Приложени газове за плазмена заварка. Технология за плазмено заваряване. Класификация по методи на охлаждане на горелки.
Плазмено заваряване - заваряване чрез насочен поток от плазмена дъга. Той има много общо с технологията. заваряване с аргон.
Обща нотация
PAW - Плазмено дъгово заваряване - плазмена дъгова заварка
Технология за плазмено заваряване
Плазмата е частично или напълно йонизиран газ, състоящ се от неутрални атоми и молекули, както и електрически заредени йони и електрони. В такава дефиниция обикновена дъга може да се нарече плазма. Въпреки това, по отношение на конвенционалната дъга, терминът "плазма" практически не се използва, тъй като конвенционалната дъга има относително ниска температура и има нисък енергиен резерв в сравнение с традиционната концепция за плазма.
Ние продължаваме работата
Когато се използва режим на ключалка, е необходимо да се използва вдлъбнати опорна пръчка, със или без защита на газа, или пълно екраниране на долната част на съединението. Тъй като изходящата плазма обикновено се простира на 10 mm под задната повърхност на съединението, жлебът трябва да бъде достатъчно дълбок, за да се избегне разрушаването на дъгата; ако изходящата плазма падне върху носещия прът, нестабилността на дъгата ще наруши заваръчната вана, причинявайки порьозност.
Препоръчителна филтърна сянка за плазмена заварка, Тази напреднала портативна машина е спечелила. "Голямата награда" на Световното изложение на изобретенията в Швейцария. Дизайнът му е зашеметяващ и прост. 


Оперативната ефективност е голямо предимство на това устройство.
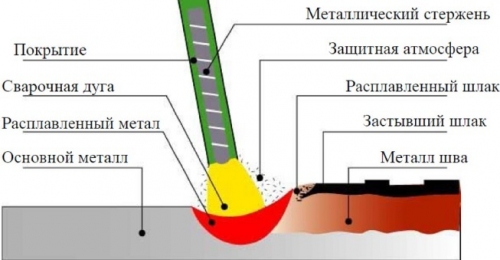
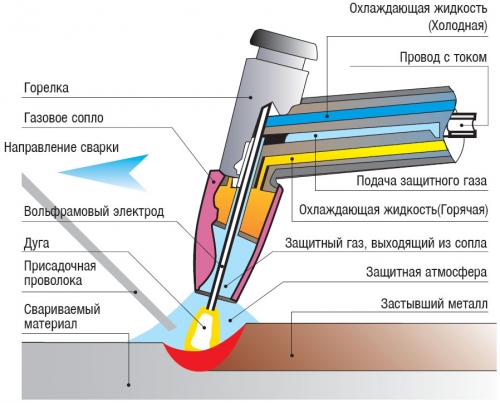
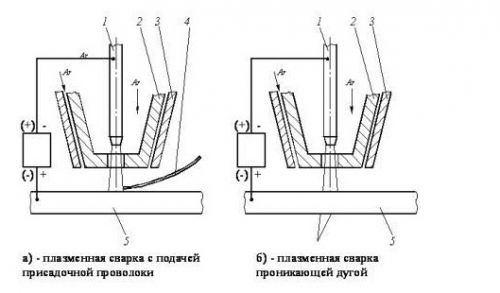
Фигура. Схема на плазмено заваряване
Използват се два процеса за увеличаване на температурата и мощността на обикновената дъга и превръщането й в плазмена: компресиране на дъга и принудително впръскване на плазмено-образуващ газ в нея. Схемата за получаване на плазмената дъга е показана на фигурата по-горе. Сгъстяването на дъгата се извършва чрез поставянето му в специално устройство - плазмена горелка, чиито стени се интензивно охлаждат с вода. В резултат на компресията напречното сечение на дъгата намалява и мощността се увеличава - количеството енергия на единица площ. Температурата в колоната на изгарянето на обикновена дъга в среда на аргон и на железни пари е 5000–7000 ° С. Температурата в плазмената дъга достига 30,000 ° С.


Няма нужда от скъпи и обемисти допълнително оборудванекато компресори, трансформатори и регулатори на налягането. Оперативният процес стана по-ефективен и по-евтин. ![]()
По време на рязане инструментът може да отреже от всякакви форми от безпрашни плочи.
Едновременно с компресията плазменият газ се продухва в зоната на плазмената дъга, която се нагрява от дъгата, йонизирана и в резултат на термичното разширение, увеличава обема си с 50-100 пъти. Това води до изтичане на газа от канала на дюзата на плазмената горелка при висока скорост. Кинетичната енергия на движещите се йонизирани частици на плазмено образуващия газ допълва топлинната енергия, отделена в дъгата в резултат на протичащите електрически процеси. Следователно, плазмената дъга е по-мощен източник на енергия от обикновено.
Светлинният лъч от дюзата ви позволява да използвате инструмента в пълна тъмнина. Теглото и размерът на това устройство го правят най-доброто в своя клас. Липсата на скъпи консумативи, включително специални електроди и. \\ T газови бутилки с пропан, ацетилен или кислород осигурява значителни икономии.
Класификация по метода на охлаждане на горелката

Гордостта на нашата компания е екологичната чистота на работния процес. Парниковият щит, който обгражда плазмената струя, предпазва разряза или заваръчната вана от въздуха, което означава, че опасните замърсители, включително и азотния оксид, не са проблем. Този парен екран покрива цялата област при топлинна обработка, а също така се превръща в бариера за опасен прах, който може да се появи на металната повърхност.
Основните характеристики, които отличават плазмената дъга от обичайните, са:
- по-висока температура;
- по-малък диаметър на дъгата;
- цилиндрична форма на дъгата (за разлика от обичайната конична);
- налягането на дъгата върху метала е 6-10 пъти по-високо от нормалното;
- способността да се поддържа дъга при ниски токове (0,2-30 А).
изброени отличителни черти направете плазмената дъга в сравнение с обичайния по-гъвкав източник на метално нагряване. Той осигурява по-дълбоко проникване на метала, като същевременно намалява обема на неговото топене. Фигурата показва формата на проникване за конвенционална дъга и плазма. От фигурата може да се види, че плазмената дъга е по-концентриран източник на топлина и позволява заваряване на големи дебелини на метала, без да се режат краищата. Поради своята цилиндрична форма и възможността за значително увеличаване на дължината на тази дъга позволява заваряване в труднодостъпни места, както и колебания в разстоянието от дюзата на горелката до продукта.
Тази усъвършенствана преносима машина спечели голямата награда за нова супертехнология на Световното изложение на изобретенията в Женева. Можете също така да го мислите като електрически нагряван газов поток. Обичам да мисля за това като за състояние, при което всички електрони от всеки атом преминават от атом към атом, а не само към орбита. Независимо от това, което се случва в рамките на плазмения поток, пътят за рязане на метали с него е доста прост. Вземете този поток електроенергия през газа и го стиснете през малка дупка.
Фигура. Форма на проникване за конвенционална и плазмена дъга
Съществуват две възможни схеми на процеса:
- плазмена дъгова заварка, когато дъгата изгаря между ненужния електрод и продукта,
- и плазмена струя, когато дъгата изгаря между ненужния електрод и дюзата на плазмената горелка и се продухва от газовия поток.
Първата схема е най-често срещана.
Сега този поток е много гъст и много бърз. Полученият поток може да се стопи и пробие повечето метали доста лесно. Плазмените фрези обикновено използват медна дюза за компресиране на газов поток с дъга, преминаваща през нея. Тази дъга скача от електрода в горелката до нещо друго - обикновено се реже проводящият материал. Има някои системи, в които се използва "непрехвърлима" дъга, където тя скача от електрода обратно към дюзата, но те обикновено не се използват за рязане.
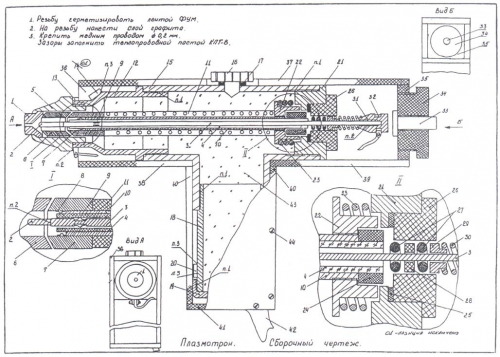
Принципи за създаване и експлоатация на плазмени горелки
Така плазменото рязане се използва само за материали, които са проводящи, предимно от мека стомана, неръждаема стомана и алуминий. Но много други метали и сплави също са проводящи, например мед, месинг, титан, монел, инконел, чугун и др. проблемът е, че точката на топене на някои от тези метали затруднява тяхното рязане с добро качество.
Аргонът обикновено се използва като плазмен газ по време на заваряване, понякога с добавяне на хелий или водород. По качество защитен газ най-често се използва аргон. Електродният материал е волфрам, активиран от итрий, лантан или торий, както и хафний и мед.
вид
В зависимост от силата на тока, има три вида плазмена заварка:
Електродът обикновено е направен от мед, но с метална вложка в точката, където е прикрепена дъгата. Това е така, защото медът ще се стопи твърде бързо, ако дъгата е прикрепена директно към нея. Волфрамът прави голям електроден материал, така че много електроди имат волфрамова вложка. Някои по-малки факли използват електроди от молив, изработени изцяло от волфрам с остър край. Проблемът с волфрам е, че той изгаря в присъствието на кислород.
За работата ще трябва
Защо тогава да използваме кислород в плазмената горелка? По същата причина използвате кислород в ацетиленовия факел - кислород в плазмения поток реагира с мека стомана. Ето защо чистият кислород се използва само при рязане на мека стомана или въглеродна стомана". Тази химическа реакция между кислорода в плазмения газ и основния метал спомага за ускоряване на процеса на рязане и подобрява качеството на ръбовете. Но тъй като кислородът няма същата реакция с неръждаема стомана или алуминий, за тези метали могат да се използват по-евтини газове, като азот или сгъстен въздух.
- микроплазма (I St = 0.1-25A);
- при средни токове (I St = 50-150 А);
- при високи токове (I st\u003e 150A).
Микроплазма заваряване
Най-често срещаната е микроплазмената заварка. Поради относително високата степен на йонизация на газа в плазмената горелка и при използване на волфрамови електроди с диаметър 1-2 mm, плазмената дъга може да гори при много ниски токове, започвайки от 0,1 А.
Други специални газове понякога се използват за други цели. За плазмено етикетиране се използва аргонен газ. Някои хора използват смес от водород и азот, или метан и азот при рязане на по-тънка неръждаема стомана. Всяка смес има своите предимства и недостатъци. Това са някои от основните неща плазмено рязане - дъга, прехвърлен в газовия поток от електрода през отвора, а след това в проводящия метал, който се реже.
Днес ще се запознаем с принципите, видовете, работата, оборудването, приложението, предимствата и недостатъците на плазмената дъгова заварка. плазма електродъгово заваряване "Метод" е процес на заваряване в течно състояние, в който се образува метално съединение в стопеното състояние. Горещите йонизирани газове са известни като плазма. Тези горещи йонизирани газове, използвани за нагряване на работните плочи, и съединението се създават благодарение на сливането. Материалът за пълнене може или не може да бъде използван.
Фигура. Схема на процеса на микроплазмена заварка
Специален източник на енергия с нисък ампер (виж фигурата по-горе) от постоянен ток е предназначен за приемане на пилотна дъга, непрекъснато горящ между електрода и медната водно охладена дюза. Когато насочва плазмената горелка към продукта, главната дъга се запалва, която се захранва от източника. Газообразуващият газ се подава през дюзата на плазмена горелка с диаметър 0,5-1,5 mm.
Едно голямо предимство на плазмената дъгова заварка е, че той използва по-малко ток, отколкото процесите, за да произведе същата висока температура. Когато към инертен газ се подава достатъчно количество енергия, някои от неговите електрони се освобождават от тяхното ядро, но пътуват с него. След освобождаването на електроните атомите се превръщат в горещо йонизирано състояние. Това е най-честото състояние на материята, вещицата е известна като четвъртото състояние на материята. Тези йонизирани атоми съдържат висока топлина, която след това се използва за свързване на две плочи.
Екраниращият газ се подава през керамична дюза. Плазмената горелка е с водно охлаждане. За запалване на дъгата в заваръчната инсталация има осцилатори на работната и основната дъга.
Микроплазмената заварка е много ефективен метод за сливане на продукти с малка дебелина до 1,5 мм. Диаметърът на плазмената дъга е около 2 mm, което ви позволява да концентрирате топлината върху ограничена зона на продукта и да затопляте зоната на заваряване, без да увреждате съседните зони. Такава дъга има цилиндрична форма, поради което дълбочината на проникване и други параметри на заваряване зависят малко от дължината на дъгата, което позволява да се избегнат пропуски, характерни за конвенционалното аргоново-дъгово заваряване на тънък метал по време на манипулации от заварчика.
Това е основният принцип на плазмената заварка. Това заваряване е удължена форма, при която за производство на дъгата се използва неопитен волфрамов електрод. Тази дъга се загрява инертни газовекоито идват от вътрешния отвор около волфрамовия електрод.
Този горещ йонизиран газ се използва допълнително за създаване заварена връзка чрез сливане. Това заваряване може да бъде заварено при ниски ампери от около 2 ампера, а максималният ток, който може да обработва, е около 300 ампера. За правилната работа са необходими около 80 волта. Захранването се състои от трансформатор, изправител и контролен панел.
Основният газ, използван за образуване на плазма и защитен газ, е аргон. Обаче, в зависимост от заварения метал към него, могат да се направят добавки, които увеличават ефективността на процеса на заваряване. При заваряване на стомани към защитен аргон е препоръчително да се добави (8-10%) водород, което позволява да се увеличи термичната ефективност на плазмената дъга. Това се дължи на дисоциацията на водород в периферията на колоната на дъгата и последващата му рекомбинация с отделянето на топлина върху повърхността на заварения метал. При заваряване на нисковъглеродни стомани към аргона може да се добави въглероден диоксид, а при заваряването на титано-хелиевата добавка.
Състои се от четири основни части, които са волфрамов електрод, цанга, вътрешна дюза и външна дюза. Волфрамовия електрод се държи от цангата. Цапата е налична в различни диаметри. Вътрешната газова дюза доставя инертни газове вътре в горелката за образуване на плазма. Външните защитни газове за дюзата предпазват зоната на заваряване от окисление. Тези дюзи се износват бързо.
Екраниране и плазмен газ
Като правило плазмен газ същия като защитен газ, който се доставя от същия източник. Основно инертни газове, като аргон, хелий и др. Използва се като инертни и защитни газове. Този газ се подава както към инертни, така и към външни дюзи.
Инсталации за микроплазмена заварка позволяват заваряване в различни режими: непрекъсната пряка полярност, импулсна директна полярност (позволява регулиране на входящата топлина), биполярни импулси (за алуминий, осигурява разрушаване на оксидния филм), непрекъснато обратна полярност, Най-често срещаната инсталация е MPU-4u.
Класификация по вид дъга
Обикновено в този заваръчен процес не се използва никакъв пълнител. Ако се използва пълнител, той се подава директно в зоната на заваряване. По принцип, плазмената дъгова заварка може да бъде разделена на два типа. Непрехвърляема плазмена дъгова заварка. В този процес волфрамният електрод е свързан с отрицателния, а дюзата е свързана с положителния полюс. Между волфрамовия електрод и накрайника вътре в горелката се образува дъга. Това ще увеличи йонизацията на газа вътре в горелката. Горелката предава този йонизиран газ за по-нататъшен процес.
Основните параметри на процеса на микроплазмената заварка включват сила на тока, напрежение, дебит на плазмено-образуващия и защитен газ, диаметър на канала на дюзата, дълбочина на потапяне в дюзата на електрода, диаметър на електрода.
Микроплазмената заварка се използва успешно при производството на тънкостенни тръби и резервоари, заваряване на мембрани и духало на масивни части, свързване на фолио, термодвойки, при производството на бижута.
Преносимо плазмено дъгово заваряване
Използва се за заваряване на тънки листове. В този процес волфрамовият електрод е свързан към отрицателния извод и детайлът е свързан към положителния извод. Между волфрамовия електрод и детайла се образува дъга. В този процес както плазмата, така и дъгата се прехвърлят към детайла, което увеличава топлинната мощност на процеса. Използва се за заваряване на дебели листове.
Неговата работа може да бъде обобщена по следния начин. Захранването на източника на енергия, което произвежда дъга между волфрамовия електрод и дюзата, или волфрамовия електрод и детайла. Волфрамовият електрод дава висока интензивна дъга, която се използва за йонизиране на газови частици и превръща газовете в плазма. Този горещ йонизиран газ се подава към заваръчните плочи от малка дупка. Защитни газове като аргон и др. Те се подават през клапан за налягане и контролен вентил към външната дюза на горелката за заваряване. Тези газове създават защитна обвивка около заваръчната зона, която я предпазва от атмосферни газове като кислород, азот и др. плазмата се удря в заваръчните плочи и ги вкарва в едно парче. След това заваръчната горелка се движи в посока на заваряване. Ако за заваряване се изисква пълнежен материал, той се доставя заваръчна машина ръчно. Първо, заготовките са правилно почистени. , Това е цялостен процес на плазмено заваряване.
Средно плазмено заваряване
Плазмената заварка при токове Iw = 50-150A има много общо с аргоно-дъговото заваряване с волфрамов електрод. Въпреки това, поради по-високата мощност на дъгата и ограничената отоплителна площ, тя е по-ефективна. Според енергийните характеристики на плазмената дъга заема междинно положение между конвенционалната дъга и електронния или лазерния лъч. Той осигурява по-дълбоко проникване от обикновена дъга, с по-малка ширина на фугата. В допълнение към енергийните характеристики, това е свързано и с по-високо налягане на дъгата върху заваръчната вана, в резултат на което дебелината на течния метален слой под дъгата намалява и условията за пренос на топлина дълбоко в основния метал се подобряват. Заваряването може да се извърши с или без тел за пълнене.
Високотокова плазмена заварка
Плазмената заварка на токове, по-големи от I = 150A, оказва още по-голяма сила върху метала (плазмената дъга на токове 150А е еквивалентна на 300A дъга при заваряване с не-консумиращ електрод).
Заваряването е съпроводено с пълно проникване с образуването на проходен отвор във ваната. Има някакъв вид рязане части, последвано от заваряване.
Фигура. Формиране на заварка чрез проникване през плазмена заварка при високи токове
Металът на гърба на шева се държи от силите на повърхностното напрежение. Обхватът на режимите е много ограничен, защото по време на заваряване са възможни изгаряния.
Плазмената заварка при високи токове се използва при синтеза на нисковъглеродни и легирани стомани, мед, алуминиеви сплави, титан и други материали. В много случаи тя може значително да намали разходите, свързани с режещите ръбове, да подобри производителността, да подобри качеството на шевовете.
Плазмената заварка изисква висока производствена култура, съответствие с технологията на снабдяване и монтаж, внимателно поддържане на условията за охлаждане на плазмените горелки и правилата за тяхната работа. Дори малките нарушения на режима на охлаждане на плазмената горелка поради високите температури и малкия диаметър на дюзата водят до неговото разрушаване.
Днес индустрията се развива бързо. Всяка година се появяват нови методи за заваряване, които стават все по-популярни с модерното частно строителство. Тези методи често улесняват работата, но не губят своята безопасност и функционалност в сравнение с предишните измислени методи. Една от тях е плазмена заварка и топене на части.
Същността на плазмената заварка
Плазмената заварка се използва за запояване на "неръждаема стомана", стоманени тръби и други метали. Плазменото заваряване е процес, при който локалното топене на метал се осъществява с помощта на плазмен поток. Плазмата е йонизиран газ, съдържащ заредени частици, които могат да провеждат ток.
Газът се йонизира, когато се нагрява от високоскоростна компресирана дъга, която изтича от плазмената горелка. Колкото по-висока е температурата на газа, толкова по-високо е нивото на йонизация. Температурата на дъгата може да достигне 5000-30000 градуса по Целзий. Технологията за плазмено заваряване е подобна на аргонова заварка. Въпреки това, обичайната дъга заваряване не може да се дължи на плазмата, защото работната му температура е много по-ниска - до 5 хиляди градуса.
От всички видове въздействия върху металите, плазмената заварка се счита за най-често срещана, тъй като в съвременната тежка промишленост започват да се използват неръждаема стомана, цветни метали, специални сплави и някои сплави на цветни метали, а за тези материали се счита, че газовите и други обработки са неефективни.
Плазмената дъга се нарича по-концентриран източник на топлина, който без режещи ръбове позволява да се заваряват големи дебели метали. Поради собствената си цилиндрична форма и възможността за значително увеличаване на дължината, такава дъга позволява плазмена заварка със собствените си ръце в труднодостъпни места и с промени в разстоянието от продукта до накрайника на горелката.
Принцип на действие
За да се трансформира конвенционалната дъга в плазмена дъга, за да се увеличи мощността и температурата на конвенционалната дъга, е обичайно да се използват два процеса: компресия и процедура за принудително впръскване на плазмен газ в дъгата. В процеса е обичайно да се използва аргон като газ, образуващ плазма, понякога с добавяне на водород или хелий. Аргонът също трябва да се използва като защитен газ. Електродният материал е волфрам, активиран от торий, итрий и лантан, както и мед и хафний.
Дъгата се компресира поради разположението си в специален плазмотрон, стените на който се интензивно охлаждат с вода. Напречното сгъстяване на дъгата в резултат на компресия намалява и в резултат на това неговата мощност се увеличава - енергия на единица площ.
Газообразуващият газ, нагряван от дъгата, се продухва в областта на плазмената дъга едновременно със сгъстяване, йонизира се и се увеличава със стократно поради термично разширение. Кинетичната енергия на йонизираните частици, съдържащи се в плазмения газ, допълва топлинната енергия, която се отделя в дъгата в резултат на протичащите електрически процеси. Затова плазмените дъги се наричат по-мощни източници на енергия, отколкото обикновените.
В допълнение към високата температура, основните характеристики, които разграничават плазмената дъга от конвенционалната дъга са: по-малък диаметър на дъгата, налягането върху метала на дъгата е шест до десет пъти по-голямо от това на конвенционалната дъга, цилиндрична дъга заедно с конвенционалната конична, възможността за поддържане на дъгата при ниски токове около 0,2-30 ампер.
Възможни са две схеми за плазмено заваряване: плазмена дъгова заварка, в която дъгата изгаря между продукта и електрода и плазмената струя, когато дъгата между дюзата на плазмената горелка и електрода изгаря и се издухва с газови потоци. Най-често срещаната е първата схема.
Предимства на плазмената заварка
Разграничават се следните предимства на плазменото заваряване и топене на метали в сравнение с класическите методи:
- Можете да използвате плазмена заваръчна машина за работа с почти всички метали - чугун, стомана, алуминий с неговите сплави, мед със своите сплави.
- Скоростта на рязане на метала, която е с дебелина от 50 - 200 милиметра, е 2-3 пъти по-висока, отколкото при газовото заваряване.
- Не е необходимо да се използват ацетилен, аргон, кислород или пропан-бутан, което значително намалява цената на работата на плазмения апарат.
- Точността на заваръчните шевове по време на топене и заваряване, както и качеството на процедурите, на практика изключват бъдещата обработка на ръбовете.
- Заваряване метал не се деформира, дори ако трябва да се намали сложна конфигурация или форма. Технологията на плазмената заварка позволява да се извърши процедурата на рязане на неподготвена повърхност - боядисана или ръждясала. При рязане на боядисана структура, боята не се запалва в областта на дъгата.
- Безопасна работа, тъй като газовите бутилки не се използват, когато се използва плазмен резач. Този фактор е отговорен за опазването на околната среда от такава работа.
Видове плазмена заварка
Плазмената заварка в момента се счита за доста често срещан процес, чиято популярност е очевидна. В зависимост от силата на тока се различават три вида плазмена заварка: микроплазма, средни и високи токове. избиране някои видовеВие сами ще откриете колко са разходите за плазмено заваряване.
Микроплазма заваряване
Микроплазмената заварка се счита за най-често срещаната. Поради високото ниво на йонизация на газа в специална плазмена горелка и използването на волфрамови електроди, които имат диаметър 1-2 милиметра, плазмената дъга може да гори при прекомерно нисък ток, започвайки с коефициент 0,1 А.
Специални ниско-амперни източници на постоянен ток са предназначени за получаване на пилотна дъга, която непрекъснато изгаря между дюзата с водно охлаждане и електрода. Когато се стигне до продуктите на плазмената горелка, се запалва главната дъга, запалена от източника. Плазменият газ се подава през дюзата на плазмената горелка, която има диаметър около 0.5-1.5 милиметра.
Микроплазмената заварка е много ефективен начин за сливане на продукти, които имат малка дебелина - до 1.5 милиметра. Диаметърът на плазмената дъга достига 2 милиметра, което позволява топлината да бъде концентрирана в ограничена област от продукти и да затопля зоните на заваряване, без да уврежда съседната зона. Тази дъга ви позволява да избегнете изгаряне, което е типично за обикновена аргоно-дъгова заварка на тънки метали.
Основният газ, който се използва като защитно и плазмообразуващо, е аргон. В зависимост от заваръчния метал, към него се добавят различни добавки, които увеличават ефективността на процедурата за плазмено заваряване на метал. При заваряване на стомана е препоръчително да се добавят 8-10% водород към защитен аргон, за да се увеличи термичната ефективност на плазмената дъга. При заваряване на нисковъглеродна стомана, въглероден диоксид може да се добави към аргон, докато при заваряването на титан - хелий.
Инсталациите за процеса на микроплазмената заварка позволяват заваряване в различни режими: импулсен или непрекъснат пряка полярност, биполярни импулси, непрекъсната обратна полярност. Микроплазмената заварка се използва успешно при производството на тънкостенни контейнери или тръби, заваряване на силфонни мембрани и мембрани към габаритни части, изработване на бижута и свързване на фолио.
Заваряване при среден ток
Процесът на заваряване при средни токове от 50-150 ампера има много общо с процедурата на аргоно-дъгова заварка с волфрамов електрод. Въпреки това, той се счита за по-ефективен поради ограничената отоплителна площ и високата мощност на дъгата. Според енергийните характеристики, плазмената дъга заема междинно положение между обикновена дъга и лазерен или електронен лъч.
Плазмената заварка при среден ток гарантира по-дълбоко проникване, в сравнение с традиционната дъга, с по-малка ширина на шевовете. В допълнение към енергийните характеристики, това се обяснява и с високото ниво на дъговото налягане върху заваръчните бани, в резултат на което дебелината на междинните слоеве на течния метал намалява под дъгата и се подобряват условията за пренос на топлина в основния метал. Принципът на работа на плазмената заварка ви позволява да работите с тел за пълнене.
Високотокова заварка
Заваряването на ток с повече от 150 ампера има още по-голям ефект върху метала, тъй като плазмената дъга на ток от 150 ампера е еквивалентна на дъга от 300 ампера при заваряване на части с невъзпламенителен електрод. Такова плазмено заваряване е съпроводено с абсолютно проникване с появата на проходен отвор във ваната. Това е като рязане на продукти с последващо варене.
На обратната страна на шевовете, металът се държи от силата на повърхностното напрежение. Диапазоните на режимите са много ограничени, тъй като при заваряването е възможно образуването на прогаряне. Плазмената заварка изисква висока производствена култура, съответствие с технологиите на снабдяване и сглобяване, внимателно поддържане на условията на охлаждане на плазмените заваръчни апарати и изискванията за тяхната експлоатация. Дори извършването на малки нарушения на режима на охлаждане на плазмотрона поради високата температура и малкия диаметър на дюзата провокират неговото разрушаване.
Високоточната плазмена заварка се използва за легирани сплави и нисковъглеродни стомани, алуминиеви сплави, мед, титан и други материали. Тази процедура в много случаи може значително да намали разходите, свързани с режещите ръбове, да подобри качеството на шевовете и да увеличи производителността.
Машина за плазмено заваряване
Понастоящем за потребителите има няколко вида заваръчни машини. Първият е електрическо заваряване с използване на заваръчен трансформатор. Смята се обаче, че този метод вече е изживял своята полезност. Вторият тип апаратура - заваръчен инвертор, достатъчно просто, надеждно и общо устройство за електродъгово заваряване, Третата е най-модерната и технологично модерна машина за плазмено рязане.
Опитните специалисти и частни майстори се опитват да използват само плазмено устройство за заваряване и топене на метали. Можете да се запознаете с тази техника, като разгледате видео за плазмено заваряване и рязане на сплави и метали. Използвайки специална машина за заваряване в домашни условия, ще забележите, че остава малко количество отпадъци и се наблюдава висока скорост на работа.
Плазмената заваръчна машина изисква само струя сгъстен въздух и електричество и ако се използва компресор, се използва само електричество. Такова оборудване по време на работа изисква смяна на дюзата и електрода на плазмената горелка, докато уредите за газо-кислородна обработка на металите трябва периодично да се презареждат с повторно сертифицирани газови бутилки и добавки.

Плазмената дъга обикновено се поставя в специално устройство за плазмена заварка - плазмена горелка. Повърхността на плазмената горелка се интензивно и непрекъснато охлажда с поток от вода. Дъговата секция след свиване намалява и количеството енергия, изразходвана за единица площ (мощност на плазмения поток), се увеличава.
Има два вида плазмена струя - непряко или директно действие. Активните петна на веригата в първия случай са разположени върху тръбата и волфрамов електродВъв втория случай те могат да бъдат поставени върху волфрамов електрод, върху вътрешната и страничната повърхност на дюзата. Плазмените газове предпазват металните тръби от действието на въздуха.
По-добре е да се работи с плазмен телефон в голям гараж или на улицата, независимо че плазмената заварка е един от най-безопасните видове заваряване. Единственият недостатък на този метод е теглото и разходите за плазмено заваряване и оборудване.
Плазмено DIY заваряване
Технологията на плазменото заваряване се различава значително от другите видове заваряване. За да направите това, ще ви е необходима тел за пълнене, машина за плазмено заваряване за работа и електроди.
Преди работа, е необходимо да се изострят електрода под формата на конус с ъгъл от около 28-30 градуса. Тази конична част на електрода трябва да достигне 5-6 от своя диаметър. Върхът на конуса трябва да е тъп с 0,2-0,5 милиметра. При монтажа на електрода се препоръчва да се гарантира, че оста на неговата симетрия съвпада с оста на симетрия на плазмените форми.
Заваръчната връзка трябва да бъде срязана по същия начин. аргонова дъгова заварка, Ръбовете, ръбовете и краищата на метала трябва да се почистват със стоманена четка с ширина 3 сантиметра. Ако сте извършили рязане на метал с плазма, трябва да почистите режещата повърхност на дълбочина най-малко 1 милиметър. Ако има пукнатини по повърхността на рязане, трябва да го почистите, преди да отстраните дефекта и обезмаслете почистените места с разтворител.
Заваряемите метални листове не трябва да съдържат празнини, по-големи от 1,5 милиметра. Ако е възможно, закрепете ги с монтажни устройства и устройства по такъв начин, че оста на фугите напълно да съвпадат. С покритите електроди, закрепете така, че материалът за прилепване да е изравнен с основния метал на елементите. Ако е необходимо, почистете зоните за прилепване. Качеството на точките на затягане и основния заваръчен шев трябва да бъде същото.
Ако се интересувате от това как да правите плазмена заварка, запомнете, че процедурата се препоръчва да се изпълнява постоянен ток, 5-20 секунди преди процеса на възбуждане на дъгата е необходимо да се приложи защитен газ в заваръчната зона. Може да се изключи 10-15 секунди след процедурата за счупване заваряване дъга, Пазете плазмената горелка на разстояние не повече от 1 см от продукта. Не прекъсвайте дъгата колкото е възможно по време на целия процес на заваряване. Ако това все още се е случило, си струва да изчистите шва на разстояние от 15 мм до точката на счупване. Продължаващо творение заварен шев също трябва да започне предварително.
При заваряване не прегрявайте метала. Ако материалът все още се загрява до температура повече от 100 градуса по Целзий, трябва да прекъснете или да охладите метала със сгъстен въздух. За постигане на високо качество заварки При техниката на непрекъснато проникване, движете горелката равномерно и стабилно, както се прави в машината.
За да се създадат правилните шевове, е необходимо да се извърши плазмена заварка с добавъчен материал с диаметър 1,5 милиметра и повече. Добавете определени вибрации към тел за пълнене и горелката с амплитуда от 2-4 милиметра. Уверете се, че разтопеният край на жицата не напуска защитната газова зона. Ето защо, не може твърде рязко да го представя в банята за заваряване. В края на шва се препоръчва да се заварява капка разтопен метал към заварен картер, като същевременно се изважда или изключва дъгата.
Плазменото заваряване е по същество процес, който се основава на изолирането и прилагането на плазма. По време на заваряването се използва газ като основен източник, който чрез излагане на високи температури за кратък период от време допринася за образуването на плазма. Цената на плазмената заварка ще ви зарадва. Освен това процедурата е безопасна за човешкия живот, тъй като в процеса не се използват опасни процеси. кислородни бутилкии сгъстен въздух.




