الکترودهای جوشکاری از جنس استنلس استیل. ویژگی الکترودهای بر روی یک فولاد ضد زنگ
در طول جوشکاری، یک مسئله نه چندان مهم برای اطمینان از کیفیت بالا است جوش داده شده. آیا امکان حل این مشکل در هنگام استفاده از الکترودهای پوشش پوشش بر اساس پوشش ویژه وجود دارد.
این ماده برای ایجاد سرباره با اکسید های فلزی مورد استفاده قرار می گیرد و همچنین برای محافظت از فلز جوش در صورت تعامل با هوا در طی جوشکاری استفاده می شود. علاوه بر این، استفاده از پوشش برای از بین بردن عناصر که در قوس محو شدن است.
همچنین با تشکر از او بند با عناصر جدید غنی شده است. یکی دیگر از کیفیت های مثبت پوشش، ایجاد ثبات قوس بیشتری است. ظاهر پوشش سرباره به فلز اجازه می دهد دمای گرمایش بیشتری را حفظ کند، در مقابل پس زمینه ای که شرایط مطلوب برای انتشار گاز از آن ایجاد می شود، که اجازه می دهد تا یک اتصال طولانی تر به دست می آید.
انواع الکترودها
 امروزه الکترودهای جوشکاری قوس الکتریکی به دو دسته تقسیم می شوند:
امروزه الکترودهای جوشکاری قوس الکتریکی به دو دسته تقسیم می شوند:
- ذوب؛
- غیر قابل مصرف
به عنوان یک ماده برای ایجاد میله های الکترود غیر قابل مصرف، تنگستن، زغال سنگ الکتریکی و یا گرافیت مصنوعی استفاده می شود. میله های کربنی و گرافیت در قسمت های مختلف متفاوت هستندکه می تواند از 4 تا 18 میلی متر باشد، و در طول آنها می تواند 250 و 700 میلیمتر برسد. ویژگی متمایز الکترودهای گرافیت ضریب هدایت بیشتر و مقاومت در برابر فرآیندهای اکسیداتیو در دماهای بالا است. با توجه به این شاخص ها، آنها از ذرات زغال سنگ جلوگیری می کنند.
انواع و کاربرد الکترودها
تمام الکترود هایی که طبقه بندی ذوب را نشان می دهند می توانند به چندین گروه تقسیم شوند:

به عنوان مواد برای آنها استفاده کنید سیم جوش. الکترودهای فولادی گسترده تر، برای ایجاد میله هایی که سیم الکترود را استفاده کنیدy، داشتن یک قطر از 1.6 تا 12 میلیمتر، و رسیدن به طول 150 تا 450 میلیمتر.
الکترودهای فلزی با پوشش طراحی شده برای جوشکاری قوس دستی از فولاد می توان در ویدیو گروه های زیر ارائه نمود که هر کدام دارای مارک خود می باشند:
B - برای کار با فولادهای پر آلیاژ با خواص ویژه استفاده می شود؛
L - برای کار با آلیاژ استفاده می شود فولاد سازهمشخص شده توسط استحکام کششی موقت 600 MPa؛
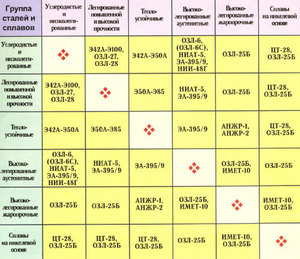 T - برای کار با فولادهای آلیاژی مقاوم در برابر حرارت استفاده می شود؛
T - برای کار با فولادهای آلیاژی مقاوم در برابر حرارت استفاده می شود؛
Y - برای کار با فولادهای سازنده کربن و کم آلیاژ، با مقاومت موقت در برابر پارگی تفاوت دارد.
N - با کمک آنها، لایه های سطحی با خواص ویژه انجام می شود.
بسته به نوع الکترود می تواند در نسخه های زیر انجام شود:
E-38، E-42، E-46، E-50. آنها برای کار با فولادهای ساختاری کربن و کم آلیاژ کار می کنند که با استحکام کششی موقت تا 500 مگاپاسکال مشخص می شود. شماره ای که در تعیین نوع الکترود وجود دارد، مربوط به حداقل مقاومت موقت مقاومت شکاف است که می تواند فلز جوش را در kgf / mm 3 نشان دهد.
E-42A، E-46A، E-50A. این الکترود ها برای کار با کربن استفاده می شود فولاد آلیاژی کم در صورتی که فلز جوش باید با ویژگی های انعطاف پذیری و سختی مشخص شود.
چرا انتخاب الکترودهای مناسب برای جوشکاری فولاد ضد زنگ بسیار مهم است؟
 از مواد مورد استفاده برای جوشکاری، فولاد ضد زنگ بسیار محبوب است. بر اساس آن تعداد زیادی از واحدهای مختلف، سازه ها، سازه های فلزی و تجهیزات مختلف ایجاد می شود.
از مواد مورد استفاده برای جوشکاری، فولاد ضد زنگ بسیار محبوب است. بر اساس آن تعداد زیادی از واحدهای مختلف، سازه ها، سازه های فلزی و تجهیزات مختلف ایجاد می شود.
علاقه بالا به چنین فلزاتی عمدتا به دلیل آن است پارامترهای فنیاز جمله مهمترین آنها است مقاومت در برابر خوردگی، عمر طولانی و غیره در عین حال، با توجه به ویژگی های زیبایی شناسی آن توجه می شود. در طی اجرای جوشکاری فولاد ضد زنگ، توجه زیادی به ویژگی های این ماده می شود: مهم این است که در اینجا فولاد ضد زنگ ویژگی های قابل خواندن و جوشکاری نداشته باشد.
این توانایی را می توان به عنوان گرایش بلبرینگ فولاد به عنوان شکل گیری بین اتصالات قوی با جوش توصیف کرد. اگر ما جزئیات بیشتر در مورد جوش پذیری فلزی فولاد ضد زنگ را در نظر بگیریم، می توان ویژگی های زیر را تشخیص داد:
 این مواد دارای ضریب ضعیف هدایت حرارتی است که با آن 2 برابر کمتر از فولاد معمولی با کربن کم است. این ویژگی باعث می شود افزایش نفوذ مواد در سایت جوش داده شده. از این می توان نتیجه گرفت که برای جلوگیری از نقص، مطلوب است که جوش را با یک جریان با مقادیر پایین تر انجام دهیم. به طور مطلوب یک شاخص را انتخاب کنید که 15-20٪ کمتر از مقدار معمول است.
این مواد دارای ضریب ضعیف هدایت حرارتی است که با آن 2 برابر کمتر از فولاد معمولی با کربن کم است. این ویژگی باعث می شود افزایش نفوذ مواد در سایت جوش داده شده. از این می توان نتیجه گرفت که برای جلوگیری از نقص، مطلوب است که جوش را با یک جریان با مقادیر پایین تر انجام دهیم. به طور مطلوب یک شاخص را انتخاب کنید که 15-20٪ کمتر از مقدار معمول است.
اگر شما مجبور به جوش محصولات عظیم بر اساس فولاد ضد زنگ هستید، پس باید اطمینان حاصل کنید که شکاف کافی بین آنها وجود دارد. نادیده گرفتن این توصیه می تواند منجر به ریزش مو شود. به طور طبیعی، طراحی با چنین کیفیت پایین جوش نمی تواند برای هدف مورد نظرش استفاده شود.
در جوشکاری، میله های مورد استفاده در معرض گرمای بیش از حد در ناحیه ای است که جفت آن ساخته شده است. دلیل این موضوع است مقاومت بالا. درباره این ویژگی، باید به یاد داشته باشید و از الکترودهای مخصوص برای جوش محصولات فولادی ضد زنگ استفاده کنید. یک سرنخ در اینجا ممکن است یک نام تجاری از میله ها باشد، که می تواند مورد استفاده قرار گیرد تا بتواند از آنهایی که می تواند برای چنین کارهایی استفاده شود، استفاده می شود و آن ها باید از بین بروند.
 در عین حال، مهم است که به درستی با دستگاه جوشکاری کار کنید و بدانید که رژیم دما برای ایجاد یک یا چند اتصال دیگر مناسب خواهد بود. اگر یک محاسبه اشتباهی با هر یک از این پارامترها ایجاد کنید، این می تواند به کاهش قابل توجهی در مقاومت خوردگی فولاد ضد زنگ و خود الکترود منجر شود. در زبان متخصصان، این پدیده نام خاصی دارد - خوردگی بین دانه ای.
در عین حال، مهم است که به درستی با دستگاه جوشکاری کار کنید و بدانید که رژیم دما برای ایجاد یک یا چند اتصال دیگر مناسب خواهد بود. اگر یک محاسبه اشتباهی با هر یک از این پارامترها ایجاد کنید، این می تواند به کاهش قابل توجهی در مقاومت خوردگی فولاد ضد زنگ و خود الکترود منجر شود. در زبان متخصصان، این پدیده نام خاصی دارد - خوردگی بین دانه ای.
ویژگی مشخصه آن تشکیل کربید آهن و کروم در رابط است که برای وقوع آن مطلوب است درجه حرارت بالا. آنها علت اصلی زنگ زدگی و ترک خوردگی روی سطح محصولات فولادی ضد زنگ هستند. در حال حاضر، مجموعه ای از ابزارها برای مقابله با خوردگی بین گرانودی محدود است: برای انجام این کار، از میله های مناسب برای جوشکاری، اطمینان از خنک شدن سریع منطقه مشترک و غیره استفاده کنید.
چگونه می توان الکترود فولاد ضد زنگ را طبخ کرد؟
 بر اساس نکات فوق، مشخص می شود که برای دریافت یک اتصال به کیفیت در حالی که جوش محصولات ضد زنگ سطح آموزش یک متخصص که این کار را انجام می دهد، و نیز استفاده از الکترودهای مناسب، تأثیر زیادی دارد
بر اساس نکات فوق، مشخص می شود که برای دریافت یک اتصال به کیفیت در حالی که جوش محصولات ضد زنگ سطح آموزش یک متخصص که این کار را انجام می دهد، و نیز استفاده از الکترودهای مناسب، تأثیر زیادی دارد
با این حال، شما باید درک کنید که تفاوت چیست فولاد کربن و ضد زنگ این کار برای جلوگیری از حتی کوچکترین مشکل هنگام جوشکاری قطعات از این مواد کمک خواهد کرد.
تکنولوژی جوشکاری بستگی به محل برگزاری آن دارد: در خانه یا در کارگاه شرکت. بیایید بگوئیم اگر شما مجبور به مقابله با محصولات باشید ضخامت کمتر از 1.5 میلیمتر، اغلب انتخاب بر روی جوش متوقف می شود، عبور از اتمسفر گازها با خواص بی اثر، و نه شامل استفاده از میله تنگستن. استفاده از این تکنولوژی بهترین نتیجه را برای شما به ارمغان می آورد:
- محوطه از دستگاه های خاص و واحد.
- ورق فولاد ضد زنگ؛
- لوله ها برای تامین آب استفاده می شود.
 این کار را می توان در نیمه اتوماتیک، کاملا اتوماتیک و حالت های دستی. شایان ذکر است که وقتی جوشکاری که ضخامت آن بیش از 3 میلیمتر باشد، مطلوب است برای کار کردن جوش قوس
شامل انتقال جت فلز الکترود اگر لازم است که صفحات با ضخامت 1.5 تا 3 میلیمتر بپیچید، معمولا جوشکاری قوس کمتری استفاده می شود.
این کار را می توان در نیمه اتوماتیک، کاملا اتوماتیک و حالت های دستی. شایان ذکر است که وقتی جوشکاری که ضخامت آن بیش از 3 میلیمتر باشد، مطلوب است برای کار کردن جوش قوس
شامل انتقال جت فلز الکترود اگر لازم است که صفحات با ضخامت 1.5 تا 3 میلیمتر بپیچید، معمولا جوشکاری قوس کمتری استفاده می شود.
اگر یک کار برای جوش کردن لوله های فولادی ضد زنگ وجود داشته باشد، با کمک آن که گازها و مایعات تحت شرایط بار خاصی عرضه می شوند، بهترین استفاده از جوشکاری جوشکاری برای محیط آرگون است. اینورتر استفاده می شود. یکی از ویژگی های این فرآیند جوشکاری، استفاده از سیم با سطح بالای دوپینگ است که عملکرد مواد پرکننده را به عهده دارد. اگر ما در مورد ویژگی های مهم جوش اینورتر ساکن باشیم، باید آن را با یک قطب مثبت با یک جریان ثابت یا متناوب انجام داد.
مطلوب است که با استفاده از جوشکاری آرگون برای اتصال محصولات ضدزنگ در مواردی که ضروری است استفاده شود فلزی با کیفیت بالا را ارائه دهیدو در مورد جوشکاری ورق های بسیار نازک از فولاد. برای اتصال قطعه کار، که ضخامت آن از 2 تا 60 میلی متر است، می توان از روش جوشکاری زیر دریایی استفاده کرد. جوشکاری پلاسما بهترین گزینه برای هر محصول فولاد ضد زنگ است.
در طول اجرای جوش فولاد ضد زنگ باید در نظر داشت که استفاده می شود الکترودهای تنگستن لازم نیست که به حرکات نوسانی شدید احتیاج داشته باشید که هنگام جوشکاری فولادهای استاندارد که خواص ضد خوردگی ندارند اجباری است. در صورت جابجایی چنین حرکاتی هنگام جوشکاری از فولاد ضدزنگ، در بیشتر موارد این منجر به تخریب ناحیه محافظ جوشکاری می شود و این در حال حاضر احتمال خطر اکسیداسیون جوش را افزایش می دهد.
الکترود برای فولاد ضد زنگ: برچسب گذاری و ویژگی ها
 وقت آن رسیده است تا نوع الکترودهای مورد نیاز برای جوشکاری فولاد ضد زنگ مورد استفاده قرار گیرد. ابتدا اجازه دهید کمی خلاصه کنیم که چه مواردی باید مطابق باشند:
وقت آن رسیده است تا نوع الکترودهای مورد نیاز برای جوشکاری فولاد ضد زنگ مورد استفاده قرار گیرد. ابتدا اجازه دهید کمی خلاصه کنیم که چه مواردی باید مطابق باشند:
- سطح بالای مقاومت خزش (حرارتی)؛
- ضریب ضریب انبساط حرارتی کم.
- انعطاف پذیری بالا؛
- دوام بالا و هدایت حرارتی.
 خصوصیات مشابه به شرح زیر است الکترودهای ذوب تنگستنقطر آن 3-5 میلی متر است، طراحی شده برای جوشکاری سازه های فولادی ضد زنگ:
خصوصیات مشابه به شرح زیر است الکترودهای ذوب تنگستنقطر آن 3-5 میلی متر است، طراحی شده برای جوشکاری سازه های فولادی ضد زنگ:
- CT-15؛
- "OZL-8"؛
- ZIO-8؛
- "EA400 / 10U"؛
- NZH-13؛
- "ANV-13"؛
- "CL-51"؛
- OLZ-17U؛
- و دیگران
در کشور ما انتخاب اغلب بر روی جوشکاری متوقف می شود، که توسط سازنده ESAB ارائه می شود. در چارچوب خود، گونه های زیر را می توان تشخیص داد که اهداف خاص خود را دارند:
 خوب 61.30. محصولات تولیدی جهانی را نشان می دهند که برای جوشکاری مواد نیکل کرومی که در معرض فرآیندهای خوردگی نیستند، در نظر گرفته شده اند.
خوب 61.30. محصولات تولیدی جهانی را نشان می دهند که برای جوشکاری مواد نیکل کرومی که در معرض فرآیندهای خوردگی نیستند، در نظر گرفته شده اند.
خوب 61.35. با کمک این الکترودها، می توان عناصر تشکیل دهنده مهم ترین ساختارها را جوش داد.
خوب 67.45. این محصولات مناسب برای پیوستن به فولادهای ضد زنگ با نرخ بسیار پایین جوش پذیری هستند.
خوب 63.30. یکی از ویژگی های این میله ها، محتوای کربن بسیار کم است.
نتیجه گیری
 جوش قطعات فولادی ضد زنگ ویژگی های خود را از لحاظ ترکیب این مواد فراهم می کند. تفاوت این ویژگی ها در ویژگی های این محصولات است. با توجه به این که لازم است الکترودهای جوشکاری را انتخاب کنید. با توجه به اینکه الکترودهای زیادی در بازار وجود دارد، لازم است که علامت گذاری را در نظر بگیریم، که با استفاده از آن می توانید اطلاعات مفیدی در رابطه با استفاده از آنها بیاموزید.
جوش قطعات فولادی ضد زنگ ویژگی های خود را از لحاظ ترکیب این مواد فراهم می کند. تفاوت این ویژگی ها در ویژگی های این محصولات است. با توجه به این که لازم است الکترودهای جوشکاری را انتخاب کنید. با توجه به اینکه الکترودهای زیادی در بازار وجود دارد، لازم است که علامت گذاری را در نظر بگیریم، که با استفاده از آن می توانید اطلاعات مفیدی در رابطه با استفاده از آنها بیاموزید.
جوش قطعات فولادی ضد زنگ یک فرایند پیچیده و وقت گیر است که با تکنولوژی پیشرفته همراه است که نیاز به اجرای صحیح، استفاده از تجهیزات خاص و انتخاب صحیح الکترود دارد. در حالت مذاب، فولاد ضد زنگ مایع، مانند آب می شود، که به طور قابل توجهی باعث تشکیل غلتک صحیح پیچیده می شود. الکترودهای مورد استفاده برای چنین جوش باید ترکیب آلیاژ را تا حد امکان نزدیک به فلزات پایه داشته باشند. یکی از ویژگی های چنین جوشکاری از فولاد ضد زنگ، عدم امکان انجام این کارها در موقعیت عمودی و سربار است.

الکترود روی یک فولاد ضد زنگ
پیچیدگی پیاده سازی نیز در این واقعیت است که پس از پردازش حرارتی فلز خواص ضد خوردگی خود را از دست می دهد، و این به ظاهر زنگ در مفصل منجر می شود. برای حذف چنین الکترود برای فولاد ضد زنگ حاوی مواد آلیاژهای متعددی است که خواص ضد خوردگی این ترکیب را افزایش می دهد. اگر از الکترودهای ارزان استفاده می کنید که حاوی ترکیبات آلیاژی نیستند، این منجر به کاهش کیفیت کار می شود. محبوب ترین در هنگام کار با فولاد ضد زنگ دریافت می شود ماشین آلات جوشکاریکه با جریان مستقیم کار می کنند، در حالی که هنگام استفاده از جریان متناوب کیفیت اتصال به طور قابل توجهی رنج می برد.

به طور خاص، کار با عناصر نازک از جنس استنلس است دشوار است، جایی که شما باید به درستی انتخاب الکترودهای مورد استفاده و به درستی انجام تمام کار. در این مورد، خطر سوزاندن عناصر فلزی وجود دارد که بعدها نیازمند پوشش پیچیده است.
باید گفت که علیرغم سختی کار با فولاد ضد زنگ، این مواد یافت شده است نرم افزار گسترده در صنعت و زندگی روزمره. شایع مشابه فولاد ضد زنگ با عملکرد عالی و دوام آن توضیح داده شده است. کارهای جوشکاری می تواند در تعمیر خطوط لوله، جوشکاری قاب فلزی، پیوستن به سازه های فلزی و انجام کارهای مختلف انجام شود. تمام الزامات برای الکترود برای فولاد ضد زنگ در GOST تعریف شده است، که اجازه می دهد تا تا حدودی ساده تر انتخاب شود.
الکترودهای بر روی یک مارک زنگ نزن
محبوب ترین در بازار، الکترود از شرکت سوئدی ESAB است، که در گستره ای گسترده ارائه شده و با عملکرد عالی آن مشخص می شود.
- OK61.30 میله های متحرک برای جوشکاری فولاد ضد زنگ، که برای آلیاژهای با افزودنی های نیکل و کروم عالی هستند. آلیاژ جوش حاصل از آن به خوردگی مقاوم است.
- OK6135 این نام تجاری برای جوش قطعات فولادی ضد زنگ طراحی شده است که نیاز به کیفیت مواد افزایش یافته است. پوشش فوق العاده با دوام است که باعث می شود بارهای افزایش یابد. چنین الکترود ها می توانند برای اتصال انواع ساختار بارگذاری شده و سازه های بحرانی استفاده شوند.
- OK67.45. این نوع الکترود ها با خواص جوشکاری بالا مشخص می شود، بنابراین می توان آنها را برای استفاده در شرایط سخت دشوار توصیه کرد.
- OK63.30. میله های این علامت حاوی حداقل کربن است که اجازه می دهد تا آنها را برای آلیاژهای ضد زنگ فولاد کم کربن استفاده کنند. ارائه استحکام باند عالی.
- انواع مختلفی از فولاد ضد زنگ قابل تشخیص هستند:
- CT15 آنها مقاومت در برابر دما بالا، مقاومت در برابر محیط شیمیایی مضر و اجازه می دهد ترکیب یک کیفیت عالی را بدست آورند.
- OZL8 این نوع هسته با یک عمر طولانی مشخص شده است، که اجازه می دهد قطعات جوش با استحکام بالا. این ترکیب مقاوم در برابر خوردگی عالی است.
- OZL6 تنوع همه کاره است که عالی برای فولاد ضد زنگ خالص است. همچنین امکان اتصال فولاد ضد زنگ با فلزات آهنی وجود دارد.
ترکیب شیمیایی میله ها
ترکیب شیمیایی چنین الکترودهای شامل فلزات مختلف، کربن و هیدروژن با فسفر است. لازم به ذکر است که هنگام انتخاب چنین مواد روانکاری برای جوشکاری، لازم است که ترکیب شیمیایی میله ی خود و فلز متصل شود.

خواص الکترود های جوشکاری برای فولاد ضد زنگ مستقیما به ترکیب آنها بستگی دارد. توجه داشته باشید افزایش قدرت، انعطاف پذیری و ثبات دما. علاوه بر این، اکثر این میله ها در حالت مذاب دارای سیالیت بالا هستند که باید در هنگام انجام کار جوشکاری در نظر گرفته شوند.
چه نوع الکترود برای پختن فولاد ضد زنگ؟
باید گفت که کیفیت ترکیب، دوام آن و خواص مقاوم در برابر خوردگی عالی بستگی به انتخاب صحیح دارد. هر انحراف حتی جزئی در ترکیب شیمیایی الکترودها و فلز پایه منجر به وخامت قابل توجهی در قدرت اتصال خواهد شد. به همین دلیل است که مسائل انتخاب باید بیشتر توجه شود.
یکی از مهمترین پارامترها قطر میله است که به ضخامت فلز پایه بستگی دارد. کارشناسان توصیه می کنند که قطر هسته ای برابر با ضخامت فلز جوش داده شود. در عین حال باید به یاد داشته باشید که هنگام جوشکاری فولاد ضد زنگ با ضخامت 3 میلیمتر یا کمتر، باید حداکثر دقت را مشاهده کرد، زیرا خطر افتادن مواد حتی در سطوح پایین کار وجود دارد.
بهتر است الکترودهای طولانی را انتخاب کنید که به شما امکان انجام دادن جوش را بدون وقفه جوشکاری می دهد و در نتیجه این اتصال به همان اندازه قوی و با دوام خواهد بود. در شایع ترین مارک های میله ها، طول می تواند 5 تا 10 سانتی متر متفاوت باشد. در بعضی موارد، برای انجام دادن درزهای طولانی، می توانید از الکترودهای مخصوص 45 سانتیمتر یا بیشتر استفاده کنید.
چگونه می توان الکترود فولاد ضد زنگ را طبخ کرد؟
یکی از ویژگی های کار با فولاد ضد زنگ یک نقطه ذوب بالا و افزایش سرعت کار است. به همین دلیل است که شما باید با دقت و با سرعت به سرعت عمل کنید. برای تشکیل غلتک صحیح صحیح، لازم است یک تکنیک خاص ایجاد شود، در غیر این صورت ممکن است یک توده بدون شکل از فلز جوش به دست آید. برای جلوگیری از وقوع ترکهای سرد، توصیه می شود تا دما تا دمای بالا گرم و نگهداری شود. برای جوشکاری، شما باید مشعل ها و مبدل ها را با دمای قابل تنظیم استفاده کنید.

جوش فلز در ساخت و ساز جای خاصی را اشغال می کند، زیرا ترکیب بسیار مهم آن است سازه های فولادیبه ویژه هنگامی که به فولاد ضد زنگ می آید. و پس از آن سوال است که چه نوع الکترود برای کوفته شدن از فولاد ضد زنگ وجود دارد. تولید کننده های الکترود، انتخاب وسیع و غنی از الکترود های جوشکاری را برای صنعت ساخت ارائه می دهند. محبوب ترین الکترودها، TsL-11، TsT-15، OZL 6 (8) بودند.
این مدل ها به طور خاص برای جوشکاری از الکترود های فولادی ضد زنگ برای آن دسته از فولادهایی است که در قطرات ناگهانی فشار و دما کار می کنند. تمام این الکترودها به آلیاژ کردن با آلیاژها و فلز مورد استفاده قرار می گیرند، که با کمک آن یک درز قوی ایجاد می شود، نه وابسته به اثرات تهاجمی محیط کار، هشت توپ توپ، بلایای طبیعی (سونامی، گردباد ها
ترکیب الکترود های جوشکاری بر روی فولاد ضد زنگ با نوع فلوریت کلسیوم نشان داده شده است.
الزامات اصلی برای الکترود برای فولاد ضد زنگ به شرح زیر است:
اول، این است که تشکیل یک اثر پایدار از محیط منفی جوش. به نوبه خود، جوش جوشکاری لزوما باید با تمام مشخصات سازگار باشد. فولادهای جوشکاری. به عنوان یک قانون، الکترود برای جوشکاری فولاد ضد زنگ مورد تایید قرار می گیرد، که در طی آن انطباق با عدم سازگاری ترکیب شیمیایی مشخص می شود. تمام الکترودهای تکمیل شده و تحویل داده شده در یک بسته بندی ضد آب مخصوص طراحی شده اند. در میان چیزهای دیگر، جوشکاری با فولاد آلیاژی بالا، الکترودها به تشکیل یک جوش صاف کمک می کند. به همین دلیل است که تولید کنندگان به ویژه دقت موضوع این نوع الکترود را بررسی می کنند.

الکترود برای جوشکاری فولاد ضد زنگ به طور مستقیم به منظور جوشکاری فولادهای ضد زنگ و مقاوم در برابر شیمیایی ساخته شده است. محصولات ساخته شده از این فولادها قادر به مقاومت در برابر محیط کار در بالاترین درجه حرارت هستند. برای افزایش ویژگی ها، میله های الکترود آنها را آلیاژ نیکل و کروم می کند. این نوع مواد از دیگران در اموال ضد خوردگی خود در مرحله تشکیل لایه اولیه سوراخ متفاوت است. علاوه بر این، در هنگام تشکیل ترک، پایه خود پایدار است، که لحظه ای مهم در جوشکاری فولادهای دشوار به جوش است.
همانطور که قبلا ذکر شد، نام تجاری محبوب ترین الکترود خانواده CL 11 است.
طراحی شده برای جوشکاری فولاد کروم نیکل مقاوم در برابر خوردگی. ما در مورد نمرات فولاد مانند 08Х18Н12Б، 08Х18Н12Т و دیگران مشابه آنها صحبت می کنیم. در این مورد، به جوشکاری خواسته های کاملا محکم ساخته شده اند. جوشکاری ممکن است در هر موقعیتی در فضا باشد. تنها استثنا، موقعیت عمودی در جهت بالا به پایین با حضور جریان مستقیم و قطب مشترک است. الکترود های سری TSL 11 در جوشکاری واحدهای مهندسی مکانیک، برق، صنعت نفت و صنایع شیمیایی مورد استفاده قرار می گیرند.


مزایای الکترود CL 11
- فلز جوش مقاوم در برابر خوردگی بین گرانول
- درجه سختی درزها حتی در شرایط کم دما.
- تمایل کم برای درزهای پیری.
- مقاومت در برابر ترک خوردگی داغ
- پراکندگی کم
- جامعیت ارائه
پارامترهای کنونی در CL 11

در درصد:
یکی از رایج ترین انواع الکترود های فولادی ضد زنگ نیز اوستا است. آنها در جوش انعطاف پذیر و در همه موقعیت های درز استفاده می شود.
موقعیت جوش در فضا:
با استفاده از این نوع الکترود ها بر روی یک فولاد ضد زنگ، شما قابلیت جوش پذیری با کیفیت بالا و قوس پایدار را فراهم می کنید. شما مشکلی در ارتباط با جداسازی سموم نخواهید داشت. پس از جداسازی سرباره، شامپو شسته شده تشکیل می شود که نشانگر جوشکاری خوب است. آنها برای فولادها مانند فولاد ضدزنگ آستنیتی، که ممکن است شامل مولیبدن یا غلیظ و همچنین دوبلکس و فولاد کربن باشند، عالی هستند.
فولاد ضد زنگ یک فلز دوتایی بر پایه کروم است که باعث افزایش مقاومت در برابر خوردگی می شود. اما چنین ترکیب نیاز به تکنولوژی خاص برای پردازش، به ویژه جوشکاری. برای این کار تولید کنندگان الکترودهای فولادی ضدزنگ تولید می کنند.
در این مقاله دلیلی برای استفاده از مواد ویژه برای فولاد ضد زنگ و نوع الکترود برای خوردن فولاد ضد زنگ مورد بررسی قرار خواهیم گرفت. همچنین توصیه هایی برای استفاده از آنها در فرآیند جوشکاری.
ویژگی های جوش فولاد ضد زنگ
مشکل اصلی محصولات فولادی، ظهور خوردگی به علت اکسیداسیون است. در آینده، این فرایند منجر به اختلال ساختار و تخریب سازه های ساخته شده از چنین مواد می شود.
فولاد ضد زنگ دستیابی به موفقیت در تولید بود. و امروز، مقوله های مختلفی از سطح داخلی و صنعتی از آن ساخته شده است.
عنصر اصلی آلیاژی کروم است که مقاومت در برابر فرآیندهای اکسیداتیو دارد. همچنین شامل بسیاری از دیگر مواد افزودنی ضد خوردگی، از جمله تیتانیوم، مولیبدن، نیکل، و بسیاری دیگر. این باعث شده است فولاد ضد زنگ مقاوم در برابر تخریب، اما پیچیده پردازش آن، به ویژه جوش. مشکل چیست؟ پس از این همه، این فلزات، مانند دیگران، تحت تاثیر دمای بالا ذوب می شوند؟
شما اغلب می توانید استاندارد زیر را ببینید جوش بر روی محصولات فولادی ضد زنگ. لکه های زنگ در مفاصل ظاهر می شوند که باعث آسیب بیشتر می شود.
عناصر اصلی فولاد ضد زنگ: آهن و کروم. وقتی که آنها در معرض دمای بالا (حدود 5000 درجه سانتیگراد) قرار می گیرند، عناصر مانند کاربید ها در بخشی به جوش داده می شوند. چنین ترکیبات آهن و کروم کاملا مقاوم هستند، اما آنها زنگ زده هستند. علاوه بر این، آنها شکننده تر از فولاد ضد زنگ خود هستند.
پس از آن، جوش شروع به اکسیداسیون می کند، به نظر می رسد خوردگی و ترک خوردگی. استفاده بیشتر از این قسمت مفصل را از بین می برد. به همین دلیل است که فرآیند جوشکاری قطعات فولادی ضد زنگ نیاز به استفاده از تکنولوژی های خاص دارد.
تکنولوژی جوشکاری فولاد ضد زنگ
برای اتصالات جوش داده شده با کیفیت بالا از قطعات فولادی ضد زنگ، روش های خود را توسعه داده اند. چندین وجود دارد:
- جوش آرگون
- جوشکاری نیمه اتوماتیک در محیط آرگون.
- جوشکاری با استفاده از الکترود.
محیط آرگون در طی فرآیند جوشکاری ذوب شدن از اکسیژن را محافظت می کند و باعث تشکیل اکسید های فلزی می شود. اما این روش به دلیل استفاده از مواد مصرفی خاص، گرانتر است.
یک راه ساده این است اینورتر جوشکاری فولاد ضد زنگ با استفاده از الکترود برای فولاد ضد زنگ.
چگونه یک الکترود از فولاد ضد زنگ بخوریم
اغلب، با چنین فولادهایی کار می کند در جریان مستقیمبا استفاده از الکترود برای جوش فولاد ضد زنگ.
برای تشکیل جوشکاری با کیفیت بالا نیازی به حرارت دادن نیست، یعنی شما باید حداقل آن را ذوب کنید. قدرت باید حدود 20٪ کمتر از زمان کار با فولادهای معمولی باشد.
چگونه می توان از الکترود های فولادی ضد زنگ استفاده کرد؟ از لحاظ تکنولوژیکی، فرآیند شبیه به جوشکاری فلز معمولی است.
- آماده سازی قطعات برای جوشکاری (تمیز کردن و تمیز کردن).
- اتصال جرم به مواد.
- احتراق قوس (اگر شروع گرم باشد، بهتر است از آن استفاده کنید).
- تشکیل حمام جوش و نگهداری جوش. در این مورد، دارنده در زاویه به سطح 30-60 درجه قرار می گیرد.
- پس از پایان، لازم است که خنک کننده سریع جوشکاری را تضمین کنید. این کار با دمیدن هوا انجام می شود یا اگر از فولاد ضد زنگ کروم نیکل استفاده شود، آب استفاده می شود.
- سپس شما نیاز به حذف سرباره.
در جریان انجام یک درز، کنترل فاصله الکترودها از سطح (کنترل قوس) ضروری است. اگر نوک الکترود بیش از حد نزدیک قرار گیرد، جفت پدید می آید و قطعات را متصل نمی کند، و اگر فاصله زیاد باشد، فلز به سادگی حرارت نمی یابد و ذوب نمی شود.
اگر شما یک مبتدی هستید، ارزش تمرین جوش را در نظر بگیرید: زاویه الکترود و فاصله آن. فولاد ضدزنگ جوش نیاز به تجربه دارد
چگونه الکترود فولاد ضد زنگ را کوک می کند؟ آنها از دو بخش تشکیل شده است: میله و پوشش. برای فولاد ضد زنگ در ترکیب الکترود ها، درصد زیادی از نیکل و کروم - عناصر اصلی آلیاژی.
گچ روتیل. این شامل بیش از 50٪ دی اکسید متان است. این باعث افزایش قلیایی ذوب می شود و در طی پختن باعث ترک خوردن نمی شود.
این پوشش روتیل است که اجازه می دهد فولاد ضد زنگ با جریان متناوب جوش داده شود (یعنی یک مبدل معمولی MMA). این باعث پراکندگی کمتری میشود و قوس پایدارتر است.
برای جوشکاری DC، مواد مصرفی که با منیزیم و کربنات کلسیم پوشیده شده اند می توانند مورد استفاده قرار گیرند.
الکترود تنگستن برای جوشکاری در محیط آرگون مورد استفاده قرار می گیرد.
الکترودهای ESAB
نگرانی سوئدی ESAB بزرگترین تولید کننده مواد و تجهیزات جوشکاری در جهان است. الکترود های ارائه شده توسط آنها محبوب ترین در میان مصرف کنندگان است.
مواد مصرفی شرکت ESAB برای تولید فلزات مختلف فلزات، از جمله فولاد ضد زنگ.
کدام الکترود را انتخاب کنید از این تولید کنندگان.
- OK 46.00 ESAB - این مواد تولید شده در داخل کشور به جوش متناوب و جریان مستقیم اجازه می دهد، که اغلب به عنوان جهانی یا الکترود برای فولاد نامیده می شود.
- OK 61.30 ESAB - این فقط برای فولاد ضد زنگ جوش (نوع نیکل کروم ضد خوردگی) قابل استفاده است.
- OK 67.45 - برای اتصال قطعات فولادی با نرخ پایین جوش.
- OK 63.30 - چنین الکترودهای دارای درصد کم کربن در میله.
- OK 67.62، OK 67.60 - همه کاره تر، مناسب برای پخت و پز هر دو از فولاد ضد زنگ و فولاد معمولی است.
و اغلب آنها الکترودهای تولید کنندگان سوئدی را با OK 68.81 یا OK 68.82 ارائه می دهند. آنها استفاده می شود اگر نام تجاری و ترکیب مواد را غیر ممکن ساخته باشد.
مواد مصرفی esab برای فولاد ضد زنگ بسیار زیاد است گونه های بیشتری. علامت گذاری از OK 61.20 آغاز می شود و OK 69.63. تفاوت آنها در ترکیب پوشش و میله است که به شما اجازه می دهد تا الکترود را انتخاب کنید که مناسب ترین نوع فولاد ضد زنگ خاص و انواع و فن آوری های مختلف است.
برای گرفتن کیفیت در هنگام کار با فولاد ضد زنگ، می توانید از هر دو تجهیزات خاص (جوش آرگون) و مبدل های معمولی در حالت MMA استفاده کنید. اما لازم است که به ویژه برای این الکترود طراحی شده باشد.
فولاد ضدزنگ جوش با ویژگی های قابل توجه، از جمله تنظیمات صحیح در عرضه جریان.
اگر تصمیم به یادگیری چگونگی پختن فولاد ضد زنگ دارید، بهتر است با یک حرفه ای با تجربه این کار تماس بگیرید. هیچ چیز جایگزین مشاوره متخصص نیست که همه ظرافت و ظرافت را می داند.
برای بحث در مورد این مواد توصیه می کنیم که به نظرات بپردازید. اگر تجربه دارید، آن را به اشتراک بگذارید. چطور گذشت جوشکاری بر روی فولاد ضد زنگ که برای این کار استفاده می شود. چقدر سخت است که فرآیند جوشکاری این فولاد را انجام دهیم شرایط زندگی. توصیه های شما مهم است، زیرا (همانطور که در بالا ذکر شد)، هیچ چیز جایگزین تجربه انباشته نخواهد شد.
فولاد ضدزنگ جوشکاری یکی از مشکل ترین مسائل در صنعت صنایع دستی است. کل مشکل در رفتار فلزی در حالت مذاب است، که به طور قابل توجهی از دیگر مارک های فولادی متفاوت است. آن را در حالت مایع غلیظ نیست، اما شبیه به آب است، به طوری که آن را به سرعت گسترش می یابد و آن را دشوار برای ساخت یک غلتک نرمال خارج از آن است. الکترود برای فولاد ضد زنگ خواص مشابهی دارد، زیرا ترکیب آنها همانند فلز پایه است. همه اینها از جوشکار نه تنها یک پایگاه فنی خوب آماده است، بلکه مهارتهای عملی دستیابی به فلز را نیز نیاز دارد. به همین علت است که الکترود برای جوشکاری فولاد ضد زنگ عملا در سقف و یا در حالت عمودی استفاده نمی شود.
این دور از تنها مشکل است که در طول فرایند اتفاق می افتد. اغلب پس از درمان گرما، خواص ضد خوردگی خود را از دست می دهد. این یک مشکل بسیار رایج است، به همین دلیل، الکترودهای حاوی مقدار اضافی مواد آلیاژ که مسئولیت خواص ضد خوردگی هستند. آنها باید بخشی را که در طی جوشکاری تبخیر می کنند، جبران کنند. این نقطه بسیار مهمی از انتخاب است، حذف آن می تواند منجر به ازدواج شود. برای این منظور به عنوان مواد افزودنی نیز می توان از خوردگی استفاده کرد. معمولا استفاده می شود قطب معکوس، زیرا در کیفیت متغیر اتصال به شدت رنج خواهد برد.

پوشش باید ایمنی را تضمین کند جوش قوسو همچنین حمام های فلزی مذاب، اما نه همیشه به خوبی با این کار می کند. یک فرایند بسیار پیچیده است. این نیاز به بلند کردن دارد الکترودهای نازک، که همچنین فرآیند جوشکاری را به دلیل خطر سوزش پیچیده می کند.
محدوده این مواد به اندازه کافی گسترده است، به طوری که با وجود تمام ناراحتی ها، باید با بهبود خواص مواد مصرفی، به دنبال راه حل هایی برای مشکلات باشید. آنها در مغازه های تعمیر، برای پیوستن به سازه های فلزی، در ریخته گری، برای جوشکاری فلزات، ایجاد موارد برای محصولات و سایر موارد مورد استفاده قرار می گیرند. الکترودهای جوشکاری بر روی یک فولاد ضد زنگ بخشی جدایی ناپذیر از تعمیر خطوط لوله ساخته شده از این فلز است. الکترود برای جوشکاری فولاد ضد زنگ با توجه به GOST 9466-75 ایجاد می شود.
انواع الکترود برای فولاد ضد زنگ
مارک های سوئدی از ESAB کاملا رایج هستند، که در طیف گسترده ای از گزینه های مختلف با ویژگی های کمی متفاوت ارائه شده است.
- OK61.30، الکترودهای جهانی برای فولاد ضد زنگ است که می تواند برای بسیاری از آلیاژها استفاده شود. به خصوص آنها مناسب برای محصولات با مواد افزودنی به شکل کروم و نیکل. فلز جوش کاملا مقاوم در برابر خوردگی است.
- OK6135 - این نام تجاری برای فولاد ضدزنگ با کیفیت بالا طراحی شده است. فلز جوش به اندازه کافی قوی است تا بتواند بارهای سنگین را تحمل کند. با کمک آن، سازه ها و سازه های مهم جوش داده می شوند.
- OK67.45 - این نام تجاری از الکترود برای جوشکاری از فولاد ضدزنگ دارای ویژگی های جوش پذیری بالا است، بنابراین توصیه می شود برای استفاده در شرایط سخت تر، زمانی که شرایط برای اتصال به طور کامل مناسب نیست.
- OK63.30 - در این نام تجاری، میله ها دارای محتوای کربن نسبتا کم هستند، بنابراین برای فلزات مناسب است که محتوای این فلز نیز در سطح پایین است.

در میان مارک های داخلی نیز نمایندگان هستند که اغلب در صنعت و حوزه خصوصی استفاده می شوند:
- TsT15 - این الکترود برای جوش 12X18H10T فولاد ضد زنگ. آنها دارای مقاومت به حرارت بالا هستند و می توانند بر روی این پارامتر بار زیاد را تحمل کنند. آنها همچنین به محیط های شیمیایی مقاوم هستند.

- OZL8 - مواد پوشش دهنده که عمر مفید کافی دارند و برای ایجاد ترکیبات با قدرت بالا استفاده می شوند. آنها حتی پس از عملیات حرارتی خواص ضد خوردگی را نیز حفظ می کنند.

- OZL6 یک درجه جهانی است که می تواند برای جوشکاری فولاد ضدزنگ خالص و برای.

ترکیبات فیزیکی و شیمیایی
به طور معمول، این نوع الکترودها ترکیب شیمیایی نسبتا غنی دارند که شامل بسیاری از عناصر شیمیایی است که باعث ایجاد یک اثر ضد خوردگی و همچنین سایر موارد مفید می شود. به طور طبیعی، هنگام انتخاب الکترودها برای برش فولاد ضد زنگ، باید توجه داشت که این عناصر خواص مورد نیاز برای عملیات را فراهم می کنند. در مثال یکی از نمرات دیده می شود چه چیزی می تواند در فولاد آلیاژی موجود باشد:
مشخصات فنی
خواص مکانیکی به آنچه دقیقا به فلز می آید بستگی دارد. کارشناسان برند خاصی را مطابق با مشخصه های فلز جوش، انتخاب می کنند. نماهای الکترودهای فولادی ضد زنگ مقاومت به انسولین و مقاومت به حرارت را به اندازه کافی بالا می برند. با وجود این واقعیت که در هر مورد آنها متفاوت خواهد بود، با استفاده از مثال یکی از مارک های شما می توانید تصویر بزرگ را درک کنید:
علامت گذاری و علامت گذاری
به عنوان مثال، نام تجاری OZL 6 می تواند رمزگشایی را درک کند. این توسط SpetsElectrod توسعه یافته است. آنها یک پوشش اولیه دارند و برای فولاد ضدزنگ طراحی شده اند.
انتخاب
انتخاب الکترودهای فولادی ضد زنگ یک فرآیند بسیار مهم است، زیرا باید برای ردیابی بیشترین نتیجه کیفیت، باید توجه زیادی را در نظر گرفت. پس از همه، در اینجا حتی در شرایط استاندارد، مشکلات بوجود می آیند، اما اگر شما انتخاب اشتباه را انجام دهید، همه چیز حتی بدتر خواهد شد. هنگام انتخاب تمرکز اصلی بر ترکیب است. تمبر باید عناصر مشابه در فلز پایه داشته باشد. سپس اتصال با کیفیت بالاتر خواهد بود. در بسیاری از مارک ها، نامی برای فولادهایی که در نظر گرفته می شوند وجود دارد که انتخاب را تسهیل می کند.
اندازه قطر میله نیز به آن اعمال می شود پارامترهای مهم. فلز ضخیم تر، الکترودهای ضخیم تر باید باشد. ارزش آنها باید تقریبا یکسان باشد. اختلاف 0.5-1 میلیمتر مجاز است، اما این تنها در صورتی امکان پذیر است که ضخامت آن از 3 میلیمتر باشد، زیرا ورقه های نازک فولاد ضد زنگ باید بسیار دقت جوش داده شود و بیش از مقدار قطر و به ترتیب جریان جوشکاریممکن است منجر به تشکیل سوراخ در اتصال شود.
"مهم است! هنگام انتخاب، همیشه باید به آنالوگ هایی توجه کرد که می تواند جایگزین خوبی برای مارک های داخلی باشد. "
الکترود ها نیز باید به اندازه کافی بلند باشند تا بدون وقفه بیفتند. در نمرات های مختلف، طول می تواند از 5 تا 10 سانتی متر متغیر باشد، به طوری که ممکن است محصولاتی با طول 45 سانتی متری برای ایجاد درزهای طولانی مورد نیاز باشد. اما در اغلب موارد، درزها کوتاه می شوند، بنابراین طول در اینجا مهم نیست. فراموش نکنید در مورد پوشش. اغلب در زیر میله انتخاب می شود، اما اگر شرایط مورد استفاده غیر استاندارد مورد انتظار باشد، پوشش می تواند بر قابلیت اطمینان این روند تاثیر بگذارد.
حالت های اصلی و تفاوت های ظریف نرم افزار
یکی از تفاوت های اصلی استفاده، نرخ بالای ذوب است که بیش از عملکرد الکترودهای فولادی استاندارد است. این نیاز به حرکت سریع تر و دقیق تر دارد. همچنین ویسکوزیته پایین فلز مذاب وجود دارد، بنابراین شما نیاز به ایجاد یک تکنیک خاص برای ساخت یک مهره درز دارید، در غیر این صورت شما یک جرم بی شکل از فلز جوش را دریافت خواهید کرد. پس از پایان فرایند، برای جلوگیری از وقوع ترکهای سرد، باید درزگیر باشد. برای این شما می توانید استفاده کنید مشعل گاز یا سایر وسایل گرم با کنترل دما.
سازندگان
- الکترودهای ویژه؛
- ESAB؛
- اکو پلاس؛
- Vadis-M؛
- الکترود Frunze




