نحوه انتخاب الکترودهای جوشکاری. نحوه انتخاب یک الکترود جوشکاری؟
5 آوریل 2017
چرا الکترود را هنگام جوشکاری با اینورتر سوار می کنید؟
تعداد زیادی از انواع الکترود گاهی اوقات حتی افراد با تجربه نیز گیج می شوند. یک مشکل منطقی برای انتخاب الکترودهای جوشکاری با یک اینورتر وجود دارد، بنابراین کدام بهتر است؟ هر نوع الکترود برای جوش برخی از مواد طراحی شده است، علاوه بر این، باید پوشش لازم، که نباید مرطوب باشد. علت چسباندن ممکن است عملکرد نادرست تجهیزات باشد یا پارامترهای جریان خروجی و همچنین ولتاژ پایین ولتاژ را نادرست تنظیم کنید. ما در مورد دلایل اصلی چسبیدن الکترود ها هنگام جوشکاری با یک اینورتر توضیح خواهیم داد.
برای درک اینکه چرا الکترود هنگام جوشکاری با یک اینورتر بسته می شود، ابتدا باید انتخاب دستگاه جوش را با توجه به شرایط کارهای خاص انجام دهید. این واحد باید شرایط خاصی داشته باشد که عملکرد مطلوب دستگاه را در شرایط واقعی اطمینان دهد. یک نمونه از چنین وسیله ای که برای شرایط روسیه ایجاد شده است می تواند به عنوان مبدل خط تولید "نئون" تولید نژن نووگورود خدمت کند. بر اساس این دستگاه ها، ما در مورد الزامات اساسی دستگاه های جوشکاری صحبت خواهیم کرد که احتمال چسبیدن الکترود ها در طی جوشکاری را کاهش می دهد. این خواص به شرح زیر است:
- ولتاژ منبع تغذیه در محدوده 160 تا 250 ولت است که امکان کار در شرایط ذخیره انرژی ناپایدار را دارد.
- در دسترس بودن حفاظت از قطع کننده مدار، از جمله گرما؛
- PV در جوش حداکثر 60٪؛
- تنش idling 70 V، که اجازه می دهد تا شما را با اطمینان نگه داشتن قوس حتی در ولتاژ ورودی شدید.
- یک تابع شروع گرم برای احتراق احترام از قوس مدار کوتاه، و همچنین تقویت قوس وجود دارد؛
- به طوری که الکترود نشود، یک تابع antistik وجود دارد؛
- عملکرد پایدار در دمای محیط از -40 درجه سانتی گراد تا +40 درجه سانتیگراد تضمین شده است.
لازم به ذکر است که این خصوصیات پایه ای برای انتخاب است، نه سنتی، اما عملکرد پایدار در دماهای شدید و ولتاژ خط برای شرایط روسیه بسیار مهم است. برای کار راحت، مفید است که از عملکرد شروع گرم استفاده کنید، که کمک می کند با اطمینان شروع روند و استفاده بهینه از الکترود جوشکاری برای اینورتر.
توجه ویژه باید به عملکردهایی مانند anti-sticking یا antitistik باشد. ماهیت آن این است که در زمان چسبیده شدن جریان جوشکاری به صفر بازنشانی می شود و این به خود اجازه می دهد تا هر دو الکترود و اینورتر دست نخورده باقی بمانند. پس از سوختن نیز کمک می کند تا از بین بردن چسبندگی، که اجازه می دهد جوش جوش در معرض خطر شکستگی قوس را افزایش می دهد و اجازه نمی دهد که جوش قطع، که تاثیر منفی بر کیفیت کار است.
هنگام انتخاب یک واحد مبدل برای توجه بیشتر اهمیت دارد مدلهای روسیزیرا آنها قابل نگهداری و سازگاری بهتر در شرایط کشور ما هستند.
انواع الکترود های پوشش داده شده
بسیاری از، به ویژه مبتدیان، جوشکاران در مورد مشکلات انتخاب مناسب مواد مصرفی نگرانی دارند. بنابراین برای جوشکاری اینورتر چه نوع الکتریکی مناسب است که برای مواد مختلف مناسب است؟ برای پاسخ به این سوال، شما باید درباره انواع پوششها و الکترودهای مورد نظر برای انتخاب فلزات یا آلیاژهای خاصی از آنها بگویید. این پوشش برای اهداف زیر انجام می شود:
- با کمک اکسید کربن، حمام جوش را از طریق اکسیژن اتمسفر محافظت می کند.
- ترشح قوس را تثبیت می کند.
- حذف اکسیژن از یک فلز یا آلیاژ را افزایش می دهد، بی اثر کردن جوش.
- با کمک ناخالصی اثر دوتایی روی درز دارد.
ضخامت پوشش، این مواد نازک (M)، متوسط (C)، ضخامت (D) و بسیار ضخیم (D) است. این پارامتر توسط GOST 9466-75 تنظیم می شود و بر روند جوشکاری تأثیر می گذارد، اثر پوشش بر روی پوشش و تثبیت خواص آن افزایش می یابد. با توجه به ترکیب شیمیایی پوشش، الکترودها به انواع زیر تقسیم می شوند:
- برای جریان مستقیم، پوشش اصلی استفاده می شود که یک پوشش پلاستیکی را فراهم می کند.
- پوشش پودر آهن برای افزایش قدرت جوشکاری؛
- نوع با پوشش اسیدی که سرعت کار را فراهم می کند و ورق فلزی جوش داده می شود.
- برای مفاصل عمودی، پوشش سلولز با تشکیل کم سرباره مناسب است؛
- نوع با محتوای روتیل و حضور فریزر و کربنات منیزیم.

برای پیاده سازی انتخاب صحیح در رابطه با فلز جوش داده شده و برای جلوگیری از چسبیدن الکترودها، شما باید بدانید که کدامیک از آنها بیشتر مربوط به قطعاتی است که به آنها وصل شده است. مشخصات فنی پوشش و فلزات و آلیاژهای توصیه شده برای جوش مربوط به نمرات مختلف الکترودها می باشد:
- برای کار با فولادهای کم کربن ساختاری ساختاری، لازم است از UONI-13/55، OMA-2، OZS-30، MR-3M، We-10-6، ANO-21 و VSF-65U استفاده کنید.
- فولادهای با مقاومت بالا آلیاژهای EA-981/15، EA-395/9، NIAT-5، OZSh-1 و NIAT-3M؛
- برای مقاوم در برابر حرارت و فولادهای مقاوم در برابر حرارت استفاده از ANZHR-2، TML-3U، TSL-39، IMET-10، KTI-7A و OZL-35؛
- آلیاژهای ضد زنگ و مقاوم در برابر خوردگی با کمک NZ-13С، NIAT-1، UONI-13NZH، TsT-15 و EA-400 / 10T جوش داده میشوند.
- آلیاژهای ناهمگن و فولادهای EA-391/15، TsT-28، OZL-32، ANZhR-2، NII-48G، IMET-10، V-56U و VI-IM-1؛
- oZL-44، ANV-20، EA-112/15 و NII48G برای فولادهای ویژه مناسب هستند.
- چدن آهن با استفاده از OZZHN-1، OZCH-2، MNCH-2، TsCh-4؛
- برای آلومینیوم لازم است OZA-2، OZANA-2، OZA-1 و OZANA-1؛
- مس و آلیاژهای آن ANC / OZM-2، OZB-2M (برنز)، Komsomolets-100، OZB-3؛
- برای نیکل و آلیاژهای استفاده از V-56U، OZL-32؛
- برش فلز انجام ANR-2M، OZR-2، OZR-1.
با جوشکاری بدون خطا، با تراز کردن فلز قطعه کار با نام تجاری الکترود، شما احتمالا قادر خواهید بود در هنگام کار با چسبندگی اجتناب کنید ماشین آلات اینورتر.
بسیار مهم است بدانید که خواص و نام فلز از جعبه ها، به دلیل اینکه کیفیت جوش جوش بستگی به آن دارد.
علل چسبیدن الکترود در جوش اینورتر
ما موضوع انتخاب یک ماشین جوشکاری را پوشش دادیم و یاد گرفتیم که چگونه الکترود را برای جوش با یک اینورتر انتخاب کنیم، و اکنون باید همه دلایل احتمالی خوردن الکترودها و نحوه خلاص شدن از آنها را در نظر بگیریم. آنها ممکن است طبیعت کاملا متفاوت داشته باشند و به شرح زیر هستند:
- رطوبت بالا پوشش، حذف شده توسط کلسیته شدن؛
- کیفیت پایین یا یکپارچگی پوشش؛
- تناقض مواد مواد قطعه با نوع الکترود؛
- جوشکاری بسیار کم به علت ولتاژ ناپایدار خط یا ترس از سوزاندن فلز نازک جعبه
- تنظیمات اینورتر اشتباه
- قطب نامنظم، به عنوان مثال، آلیاژهای آلومینیوم و برخی مواد دیگر با قطب معکوس جوش داده می شوند.
- شکستن کابل جزئی یا تماس ناپایدار در نگهدارنده؛
- تمیز کردن ناخالص سطح کار قطعه از زنگ، روغن، رطوبت و لایه اکسید؛
- آلودگی الکترود
- معیار پایین جوشکار
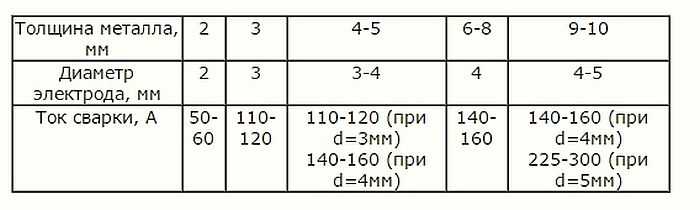
همانطور که برای جریان خروجی، بر اساس مقدار 20 A - 30 A در هر میلی متر ضخامت الکترود محاسبه شده و برای 2 میلیمتر آن در محدوده 50 تا 60 A برای ضخامت 3 میلیمتر از 70 تا 120 A برای 5 میلیمتر محاسبه می شود. از 150 تا 220 A. در هنگام جستجو برای دلایل چسباندن، شما باید از ساده ترین و پیچیده تر بروید و باید بدانید که هیچ قوانین جوشکاری نامناسب وجود ندارد و حالت مورد نظر به صورت آزمایشی انتخاب شده است. این روند به مارک الکترود، ضخامت قطعات، ترکیب شیمیایی فلز یا آلیاژ و قطب اتصال بستگی دارد.
مهم است که درک کنیم که در عملکرد عادی تجهیزات باید تلاش شود تا علل القایی را درک کنند و در صورت لزوم از حرفه ای ها به دنبال مشاوره می گردند.
به طور خلاصه
ما معیارهای انتخاب برای مبدل های جوشکاری و انتخاب الکترودها را برای اطمینان از فرآیند جوشکاری بهینه مورد بررسی قرار دادیم و همچنین علل احتمالی چسبیدن الکترود ها را در طول کار یافتیم. راهنمایی جامع برای کمک به حل این مشکل وجود ندارد، اما نظرات افراد با تجربه بیشتر به کمک شما می آیند و ما تلاش کرده ایم تا این موضوع را به طور کامل پوشش دهیم.
برای یک جوشکار تازه کار، انتخاب یک الکترود می تواند یک مشکل باشد: بیش از دو صد علامت تجاری با خواص، هدف و ویژگی های مختلف وجود دارد. و حدود 100 مارک مناسب برای جوشکاری قوس الکتریکی دستی با دستگاه های اینورتر مناسب است. برای گفتن در مورد همه چیز غیر ممکن است، بله، برای شروع، و لازم نیست. فقط مختصات اصلی انواع و الکترودها را شرح دهید اینورتر جوشکاری بیشتر از دیگران برای مبتدیان مناسب است. سوال دیگری در مورد قطر مورد نظر و نحوه تنظیم جریان جوش فلز با ضخامت های مختلف خواهد بود.
الکترود چیست و پوشش چیست
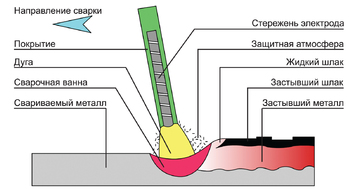
الکترود قطعه ای از سیم فلزی با پوشش مخصوص است. در جوشکاری، هسته ذوب از درجه حرارت قوس است. در همان زمان، گچ می سوزد و ذوب می شود، ایجاد یک ابر گاز محافظ در اطراف منطقه جوش - استخر جوش. این دسترسی به اکسیژن موجود در هوا را از بین می برد. در فرآیند سوزاندن پوشش، بخشی از آن به حالت مایع منتهی می شود و فلز مذاب را با یک لایه نازک پوشش می دهد و از تعامل با اکسیژن نیز محافظت می کند. بنابراین پوشش تضمین کیفیت خوب از درز است.
قبل از شروع جوشکاری، هر الکترود بررسی می شود: پوشش باید چیپ ها نداشته باشد. در غیر این صورت شما یک گرمایش یکنواخت و با کیفیت بالا را نخواهید یافت. همچنین به نوک الکترود توجه کنید: ضخامت پوشش باید در هر طرف یکسان باشد. سپس قوس در مرکز حرکت خواهد کرد. در غیر این صورت، آن را جبران خواهد شد. برای جوشکارهای با تجربه، این خوب است، اما برای مبتدیان می تواند مشکلات قابل ملاحظه ای ایجاد کند.
لازم است رطوبت پوشش را تحت نظارت قرار دهیم. بعضی از آنها، با رطوبت بالا، بسیار ناپایدار هستند (به عنوان مثال، SSSI). در ارتباط با این "فریب" پوشش، آنها باید در یک مکان خشک نگهداری شوند تا بسته به اندازه کافی بسته شود. شما می توانید جعبه را در کیسه قرار دهید و هنوز چند کیسه ای از نمک را که در جعبه های کفش قرار دارد قرار دهید.
شما نباید الکترودهای مرطوب بخرید: البته، آنها می توانند خشک شوند، اما ویژگی های آنها کاهش می یابد. اگر هنوز هم اتفاق می افتد که الکترودهای مرطوب، آنها می توانند در یک کوره خانگی معمولی در دماهای پایین خشک شوند (معمولا بر روی بسته بندی نشان داده می شوند). راه دوم این است که برای مدت طولانی در یک اتاق خشک و خوب تهویه قرار داده شود.

انواع پوشش و ویژگی های آنها
تنها چهار نوع پوشش وجود دارد:
- اصلی
- روتیل
- ترش
- پالپ
پوشش پایه (UONI) و سلولز تنها برای جوشکاری با جریان مستقیم مناسب است. آنها را می توان در جوش های انتقالی مورد استفاده قرار داد: یک درز قوی و انعطاف پذیر، مقاوم در برابر بارهای شوک ایجاد کنید.

دو نفر دیگر (روتیل و ترش) می توانند هنگام جوشکاری با جریان متناوب و مستقیم کار کنند. اما پوشش اسیدی بسیار سمی است: شما فقط در محل کار می توانید کار کنید محل کار مجهز به خروجی اجباری.
گچ رویتل دارای رنگ سبز یا آبی است، الکترود ها به راحتی قابل اشتعال هستند. حتی اگر اینورتر دارای ولتاژ کم ولتاژ (برای اطمینان از اشتعال پوشش اصلی، یک ویژگی ولتاژ جریان ولتاژ مورد نیاز است)، آنها به خوبی احیا می شوند. هنگام جوشکاری با الکترودهای روتیل (MP-3)، فلز تقریبا چسبیده نیست، اما سرباره زیادی وجود دارد و به راحتی نمی آید: شما باید با یک چکش کار کنید.
نحوه انتخاب الکترودهای جوشکاری اینورتر
اول از همه، ترکیب هسته انتخاب شده است: باید مشابه نوع فلز جوش باشد. در خانواده اغلب استفاده می شود فولاد سازه. در اینجا از همان سیم و الکترودها باید باشد. گاهی اوقات شما مجبور به خوردن فولاد ضد زنگ هستید. سپس هسته نیز باید از فولاد ضد زنگ ساخته شده و برای مقاوم در برابر آلیاژ بالا و مقاوم در برابر حرارت آنها از فلز با همان مشخصات ساخته شده است.
شما می توانید تمام کارهای خانه و یا کارهای ساختمانی را با استفاده از چند نوع الکترود انجام دهید:
- SSSI 13/55
- Ano 21
- خوب 63.34
آنها توسط بسیاری از بهترین الکترودهای برای مبتدیان که با آنها کار می کنند، به رسمیت شناخته شده است: کار آسان تر با آنها آسان است، در عین حال، آنها اجازه می دهد تا شما را به کوک های با کیفیت بالا حتی بدون تجربه تجربه قابل توجهی. در زیر ویژگی ها و کاربرد عمومی این مواد مصرفی است که بسیاری از متخصصان آن را الکترود خوبی برای اینورتر می دانند. در هر صورت، آنها اغلب به جواهرات تازه کار برای کسب تجربه توصیه می شود.
الکترودهای روتیل پوشش MP 3

این شاید بهترین الکترودهای جوشکاری برای اینورترها در میان مبتدیان است: SSSI 13/55 (برای افزایش اندازه تصویر، روی آن راست کلیک کنید)
اغلب مبتدیان توصیه می شود که تسلط خود را شروع کنند جوش با الکترودهای MR-3. آنها به راحتی جرقه می زنند، حتی با مشخصه ولتاژ آمپر بسیار خوب دستگاه جوش، حفاظت خوبی از حمام جوش داده شده، موقعیت آن را بسیار آسان می کند. اگر الکترود نشت ندهد، آن را در دمای 40-150 درجه سانتیگراد کالسیک کنید.
آنها در دستگاه های با متغیر (ترانسفورماتور جوشکاری) و با جریان مستقیم (جوشکار و مبدل) مورد استفاده قرار می گیرند. اینورترها معمولا در قطب معکوس (+ در الکترود) متصل می شوند. مناسب برای هر نوع درز، به جز عمودی از بالا به پایین.
الکترود MP 3 nekaprizny به کیفیت سطوح جوش داده شده است. آنها حتی می توانند بر روی قسمت های بدون درمان، زنگ زده و مرطوب کار کنند. جوش متوسط (2-3 میلی متر) یا قوس کوتاه است.
ویژگی MP3 برای شروع جوش بسیار مهم است: آنها "قوس" خوب هستند، آنها به راحتی کار می کنند. برای این کار، تمام حرفه ایان این نام تجاری را دوست ندارند: آنها را به لامپ های بنگال دعوت کنید. آنها بیش از حد نرمش می کنند: حرکت آهسته برای گرم شدن خوب ضروری است. چه عواملی دوست ندارند، تازه واردان - آنچه ما نیاز داریم. سعی کنید شروع به یادگیری جوش با MP3 کنید. شما باید موفق باشید
| قطر الکترودهای LEZ MP-3، میلیمتر | طول میلی متر | وزن بسته، کیلوگرم | قیمت، مالش | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 A | 1,0 | 146 |
| 2,5 | 300 | 60-100 A | 1,0 | 120 |
| 3 | 350 | 70-100 A | 1,0 | 95 |
| 4 | 450 | 80-170 A | 1,0 | 91 |
| 5 | 450 | 130-210 A | 1,0 | 91 |
UONI 13/55 با پوشش اصلی

الکترودهای حرفه ای پیشنهادی برای SSSI 13/55 اینورتر (برای افزایش اندازه تصویر، روی آن راست کلیک کنید)
اینها احتمالا رایج ترین و محبوب ترین الکترود با پوشش اصلی هستند. آنها برای جوشکاری کربن و فولادهای آلی کم. مناسب برای ترکیبات سازه های مسئول درزها برای ضربه و پلاستیکی با دوام هستند و اثرات دمایی کم را تحمل می کنند.
معایب این الکترود ها: آنها فقط با مقدار بسیار بالایی از بیکاری در اینورتر (بیش از 70 وات) روشن می شوند. دومین اشکال مهم: الزامات بالا برای سلب کردن و پردازش فلزات جوش داده شده. اگر زنگ، گرد و غبار، روغن یا سایر آلاینده ها در لبه باقی بماند، متخلخل خواهد بود.
تنها با SSSI 13/55 کار امکان پذیر است ماشین آلات جوشکاری DC، از جمله اینورتر، با قطب معکوس (+ در الکترود خدمت)، با یک قوس کوتاه (نگه داشتن نوک الکترود نزدیک به سطح به جوش). حداقل ولتاژ بدون بار برابر 65 ولت است
| قطر الكترود UONI 13/55 (سازنده "Mezhgosmetiz") | طول الکتروده، میلیمتر | جوش پیشنهاد شده جوش، A | قیمت خرده فروشی یک بسته، مالش |
|---|---|---|---|
| 2,0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 روپوش |
| 3 | 350 | 80-100 A | 116 روپوش |
| 4 | 450 | 130-160 A | 111 روپوش |
| 5 | 450 | 180-210 A | 110 روپوش |
Ano 21
این نوع الکترود با پوشش روتیل برای کار با فولادهای کربنی با ضخامت کوچک طراحی شده است. () هنگام استفاده از آنها، قوس به راحتی (از جمله هنگام احتراق دوباره) احاطه شده است، جوش رقیق شده (از امواج کوچک)، سرباره به آسانی جدا شده است. الکترود ANO 21 می تواند برای جوشکاری لوله های آب یا گاز استفاده شود.

آنها با هر دو متناوب و مستقیم جریان هر قطب کار می کنند. قبل از جوشکاری، عملیات حرارتی ضروری است: آنها در دمای 120 درجه سانتی گراد به مدت 40 دقیقه کالسیده می شوند.
الکترودهای روی فولاد ضد زنگ OK 63.34
اگر شما نیاز به فولاد ضد زنگ جوش دارید، امتحان کنید OK 63.34. آنها همچنین می توانند ورق و فولاد ساختاری باشند. این نتیجه یک درز موج خوب با انتقال صاف به سطح فلز اصلی است. مقدار سرباره کوچک است، به راحتی پرش می کند.
با استفاده از این الکترود، خوب است که در اندازه های 6 تا 8 میلی متر در فلز، از بالا به پایین عبور کنید. مناسب برای لب به لب چند مرحله ای و جوشکاری همپوشانی با جریان مستقیم و متناوب هر قطب کار، حداقل ولتاژ بدون بار 60 ولت است

برای جوشکاری، هنوز نیاز به ماسک دارید. برای کار کردن راحت تر، می توانید
نحوه انتخاب قطر الکترود، چگونگی اتصال آن و نحوه تنظیم قدرت فعلی
برای انتخاب نام تجاری از الکترود برای اینورتر همه نیست. حتی اگر تصمیم گرفته باشید، حداقل سه سوال وجود دارد:
- قطر الکترود برای استفاده در هنگام جوشکاری چیست؟
- چه چیزی در حال حاضر برای افشای؛
- به کدام خروجی "+" یا "-" الکترود را وصل کنید.
اول چیز اول بیایید با قطر الكترود مورد نیاز برای جوشکاری شروع كنیم. به طور کلی، توصیه می شود که از ضخامت فلزات جوش داده شود: برای ضخامت های کوچک، الکترود با قطر اندازه ای مشابه فلز گرفته می شود. اگر فلزی با ضخامت 3 میلیمتر جوشانده شود، سپس الکترود های همان اندازه را بگیرید. در صورتی که چیزی ضخیم تر بپوشید، به ترتیب، 4 میلیمتر را بگیرید. اما برای مبتدیان برای الکترودهای بزرگ کار خواهد کرد. شروع به کار با جوشکاری با ضخامت فلز 3-4 میلیمتر شروع کنید. برای انجام این کار، از الکترود 3 میلیمتر استفاده کنید، یا همانطور که می گویند "troika".
با توجه به نحوه اتصال الکترودهای خروجی. مشخصات فنی در بسته به احتمال زیاد نشان دهنده قطبیتی است که الکترود در نظر گرفته شده است. هنگام اتصال به خروجی مثبت، الكترود را به ترمینال منفی متصل شده به قسمت وصل كنید. هنگامی که قطبش در قسمت کاشته می شود به علاوه، در الکترود منفی می شود. چگونگی نمایش اینورتر جوشکاری در عکس نشان داده شده است.

تفاوت بین این دو نوع ارتباط چیست؟ یک مسیر متفاوت الکترون جریان دارد. همانطور که می دانید، الکترون ها از "منهای" به "به علاوه" حرکت می کنند. بنابراین، هنگام جوشکاری، معلوم می شود که عنصر که به "+" متصل است، به شدت گرم می شود. با تغییر حالت اتصال، می توانید شدت گرمایش فلز را کنترل کنید.
چند موقعیت را در نظر بگیرید. به عنوان مثال، شما یک الکترود 3 میلیمتر، فلز 2 میلیمتر دارید. اگر فایل آیتم "+" می تواند فرسودگی را دریافت کند. بنابراین، در این مورد بهتر است از آن استفاده کنید قطب معکوسکه در آن الکترود گرما بیشتر خواهد شد. اگر میخواهید 6 میلیمتر فلزی با همان سه برابر جوشانید، بهتر است این کار را با قطب مستقیم انجام دهید: به این ترتیب گرما از فلز عمیق تر خواهد بود و جوش دوام بیشتری خواهد داشت.
جریان جوشکاری
در مورد کلی، هنگام نصب الکترود، قدرت جریان جوش داده شده برای اینورتر بسته به قطر الکترود مورد استفاده قرار می گیرد. به طور کلی، توصیه می شود در هر بسته، اما شما می توانید بدون آنها انجام دهید: برای هر میلی متر قطر، 20-30 آمپر جریان است. به نظر می رسد دامنه وسیع، اما پس از آن شما هنوز هم باید در نظر بگیرید که چگونه شما درز: با یا بدون جدایی قرار داده است. برای جوشکاری بدون جداسازی جریانهای پایین تر، با جدایی بیشتر - بالاتر است.
به عنوان مثال، برای یک الکترود با قطر 3 میلیمتر، جریان محاسبه شده از 60 A تا 90 A به دست می آید. در واقع، آنها در محدوده 30 تا 140 آمپر کار می کنند. هنگامی که بدون جداسازی جوش، جریان حدود 70-90 A تنظیم می شود، با یک فاصله 90-120 A. این پارامترها می توانند در هر دو جهت حرکت کنند: این نیز به سرعت حرکت نوک الکترود، بر روی درجه و "عملکرد" فولاد جوش داده شده، در موقعیت درز (برای شیب عمودی و افقی کمی کمتر، برای سقف - حتی کمتر).
به طور کلی، حتی جریان هایی که توسط سازنده توصیه می شود، از یک نیاز ضروری نیستند. با آنها شروع کنید و سپس آن را انتخاب کنید تا کار راحتی را احساس کنید و درزگیری خوب است. شما باید یک اتصال با کیفیت داشته باشید، و نسبت قدرت و سرعت حرکت جابجایی آزمایش را انتخاب کنید. در این مورد، توسط دولت از حمام جوش هدایت می شود. او - شاخص اصلی کیفیت شما.
حالا نه تنها نحوه انتخاب الکترود برای جوش اینورتر بلکه نحوه اتصال آنها، قطر مورد نیاز برای این کار و نحوه انتخاب جریان برای هر نوع الکترود و جوش را می دانید. اکنون کمی درباره ی نگهدارنده های الکترود صحبت کنیم.
دارندگان الکترودهای
در یکی از کابل های جوشکاری دارنده (نگه دارنده) که در آن قرار دارد وجود دارد الکترود جوشکاری. آنها از دو نوع هستند:
- با کلید ماشه، الکترود در آنها به طور خودکار هنگامی که کلید بهار بارگذاری می شود آزاد می شود، زمانی که آن را فشار داده اید آزاد می شود؛
- رشته - چرخش دسته و چرخش، آزاد یا بستن هسته الکترود قرار داده شده است.
کدام یک بهتر است؟ شما تصمیم می گیرید، اما به طور تصادفی با فشار دادن کلید، می توانید الکترود را در طی جوشکاری رها کنید. در همان زمان چیزی بد اتفاق نمی افتد، اما ناخوشایند ...
هنگام انتخاب یک نگهدارنده الکترود، توجه به قدرت فعلی که برای آن طراحی شده است، اهمیت دارد. حداکثر پارامتر که برای دستگاه جوش شما در دسترس است را انتخاب کنید.
نحوه اتصال کابل به دارنده الکترود جوشکاری با یک کلیپ رشته در ویدیو نشان داده شده است.
ضعف نگهدارنده ی لباسشویی این است که از بهار، هسته ی الکترود محکم تضعیف شده، تماس بدتر می شود. ما باید یکی جدید را قرار دهیم. چگونه می توان آن را در نگه دارنده لباس پین، در ویدیو مشاهده کنید.
نگه دارنده الکترود برای جوشکاری آسان است. فقط یک نکته وجود دارد: وقتی کار مکرر سیم جوش لبه خود را مالش داد البته می توانید کابل را کوتاه کنید و دوباره آن را بارگیری کنید، اما همیشه نمی خواهید 10-20 سانتیمتر برش داشته باشید. برای جلوگیری از این، یک شلنگ که قطر داخلی آن یکسان یا کمی کوچکتر از قطر بیرونی کابل جوش است، پیدا کنید. یک قطعه کوچکی از آن را برش دهیم - 15 سانتیمتر - و برش بکشید. اکنون می توان آن را بر روی کابل گذاشت، کشیده و آن را دراز کشید.
اتصال انواع محصولات فلزی اغلب با جوش انجام می شود. برای این منظور از تجهیزات خاصی استفاده می شود که شامل هر دو واحد ترانسفورماتور و اینورتر می باشد. اما حتی ساده ترین آنها نمی توانند بدون الکترود کار کنند. در واقع، برای به دست آوردن یک جوش به خوبی ساخته شده، ضروری است که ذوب فولاد ذوب شود. اما برای هر ماده، الکترود برای اینورتر باید از یک آلیاژ خاص ساخته شود. فقط پس از آن شما می توانید یک نتیجه خوب به دست آورید.
اینورتر و لوازم جانبی برای آنها
واحدهای جوشکاری مدرن با پیشینیان خود بسیار متفاوت هستند. آنها دارای ابعاد جمع و جور، وزن کم، راحت در عمل و حمل و نقل هستند. اما برای اینکه یک درز ساخته شده با استفاده از آنها با کیفیت بالا باشد، لازم است از الکترودهای مناسب انتخاب شده استفاده شود. موفقیت جوشکاری انجام شده به 90٪ بستگی دارد.
ویژگی های طراحی و مشخصات
چه کاری ضروری است هنگام انجام جوشکاری عنصر این یک قطعه از سیم فولادی با پوشش است. ضروری است که قوس پایدار حفظ شود و همچنین فراهم می کند:
- حفاظت از فلز؛
- دوپینگ
با این حال، ویژگی های عملکرد عنصر به هدف آن بستگی دارد.
ما فیلم ها، انواع و اهداف اصلی آنها و همچنین معیارهای انتخاب را تماشا می کنیم:
اصلی مشخصات فنی الکترودهای جوشکاری برای اینورتر عبارتند از:
- قطر و طول میله؛
- ماده یا آلیاژ که از آن ساخته شده است.
طول محصول می تواند از 300 تا 450 میلیمتر باشد و بستگی به ماهیت دوپینگ الکترود دارد. همانطور که برای قطر، یک خط از میله ها وجود دارد، که در آن کوچکترین میله دارای اندازه 1.6 میلی متر، و ضخیم ترین آن به 5 میلی متر می رسد. اما الکترودهای جوشکاری با قطر 1.6 میلی متر معمولا به ترتیب ساخته می شوند، زیرا آنها توزیع وسیع در بازار داخلی را پیدا نمی کنند.
انواع الکترود ها
در مورد طبقه بندی این عناصر، آنها به دو نوع اصلی تقسیم می شوند:
- ذوب؛
- غیر قابل مصرف
اولین آنها می توانند از هر دو سیم فولادی و آلیاژهای خاص ساخته شوند، بسته به اینکه کدام مواد برای جوشکاری استفاده می شوند. معمولا برای کار با اینورتر جوشکاری با چدن، مس، فولادهای غیرمستقیم، از الکترودهای ساخته شده از آلیاژها استفاده می کنند.
محصولات غیر مصرفی یا تنگستن در جوشکاری آرگون استفاده می شود. آنها همچنین ممکن است در عملکرد با توجه به برنامه متفاوت باشند.
جدول تغییرات الکترود
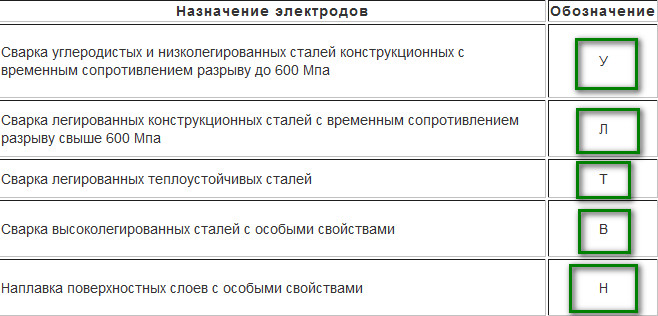
علاوه بر این، الکترودها به طور هدفمند به موارد زیر تقسیم می شوند:
- برای فولادهای مختلف
- بر روی فولاد ضد زنگ؛
- در آلومینیوم؛
- نیکل؛
- برای تعمیر
- برای آلیاژهای سخت جوش داده شده.
تفاوت در نوع پوشش ها وجود دارد. در بازار، الکترود با چهار نوع ارائه می شود که شایع ترین آنها عبارتند از: اساسی و روتیل.
معیار انتخاب
از آنجا که این مواد قابل تمیز برای هر نوع جوشکاری ضروری است، باید با توجه به ویژگی های خاص تجهیزات و مشخصات کار انجام شده بدست آید.
تماشای فیلم ها، نمایش ها و تفاوت های آنها:
این باید ویژگی هایی مانند:
- قطر؛
- ترکیب مواد
برای جوشکاری با کیفیت بالا لازم است که مواد مناسب را انتخاب کنید. اول از همه، پارامترهای آنها، از جمله قطر، در نظر گرفته می شود. با این حال، چه الکترودهای بهتر برای یک اینورتر؟ برای نمرات فولاد های مختلف آن در فهرست ذکر شده است مدارک قانونی. اما باید توجه داشت که قطر اسمی مربوط به ابعاد میله درونی است و شامل گچ نیست.
 ضخامت این لایه برای نوع خاصی از محصول فرد است و با حروف مشخص شده است:
ضخامت این لایه برای نوع خاصی از محصول فرد است و با حروف مشخص شده است:
M - نشان دهنده قطر کوچک و یک لایه کوچک از پوشش تا 1.2 میلی متر و D - بیش از 1.8 میلی متر است. هر دو شرکت داخلی و خارجی از این برچسب استفاده می کنند. با این حال، قطر آنها متفاوت خواهد بود.
ویدیو را تماشا کنید، چگونه الکترود مناسب برای جوشکاری را انتخاب کنید:
اما انتخاب ابعاد نه تنها ابعاد مهم است. نقش مهمی در ترکیب اجزای آن وجود دارد. از آنجا که الکترود از یک میله و یک گچ تشکیل شده است، ماده ای که از آنها ساخته شده است نیز مورد توجه قرار گرفته است. برای اکثر محصولات، سیم کربن کم به عنوان پایه گرفته شده است، و ترکیب پوشش شامل اجزای مختلف:
- ترکیبات فلورید؛
- دی اکسید تیتانیوم؛
- روتیل
استفاده از الکترودهای نوع اول اجازه می دهد تا شما را به یک اتصال قوی و گرما مقاوم در برابر، مشخص شده با پلاستیکی خوب است. محصولات با دی اکسید تیتانیوم یک قوس پایدار ایجاد می کنند و اجازه می دهند که قدرت باند بالا برقرار شود. الکترودهای روتیل در سازه های جوشکاری با رطوبت بالا استفاده می شود. علاوه بر این، انتخاب الکترودها باید ویژگی های فلز جوش داده شود.
برای مثال، برای فولادهای کربنی، میله های UONI یا MP استفاده می شود. اولا سطح مقطعی از اسپری کردن، دوم - با جداسازی سریع سرباره مشخص می شود. آنها می توانند در هر دو تجهیزات حرفه ای و قابل حمل استفاده شوند.
تولید کنندگان - که محصولات آنها بهتر است
از آنجا که تعداد زیادی از مارک های مختلف و انواع این محصولات وجود دارد، ما تنها کسانی را که در نظر گرفته شده اند در نظر می گیریم جوشکاری دستی. و از آنها تنها نمونه هایی که هنگام کار با کربن و فولادهای کم آلی مورد استفاده قرار می گیرند را انتخاب می کنیم.
تماشای ویدئو، آزمایش الکترود های جوشکاری مختلف:
ما بر اساس بازخوردی که توسط کاربران ارائه می شود، و همچنین نشریات مجلات تخصصی ارائه می شود. بر اساس این منابع، بهترین الکترود برای اینورتر در بازار داخلی محصولاتی از گیاهان زیر است:
- پاستا ESAB-SVEL؛
- Tyumen؛
- Kamensk-Shakhtinsky؛
- Orlovsky؛
- Losinoostrovsky
در میان تولید کنندگان خارجی، محصولات شرکت های زیر بیشترین تقاضا را دارند:
- کوبلکو؛
- Ecab
این الکترود برای جوشکاری اینورتر از بسیاری جهات از محصولات داخلی فراتر میرود، گرچه آنها قیمت نسبتا بالایی دارند.
یک ویدیو درباره محصولات مونولیت تماشا کنید:
در مورد محصولات روسی، در بسیاری از گزینه ها از دست می رود، هرچند برخی از نمونه ها هم اکنون ظاهر می شوند که به سطح فقیرترین الکترود وارد می شود. اما حتی چنین نتیجه ای می تواند تنها با سرمایه گذاری مشترک توسط تولید کنندگان اروپایی یا آسیایی به دست آید.
اکنون ما به بررسی محصولات خود می پردازیم. بنابراین الکترود گیاه پاستور در حدود 135 روبل به ازای هر کیلوگرم هزینه می کند و به نظر جوشکاران بهترین در میان مدل های داخلی است.
قیمت الکترودهای جوشکاری اینورتر شرکت تیومن کمی بالاتر است، اگر چه از لحاظ کیفیت آنها عملا از نمونه قبلی متفاوت نیستند.
محصولات Kamensk-Shakhtinsky به طور عمده برای استفاده با مبدل های خانگی و قیمت حدود 130 روبل است. برای 1 کیلوگرم
 الکترود Penza به عنوان بهترین قیمت و کیفیت در نظر گرفته می شود. هزینه آنها 58 روبل تجاوز نمی کند.
الکترود Penza به عنوان بهترین قیمت و کیفیت در نظر گرفته می شود. هزینه آنها 58 روبل تجاوز نمی کند.
محصولات شرکت ژاپنی، گرچه گران است، اما به شما امکان می دهد تا نتایج بسیار عالی ای را برای آزمایش قدرت بدست آورید. کارشناسان می گویند که این الکترود به طور کامل قیمت چنین قیمت را توجیه می کند.
فرآیند جوشکاری ساده نیست، بنابراین قبل از انجام مونتاژ یک ساختار خاص با استفاده از آن، ابتدا آن را تمرین کنید، اگر قبلا این کار را انجام نداده اید.
برای انجام این کار کلیپ به قسمت متصل شده است و الکترود به دارنده پر می شود. جریان سپس با توجه به قطر نوار فولادی تنظیم می شود. در عین حال، باید بر روی الکترود های جدید مطالعه کنید - این به معنای بهتر درک معنای کار کمک خواهد کرد.
تماشای ویدئو، مهارت های پایه جوشکاری:
ایجاد قوس به شرح زیر است. الکترود در زاویه حدود 70 درجه به قسمت نصب شده است. سپس آنها را به سرعت از طریق قطعه کار حمل می کنند و یک سوزن جرقه و صدای مشخص باید ظاهر شود.
بعد شما باید جزئیات را لمس کنید تا فاصله تا 5 میلی متر وجود داشته باشد. در این زمان، قوس به نظر می رسد و تحت تاثیر آن فلز شروع به ذوب شدن می کند. شکاف باید با حرکت الکترود به صورت افقی به هنگام سوزاندن حفظ شود.
اگر چسبندگی مشاهده شود، به این معنی است که دستگاه دارای قدرت فعلی ضعیف است و باید افزایش یابد.
ما در مورد نحوه انتخاب الکترودها برای کتابچه بحث خواهیم کرد جوش قوسبگذارید به طبقه بندی الکترودها و برچسب گذاری آنها توجه کنیم.
الکترود یک میله فلزی برای تامین جریان به بخشی است که جوش داده شده است. در طول جوشکاری، لبه های جوش داده شده ذوب می شود و جوش با یک الکترود فلزی پر می شود. این نوع جوش نیز نامیده می شود جوش الکترود تحت پوشش، زیرا الکترود با یک لایه ی شار پوشیده شده است، که زمانی که ذوب می شود، گاز محافظت از جوش را تشکیل می دهد.
 ضخامت قطعات جوش داده شده، قطر الکترود را مشخص می کند. بنابراین، ابتدا مورد نظر را تعیین کنید قطر الکترود.
ضخامت قطعات جوش داده شده، قطر الکترود را مشخص می کند. بنابراین، ابتدا مورد نظر را تعیین کنید قطر الکترود.
برای ضخامت جوشکاری تا 1 میلی متر در اروپا، الکترودهای با قطر 1.6 میلی متر استفاده می شوند (برای حرفه ای های واقعی)، در روسیه آنها فقط می توانند در زیر سفارش پیدا شوند. به طور معمول، در این مورد، روش جوشکاری قوس دستی استفاده نمی شود و از جوشکاری با آرگون یا نیمه اتوماتیک استفاده می شود.
اگر میخواهید یک کمربند قابل اعتماد و زیبایی با حداقل تلاش داشته باشید، ابتدا از الکترود خوب خرید کنید! بلند شو الکترودهای جوشکاری دستی (آنها نیز نامیده می شود الکترودهای یکبار مصرف) مطابق با ترکیب شیمیایی قطعات جوش داده شده است.
الکترود را می توان به چندین گروه مشروط تقسیم کرد:

- قطر (2-6 میلی متر)؛
- در مارک؛
- توسط سازنده
علامت های الکترود
تنها نشانه های محبوب ترین و محبوب ترین را در نظر بگیرید آنالوگهای الکترود.
SSSI— الکترود جریان مستقیم با پوشش پایه برای ساختارهای بحرانی از انواع فولاد.
اوز— الکترودهای روتیل، جهانی، برای کار هر دو در جریان مستقیم و متناوب. در مقایسه با SSSI، آنها نیاز به جوش کمتر دارند و سرباره کمتر تولید می کنند.
MP3 - الکترود همچنین با پوشش روتیل برای جوشکاری با متناوب و جریان مستقیم.
ANO-4 یک الکترود جهانی دیگر است. اغلب آنها در بسته های کوچک 1 کیلوگرم فروخته می شوند که بسیار مناسب است. و اگر در خانه شما به طور ناگهانی به چیزی نیاز داشتید و برای این که شما نیاز به 2-3 الکترود دارید، لازم نیست که یک بسته بزرگ از 5-6 کیلوگرم بخرید که در حالی که ذخیره می شود هنوز هم می تواند خیس باشد، اما این کافی است. راحت و مقرون به صرفه
TsU-5 - تخصصی الکترودهای جوشکاری لوله(لوله کشی).
ESAB OK 53.70 - الکترودهای پوشش داده شده برای جوش لوله های آب، آنالوگ TsU-5.
TsCh-4 - الکترودهای چدن.
ESAB OK 92.18 - برای چدن، آنالوگ TsCh-4.
TsL-11 - برای فولاد ضد زنگ جوش
ESAB OK 61.30 - الکترود فولاد ضد زنگآنالوگ CL-11.
ESAB OK 96.20 - الکترود جوشکاری آلومینیوم.
KOBELKO LB-52U - الکترودهای محبوب ژاپنی، برای سازه های بحرانی. حتی می تواند برای جوشکاری لوله های آب و گاز استفاده شود. بهترین و گران ترین.
تولید کنندگان الکترود
بگذارید درباره سازندگان الکترود صحبت کنیم، زیرا اغلب این ها در کیفیت آنها منعکس می شود.
KOBELCO - ژاپن بهترین الکترودهایاما همچنین گران تر است. نتایج عالی هنگام آزمون برای دوام.

ESAB - الکترود ESABبا کیفیت بالا اغلب در فروشگاه ها این الکترودها را با قیمت نسبتا بالایی پیدا می کنید. اما! این الکترود واقعا ارزشش را دارد.

"گیاه Losinoostrovsky" - الکترود، به طور متوسط در قیمت و کیفیت.
 "کارخانه کامنسکی" - الکترود قابل اعتماد با ارزش مناسب برای پول.
"کارخانه کامنسکی" - الکترود قابل اعتماد با ارزش مناسب برای پول.
 "کارخانه اورال" - اغلب آن ارزان ترین الکترود است. از کیفیت عالی انتظار نداشته باشید. به طور کلی، آنها جوش و نگه داشتن ساختار.
"کارخانه اورال" - اغلب آن ارزان ترین الکترود است. از کیفیت عالی انتظار نداشته باشید. به طور کلی، آنها جوش و نگه داشتن ساختار.
ذخیره سازی الکترود
الکترود را فقط در مکان های آماده ذخیره کنید. هنگام خرید، توجه به عمر مفید را در نظر بگیرید. الکترود های عقب افتاده جوشکاری راحت و اتصال قابل اعتماد از قطعات را نمی دهد!
بهتر است الکترودها را در یک مورد خاص ذخیره کنید تا از رطوبت جلوگیری شود. مورد مداد همچنین برای انتقال الکترود به محل جوشکاری استفاده می شود. اگر الکترود ها هنوز مرطوب باشند، الکترودهای خشک و الکترود کالسی کردن کمک می کنند. برای انجام این کار، از کوره برای کالیبینگ الکترودها استفاده کنید که تا 400 گرم می شود. اگر بعد از گرمایش درون کوره الکترود داغ می شود، گرما به مدت طولانی حفظ می شود.
همه جوشکارهای تازه کار نمی دانند که الکترودهای جوشکاری بیش از 200 نوع هستند، که در حدود صد نوع در جوشکاری دستی مورد استفاده قرار می گیرند. آنها نیازی به دانستن همه چیز ندارند، اما لازم است اطلاعاتی در مورد برخی از محبوب ترین و اغلب مورد استفاده قرار گیرند. بنابراین، ما به انتخاب الکترود برای جوشکاری قوس دستی تبدیل می شویم.
یک الکترود سیم است که در بالای یک پوشش مخصوص قرار گرفته است. در فرایند جوشکاری، سیم (هسته) زیر عمل جریان الکتریکی با قدرت بالا ذوب می شود و فضای بین محصولات فلزی جوشان پر می شود. پوشش نیز ذوب می شود، که در فرایند احتراق گاز را آزاد می کند. این دومین منطقه جوش را پوشش می دهد و مانع نفوذ اکسیژن داخل آن نمی شود.
هدف دوم از پوشش این است که برای حفاظت از خود لایه جوش. در فرایند ذوب بخش مواد پوشش می شود مایع و خود را پوشش می دهد جوش جوش. این فیلم نازک آن را از اثرات منفی اکسیژن محافظت می کند. چرا این حفاظت ضروری است؟
- در فرایند ذوب فلز، اکسیژن بخشی از انرژی را به خود می گیرد، بنابراین جریان الکتریکی برای خود جوش کافی نیست.
- در تماس با اکسیژن در رطوبت کم، اکسید روی فلزات ظاهر می شود و ویژگی های کیفیت آن را کاهش می دهد.
انواع پوشش
در حال حاضر، چهار نوع پوشش استفاده می شود.
- اصلی مشخص شده "B".
- ترش - "A"
- پالپ - "C".
- روتیل - "P".
انواع مختلفی وجود دارد، به عنوان مثال، AR - ترشی Rutile، RB - روتیل اساسی، GJ - روتیل مخلوط با پودر آهن و RC - روتیل سلولز وجود دارد.
اغلب برای جوشکاری دستی با یک اینورتر الکترود جوشکاری با یک پوشش پایه یا روتیل استفاده می شود. دسته اول شامل الکترود با نام UONI می باشد. آنها معمولا در مواردی که نیاز به جوش جوشکاری با کیفیت بالا دارند استفاده می شود. به این معناست که درزگیر باید با استحکام، سختی و انعطاف پذیری زیاد مواجه شود. در عین حال، جوش های الکترود جوشکاری UONI اطمینان حاصل می کنند که هیچ گونه شکلی از نوع کریستالی در داخل مواد جوش وجود ندارد، به علاوه الکترود های این نوع به پیری نمی روند. بنابراین، کارشناسان توصیه می کنند استفاده از آنها برای ساخت سازه های حساس که در محیط های خشن اجرا می شود، استفاده شود.

UONI دارای نقاط منفی است. رطوبت بر روی الکترودها، زنگ زدگی در انتهای سیم، لکه های روغن یا گریس در پوشش، زنگ زدن بر محصولات متصل به فلز - این همه تضمین ظاهر پوسته درون جوشکاری است که کیفیت آن را کاهش می دهد. علاوه بر این، این الکترود تنها در جریان مستقیم با قطب معکوس امکان پذیر است.
مواد جوش پوشش داده شده با روتیل عمدتا برای اتصال به قطعات از کم استفاده می شود فولاد کربن. نماینده برجسته آنها مارک MR است. در اینجا ویژگی های مثبت این دسته بندی است.
- می تواند هر دو را در مستقیم و در جریان متناوب کار کند.
- اسپری فلزی حداقل است.
- با استفاده از الکترود های این نوع، جوش های جوشکاری با کیفیت بالا می توانند در هر جای کار آماده شوند.
- سرباره پس از جوشکاری به راحتی برگ می کند.
- با کمک MP، شما می توانید محصولات آشپزی و زنگ زده، و حتی به شدت آلوده.
- احتراق آسان حتی با یک شاخص پایین از ویژگی های ولتاژ جریان اینورتر.
هنگامی که تازه وارد با سوال از نحوه انتخاب الکترودهای مناسب برای جوشکاری مواجه می شود، بهترین گزینه برای او مارک MP است.
پوشش روتیل شامل مارک های سازمان ملل متحد می باشد. آنها برای اتصال محصولات ساخته شده از فولاد کربن، به عنوان مثال، برای لوله های جوش استفاده می شود. همه ویژگی های دیگر دقیقا مشابه MP است.
چرا جواهرات با تجربه دوست ندارند از الکترود های روتیل استفاده کنند؟ اول آنها آنها را چراغ های بنگال می نامند. در مرحله دوم، جوشکاری نرم و سریع است و برای گرم شدن مناسب فلز، جوشکاری آهنی ضروری است. بنابراین، حرفه ای ها نسبت به آنها نگرش منفی دارند، اما برای مبتدیان - این درست است.
گزینه های دیگر انتخاب
پارامترهای دیگری که انتخاب الکترودهای جوشکاری را تعیین می کنند. یکی از مهمترین شاخص ها - این قطب اتصال است و به همین ترتیب نوع جریان است.
اگر اینورتر برای جوشکاری استفاده شود، باید فهمید که یک نوع جریان ثابت تولید می کند. بنابراین، اتصال الکترود برای جوشکاری می تواند بر اساس دو طرح ساخته شود.
- قطب راست است طرح به شرح زیر است: معادله به الکترود جوشکاری، به همراه جرم متصل است.
- قطبش معکوس است. در اینجا مخالف: وزن منفی، به علاوه derzhak.
خصوصیت هر طرح اتصال چیست. این همه به قدرت فلزات provarki بستگی دارد. با قطب مستقیم فلزات جوش داده شده تحت حرارت بالا قرار می گیرند. با قطب معکوس، دمای گرما به اندازه زیاد نیست. بنابراین، هنگامی که لازم است دو ورق فلز ضخامت کوچک را جوش دهیم بهتر است که از قطب معکوس استفاده کنیم که حفاظت در مقابل سوزش را فراهم می کند. علاوه بر این، قطبش معکوس در هنگام استفاده از محصولات جوشکاری از فولادهای آلیاژی مورد استفاده قرار می گیرد. آنها به درجه حرارت بالا حساس هستند.
سه شاخص دیگر وجود دارد که باید به آن توجه کنید.
ضخامت جوش
قطر الکترود باید با ضخامت قطعات جوش متصل شود. یعنی این دو پارامتر ارتباطی دارند. در اینجا برخی از روابط وجود دارد.
انتخاب قطر الکترود مهم است. نکته این است که این نشانگر بزرگتر، بدتر از تراکم شفت، با توجه به نسبت در جدول است. علاوه بر انتخاب غلط، منجر به بی ثباتی می شود جوش قوس، از بین رفتن نفوذ، افزایش عرض عرض.
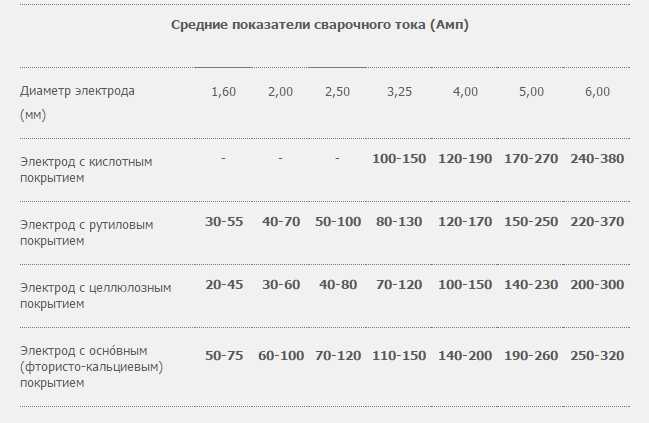
وابستگی دیگر قطر الکترود جوشکاری. در این مورد، قدرت فعلی.
به نظر می رسد که سه پارامتر: قدرت فعلی، ضخامت فلزات جوش داده شده و قطر الکترودهای متصل هستند. بنابراین، به پاسخ دادن به سوال که الکترودهای انتخابی، لازم است این رابطه را در نظر بگیریم. با این حال، ما یادآوری می کنیم که جریان در هر دسته ممکن است کمی از آنچه در جدول ارائه شده، کمی متفاوت باشد. الکترود MP با قطر 2 میلیمتر می تواند با یک جریان 40 A. UONI در دمای 30 درجه آبیاری کند. بنابراین مطمئن شوید که الکترودها را انتخاب کنید، ویژگی های آنها را بررسی کنید، که توسط سازنده در بسته بندی مواد جوشکاری نشان داده شده است.
انواع فلزات جوش داده شده
انتخاب مواد جوشکاری برای فلزات مورد نیاز همیشه آسان نیست، زیرا با توجه به چشم، فولاد، فولاد ضد زنگ، چدن یا فلز غیر آهنی امکان تعیین می شود. روشن است که به جز سازه های فولادیدر جایی که الکترود ها در بالا توضیح داده شده استفاده می شود، در تمام موارد دیگر از جوشکاری خاص استفاده می شود: برای چدن، برای فولاد ضد زنگ، برای آلومینیوم و غیره.
در مورد محصولات فولادی، بسته به تعریف نوع فولاد، مشکلات خاصی وجود دارد. اما اگر با این مسئله برخورد کنید، سوال درباره نحوه انتخاب الکترودها برای پاسخگویی آسان تر خواهد بود.
- برای فولادهای جوشکاری نوع جوش، شما می توانید از هر نام تجاری با هر پوشش استفاده کنید. چنین فولادهایی عبارتند از: کم کربن و اکسیداسیون کم.
- برای جوشکاری فولادهای نیمه آرام، بهتر است از الکترود با روتیل یا گچ کاری اولیه استفاده شود.
- برای ساختارهای جوشکاری ساخته شده از فولاد آرام که تحت بارهای پویای بالا قرار دارند و در دماهای پایین نسبتا کم عمل می کنند، بهتر است از نمرات با پوشش اولیه استفاده شود.
کیفیت درز نیز تحت تاثیر ثبات قوس قرار خواهد گرفت. بنابراین، الکترود که انتخاب کرده اید باید با نوع فعلی مورد استفاده مطابقت داشته باشد. برای مواد جوش با پوشش پایه تنها جریان مستقیم، برای انواع دیگر، شما می توانید از هر دو ثابت و متغیر استفاده کنید. برای الکترود با روتیل، پوشش سلولز و اسید، که از ترانسفورماتورهای جوشکاری استفاده می شود، یعنی در جریان متناوب، قوس بطور پیوسته می سوزد. و این بدان معنی است که درز با کیفیت بالا است.

همانطور که در جهت جوش، الکترودهای با پوشش سلولز به خوبی جوش داده شده و عمودی. از آنجایی که این الکترودها سرباره بسیار چسبناک تولید می کنند، به علاوه فلز سیم به قطعه های کوچک به سیم تبدیل می شود که به شما اجازه می دهد تا هموار بین قطعات فلزی را به طور مساوی بیندازید. در این رابطه، جوش جوشکاری در الکترودهای با پوشش اصلی بدترین شکل است.
هنگامی که یک سوال از جوشکاری محصولات ضخیم دیوار وجود دارد، تکنولوژی تعیین چند لایه کاربردی دارد. بنابراین، انتخاب پارامترهایی چون جداسازی جدی سرباره هنگام انتخاب الکترودها، یکی از اصلی ترین آنهاست. در این رابطه، الکترود با پوشش اصلی دوباره از دست می دهد. در اینجا ما اضافه می کنیم که محصولات جوش این نوع نیاز به خلوص خاص فلزات جوش داده شده دارند.
نتیجه گیری در مورد موضوع
برای انتخاب مواد جوشکاری از همه جهات آسان نیست. ضروری است که بسیاری از تفاوت های ظاهری را در نظر بگیریم، بنابراین توصیه می شود که جدول های بالا را نیز در نظر بگیریم، و همچنین اطلاعاتی که هدف از الکترود ها را نشان می دهد.




