الکترود تنگستن قرمز جوش الکترود تنگستن. حالت های اصلی و تفاوت های ظریف نرم افزار
به دسته بندی:
فلزات جوشکاری
جوشکاری TIG
جوش الکترود تنگستن یک نوع بسیار مهم است جوش قوسبه طور گسترده ای در تولید محصولات فن آوری های جدید از فولادهای ویژه، آلومینیوم، منیزیم و آلیاژهای سبک مختلف، فلزات مقاوم و فلزات فعال با اشباع بالا برای اکسیژن، فلزات ضخیم کوچک (کمتر از 1 میلی متر)، و غیره. تنگستن، فلز مقاوم ترین، در حال حاضر در مقادیر زیادی برای کاربردهای صنعتی کاربردی تولید می شود.
به راحتی در همه موقعیتها جوش داده شده، به استثنای عمودی نزولی. او نباید به سختی ضربه زده شود. همه ترکهای موجود را پیدا کنید برای این منظور توصیه می شود از نفوذ استفاده کنید. برای جلوگیری از گسترش ترک ها، سوراخ 10 میلی متر را از هم جدا کنید. هر یک از آن به پایان می رسد. قطر باید باشد به طوری که یک صورت مستمر با یک چمن دار داشته باشد که بعدا باید ساخته شود. ترک در تمام پسوندهای خود، ترک جدایی 2 میلیمتر. بین لبه های پایین کمان.
از الکترود یا مشعل استفاده نکنید. به طور کلی تمام چربی های چرب، چرب، رنگ آمیزی، رطوبت و آلاینده ها را به طور کلی حذف کنید، ترجیحا با استفاده از یک مشعل بازدارنده شعله، سپس منطقه را تمیز کنید. توصیه می شود برای استفاده با توابع با محتوای گوگرد بیش از 20٪. حداقل قطر زندگی را انتخاب کنید. از حداقل جریان عملیاتی الکترود استفاده کنید. به محض اینکه چندین طناب سپرده می شود، اگر ممکن است، فشار آمپر را کاهش دهید. اجتناب از مکان هایی از انباشت گرما، با استفاده از کوتاه و طناب.
تنگستن به عنوان افزودنی آلیاژی در فولادهای با کیفیت بالا به عنوان پایه بسیاری از آلیاژهای سخت برای تولید رشته های لامپ های الکتریکی رشته ای و غیره استفاده می شود. میله های تنگستن با قطر 1-6 میلی متر برای جوشکاری قوس تولید می شوند.
تنگستن به روش متالورژی پودر تولید می شود؛ روکش اکسید تنگستن را دریافت می کند، در کوره ها در یک جریان از هیدروژن کاهش می یابد؛ پودر پودر به دست آمده فشرده شده و سپس با فشرده سازی طولانی مدت در یک فضای هیدروژنی، با جوشکاری ذرات پودر به یک کل تبدیل می شود به یک فلز جامد تبدیل می شود. تنگستن گرم به شدت با اکسیژن ترکیب شده و به سرعت سوزانده می شود. بنابراین، الکترود تنگستن را نمی توان برای جوشکاری در هوا استفاده کرد. این فقط در گازهای محافظی که اکسیژن ندارند و به طور مداوم به قوس دمیده می شوند، استفاده می شود - این ها گازهای غیر مستقیم مانند آرگون یا هلیوم یا هیدروژن است، گاهی اوقات مخلوط این گازها. قوس جریان مستقیم در آرگون با قطب مستقیم (منفی بر روی یک الکترود تنگستن) آن را به راحتی اشتعال می کند، به آرامی و به طور پیوسته سوخت؛ ولتاژ قوس پایین تر از هوا است در عین حال الکترود کمی گرم می شود. ولتاژ قوس معمولی (10 تا 15 اینچ) فقط در جریان های بالا به 25-30 افزایش می یابد.
فلز رسوبده سفید است و کارایی عالی دارد. از تکنیک های گام های کوتاه و متناوب حداکثر استفاده کنید. فلز جوش دارای ضریب ضعیفی از گسترش حرارتی و در نتیجه فشرده سازی کم است. این خواص سختی بالاتر از فولاد جوش نیکل خالص است و از این رو برای اتصال چدن گره ای، آهن مجسمه ای با هسته سیاه و سفید، چدن مستطیلی آستنیتی یا برای اتصال این مواد به اجزای فولاد، مس و نیکل ترجیح داده می شود .
در قطب مستقیم، الکترود گرمای کم و جریان بالا را گرم می کند قابل قبول است. کوچکترین جوش جوش در قطب معمولی می تواند به 1 کاهش یابد، در حالی که قوس هنوز کاملا پایدار است. در شرایط عادی جوشکاری با قطب مستقیم، مصرف تنگستن ناچیز است و متوسط فقط یک گرم در هر ساعت کار است.
قوس الکتریکی ساده، قوس پایدار، فلزکاری جوش داده شده. با توجه به پوشش مخصوصی در این الکترود، امکان جوش چدن خاکستری بدون ترک و تخلخل وجود دارد. در لبه های پیچیده، آن را به عنوان پایه برای نفوذ بالا آن عمل می کند. پوشش ویژه مانع از گرم شدن الکترود می شود. روش: برش - هنگامی که قوس شروع می شود، فشار و کشیدن، به نظر می رسد که برش یک اره، تلاش برای حفظ زاویه 45 و یا بین الکترود و بخشی. برای برداشتن - پس از اینکه قوس روشن شد، الکترود را به صورت موازی با شیار قرار دهید، همانند یک قالب درخت.
با توجه به تفاوت در خواص و ابعاد میله تنگستن و محصول جوش داده شده، قوس دارای یک نامتقارن آشکار است؛ ظاهر و خواص آن به طور چشمگیری تغییر می کند قطب معکوس (به علاوه یک الکترود تنگستن). ولتاژ قوس افزایش می یابد، ثبات آن کاهش می یابد، گرما به طور قابل توجهی افزایش می یابد و مصرف الکترود تنگستن افزایش می یابد، عمق نفوذ فلز پایه کاهش می یابد. قوس دارای تأثیر ویژه ای است که از لحاظ تکنولوژیکی پاکسازی می شود، یعنی این که اکسیدها و ناخالصی ها از سطح فلز پایه در منطقه جوشکاری حذف می شوند. این باعث می شود که آلومینیوم، منیزیم و آلیاژهای آنها بدون استفاده از جوش ها جوش شود، که یک مزیت فنی عالی برای تولید هواپیما و صنایع دیگر است که در آن از جوشکاری فلز نوری استفاده می شود. ماهیت عمل پاکسازی قوس، ظاهرا، در این واقعیت است که با قطب معکوس، الکترود تنگستن با الکترونها بمباران می شود، و فلز پایه - با یون های آرگون مثبت سنگین. بمباران یون ها یک اقدام مکانیکی مشابه شبیه سازی شن و ماسه، فواید اکسید را از بین می برد و از بین می برد و سطح فلز را پاک می کند. این فرآیند اغلب به نام پاتوژن کاتدی نامیده می شود. سختی حفظ قوس قطب معکوس و گرمای شدید الکترود تنگستن گاهی لازم است که در هنگام جوشکاری آلومینیوم و آلیاژهای منیزیم از جریان متناوب برای تقویت قوس استفاده شود.
عمق کانال بستگی به زاویه مشخص شده برای الکترود دارد. برش، تراشیدن، تراشکاری و تراشکاری هر فلز، فلزات غیر آهنی و غیر آهنی. برای تعمیر بخش های جوش داده شده برای حذف سپرده های قدیمی یا معیوب، در شکاف در شکاف در موتورها یا ماشین آلات سنگین بدون نیاز به انهدام آن. این روند به دلیل تشکیل کربید در بند ناف و مناطق مجاور است. - هنگام استفاده از فولاد ضد زنگ کروم به عنوان یک کمک: گرم شدن: برای کاهش تمایل به ترک خوردن.
جوشكاری از جوشکاری در سه مرحله انجام می شود
گرمایش بعدی: برای ایجاد پلاستیک در محل اتصال و مناطق مجاور. اغلب استفاده از فولاد ضد زنگ آستنیتی یا الکترود آلیاژ نیکل مناسب ترین راه برای چنین ترکیباتی است. کراوات به عقب و جلو کمک می کند به ترک. - خنک شدن ناگهانی این ترکیب باعث مقاومت در برابر خوردگی بین دانه ای می شود. این رشد دانه تاثیر منفی بر خواص مکانیکی پیوند دارد و به طور مستقیم با سهم گرما در جوشکاری مرتبط است. - هنگام جوشکاری، جریان را تا حد ممکن کم کنید تا جریان گرما به حداقل برسد.
با توجه به عدم تقارن الکترودها، قوس دارای یک اثر اصلاح قوی است. هدایت الکتریکی قوس در نیمه زمانی بالاتر است، زمانی که در الکترود تنگستن منفی است و در هنگام الکترود به علاوه قابل ملاحظه (شکل 1). هنگامی که قوس با جریان متناوب تغذیه می شود، مزایای قوس مستقیم مستقیم قطب مستقیم و معکوس تا حدودی ترکیب می شوند، گرمایش الکترود تنگستن خیلی زیاد نیست و به آرامی مصرف می شود و فلز پایه به خوبی ذوب می شود؛ در عین حال، عمل تمیز کردن قوس کاملا برای جوشکاری آلومینیوم و آلیاژهای منیزیم بدون جوش کافی است.
همچنین دارای مقاومت خوبی در برابر عوامل اکسید کننده است. جوش پذیری عالی و ظاهر بند ناف. فولاد ضد زنگ کروم ترکیب شده، به استثنای محیط خوردگی ترکیبات گوگرد. حضور مولیبدن باعث افزایش مقاومت آن به خوردگی اسید می شود. حضور کربن فوق العاده پایین باعث مقاومت شدید به خوردگی بین گرانول می شود. محتوای بالای آن از کروم نیکل اجازه می دهد رسوبات با مقاومت بالا به گرما، اصطکاک، ضربه، خوردگی و اکسیداسیون در هر نوع فولاد آلیاژی به دست آورد.
جريان کم مورد نياز برای کاربرد آن باعث کاهش قطرها می شود و به حداقل می رساند، بنابراین اجتناب از اثرات مخرب مانند اعوجاج، تغییر شکل، موجی. لوله ها، مبدل های حرارتی، مخازن ذخیره سازی. تولید و تعمیر تجهیزات معدن، نفت و راه آهن. اتحاد فولادهای کم آلیاژ و آلومینیوم. فولاد ضدزنگ کروم کامپوزیت، به استثنای رسانه ای که حاوی ترکیبات گوگرد است. فرمول کاملا متعادل آن اجازه می دهد تا رسوب صاف، بدون منافذ به دست آوردن.
برای فلزات بسیار اکسیداسیون شده، مانند فولادهای کربنی و آلیاژ، از جمله آلیاژهای ضدزنگ، سخت، مس و آلیاژهای مس، آلیاژهای نیکل و نیکل، تیتانیوم، مولیبدن و غیره استفاده از قوس مستقیم مستقیم قطب مستقیم است.
مدارهای DC معمولی و یکسو کننده برای جوشکاری قوس بسیار مناسب برای تقویت قوس هستند. در بعضی موارد، نوسانگرهای اضافی که باعث احتراق و احتراق قوس پایدار می شوند مطلوب هستند. برای آلومینیوم، منیزیم و آلیاژهای آنها و برخی دیگر از آلیاژهای اکسیداسیون شدید، بهتر است از جریان متناوب از ترانسفورماتورهای خاص با افزایش جوش ولتاژ و استفاده اجباری از نوسانگرها. الکترودهای تنگستن معمولا با قطر 1-4 میلی متر استفاده می شود.
با کیفیت بالا فلزی رسوب آستنیتی ferrite، استفاده از آن برای همه نوع فولاد که نیازمند حداکثر مقاومت کششی، خوردگی، گرما، سایش، شوک و ترک خوردگی است، ضروری است. فولاد ابزار، فولاد ضد زنگ، آلیاژ فولاد. ایده آل برای پیوستن به فولادهای غیرمجاز. برای جوش و پر کردن محور، می میرد، ابزار. چشمه، چشمه برگ، زنجیر. مخازن تحت فشار، پروانه، شونده عالی به عنوان یک پوشش برای قطعات مورد سایش، ضربه و خوردگی.
ایده آل به عنوان یک لایه انتقال در جزئیات است که باید توسط آلیاژ ضد زنگ محافظت شود. جوشکاری با چسبندگی فولاد، چدن، مس. هنگام جویدن مس با مس، از شارژ استفاده نکنید. جفت مس با برنز، برنج و دیگر پیوندهای متقابل باید با شار مورد استفاده قرار گیرد. همیشه تمیز کردن بخشی از جوش داده شده را انجام دهید. قوس تحت یک جو محافظ گاز نگهداری می شود، که مانع از ورود هوا به داخل استخر جوش، جلوگیری از آلودگی اکسیژن، نیتروژن و سایر گازها می شود که متخلخل و ضعیف می شود.
نگه دارنده الکترود یا مشعل برای جوشکاری ضروری است (شکل 2). این مشعل برای نگهداشتن الکترود انجام می شود جریان جوشکاریو گاهی اوقات خنک شدن آب. ابعاد مشعل و طراحی در درجه اول با قدرت جوش جوش مشخص می شود. در قطب مستقیم و جریان بیش از 200 و مشعل نیازی به خنک کننده آب ندارد. جریان بیش از 500-600 سانتیمتر معمولا به علت افزایش اسپلش فلز و دمیدن فلز از استخر جوش با قوس به کار رفته است.
گازهای محافظ مورد استفاده فعال یا غیر فعال هستند. استفاده از آن به فولادهای نرم و کم آلی محدود می شود. گازهای مخلوط بهترین جوشکاری و صاف را ارائه کنید. به عنوان مثال، مخلوطی از 80٪ آرگون و 20٪ آنیدرید کربن، به عنوان مثال، اغلب در جوش نرم و فولادهای آلی کم. این نسبت ترکیبی از بهترین ویژگی های گازهای بی اثر و فعال است. هزینه گرانقیمت گاز محافظتی که نسبتا کوچک است، به طور کامل جبران شده توسط این واقعیت است که جوش بهتر و سریعتر می شود، جوشکاری پاک تر و ظاهر بهتر است.
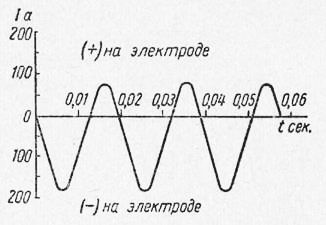
شکل 1. عدم تقارن قوس AC در آرگون
جوشکاری سودمند و کارآمد با یک الکترود تنگستن بدون یک فلز پرکننده، زمانی که درزها بوسیله لبه های متصل به فلز پایه یا مواد پرکننده تشکیل می شود، در شیار قرار داده می شود. جوش با الکترود تنگستن برای اتوماسیون مناسب است. اگر فلز پرکننده مورد نیاز است، دستگاه های اتوماتیک و نیمه اتوماتیک با مکانیسم برای تغذیه سیم پرکننده عرضه می شود. سیم مایع در اندازه و میزان تغذیه شبیه سیم الکترود ذوب است.
اتصال کوتاه برای مواد با ضخامت کمتر از 0 میلی متر مورد استفاده قرار می گیرد. و برای جوشکاری ریشه و در موقعیت های تنگ استفاده از سازه های عمومی، اتومبیل، قاب ماشین، پل، اسکله، برج، و غیره اتصال کوتاه برای مواد با ضخامت کمتر از 0 میلیمتر استفاده می شود. و برای جوشکاری ریشه و در موقعیت های تنگ این بسیار مقاوم در برابر خوردگی است و با توجه به مقدار بسیار کم کربن آن، تشکیل کربن کاربید کروم در فلز جوش حداقل است. مقاومت بسیار خوبی در برابر اکسید کننده ها، مقاومت در برابر ضربه و مقاومت بالا حتی در دماهای بسیار پایین است.
جوش با الکترود تنگستن برای طیف وسیعی از ضخامت های فلزی (0.1-60 میلی متر) قابل استفاده است؛ جوش فلز ضخیم در چند لایه با جریان 1-600 A انجام می شود.
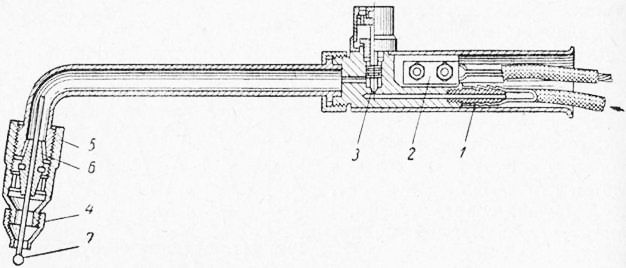
شکل 2. نگهدارنده الکترود (مشعل) برای جوشکاری قوس آرگون: 1 - نوک پستان گاز؛ 2 - عرضه فعلی؛ 3 - تنظیم دریچه گاز؛ 4 - نازل برای گاز؛ 5 - دهانشویه؛ 6 - گرفتن برای الکترود 7 - الکترود تنگستن
برنامه های کاربردی آن به طور عمده در موارد زیر نشان داده شده اند: - تجهیزات برای پردازش و ذخیره مواد غذایی و مواد شیمیایی. ترکیب این سیم خاص است، زیرا حتی با رقت قابل توجه، فلز جوش داده شده معمولا یک دوبلکس است: ساختار آستنیتی-فرتی. این نوع ساخت و ساز دارای استحکام کششی بالا، انعطاف پذیری بالا و مقاومت ضربه است. اغلب برای جوشکاری فولاد ضد زنگ با فولادهای کربنی مورد استفاده قرار می گیرد. پایه برای جوشکاری پوشش های حفاظتی.
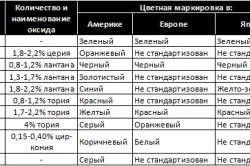
مارک های رنگی بین المللی از میله های جوشکاری تنگستن
این سیلیکون 5٪ است و به راحتی جریان دارد. برای جوشکاری آلومینیوم لمینیت و آلیاژهای آن. برنامه های کاربردی معمول: ساز و کار بدنه خودرو تجهیزات توزیع روغن را ایجاد می کند. این سیم در تمام انواع آلومینیوم ساختاری مورد استفاده قرار می گیرد، که در آن حرارت بعدی به عنوان یک روش برای تولید جوشکاری با مقاومت بالا امکان پذیر نیست. خواص قدرت مواد آلومینیوم بر روی منیزیم اثر قابل توجهی بر گرما ندارد جوش قوس، و همچنین آلیاژهای آلومینیوم با استحکام بالا با عملیات حرارتی.
مصرف آرگون 0.5-1.5 متر مکعب در ساعت. سرعت جوشکاری کمتر از یک الکترود ذوب است، اما در بسیاری از موارد کاملا رضایت بخش است.
سطح درزهای جوش صاف و فلزی است؛ حجم گرم فلز پایه و تغییر شکل آن حداقل است. تقریبا ترکیب مواد پرکننده و فلز جوش یکسان است؛ محتوای حتی عناصر به راحتی اکسید شده باقی می ماند بدون تغییر. از دست دادن فلز پرکننده برای زباله و اسپری معمولا 2-3٪ تجاوز نمی کند. در هنگام جوشکاری فولاد کربن کم، به خصوص ضعیف، از سیم های آلومینیومی مانند Sv-UGS استفاده می شود تا از جوش فلز فلز مذاب خنثی شود و منافذ در جوش را از بین ببرد.
نمونه هایی از برنامه های کاربردی: اساس موتور دیزل - شاسی کامیون - سازه قایق مخزن. در طول سالها، این فرایند بهبود یافته است، و امروز این یک روند بسیار خوبی است. قوس بین الکترود غیر قابل مصرف تنگستن یا آلیاژهای تنگستن و مواد اصلی تشکیل شده است. استخر جوش داده شده و الکترود توسط گاز محافظت می شود که معموال آرگون است. هلیوم یا مخلوطی از این گازها نیز استفاده می شود. برای تولید قوس، جریان مستقیم یا متناوب استفاده می شود، شایع ترین آن جریان مستقیم با یک الکترود متصل به قطب منفی منبع است؛ از این رو، انتشار گرما در الکترود پایین تر است و بنابراین عمر مفید آن گسترش می یابد.
جوش در آرگون با الکترود تنگستن عمدتا برای فلزات با ضخامت کوچک تا 5-6 میلی متر استفاده می شود. فلزات سنگین ضخیم نیز می توانند جوش داده شوند، اما با افزایش ضخامت، عملکرد جوشکاری به سرعت کاهش می یابد و دیگر روش ها اغلب راحت تر و مقرون به صرفه تر می شوند، اول از همه جوشکاری با الکترود مصرفی در گازهای غیر مستقیم.
الکترود همچنین می تواند به یک مثبت متصل شود تا از اثر تخریب لایه اکسید با استفاده از قطر الکترود بزرگتر استفاده شود. این روش عمدتا برای لحیم کاری استفاده می شود فلزات نازک 3-4 میلی متر ضخامت دارد که در آن کیفیت بالای خلوص و پاکیزگی سطح مورد نیاز است. استفاده از آن در جوشکاری فلزات سبک به طور کامل از جوشکاری هیدروکسی استیلن فراتر رفته است. محتوای کربن بسیار کم آن، تشکیل ذرات کروم را کاهش می دهد و باعث کاهش خوردگی بین دانه ای می شود. انعطاف پذیری خوب و مقاومت در برابر ضربه و سایش، منافع اضافی است.
روش جوشکاری در آرگون با الکترود تنگستن در تمامی موقعیت های مکانی قابل استفاده است، به فلز جوش با کیفیت بالا می دهد. مزیت قابل توجه این است که دید محل جوش است. جوشکاری با الکترود تنگستن می تواند نه تنها در آرگون خالص بلکه در مخلوطی از آرگون با گازهای مختلف (تا 5٪ اکسیژن و یا تا 20٪ هیدروژن) انجام شود. برای بعضی از فلزات، جوشکاری در هیدروژن خالص نتیجه بسیار خوبی می دهد، مخصوصا برای فلزات ضخیم کوچک.
مهم: بهترین شرایط برای هر کاربرد باید توسط آزمون در جوشکاری مشخص شود. کاربرد: ساقه مخصوص برای جوش لحیم کاری از تجزیه و تحلیل ناشناخته دشوار است برای جوش: - فولاد منگنز، فولاد ابزار، فولاد حرارتی و غیره - اغلب برای جوشکاری از فولاد ضد زنگ و یا استفاده می شود فولاد کربن. - پایه برای جوشکاری پوشش های حفاظتی. مهم است که کمان را حفظ کنید. برای جوشکاری: تقریبا در فاصله ای برابر قطر الکترودهای تنگستن که شما استفاده می کنید.
ویژگی های الکترودهای تنگستن و جوشکاری آنها
نگه داشتن یک قوس کوتاه این را تضمین می کند گاز محافظ جوش به طور کامل احاطه دارد. فلز پایه را به طور کامل حرارت داده و با توجه به اینکه آلومینیوم می تواند در دمای بسیار بالا ذوب شود. هنگامی که جریان به ظاهر شیشه ای می رسد، اعمال یک هسته سهمیه. مهم است که کمان را حفظ کنید. تقریبا در فاصله ای از قطر الگوریتم تنگستن که شما استفاده می کنید. رطوبت بدترین الکترودهای پوشش دشمن است. اگر پوشش نشانگرهای رطوبت است و باعث آسیب رساندن به یکپارچگی فیزیکی آن نمی شود، مطابق با توصیه های موجود در جدول آن را بازگردانید. - اگر پوشش مرطوب است و یا آسیب به یکپارچگی فیزیکی آن، آن را از بین ببرید.
هنگام جوشکاری با یک الکترود غوطه ور، حرارت عمدتا مورد استفاده قرار می گیرد، روی سطح فلز پایه منتشر می شود. گرما آزاد شده در نقطه كاتد در الكترود تنگستن عمدتا بر گرماي نامناسب اين الكترود و اشعه صرف مي شود. بازده حرارتی کل جوش قوس با یک الکترود غیر قابل مصرف به طور قابل توجهی پایین تر از یک الکترود ذوب است و میانگین 50-60٪ (در مقایسه با 80-85٪) است.
برای جوشکاری، می توان از الکترود های مختلفی استفاده کرد. این همه چیز بستگی دارد ماشین جوشکاری مورد استفاده قرار خواهد گرفت، که نیاز به یک الکترود دارد. الکترودهای تنگستن محبوب غیر مصرفی، آنها با کیفیت بالا هستند. هنگام انتخاب، لازم است توجه داشته باشید که نوع مارک الکترودهای تنگستن توسط سازنده استفاده می شود.
انتخاب الکترودهای تنگستن ضروری است: نوع الکترود، قطر، هندسه نوک الکترود و کیفیت تیز و سختی.
مشخصات الکترودهای مورد استفاده
الکترود از تنگستن برای جوشکاری با آرگون در محیط استفاده می شود گاز بی اثر. آنها را می توان به عنوان استفاده کرد جوشکار حرفه ای، و مبتدیان. این الکترودهای بی خطر هستند و با بالاترین کیفیت مشخص می شوند.
بر اساس استانداردهای بین المللی، تمام الکترودهای مبتنی بر تنگستن به طور ویژه برچسب گذاری شده اند تا نوع و ترکیب را مشخص کنند. اولین حرف در لیست "W" است، یعنی تنگستن دوم به عنصر اکسید اشاره دارد که به عنوان یک ماده جانبی مورد استفاده قرار می گیرد. از اکسید آلاینده استفاده می شود:
- اکسید سریم، با علامت "C" نشان داده شده است؛
- اکسید زیرکونیوم، با برچسب "Z" بر روی برچسب نشان داده شده است؛
- اکسید لانتانیم - حرف "L"؛
- اکسید توریوم - "T"؛
- تنگستن خالص که حاوی هیچ افزودنی آلیاژی نیست، بر روی علامت گذاری با علامت "P" نشان داده شده است.
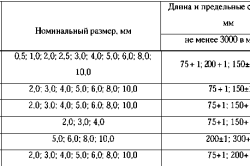
بعد از حرف دوم عددی است که نشان می دهد درصد ماده اضافه شده در طول دوپینگ. شماره 20 نشان می دهد که این ترکیب شامل 2٪ از ماده جانبی است. خط دوم شماره است - این طول است که در میلی متر بیان می شود. طول شایع ترین استفاده شده 175 میلی متر است اما همچنین مقادیر 50، 75 و 150 میلی متر وجود دارد. قطر الکترودهای تنگستن می تواند متفاوت باشد، توسط 1، 1.6، 2، 2.4، 3، 3.2، 4، 4.8، 5.6، 6.4 میلی متر.
مارک حاوی تمام اطلاعات لازم برای کاربر است. به عنوان مثال، مارک WL 15-175 وجود دارد. به این معنی است که این الکترود با dopants از لانتانیوم است که محتوای آن 1.5٪ و طول آن 175 میلی متر است. تعیین الفبایی عددی دور از همه چیز است، لازم است توجه به رنگ علامت گذاری شود. امروز مواد برای جوشکاری با مارک رنگ تولید می شوند:
- تنگستن خالص - WP سبز؛
- در ترکیب اکسید سریم 2٪ - خاکستری WC 20؛
- اکسید لانتانیم در رنگ 1.5٪ - WL 15 طلایی موجود است.
- اکسید لانتانیم در 2٪ موجود است - WL 20 آبی؛
- 0.8٪ اکسید زیرکونیوم - WL 8 سفید؛
- اکسید توریوم در 1٪ وجود دارد - زرد WL 10؛
- اکسید توریوم در 2٪ موجود است - WL 20 قرمز است؛
- اکسید توریوم در 3٪ وجود دارد - WL 30 بنفش؛
- اکسید توریوم در 4٪ موجود است - رنگ نارنجی WL 40.
![]()
استفاده از یک الکترود که WT30، 40 مشخص شده است توصیه نمی شود، زیرا تریوم عنصر رادیواکتیو است، محتوای بالای آن می تواند خطرناک باشد.
مشخصات:
برچسب زدن WP سبز طراحی شده است جوشکاری قوس آرگون با جریان متناوب استفاده از چنین فلزاتی برای کار به عنوان آلومینیوم و منیزیم، نیکل امکان پذیر است.
خواص:
- اشتعال کم است
- عمر سرویس بیش از حد طولانی نیست
- او امنیت عالی دارد.
Wc-20 با مارک خاکستری برای جوشکاری با جریان مستقیم با قطب مستقیم فلزات مانند مس، مولیبدن، فولاد ضد زنگ، تیتانیوم و غیره استفاده می شود.
ویژگی ها به شرح زیر است:
- احتراق خوب است؛
- عمر سرویس طولانی است
- امنیت آنها بسیار عالی است.
WL مناسب برای جوشکاری با جریان مستقیم یا متناوب با قطب مستقیم است. مناسب برای قطعات با ضخامت کوچک، برای فولاد آلیاژی بالا.
مشخصات:
- اشتعال پذیری رضایت بخش است
- طول عمر خدمات
- امنیت عالی است
انواع دیگر وجود دارد، اما لازم است مواد را به دقت انتخاب کنید، زیرا کیفیت و ایمنی کار بستگی به آن دارد.
نحوه انتخاب یک الکترود تنگستن؟
![]()
الکترودهای تنگستن WP برای جوش متناوب (AC) جوشکاری از آلومینیوم های آلومینیومی با ثبات قوس خوب استفاده می شود.
در فرآیند جوشکاری، که در محیط گاز بی اثر انجام می شود، از الکترودهای تنگستن استفاده می شود. این امر بالاترین کیفیت کار را تضمین می کند، جوش شفاف و با دوام است. هنگام انتخاب یک محصول مقاوم در برابر حرارت ذوب بر اساس تنگستن، لازم است توجه به معیارهای زیر باشد:
- نوع الکترود تنگستن، ترکیب آن، حضور افزودنی های آلیاژی، پارامترها؛
- قطر که اجازه می دهد تا شما را به تنظیم ضخامت شوی کار؛
- کیفیت تیز، چگالی مواد؛
- هندسه مشخصه نوک.
هنگام خرید، شما می توانید بر روی برچسب که تولید کننده مواد را قرار می دهد تکیه می کنند.
این شامل اطلاعاتی است که مواد افزودنی در ترکیب قرار گرفته است، چه دامنه کاربردی، در چه شرایطی می تواند مورد استفاده قرار گیرد.
اثر دوپینگ بر کیفیت الکترود
هنگام انتخاب، باید توجه داشته باشید که کدام مواد افزودنی برای استفاده از دوپینگ استفاده می شود. این مهم است، زیرا استفاده از مواد، کیفیت و خصوصیات آنها به این بستگی دارد. تمام افزودنی های آلیاژی اجازه می دهد الکترودهای با پارامترهای زیر را بدست آورید:

با توجه به خواص آنها، الکترودهای تنگستن نام تجاری WZr 08 باعث کاهش خطر تنگستن شدن در جوشکاری می شوند.
- WP یک نوع خاص است که شامل هیچ افزودنی نیست که از تنگستن خالص ساخته شده است. آنها عمدتا برای جوشکاری با جریان متناوب (AC) مورد استفاده قرار می گیرند. ثبات قوس خوب است، کیفیت درز عالی است. الکترود تنگستن را نمی توان در هنگام استفاده از جریان مستقیم استفاده کرد. برای چنین مواد، نشانه گذاری خواهد شد سبز، نشان داده شده توسط WP نمادها.
- E3 نشان می دهد که مواد افزودنی از اکسید های عناصر کمیاب خاکی، به عنوان مثال، مخلوط اکسید استفاده می شود. الکترودهای مضر نیستند، که آنها را از نجیب زاده تشخیص می دهد، آنها رادیواکتیو نیستند، کاملا به محیط زیست خطرناک نیستند. محدوده این مواد گسترده است. آنها می توانند برای هر فرآیند و ظرفیت با متناوب یا جریان مستقیم، برای فولادهای پر آلیاژ، برای انواع مختلف آلومینیوم، و همچنین مس، تیتانیوم، منیزیم شناخته شده استفاده می شود. الکترودهای تنگستن با ویژگی های احتراق عالی مشخص می شوند، آنها راه حل بهینه برای فرایندهای خودکار هستند. بار فعلی آنها بیشتر است، اما عمر مفید این مواد بسیار بالاتر از آنهایی است که معمولی هستند. علامت گذاری مواد از این نوع WLa 10/15/20 تعیین شده است.
- الکترودهای تنگستن Lanthanated، که می تواند برای جوشکاری در جریان مستقیم یا متناوب جریان استفاده شود. این نوع است که می تواند برای جوشکاری به اصطلاح microplasma استفاده شود. این امکان وجود دارد که در ترکیب La 2 O 3 وجود داشته باشد، که باعث افزایش توانایی آتش زدن بهتر می شود. قوس به عنوان یک نتیجه از کیفیت به دست آمده است. زندگی آنها پایین تر از گذشته است. حضور چنین افزودنی آلیاژی آنها را قوی تر یا با دوام تر نمی کند - این فقط گسترش استفاده از آن را گسترش می دهد. علامت گذاری حاوی چند رنگ است: سیاه و سفید برای WLa 10، طلا برای WLa 15.
WCe 20 یا WZr 08؟
WCe 20 الکترودهای تنگستن شناخته شده است که حاوی افزودنی های آلیاژی مانند اکسید سریم (مدیر عامل 2) است. ظرفیت بار چندین بار افزایش یافته است، کیفیت آنها بالاتر از گروه های فوق است، اما E3 و WL هنوز پایدارتر هستند. منطقه استفاده بسیار گسترده است، شامل موارد زیر است جوشکاری با آلیاژهای آلیاژ، غیر آلیاژ. جریان مستقیم می تواند کم و متوسط باشد، جوشکاری با جریان متناوب امکان پذیر است.
WZr 08 الکترودهای تنگستن هستند که شامل زیرکونیم هستند. استفاده می شود زمانی که شما نیاز به ارائه حفاظت اضافی جوش جوش از گرفتن تنگستن به آن آنها برای جریان مستقیم مناسب نیستند، گرچه در برخی موارد از آنها استفاده می شود. علامت سفید است.
از بازخورد شما متشکریم




