براى چه نوع جوش براى 13 55 الکترود برای جوشکاری اینورتر: آنچه شما باید بدانید
الکترودهای جوشکاری "UONI-13/55" با پوشش اصلی به طور گسترده ای برای ساخت سازه های جوش استفاده می شود. اقلام قابل جوش باید از آلیاژ پایین و فولاد کربن (به عنوان مثال: نمرات فولاد 10ХСН2Д، 48КС، و غیره)، که در بارهای متناوب و دمای منفی عمل می کنند. جوشکاری مواد زیر ممنوع است:
- فولاد: BST3، 09G2، 10G2S1D-35، 10HSND، MS-1، St3s و غیره.
- جعلی از فولاد کربن مقاوم در برابر پراکندگی، و همچنین فرفری و ریخته گری بین خود.
الکترودهای جوشکاری "UONI-13/55" بهترین حفاظت از استخر جوش را فراهم می کنند که در هنگام کار در فضای باز بسیار مهم است. بنابراین، الکترود جوشکاری "UONI-13/55" به طور گسترده ای توسط سازندگان پل ها استفاده می شود.
شرح این الکترود های جوشکاری در مقاله است، بنابراین امروز ما تنها به ویژگی های فنی تمرکز می کنیم.
ویژگی های فنی الکترود جوشکاری "UONI-13/55"
اصلی را در نظر بگیرید مشخصات فنی الکترودهای جوشکاری "UONI-13/55":
- مشخصات کلی الکترودهای؛
- خواص مکانیکی فلز جوش جوش;
- ترکیب شیمیایی فلز جوش؛
- موقعیت مکانی جوش؛
- جریان جوشکاری
- میانگین تعداد الکترودها در 1 کیلوگرم.
مشخصات کلی الکترودهای "UONI 13/5"
مشخصات کلی الکترودها شامل پارامترهای زیر است:
- پوشش الکترود جوشکاری: پایه؛
- میزان رسوب، g / A h: 9.5؛
- کارایی ظاهری الکترود ها (برای قطر 4.0 میلیمتر)، کیلوگرم ساعت: 1.4؛
- مصرف الکترود در هر کیلو گرم فلز جوش، کیلوگرم 1.7.
خواص مکانیکی فلز جوش
جوش جوشکاری ساخته شده توسط الکترودهای "UONI-13/55" دارای ویژگی های مکانیکی زیر است:
- قدرت عملکرد، MPa - 420؛
- استحکام کششی، MPa - 540؛
- طول نسبی، 22٪؛
- استحکام ضربه (KCV)، ج / مربع cm:
- در T = + 20 ° С - 130؛
- در T = -40 ° C - 80؛
- در t = -60 ° C - 50.

ترکیب شیمیایی فلز جوش
در ترکیب شیمیایی جوش موارد زیر در دسترس هستند:
- کربن (C): ≥0.07٪؛
- سیلیکون (Si): ≥ 0.5٪؛
- منگنز (Mn): ≥ 1.35٪؛
- فسفر (P): ≥ 0.025؛
- گوگرد (S): ≥ 0.025.
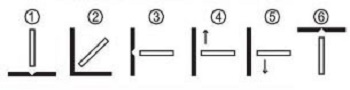
موقعیت مکانی جوش
هنگام جوش، موقعیت مکانی زیر جوش اجازه داده می شود: 1،2،3،4،6.
مقدار جریان جوشکاری الکترودهای "UONI-13/55"
هنگام جوشکاری، بسته به قطر الکترود و موقعیت مکانی جوش، توصیه می شود که مقادیر جوش جوش (A) که در جدول ذکر شده است تنظیم کنید.
| قطر، میلی متر / موقعیت از درز | پایین | عمودی | سقف |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
میانگین تعداد الکترودهای جوشکاری "UONI-13/55" در 1 کیلوگرم
میانگین تعداد الکترودها بر کیلوگرم بسته به قطر آنها در جدول نشان داده شده است.
ویژگی های فن آوری جوشکاری با الکترودهای "UONI-13/55"
جوشکاری قوس معمول از سازه های فلزی و میله های تقویت کننده مجاز است. چنین جوشکاری در تمام موقعیت های مکانی جوش با جریان مستقیم انجام می شود (با قطب معکوس) در یک قوس کوتاه
لبه های جوش باید به طور کامل از خاک، روغن و مقیاس تمیز شود.
قبل از جوشکاری، کالسی کردن الکترودهای جوشکاری UONI 13/55 در دمای T = 250 ... 300 درجه سانتیگراد برای 1 ساعت واجب است.
از کجا می توان الکترود مارک های مختلف را خریداری کرد
تولید کنندگان و فروشندگان الکترودهای جوشکاری را با کلیک بر روی لینک زیر به صفحه کاتالوگ شرکت های ما انتخاب کنید.سوال:
من در ادبیات می خواندم که UONI 13 55 الکترود جوشکاری خوب است، بنابراین تصمیم گرفتم که آنها را خریداری کنم و آنها را بسوزانم، آنها را در عمل امتحان کنم، آیا حقیقت را می نویسند؟ در حقیقت، همه چیز در نظریه به تصویر کشیده شد. توضیح دهید، لطفا هنگام جوشکاری در قطب معکوس، لازم است که بیشتر از جریان جاری اضافه کنید. و SSSI به هر حال بسته می شود، و قوس به پایان می رسد. پس از چندین تلاش، مجددا به آتش کشیده میشوید، دوازده یا دو میلیمتر راه بروید و الکترود دوباره مرده است. من نمی فهمم چگونه با این "معجزه" کار می کنم، شاید شما نیاز به اضافه کردن بیشتر فعلی؟ فلز جوش با کیفیت خوب، خوب، ضایعات شل کم است. من اشتباه میکنم؟
مقاله را در سایت بخوانید: |
پاسخ:
اگر شما فقط شروع به جوشکاری با قوس دستی می کنید، این الکترودها برای مطالعه بسیار مناسب نیستند. برای کار با SSSI شما نیاز به یک مهارت خاص دارید. سعی کنید ابتدا MP-3 یا ANO-21 را جوش بزنید، به محض اینکه شروع به خارج شدن از آنها کنید، پس فقط به UONI 13 55 برای سازه های مسئول بروید.
در اینجا برخی از تفاوت های ظریف که می تواند به شما کمک کند:
بعضی از تولید کنندگان ممکن است به راحتی الکترودهای ضعیف تولید کنند. لازم است که از الکترودها از سازندگان مختلف تهیه و طبخ شود و سپس شما را در درک نحوه هدایت ترجیح می دهند. حتی در یک بسته، یک الکترود می تواند به طور معمول طبخ کند، و دیگری - معیوب، بدون اشاره به بسته های مختلف!
اطمینان حاصل کنید که قبل از اینکه الکترود ها خشک شوند یا بیشتر شستشو داده شوند (بر روی این موضوع)
مورد ممکن است هنوز هم باشد که جریان خروجی اینورتر شما ممکن است متفاوت از یک نشانگر نشانگر یا دکمه تنظیم خوب باشد. اندازه گیری جریان جوشکاری عملا با کنه ها
سعی کنید بدون وقفه جوشکاری کنید، در پوشش بچرخید و حداقل قوس نگهداری شود.
- در این حالت، جوش یک گوشه عقب بپوش، در این صورت، سرباره در ناحیه جوشانده سقوط خواهد کرد.
- در شرایط ولتاژ پایین شبکه قدرت و یا کاهش آن، یک دستگاه ارزان قیمت چینی با الکترود با پوشش اصلی نخواهد شد. شما می توانید این مشکل را حل کنید: الف) با اتصال یک دشارژ به مدار؛
ب) خرید جوش حرفه ای
ج) پیدا کردن یک شبکه برق خوب.
- همچنین فراموش نکنید که SSSI 13 55 برای جوشکاری سازه های فلزی مخصوص بارگذاری شده که در کارگاه نصب شده اند، ایجاد شده است. بنابراین آماده سازی اولیه از سطح بلبرینگ فولاد برای آنها واجب است. آلودگی و خوردگی، رطوبت را تحمل نمی کنند.
- لازم نیست که جوشکاری زیادی انجام دهید. برای یک الکترود روتیل خوب نیست برای یک اصلی استفاده شود. فشردن این فرایند کیفیت کیفیت را کاهش می دهد.
هنگامی که جریان بیش از حد بالا است، کنترل استخر جوش دشوار است، تبخیر فلز شدید است، مقدار زیادی از پاشش. با افزایش اثرات حرارتی افزایش می یابد. هنگام جوش سقف و انتقال متقارن عمودی فلز از حمام خارج می شود.
در هنگام جوشکاری با الکترود 3 میلیمتر، بسته به موقعیت موقعیت، موارد زیر را تمرکز کنید:
a) پایین تر از 80-100A
ب) عمودی 60-80A
ج) سقف 70-90A
برای الکترودهای گیاه Losiniostrovsky، جریان باید کمی کمتر از آنچه که در بالا ذکر شد، داده شود.
P.SOONI 13 55 را می توان قبل از خرید یک اینورتر به آن آزمایش کرد تا شما را به فروشگاه منتقل کنید.
لازم است که الکترود را بدون انقطاع کامل قوس به وسیله ی اتصال اینورتر به سیم بی سیم از بخش 30 متر از 1.5 متر مربع، بسنجید. اگر قوس به بیرون برسد و الکترود به فلز متصل نشود، جوشکار با کیفیت عالی است.
بیشتر الکترود های اصلی را بسوزانید و با گذشت زمان همه چیز بیرون می آید!

سوال:
من یک مرد در جوشکاری جدید هستم اما کنجکاو هستم. من فقط نمیتوانم درک کنم که چرا SSSI توصیه نمیشود در قطب مستقیم بپزد؟ در اینترنت، در دستورالعمل ها و آموزش های ویدئویی آن را به صراحت می گوید. اما به تازگی، من بر روی یک ویدیو خندیدم، که به وضوح نشان داد که در هنگام جوشکاری UONII 13/55 در قطب مستقیم و معکوس هیچ تفاوتی وجود ندارد. کیفیت درز ها در مورد اول و دوم همان است، هر دو زمانی که بصورتی بصری بازرسی از درزهای ناتمام و پس از تمیز کردن با یک چرخ دنده با یک دایره مودار است. بنابراین، به نوعی من همه نویسندگان را باور نمی کنم. و در واقع سوال این است:
لطفا فیزیک فرآیند را توضیح دهید، به عنوان یک توجیه غیر ممکن بودن پختن با الکترودهای UONI در قطب مستقیم.
پاسخ:
در حقیقت، عبارت "جوش با الکترودهای UONI 13/55 بر روی یک جریان DC قطب معکوس انجام شده است" توسط آماتورها اختراع نشده است تا چیزی در این مورد در اینترنت بیاورد. این یک توصیه از تولید کنندگان است که شما می توانید در سایت های مربوطه و یا در خرید، در جعبه بسته بندی را بخوانید.
با جوش در قطب مستقیم چه اتفاقی می افتد به SSSI؟
شرایط اولیه: الکترود ها کالبد می شوند، همه چیز همانطور که باید باشد.
نتیجه: قوس بدون هیچ دلیلی در نگاه اول از بین می رود. تنها زمانی که شما سرباره هنوز سخت شده را لمس می کنید. غیر ممکن است که آن را به روش دیگری روشن کنید.
چوب الکترود و پوشش شار با مشکل حل می شود. قوس با این واقعیت که میله الکترود در یک پوشش غیر مایع با چند میلیمتر سوزانده می شود، خاموش می شود.
بدین معنی که درجه حرارت کافی برای پوشش ذوب نیست، حفاظت از استخر جوش وجود ندارد.
هنگام جوش در قطب معکوس، همه چیز متفاوت است.
فیزیک فرآیند، de jure، به وضوح توسط مهندسین فرآیند مربوط به صنایع الکترود، به تفصیل توضیح داده خواهد شد ... در اینجا ما خلاصه ای از دیدگاه ما از این فرآیند را از نظر نظریه بیان می کنیم.
به منظور درک آنچه مانع از UONI از پختن با الکترود در قطب راست است، شما باید بدانید که چگونه آن را تحت تاثیر قرار.
با توجه به قطب معکوس توصیه شده توسط سازنده، ما علامت پلاس و علامت منفی در محصول را دریافت می کنیم. با این حال، مشخصه فرایندهای فیزیکی دقیقا همان واقعیت است که هنگام جوشکاری، در قطب مخالف، یک نقطه ی آند در الکترود شکل می گیرد و نقطه ی کاتد روی محصول است. بر این اساس، جریان الکترون ها از کاتد به آند منتقل می شود و بیشتر الکترود گرم می شود. دمای فرآیند جوشکاری معمول کافی است. آنچه در شرایط عادی دیده می شود هنگام جوش در قطب راست نیست.
استفاده از الکترودهای جهانی از این مشکل اجتناب می کند.
الکترودهای Uoni برای اتصال بسیار مهم استفاده می شود. آنها برای جوشکاری کربن و فولادهای آلی کم، ساختارهای بارگذاری شده، مخازن تحت فشار، مواد ورق ضخیم، قطعات تحت بارهای پویا و دماهای پایین مورد استفاده قرار می گیرند. این درز باید شرایط لازم برای انعطاف پذیری و سختی را داشته باشد.
ویژگی های خاص
محصولات مطابق با الزامات GOST 9466-75 از میله های فولادی با پوشش اصلی ساخته می شوند (ترکیب شیمیایی شامل عناصر مختلف، به عنوان مثال، C، Mn، P، S، Si). قطر الکترودهای تولید شده یونی از 2 تا 6 میلیمتر و طول از 300 تا 450 میلیمتر است. آنها با احتراق نور، سوزش قوای پایدار و پراکندگی حداقل فلز مشخص می شوند.
شایع ترین محصولات
- مشخص شده است 13/45 - مورد استفاده برای کار با ریخته گری فولاد و فرفری، درزها دارای مقاومت قابل قبول و انعطاف پذیری، ترکیب نیکل و مولیبدن،
- با مارک 13/55 - برای اتصالات T و مفاصل لب استفاده می شود، کار با کربن بالا و فولادهای آلی کمپوشش شامل منگنز، سیلیکون، کربن، گوگرد است که با نرخ بالای تشکیل جوش و مقاومت آن در ایجاد ترک در طی کریستالیزه مشخص می شود.
برنامه
الکترود برای دستی استفاده می شود جوش قوس بر روی جریان مستقیم قطب معکوس کار در تمام موقعیت های مکانی، به جز انجام از بالا به پایین امکان پذیر است. برای به دست آوردن جوشکاری با کیفیت بالا، سطح فلز باید تمیز شود. جوش بر روی یک قوس کوتاه انجام می شود. جوش حاصل از آن به راحتی از سرباره تمیز می شود.
در فروشگاه آنلاین ما، شما می توانید الکترودهای ئونی را با بسته بندی از 1 تا 6 کیلوگرم سفارش دهید. کارت های محصولات شامل مشخصات فنی، قیمت و توصیف های دقیق محصولات برای انتخاب آسان تر




