جوش کربن و فولادهای کم آلیاژ سازه. الکترود را انتخاب کنید. الکترودهای جوشکاری نوع E46، E46a: مشخصات، ابعاد، کاربرد
طبقه بندی الکترود، بسته بندی الکترود
انتخاب الکترودهای جوشکاری بستگی به مواد مورد استفاده شما برای جوشکاری دارد.
ویژگی های اصلی الکترود جوشکاری برای کربن جوشکاری و کم آلیاژ فولاد سازه خواص مکانیکی فلز جوش و جوش داده شده مشترک: استحکام کششی موقت، کشش، مقاومت ضربه، زاویه خم.
الکترودهای جوشکاری بر اساس نوع پوشش به رویتل، ترش، اساسی و سلولز تقسیم می شوند.
الکترود های جوشکاری با روتیل
پایه پوشش الکترودهای روتیل، کنسانتره روتیل طبیعی (TiO2)، بیش از 50٪ است. فلز جوش داده شده با روتیل با فولاد آرام و نیمه آرام مطابقت دارد. مقاومت فلز جوش در برابر ایجاد ترک در الکترودهای روتیل بالاتر از یک پوشش اسیدی است. بر اساس خواص مکانیکی فلز جوش و جوش داده شده، بیشتر مارک های الکترودهای روتیل متعلق به نوع الکترودهای E42 و E46 می باشند.
الکترودهای روتیل دارای تعدادی از مزایای نسبت به انواع دیگر هستند، یعنی انتشار گاز در جوشکاری، برای جوشکاری مضر است، آنها در هنگام جوشکاری با جریان متناوب، ضایعات پراکنده کم فلز، جداسازی آسان پوسته سرباره و شکل گیری عالی جوشکاری .
الکترودهای Mr-3 (E-46) GOST 9467-75، GOST 9466-75، TU 1272-29900187211-2001، TU 36.23.25-007-90 بر روی جریان متناوب یا مستقیم کار می کنند قطب معکوس. این برای جوشکاری کربن و فولادهای آلی کم در همه موقعیت ها به جز عمودی از بالا به پایین. فلز جوش در شرایط دمایی پایین (تا -20 درجه سانتیگراد) کار می کند. جوش طولانی مدت در یک سطح اکسید شده، مرطوب، آماده نشده است. توصیه شده برای جوشکاری ساخته شده از فولاد کربن (به ماده 4)، خطوط لوله بخار و آب گرم در دسته های 3 و 4، خطوط لوله در دیگ بخار و توربین با فشار کاری بیش از 39 کیلوگرم بر سانتیمتر و دمای بالای 350 درجه سانتیگراد، لوله های سطوح گرمایش دیگ های با فشار کاری تا 50 کیلوگرم بر سانت / سانتی متر ، خطوط لوله گاز و خطوط لوله، به جز خطوط لوله برای تنظیم توربین ها، خطوط نفت و خطوط نفتی.
الکترودهای پوشش داده شده با اسید
اساس این نوع الکترودهای پوشش اکسید آهن، منگنز و سیلیکون است. فلز جوش ساخته شده با الکترودهای پوشش داده شده با اسید، گرایش بیشتری به ترک های داغ دارد.
این گروه همچنین شامل الکترودهای با پوشش ا ilmite است، اشغال یک موقعیت متوسط بین الکترودهای با پوشش اسیدی و الکترودهای روتیل. ترکیب پوشش این الکترودها به عنوان جزء اصلی شامل کنسانتره اکسانی است (ترکیب طبیعی دی اکسید تیتانیوم و آهن FeTiO2) MR-3M TU 1272-303-00187211-2002.
الکترود با پوشش اصلی
اساس این نوع پوشش کربنات ها و فلوراید ها است. فلز متذکره توسط الکترود با پوشش اصلی، با ترکیب شیمیایی مطابق با فولاد آرام است. با توجه به محتوای کم گاز موارد غیر فلزی و ناخالصی های مضر، فلز جوش با پلاستیسیته بالا و سختی ضربه در دمای طبیعی و پایین، و همچنین دارای مقاومت بالا در برابر ترک خوردگی داغ است. بر روی خواص مکانیکی فلز جوش و اتصالات جوش با پوشش اصلی، آنها به الکترودهای نوع E42A، Е46А، Э50А، E55 و Е60 اشاره می شود.
با این حال، ویژگی های تکنولوژیکی الکترود با پوشش اصلی، نسبت به سایر انواع الکترود پایین تر است. آنها در حضور مقیاس، زنگ زدگی و روغن در لبه قطعات جوش داده شده، و همچنین زمانی که پوشش خیس شده و قوس گسترش یافته است، بسیار حساس هستند. جوشکاری معمولا انجام می شود جریان مستقیم قطب معکوس قبل از جوشكردن الكترود ها بايد در دماي بالا (250 تا 400 درجه سانتيگراد) كلسيم شوند.
الکترودهای UONI - 13/45 GOST 9466-75 (E-42A)، TU 1272-175-00187211-97
الکترود های UONI - 13/55 GOST 9466-75 (E-50A)، TU 1272-174-00187211-97 الکترود در جریان مستقیم قطب معکوس عمل می کنند = (+) /. برای تمام موقعیت های جوش، به جز عمودی از بالا به پایین.
الکترودهای UONI در جوشکاری ساختارهای ویژه ای مهم از فولادهای کربنی و آلیاژی کم استفاده می شوند، زمانی که الزامات مورد نیاز برای ورق و سختی روی فلز جوش اعمال می شود. توصیه می شود: برای جوشکاری سازه های فعال در دمای پایین، برای سازه های تحت بارهای پویا، مخازن تحت فشار، سازه های فلزی کشتی سازی. همچنین برای جوش فلزات ضخیم و نقص جوش ریخته گری. جوشکاری با این الکترود ها باید با استفاده از یک روش کوتاه قوس پشتیبانی انجام شود. لبه های جوش باید بدون مقیاس، زنگ و روغن باشد.
الکترودهای سلولزی
پوشش این نوع شامل مقدار زیادی (تا 50٪) اجزای ارگانیک، معمولا سلولز است. فلزي که از طريق اين الکترود ها در ترکيب شيميايي ذخيره مي کند، مطابق با يک فولاد نيمه آرام و آرام است. در عین حال، حاوی مقدار زیادی هیدروژن است. بر خواص مکانیکی داده های جوش داده شده و اتصالات جوش داده شده الکترود به انواع E42، E46، E50 مربوط می شود. الکترودهای سلولز با امکان جوشکاری عمودی، از بالا به پایین مشخص می شود.
الکترود OZS-12 GOST 9466-75، GOST 9467-75 (E-46) در جریان متناوب یا مستقیم مستقیم قطب مستقیم عمل می کند. = (-) /. برای تمام موقعیت جوش.
الکترود OZS-12 در جوشکاری سازه های کربنی و کم آلیاژ استفاده می شود.
| نوع پوشش | توضیحات برنامه | نامگذاری |
| ترش | جوش در همه موقعیت های مکانی، به جز عمودی از بالا به پایین، جریان مستقیم و متناوب. برای فولاد با محتوای بالا گوگرد و کربن توصیه نمی شود. معایب: ترک های ممکن در درزها، اشباع قوی. | الف |
| روتیل | جوش در تمام موقعیت های مکانی، به جز جریان عمودی بالا به پایین، مستقیم و متناوب. | ر |
| اصلی | جوش با جریان مستقیم قطب معکوس در تمام موقعیت های فضایی، به جز عمودی بالا به پایین، از فلز ضخامت. | ب |
| سلولز | جوش در تمام موقعیت های فضایی با جریان مستقیم و متناوب. مناسب برای نصب اجازه ندهید بیش از حد گرم شود از دست دادن پراکنده بزرگ | سی |
| نوع مخلوط | جوش سازه ها و خطوط لوله در تمام موقعیت های درز، به جز سقف یکی، با مصرف کم 1 کیلوگرم فلز ذوب شده. | ARJ |
با توجه به ضخامت پوشش، بسته به نسبت قطر D / D (که: D قطر پوشش است، d قطر میله الکترود است)، الکترودهای تقسیم می شوند:
| توصیه شده قطبیت DC | ولتاژ idling رشته AC، V | نامگذاری | |
| اسمی | پیش از درباره tkl | ||
| بازخورد | 0 | ||
| هرکی | 1 | ||
| خط مستقیم | 50 | +5 | 2 |
| بازخورد | 3 | ||
| هرکی | 4 | ||
| خط مستقیم | 70 | +10 | 5 |
| بازخورد | 6 | ||
| هرکی | 7 | ||
| خط مستقیم | 8 | ||
| بازخورد | 9 | ||
| تایپ کنید | هدف | نامگذاری |
| 9 نوع: E38، E42، E42A، E46، E46A، E50، E50A، E55، E60 | جوش کربن و فولادهای کم آلیاژ سازه با استحکام کششی موقت تا 600 MPa. | داشتن |
| 5 نوع: E70، E85، E100، E125، E150 | جوش فولادهای ساختاری آلیاژ با مقاومت موقت به پارگی بیش از 600 MPa. | ل |
| 9 نوع: E09M، E09MH، و غیره | جوشکاری مقاوم در برابر حرارت مقاوم در برابر فولاد. | T |
| 49 نوع: 12X13، Э06Х13М، Э10Х17Т و دیگران. | جوش فولادهای پر آلیاژ با خواص خاص. | در |
| 44 نوع: E10G2، E11GZ، E16G2HMi و غیره | سطح لایه های سطحی با خواص ویژه | ه |
طبقه بندی الکترودها با توجه به شرایط عملیاتی فلز جوش
گروه برای پوشش شامل الکترود هایی است که برای پوشش کوره دستی لایه های سطح با خواص ویژه (به جز الکترود برای پوشش لایه های فلزات غیر آهنی) مورد استفاده قرار می گیرد.
مطابق با الزامات GOST 9466-75 و GOST 10051-75 تهیه و ارائه نمایید.
در بعضی موارد، الکترودهای جوشکاری نیز برای پوشش استفاده می شود، برای مثال برای جوشکاری مقاوم در برابر خوردگی مقاوم در برابر خوردگی، مقاوم در برابر حرارت و مقاوم در برابر حرارت.
طبق GOST 10051-75، الکترودهای لایه سطحی سطحی با ترکیب شیمیایی در دمای معمولی به 44 نوع (به عنوان مثال E-16G2HM، E-110X14V13F2، الکترودهای E-13X16N8M5S5G46) طبقه بندی می شوند.
بسته به سیستم دوپینگ پذیرفته شده و شرایط کاری برای پوشش، می توان آنها را به 6 گروه زیر تقسیم کرد:
گروه اول
الکترودهای فلز کم آلیاژ کم کربن با مقاومت بالا در شرایط اصطکاک و بارهای شوک (برای این گروه برخی از مارک های الکترود گروه سوم متعلق به این گروه است).
گروه دوم
الکترود های فلزی کم فلز آلیاژی با مقاومت بالا در شرایط اصطکاک و بارهای شوک در دمای معمولی و بلند (تا 600-6500 درجه سانتیگراد).
گروه سوم
الکترود فلز کربن، آلیاژ (یا آلیاژ) جوش داده شده با مقاومت بالا در برابر سایش سایش و بارهای شوک.
گروه چهارم
الکترود های فلزی جوش کربن بالا با مقاومت بالا تحت فشار بالا و درجه حرارت بالا (تا 650-8500С).
گروه پنجم
الکترودهای فلزی جوش آستنیتی با مقاومت بالا در شرایط خوردگی فرسایش و اصطکاک در طول درجه حرارت بالا (تا 570-6000С).
گروه ششم
الکترود های فلزی جوش با آلیاژ بالا مقاوم در برابر پراکندگی با مقاومت بالا در شرایط شدید و شرایط تغییر شکل (تا 950-11000С).
لازم به ذکر است که تولید کارهای پوشش داده شده نیازمند استفاده از تکنولوژی خاص است که بسته به ترکیب شیمیایی ممکن است شامل اجباری بودن عملیات مانند گرمایش اولیه و همراه با حرارت دادن برای دستیابی به خصوصیات عملکرد مشخص شده سطح سپرده شده باشد.
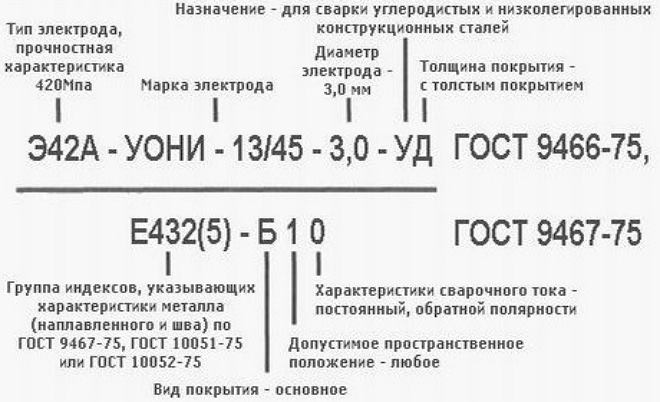
یک مثال از نماد الکترود جوشکاری:
E46-ANO-21-3،0-UD GOST 9467-60کجا:
E46 - نوع الکترود (E - الکترود برای جوشکاری قوس)؛ 46 - حداقل استحکام کششی فلز جوش در kgf / mm 2؛
ANO-21 - نام تجاری الکترود؛
3.0 قطر میله الکترود در میلی متر است
Y - انتصاب الکترود برای جوشکاری کربن و کربن کم کربن؛
D الکترود جوشکاری با پوشش ضخیم
GOST 9467-60 شماره GOST است که بر اساس آن الکترود جوشکاری استاندارد شده است.
بسته بندی الکترود
هر بخشی از الکترود در کاغذ دو لایه ضد آب قرار می گیرد و سپس در پالت های جعبه های فلزی یا جعبه های چوبی بزرگ با وزن نه بیش از 1100 کیلوگرم قرار می گیرد. جعبه ها در جعبه های مقوایی راه راه قرار می گیرند که بر روی پالت های چوبی با ابعاد 800x1200mm بسته بندی می شوند. با استفاده از نوار فلزی یا جعبه های فلزی جعبه یا جعبه های چوبی بزرگ با وزن نه بیش از 1100 کیلوگرم.
ما فروش الکترود و حمل انواع حمل و نقل از 100 کیلوگرم در همه مناطق روسیه.
بسیاری وجود دارد تکنولوژی جوشکاری، که هر کدام به گروه خاصی از فولاد و آلیاژ مربوط می شود. برای استفاده از هر تکنولوژی و استفاده از تجهیزات خاص: ماشین آلات جوشکاریمواد مصرفی برای اجرای کیفیت بسیار مهم است جوشکاری نه فقط حالت را انتخاب کنید، بلکه خود الکترودها را نیز انتخاب کنید.
به عنوان مثال، جوشکاری فولادهای ساختاری کربنی و کم آلیاژ با الکترودهای مورد استفاده برای جوشکاری فولادهای کربنی حاوی کربن 0.25٪ و فولادهای کم آلیاژ با استحکام کششی موقت تا 590 MPa انجام می شود.
مشخصه هر الکترود بر اساس خواص مکانیکی فلز مورد نیاز است. جوش جوش (اتصالات قطعات پس از جوشکاری): استحکام کششی موقت، کشش، مقاومت ضربه، زاویه خمشی. این شاخص ها بر اساس طبقه بندی الکترودها بر اساس GOST 9467-75 است. با استفاده از الکترود با مارک E38، E42، E46 و E50، فولاد را با مقاومت موقت تا 490 مگاپاسک می چرخانند؛ E42A، E46A و E50A برای جوشکاری فولادهای مشابه مورد استفاده قرار می گیرند، زمانی که الزامات مورد نیاز برای فلز جوش برای انقباض نسبی و چقرمگی اعمال می شود؛ E55 و E60 - الکترود های جوشکاری برای فولاد با استحکام کششی موقت بیش از 490 مگاپاسکال و تا 590 مگاپاسکال است. در عین حال، دو عدد در پشت علامت "E" (الکترود) مطابق با حداقل مقاومت موقت شکستن فلز جوش یا جوش داده شده در kgf / mm2 می باشد. همان استاندارد محتوای گوگرد و فسفر را در فلز جوش تنظیم می کند.
در الکترود های جوشکاری بر روی کربن و فولادهای کم آلیاژ، شاخص های احتمالی جوشکاری در تمام موقعیت های فضایی، نوع جریان جوشکاری، عملکرد فرایند، تمایل به تشکیل منافذ، و گاهی اوقات - مقدار هیدروژن در فلز جوش و تمایل جوش جوش به تشکیل ترک.
تمام این خواص به طور عمده توسط نوع پوشش الکترود، که اسیدی، روتیل، پایه، سلولز، مخلوط شده است، تعیین می شود.
پایه الکترود با پوشش اسیدی اکسید آهن، منگنز و سیلیکون است. جوش، که به طور سنتی توسط الکترودهای E38 و E42 انجام می شود، با افزایش گرایش به ترک های داغ مشخص می شود. در عین حال، چنین الکترود ها در هنگام جوشکاری فلز، پوشش داده شده با مقیاس یا زنگ، و زمانی که قوس گسترش یافته است، به تشکیل منافذ کمک نمی کند. برای جوش مناسب جریان مستقیم و متناوب.
الکترودهای مبتنی بر روتیل بر روی کنسانتره روتیل (دی اکسید تیتانیوم طبیعی) است. در اینجا فلز جوش مربوط به فولاد آرام و نیمه آرام است. مقاومت در برابر تشکیل ترک در فلز جوش بالاتر از الکترودهای با پوشش اسیدی است. خواص مکانیکی این الکترودها مشخص شده است E42و E46.
الکترودهای روتیل قادر به سوختن پایدار و قدرتمند هستند. جوش قوس هنگام کار بر روی جریان متناوب، آنها کاهش قابل توجهی در از دست دادن فلز به علت اسپری کردن، شکل گیری جوش عالی را تضمین می کنند. هنگام استفاده از الکترودهای روتیل پوسته سرباره به راحتی از سطوح جوش جدا می شود. آنها هنگام تغییر طول قوس، هنگام جویدن فلز مرطوب و زنگ زده و روی سطح اکسید شده، کمی حساس به تشکیل خلل هستند.
این گروه شامل الکترود با پوشش الیمنیت می باشد. جزء اصلی منگنیت کنسانتره (ترکیبی از دی اکسید تیتانیوم و آهن، استخراج شده در رسوبات طبیعی) است.
پایه الکترود با پوشش اصلی (E42A، E46A، E50A، E55 و E60، کربنات ها و ترکیبات فلوراید است. فلز جوش ساخته شده توسط این الکترودها دارای پلاستیک و سختی بالا در دمای معمولی و کم است و مقاومت در برابر ترک خوردگی های داغ را افزایش می دهد.
الکترود با پوشش پایه بسیار حساس به تشکیل سوراخ ها در حضور مقیاس، زنگ زدگی و روغن در لبه های قطعاتی است که برای تمیز کردن پوشش و طول قوس به جوش داده می شود. جوش با جریان مستقیم قطب معکوس انجام می شود. فن آوری جوشکاری نیاز به کورکاسیون اجباری الکترودها را در دمای 250-420 درجه سانتیگراد قبل از شروع جوشکاری دارد.
الکترودهای پوشش داده شده با سلولز شامل مقدار زیادی (تا 50٪) اجزای ارگانیک (سلولز) است. از لحاظ ترکیب شیمیایی، فلز جوش به فولاد نیمه آرام یا آرام متصل شده و حاوی مقدار زیادی هیدروژن است. هنگام استفاده از الکترود E42، E46 و E50، ممکن است یک مهره یکنواخت معکوس از جوش با جوش یک طرفه بر روی وزن ایجاد کنید، اما جوشهای عمودی را از بالا به پایین انجام دهید.
تمام الکترود های ذکر شده باید با شرایط GOST 9466-75 و GOST 9467-75 و الزامات مشخصات الکترودها مطابقت داشته باشد.
الکترود برای ساختارهای کربنی و آلیاژهای ساختاری کم آلیاژ
| الکترود مارک | مطابق با GOST 9467-75 تایپ کنید | قطر، میلی متر | موقعیت جوشکاری | نوع جریان جوشکاری |
| 1 | 2 | 3 | 4 | 5 |
|
متغیر ثابت |
||||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
متغیر ثابت |
||||
|
متغیر ثابت |
||||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
||
|
متغیر ثابت |
||||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
متغیر ثابت |
|||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
UONI-13 / 55K |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
||
|
UONI-13 / 55T |
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
||
|
UONI-13 / 55G |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
||
|
متغیر ثابت |
||||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
الکترود جهت ویژه برای جوشکاری کربن و فولادهای کم آلیاژ سازه
| الکترود مارک | مطابق با GOST 9467-75 تایپ کنید | قطر، میلی متر | موقعیت جوشکاری | نوع جریان جوشکاری | دامنه |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
متناوب |
جوش برقی الکترود |
||||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
جوشکاری گالوانیزه داغ |
|||
|
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
فولاد جوش گالوانیزه |
|||
|
همه چیز به غیر از عمودی بالا پایین |
دائمی |
جوشکاری مقاوم در برابر خوردگی مقاوم در برابر خوردگی فولاد 10HNDP |
|||
|
2,5; 3,0; 4,0; 5,0 |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
جوش فولاد برای اطمینان از مقاومت سرد فلز جوش به دمای منهای 40 0 С |
||
|
OZS / VNIIST-27 |
همه چیز به غیر از عمودی بالا پایین |
دائمی |
|||
|
همه چیز به غیر از عمودی بالا پایین |
دائمی |
جوش فولاد برای اطمینان از مقاومت سرد فلز جوش به دمای منهای 60 0 С |
|||
|
همه چیز به غیر از عمودی بالا پایین |
دائمی |
جوش فولاد برای اطمینان از مقاومت سرد فلز جوش به دمای منهای 70 0 С |
|||
|
UONI-13 / 55U |
همه چیز به غیر از عمودی بالا پایین |
متغیر ثابت |
جوش تقویت کننده میله های سازه های بتنی و ریل |
||
|
دائمی |
جوش اتصالات لوله |
||||
|
همه چیز به غیر از عمودی بالا پایین |
دائمی |
جوش اتصالات لوله |
|||
|
همه چیز به غیر از عمودی بالا پایین |
دائمی |
جوش اتصالات لوله |
ساخت سازه های فلزی یکی از صنایع اصلی است که در آن از الکترود استفاده می شود. این اصلی ترین مواد مصرفی برای اتصال جداول جداگانه آنها است. الکترودهای E-42 به طور عمده برای این منظور استفاده می شود. آنها برای ایجاد ساختارهای کوچک که نیازی به مقاومت زیادی در برابر وزن ندارند مناسب هستند. در بازار، این نام تجاری بسیار رایج است، زیرا آن را برای محصولات جوشکاری با محتوای کربن کم طراحی شده است که در زمینه فنی حاکم است. هنگام استفاده از این درجه برای جوشکاری فولادهای کربنی با کربن، افت کیفیت قابل توجهی را می توان ذکر کرد، زیرا به عنوان یک نتیجه، ترک ها، ترک ها و نقایص دیگر ظاهر می شود که می تواند محصول را برای استفاده نامناسب ساخته باشد. اما اگر از همه چیز برای اهداف مورد نظر خود استفاده کنید، درصد ترشح کریستالیزاسیون، و همچنین منافذ، حداقل خواهد بود. از پوشش معمولی استفاده می کند، بنابراین سطح بالایی از حفاظت برای قوس ارزش انتظار نیست.

الکترودهای جوشکاری علائم e-42
الکترود نوع E-42 برای استفاده در شرایط نصب توصیه می شود، زیرا حساسیت زیادی به سطح پاکیزگی ندارند، همانطور که در مورد جوشکاری آلومینیوم و دیگر فلزات سخت جوش مورد نیاز است. در صورت لزوم، می توان آن را برای جوش ورق های ضخیم و نازک فلز استفاده کرد. این نام تجاری به خوبی با عمق جوش به خوبی کار می کند و می تواند یک اتصال به کیفیت حتی در ریشه از درز فراهم می کند. به طور طبیعی، هنگام کار با قطعات ضخیم تر از 4 میلی متر، لبه ها باید قبل از برش و سایر روش های آماده سازی انجام شود.

الکترودهای جوشکاری e-42
هر قطب ترانسفورماتور جوش برای کار مناسب است. پس از قطع قوس، قوس به همان اندازه پرقدرت، هر دو برای اولین بار و بعد از آن. به ویژه، این مربوط به الکترود آماده شده است که خشک شده و کالسیده شده است. در طی جوشکاری، یک لایه درزهای متراکم تشکیل شده است که شامل دانه های کوچک و حتی فلکه است. فلز الکترود کاملا چسبناک رفتار می کند و گسترش نمی یابد که باعث ایجاد درزهای قابل انعطاف پذیر می شود. با انتخاب مناسب حالت، هیچ گونه تحریف دما وجود نخواهد داشت.

با این حال، مزایای این محصولات شامل شيوع و در دسترس بودن آنها در بازار می شود، زيرا هزينه آن به اندازه مارک های ديگر بسيار بالا نيست. سرباره در یک لایه ی حتی یک شکل تشکیل شده است و حتی با ضخامت کوچک فلز، هیچ مشکلی در برداشتن آن وجود ندارد، در حالی که اثاثه ی داخلی می تواند به خودش آسیب برساند. معایب شامل طیف وسیعی از برنامه کاربردی، سختی ضعیف و عدم انعطاف پذیری بالا است که بسیار بد برای فلزات نازک. در اینجا لازم است از شار اضافی برای جبران عدم اطمینان از پوشش حفاظت و افزایش پارامترهای جوشکاری استفاده شود. بنابراین، برای هر گونه انحراف از قانون، شما می توانید یک درز با کیفیت بسیار پایین دریافت کنید.
دامنه
الکترودهای E-42 اغلب در حوزه خصوصی و همچنین در صنعت برای کارهای مسئولیتی کوچک یافت می شود. اساسا، با کمک آنها، سازه های فلزی فولادی را ایجاد می کنند. همچنین می تواند در تعمیرگاه ها برای تعمیر قطعات استفاده شود، زیرا بسیاری از چیزها از فلزات کم کربن ساخته شده است. آنها می توانند لوله های نازک لوله و تامین آب را بشکنند، در صورتی که تحت فشار نسبتا کم عمل می کنند.
مشخصات فنی
مشخصات فنی الکترودهای E-42 بستگی به ترکیب مواد دارد. عناصر شیمیایی در اینجا به عنوان یک درصد ذکر شده اند.
در این نام تجاری، الکترودهای با قطر 4 میلیمتر E-42 با گونه های دیگر نه تنها ترکیب شیمیایی یکسان بلکه خواص مکانیکی مشابه دارند. این کمک می کند تا به راحتی مواد را انتخاب کنید، بسته به آنچه دقیقا مواد شویی به پایان رسید باید مواجه شود.
اندازه و محدوده
مدل های نازک برای ورق های نازک فولادی مورد استفاده قرار می گیرند. ضخیم تر، مانند الکترودهای با قطر 6 میلی متر E-42 برای موارد جدی تر مورد استفاده قرار می گیرند، هنگامی که لبه ها را برش ندهید و شما نیاز به رسیدن به حداکثر عمق پخت و پز دارید. ابعاد و محدوده
ویژگی های پوشش
سطوح هر یک از آنها در حالت خود انجام می شود که برای این ضخامت مناسب است. این نه تنها زمان انبساط، بلکه وضعیتی است که در آن کار انجام می شود، چرا که در شرایط دشوار، فلز مذاب به سادگی جریان می یابد و نه متوقف می شود. برای جلوگیری از این، قدرت فعلی باید کاهش یابد.
تعیین و رمزگشایی
علامت گذاری این نوع مشخصه قدرت را نشان می دهد که برای زمینه اصلی کاربرد یکی از عوامل اصلی است. این مثال نشان می دهد که:
- الکترود الکترود برای جوشکاری قوس الکتریکی؛
- 42 - 420 مگاهرتز مشخصه قدرت.
سازندگان
- Vistek؛
- Paton؛
- Plasmatheque؛
- MaxWeld؛
- الکترود فریز
- گرانیت
الکترود جوش E42 برای جوشکاری قوس دستی در نظر گرفته شده است. E42 مربوط به الکترود های اغلب استفاده شده است که در صنایع رایج هستند و اغلب برای کار خانگی استفاده می شوند.
این نوع شامل مارک های زیر است: "جرقه"، ANO-6، ANO-6M، ANO-17، WCC-4، WCC-4M، OZS-23، OMA-2. (همچنین ویژگی های بعدی را نیز ببینید).
مشخصات فنی
جوش یا روکش فلزی:
- طول نسبی 18٪
- قدرت ضربه 8 کیلوگرم * m / sm.kv
اتصالات الکتریکی نازک تر از 3 میلیمتر:
- مقاومت در برابر موقت 42 کیلوگرم / mm.kv
- زاویه خم 150 درجه
- مقدار گوگرد 0.040٪
- محتوای فسفر 0.045٪
- میزان رسوب ده گرم در هکتار
- طول 45 سانتی متر
- مصرف در هر کیلوگرم سیم 1،6 کیلوگرم الکترود
آنالوگها نسبت به جایگزینی
E42 قابل تعویض با تعداد زیادی از آنالوگ ها. آنها می توانند با الکترود نوع جایگزین شوند (اگر فلزی دارای ضایعات مقیاس باشد، جوشکاری منافذ ایجاد نمی کند. باید توجه داشت که این گونه ها تمایل به ترک های داغ دارند).
جایگزینی نوع E42 مارک های روسی برای آنالوگ های ESAB (سوئد)
معیار اصلی برای جایگزینی الکترودها، ماده سیم جوش است که محصولات ساخته شده است. این مواد باید یک ترکیب نزدیک به ترکیب آلیاژ که در طی جوشکاری یک آلیاژ یا یک جفت آلیاژ تشکیل شده باشد، داشته باشد. ترکیب شیمیایی آلیاژهای جوش در طی جوشکاری بستگی به خواص مکانیکی و خوردگی آن دارد. برای E42 اعمال می شود سیم جوش علامت های تجاری Sv - 08، Sv - 08A مطابق با GOST 2246-70. از پوشش ها اغلب در حال حاضر (یک ماده معدنی با محتوای بالا از دی اکسید تیتانیوم).
برای اطلاعات شما! الکترود E42 به طور گسترده ای توزیع شده است، تولید کنندگان زیادی وجود دارد، قیمت این مواد نسبتا کوچک است. بنابراین جستجو برای آنالوگهای این ماده بسیار نادر است.
صدور گواهینامه کیفیت
در روسیه در حال حاضر هیچ گواهینامه اجباری برای الکترودهای جوشکاری منظور عمومی لازم نیست. با این حال، مصرف کننده ممکن است از تولید کننده چنین سندی درخواست کند.
گواهینامه های دریایی و رودخانه برای مواد جوشکاری که در شرایط مناسب مورد استفاده قرار می گیرند مورد نیاز است. گواهی Rostekhnadzor برای مواد مورد استفاده در صنایع خطرناک مورد نیاز است.
اکثر شرکت ها محصولات خود را به صورت داوطلبانه تایید می کنند.برای گسترش بازار. اکثر محصولات E42 با گواهینامه صادر می شوند.
در دسترس بودن گواهی ها به شما اجازه می دهد تا تولید کنندگان و تامین کنندگان را برای کیفیت کنترل کنید. مفاصل جوشبه عنوان یک قاعده، آنها بارهای مکانیکی زیادی دارند و بنابراین تمام کارهای مربوط به جوشکاری در نهایت گران است. بنابراین، تمام مصرف کنندگان باید به کیفیت بالای الکترودهای جوشکاری علاقمند باشند.
تولید کنندگان محبوب
از کجا خرید الکترود
تولید کنندگان و فروشندگان الکترودهای جوشکاری را با کلیک بر روی لینک زیر به صفحه کاتالوگ شرکت های ما انتخاب کنید.الکترودهای E42 برای دریافت اتصالات به روش جوشکاری قوس دستی طراحی شده اند. این تکنولوژی امروزه بیشترین استفاده را برای هنرمندان خانگی به همراه می آورد. این به خاطر این واقعیت است که کسب تجهیزات برای جوشکاری نیمه اتوماتیک مستلزم هزینه های قابل توجه مالی است و در صورتی که تنها گاهی اوقات مورد استفاده قرار گیرد، نقطه نظر آنهاست.
همانطور که می دانید، کتابچه راهنمای جوش قوس با کمک الکترود ها، که میله های فلزی است، که با استفاده از یک پوشش ویژه کاربرد دارد، انجام می شود. خصوصیات این محصولات و دامنه کاربرد آنها بستگی به ترکیب فلز هسته آنها و نوع پوشش دارد.
ویژگی های الکترود این نام تجاری
الکترود از نام تجاری E42 مطابق الزامات دو استانداردهای دولتی (9466 و 9467)، که در سال 1975 تأیید شد. E42 به شما اجازه می دهد با بخش های کمک خود از فولادهای کربنی و کم آلیاژ تماس بگیرید تا جوش ها را بدست آورید، که با قدرت ضربه و انعطاف پذیری بالا مشخص شده است.
چنین محصولاتی عمدتا مورد استفاده قرار می گیرند وقتی که فلز متشکل از شکل جوش باید دارای نشانگر کششی است (موقت) که بیش از 50 کیلوگرم در میلی متر نباشد. اگر فلز جوش باید مقدار زیادی از این پارامتر داشته باشد، سپس یک نوع دیگر از الکترودها را انتخاب کنید، به عنوان مثال، برای کارهای خانه، محصولات اغلب مورد استفاده از نام تجاری ANO 6 (قطر کاری 3 تا 6 میلی متر) است که پوشش روتیل پوشش داده شده است.
ویژگی های الکترودهای
الکترود مارک E42 در ویژگی های زیر استفاده از آنها متفاوت است.
- جوش، که با استفاده از آنها به دست می آید، دارای استحکام و انعطاف پذیری بالایی است که باعث می شود تا حتی به استرس قابل توجهی در شکستگی مقاوم باشد.
- پوسته سرباره پس از کشته شدن جوش شکل می گیرد.
- جوش حاصل از یکنواختی مشخص شده است، در صورتی که تکنولوژی برای انجام کار جوش دقیقا مورد توجه قرار نگیرد، در آن خلط و حفره وجود ندارد.
- حتی کسانی که تجربه زیادی ندارند می توانند اتصالات با کیفیت بالا با الکترودهای E42 را ایجاد کنند.
- هنگام استفاده از چنین محصولات، قوس بسیار آسان می شود.
- با استفاده از الکترودهای E42 از قطرهای مختلف، قوس با آتش سوزی با ثبات بالا مشخص می شود.
- مصرف اقتصادی مواد الکترود.
- پوشش هایی که برای محصولات این نوع اعمال می شوند از انواع مختلفی هستند.
- ممکن است با محصولات مشابه کار کنید حتی اگر سطح قطعات مرطوب و پوشیده شده با یک لایه زنگ زده باشد.
- صرف نظر از مارک خاصی از الکترود های مورد استفاده، آنها با نسبت قیمت به عملکرد مطلوب تفاوت دارند.
- هنگام استفاده از این محصولات، میزان رسوب دهی 10 گرم در هکتار است.
- الکترود نام تجاری E42، که قطر آن 4-6 میلی متر می باشد، در طول تا 45 سانتی متر تولید می شود.
- برای تشکیل جوش 1 کیلوگرم، الکترود E42 به 1.6 کیلوگرم نیاز دارد.
- با استفاده از محصولات E42 از قطرهای مختلف (در محدوده 4 تا 6 میلی متر)، می توان نگران نوسان های طول قوس نباشید؛ اغلب آنها ممکن است به علت افزایش ولتاژ در شبکه برق رخ دهد.





