جهت جابجایی یا جابجایی معکوس هنگام جوش با یک اینورتر. چه چیزی باعث انتخاب قطبیت شد؟ اثر قطبیت در جوشکاری.
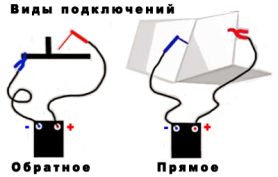
فلزات جوشکاری با جریان مستقیم می توانند در دو حالت انجام شوند: قطب مستقیم و معکوس. قطب مستقیم در هنگام جوشکاری زمانی است که منفی به الکترود متصل است، به علاوه خالص فلز. هنگام جوش با قطب معکوس، مخالف درست است، یعنی یک پلاس به میله متصل است، منهای محصول.
هنگامی که جوش با جریان مستقیم در نوک نقطه حرارتی الکترود تشکیل می شود، که درجه حرارت بالا دارد. بسته به اینکه قطب به الکترود متصل است، درجه حرارت در نوک آن نیز بستگی دارد و به همین ترتیب حالت فرایند جوش بستگی دارد. به عنوان مثال، اگر به یک افزاینده مصرفی متصل شود، در انتهای آن یک لکه یونجه ایجاد می شود که دمای آن 3900 درجه است. اگر منفی باشد، نقطه ی کاتد را با دمای 3200 درجه سانتیگراد نشان می دهد. تفاوت قابل توجه است.
انتقال پالس انتقال پالس محوری با اتصال کوتاه. در طول دهه 1970، با توسعه ی الکترونیک، انتقال بیشتری از امولسیون فلز براساس درک ارتباط بین نرخ هدایت سیم برای جوشکاری و فرکانس ذوب آن صورت گرفت، که منجر به توسعه ی کنترل کننده ی تک غلتکی شد که امروزه به طور فزاینده ای برای خوردگی جوش معرفی می شود فلزات غیر آهنی اخیرا منابع جوشکاری به شما اجازه می دهد ایمیل را نظارت و کنترل کنید.
داگلی در زمان واقعی خورشید از سازندگان مختلف این دستگاه ها. هر سازنده از نام های مختلف تجاری برای این برنامه ها استفاده می کند اما ماهیت فیزیکی این فرآیندها همیشه یکسان است - درک و درک فرایندهای انتقال فلز جوش و مدیریت آنها. تصویر زیر از انواع انتقال فلز جوش و قابلیت استفاده آنها بر اساس ضخامت جوش. این مزایا را برای برنامه های کاربردی که حساس به اندازه ورودی گرما هستند، به عنوان مثال، فولاد ضد زنگ جوش، جوشکاری با نیاز به حداقل رساندن مخلوط کردن، آلومینیوم و آلیاژهای آن را به ضخامت جوش می دهد.
آنچه را می دهد
- هنگام جوشکاری با قطب فعلی جریان، بار درجه حرارت اصلی بر روی قلع فلزی قرار می گیرد. به عبارت دیگر، آن را قوی تر گرم می کند، که به شما اجازه می دهد که ریشه را عمیق تر کنید جوش جوش.
- هنگام جوش با جریان قطبی معکوس، غلظت دما در نوک الکترود اتفاق می افتد. بدین معنی که فلز پایه کمتر می شود. بنابراین، این حالت عمدتا در هنگام اتصال به سطوح با ضخامت کوچک استفاده می شود.
لازم به ذکر است که حالت قطب معکوس نیز در هنگام اتصال به فولادهای با کربن و آلیاژ، فولاد ضد زنگ مورد استفاده قرار می گیرد. به این معنی، آن دسته از فلزاتی که به گرمای بیش از حد حساس هستند.
حدود 5 میلیمتر، فولادهای مقاوم در برابر جوشکاری، آلیاژهای مبتنی بر نیکل و غیره یکی دیگر از مزیت این است که امکان کنترل بهتر حمام ذوب نسبت به دوش، بلکه یک اتصال کوتاه است که اجازه می دهد جوش در مکان هایی با استفاده از مزایای معمول دوش استفاده شود.
با توجه به کاهش انتقال حرارت، این فرایند به شکل گیری قطعات یا تخلخل حساس است. بنابراین، استفاده از انتقال پالس فلز جوش باید با توجه به افزایش احتیاط در هنگام تولید، همراه باشد. در غیر این صورت، این منابع مدرن به طور فزاینده ای برای برنامه های کاربردی استفاده می شود که در آن نتایج به دست آمده در هر دو کیفیت و بهره وری جوش نتایج حاصل از استفاده از منبع متداول قطع اتصال برای مدار کوتاه و یا دنده ی طوفان به دست نمی آید.
توجه! از آنجا که درجه حرارت در آند و نقطه کتیبه متفاوت است، پس از اتصال صحیح ماشین جوشکاری به جریان الکترود بستگی دارد. به این معنی که قطبش معکوس هنگام جوشکاری با یک اینورتر الکتریکی است.
در فرایند جوشکاری با جریان مستقیم، لازم است اطمینان حاصل شود که فلز قطعات به خوبی گرم می شود، تقریبا به حالت مذاب. به این معنی است که باید یک استخر جوش تشکیل شود. این قطبیت مستقیم و معکوس حالت جوشکاری است که بر کیفیت حمام تاثیر می گذارد.
این چیزی است که زمانی در سازمان تولیدی معمول بود، یعنی نیاز به دستیابی به فن آوری های جدید، به دست آوردن دانش خود و استفاده از دانش خاص، اما این ما را به مناطق جدید کشف شده مانند مدیریت دانش و یا مدیریت دانش و یا حتی بهتر ، حفظ و توسعه پایگاه دانش سازمان. سطح دانش لزوما مطابق با حجم داده پردازش نیست، بلکه برعکس، مطابق با روند فعلی، منجر به تخریب دانش می شود، همان طور که در مورد آموزش و پرورش چکی است.
- اگر قدرت کنونی بالا باشد، بدان معنی است که دمای گرما نیز بالا خواهد بود، فلز به چنین حالت ای گرم خواهد شد که قوس الکتریکی به راحتی آن را دفع می کند. بدون نیاز به صحبت در مورد هر اتصال اینجا وجود دارد.
- اگر، برعکس، جریان بیش از حد کوچک است، فلز به حالت مورد نیاز گرم نمی شود. و این نیز منفی است.
با قطب مستقیم داخل حمام، محیطی ایجاد می شود که آسان است برای هدایت الکترود. آن گسترش می یابد، بنابراین یک حرکت میله، جهت گیری جوش را ایجاد می کند. در همان زمان عمق جوش به راحتی کنترل می شود.
در دهه گذشته، مدیریت دانش به یک طلسم جدید تبدیل شده است، اما بر مبنای آنچه نسل های قبلی در مورد انتقال دانش و دانش می دانستند. در زمینه فناوری، می توانیم آن را "مهندسی درست یا تمرین فنی" نامیم. سپس محتوای مادی تمرین مهندسی خوب به شیوه های مربوطه بستگی دارد.
حتی استانداردهای فنی واقعی را می توان حتی در زمینه هایی نظیر عملیات مهندسی خوب پیدا کرد. منابع و فرآیندهای جدید کنترل شده توسط رایانه منجر به کاهش قابل توجهی در نیازهای جوشکاری می شود. آخرين و مهم نيست كه اين منابع مدرن در مدارس جوشکاري مورد استفاده قرار مي گيرند، زيرا برخلاف نسل هاي گذشته ما مي توانيم كانديدايي را انتخاب كنيم كه بايد امتحان را بدون توجه به توانايي هاي واقعي خود برگردانند و اين امر براي منابع صنعت كلاسيك نيز بيشتر است. همانطور که از نظر فیزیک از نظر منبع است.
به هر حال، سرعت حرکت الکترود به طور مستقیم بر کیفیت نتیجه نهایی تاثیر می گذارد. با افزایش سرعت، گرما کمتری به منطقه جوشکاری وارد می شود، کمتر فلز پایه خلال گرم می شود. سرعت کاهش می دهد دمای داخل استخر جوش. یعنی، فلز به خوبی گرم می شود. بنابراین، جوشکاران باتجربه بیشتر در اینورتر قرار می گیرند. اما کیفیت جوش دقیقا با سرعت حرکت الکترود کنترل می شود.
جوشکاران با صلاحیت و واجد شرایط و فن آوری های پیشرفته، با گذراندن دوره های مربوطه و فعالیت های عملی و آموزشی سیستماتیک در این زمینه ها و حفظ تجربه در سازمان، دریافت نمی کنند. در عین حال، ادبیات حرفه ای و دانستن چگونگی تنظیم پارامترها و استفاده از آنها برای برنامه مربوطه تقریبا غیرقابل دسترسی است. در عمل، بیشتر مهندسان و سازندگان فرایند ترجیح می دهند از این فرایندها اجتناب کنند. بدون ثبت واقعی شکل پالسی در اسیلوسکوپ، کنترل جوش پالس در عمل فنی غیرممکن و تخمین بار بار به اصطلاح حرارت است که یکی از مقادیر اصلی کنترل است.
همانطور که برای خود الکترود، انتخاب قطبیت به علت مواد ساخته شده از آن یا نوع پوشش است. به عنوان مثال، استفاده از قطب معکوس در جوشکاری DC، که از یک الکترود کربن استفاده می کند، منجر به مصرف سریع میله های جوش شده می شود. از آنجا که در دماهای بالا، الکترود کربن شروع به شکستن می کند. بنابراین، این دیدگاه فقط در حالت قطب مستقیم استفاده می شود. برعکس، یک میله فلزی تمیز بدون پوشش، به خوبی با قطب معکوس جوش جوشکاری را پر می کند.
در نتیجه، این فرایند به جوشکاری فولادهای ضدزنگ، نیکل، مس، برنج، برنز، تیتانیوم، زیرکونیوم و آلیاژهای فلزی گسترش یافت که در آن زمان به سختی جوش داده یا نشت نکردند. پیشرفت قابل ملاحظه ای از این روند در دهه های 1950 و 1960 به دلیل توسعه سریع صنایع هسته ای، موشک، هواپیما و نظامی صورت می گیرد. در ابتدا، آن را به عنوان گاز هیدروژن قبل از جنگ جهانی دوم استفاده می شود، بنابراین نام اصلی فرآیند جوشکاری "هیدروژن اتمی" بود.
با این حال، از آنجا که آلیاژهای منیزیم به راحتی قابل اشتعال هستند، جوشکاری هیدروژن اتمی ناامن و قابل اجرا است. در ابتدا، این توسعه مشعل های آب سرد بود، زیرا استفاده از سیم کشی با قطب بین الکترود ها به معنای بیش از حد حرارت و بارهای حرارتی بر روی مشعل بود. این روش برای آلیاژهای منیزیم با یک فضای محافظ هلیوم طراحی شده است. همچنین تصویر یک نازل مشعل یک اختراع مدرن است که به وضوح برای حفاظت کافی از گاز و جریان لامینار آن اجازه نمی دهد.
عمق و عرض جوش نیز به حالت مورد استفاده بستگی دارد. جریان بالاتر، نفوذ بیشتر است. یعنی، عمق جوش افزایش می یابد. همه چیز درباره ورودی گرما در قوس است. در واقع، این مقدار انرژی حرارتی است که از طریق طول واحد جوش عبور می کند. اما غیر ممکن است که جریان را به بی نهایت افزایش دهیم، حتی بدون توجه به ضخامت فلزات جوش داده شده. از آنجا که انرژی حرارتی بر روی فلز مذاب ایجاد فشار می کند که باعث جابجایی آن می شود. نتیجه نهایی چنین جوش الکتریکی در جریان بالا، یک سوزن از بخاری جوش است. اگر ما در مورد تاثیر قطب مستقیم و معکوس در هنگام جوشکاری با یک اینورتر بحث کنیم، سپس عمق ذوب شدن بیشتر می تواند از طریق حالت قطب معکوس ارائه شود.
این مسئله پس از آن توسط لیندا حل شد. شکل: آسانسور پتروشیمی هواپیما راسل مریدیت نورثروپ - پیکربندی کلی فرایند جوش. شکل: هواپیمای لیتوانی Russell Meredith Northrop هواپیما - بخشی از مشعل جوش. شکل یک واقعیت جالب این است که در این زمان دخالت از الکترود تنگستن غیر قابل مصرف در قطب استفاده شده است. دانش که امروزه ما در مورد تاثیر مشارکت قطبی و تأثیر گازهای محافظی، ناشناخته بود. این ترکیب منجر به شدت بیش از حد سوزش و منجر به توسعه شدید مشعل های آب سرد می شود.
برخی از ویژگی های جوش با قطب مستقیم
قطر مستقیم مشخص شده است. برخی از ویژگی ها نشان داده شده است. جوش هنگام انجام روند اتصال در حالت قطب مستقیم. اما برخی از نکات ظریف وجود دارد.
- در استخر جوش، فلز از الکترودها یا مواد پرکننده در قطرات بزرگ منتقل می شود. این است که، در ابتدا، اسپری فلزی بزرگ است. ثانیا، افزایش ضریب نفوذ.
- در این حالت، قوس الکتریکی بی ثبات است.
- از یک طرف، کاهش عمق نفوذ، برعکس، کاهش ترکیب کربن در توده فلز قطعه کار است.
- حرارت مناسب فلز.
- گرمایش کمتری از میله الکترود یا سیم مایع، که به جوشکار اجازه می دهد از جریان های با ارزش بالاتر استفاده کند.
- با برخی از مواد جوشکاری، افزایش میزان رسوب مشاهده شده است. به عنوان مثال، هنگام استفاده از الکترودهای ذوب در برخی از گازهای فعال و غیر فعال. یا هنگامی که از مواد پرکننده استفاده می شود که تحت فلوهایی از انواع خاصی استفاده می شود، به عنوان مثال، درجه OSTC-45.
- به هر حال، قطب مستقیم نیز بر ترکیب مواد موجود در دوخت بین دو قلم فلزی تاثیر می گذارد. معمولا کربن در فلز عملا وجود ندارد، اما سیلیکون و منگنز در مقادیر زیادی وجود دارد.
ویژگی های جوش قطب فعلی معکوس
جوش کارهای نازک فرایندی است که با افزایش مشکالت مواجه است، زیرا همیشه خطر سوز شدن وجود دارد. بنابراین، آنها به حالت قطب معکوس متصل می شوند. اما روش های دیگری برای کاهش خطر وجود دارد.
بعدها به الکترودهای نصب شده در قطب منتقل شد و قرن بیستم نیز برای اولین بار از زمان پالس، هر دو نوع ترکیبات مورد استفاده برای اکثر فلزات استفاده شد. در دهه های اخیر، این فرایند پیشرفت های بیشتری از فرآیندهای خودکار را با استفاده از حالت پالس و معرفی اتوماتیک سیم سرد یا گرم انجام داده است. بنابراین روند در نیمه دوم قرن توسعه بیشتر بود.
در این طرح، سیم جوش از منبع تغذیه رول تغذیه می شود در حالی که آن را به یک منبع قدرت جداگانه متصل می شود، و مقدار فعلی را درست قبل از جایی که جریان باعث سیم به ذوب می شود، فراهم می کند. فرایند تغذیه سیم داغ به عنوان یک عارضه باعث کاهش سطح هیدروژن در فلز جوش می شود.
- پتانسیل جریان را برای کاهش دمای بر روی قطعه کار کاهش دهید.
- جوش بهتر است بخیه متناوب. به عنوان مثال، ابتدا بخش کوچکی را ایجاد کنید، سپس به مرکز حرکت کنید، سپس از طرف مخالف شروع به دویدن کنید، سپس شروع به پختن بخش های متوسط کنید. به طور کلی، طرح می تواند تغییر کند. به این ترتیب شما می توانید از اعوجاج فلز جلوگیری کنید، به ویژه اگر طول مفصل بیش از 20 سانتی متر باشد. بخش های جوش داده شده بیشتر، هر بخش کوتاه تر، کمتر درصد اعوجاج فلز است.
- خالص فلزات بسیار نازک با وقفه دوره ای از قوس الکتریکی جوشکاری می شود. به این معنی که الکترود از منطقه جوش خارج می شود و سپس بلافاصله دوباره شروع می شود و روند ادامه می یابد.
- اگر جوشکاری با هم همپوشانی انجام شود، دو قلم باید در برابر یکدیگر فشرده شود. یک شکاف هوایی کوچک منجر به فرسودگی بخش فوقانی می شود. برای ایجاد یک تناسب دقیق شما نیاز به استفاده از بست و یا هر بار.
- هنگام پیوستن به سطوح، بهتر است فاصله بین قطعات را به حداقل برسانید، و در صورت مطلوب، هیچ شکلی وجود ندارد.
- برای جوشکاری قطعات بسیار نازک با لبه های ناهموار، لازم است که یک ماده زیر مفصل قرار داده شود تا گرما را از بین ببرد. معمولا یک صفحه مس برای این کار استفاده می شود. می تواند و فولاد در این مورد، بیشتر ضخامت لایه کمکی، بهتر است.
- ممکن است لبه های محصولات جوش خورده را لرزاند. زاویه فلنج - 180 درجه.
جوشکاری قوس الکتریکی می تواند با استفاده از تجهیزات تولید جریان مستقیم یا متناوب انجام شود. اگر کار بر روی جریان متناوب در مورد سوال صحیح اتصال جرم و نگهدارنده الکترود هیچ تفاوتی ندارد، جریان مستقیم قطبیت الکترود جوشکاری از اهمیت زیادی برخوردار است
این راه حل، شرکت های مختلفی را با مشعل های مدرن خود به عنوان بخشی از بهبود مستمر در ارگونومی های مشعل و "بهبود" محصولات خود ارائه می دهد. این فرآیند را می توان بدون اضافه کردن مواد پرکننده جوهر یا اضافه کردن مقدار اضافی از سیم پرکننده به نقطه ذوب مواد پایه، معمولا به صورت سیم برش یا کویل سیم در جوش اتوماتیک سیم پیچ استفاده می شود. در مورد جوش اتوماتیک، یک فید اتوماتیک هنوز قابل تشخیص است. سیم جوش سرد یا گرم
مفاهیم عمومی
بسته به اینکه قطب دستگاه جوشکاری به دارنده متصل است، نوع و ویژگی های حالت جوشکاری مشخص می شود:
- جوشکاری در قطب راست شامل اتصال قطب مثبت به قطعه کار می شود (جرم)، و منفی به نگهدارنده الکترود.
- برای انجام کار با قطب معکوس، قطبها به عقب برگردانده می شوند (به علاوه دارنده، منهای جرم).
گرچه قطبش الکترود ها اعمال می شود، جوشکاری DC دارای ویژگی های مشترک در مقایسه با استفاده از ولتاژ متناوب است:
اداره سیم داغ این است که سیم به منبع "کمکی" وصل شده است جریان جوشکاریبرای افزایش قدرت جوشکاری در حال حاضر ما فرآیندهای اتوماتیک را با استفاده از سرعت انتقال حرارت سیم جوش پالس توسعه داده ایم.
الکترود محافظ اتمسفر و بخار جوش از اتمسفر است گاز بی اثر - معمولا آرگون یا هلیوم یا مخلوط آنها. به خصوص برای فلزات جوشکاری با واکنش بالا نسبت به محیط اطراف، لازم است از یک گاز بی اثر استفاده کنید که به اندازه کافی محافظ جوش از اکسیژن در هوا محافظت می کند. این فرایند برای مواد نازک از حدود 1 میلی متر تا ضخامت مناسب است. از 3، 5 تا 5، 0 میلیمتر.
جوش در قطب راست
با استفاده از این روش اتصال الکترودها، قطعه کار تحت حرارت بیشتری قرار می گیرد و نه الکترود. این حالت با انتشار مقدار زیادی گرما مشخص می شود.
ویژگی اصلی این فرآیند، جوشکاری با کیفیت بالا با توجه به عدم وجود سرباره و حفاظت بسیار موثر در استخر جوش و مناطق مجاور مواد پایه است. گاز محافظ، توانایی عالی برای کنترل استخر جوش و کل فرآیند در فرآیند جوشکاری دستی ذوب می شود. این روش برای تمام موقعیت های تولید و مونتاژ قابل استفاده است.
جوش جوش و ریشه جوش دارای دقت بالا و یکنواختی نقشه ها هستند، استاندارد به دست آمده است مفاصل جوش داده شده با کیفیت بالا، با کیفیت بالا و بدون نقص در قدرت و مقاومت خستگی.
بنابراین، جوشکاری با قطب مستقیم برای عملیات زیر توصیه می شود:
- برش فلز با هر نوع الکترود.
- ضخامت قابل توجهی از جوشکاری
- کار با فلزات دارای نقطه ذوب بالاتر است.
در این موارد، گرمایش قطعه به درجه حرارت بالاتر نیاز است، و برای انجام این کار، تخلیه حرارت قابل توجهی لازم است.
الزامات بهره وری و الزامات معیاری برای جوشکاران ضعف فرآیند است. این تلاش تمیز کردن سطح سرباره جوش، فقط یک قلم مو را از بین می برد. در مورد مواد مقاوم در برابر خوردگی، آن را توسط passivating سطح انجام می شود. این فرایند به طور کلی برای فلزات جوش داده شده بیشتر قابل استفاده است.
فرایند مورد استفاده برای جوشکاری در غیر این صورت مواد سخت افزاری جوش مانند مانند آلومینیوم و آلیاژهای آن، منیزیم و آلیاژهای آن، مس، تیتانیوم و غیره استفاده می شود. علاوه بر این، این فرایند برای قسمت های ریشه ای از مخازن تحت فشار جوش داده شده و لوله های فولادی استفاده می شود، فولاد ضد زنگ و فولاد ضد زنگ، تیتانیوم و آلیاژهای آن. هنگامی که برای جوشکاری فولاد کم کربن استفاده می شود فرایندی است که مستعد ابتلا به منافذ است و نیاز به آماده سازی دقیق لبه جوش، پارامترهای جوشکاری و حفاظت دارد - مناسب برای درخواست جوش های ریشه، تشکیل یک گاز محافظ.
معکوس قطبش جوشکاری
 در این مورد، الکترود تحت حرارت بیشتری قرار می گیرد، بنابراین گرما کمتر به قطعه کار منتقل می شود.
در این مورد، الکترود تحت حرارت بیشتری قرار می گیرد، بنابراین گرما کمتر به قطعه کار منتقل می شود.
جوشکاری با مقاومت بالا و مقاومت در برابر خوردگی فن آوری مناسب و انتخاب مواد جوشکاری اضافی را ارائه می دهد. یکی دیگر از زمینه های کاربرد، امکان جوشکاری مواد متفاوتی - پوشش مس و آلیاژهای آن، فولاد، فولاد روکش نیکل، فولاد ابزار و جوشکاری، مانند پوشش کبالت است.
هنگامی که تغییر ولتاژ منجر به تغییر کوچک در جریان می شود. آنها منابع قدرت برای جوشکاری با الکترودهای چوب طراحی شده اند. آسان برای استفاده از منابع انرژی احتراق قوس با استفاده از تماس مکانیکی الکترود تنگستن لمس کردن مواد اصلی.
به همین دلیل، الکترودهای قطبی معکوس اجازه انجام کار را در یک حالت نرم تر (حساس) می دهند.
این در موارد بسیاری مورد استفاده قرار می گیرد، به عنوان مثال، فولاد ضدزنگ و نازک جوشکاری، آلیاژهای مقاوم در برابر حرارت.
همچنین چنین اتصال برای کار در محیط گازهای محافظتی یا شار غرق شده استفاده می شود.
تعیین قطب مورد نیاز
بحث در مورد چگونگی تعیین قطب الكتریكی در جوشکاری در بسیاری از مسائل وجود دارد، و هر طرف به استدلال ظاهرا درستی داده است. مخالفان نسخه فوق به کتاب های درسی تکنولوژی اشاره دارند. تولید جوشکاری، که در اواسط قرن گذشته منتشر شده است، با توجه به اینکه اطلاعات مشخص شده در آنها صحیح است.
اما لازم به ذکر است که از آن زمان تاکنون پیشرفت چشمگیری داشته است. تجهیزات جوشکاری و مواد مصرفی بنابراین، بر اساس توصیه های مربوط به فناوری های منسوخ، هنوز هم ارزش آن نیست. درست ترین انتخاب قطبیت که در بالا توضیح داده شده است.
گروه دیگری از جوشکارها وجود دارد که معتقدند هر کار بهتر است (یا بهتر است، راحت تر) برای انجام انحصاری در قطب معکوس باشد. این در درجه اول به دلیل این واقعیت است که در این حالت، الکترود کمتر می شود و خطر سوزاندن فلز وجود ندارد. اما ظهور فن آوری جوشکاری اینورتر این مشکل را حل کرد.
ارزش توجه به نوع الکترود را دارد. علامت های تجاری هستند که می توانند فقط با قطب مستقیم یا معکوس استفاده شوند، نقض توصیه های سازنده می تواند نه تنها فرآیند جوشکاری را پیچیده کند، بلکه اصل را غیر ممکن می سازد.
تا به امروز، تولید کنندگان در حال حاضر ارائه الکترودهای است که می تواند در هر ولتاژ و قطب مختلف کار می کنند.
انتخاب صحیح قطب اتصال الکترود به ساده کردن فرآیند جوشکاری و بهبود کیفیت درز کمک می کند.




