پلاسما جوش جوشکاری پلاسما - چه چیزی و چگونه کار می کند. ویژگی های خاص جوشکاری پلاسما
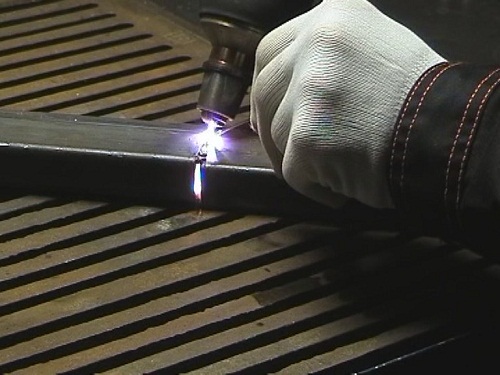
اتصال سطوح هنگام جوشکاری پلاسما! جوشکاری پلاسما - یک روش کاملا متفاوت از تمام تکنولوژی های جوشکاری سنتی موجود است.
دستگاه جوش پلاسما
این در مزایای موجود جوش پلاسما مشهود است:
- ایمنی فرآیند برای جوشکار؛
- یک فرصت منحصر به فرد برای صرفه جویی در برق؛
- سطح بالایی از عملکرد که متناظر آن را مشخص می کند ماشین جوشکاری;
- ارائه نتایج با کیفیت بالا از جوشکاری یا برش.
در هسته خود، جوش پلاسما یک فرآیند نوآورانه برای پیوستن به هواپیماهای فلزی است. امروزه این نوع فعالانه در صنایع خاصی استفاده می شود: مهندسی، ساخت سازه، شرکت های هواپیمایی و غیره
تراکم بیشتر، برش بهتر
دو عامل در برش پلاسما با آب نیتروژن می تواند به کاهش چنین صاف کمک کند. هدف برش پلاسمابه عنوان برش لیزری، این است که برای رسیدن به بالاترین تراکم انرژی، که می تواند به طور موثر نفوذ در صفحه. با استفاده از قطر نازل کوچک همراه با حرکت گرداب گاز تولید پلاسما، محدود کردن و تثبیت معمول در همه فرآیندهای پلاسما به دست می آید. با توجه به تغییر فرآیند، با استفاده از آب به عنوان یک ماده محافظ می توان انقباض بیشتری را به دست آورد.
جوشكاري پلاسما هنگامي لازم است كه جوش با استحكام بالا به دست آيد. مشخص است که تجهیزات برای جوشکاری پلاسما نیاز به سیلندر اکسیژن ندارند.
این فن آوری از لحاظ سازگار با محیط زیست است، زیرا در طی جوشکاری فلزات، انتشار مواد مضر و گازها وجود ندارد. علاوه بر این، با استفاده از تجهیزات پلاسما، نه تنها جوش، بلکه همچنین برش فلزات و آلیاژها امکان پذیر است (فقط لازم است که برش مناسب بدست آورید).
از مکانیسم های دیگر می توان برای محدود کردن و تثبیت قوس استفاده کرد، مانند مواد با هدایت گرمائی بالا برای یک نازل برای تخلیه گرمای تابشی توسط قوس فشرده یا حتی میدان مغناطیسی شدید. با این حال، در حال حاضر، هزینه چنین سیستم هایی هر گونه افزایش کیفیت و سرعت برش را جبران خواهد کرد.
چه تکنولوژی برش استفاده می شود بستگی به الزامات برنامه دارد. اما با صحیح مخلوط گازسیستم های برش پلاسما با طراحی درست مشعل تقویت می شوند و می توانند به سرعت برش ها را تمیز کنند و زندگی را برای جوشکار ساده تر کنند. با این وجود، با قرار دادن الکترود در محفظه مشعل، قوس پلاسما را می توان از پوسته جدا کرد گاز محافظ. سپس پلاسما از طریق یک نازل خوب مسی قرار می گیرد که قوس را فشرده می کند. سه حالت عملیات را می توان با تغییر قطر سوراخ و جریان جریان گاز پلاسما بدست آورد.
اطلاعات بیشتر در مورد فرآیند جوشکاری
برای درک صحیح از تکنولوژی فرآیند جوشکاری، مهم است که کاملا به جوهر آن بپردازیم. از نقطه نظر فیزیک، در طی جوشکاری پلاسما، گاز یونیزه (به عنوان مثال، پلاسما) به سطح قطعاتی که با استفاده از یک نازل جوش داده می شود، هدایت می شود. برای تشکیل پلاسما، حرارت دادن گاز کار به دمای بالا ضروری است. این یک جریان الکتریکی قوی است.
اگر چه جریان جریان گاز پلاسما می تواند برای افزایش نفوذ افزایش یابد جوش جوشخطر ورود هوا و محافظت از گاز به علت آشفتگی بیش از حد در سپر گاز وجود دارد. با توجه به افزایش جریان جوشکاری و جریان گاز پلاسما یک پرتو پلاسما بسیار قدرتمند ایجاد می کند که می تواند نفوذ کامل به ماده را فراهم کند، همانند یک لیزر یا جوشکاری پرتو الکترون. در طی جوشکاری، سوراخ به تدریج از طریق فلزی عبور می کند با یک استوانه جوش داده شده که از پشت به جوش می آید و تحت تاثیر تنش سطحی شکل می گیرد. این فرآیند را می توان برای جوش مواد ضخیم تر در یک پاساژ استفاده کرد.
- قوس میکروپلاستیک می تواند در جریان جوشکاری بسیار کم عمل کند.
- قوس ستونی حتی زمانی که طول قوس به 20 میلیمتر تغییر می کند پایدار است.
- پلاسمای خالی: بیش از 100A.
فرایند پلاسما
شما می توانید از دستگاه مناسب برای اتصال استفاده کنید:
- لوله های نازک دیواره؛
- انواع ظروف نازک؛
- قطعات ساخته شده از فویل؛
- اقلام جواهرات جداگانه.
خودآموز ماشین جوشکاری
دستگاه برای جوشکاری پلاسما، و نیز برش فلزات، برای عملیات آن فقط نیاز به هوای فشرده و برق دارد. هنگامی که از تجهیزات کمپرسور استفاده می شود، دستگاه فقط برق را نیاز دارد. به عنوان یک نتیجه، جوشکاری نیاز به جایگزینی الکترود ها و همچنین نازل مشعل پلاسما را دارد.
بازسازی قوس دشوار است زمانی که یک الکترود طولانی در فاصله ای از قسمت وجود دارد و پلاسما فشرده می شود. افزون بر این، گرمایش بیش از حد الکترود در طول دوره نیمه مثبت، منجر به مسدود شدن نوک نوک می شود که می تواند ثبات قوس را مختل کند.
با عدم توازن شکل موج به منظور کاهش طول قطب مثبت الکترود، الکترود به اندازه کافی سرد نگه داشته می شود تا نوک تیز نگه داشته و ثبات قوس را به دست آورد. این قوس "خلبان" در بدن مشعل تا زمانی که برای جوشکاری مورد نیاز است، و سپس به قطعه کار منتقل می شود.
طراحی مستقل یک دستگاه جوش پلاسما نیاز به کار سخت دارد.
اول از همه، شما نیاز به توسعه مدار منبع تغذیه. این از یک بلوک است که عملکرد کامل دستگاه بستگی دارد.
برای کار نیاز به:
- از دستگاه جوشکاری معمولی خفه شو. این عنصر برای تثبیت ولتاژ مورد نیاز است. اگر ثبات تضمین نشود، پس موج ولتاژ پلاسما را که برای جوشکاری و برش ضروری است، کاهش می دهد.
- رکتیفایر سه فاز تریستور. ورود آن به مدار با نیاز به محدودیت فعلی در منطقه 50 آمپر توضیح داده شده است؛
- شروع کننده خودرو معمولی این آیتم برای ارائه آتش سوزی خودکار لازم است. با این وجود امکان استفاده از توزیع کننده های معمولی نیز وجود دارد. همه این نیاز به سوپاپ دستی را از بین می برند.
البته، هنگام ایجاد یک دستگاه جوش پلاسما، باید توجه زیادی به بدن داده شود. در حضور تمام مواد لازم و ماشین آلات فلزکاری خوب، تولید مستقل تمام عناصر اساسی مشکلاتی را ایجاد نخواهد کرد.
الکترود مورد استفاده برای فرآیند پلاسما توریوم 2٪ توریم است و نازل پلاسما مس است. قطر کانال نازل پلاسما بحرانی است و قطر سوراخ برای سطح فعلی بسیار کوچک است و سرعت جریان گاز پلاسما منجر به فرسایش بیش از حد نازلها یا حتی ذوب شدن خواهد شد. منطقی است که از بزرگترین قطر سوراخ برای سطح جریان فعلی استفاده شود.
نکته: یک سوراخ که خیلی بزرگ است ممکن است باعث مشکلات امنیتی و حفظ یک سوراخ کلیدی شود. ترکیب گاز طبیعی گاز آرگون برای گاز پلاسما است، با آرگون به اضافه 2 تا 5 درصد هیدروژن برای گاز محافظ. هلیم میتواند برای گاز پلاسما استفاده شود، اما از آنجایی که گرمتر است، جریان نهایی نازل را کاهش میدهد. یک جرم پایین تر از هلیوم نیز می تواند حالت کلید سوراخ را مختل کند.
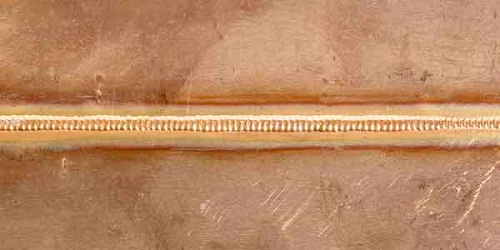
جوش بعد از اتصال قطعات توسط جوش پلاسما
برای یک تصویر کامل از آنچه دستگاه مونتاژ شده برای جوشکاری و برش شبیه به نظر می رسد، پیشنهاد می کنیم که طرح های گسترده ای را در اینترنت کشف کنید.
یک عنصر کلیدی برای جوشکاری و برش مشعل پلاسما است. طراحی آن چنین است که در واقع یک دسته مناسب است که در آن آند و کاتد قرار دارند.
Microplasma به طور سنتی برای ورق ورق نازک، و همچنین بخش سیم و سیم استفاده شده است. قوس سفتی مانند سفت و سخت، قوس و اعوجاج را کم می کند. مزایای نفوذ عمیق تر و مقاومت بیشتری نسبت به آلودگی سطحی، از جمله پوشش ها است. ناسازگاری اصلی رگ شدن مشعل است که باعث می شود دشوار باشد. در جوشکاری مکانیزه، باید به حفظ لامپ برای اطمینان از عملکرد پایدار توجه بیشتری شود.
این مزایای متعددی دارد که می تواند مورد استفاده قرار گیرد: نفوذ عمیق و سرعت بالای جوشکاری. روش های معمول عبارتند از استفاده از یک حالت کلیدی سوراخ با پرکننده برای اطمینان از مشخصات صاف جوش. با ضخامت تا 15 میلی متر، آماده سازی مفصل با یک سطح ریشه ای 6 میلی متر استفاده می شود. یک تکنیک دو گذر استفاده شده است و در اینجا اولین گذر داخلی است و گذر دوم در حالت ذوب با افزودن پرکننده انجام می شود.
آند، به طور همزمان یک نازل، از مس ساخته شده است. در طول فرآیند جوشکاری با آب سرد می شود. تنگستن (از جمله لانتانا) نیز به عنوان کاتد استفاده می شود.
این دو عنصر در تماس نیستند، زیرا آنها با مواد ویژه ای عایق بندی می شوند. به عنوان یک قانون، از طریق آزبست.
برای وقوع یک قوس پلاسمای بین آند و کاتد استفاده می شود جریان مستقیمداشتن ولتاژ 100 وات. این قوس است که اجازه می دهد تا گاز به دمای بالا مورد نیاز است. جوشکاری شروع به کار می کند: یک جریان پلاسما اتفاق می افتد، که در آن قطعات قابل جوش قرار می گیرند (یا برش فلز).
ویژگی های طراحی مشعل
به عنوان پارامترهای جوشکاری، مصرف گاز پلاسما و افزودن پرکننده باید با دقت محاسبه شود تا بتوانند کلید مغناطیسی و ثبات جوش را حفظ کنند، این روش فقط برای جوش مکانیکی. اگرچه می توان آن را برای جوش موقعیتی مورد استفاده قرار داد، معمولا با جریان پالس، معمولا برای جوشکاری با ورق ضخیم تر در یک موقعیت صاف استفاده می شود. هنگام جوشكاري لوله ها، لازم است با دقت كنترل شيب جريان گاز جريان و پلاسما به منظور بستن سوراخ سوراخ بدون خروج از سوراخ باشد.
بنابراین، طراحی مستقل دستگاه جوشکاری پلاسما کاملا واقعی است. نتیجه امکان اتصال با کیفیت بالا قطعات فلزی مختلف است. یک دستگاه خودآموز برای بسیاری از موارد مفید خواهد بود؛ جوشکاری پلاسما با دستان خود، هنگام تعمیر یک ماشین شخصی مناسب است.
به روز شده است، بنابراین صفحه وب دیگر به درستی نسخه چاپی را نشان نمی دهد. جوشکاری پلاسما دارای ویژگی های عملکرد منحصر به فردی از طراحی مشعل است. با این حال، در مشعل پلاسما، الکترود در پشت یک نازل مس مسی قرار دارد. با ایجاد قوس به طریق نازل، یک جریان ستون یا پلاسما مشخص می شود.
جوش پلاسما مستقیم چیست؟
در طی جوشکاری، قوس پلاسما فلز را خاموش می کند، یک سوراخ کلیدی ایجاد می کند، در حالی که سیلوی جوش داده شده در اطراف سوراخ چاله برای جوشیدن جریان می یابد. در این حالت، نفوذ عمیق و سرعت بالای جوشکاری به دست می آید. این پلاسما قوس بسیار قدرتمند را شبیه به یک پرتو لیزر تولید می کند. . تجهیزات پلاسمای موجود به طور خاص برای استفاده طراحی شده است.
برای جوشکاری ساختارهای ساخته شده از فولاد ضد زنگ، آلیاژهای غیر آهنی و فلزات متفاوتی، و همچنین در هنگام جوشکاری فلزات با فلزات غیر فلزی با ضخامت تا 15 میلی متر، نوع خاصی از جوش استفاده می شود - پلاسما.
این نوع جوشکاری با کمک دماسنج پلاسمای با درجه حرارت بالا (تا 50000 0С) انجام می شود که با کمک تجهیزات خاصی امکان پذیر است که جت یا قوس پلاسما را بدست آوریم. علاوه بر این، جت پلاسما برای برش، لحیم کاری، اسپری کردن و پختن بسیاری از فلزات غیر آهنی و مقاوم به کار می رود. شناخته شده است که پلاسما گاز است که به حالت یونیزاسیون و هدایت جریان الکتریکی گرم می شود.
تجهیزات حفاظتی . فرایند پلاسما معمولا با قطب منفی الکترود کار می کند تا حرارت تولید شده توسط الکترود را به حداقل برساند. با این حال، مشعل های ویژه ای برای کار با الکترودهای قطبی مثبت وجود دارد که به خنک کننده کارآمد برای جلوگیری از ذوب شدن الکترود متکی هستند. یک مشعل الکترود مثبت برای آلومینیوم جوش استفاده می شود که نیاز به کاتد دارد تا فیلم اکسید را حذف کند.
دستگاه جوش Gorynych
مشکلات با احیاء قوس با محدود شدن نازل، الکترود طولی در فاصله قطعه کار و بسته شدن الکترود همراه است که به علت دوره متناوب قطب الکترودهای مثبت است. قوس خلبان بین الکترود و نازل مس تشکیل شده است به طور خودکار به قطعه کار منتقل می شود زمانی که برای جوشکاری مورد نیاز است.
جوشکاری پلاسما در هواپیما، هوا فضا، مهندسی، خودرو، برق، صنایع غذایی و سایر بخش های اقتصادی مورد استفاده قرار می گیرد، جایی که این سازه ها به خواسته های بالا بر روی کیفیت تولید می پردازند.
جوهر جوشکاری - حرارت قوس الکتریکی با فشار فشرده شده، لبه های قطعات و فرم ها را ذوب می کند جوش جوش. جوش را می توان در حالت دستی یا اتوماتیک انجام داد. صرف نظر از حالت اجرای، درزها با کیفیت بالا و با ابعاد هندسی ارائه می شوند، در حالی که ساختارها تحت تغییر قرار نمی گیرند.
در طراحی یک سوزن معمولی، الکترود در پشت نازل مس آب سرد قرار دارد. از آن جایی که قدرت قوس پلاسما به واسطه درجه تنگ شدن نازل تعیین می شود، انتخاب قطر سوراخ نسبت به سطح جاری و سرعت جریان گاز پلاسما ضروری است. برای پلاسمای نرم که معمولا برای حالت های عملیاتی میکرو و متوسط استفاده می شود، جهت جلوگیری از فرسایش نازل ها، یک سوراخ نسبتا بزرگ قطر توصیه می شود.
جوشکاری میکرو پلاسما: بعضی از ویژگی های فرآیند
در حالت برش پلاسما با جریان بالا، قطر سوراخ نازل، جریان جریان گاز پلاسما و سطح فعلی برای تولید یک قوس بسیار فشرده که قدرت کافی برای برش از مواد را انتخاب می کند انتخاب می شود. جریان گاز پلاسما برای ایجاد یک کمان پلاسما نفوذی عمیق و جلوگیری از فرسایش نازل ها ضروری است؛ جریان گاز بسیار کم برای قطر سوراخ و سطح فعلی باعث ایجاد دو قوس در شعله ور شدن و ذوب شدن نازل می شود.
مزایا و معایب جوش پلاسما
مزایای جوشکاری عبارتند از:
- غلظت بالا گرما با حداقل ناحیه تابش گرما، که باعث انحراف قطعات در طول فرآیند جوشکاری می شود و بنابراین نیاز به ویرایش آنها را از بین می برد؛
- ثبات قوس؛
- سرعت جوش بالا (تا 50 متر در ساعت)، که باعث افزایش بهره وری می شود.
- نفوذ فلز به عمق کامل، که امکان انجام برش لبه را قبل از جوشکاری ممکن می سازد؛
- محدودیت های گسترده ای از تنظیم قوس جوشکاری؛
- کمبود فلز در زمان کار؛
- سودآوری؛
- با کیفیت بالا جوش داده شده
- امکان اتوماسیون کامل فرآیند جوشکاری.
معایب عبارتند از:
جوش پلاسما جوش بالا
با توجه به نقطه شروع پیشنهاد برای تنظیم جریان گاز پلاسما و سطح فعلی برای طیف وسیعی از قطر سوراخ و حالت های مختلف عملیات. الکترود یک تنگستن با اضافه کردن 2 تا 5٪ توریوم برای کمک به شروع قوس است. به عنوان یک قاعده، نوک الکترود در زاویه 15 درجه برای جوشکاری میکرو پلاسما قرار می گیرد. زاویه نوک با سطح کنونی افزایش می یابد و با جریان جوی بالا، جوشکاری پلاسما کلشخل، زاویه 60 تا 90 درجه توصیه می شود. برای سطوح فعلی بالا نیز نوک تقریبا به اندازه 1 میلی متر است.
- پیچیدگی خدمات برخی از انواع تجهیزات؛
- نیاز به رعایت ایمنی.
دستگاه جوش پلاسما
دستگاه جوش پلاسما شامل یک مشعل ویژه (مشعل پلاسما) و یک منبع قدرت است.
مشعل پلاسما شامل قطعات اصلی زیر است:
- پوشش بیرونی؛
- پوسته PTFE؛
- مونتاژ الکترود؛
- مکانیزم کنترل جریان هوا
- بوش های عایق؛
- الکترود
- بوش های عایق؛
- نازل؛
- آجیل نازل
این طراحی عرضه گازها (پلاسما و محافظ) و تامین آب و هوا و یا خنک کننده را فراهم می کند. گاز پلاسمايي آرگون يا آرگون خالص با افزودن هيدروژن يا هليوم است و مي توان از هوا، نيتروژن، هيدروژن يا مخلوط گاز استفاده نمود. گاز محافظ اغلب آرگون است. الکترودهای ساخته شده از تنگستن، فعال توسط توریم، لانتانیم یا یتیم، و همچنین ساخته شده از هافنیوم و مس. تامین آب یا هوا برای خنک کردن دیواره های نازل ضروری است.
نکته زاویه معمولا مهم نیست. جوشکاری دستی. با این حال، برای برنامه های مکانیکی، حالت نوک و نازل شکل قوس و مشخصات نفوذ نفوذ جوشکاری را مشخص می کند، بنابراین توجه ویژه ای به آسیاب کردن نوک می شود. همچنین لازم است به صورت دوره ای حالت نوک و نازل را بررسی کنید و برای اجزاء بحرانی توصیه می شود وضعیت مشعل بین جوش ها را بررسی کنید.
فرآیند جوش پلاسما در موقعیت پایین چگونه است؟
برای اطمینان از ثبات، مهم است که یک موقعیت الکترود ثابت در پشت نازل حفظ شود. راهنمای الکترودهای و ابزار ویژه توسط سازنده مشعل ارائه شده است. حداکثر جریان هر نازل برای حداکثر موقعیت الکترود و حداکثر جریان گاز در پلاسما تنظیم می شود. سرعت جریان گاز پلاسما پایین را می توان برای خنک کردن یک قوس پلاسمای با حداکثر جریان نازل نازل که فاصله از الکترود را کاهش می دهد.
جریان گاز، عبور از نازل، اندازه قوس را محدود می کند و قوس را از دیواره های نازل دور می کند. بنابراین، لایه گاز از نازل جدا شده است. تخلیه قوس که می تواند بین الکترود و یک محصول جوش داده شود (جوش مستقیم مستقیم) یا بین الکترود و یک نازل (جوشکاری غیر مستقیم) عبور می کند به قسمت مرکزی سوراخ واقع در نازل.
یک ترکیب معمول گازها، گاز آرگون و گاز آرگون 2 تا 8 درصد برای گاز محافظ است. صرف نظر از مواد جوش داده شده، استفاده از آرگون برای گاز پلاسما، پایین ترین میزان فرسایش الکترود و نازل را می دهد. هلیوم قوس گرمتر را می دهد با این حال، استفاده از آن برای گاز پلاسما باعث کاهش جریان نفوذ نازل می شود و باعث ایجاد یک سوراخ کلید می شود.
تولید کننده ماشین آلات جوش پلاسما
برای مثال، ترکیب هلیوم و آرگون. 75٪ هلیوم - 25٪ آرگون، به عنوان یک گاز محافظ برای مواد مانند مس استفاده می شود. جریان جریان گاز پلاسما باید دقیقا تعریف شود، زیرا کنترل نفوذ بخار جوش را کنترل می کند، اما جریان جریان گاز محافظ مهم نیست.
اصل کار دستگاه جوشکاری پلاسما به شرح زیر است: یک نوسانگر (ژنراتور ولتاژ بالا) یک پتانسیل الکتریکی ایجاد می کند که برای وقوع یک تخلیه جرقه و احتراق قوس الکتریکی ضروری است. یک قوس کار وجود دارد که در تماس با محصول جوشکاری آن را بسته و به همین ترتیب به بهره برداری می رسد. جريان گاز پلاسمايي اسپيرال ستون قوس کار را تثبيت کرده و فشرده مي کند. این اجازه می دهد تا شما را به لمس دیواره های نازل مشعل پلاسما.
انواع جوشکاری
جوشکاری پلاسما، بسته به تجهیزات مورد استفاده، می تواند انجام شود:
- نفوذ و غیر نفوذ قوس؛
- در جریان هر قطب؛
- نکته و انگیزه؛
- بدون سیم پرکننده و سیم پرکننده؛
- به صورت دستی، با کمک دستگاه های نیمه اتوماتیک و اتوماتیک.
جوش را می توان در جریان های زیر انجام داد:
بسته به قدرت جوش جوش، 3 نوع جوش پلاسما وجود دارد:
- کوچک (از 0، 1 تا 25 A)؛
- متوسط (از 25 به 150 A)؛
- بزرگ (بیش از 150 A).
جوشکاری با جریان کم، میکروپلاستی نامیده می شود و اغلب مورد استفاده قرار می گیرد. این برای ساخت سازه هایی با ضخامت بیش از 1.5 میلیمتر استفاده می شود. معمولا این نوع جوشکاری ظروف و لوله های نازک دیواره تولید می کند، بخش های نازک را به قطعات عظیم جوش می دهد، جواهرات را در صنایع جواهر و جواهر می سازند، قطعات تولید شده از فویل را در ساخت ترموکوپل ها متصل می کنند.
اگر جوشکاری با استفاده از سیم پرکننده انجام می شود، معمولا سیم بی سیم یا نوع خاص سیم پودری استفاده می شود.
پارامترهای اصلی جوشکاری پلاسما:
- amperage در Amperes اندازه گیری (A)؛
- ولتاژ اندازه گیری در ولت (V)؛
- Ø نازل کانال (نشان داده شده در میلی متر)؛
- Ø الکترود (نشان داده شده در میلیمتر)؛
- مصرف گاز پلاسما (نشان داده شده در متر / ساعت)؛
- محافظت از مصرف گاز (نشان داده شده در متر / ساعت).
تکنولوژی جوشکاری پلاسما
دستگاه جوشکاری پلاسما تولید شده توسط تولید کنندگان مختلف، به طور عام، جهانی است. با کمک آنها می توانید آثار مختلفی را در تمامی موقعیت های مکانی انجام دهید: پایین، سقف، عمودی، افقی، تمایل. فرآیند تکنولوژیکی ساختار سازه ها شامل تهیه محصول برای جوشکاری، انتخاب مواد پرکننده، جوشکاری با آن و تهیه تجهیزات می باشد.
بخشی قبل از جوشکاری باید تمیز شود و با دقت محافظت شود. در طی فرآیند جوشکاری، جوشکار باید چشمها را از اشعه محافظت کند، از تمام روش ها و ابزار حفاظت برای جلوگیری از سوختگی های حرارتی استفاده کند و همچنین در هنگام جوشکاری در داخل خانه از سیستم تهویه خروجی استفاده شود.
امروزه در شبکه تجارت شما می توانید مدل های مختلف دستگاه های جوشکاری پلاسما، تولید داخلی و خارجی را خریداری کنید. در میان دستگاه های داخلی، دستگاه پلاسما تلفن همراه "PLAZAR"، "GORYNYCH"، "MULTIPLAZ" بسیار محبوب است و دیگران.
به عنوان مثال، GORYNYCH نشان دهنده یک دستگاه قابل حمل چند منظوره است که شامل یک ژنراتور پلاسما و یک منبع تغذیه و کنترل است. این برای طیف گسترده ای از جوشکاری، برش و لحیم کاری فلزات استفاده می شود. این دستگاه از شبکه 220V تامین می شود. این دستگاه جمع و جور و آسان است؛ مخصوصا در جوشکارها محبوب است. به عنوان یک مایع کار، بسته به نوع کاری که انجام می شود، از آب تقطیر یا محلول الکل الکل در یک آب استفاده می کند. چنین وسیله ای نه تنها در تولید، ساخت و ساز، بلکه در زندگی روزمره نیز مورد استفاده قرار می گیرد.
در میان تولید کنندگان خارجی، توجه ویژه به دستگاه های ساخته شده در آلمان و ایتالیا است. مدل های دستگاه جوش و برش پلاس از MERKLE Schweißanlagen-Teshnik GmbH به خوبی در نقاط مختلف جهان شناخته شده است. این شرکت متخصص در تولید تجهیزات و اجزای سازنده برای تولید بیش از 50 سال بوده است جوشکاری. مدل های حرفه ای ماشین های پلاسما P 421 DC-PT11، P 601 DC-PT11 و P 601 AC / DC-PT11 توسط شرکت های شناخته شده VOLKSWAGEN، MERCEDES-BENZ و دیگران در تولید محصولات خود شناخته شده در بسیاری از کشورها استفاده می شود.
تولید کننده از ایتالیا Telwin متخصص در تولید دستگاه های مدرن برای جوشکاری پلاسما بیش از 50 سال است. مدلهای Technica پلاسما، فناوری پلاسما، Superplasma و دیگران با ولتاژ بالا، حفاظت از جریان کم و بالا، حفاظت حرارتی، خنک کننده اتوماتیک پلاسموتون مجهز شده و دارای یک سیستم هشدار در مورد ولتاژ در مشعل هستند. آنها با ابعاد کوچک، وزن و ویژگی بسیار مناسب برای استفاده هستند.




