike a hegesztett kötések hibájának. Ez egy horony, amely az alapfém és a varrás fúziós helyén van kialakítva. Leggyakrabban az ilyen hibák akkor jelennek meg, ha nagy hegesztőfürdő van. Magától értetődik, hogy nagy mennyiségű fém megolvad a nagy áramjelzők használata miatt.
- Naplav. Ezt a hiányosságot az jellemzi, hogy a hegesztőanyag szivárgása van az alapfémen. Nagyon kellemetlen hiba.
- Hiánya fúzió. A hegesztett kötések ilyen hibája olyan esetekben fordulhat elő, amikor az alapfémek elégtelen olvadása a szerkezeti elemek csatlakozásainál keletkezik. Ez a hely leggyakrabban salakkal van kitöltve, amely szerkezetéből adódóan porózusokat és üregeket képez az ízületekben. Ez elfogadhatatlan. A design azonnal elveszíti tulajdonságait. Ha ívhegesztést alkalmaznak, nem elegendő fúzió léphet fel az elégtelen áram erőssége miatt. Ez az egyik legveszélyesebb hiba. Ez elsősorban annak a ténynek köszönhető, hogy ezen a helyen további struktúrák keletkeznek a szerkezet későbbi működése során. Ez nagyon gyakran vezet gyors elpusztításához. Megszabadulhat ez a hiba. Ehhez hiányos behatolást észlelünk, majd a felületet nehéz területeken végezzük.
- Repedések. Ez az anyag részleges megsemmisítése a varratban vagy a közeli zónában. Ezek több okból is kialakíthatók. Ha a folyamatról beszélünk, amikor a fém még meleg, akkor a repedések a fém kristályosodása következtében jelentkeznek. A szilárd állapotban számos szerkezeti átalakulás is előfordulhat vele. Ez a második oka az ilyen hibák megjelenésének.

A hegesztési kötések hibáinak okai
Hegesztéshez. mangán szénacélokra. Ezért. vagy nagy oldódási folyamatban, mint például az ívelt ívhegesztés. A hegesztési fém összetételét a fogyóeszközök határozzák meg. és ez hozzájárul a szénhez. A repedés kockázatának minimalizálása. a kén és a foszfor teljes mennyisége nem haladhatja meg a hegesztés költségét. Azonban az alacsony mélység / szélesség arányok is hozzájárulnak a repedésekhez. Ha a mélység és a szélesség aránya 1-ről 1-re csökken.
A belső repedések röntgen- vagy ultrahangos módszereket igényelnek. amely elősegíti a szegregációt és az átfogó erőfeszítéseket. Győződjön meg róla, hogy a hegesztési sorrend nem okoz hőenergiás hatásokat. Kerülje a nagy mélység / szélesség arány létrehozását. vizuális ellenőrzéssel detektálható. Minden passzolás végén. biztosítsa a megfelelő krátertöltést, hogy elkerülje a káros homorú alakot. Sok kód szerint minden repedést el kell távolítani.
Hegesztési hibák: nem fúzió, egyenetlen forma, beáramlás, repedések, fisztulák, túlmelegedés.
A forró repedés mechanizmusa meglehetősen egyszerű. A végrehajtás során hegesztés fémet melegítenek. Miután a hőforrást eltávolítottuk, fokozatosan elkezd hűlni. Természetesen a kristályosodási zónák képződnek. Elkezdnek úszni a még megolvadt fém között. Ha nincsenek olyan mikrozonok, amelyek lehetővé teszik a meleg és hideg anyag kölcsönhatását, akkor az összes hegesztett kötés hibákat tartalmazna. Ez azonban nem történik meg. Így feltételezhetjük, hogy minél magasabb a kristályosítási tartomány, annál valószínűbb a forró repedések előfordulása. A szén közvetlenül befolyásolja ezt a mutatót. Itt van egy közvetlen kapcsolat. Minél több szén van az acélban, annál szélesebb lesz a kristályosítási tartomány.
Az ásatást ezután egy olyan töltőanyaggal újra hegesztik, amely nem hoz létre repedtérzékeny üledéket. Kerülje a nagy hegesztési sebességet, amely növeli a szegregáció mennyiségét és a hegesztési feszültséget. Válassza ki a használni kívánt hegesztési paramétereket és módszert. ezért a 308-as típusú töltőanyagot használják a rozsdamentes acél hegesztéséhez.
Repedések is előfordulhatnak a hegesztőgolyón. még a felszíni folytonosság megszakítása. Enyhén kékes tónus figyelhető meg előmelegítés vagy hegesztés következtében. A hegesztés megnyitásakor. A fő jellemző, amely megkülönbözteti ezt a fajta repedést, az a tény, hogy ferrites acélokban fordul elő. a hegesztett felületre merőleges.
Hideg repedések keletkezhetnek a varrás helyén. Ezek akkor jelennek meg, ha az anyagot körülbelül 200-300 ° C hőmérsékletre hűtjük. Előfordulhat, hogy nem tűnnek fel azonnal, ami veszélyesebbé teszi őket. A hideg repedések megjelenése azzal a ténnyel jár, hogy az anyagban különböző szerkezeti átalakulások lépnek fel bizonyos kémiai átalakulások miatt. Itt közvetlen függés van az anyagban lévő szén mennyiségétől. Minél többet, annál nagyobb a hideg repedések valószínűsége. Ez a hideg és meleg repedések kialakulásának tendenciája meghatározza a fémek hegeszthetőségét. Ez a paraméter egy olyan hegesztett kötés megszerzésének képességét jellemzi, amely nem különbözik az alapanyagoktól.
Gyulladás és behatolás hiánya
A hegesztés során fellépő erők. A keletkező hidrogén mennyiségét elsősorban az elektróda típusa határozza meg. A hegesztési fém alacsonyabb szén-tartalma lesz, mint az alapfém. és ezáltal alacsonyabb szén-dioxid-egyenérték. A hidrogén repedéseinek nagy része megtalálható az alapfémben. a magban lévő fluxus és az ívelt hegesztés során használt fluxus. Az elektródák megfelelő választásával. A repedés a hidrogénnek az edzett rész felé történő diffúziója miatt következik be, és érzékenyebb hegesztési feszültségek. repedések találhatók a hegesztésben.
Pórusok és nemfémes zárványok

Hegesztési hézagok: kráterek, zsugorodás, pórusok, behatolás hiánya, salak, átégés.
Pórusokat. A hegesztett kötések ezen hibái meglehetősen gyakori. A pórusok olyan üregek, amelyek gázzal vannak feltöltve. Mikroszkopikus méretűek lehetnek, és több milliméteres hibákat képezhetnek. Ebben az esetben a leggyakrabban a varratok ízületein alakulnak ki a fő anyaggal. Ezt a hibát számos paraméter befolyásolja.
Pórusok: alakjuk, helyük és okuk
Az alapanyag összetétele. transzgranuláris vagy mindkettő keveréke. A repedések intergranulárisak lehetnek. Nehéz és törékeny struktúra, amely repedésnek van kitéve. A konkrét tényezők hatása a repedés kockázatára: A hidrogén-fém hegesztése. A hegesztési gyöngy nagyobb kockázatot jelent, mint az azonos anyagvastagságú, hegesztési hegesztés. egyenértékű szénértéket. keménység Az a tény, hogy az alkatrészek nem jól illeszkednek. Az anyag szilárdságát rendszerint szén-dioxid-tartalom formájában fejezik ki. A hidrogénforrások között az olaj lesz.
Ezek közül a legfontosabb a főzőfürdőben lévő gáz koncentrációja. A gáz az olvadás során felszabadul a fémből. Ezt a folyamatot nem lehet megakadályozni. A szén-monoxid nem képes feloldódni a mirigyben, és buborékok formájában szabadul fel.
Nemfémes zárványok. A hegesztett kötések ezen hibái magukban foglalják az idegen zárványok behatolását a hegesztés szerkezetébe a munka eredményeként.
Általában kevesebb hidrogént termelnek, mint a rutilelektródák vagy a cellulóz. A csatlakozás "kombinált vastagsága". A stressz koncentrációs területek repedést okozhatnak, nagyobb valószínűséggel a labdában és a gyökérben. az 1. ábrán látható módon. A hidrogén az anyag felületéről vagy fogyóeszközből is származhat. 434. Fontos megjegyezni, hogy más jelentős hidrogénforrások is lehetnek, mint például a levegő páratartalma. Az egyesületre ható korlátozás mértéke. anyagvastagság.
Határozza meg a termikus ciklust. A magas hőindukció csökkenti a keménységet. Mivel a lökethossz az elektróda által alkalmazott hegesztés hossza. 436. A legjobb gyakorlati irányelveket úgy adják meg, hogy a hegesztők minimalizálják a porozitás kockázatát a gyártás során. Felületi megszakításos porók. A porozitás többféle formát ölthet: elosztva vagy egyenletesen eloszlatva.
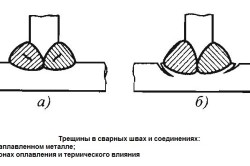
Repedések a hegesztett kötésben.
Az ilyen zárványok sokfélesége van. A salak például képződhet a csatlakozandó anyagok nem megfelelő tisztítása következtében.
Ezeket a többrétegű hegesztés során keletkező elégtelen salakeltávolítás okozza. Az olvasztással végzett munka során egy anyag keletkezik a varrásban, amely fizikai és kémiai tulajdonságok különbözik az alapfémtől. Ebben a tekintetben az ilyen hibák is kialakulhatnak. A külföldi zárványok nagyon különbözőek lehetnek.
5% -os észrevehető felületi porozitást eredményez. folyamok vagy munka. a megszilárdulás és a hegesztett fémben lévő buborékok formájában kialakuló rohamok gáznemű kibocsátására. Felületi bevonatok: A hegesztés előtt tisztítsa meg a csukló széleit. Ha a levegő legalább 1% -a menekülhet a védőgázon. Győződjön meg arról, hogy a bevonat az ajánlott maximális vastagság alatt van. Különös említést érdemel a lefedettség, amely alacsony cinktartalmú katonáknak számít. porozitás előfordulhat.
A gázvezetékek szivárgása. Kerülje el az olvadt üledék turbulenciáját. Használjon megfelelő szintű antioxidánsokat tartalmazó fém töltőanyagot. de ha meghaladja, de ha meghaladja a gyártó által ajánlott vastagságot. A T-alakú ízületeknél a gázkitermelés kockázata nagyobb lesz, mint a csuklós ízületeknél. Nem kell eltávolítani a fedelet. Csökkentse a túlzott gázáramlást. Hidrogén: szárítsuk meg az elektródát és az áramlást. lakkok és cinkfürdők. A hidrogén több forrásból származhat.
Tanulmányi hibák
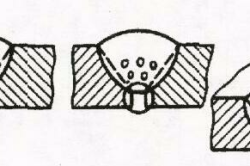
Hegesztési hiba - pórusok, az üregek gázzal való feltöltése.
Természetesen, ha vannak különböző hegesztett kötések hibái, akkor azokat meg kell vizsgálni. Ehhez gyakran használt makroelemzést. Az a tény, hogy a fém szerkezetét szabad szemmel vagy nagyítóval tanulmányozzák. A mikroszkópos elemzéssel ellentétben a makroanalízis nem teszi lehetővé az anyag szerkezetének megfelelő tanulmányozását. Fő feladata a hegesztési folyamat során összekapcsolt alkatrészek minőségének ellenőrzése. Ez lehetővé teszi, hogy meghatározza a törés típusát, a rostos szerkezetet, a szilárd szerkezet megsértését és így tovább. Az ilyen elemzés elvégzéséhez szükséges, hogy a vizsgálandó részt speciális elemekkel marassuk, és csiszológépeken kell feldolgozni. Ezt a mintát makroszekciónak nevezik. Felszínén nem lehet szabálytalanság vagy idegen zárvány, beleértve az olajat.
Győződjön meg arról, hogy a bevonat vastagsága kisebb, mint a gyártó által ajánlott vastagság. Csatlakozási geometria: Kerülje az üregeket létrehozó geometriát. A felesleges gáz keletkezik, ha a kezelendő felület nagyon piszkos vagy nagyon vastag bevonat miatt van. 438. A hegesztőáram kikapcsolása nagy olvadt iszap gyors megszilárdulásához vezet. Távolítson el minden bevonatot a ragasztási területen. A T-alakú hézagok bevonatú lemezekkel történő hegesztésekor fontos, hogy a függőleges elem szélén lévő bevonat vastagsága ne haladja meg a gyártó által ajánlott vastagságot.
A fentiekben leírt összes hibát meg lehet vizsgálni és kimutatni makroanalízissel.
Az anyag szerkezetének azonosításához a leggyakrabban használt módszerek a felszíni maratás.
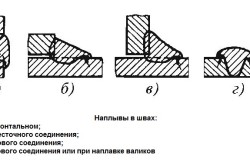
Az áramlások típusai a varratokban.
Gáztermelés: Tisztítsa meg a munkadarab felületét. és általában valamilyen porozitással társult. A radiográfia általában hatékonyabb a porozitással kapcsolatos hiányosságok kimutatásában és jellemzésében. kefe és zsírtalanítás. Felismerés és eltávolítás Ha a hiányosságok megszakítják a felület folytonosságát. A csuklót újra kell készíteni és hegeszteni az elfogadott eljárásnak megfelelően. 439. Az alábbiakban a felületi hibákat röntgen- vagy ultrahangvizsgálattal lehet kimutatni.
A porozitás bizonyos típusai a következők: Élettartamú porozitás: lineáris vagy lineárisan orientált gömbölyű pórusokból áll. kefe és zsírtalanítás. Vegyi tisztítás. a kis pórusok kimutatása nehéz. zsírtalanítani. Végvezeték eltávolítása: használja a bekapcsológombot a csavarhegesztéseknél. Matt. Fokozatosan csökkentse hegesztőáramaz olvadt üledék méretének csökkentése. Az olvasztott iszap zsugorodásának kompenzálásához adjunk hozzá töltőanyagot. Zsírtalanító. Csoportos porozitás: pórusok vagy buborékok csoportja, amelyeket véletlenszerűen osztanak el.
Ez a megközelítés a legkevésbé szén-dioxid- és közepes szénacélokra alkalmas. Az előzetesen előállított makroshlifert az elemzett részből kell a reagensbe meríteni. Ugyanakkor a felületet alkohollal kell tisztítani. Az elemek kölcsönhatása következtében kémiai reakció lép fel. Lehetővé teszi a réz eltávolítását az oldatból. Az anyagok helyettesítése. A réz a próba felületére kerül. Azokat a helyeket, ahol a fő anyagot nem fedik le teljesen réz, öntik. Ezek a helyek és minden hibát tartalmaznak. Ezután a mintát eltávolítjuk a vizes oldatból, szárítjuk és tisztítjuk. Mindezeket a lépéseket a lehető leggyorsabban kell elvégezni, hogy az oxidációs reakció ne következzen be. Ennek eredményeképpen azonosíthatóak azok a területek, ahol nagy mennyiségű szén, kén és egyéb anyagok vannak.
Az ilyen anyagokat tartalmazó területek marása nem azonos. Ahol a szén és a foszfor nagy koncentrációja van, a felületen lévő réz nem intenzíven szabadul fel. Itt van a minimális fémvédelem. Ennek eredményeként ezek a helyek a leginkább maratottak. A reakció eredményeként ezek a területek sötétebb színben vannak festve. Jobb, ha ezt a módszert alkalmazzák azokra a acélokra, amelyek minimális mennyiségű szenet tartalmaznak. Ha igen, akkor a minta felszínéről a réz nagyon nehéz lesz eltávolítani.
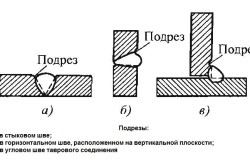
A varratok aluljárási típusai.
A hegesztett kötésben az anyagok szerkezetének más módszerei is léteznek. Például gyakran használják a fotoprint-módszert a kén mennyiségének meghatározására. Fotópapír, miközben egy ideig megnedvesítették és megtartották a fényt. Ezután a fóliapapír lapjai között szárad. Az oldat, amelyben kezdetben elhelyezett, bizonyos mennyiségű kénsavat tartalmaz. Ezután természetesen ez a papír egyenletesen kerül a makróra.
Egy hengerrel kell simítani, hogy az összes deformációja teljesen megszűnjön. A fényképészeti papír és a fém között fennmaradó légbuborékokat teljesen el kell távolítani. Csak ebben az esetben lesz a vizsgálat objektív. Ezt a pozíciót kb. 3-10 percig kell tartani. Az idő a szonda kezdeti vastagságától és más tényezőktől függ.
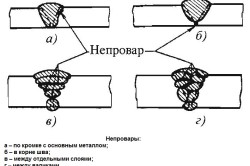
Neprovarov típusai.
A hegesztési fémben található kénbevonatok szükségszerűen reagálnak a fotopapír felületén lerakódott savval. A hidrogén-szulfid felszabadulásának fókuszában egy anyag képződik, amelyet fotóemulziónak nevezünk. A reakció eredményeként kialakuló ezüst-szulfid-területek egyértelműen mutatják a kén eloszlását a fémben.
Természetesen ezeket a területeket papíron fogják megfigyelni. A kísérlethez használt fotópapírt le kell mosni, majd a hiper-szulfit oldatban tartani. Ezt követően ismét folyadékban mossuk és szárítjuk. Abban az esetben, ha a hegesztésben fluorid zárványok vannak jelen, akkor biztosan kitűnnek a sötét színű foltok formájában.
Összegezve
Így jelenleg számos módszer létezik a hegesztett kötések hibáinak azonosítására. Mindegyiküknek van egy konkrét célja. Mindegyik módszer lehetővé teszi, hogy megtudja, hogy a varrás szerkezetében mennyit tartalmaz egy vagy másik anyag, amely hátrányosan befolyásolhatja annak szerkezetét.
A makroanalizációs módszerek mellett a közelmúltban a mikroelemzési módszereket is gyakran bevezetik. Ugyanazok a célok, mint az előzőek. Ezenkívül lehetővé teszi az anyag szerkezetének tanulmányozását. Itt a kristályrács szerkezetének molekuláris szintjén dolgozunk.
A hegesztés az egyik legfontosabb gyártási folyamat. Az acél alkatrészek széles körű összekapcsolására szolgál. Mint más gyártási folyamatok esetében is, a házasság néha találkozik. Ez azt jelenti, hogy a hegesztés hibái jelentősen csökkenthetik a késztermék minőségét, vagy akár teljesen halálos működését is.
besorolás
By the way, hogyan lehet őket osztani? A hegesztés minden hibája három nagy csoportra oszlik:
- Külső.
- Belső.
- Hurok.
A külső hibák gyakran a leggyakoribb kategória. Tartalmazza: szükségtelenül kis méreteket, valamint a varrás vonal elmozdulását, különböző áramlásokat, „vágásokat”, zsugorodási héjakat és krátereket, amelyeket nem hegesztett be a hegesztési folyamat során, porozitást vagy repedéseket. Egyenetlen varrásszélesség is érvényes erre a fajtára. Úgy gondolják, hogy a külső hibák a legkevésbé veszélyes kategóriába tartoznak.
Ennek megfelelően a belső részek a pórusok, a salak számos zárványa, a nem megfelelően hegesztett helyek, valamint a hegesztett fém vastagságának repedése. Ami a hibákat illeti, ezek a fistulák, amelyek áthaladnak a repedés teljes vastagságán, valamint áthaladnak.
A hegesztési hibák fő oka
- Szinte mindig akkor jelennek meg, amikor kivételesen olcsó és alacsony minőségű anyagokat használnak.
- Ugyanez mondható el az alacsony minőségről is hegesztőberendezések. Emellett a szakemberek által használt eszközök rossz minőségű javítása után a hibák gyakran előfordulnak.
- Természetesen ez gyakran akkor fordul elő, amikor a munka technikája megsértik.
- Súlyos hegesztési hibák gyakran találhatók az alacsony képzettségű, tapasztalatlan szakembereknél.
 Könnyű megérteni, hogy a legmagasabb színvonalú termékeket teljesen automatizált berendezések esetén kapjuk meg. Ne felejtsük el a munkaterület kényelmét. Így a varrás nagy szóródása és szélességének megsértése nagyon gyakran fordul elő olyan esetekben, amikor a hegesztő (még akkor is, ha tapasztalt) kényelmetlen helyzetben működik.
Könnyű megérteni, hogy a legmagasabb színvonalú termékeket teljesen automatizált berendezések esetén kapjuk meg. Ne felejtsük el a munkaterület kényelmét. Így a varrás nagy szóródása és szélességének megsértése nagyon gyakran fordul elő olyan esetekben, amikor a hegesztő (még akkor is, ha tapasztalt) kényelmetlen helyzetben működik.
Valójában nem véletlen, hogy a teljesítés követelményeiben vannak olyan elemek, amelyek kifejezetten előírják a munkahely teljes körű felszerelését, biztosítva a kiváló minőségű ergonómiát.
Fontos megjegyzés
Még a kezdő hegesztők is jól tudják, hogy a maximális szilárdság biztosítása érdekében a varratnak enyhén erősítenie kell körülbelül 1-2 mm magassággal. Ugyanakkor ugyanazok a hegesztők gyakran komoly hibát követnek el, amikor 3-4 mm-es magas megerősítést végeznek. Elvileg egyszerű esetekben semmi sem szörnyű ebben, de nem olyan termékek esetében, amelyek állandóan dinamikus terhelésű állapotban vannak. Mindez stressz koncentrációhoz és a törés valószínűségének hirtelen növekedéséhez vezet.
alávágott
Mint már említettük, a hegesztések és az ízületek hibái rendkívül veszélyesek. Nem nehéz elképzelni, mi fog történni, ha rendelkezésre állnak a telepítésre szánt részben, például egy vasúti híd tartószerkezetében. Különösen veszélyesek azoknak a hegesztőkészülékeknek, amelyekből állandó hőmérsékletkülönbségek mellett működnek.
A legveszélyesebbek az alulcsúszások, mivel ezek a feszültségek természetes „akkumulátora”, amely a varrás leggyengébb pontjára koncentrálódik. Ezenkívül jelentősen csökkentik a munkadarabot, ami szintén rendkívül negatívan befolyásolja a teljes csukló szilárdságát.
A legtöbb esetben a hegesztések ezen külső hibái nem korrigáltak. Ez annak a ténynek köszönhető, hogy a fém (leggyakrabban) még mindig finom házassággal rendelkezik, ami nagyon jelentős következményekkel járhat.
Hogyan alakulnak ki az aluljárások?
Ennek fő oka a túl magas áram beállítása. Hosszú ívvel kombinálva ez a tényező majdnem száz százalékos valószínűséggel jár. Ezen túlmenően, bizonyos esetekben az alulcsúszások akkor jelentkeznek, amikor a fűtőforrás túlzottan gyors mozgása a fémfelületre.
 Ha a tervezés legalább valamivel fontosabb, az ilyen típusú hegesztések és illesztések legkisebb hibái is teljesen elfogadhatatlanok. Korrigálja őket egy tiszta, vékony hegesztési varrattal. Ha van ilyen lehetőség, még mindig jobb, ha teljes mértékben helyettesítjük a részt (vegye figyelembe, hogy az utolsó megjegyzés minden hibára vonatkozik).
Ha a tervezés legalább valamivel fontosabb, az ilyen típusú hegesztések és illesztések legkisebb hibái is teljesen elfogadhatatlanok. Korrigálja őket egy tiszta, vékony hegesztési varrattal. Ha van ilyen lehetőség, még mindig jobb, ha teljes mértékben helyettesítjük a részt (vegye figyelembe, hogy az utolsó megjegyzés minden hibára vonatkozik).
Ötvözetlen fémterületek
Ha egy ilyen hely közvetlenül a varrat vastagságában helyezkedik el, rendkívül veszélyes. Először is, egy ilyen hibát csak egy hibajelző segítségével lehet megtalálni. Másodszor, újra felhalmozódnak a természetes feszültségek a fémben. A hegesztett szerkezet megsértésével kombinálva mindez a rész idő előtti meghibásodásának kockázatához vezet. Különösen gyakran a belső hegesztési hibák az ötvözött acél és a gyenge hegesztőberendezések használata esetén fordulnak elő.
A porozitás (helyétől függetlenül) drasztikusan csökkenti az erősség jellemzőit az elfogadhatatlan értékekhez, a fém „szétválasztásához”, vagyis a természetes szerkezet megsértéséhez vezet. A még elenyésző porozitású részek többször is megsemmisülnek a terhelés alatt még a működés kezdetén is. Pórusok keletkeznek a gázok hibájából, amelyeknek egyszerűen nincs ideje, hogy kijussanak az olvadt fémrétegből.
Mint minden hegesztési hibához hasonlóan, rendkívül gyakran előfordulnak, amikor alacsony minőségű nyers elektródokat használnak. Gyakran előfordul, hogy a porozitás bizonyos szennyeződések miatt következik be védőgázok. Mint a múltban is, az ilyen típusú hibákat túl nagy hegesztési sebesség mellett is megfigyelhetjük, amikor a gázvédő „fürdő” integritása triviális.
Salak zárványok
 A salak zárványai nagyrészt rontják a fémszerkezet homogenitását. A kialakítás klasszikus oka a rozsdásodás és a skála maradványaiból a varrás felületének gondatlan tisztítása. Az előfordulásuk valószínűsége nullára hajlamos a védőgázok egy rétegének hegesztése mellett. A kör alakú veszélyek ritka zárványai nem jelennek meg, a velük való termékek átjuthatnak a Minőségellenőrzési Osztályon.
A salak zárványai nagyrészt rontják a fémszerkezet homogenitását. A kialakítás klasszikus oka a rozsdásodás és a skála maradványaiból a varrás felületének gondatlan tisztítása. Az előfordulásuk valószínűsége nullára hajlamos a védőgázok egy rétegének hegesztése mellett. A kör alakú veszélyek ritka zárványai nem jelennek meg, a velük való termékek átjuthatnak a Minőségellenőrzési Osztályon.
Megjegyezzük, hogy hegesztés esetén a fém részecskék detektálhatók. Veszélyük mértéke ugyanaz, mint az előző esetben (azaz ezek a hegesztések megengedett hibái).
repedések
Keresztirányú és hosszirányú, maga a varrás és a fém mentén, vagy annak közelében. Ezek rendkívül veszélyesek, mert egyes esetekben a termék mechanikai és rezgési szilárdságát csaknem nullára csökkenti. A hegesztendő anyag tulajdonságaitól függően a repedés megtarthatja kezdeti helyét, vagy nagyon rövid idő alatt kiterjeszthető a munkadarab teljes hosszára.
Nem meglepő, hogy ezek a hegesztések legveszélyesebb hibái. A GOST a legtöbb esetben megköveteli az ilyen részek azonnali elutasítását, függetlenül annak céljától (kivéve a nagyon nagyon fontos termékeket).
Egyenetlen varratok
Ez a neve a megkívánt vegyületek geometriai paraméterei közötti nagy eltérésnek szabályozási dokumentumokat jellemzőit. Egyszerűen fogalmazva, ha a hegesztés "kígyó", átlósan, stb., Erről a hibáról beszélünk.
Leggyakrabban a tapasztalatlan hegesztők munkájában, valamint jelentős feszültségcsökkenésekben, rossz minőségű berendezésekben és banális rohanásban jelentkeznek. Ez a hiba veszélyes, mivel gyakran kombinálják azokat az alulteljesített termékekkel, amelyek már sokkal veszélyesebbek. Ha a csukló középvonalától való eltérés elhanyagolható, és nem csökkenti a termék szilárdságát, akkor az alkatrész felhasználható.
 Ebben az esetben mindig egy egyszerű dologra emlékeznie kell: minél kisebb az átmenet szöge az alapfémről a fixáló rétegre, annál rosszabb lesz a hegesztett termék mechanikai szilárdsága. Természetesen egyes háztartási szerkezetek gyártásakor például) a nem megfelelő feszültségű körülmények között egyszerűen lehetetlen egyenetlen varratok nélkül. Ebben az esetben azonban nem jelentenek különleges veszélyt.
Ebben az esetben mindig egy egyszerű dologra emlékeznie kell: minél kisebb az átmenet szöge az alapfémről a fixáló rétegre, annál rosszabb lesz a hegesztett termék mechanikai szilárdsága. Természetesen egyes háztartási szerkezetek gyártásakor például) a nem megfelelő feszültségű körülmények között egyszerűen lehetetlen egyenetlen varratok nélkül. Ebben az esetben azonban nem jelentenek különleges veszélyt.
Az elimináció alapvető módszerei, a hibák kijavítása
Azonnal mondjuk a következőket: a legtöbb esetben nincs értelme megvitatni a hegesztési hibák kiküszöbölésének módjait, hiszen egy többé-kevésbé szigorú minőségellenőrzési részlegben minden hibával rendelkező termék egyszerűen elutasításra kerül. De néha előfordul, hogy a hiba nem túl komoly, és ezért megszüntethető. Hogyan kell csinálni?
Esetében acélszerkezetek A sérült felületet levágják, alaposan megtisztítják a sikertelen csatlakozás helyét, majd megpróbálják újra. Ha a hegesztések kisebb külső hibái (egyenetlen csatlakozások, sekély pockmarkok) vannak, akkor egyszerűen csiszolhatók. Természetesen nem szabad elszállítani és eltávolítani egy nagyon nagy fémréteget.
Fontos megjegyzés
Ha ötvözött acélból készült termékekről van szó, amelyeknek kötelezően hőkezelésnek kell alávetni, akkor a hegesztések hibáinak javítását csak a!
Más fajták korrekciója
 A legegyszerűbb módja a varrás és a mechanikai egyenetlenség korrigálásának. Ebben az esetben a csomópont egyszerűen tisztítható (amit már írtunk). Már beszéltünk a fenti aluljáratok korrekciójáról, de ismét megjegyezzük, hogy - ilyen hibák esetén célszerűbb egy részt egyszerre visszautasítani, mivel működése veszélyes lehet!
A legegyszerűbb módja a varrás és a mechanikai egyenetlenség korrigálásának. Ebben az esetben a csomópont egyszerűen tisztítható (amit már írtunk). Már beszéltünk a fenti aluljáratok korrekciójáról, de ismét megjegyezzük, hogy - ilyen hibák esetén célszerűbb egy részt egyszerre visszautasítani, mivel működése veszélyes lehet!
Ha van egy átégés (ami nem olyan gyakran), akkor a hegesztési hibák kiküszöbölése meglehetősen egyszerű: először a felületet megfelelően tisztítják, majd újra forralják. Körülbelül ugyanaz a kráterekkel.
A "kozmetikai javítások" alapfeltételei
A hibák kiküszöbölésekor meg kell felelnie bizonyos technológiai feltételeknek. Először is egy egyszerű szabályt kell követnie: a hibás terület hosszának meg kell egyeznie a szélességével, plusz 10-20 mm-t kell hagyni "csak abban az esetben".
Fontos! szélesség hegesztési varrás az újratöltés után a munka megkezdése előtt nem haladhatja meg a méretét kétszer. Ne légy lusta, mielőtt rögzítené a hibákat a felszín előkészítéséhez. Először megakadályozza, hogy a salak részecskék belépjenek a fémbe. Ezen túlmenően ez az egyszerű intézkedés elősegíti a munka felgyorsítását és az eredmények minőségének javítását.
Nagyon fontos, hogy egy mintát készítsünk az újonnan kitöltött telek számára. Ha az LBM-et ("bolgár") használja, akkor jobb, ha egy legkisebb átmérőjű lemezt használ. A minta oldalsó széleit a lehető legegyenletesebben kell elkészíteni, furatok és más kiálló részek nélkül, amelyek a hegesztési folyamat során ugyanazt a salak lehetnek.
Ha alumínium, titán és ezen fémek ötvözeteiről beszélünk, akkor az esetet még felelősségteljesebben kell megközelíteni. Először is, ha ebben az esetben a hibákat kiküszöböljük, csak a (!) Mechanikai módszereket használhat ívhegesztés elfogadhatatlan. Célszerű a sérült területet levágni, megtisztítani és a varrást újra kiönteni.
Megjegyzés a rögzített hibákról
 A helyesbített - újra főzött kapcsolatokkal rendelkező helyeken újra kell végezni az OTC eljárást. Ha a hiba bizonyos mértékig megmarad, megpróbálhatja megjavítani. Fontos! A korrekciók száma az acél minőségétől és a termék sajátosságaitól függ, de normál körülmények között nem lehet több, mint két-háromszor dolgozni, mert ellenkező esetben az alkatrész szilárdsági tulajdonságai jelentősen csökkentek.
A helyesbített - újra főzött kapcsolatokkal rendelkező helyeken újra kell végezni az OTC eljárást. Ha a hiba bizonyos mértékig megmarad, megpróbálhatja megjavítani. Fontos! A korrekciók száma az acél minőségétől és a termék sajátosságaitól függ, de normál körülmények között nem lehet több, mint két-háromszor dolgozni, mert ellenkező esetben az alkatrész szilárdsági tulajdonságai jelentősen csökkentek.
Így megvitattuk a hegesztési hibák főbb típusait.




