جوشکاری الکترود های نازک از ورق های فلزی نازک چیست؟
جوشکاری حتی با کمک یک وسیله نقلیه نازک فلزی غالبا باعث ایجاد برخی مشکلات حتی در میان جوشکارهای با تجربه می شود. واقعیت این است که در اینجا لازم است که از قوانین کاملا متفاوت هدایت شود، تا زمانی که عناصری از ضخامت قابل توجهی با هم ترکیب شوند.
اول از همه، باید توجه داشت که فلز نازک گرم به شدت ممنوع است، زیرا آن را سوزاند، و حفره ها در ساختار آن ظاهر می شود. در این راستا، الکترود هنگام جوشکاری ورق های فلزی نازک از فلز به سرعت در حال جوشیدن، بدون چرخاندن آن کنار.
مشکل دیگر مرتبط با جوشکاری فلز نسبتا نازک، نیاز به استفاده از جریانهای کوچک است، به این ترتیب، لازم است که در یک قوس کوتاه جوش شود. اگر حتی یک شکست جزئی اتفاق بیفتد، قوس بیرون می آید در برخی موارد حتی با احتیاج به اشتعال نیز وجود دارد، بنابراین شما باید از دستگاه هایی با خواص ولتاژ آمپر استفاده کنید، دستگاه همچنین باید به شما اجازه می دهد که جریان را هموار کنید، مخصوصا هنگام جوشکاری با آرگون.
نیمه اتوماتیک واحد اینورتر به شما اجازه می دهد بهترین ترکیب را بدست آورید که بسیار قوی و با دوام است. اگر فرد تجربه کافی در استفاده از جوشکاری نیمه اتوماتیک نداشته باشد، بهتر است که او برای کسب تجربه در زمینه جوشکاری عناصر ضخیم، تنها پس از آن برای پیوستن به یک فلز نازک وارد شود. واقعیت این است که فولاد نازک تر است، سخت تر خواهد بود برای گرفتن یک درز قابل اعتماد.
ویژگی اصلی مثبت نیمه اتوماتیک است تجهیزات جوشکاری توانایی آنها در کار کاملا در جریان های کم و با ولتاژ کم است.
نیاز به گوش دادن به تجربه جوشکار حرفه ایکه توصیه می کنند که از ایمنی خود مراقبت کنند. هنگام جوشکاری فلزات ضروری است از یک ماسک محافظ ویژه ای استفاده شود که چشم ها را از آسیب های اشعه بیش از حد روشن محافظت می کند.
ضخامت الکترودهای جوشکاری آرگون نباید بیش از حد بزرگ باشد - حداکثر قطر آنها حدود 2.5 میلی متر است. اینورتر به شما اجازه می دهد جریان را بسیار سریع تنظیم کنید. این کار با یک دسته انجام می شود و جریان در محدوده 10 تا 200A قرار دارد. نازک تر الکترود است و قطعات نازک تر جوش داده می شود، جریان کمتر بهینه خواهد بود.
فن آوری کار
برای اینکه به درستی درک چگونگی پخت فلز نازک با یک اینورتر، ابتدا باید بدانید که روش کار چیست. بسیاری از متخصصان توصیه می کنند که الکترود را با زاویه کمی به قطعه کار نگه دارید. در اینجا، یک روش فلنج مفید است، زمانی که لبه های قطعات کمی خم می شوند و شروع به پیوستن به کوتاه ترین درزها هر 10-15 سانتی متر می کنند. پس از اینکه عناصر ثابت شده اند، باید از تمام طول طول به بالا از پایین به پایین بروید.
جوش فلز نازک با یک اینورتر اغلب منجر به تشکیل فرسایش می شود (به ویژه اگر کار بدون وقفه انجام شود). برای جلوگیری از وقوع چنین نقص، قوس می تواند برای یک ثانیه خرد شود. پس از آن، آن را به همان محل بازگشته و چند میلیمتر دیگر انجام می شود. این روش بیشتر وقت گیر است، اما جوشکاری قطعات فلزی با کیفیت بالاتر به دست می آید. فلز مذاب در غیاب قوس تا حدودی سرد می شود. این به وضوح با تغییر رنگ درز دیده می شود. مهمترین چیز در این تکنولوژی این است که از جدایی قوس بیش از حد طولانی جلوگیری شود، در غیر این صورت فولاد بیش از حد سرد خواهد شد.
اگر امکان استفاده از یک جفت نقطه وجود داشته باشد، بهتر است از آنها در هنگام جوش قطعات نازک استفاده کنید. ماهیت آن نهفته است در ایجاد یک بسته کوچک در فاصله کوتاه از یکدیگر، که قطعات را در یک مکان نگه می دارد.
آرژنو جوش قوس اگر یک ورق مس تحت محل سوراخ شکل دهنده قرار داده شود، بسیار ساده تر خواهد بود. واقعیت این است که مس کاملا متفاوت از ویژگی های فن آوری است فولاد، به ویژه، سطح هدایت حرارتی آن تقریبا یک مرتبه بالاتر از فولاد است. اگر شما آن را زیر قالب بندی قرار دهید، آن را به حرارت بیشتر در آن، در حالی که فولاد بیش از حد گرم نمی شود.
چگونه ورق های گالوانیزه را جوش می دهیم؟
فولاد گالوانیزه یا گالوانیزه یک ورق نازک از فلز است که در فرآیند تولید توسط روش شناور با یک عنصر مانند روی پردازش شده است. اگر نیاز به اتصال این عناصر وجود داشته باشد، پس باید پوشش روی روی لبه های جوش داده شده به طور کامل تمیز شود. این کار را در یکی از روشهای زیر انجام دهید:
- لایه مکانیکی را با استفاده از یک زاویه دنده و دیسک ساینده، قلم مو فلزی یا مقاله جاروبرقی حذف کنید.
- برای سوزاندن با جوشکاری - روی در دمای حدود 900 درجه تبخیر می شود، بنابراین لازم است که الکترود را در امتداد سوراخ شکل گرفته دوبار منتقل کنید. با این حال، در این مورد، باید به خاطر داشته باشید که بخارهای روی بسیار سمی هستند، بنابراین ممکن است چنین کارهایی انجام شود یا در خارج از منزل یا در یک اتاق با تهویه مناسب.
پس از هر گذر، الکترود نیاز به حذف شار از سطح قطعه کار دارد. هنگامی که روی به طور کامل برداشته می شود، آنها شروع به جوشیدن فلز خود می کنند. برای دریافت بهترین کیفیت اتصال، باید از دو نوع الکترود استفاده کنید.
اساس این درزها بر اساس مواد با پوشش روتیل ساخته می شود، آنها باید به طوری که ممکن است دندان ها را تشکیل دهند، اجتناب از ارتعاشات بیش از حد قوی. واشر مواج باید بسیار گسترده تر شود. الکترودهای استاندارد با پوشش معمولی برای این کار مناسب هستند.
چگونه یک قطب را انتخاب کنیم؟
برای به دست آوردن قابل اطمینان جوش داده شده لازم است پارامتر مناسب مانند قطب را انتخاب کرده و آن را می توان مستقیم یا معکوس کرد:
- قطب مستقیم قطر نه چندان زیاد را فراهم می کند و در ضخامت فلز گرما به یک منطقه باریک، اما عمیق منتقل می شود.
- قطب معکوس برای دمای بالاتر فراهم می کند و منطقه ذوب نمی شود بیش از حد عمیق باشد، اما بسیار وسیع است.
برای دانستن اینکه چگونه یک فلز نازک جوش داده می شود، باید این گزینه را بسیار دقت انتخاب کنید. اگر شارژ مثبت را روی قطعه کار جوش داده و سپس آن را به شدت حرارت دهید. هنگامی که یک عنصر مثبت به هادی وصل می شود، الکترود بیش از حد گرما می شود، که در نهایت منجر به سوزاندن قطعه کار می شود.
استفاده از قطب معکوس هنگام اتصال فلزات نازک توصیه می شود - در این صورت ممکن است به دست آوردن آمپر مناسب مطلوب، که به شما اجازه می دهد شکلدهی جوش را مشاهده کنید و این روند را تحت کنترل مستقیم نگه دارید. اگر این روند به طور صحیح تنظیم شده باشد، در نهایت امکان اتصال قوی وجود دارد بدون سوزاندن از طریق قطعه کار و نقص دیگر. در فرایند جوشکاری، الکترود باید به صورت آهسته انجام شود. سپس نتیجه نهایی رضایت بخش خواهد بود.
بزرگترین مشکل جوشکاری قوس ورقهای فلزی با ضخامت کمتر از 2 میلیمتر احتمال نفوذ مداوم بخشهای خاصی از فلز جوش داده شده و ظاهر سوراخ است که بعدا برای ذوب شدن بسیار مشکل است. برای رفع این مشکل، قطر مناسب الكترود و جریان جوش مربوطه باید برای این ماده انتخاب شود.
اگر لازم است یک ورق نازک به یک ورقه ضخیم جوش داده شود، منطقه انتقال ممکن است ناهموار باشد.
کدام الکترود ترجیح داده می شود؟
هنگامی که به ظاهر محصول و شکل جوش جوش به عنوان مثال، در هنگام جوشکاری لوله های با فشار پایین یا مخازن فلزی، خواسته های بالا ساخته نمی شود، تولید ممکن است جوشکاری الکترود Æ 3-4 میلیمتر با حداکثر جریان 180 A.
در صورتی که فولاد ضخامت کمتر به عنوان خالی استفاده می شود یا تقاضای افزایش یافته در ظاهر محصول و همچنین در بخش درز (اجزای گره های سازه های فلزی، درزهای مفاصل)، سپس جوشکاری با الکترود های نازک با مقادیر فعلی پایین تر ارائه می شود.
اگر شما همپوشانی را جوش داده، سپس باید جریان 10 تا 15 درصد افزایش یابد. در مورد ترکیبات T - 15-20٪. چنین رژیم هایی نیاز به پوشش های ویژه ای برای الکترود ها دارند که در آن احتراق پایدار خواهد بود و قوس با یک نیروی کم انرژی هیجان زده می شود. این باید با میزان گرمایش محصول مطابقت داشته باشد، به طوری که در انتها، جوش کمی ضخیم و ظاهری قابل قبول است.
بهتر است آثار با الکترودهای MT-2، OMA-2 یا علائم مشابه را در پوشش های ضخیم با ضخامت مس با خواص انتقال حرارت خوب، بهتر سازند. لنت های فولادی می تواند مورد استفاده قرار گیرد. هنگام کار با فلز ورق نازک، جوشکار باید به یاد داشته باشید که حرکات نوسانی در جهت عرضی با الکترود غیرممکن است.
جوش ترجیحی
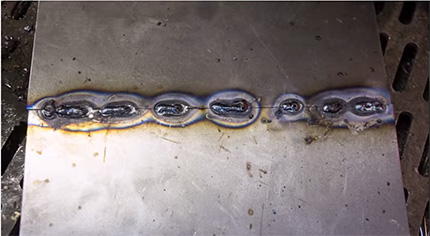
فولاد نورد سرد با ضخامت 0.5-1 میلیمتر با ذوب شدن ورق بالا با استفاده از آن مجاز است الکترود جوشکاری، صرف نظر از سوزش فلز از طریق (شکل 1).
جوشکاری با الکترودهای نازک نیز نشان می دهد که استفاده از یک نگهدارنده الکترود سبک با سیم الکتریکی انعطاف پذیر با قطر تا 10 میلی متر 2. مبدل ها یا ترانسفورماتورهایی که برای تنظیم نیروی صاف طراحی شده اند برای حالت های پایین تر جوشکاری فولاد نازک طراحی شده اند. جریان جوشکاری. مطلوب است که آنها بیکار با ولتاژ افزایش یافته انجام شد.
فولاد نورد سرد با استفاده از یک الکترود غیر قابل مصرف Æ 6-10 میلیمتر با جریان مستقیم و بدون افزودنی با لبه های فلزی مجاز می شود (شکل 2، a). الکترود Æ 6-10 میلیمتر است، جریان تا 160 A است. لبه های لبه در این حالت شروع به ذوب شدن با تشکیل جوش می کنند. جوش ورق نورد سرد با استفاده از قوس زغال سنگ بسیار مولد است. سرعت آن 70 متر در ساعت است.
اگر شما فلز با ضخامت بیشتر با یک الکترود کربن جوش کنید، باید یک سیم یا نوار در منطقه جوش قرار دهید. هنگامی که ذوب می شود، آنها مقدار لازم مواد پرکننده را تشکیل می دهند که از آن شکل تشکیل شده است (شکل 2، ب).

روش های دیگر استفاده می شود.
جوشکاری قوس فلزی نازک سرد نورد در نتیجه عملکرد فنی نسبت به گاز بسیار مشکل است جوشکاری گاز همچنان برای ساخت فلز ورق استفاده می شود. نتایج قابل قبول می تواند با استفاده از جوشکاری قوس برای ورق فلز در محیط محافظت از CO 2 به دست آید.
ورقهای سرد ورق با ضخامت تا 2 میلیمتر با استفاده از یک دستگاه اتوماتیک و یک دستگاه نیمه اتوماتیک با استفاده از شار و سیم قطر کوچک به خوبی جوش داده میشوند.
اقتصادی ترین نوع جوش برای ورق فلز برق است جوشکاری مقاومت، که می تواند غلطک یا دقیق باشد. چنین روش جوشکاری به شما امکان می دهد جوش با کیفیت بالاتر را بدست آورید، در حالی که تغییر شکل های محصول حداقل خواهد بود.
تصمیم نهایی در مورد اینکه روش برای جوشکاری ورق نازک اعمال می شود، زمانی است که تمام پارامترهای محصول شناخته شده است، همچنین شرایط و امکانات تولید.
- الزامات اصلی
- جوشکاری نیمه اتوماتیک: نازک
- پایه ای در مورد استفاده از الکترود
- چند راهنمایی از کارشناسی ارشد جوش
- فرایند جوش
در صنعت، در تولید قطعات مختلف، اغلب جوشکاری فلز نازک با یک الکترود ضروری است. این سوال امروز یکی از مشکالت ترین برای هر دو مبتدیان برای انجام کار جوش و برای جوشکار با تجربه است. ما باید انواع محصولات را جوش کنیم. به عنوان مثال، بدن یک ماشین به طور عمده شامل ورق فولادی نازک است. استفاده اصلی ورق فلز، مربوط به سودآوری تولید است.
جوشکاری برای اتصال فلزات مختلف استفاده می شود.
الزامات اصلی
به طور طبيعي، اين نوع جوشكاري نياز به رويكرد خاص دارد؛ چندين نياز فناوري خاص به آن اعمال مي شود.
هنگامی که چنین فلزی جوشانده شود، استفاده از یک الکترود مناسب بسیار مهم است. اندازه الکترود، اندازه آن به طور مستقیم نسبت به ضخامت ورق فلز است. برای ورق فولادی با ضخامت 3 میلی متر، کار جوشکاری باید با الکترود 3 میلیمتر انجام شود. برای ورق فلز نازک، الکترودهای بسیار نازک به طور خاص انتخاب می شوند. به عنوان مثال، هنگامی که ورق دارای ضخامت 2.5 میلی متر است، یک الکترود از همان قطر مورد نیاز است.
هنگامی که یک فلز نازک جوش داده می شود، لازم است جریان جوشکاری مقدار مشخصی داشته باشد. این پارامتر به دو مقدار بستگی دارد:
- جریان
- اندازه الکترود.
هنگامی که ورق فولادی 3 میلی متر جوش داده می شود، جریان جوشکاری معمولا بیش از 140 درجه است. هنگامی که یک الکترود به ویژه نازک استفاده می شود، جریان جوش باید کاهش یابد. معمولا 50 عدد نصب شده
یکی دیگر پارامتر مهمهنگام کار با فلز نازک انجام می شود، نوع الکترود مورد استفاده است. ضخامت کوچک فلز نیاز به یک جریان کوچک دارد، آن نیاز به الکترود با پوشش است که باعث می شود آن را آسان برای جرقه و سوزاندن یکنواخت آن. ذوب کردن چنین الکترود ها باید بسیار کند باشد. در فرایند جوشکاری فلز باید مایع شود.
بازگشت به محتویات
جوشکاری نیمه اتوماتیک: نازک
اغلب امروز شما می توانید دیدار کنید دستگاه جوش اتوماتیک. این دستگاه به طور خاص برای جوش ورق فلز نازک طراحی شده است. شناخته شده ترین اینورتر است.

برای جوشکاری فلزات مختلف با استفاده از الکترودهای مختلف.
دستگاه نیمه اتوماتیک با این کار بسیار آسان می شود. از آنجایی که او دارای تنظیم خاص است، او قادر به عرضه جریان بسیار کمی است. چنین عملیاتی بستگی دارد:
- میزان خوراک مواد پرکننده؛
- قدرت فعلی
با این حال، به عنوان جاهای دیگر، تمرین و تجربه برای اولین بار آمده است. نیمه اتوماتیک اجازه می دهد تا جوشکاری پیوسته، زمانی که درزگیر به راحتی روی تمام سطح قسمت انجام می شود. او توانایی انجام جوش نقطه ای دارد. هنگام استفاده از دستگاه نیمه اتوماتیک، لازم نیست که الکترود روی فلز را بچرخانید، به سادگی کلید سوئیچ را در لحظه مناسب فشار دهید.
بازگشت به محتویات
پایه ای در مورد استفاده از الکترود
امروزه انواع، اندازه ها و پوشش های الکترود بسیار دیده می شود. برای انجام جوش بر روی یک جریان کوچک، الکترود را با یک پوشش مخصوص اعمال کنید. این به ظاهر سریع جرقه کمک می کند، از سوزاندن پایدار کمک می کند. چنین الکترود یک ذوب آهسته دارد و یک فلوم جریان دارد. به عنوان یک نتیجه، درز ظاهر زیبا است.
الکترود از نام تجاری OMA-2 به طور کامل این شرایط را برآورده می کند. پوشش آن شامل:
- کنسانتره تیتانیوم؛
- سنگ معدن ferromanganese؛
- آرد
علاوه بر مواد فوق، پوشش دارای مواد افزودنی دیگری است که باعث سوزاندن قوس پایدار می شود. این چیزی است که هنگام جوشکاری فلز ناز مورد نیاز است.
الکترود مارک MT-2 همچنین خواص مشابهی دارد. آنها همچنین آسان به طبخ بسیار نازک می شوند. اما، بر خلاف OMA-2، جوشکاری فقط باید انجام شود جریان مستقیمو داشتن قطب معکوس. هنگامی که ضخامت ورق های فلزی جوش داده شده بیش از 1 میلی متر است، مجاز است جوشکاری با جریان متناوب انجام شود.
ورق فولاد نازک به خوبی جوشکاری شده است.
به نظر می رسد یک جوشکاری بسیار با کیفیت است که بسیار شبیه جوشکاری جوشکاری است. اما لازم به ذکر است که در حضور یک اینورتر، لازم نیست به طور خاص دستگاه جوشکاری گاز را برای ساختن یک درز خریداری کنید. غیر اقتصادی و ناکارآمد است. با استفاده از یک تجربه و مهارت خاص، هنگام استفاده از جوشکاری الکتریکی، یک جوش خوب به دست می آورید.
بازگشت به محتویات
برای انجام کار جوش نیاز به:
با استفاده از ورقه های فلزی پوشش داده می شود. اندازه همپوشانی بستگی به حالت لبه دارد. آنها نرمتر هستند، همپوشانی کوچکتر است. مطلوب است که اندازه ورق های پوشش بیش از 5 میلی متر باشد.
ورق های بین خود باید تماس تنگ داشته باشند. برای انجام این کار، از گیره ها، براکت های محکم یا بارهای سنگین استفاده کنید. ورقها نباید بین آنها لومن داشته باشند، زیرا ممکن است باعث سوزاندن ورق بالا شود.
برای عملیات جوشکاری باید مقداری از جریان جوش را تنظیم کنید. این مقدار بستگی دارد:
- اندازه الکترود؛
- ضخامت ورق
هنگامی که ورق فولادی ضخامت کمتر از 1 میلی متر است، پارامتر جوش فعلی باید به 40A برسد. جریان الکتریکی با قطر 2 میلی متر برای جریان الکتریکی بسیار کوچکتر استفاده می شود. هنگامی که قطر 3 میلیمتر است، جریان افزایش می یابد.
قبل از شروع کار جدی، شما باید کمی بر روی یک ورق فلز ضخامت مشابه تمرین کنید. با تشکر از این، امکان تعیین ارزش بهینه جوش جوش وجود دارد. این ارتباط مستقیم با ولتاژ اصلی و مقادیر تنظیم شده بر روی دستگاه است. در طی جوشکاری آزمایشی ممکن است به روش خاصی کار کند تا سوختگی فلز وجود نداشته باشد. واقعیت این است که شما اغلب مجبور به خاموش کردن و دوباره احتراق قوس. اگر کمی با حذف الکترود تاخیر داشته باشید، یک سوراخ در فلز مطمئنا ظاهر می شود.

ورق های جوش ابتدا باید بین خودشان جذب شوند. برای این، گیربکس های کوچک ساخته شده اند. معمولا ارزش آنها 10 میلی متر نیست. محور جهنده 50 میلیمتر است و در طول کل بلندی آن ساخته شده است. فرآیند جوشکاری باید دوره ای متوقف شود. الکترود برای خاموش شدن قوس برداشته می شود، سپس آن را به سرعت دوباره احاطه می کند، برای چنین لحظاتی خنک کننده فلز وجود نخواهد داشت. اندازه جریان و اندازه ضخامت فلز بر زمانی که قوس مداوم مشاهده می شود، تاثیر می گذارد. هنگامی که ضخامت فلز کمتر از 1 میلی متر است، کوره در حدود 3 ثانیه سوزاند.
پس از کار کردن با مهارت های خاص، می توانید شروع به کار اصلی فرآیند جوشکاری را شروع کنید. ورق باید به طور کامل جوش داده شود. برای این جوشکاری انجام شده است بخیه متناوب. برای به دست آوردن چنین جوش، الکترود به صورت دوره ای به قسمت سرد مفصل حرکت می کند. به عنوان یک نتیجه، فلز شروع به پیچ و تاب نخواهد کرد، به ویژه هنگامی که مفصل طول بیش از 200 میلی متر است. وقتی یک پیوند مداوم کوتاه است، پیچ و تاب به حداقل برسد. جوشکاری باید در انتهای کف دست شروع شود، به تدریج به طرف دیگر، سپس به وسط و غیره حرکت می کند.
جوش های بسیار نازک لب به لب می توانند جوش داده شوند. برای چنین عمل ضروری است که لبه های ورق دارای حداقل فاصله نسبت به طول کل مفصل باشد. بهترین حالت عدم وجود شکاف است. به منظور ورق فلز نازک جوش داده شده، یک کمکی مخصوص در پایین نصب شده است. این امر ضروری است، زیرا بدون پوشش، انجام کار جوشکاری با ورق نازک بسیار دشوار است. با این حال، اگر یک اینورتر جوش وجود دارد، الکترود عالی، وارد شده، چنین جوشکاری کاملا قابل قبول است.
برای اتصال قطعات فلزی، تعداد زیادی از دستگاه ها و روش های جوشکاری استفاده می شود. اما هنگامی که به اتصال نازک (کمتر از 2 میلی متر) می رسد، تمام روش ها و دستگاه ها برای این منظور مناسب نیستند. این فلز نیز "ورق نازک" نامیده می شود. این در بسیاری از مناطق مانند:
- خودرو، کشتی سازی، هواپیمایی و حمل و نقل ریلی؛
- انواع ساختارهای پوسته؛
- روکش فلزی بخشی از ساختمان ها
ورق جوش ورق فلز و دستکش های هنرمند و هنرمندان خانه نیست. با توجه به این واقعیت است که مبدل های جوشکاری یک مسئله منطقی به وجود آمده در زندگی روزمره به طور گسترده ای به دست آمده است: آیا می توان یک فلز نازک را در خانه با استفاده از یک اینورتر جوش داد ماشین جوشکاری؟ در این مقاله سعی خواهیم کرد تا نحوه جوش دادن فلز با یک الکترود را بدست آوریم، جزئیات ظریف و ظریف این روند را بیابیم.
اگر در جوشکاری فلز ناز تجربه ناپذیر هستید بهتر است ابتدا با تکنولوژی و ویژگی های آن آشنا شوید. قبل از جوش قطعاتی که نیاز دارید، روی بقایای غیر ضروری یا یک قطعه معیوب تمرین کنید. سپس مشاهده خواهد شد که چگونه فلز مصرفی الکترود رفتار می کند و چگونگی حفظ قوس آن. جوشکاری اینورتر تنها از یک جریان کوچک استفاده می کند، زیرا شکاف کار بین الکترود و قطعه کار نمی تواند قطع شود. برای هر نوع جوشکاری، شما نیاز به تجهیزات و لباس های محافظتی دارید: دستکش های مقاوم در برابر چرم، لباس های درشت، غیر قابل اشتعال، کلاه ایمنی و یا عینک های ایمنی، ترجیحا با یک پوشش لاستیکی ضخیم.
توالی کار در هنگام جوشکاری با یک دستگاه اینورتر انجام می شود
آماده سازی برای کار
چگونه به آشپزی فلز نازک با یک اینورتر به درستی نمی دانم همه. بنابراین، در زیر گام به گام دستورالعمل برای مبتدیان این توالی کار را در جوشکاری با جوشکاری قوس الکتریکی از فلز ناز شرح می دهد:
- ما الکترود و مقدار جوش جوش را انتخاب می کنیم. اغلب در جوش دستگاه جوش برای ضخامت های مختلف فلز نوشته شده است. مقدار مطلوب 35-40 درجه سانتیگراد خواهد بود. الکترودهای را برای جوش فلز نازک بر طبق جدول انتخاب کنید.
- اکنون الکترود انتخاب شده را در نگهدارنده قرار دهید، بستن پایه زمین بر روی قطعه کار.
- مهم است که لغو شود که اجزای جوش داده شده باید با یکدیگر هماهنگ باشند.

فرآیند اجرای کار
- جوش با یک الکترود بافت نقطه ای برای جوش فلز نازک در امتداد لبه ها آغاز می شود، سپس یک نقطه در مرکز درز آینده ساخته می شود. بنابراین فلز زمان برای گرم کردن ندارد و ولتاژ داخلی به طور مساوی توزیع می شود. امتیازات در حرکات کوتاه انجام می شود.
- پس از هر کاربرد، محل جوش باید با یک برس فلزی برداشته شود تا آثاری از سرباره حذف شود.
- روند استفاده از نقاط ادامه می یابد تا زمانی که آنها شروع به همپوشیدن یکدیگر و درام جامد می شود. مهم نیست که عجله داشته باشیم و اجازه دهیم فلز پس از هر گذر در نقاط خنک شود، پس از آن فلز متلاشی نمی شود و هندسه محصول مختل می شود.
- پس از آنکه جوشکاری جامد تبدیل شد، برای تنگی، می توان آن را با یک درز جامد در یک قوس بسیار کوتاه متکی به الكترود در گچ كردن كرد و لازم است كه به سرعت به اندازه كافی هدایت شود.
جوشکار با تجربه توصیه می کند که سطح به جوش داده شود نسبت به افق و سرب جوش جوش از پایین به بالا. جوش باید "کشیده" باشد، در این صورت، سرباره با فشار کوره جوشکاری تخلیه و تحت فشار قرار می گیرد.
ناسازگاری اصلی در جوشکاری محصولات نازک ورقه فلز، احتمال زیاد سوختن، تغییر شکل و آسیب فلز است. دلیل اصلی کار نادرست جوشکار، متعاقبا محصول آسیب دیده است.
از موارد فوق، می توان نتیجه گرفت که جوشکاری قوس الکتریکی با ورق های نازک با الکترود با کیفیت بسیار بالا می تواند با مطالعه دقیق ویژگی های خاص فرآیند و تجهیزات به درستی انتخاب شده انجام شود. این امکان وجود دارد که قوس مورد نظر برای جوشکاری فقط با یک جوشکار با تجربه، که قبلا دست خود را پر کرده است و مقدار لازم فعلی را پیدا کرده است.




