Плазмената на заварчика. Плазмено заваряване - какво е и как работи. Отличителни черти на плазмената заварка.
Свързване на повърхности при заваряване на плазма! Плазмено заваряване - метод, който коренно се различава от всички съществуващи традиционни технологии за заваряване.
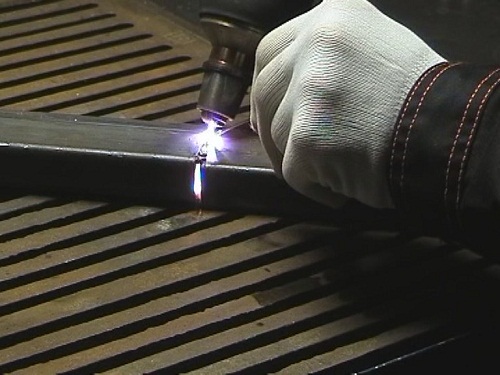
Машина за плазмено заваряване
Това се проявява в съществуващите предимства на плазмената заварка:
- Безопасност на процеса за заварчика;
- Уникална възможност за спестяване на електроенергия;
- Високото ниво на изпълнение, което характеризира съответното заваръчна машина;
- Осигуряване на висококачествени резултати при заваряване или рязане.
В основата си, плазмената заварка е иновативен процес за свързване на метални равнини. Днес този тип се използва активно в определени индустрии: инженеринг, приборостроене, авиационни предприятия и др.
По-висока плътност, по-добро рязане
Два фактора за плазмено рязане с азотна вода могат да допринесат за такива гладки срезове. оглед плазмено рязанекато лазерно рязане, е да се постигне най-високата енергийна плътност, която може ефективно да проникне в плочата. Свиването и стабилизацията, които са общи за всички плазмени процеси, се постигат с помощта на малък диаметър на дюзата в комбинация с вихровото движение на плазмения газ. В зависимост от промяната на процеса може да се постигне по-нататъшно свиване с вода като защитен материал.
Плазменото заваряване се използва, когато е необходимо да се получи заварка с висока якост. Характерно е, че оборудването за плазмена заварка не изисква кислородни бутилки.
Технологията е щадяща околната среда, тъй като при заваряването на метал няма изпускане на вредни вещества и газове. В допълнение, с помощта на плазмено оборудване, не само заваряване, но също така и рязане на метали и сплави е възможно (просто трябва да се получи подходящ нож).
Други механизми могат да се използват за стесняване и стабилизиране на дъгата, като например материали с висока топлопроводимост за дюзата за отвеждане на топлината, излъчена от компресирана дъга, или дори интензивни магнитни полета. В момента обаче цената на тези системи ще компенсира всяко повишаване на качеството и скоростта на рязане.
Използваната технология за рязане зависи от изискванията за приложение. Но с правилното газова смесУсъвършенстван от правилния дизайн на факела, плазмените системи за рязане могат бързо да почистят съкращенията и да улеснят живота на заварчика. Обаче, чрез позициониране на електрода в корпуса на горелката, плазмената дъга може да бъде отделена от корпуса защитен газ, След това плазмата се избутва през фина медна дюза, която компресира дъгата. Три режима на работа могат да бъдат получени чрез промяна на диаметъра на отвора и скоростта на потока на плазмения газ.
Повече за процеса на заваряване
За правилното разбиране на технологията на заваръчния процес е важно да се задълбочим в същността му. От гледна точка на физиката, по време на плазмената заварка, йонизиран газ (т.е. плазма) се насочва към повърхността на частите, които се заваряват с помощта на дюза. За образуването на плазмата е необходимо да се осигури нагряване на работния газ до висока температура. Това се постига чрез силен електрически ток.
Въпреки че скоростта на потока на плазмения газ може да се увеличи, за да се подобри проникването заварен шевСъществува риск от проникване на въздух и защитен газ поради прекомерна турбуленция в газовия щит. Поради увеличението заваръчен ток и потокът от плазмен газ създава много мощен плазмен лъч, който може да осигури пълно проникване в материала, както при лазер или електронно-лъчево заваряване, По време на заваряването дупката постепенно преминава през метала, като разтопената заваръчна вана изтича отзад, за да образува заварка под действието на повърхностното напрежение. Този процес може да се използва за заваряване на по-дебел материал в един проход.
- Микроплазмената дъга може да работи при много ниски заваръчни токове.
- Колонната дъга е стабилна дори когато дължината на дъгата е променена на 20 mm.
- Свръхзривна плазма: повече от 100A.
Плазмен процес
Можете да използвате подходящото устройство за свързване:
- Тънкостенни тръби;
- Различни видове тънки контейнери;
- Части от фолио;
- Отделни бижута.
Самосглобяване на заваръчната машина
Устройството за плазмена заварка, както и рязането на метали, се нуждае само от сгъстен въздух и електричество за неговата работа. Когато се използва компресорно оборудване, устройството ще изисква само електричество. В резултат на това заваряването изисква смяна на електродите, както и дюзата на плазмената горелка.
Регенерацията на дъгата е трудна, когато има дълъг електрод на разстояние от частта и плазмата е компресирана. Освен това, прекомерното нагряване на електрода по време на положителния полупериод води до запушване на върха на върха, което може да наруши стабилността на дъгата.
Чрез небалансиране на формата на вълната, за да се намали продължителността на положителната полярност на електрода, електродът се поддържа достатъчно хладен, за да поддържа заострен връх и да се постига стабилност на дъгата. Тази "пилотна" дъга се държи в тялото на горелката, докато е необходима за заваряване, и след това се прехвърля към детайла.
Независимият дизайн на плазмена заваръчна машина изисква тежка работа.
На първо място, трябва да направите развитието на веригата на захранването. От такъв блок зависи пълното функциониране на апарата.
За работата ще са необходими:
- Дросел от обичайния заваръчен апарат. Този елемент е необходим за стабилизиране на напрежението. Ако стабилността не е гарантирана, тогава напрежението на волтажа ще намали плазмата, която е толкова необходима за заваряване и рязане;
- Тиристорен трифазен изправител. Включването му в веригата се обяснява с необходимостта от ограничаване на тока в областта от 50 ампера;
- Нормален стартер за кола. Този елемент е необходим за осигуряване на автоматичен палеж. Възможно е обаче и използването на конвенционален дистрибутор. Всичко това ще премахне нуждата от ръчен палеж.
При създаването на машина за плазмено заваряване трябва да се обърне особено внимание, разбира се, на тялото. При наличието на всички необходими материали и добри металообработващи машини, независимото производство на всички основни елементи няма да предизвика трудности.
Електродът, използван за плазмения процес, е волфрам-2% торий, а плазмената дюза е мед. Диаметърът на канала на плазмената дюза е критичен и диаметърът на отвора е твърде малък за текущото ниво, а дебитът на плазмения газ ще доведе до прекомерна ерозия на дюзите или дори до топене. Разумно е да се използва най-големият диаметър на отвора за работното ниво на тока.
Забележка: отворът, който е твърде голям, може да причини проблеми със стабилността и да поддържа ключалка. Нормалната газова комбинация е аргон за плазмен газ, с аргон плюс от 2 до 5% водород за защитен газ. Хелий може да се използва за плазмен газ, но тъй като е по-горещ, той намалява номиналния ток на дюзата. По-ниската маса на хелия също може да възпрепятства режима на ключалка.
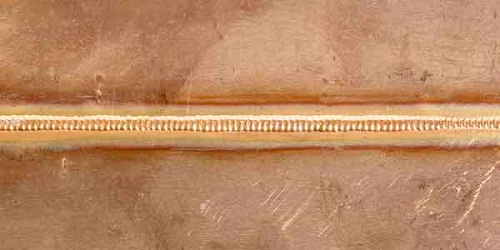
Шевът след свързване на частите чрез плазмена заварка
За пълна картина на това как изглежда сглобената машина за заваряване и рязане, ви предлагаме да изследвате широк спектър от схеми в интернет.
Ключов елемент за заваряване и рязане е плазмената горелка. Дизайнът му е такъв, че всъщност е удобна дръжка, в която са разположени анодът и катодът.
Microplasma традиционно се използва за заваряване на тънки листове, както и за проводници и проводници. Иглата като твърда дъга намалява дъгата и изкривяванията. Предимствата са по-дълбоко проникване и по-голяма устойчивост на повърхностно замърсяване, включително покрития. Основният недостатък е ревът на горелката, което затруднява ръчното заваряване. При механизираното заваряване трябва да се обърне повече внимание на поддържането на горелката, за да се осигури стабилна работа.
Това има няколко предимства, които могат да бъдат използвани: дълбоко проникване и висока скорост на заваряване. Обичайните методи са използването на бутонен режим с пълнител, за да се осигури гладък профил на заварката. При дебелина до 15 mm се използва съвместна подготовка с повърхност на корена 6 mm. Използва се двупроходна техника и тук първият проход е автогенен, а вторият преход се извършва в режим на топене с добавянето на пълнител.
Анодът, който е едновременно дюза, е направен от мед. По време на процеса на заваряване се охлажда с вода. Волфрам (включително лантанови) също се използва като катод.
Тези два елемента не са в контакт, тъй като са изолирани със специални материали. Като правило, чрез азбест.
За появата на плазмена дъга между анода и катода се използва постоянен токс напрежение 100 V. Това е тази дъга, която позволява нагряването на газа до изискваната висока температура. Заваряването започва да работи: настъпва плазмен поток, в който се поставят заварените части (или се реже метал).
Конструктивни характеристики на горелките
Тъй като параметрите на заваряване, консумацията на плазмен газ и добавката на пълнителя трябва да бъдат внимателно балансирани, за да се поддържа стабилността на ключалката и заваряването, този метод е подходящ само за механизирано заваряване, Въпреки че може да се използва за позиционно заваряване, обикновено с импулсен ток, то обикновено се използва за високоскоростно заваряване на по-дебел листов материал в равна позиция. При заваряване на тръби е необходимо внимателно да се контролира наклона на потока на тока и плазмения газ, за да се затвори ключалката, без да се напуска дупката.
По този начин независимият дизайн на апарата за плазмена заварка е съвсем реален. Резултатът ще бъде възможността за висококачествено свързване на различни метални части. Самостоятелно сглобеното устройство ще бъде полезно за много случаи, плазменото заваряване със собствените си ръце ще бъде особено удобно при ремонт на личен автомобил.
Той е актуализиран, така че уеб страницата вече не отразява точно отпечатаната версия. Плазмената заварка има уникални характеристики на изпълнение от конструкцията на горелката. Въпреки това, в плазмената горелка електродът се намира зад малка медна дюза. Чрез предизвикване на преминаване на дъгата през дюзата се образува характерен колонен поток или плазма.
Какво представлява директната плазмена заварка?
По време на заваряване, плазмената дъга отрязва метала, образувайки ключалка, докато стопеният заваръчен басейн тече около ключалката, за да образува заварка. В този режим на работа се постига дълбоко проникване и висока скорост на заваряване. Той генерира много мощна дъгова плазма, подобна на лазерния лъч. , Алтернативно налична плазмена апаратура, предназначена специално за употреба.
За заваряване на конструкции от неръждаеми стомани, цветни сплави и различни метали, както и при заваряване на метали с неметали, с дебелина до 15 мм, се използва специален вид заваряване - плазма.
Този вид заваряване се извършва с помощта на високотемпературна плазмена дъга (до 50000 0С), която се получава с помощта на специално оборудване, което позволява да се получи плазмена струя или дъга. Освен това, плазмената струя се използва за рязане, запояване, пръскане и напластяване на много цветни и огнеупорни метали. Известно е, че плазмата е газ, който се нагрява до състояние на йонизация и проводимост на електрически ток.
Защитно оборудване. , Плазмен процес обикновено работи с отрицателна полярност на електрода, за да минимизира топлината, генерирана от електрода. Въпреки това, съществуват специални горелки за работа с електроди с положителна полярност, които разчитат на ефективно охлаждане за предотвратяване на топенето на електрода. Факел с положителен електрод се използва за заваряване на алуминий, който изисква катодът да бъде върху материала за отстраняване на оксидния филм.
Gorynych заваръчна машина
Проблеми с регенерацията на дъгата са свързани със стесняване на дюзата, дълъг електрод на разстояние от детайла и електродна опаковка, причинена от променливи периоди на положителна полярност на електрода. Пилотната дъга, образувана между електрода и медната дюза, автоматично се прехвърля към детайла, когато се изисква за заваряване.
Плазмената заварка се използва в авиационната, космическата, инженерната, автомобилната, електрическата, хранително-вкусовата и други сектори на икономиката, където конструкциите са обект на високи изисквания към качеството на тяхното производство.
Същността на заваряването - нагряване принудително компресирана електрическа дъга разтопява краищата на частите и формите заварен шев, Заваряването може да се извършва в ръчен или автоматичен режим. Независимо от начина на изпълнение, шевовете са с високо качество и с определени геометрични размери, докато конструкциите не се подлагат на деформации.
При конвенционалната конструкция на горелката електродът се намира зад водно охлажданата медна дюза. Тъй като мощността на плазмената дъга се определя от степента на стесняване на дюзата, е необходимо да се разгледа изборът на диаметъра на отвора спрямо текущото ниво и скоростта на потока на плазмения газ. За "мека" плазма, обикновено използвана за микро и средно настоящи режими на работа, се препоръчва относително голям диаметър на отвора, за да се сведе до минимум ерозията на дюзите.
Микроплазма заваряване: някои характеристики на процеса
В режима на плазмено рязане с висок ток, диаметърът на отвора на дюзата, скоростта на потока на плазмения газ и нивото на тока са избрани да произвеждат силно сгъстена дъга, която има достатъчно мощност, за да пробие материала. Потокът от плазмен газ е от решаващо значение за създаване на дълбоко проникваща плазмена дъга и предотвратяване на ерозия на дюзите; прекалено малкият дебит на газа за диаметъра на отвора и нивото на тока ще доведе до двойна дъга в факела и топене на дюзата.
Предимства и недостатъци на плазмената заварка
Предимствата на заваряването включват:
- висока концентрация на топлина с минимална зона на излагане на топлина, която елиминира изкривяването на частите по време на процеса на заваряване и следователно елиминира необходимостта от тяхното редактиране;
- стабилност на дъгата;
- висока скорост на заваряване (до 50 m / h), което подобрява производителността;
- проникване на метала до пълната дълбочина, което позволява да не се извършва рязане на ръбовете преди заваряване;
- широки граници на регулиране на заваръчната дъга;
- липса на пръски по време на работа;
- ефективност;
- високо качество на заварената връзка;
- възможност за пълна автоматизация на заваръчния процес.
Недостатъците включват:
Високотокова плазмена заварка
Като се има предвид предложената начална точка за определяне на скоростта на потока на плазмения газ и нивото на тока за диапазон от диаметри на отворите и различни режими на работа. Електродът е волфрам с добавка от 2 до 5% торий, който помага да се инициира дъгата. По правило върхът на електрода се заземява под ъгъл от 15 градуса за микроплазмена заварка. Ъгълът на върха се увеличава със сегашното ниво и при високото токово, плазмено заваряване, се препоръчва ъгъл от 60 до 90 градуса. За високи нива на ток, върхът е притъпен до приблизително 1 mm.
- сложността на обслужване на някои видове оборудване;
- необходимостта да се спазва безопасността.
Машина за плазмено заваряване
Машината за плазмена заварка се състои от специален фенер (плазмена горелка) и източник на енергия.
Плазмената горелка се състои от следните основни части:
- външен корпус;
- pTFE корпуси;
- възел на електрод;
- механизъм за контрол на въздушния поток;
- изолационни втулки;
- електрод;
- изолационни втулки;
- дюза;
- гайки за дюзи.
Конструкцията осигурява захранване с газове (плазмено и защитно) и захранване с вода или въздушно охлаждане. Газообразуващият газ е чист аргон или аргон с добавка на водород или хелий, и смеси от въздух, азот, водород или газ могат също да бъдат използвани. Най-често защитният газ е аргон. Електродите са изработени от волфрам, активиран от торий, лантан или итрий, както и от хафний и мед. За охлаждане на стените на дюзата е необходимо подаване на вода или въздух.
Ъгълът на върха обикновено не е критичен. ръчно заваряване, Въпреки това, за механизирани приложения, състоянието на върха и дюзата ще определи формата на дъгата и проникващия профил на проникването на заваръчния шев, така че специално внимание трябва да се обърне на смилането на върха. Необходимо е също така периодично да се проверява състоянието на върха и дюзата, а за критичните компоненти се препоръчва да се провери състоянието на горелката между заваръчните шевове.
Как е процесът на плазмено заваряване в долно положение?
За да се осигури последователност, е важно да се поддържа постоянна позиция на електрода зад дюзата; Водачът на електрода и специалните инструменти са осигурени от производителя на горелката. Максималният номинален ток на всяка дюза е зададен за максимално положение на електрода и максимален газов поток в плазмата. По-ниски скорости на плазмен газ могат да се използват за омекотяване на плазмена дъга с максимален номинален ток на дюзата, което намалява разстоянието от електрода.
Потокът на газ, преминаващ през дюзата, ограничава размера на дъгата и изтласква дъгата от стените на дюзата. По този начин газовият слой е изолиран от дюзата. В централната част на отвора, разположен в дюзата, преминава дъговият разряд, който може да възникне между електрод и заваръчен продукт (заваряване с директна дъга) или между електрод и дюза (непряко заваряване).
Типична газова комбинация е аргон за плазмен газ и аргон от 2 до 8% Н2 за защитен газ. Независимо от материала, който се заварява, използването на аргон за плазмен газ дава най-ниската скорост на ерозия на електрода и дюзата. Хелий дава по-гореща дъга; въпреки това, неговото използване за плазмен газ намалява текущата пропускателна способност на дюзата и затруднява оформянето на ключалка.
Производители на плазмена заваръчна машина
Смеси от хелий и аргон например. 75% хелий - 25% аргон, използван като защитен газ за материали като мед. Дебитът на плазмения газ трябва да бъде точно определен, тъй като той контролира проникването на заваръчната вана, но дебитът на защитния газ не е критичен.
Принципът на работа на плазмената заваръчна машина е следният: осцилатор (генератор на високо напрежение) създава електрически потенциал, който е необходим за възникване на искрово изхвърляне и запалване на електрическа дъга. Налице е митническа дъга, която при контакт със заварения продукт го затваря и по този начин влиза в експлоатация. Спиралният плазмен газообразен поток стабилизира и компресира колоната на работната дъга. Това ви позволява да не докосвате стените на дюзата на плазмената горелка.
Видове заваряване
Плазменото заваряване, в зависимост от използваното оборудване, може да се извърши:
- проникваща и непроникваща дъга;
- на тока на която и да е полярност;
- бъдете точка и импулс;
- без тел за пълнене и тел за пълнене;
- ръчно, с помощта на полуавтоматични и автоматични машини.
Заваряването може да се извършва при следните токове:
В зависимост от силата на заваръчния ток, има 3 вида плазмена заварка:
- малки (от 0, 1 до 25 А);
- среда (от 25 до 150 А);
- големи (над 150 А).
Заваръчните работи с ниска мощност се наричат микроплазма и се използват най-често. Използва се за производство на конструкции с дебелина не повече от 1,5 mm. Обикновено тези видове заваряване произвеждат тънкостенни контейнери и тръби, заваряват тънки части до масивни, правят бижута в бижутерийната индустрия, свързват части от фолио при производството на термодвойки.
Ако заваряването се извършва с помощта на тел за пълнене, то обикновено се използва безшевна тел или специален вид тел - прах.
Основните параметри на плазмената заварка:
- ампераж, измерен в ампери (А);
- напрежение, измерено в волтове (V);
- Ø канална дюза (посочена в mm);
- Ø електрод (посочен в mm);
- консумация на плазмен газ (посочен в m / h);
- консумация на защитен газ (посочена в m / h).
Технология за плазмено заваряване
Апаратите за плазмена заварка, произведени от различни производители, по правило са универсални. С тяхна помощ можете да извършвате различни работи във всички пространствени позиции: долни, тавански, вертикални, хоризонтални, наклонени. Технологичният процес на производствените структури се състои в подготовка на продукта за заваряване, избиране на пълнежен материал, ако се извършва заваряване и подготовка на оборудването.
Частта преди заваряване трябва да бъде обезмаслена, почистена и внимателно обезопасена. По време на процеса на заваряване, заварчикът трябва да предпазва очите от радиация, да използва всички методи и средства за защита за предотвратяване на топлинни изгаряния, както и да използва система за вентилация при заваряване на закрито.
Днес в търговската мрежа можете да закупите различни модели устройства за плазмена заварка, както вътрешно, така и чуждестранно производство. Сред домашните уреди е много популярна мобилната плазмена апаратура “PLAZAR”, “GORYNYCH”, “MULTIPLAZ” и др.
Например, GORYNYCH представлява многофункционално преносимо устройство, състоящо се от плазмен генератор и блок за захранване и управление. Използва се за широка гама заваряване, рязане и спояване на метали. Захранва се от 220V мрежа, компактна и лесна за използване, особено популярна при заварчиците. Като работен флуид, в зависимост от вида на извършваната работа, той използва дестилирана вода или разтвор на етилов алкохол в същата вода. Такова устройство се използва успешно не само в производството, строителството, но и в ежедневието.
Сред чуждестранните производители се обръща специално внимание на устройствата, произведени в Германия и Италия. Моделите на плазмените заваръчни и режещи машини на MERKLE Schweißanlagen-Teshnik GmbH са добре познати в различни части на света. Фирмата е специализирана в производството на оборудване и компоненти за производството над 50 години заваряване. Професионални модели плазмени машини P 421 DC-PT11, P 601 DC-PT11 и P 601 AC / DC-PT11 се използват от известни компании VOLKSWAGEN, MERCEDES-BENZ и други в производството на техните продукти, известни в много страни.
Производител от Италия Telwin е специализирана в производството на съвременни устройства за плазмена заварка, също повече от 50 години. Моделите Technica Plasma, Technology Plasma, Superplasma и други са оборудвани със защита от пренапрежение, ниска и висока ток, термична защита, извършват автоматично охлаждане на плазмотрона и имат алармена система за напрежението в горелката. Те се отличават с малки размери, тегло и са много удобни за използване.




