Рязане на заварки. Какви са заваръчните шевове
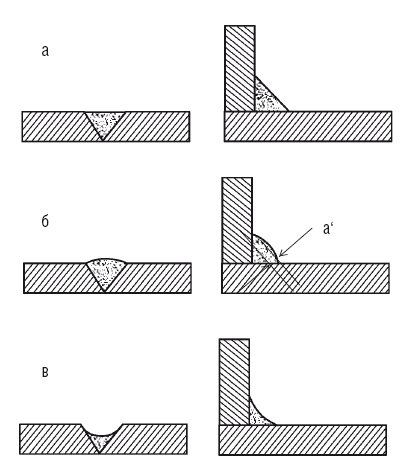
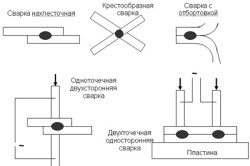
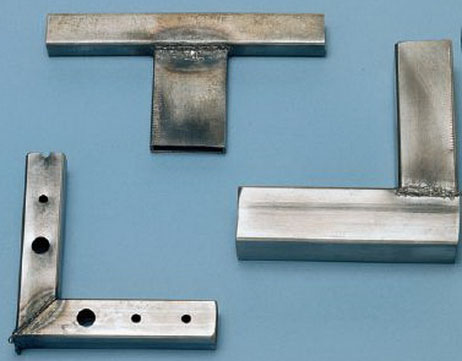
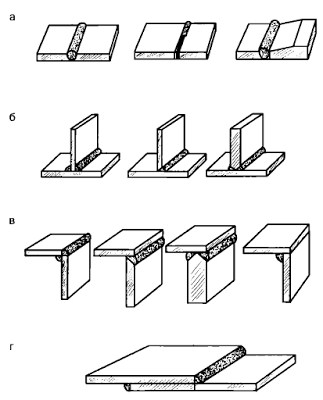
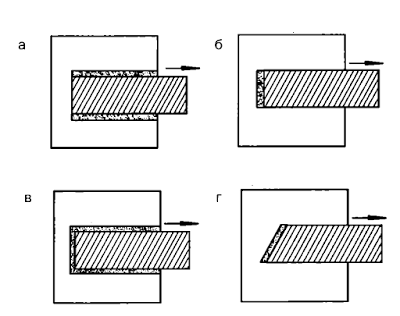
Заварената връзка се нарича набор от части, свързани чрез заварка. При електродъгово заваряване се използват следните видове съединения: челно, припокриване, Т-образно и под ъгъл; В редица случаи се използват шлицови, челни фуги с покрития и електрически нитове (Фиг. 56).
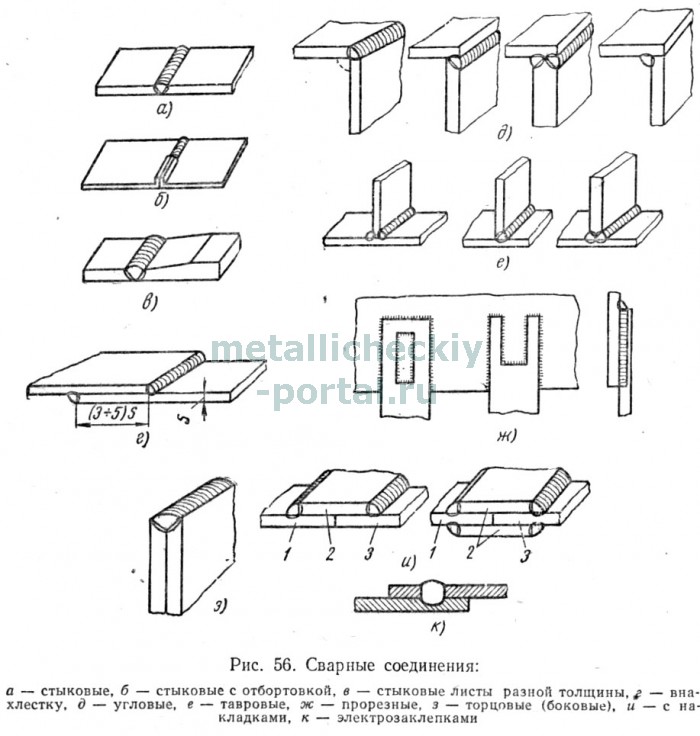
Ставни връзки. Най-често срещани са задни фуги (фиг. 56, а), тъй като те дават най-малки присъщи напрежения и деформации по време на заваряване, както и висока якост при статични и динамични натоварвания. Използват се в метални конструкции и при свързване на ъгли, канали, I-греди и тръби. Фуговите фуги изискват най-ниската консумация на основата и заваръчния метал. Когато челните фуги се нуждаят от внимателна подготовка на листове за заваряване и сравнително прецизни помежду си.
Листове с дебелина 1-3 mm могат да бъдат заварени с припокриване, без междина и без запълващ метал (Фиг. 56, б).
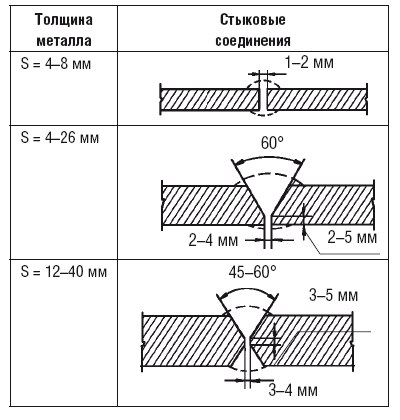
При ръчно заваряване на стоманени листове с дебелина 3-8 мм, ръбовете се нарязват под прав ъгъл спрямо повърхността, а листите се поставят с пролука 0,5-2 мм.
Без конични ръбове можете да заварявате листове до 6 мм с едностранно и до 8 мм с двустранно заваряване.
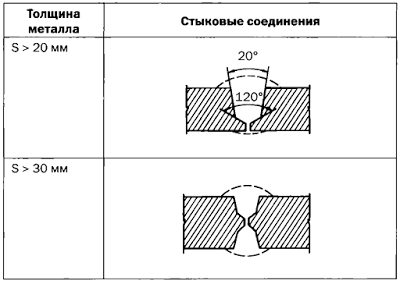
Листове с дебелина от 3 до 26 мм при ръчно електродъгово заваряване се заваряват с едностранен скос на един или два ръба. Този тип подготовка на ръбовете се нарича V-образна. Листове с дебелина 12–40 mm са заварени с двустранен скос на ръбове, наречен Х-образен, със скосяване на двата края и К-образен с откос на един ръб.
Ръбовете са тъпи, за да се предотврати потокът на метал по време на заваряване (прогаряне). Разстоянието между краищата е оставено, за да се улесни проникването на корена на шева (долните части на ръбовете). От голямо значение за качеството на заваряване е запазването на една и съща ширина на процепа по цялата дължина на шва, т.е. съответствие с паралелността на ръбовете.
Двустранният скос (Х-образен) има предимства пред едностранно (V-образна), както при същата дебелина
Обемът на листа на заваръчния метал ще бъде почти два пъти по-малък от този с едностранно скосени ръбове. Съответно, консумацията на електроди и електрическа енергия по време на заваряване ще намалее. Освен това при двустранен скосен ръб се появяват по-малко изкривявания и остатъчни напрежения, отколкото при едностранни. за
Обемът на листа на заваръчния метал ще бъде почти два пъти по-малък от този с едностранно скосени ръбове. Съответно, консумацията на електроди и електрическа енергия по време на заваряване ще намалее. Освен това при двустранен скосен ръб се появяват по-малко изкривявания и остатъчни напрежения, отколкото при едностранни. Следователно, листове с дебелина повече от 12 mm трябва да бъдат заварени с X-образен наклон на ръбовете. Това обаче не винаги е възможно поради дизайна и размера на продукта.
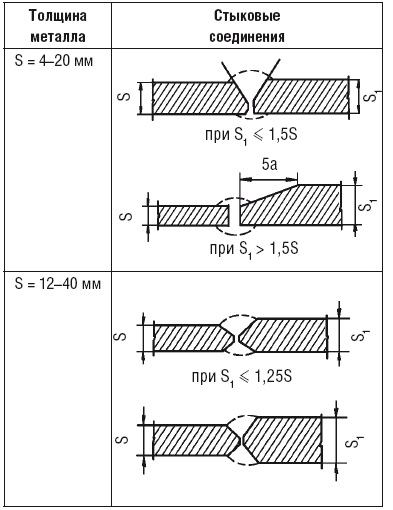
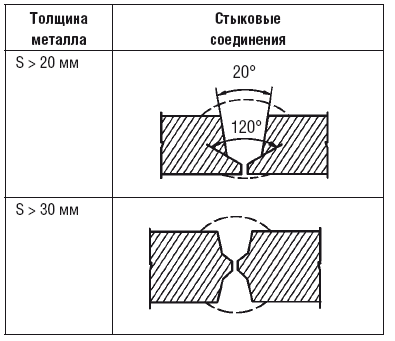
При ръчно електродъгово заваряване на стомана с дебелина 20–60 mm се използва крива U-образна фаска на един или два ръба, за да се намали обема на заваръчния метал, което увеличава заваръчните характеристики и спестява електроди. При челно заваряване на листове с неравномерна дебелина по-дебелият лист се нарязва в по-голяма степен (фиг. 56, в).
Коленни стави. Свръзките (Фиг. 56, г) се използват главно за електродъгово заваряване на строителни конструкции от стомана с дебелина не повече от 10-12 мм. В някои случаи те се използват за заваряване на листове с по-голяма дебелина (но не повече от 20-25 мм). Припокриващи се фуги не изискват специална обработка на ръбовете, освен за подстригване. В такива фуги се препоръчва да се заваряват листата от двете страни, когато това е възможно, тъй като при едностранно заваряване влагата може да попадне в процепа между листата и да предизвика последващо ръждясване на метала в завареното съединение.
Сглобяването на продукта и подготовката на листове за заваряване при застъпване са опростени, но консумацията на основата и заваръчния метал е по-голяма, отколкото при челната заварка. Свръзките на свръзката са по-малко издръжливи с променливи и ударни натоварвания в сравнение с челните съединения. За електрическо заваряване на ролкови и точкови контакти се използват главно носещи фуги.
Ъглови съединения. Такива връзки (фиг. 56, г) се използват за заваряване по ръбове, разположени под прав ъгъл или под друг ъгъл. Използва се, например, при заваряване на резервоари, резервоари, съдове, фланци на тръбопроводи и други продукти, работещи при ниско налягане (под 0.7 kgf / cm 2), неподходяща цел. Понякога ъгловите фуги се сваряват и отвътре. За метал с дебелина 1–3 mm могат да се използват ъглови съединения с фланци и заваряване без запълващ метал.
Маркови връзки. Т-образните фуги (фиг. 56, д) са широко използвани за дъгова заварка на греди, колони, стелажи, ферми и други строителни конструкции. Извършва се без скосяване и със скосени ръбове от едната или двете страни. Вертикалният лист трябва да има сравнително изрязан ръб. С едностранен и двустранен скос ръбът между вертикалните и хоризонталните листове остава празнина за най-доброто проникване на вертикалния лист през цялата дебелина. Необходима е едностранна скосяване, ако конструкцията на продукта не позволява заваряване на Т-образното съединение от двете страни. При фуги без скосяване на ръбове в корена на шева е възможна непълна заварка, поради което такъв шев може да се срине при вибрации и ударни натоварвания. Т-съединенията със скосени ръбове осигуряват необходимата якост при всички видове товари.
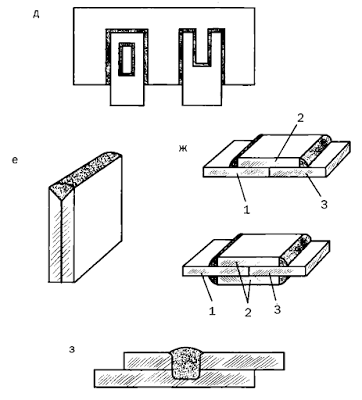
Винтови връзки. Тези съединения (Фиг. 56, g) се използват, когато дължината на нормалния шев на припокриване не осигурява достатъчна якост. Шлицовите съединения са или затворени, или отворени. Разрезът може да бъде направен чрез кислородно, въздушно-дъгово и плазмено рязане.
Лице или страна, връзки. Такива съединения са показани на Фиг. 53, g. Листовете са заварени към съседните краища.
Връзки с накладки (Фиг. 56, и). Плоча 2, припокриваща свързването на листите 1 и 3, се заварява по протежение на страничните ръбове към повърхността на листата. Тези съединения изискват допълнителна консумация на метал върху облицовката и затова се използват само в случаите, когато не могат да бъдат заменени с челни или надбедрени съединения.
Връзки с електрически нитове. С помощта на електрослепите се получават трайни, но не стегнати съединения (фиг. 56, j). Горният лист е пробит или пробит, а дупката е сварена така, че долният лист да бъде заловен. Когато дебелината на горния лист е до 3 мм, тя не се пробива предварително, а при заваряване на нит се разтопява с дъга. Електрическите шевове се използват в скута и тройника.
Описаните съединения са типични за руното заваряване на стомана. При газово заваряване, заваряване под налягане, заваряване на нископлавни цветни метали и в други случаи формата на ръбовете може да бъде различна. Подробности за тях са дадени в следващите глави, когато се описват тези методи на заваряване.
Форми на подготовка и ъгли на наклон, хлабини и допуски за шевове заварени съединения Ръчна дъгова заварка регулира ГОСТ 5264-69.
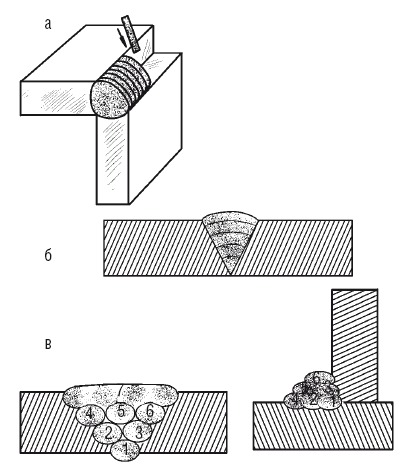
Видове шевове. Има следните видове заварки:
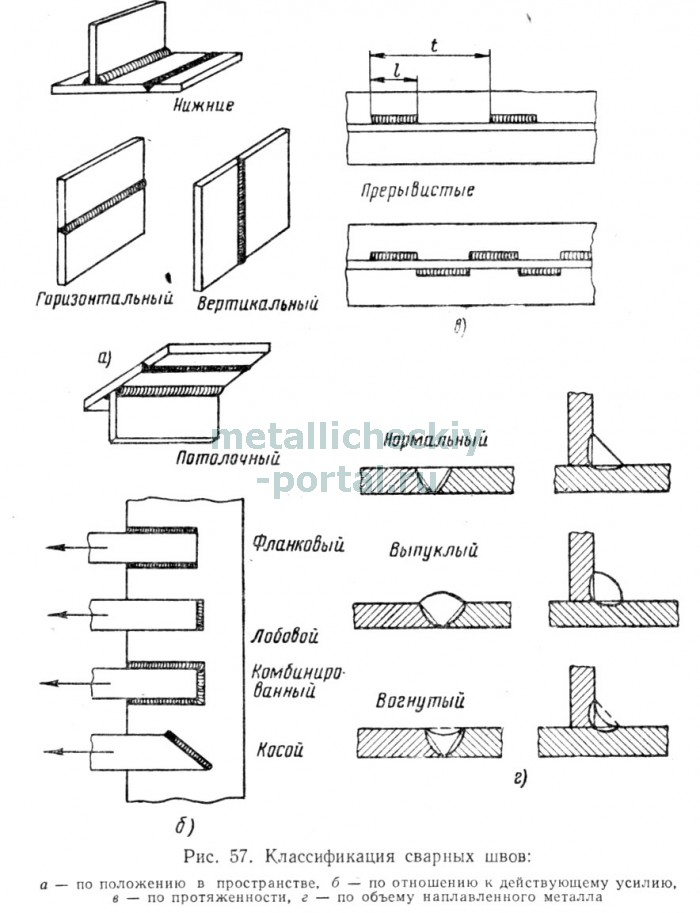
1. По позицията в пространството - по-ниска, хоризонтална, вертикална и тавана (фиг. 57, а). Най-лесният за изпълнение е долният шев, най-трудоемкият - таванът. Таванните фуги могат да се изпълняват от заварчици, които специално са усвоили този вид заваряване. По-трудно е да се извършва заваряване на таван от дъгова заварка. Заваряването на хоризонтални и вертикални шевове на вертикална повърхност е малко по-сложно от заваряването на долните шевове.
2. По отношение на настоящите усилия - фланцови, фронтални, комбинирани и наклонени (фиг. 57, б).
3. Над дължината - непрекъснато и периодично (Фиг. 57, в). Прекъсващите шевове се използват в случаите, когато връзката не трябва да бъде стегната, а чрез изчисляване на якостта не се изисква твърд шев.
Дължината на отделните секции на прекъснатата заварка (1) е от 50 до 150 mm; разстоянието между участъците на шева обикновено е 1,5-2,5 пъти дължината на участъка; стойността на t се нарича стъпка на шева. Прекъсващите шевове се използват доста широко, тъй като осигуряват икономия на заваръчен метал, време и разходи за заваряване.
4. По отношение на размера на заваръчния метал или степента на изпъкналост, нормален, изпъкнал и вдлъбнат (фиг. 57, г). Конвексията на шва зависи от вида на използваните електроди: при заваряване с тънко покрити електроди се получават шевове с голям изпъкнал. При заваряване с електроди с дебело покритие, поради по-голямата течливост на разтопения метал, обикновено се получават нормални шевове.
Шевовете с голяма издатина не осигуряват якост на заварена връзка, особено ако тя е подложена на променливи в течливостта на разтопения метал, и обикновено се получават нормални шевове.
Големите издатини не осигуряват якост на заварена връзка, особено ако тя е подложена на различни натоварвания и вибрации. Това се обяснява с факта, че в шевовете с голяма издатина е невъзможно да се получи плавен преход от валяка към основния метал и на това място се образува нещо като "подрязване" на ръба, където се получава концентрация на напрежение. Под действието на променливи ударни или вибрационни натоварвания, разрушаването на завареното съединение може да започне от тази точка. Шевовете с голяма изпъкналост са нерентабилни, тъй като повече електроди, време и електричество се консумират за тях.
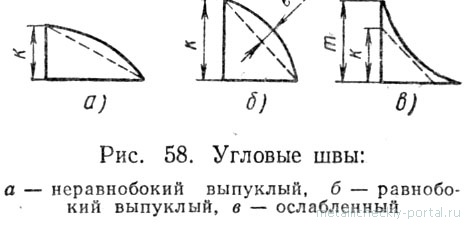
5. По вид на свързване - челно и ъглово. Ъгловите шевове се използват, когато се правят припокриващи се фуги, Т-образни, под ъгъл, с наслоявания, шлицови, лицеви. Страната към ъгъла на шва (Фиг. 58) се нарича крак.
При определяне на крака към шевовете, показани на фиг. 58, а, е приет по-малкият крак на триъгълника, вписан в напречното сечение; в шевовете, показани на фиг. 58, б и в, е взет кракът на вписания равнобедрен триъгълник.
ГОСТ 5264-80 позволява изпъкналост в шва e: в долното положение на заваряване, до 2 мм, с различно положение на заваряване, до 3 мм. Разширяването на крака (m - k) при всяка позиция на шва е разрешено до 3 mm.
администрация Обща оценка на статията: Публикувано на: 2011.06.01
Заварки и съединения
Постоянното съединение, което е направено чрез заваряване, се нарича заварено. Състои се от няколко зони (фиг. 77):
Заваръчен шев;
синтез;
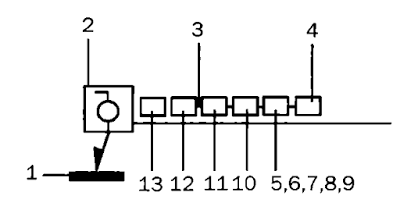
Фиг. 77. Зони на завареното съединение: 1 - заварка; 2 - сливане; 3 - топлинни ефекти; 4 - неблагороден метал
Термични ефекти;
Основен метал.
Дължината на заварените съединения е:
Къс (250–300 mm);
Средна (300-1000 mm);
Дълъг (повече от 1000 mm). В зависимост от дължината на заварката, изберете метода на неговото изпълнение. При късите стави шева се провежда в една посока от началото до края; средните секции се характеризират с припокриване на шева с отделни секции, а дължината му трябва да бъде такава, че да е достатъчен цялостен брой електроди (две, три), за да го завърши; дългите фуги са заварени чрез метода на обратния етап, споменат по-горе.
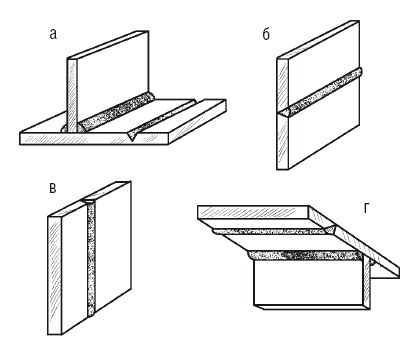
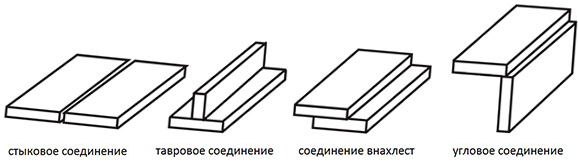
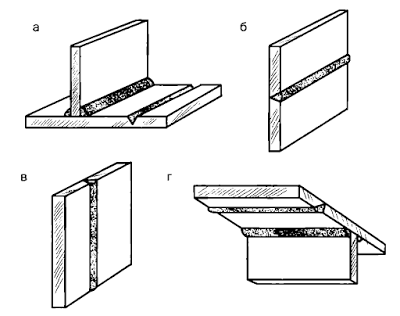
По вид заварени съединения (фиг. 78) се разделят на:
1. Butt. Това са най-често срещаните съединения за различни методи на заваряване. Те са предпочитани, тъй като се характеризират с най-ниските вътрешни напрежения и напрежения. Като правило, челните съединения са заварени метални конструкции.
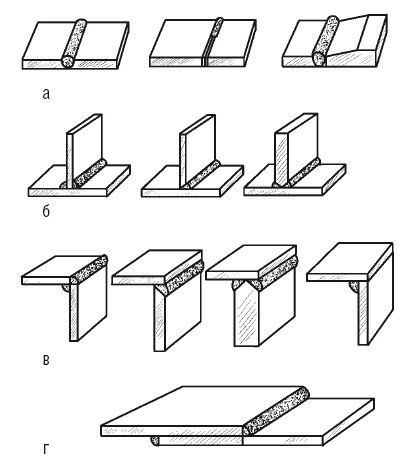
Фиг. 78. Видове заварени съединения: а - челно; б - таврови; ъглово; r - припокриване
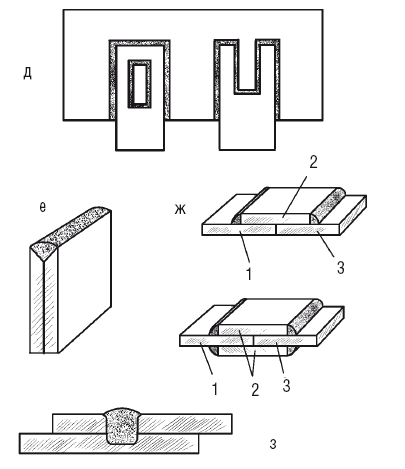
Фиг. 78 (край). d - с отвори; e - край; W - с наслагвания; 1-3 - основният метал; 2 - наслагване: 3 - електрически нитове; h - с електрически нитове
Основните предимства на това съединение, което може да се изчисли при внимателна подготовка и поставяне на ръбовете (поради затъмняване на последните, предотвратяване на изгарянето и металния поток по време на процеса на заваряване и спазване на техния паралелизъм осигурява висококачествен равномерен шев) са следните:
Минимално потребление на основата и заваръчния метал;
Най-краткото време, необходимо за заваряване;
Съединението, което може да бъде направено, не може да бъде по-ниско от основния метал.
В зависимост от дебелината на метала, ръбовете по време на дъгова заварка могат да бъдат отрязани под различни ъгли на повърхността:
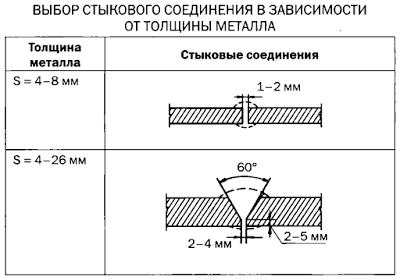
Под прав ъгъл, ако стоманените листове са с дебелина 4–8 mm. В същото време между тях се оставя разстояние от 1-2 мм, което улеснява кипенето на долните части на ръбовете;
Под прав ъгъл, ако металът е комбиниран с дебелина до 3 и до 8 мм с едно- или двустранно заваряване, съответно;
С едностранно скосени ръбове (V-около различни), ако дебелината на метала е от 4 до 26 mm;
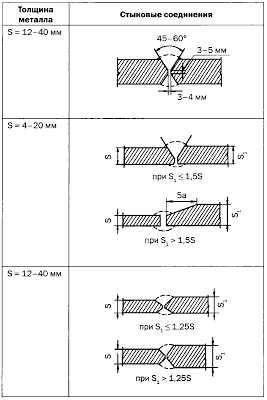
При двустранен скос (X-образен), ако листите са с дебелина 12–40 mm, този метод е по-икономичен от предишния, тъй като количеството на заваръчния метал се намалява почти 2 пъти. Това означава спестяване на електроди и електричество. Освен това, деформациите и напреженията по време на заваряване са по-малко характерни за двустранен наклон;
Ъгълът на скосяване може да бъде намален от 60 ° до 45 ° при заваряване на листове с дебелина над 20 mm, което ще намали обема на заваръчния метал и ще запази електродите. Наличието на отвор от 4 мм между краищата ще осигури необходимото проникване на метала.
При заваряване на метал с различна дебелина, ръбът на по-дебелия материал се коси по-силно. При значителна дебелина на частите или листата, които трябва да се съединят чрез дъгова заварка, се използва чашообразна подготовка на ръбовете, а при дебелина 20–50 mm се извършва едностранна подготовка, а при дебелина над 50 mm - едностранна подготовка.
Горното е ясно показано в таблица. 44.
2. Припокриване, най-често използвано за електродъгово заваряване на конструкции, с дебелина на метала 10–12 mm. Тази опция се отличава от предишната връзка с липсата на необходимост да се подготвят краищата по специален начин - достатъчно е само да ги отрежете. Въпреки че сглобяването и подготовката на метал за сглобките не е толкова тежко, трябва да се отбележи, че консумацията на основата и на заваръчния метал нараства в сравнение с челните съединения. За надеждност и за избягване на корозия, дължаща се на влага между листовете, тези съединения се сваряват от двете страни. Съществуват различни видове заваряване, когато тази опция се използва изключително, по-специално за точкови и ролкови.
3. Фирмена, широко разпространена при електродъгово заваряване. За тях ръбовете се нарязват на едната или на двете страни, или могат да се справят без скосяване. Специални изисквания се налагат само за изготвянето на вертикален лист, който трябва да има еднакво изрязан ръб. С едно- и двустранни скоси, ръбовете на вертикалния лист осигуряват разстояние от 2-3 мм между вертикалните и хоризонталните равнини, за да се заварява вертикалният лист до пълната дебелина. Едностранно скосяване изпълнява в случая, когато дизайнът на продукта е такъв, че е невъзможно да се свари от двете страни.
Таблица 44
Избор на челно съединение в зависимост от дебелината на метала
5. Гаечни ключове, приложени в случаите, когато обиколката на обиколката с нормална дължина не осигурява необходимата здравина. Такива съединения са два вида - отворени и затворени. Разрезът се прави чрез рязане с кислород.
6. Лице (страна), в което листата се наслагват един върху друг и се заваряват към краищата.
7. С наслагвания. За да се направи такава връзка, листите се присъединяват и припокриват връзката с наслояване, което естествено води до допълнителна консумация на метал. Ето защо, този метод се използва в случай, когато за извършване на челно или скута шев не е възможно.
8. С електрически нитове. Това съединение е силно, но не е достатъчно гъсто. За него горният лист се пробива и запечатва получената дупка по такъв начин, че да обхване долния лист.
Ако металът не е твърде дебел, тогава не се изисква пробиване. Например, при автоматична заваръчна дъга, горният лист се разтопява лесно от заваръчната дъга.
Структурен елемент на заварена връзка, който, когато се образува, се образува поради кристализация на разтопения метал по линията на движение на топлинния източник, се нарича заварка. Елементите на геометричната му форма (фиг. 79) са:
Ширина (б);
Височина (h);
Размерът на крака (K) за ъглови, припокриващи и Т-връзки.
Класификацията на заваръчните шевове се основава на различните характеристики, които са представени по-долу.
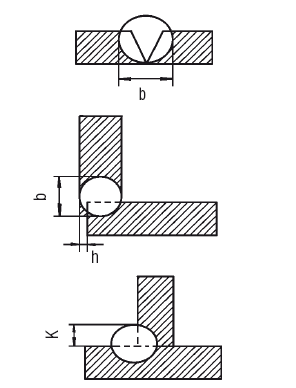
Фиг. 79. Елементи на геометричната форма на заварка (ширина, височина, размер на крака)
1. По тип връзка:
задника;
Ъгъл (Фиг. 80).
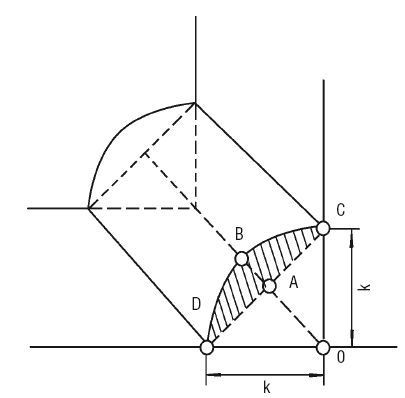
Фиг. 80. Ъглово съединение
Ъглови шевове се практикуват с някои видове заварени съединения, по-специално с надбедрени, челни, ъглови и с наслоявания.
Страните на такъв шев се наричат крака (k), зона ABCD на фиг. 80 показва степента на изпъкналост на шева и не се взема предвид при изчисляване на якостта на завареното съединение. При извършването му е необходимо краката да са равни, а ъгълът между страните на OD и BD е 45 °.
2. По вид на заваряване:
Дъгови заваръчни шевове;
Автоматични и полуавтоматични заваръчни шевове;
Шеве на дъгова заварка в защитен газ;
Електрозаваръчни заваръчни шевове;
шевове устойчивост на заваряване;
Газови заваръчни шевове.
3. По пространствена позиция (фиг. 81), в която се извършва заваряване:
Фиг. 81. Заварки в зависимост от тяхното пространствено положение: а - по-ниско; б - хоризонтално; in - вертикално; g - таван
хоризонтална;
вертикално;
Таван.
Долният шев е най-лесен за изпълнение, таванът е най-труден.
В последния случай заварчиците преминават специално обучение и. \\ T тавана по-лесно да се направи газ заваряване от дъга.
4. По дължина:
непрекъснато;
Интермитент (Фиг. 82).
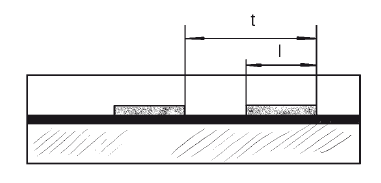
Фиг. 82. Прекъсната заварка
Прекъсващите шевове се практикуват доста широко, особено в случаите, когато няма нужда (изчислението на якостта не означава непрекъснат шев), за да се свържат плътно продуктите.
Дължината (l) на участъците, които трябва да се съединят, е 50–150 mm, разстоянието между тях е приблизително 1,5–2,5 пъти по-голямо от зоната на заваряване и заедно образуват стъпало (t).
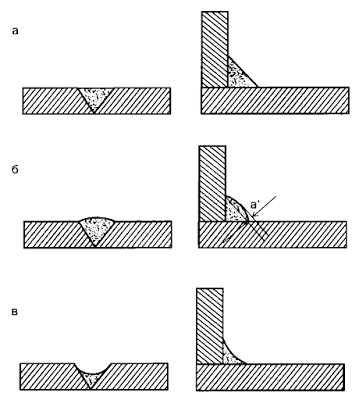
5. Според степента на изпъкналост, т.е. формата на външната повърхност (фиг. 83):
нормално;
изпъкнали;
Вдлъбнати.
Типът на използвания електрод определя заваръчната издатина (a ‘). Най-голямата изпъкналост е характерна за тънко покритите електроди, а дебело-покритите електроди дават нормални шевове, тъй като те се характеризират с по-голяма течливост на разтопения метал.
Фиг. 83. Заварени шевове, които се различават по формата на външната повърхност: а - нормално; b - изпъкнала in - вдлъбната
Експериментално е установено, че силата на шева не се увеличава с увеличаване на нейната изпъкналост, особено ако съвместната работа „работи” при променливи натоварвания и вибрации. Подобна ситуация се обяснява по следния начин: при направата на шев с голяма издатина е невъзможно да се постигне плавен преход от шевната ролка към основния метал, затова в този момент ръбът на шева е сякаш подстриган и тук напреженията са концентрирани.
При условията на променливи и вибрационни натоварвания на това място, завареното съединение може да бъде предмет на разрушаване. В допълнение, изпъкналите шевове изискват повишена консумация на електродния метал, енергия и време, т.е. това е нерентабилна опция.
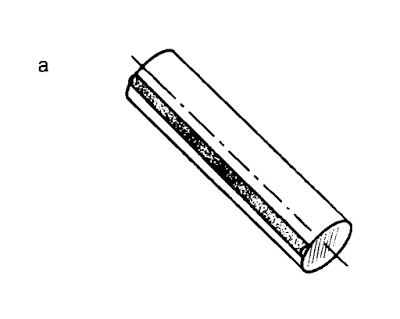
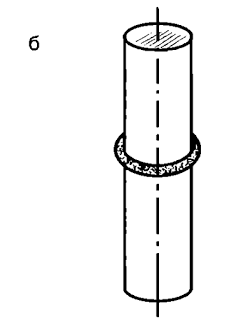
6. По конфигурация (Фиг. 84):
праволинейни;
пръстен;
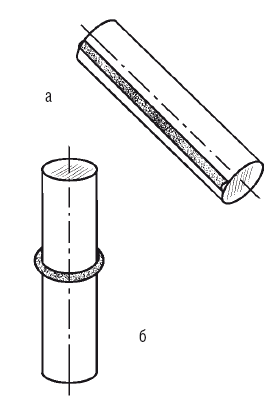
Фиг. 84. Заварени шевове с различни конфигурации: а - прави; b - пръстен
вертикално;
Хоризонтална.
7. По отношение на работните сили (Фиг. 85):
хълбока;
Механично;
Комбинираната;
Skew. Векторът на въздействието на външните сили може да бъде успореден на оста на шева (типичен за страничните), перпендикулярно на оста на шева (за лицеви), които се простират под ъгъл спрямо оста (за наклонени) или комбинират посоката на страничните и крайните сили (за комбинирани).
8. Съгласно метода за задържане на стопения заваръчен метал:
Без накладки и възглавници;
Върху подвижни и оставащи стоманени облицовки;
![]()
Фиг. 85. Заварки по отношение на работните сили: a - фланг; b - лице; в - комбиниран; d - наклонена
На медни, флюсово-медни, керамични и азбестови накладки, флюсови и газови възглавници.
При полагане на първия слой на шева, най-важното е да се поддържа течният метал в заваръчната вана.
За да предотвратите изтичане, използвайте:
Облицовки от стомана, мед, азбест и керамика, които се подхранват под коренния шев. Благодарение на тях можете да увеличите заваръчен токкоето осигурява чрез проникване на ръбовете и гарантира стопроцентово проникване на части. В допълнение, накладката запазва разтопения метал в заваръчната вана, предотвратявайки образуването на изгаряния;
Вложки между заварени ръбове, които изпълняват същите функции като уплътненията;
Подгъването и отбиването на корена на шева на противоположната страна, без да се стреми да проникне през него;
Flux, flux-мед (при заваряване под флюса) и газ (с ръчна дъга, автоматична и аргонова дъгова заварка) възглавници, които се подават или сервират под първия слой на шва. Тяхната цел е да предотвратят излизането на метал от заваръчния басейн;
Заключващи фуги при изпълнение на челните шевове, които предотвратяват изгаряния в кореновия слой на шва;
Специални електроди, чието покритие съдържа специални компоненти, които увеличават повърхностното напрежение на метала и предотвратяват изтичането му от заваръчната вана при изпълнение на вертикални шевове от горе до долу;
Импулсната дъга, поради която се получава краткотрайно топене на метала, допринася за по-бързо охлаждане и кристализация на заваръчния метал.
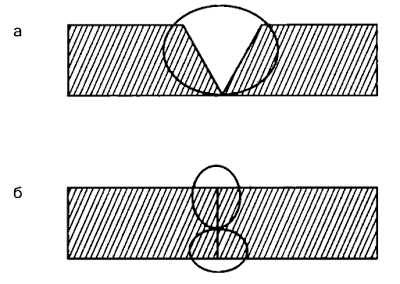
9. От страната, върху която се прилага шевът (Фиг. 86):
едностранно;
Двустранна.
10. Според заварените материали:
Върху въглеродни и легирани стомани;
Фиг. 86. Заварени шевове, различаващи се по местоположение: а - едностранно; б - двустранни
За цветните метали;
На биметал;
На пенопласт и полиетилен.
11. В зависимост от местоположението на частите, които трябва да се съединят:
При остър или тъп ъгъл;
Под прав ъгъл;
В един самолет.
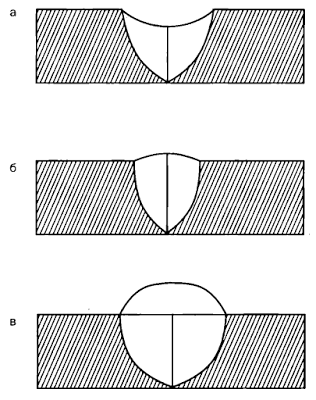
12. По обема на заваръчния метал (фиг. 87):
нормално;
отслабва;
Подсилени.
13. По местоположение на продукта:
надлъжна;
Крос.
14. Под формата на заварени конструкции:
На плоски повърхности;
На сферични повърхности.
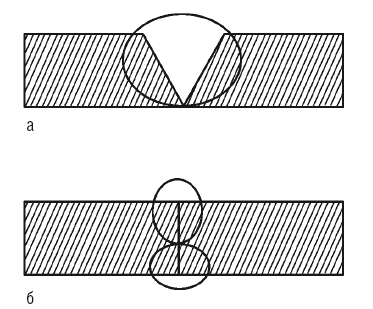
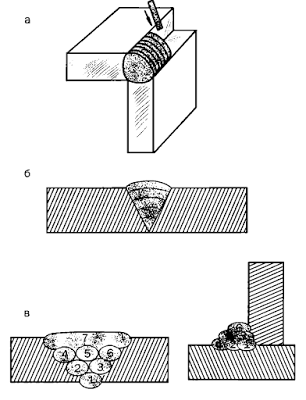
15. По броя на заваръчните валци (Фиг. 88):
Единичен слой;
многослойни;
Мултипас.
Преди тренировка заваряване Краищата на свързаните продукти, конструкции или части трябва да бъдат правилно подготвени, тъй като здравината на шва зависи от тяхната геометрична форма
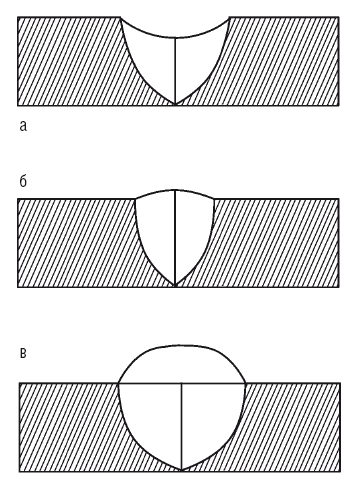
Фиг. 87. Заварените шевове, различаващи се по обема на застроения метал: и - отслабени; b - нормално; в - подсилен
Фиг. 88. Заварени шевове, различаващи се по броя на заваръчните перли: а - еднопластови; b - многослойни; c - многослойна многопрофилна
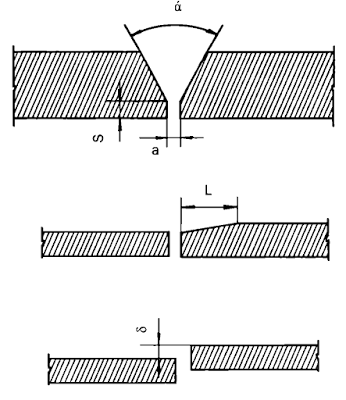
Елементите на формата за приготвяне са (Фиг. 89):
Ъгълът на канала (?), Който трябва да се изпълни, ако дебелината на метала е повече от 3 mm. Ако пропуснете тази операция, може да има такива негативни последици като липса на проникване през напречното сечение на заварената връзка, прегряване и изгаряне на метал. Ръбът дава възможност за заваряване на няколко слоя с малко напречно сечение, благодарение на което се подобрява структурата на заварената връзка и намаляват вътрешните напрежения и напрежения;
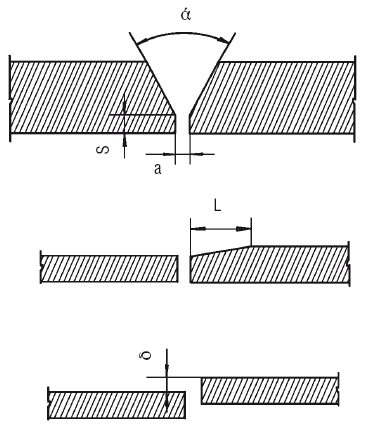
Фиг. 89. Елементи за подготовка на хром
Разстоянието между съединените ръбове (а). Това зависи от верността на зададената междина и избрания режим на заваряване доколко пълното проникване ще бъде над напречното сечение на фугата при формиране на първия (корен) слой на шева;
Мътността на ръбовете (S), необходима, за да се даде на процеса на налагане на конец за зашиване на определена стабилност. Пренебрегването на това изискване води до изгаряне на метал по време на заваряване;
Дължината на наклона на листа в случай на разлика в дебелината (L). Този елемент позволява плавен и постепенен преход от по-дебела част към тънка, което намалява или елиминира риска от концентрация на напрежение в заварени конструкции;
Ръбът се измества един спрямо друг (?). Тъй като това намалява якостта характеристики на съвместни, а също и допринася за липсата на проникване на метала и образуването на стресови центрове, ГОСТ 5264-80 установява допустими норми, по-специално, офсет трябва да бъде не повече от 10% от дебелината на метала (максимум 3 мм).
По този начин, при подготовката за заваряване, трябва да бъдат изпълнени следните изисквания:
Почистете ръбовете от замърсяване и корозия;
За да се скосят подходящите размери (според ГОСТ);
Задайте разликата в съответствие с ГОСТ, разработена за един или друг вид връзка.
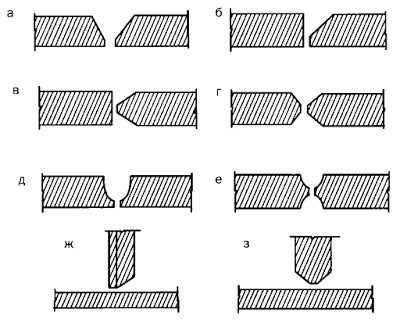
Някои видове ръбове вече са споменати (макар че са разглеждани в друг аспект), когато се описват челни свръзки, но въпреки това е необходимо отново да се фокусираме върху това (фиг. 90).
Изборът на един или друг вид ръбове се определя от редица фактори:
Метод на заваряване;
Дебелина на метала;
Начинът на свързване на продукти, части и т.н.
За всеки метод на заваряване е разработен отделен стандарт, който определя формата на подготовка на ръбовете, размера на шва и допустимите отклонения. Например, ръководство електродъгово заваряване извършена по ГОСТ 5264-80, контактна - по ГОСТ 15878-79, електрошлакова - по ГОСТ 15164-68 и др.
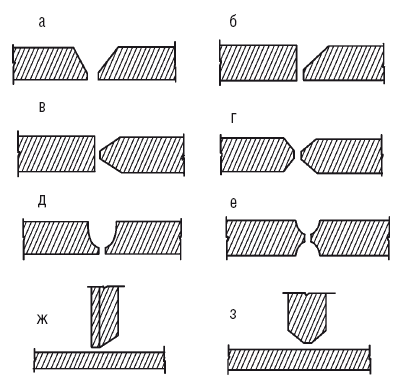
Фиг. 90. Видове ръбове, подготвени за заваряване: а - със скосяване на двата края; b - със скосяване на един ръб; в - с две симетрични скосявания на един ръб; d - с две симетрични скосявания от два ръба; d - с криволинеен наклон от два ръба; e - с две симетрични криволинейни скосявания от два ръба; W - със скосяване на един ръб; h - с две симетрични скосявания на един ръб
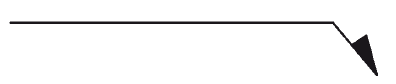
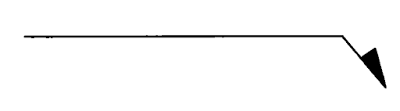
Освен това съществува стандарт за графично обозначение на заваръчния шев, по-специално ГОСТ 2.312-72. За да направите това, използвайте наклонена линия с еднопосочна стрелка (Фиг. 91), която показва секцията на шева.
Характеристиката на шева, препоръчаният метод на заваряване и друга информация са представени над или под хоризонталния рафт, свързан с наклонената стрелка. Ако шевът е видим, т.е. той е от предната страна, то характеристиката на шева е дадена над рафта, ако е невидим - под него.
Фиг. 91. Графично обозначение на заваръчните шевове
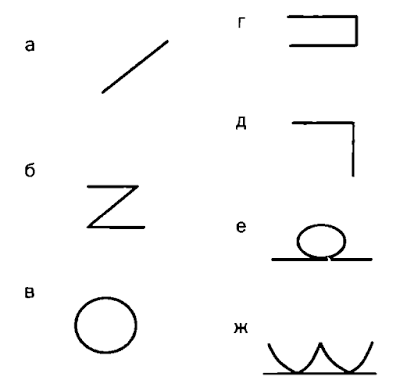
Допълнителните символи се отнасят и до символите на заваръчния шев (Фиг. 92).
За различни видове заваръчни писма се приемат:
Дугова заварка - Е, но тъй като този тип е най-често срещаната, буквата може да не бъде посочена в чертежите;
Газово заваряване - G;
Електросплави заваряване - W;
Заваряване в околната среда инертни газове - И;
Заваряване при взривяване - пръсване;
Плазмено заваряване - Пл;
Съпротивително заваряване - КТ;
Заваряване на триене - Tr;
Студено заваряване - X.
Ако е необходимо (ако се прилагат няколко метода на заваряване), преди обозначението на определен сорт трябва да се постави обозначение на използвания метод за заваряване:
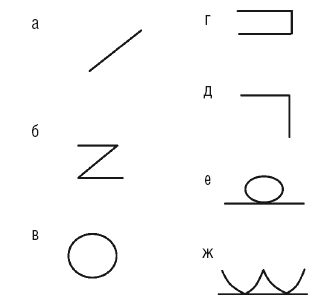
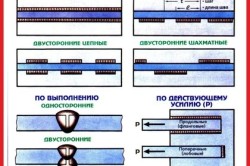
Фиг. 92. Допълнителни обозначения на заварката: а - периодичен шев с верижна последователност от обекти; б - прекъсващ шев с шахматна последователност от секции; в - шев по затворения контур; g - шев на отворен контур; d - монтажни шевове; д - шев с премахнато усилване; g - шев с плавен преход към основния метал
Ръководство - P;
Полуавтоматичен - P;
Автоматично - A.
Потопена дъга - F;
Заваряване в активен газ с консумиращ електрод - UE;
Заваряване инертен газ електрод за топене - PI;
Заваряване в инертен газ с невъзпламенителен електрод - IN.
За заварени съединения има и специални букви:
Гъз - С;
Таврово - Т;
Припокриване - Н;
Ъгъл - W. Числата след буквите определят броя на заварената връзка според ГОСТ за заваряване.
Обобщавайки казаното по-горе, може да се каже, че символите на заваръчните шевове се прибавят към определена структура (Фиг. 93).
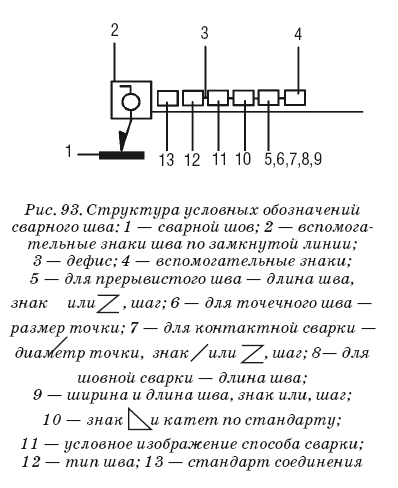
Фиг. 93. Структура символи заварка: 1 - заварка; 2 - помощни следи от шев затворена линия; 3 - тире; 4 - спомагателни знаци; 5 - за прекъснат шев - дължината на шва, маркировката или стъпката; 6 - за точков шев - размер на точката; 7 - за устойчивост на заваряване - диаметър на точката, маркировка или стъпка; 8 - за шевна заварка - дължината на шва; 9 - ширина и дължина на шва, марка или стъпка; 10 - знак и крак съгласно стандарта; 11 - условно изображение на метода на заваряване; 12 - тип шев; 13 - стандарт за свързване
Например, нека да декодираме нотацията:
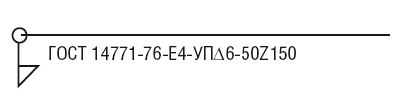
Шевът се намира на невидимата страна - обозначението е под рафта;
Т-стави, шев номер 4 по ГОСТ 14771–76 - Т4;
Заваряване с въглероден диоксид;
Полуавтоматично заваряване - Р;
Те се използват както при ниско строителство, така и в строителството на големи къщи, офис и спортни центрове. Използвайки заваряване, свържете 2 или повече части в 1. В същото време се образува силен и надежден шев, който може да продължи дълго време, без да нарушава и причинява щети на детайла като цяло.
Освен това, заварени съединения и шевове могат да се използват както за свързване на метални части от единна стомана, така и за елементи, изработени от различни сплави. С такава сложна работа е необходимо да се избере подходящата заваръчна техника, ампераж, консумативи (електроди). Освен това, заварчикът трябва да има достатъчно опит и умения, за да предотврати изгарянето на детайла, за да се избегнат ненужни напрежения и деформации при по-нататъшна работа.
Класификация на заваръчния шев
Всички заварени съединения са стандартизирани със специална документация, която дефинира понятията, зоните и местата на заваряване. Описаната терминология е приложима за техническата документация, която е прикрепена в края на шевовете. Същите понятия са посочени в образователната и методически ръководстваза които се обучават заварчици, както и по-нататъшно обучение и повишаване на тяхната квалификация.
Класификационна таблица на заварки.
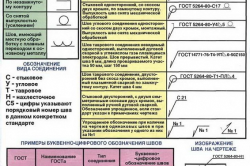
Като се използват общоприети съкращения, дори и при липса на документация за маркировката на съединението или на общата спецификация, е възможно да се определи кой конкретен заваръчен шев е направен на едно или друго място. строителство, Приемат се следните правила: челните заварки обикновено се обозначават с буквата „С“, а при припокриване на шев те обозначават „Н“, ако са предвидени Т-връзки, тогава спецификацията е маркирана с „Т“, ъглите са „Y“.
в основата си заваръчни връзки и шевове за разделяне на няколко основания:
По формата на крайната форма на напречното сечение:
- Гъз, т.е. заварените части са на една и съща равнина.
- Ъглови, когато металните части са под ъгъл един към друг, докато неговата стойност няма значение.
- Welt, ако частите, насложени един върху друг, са взаимно разтопени. В този случай една от частите (горната част) е напълно разтопена, а другата част на завареното съединение (долна) е само частично. Самият шев е нит. Тази връзка се нарича още електро-занитване.
Чрез конфигурация при заваряване:
- права линия;
- криволинейна гледка;
- тип пръстен.
За продължителността на завареното съединение:
- Връзки, направени от непрекъснат шев. Тяхната дължина варира от 300 мм до 1 м и повече.
- Които се извършват периодично. В този случай, местоположението на шва може да бъде във верига, по шахматен начин, в зависимост от конструктивните характеристики на детайла и изискванията.
По метода на използваната технология за заваряване:
- електродъгово заваряване без използване на допълнителни инструменти (газ, флюс);
- заваряване, извършено в среда с наличие на газ (например аргон).
По броя на прилаганите заваръчни елементи:
- едностранно;
- двупосочна връзка;
- многослойна.
По количеството метал, което се е образувало в резултат на сливането:
- нормално;
- увеличен;
- отслабва.
Обикновено няма строго разделение за всички видове класификации. При работа заварените съединения могат да бъдат подсилени правилно. Това означава, че комбинациите могат да бъдат много разнообразни, в зависимост от сложността метална конструкцияизисквания за твърдост и надеждност, наличност на консумативи, както и умения на заварчика.
Характеристики на заварени съединения

Основните видове заварени съединения.
В зависимост от това какъв трябва да бъде резултатът, е необходимо да се вземат предвид особеностите на неговото прилагане и технологията на изпълнение.
Заваръчните шевове представляват свързването на части чрез сливане. Детайлите са поставени в една и съща равнина и най-често се използва дъгова заварка. Освен това такива шевове могат да се използват за свързване на части с различни ръбове. Обработката на ръбовете за заваряване зависи от дебелината на листа. Ако по време на работа е необходимо да се свържат части с различна дебелина, то по-дебелият ръб трябва да бъде скосен до размера на по-малката. Той осигурява надежден шев.
По вид ръбове, които участват в заваряването, челните заварки могат да се разделят на:
- части, които нямат скосен ръб. Те трябва да са с дебелина 3-5 мм;
- елементи, които имат заоблен ръб;
- части с ръба, образуващи буквата "U", тяхната дебелина е 20-60 mm;
- части, в които ръбът има формата "X", дебелината на метала е 12-40 mm.
Научете повече за връзките.
приклад заварки имат най-ниската стойност на стреса, по-малко податлива на деформация. Това причинява честото им използване. При изработване на челно съединение консумацията на метал е минимална, подготовката за самата работа трябва да се извършва внимателно и внимателно.
Маркови елементи са съединения от метални части, когато една от тях е разположена перпендикулярно на другата. Оказва се, че съединението е под формата на буквата "Т". С този тип шев сам по себе си може да бъде разположен от едната или другата страна. Всичко зависи от изискванията за твърдост, техническа и конструктивна способност да произвеждат работа. Таврови системи се използват за изграждане на рамки за ферми, различни видове колони, стелажи. В допълнение, такава връзка е добра за използване при заваръчни греди.
Ъгловите фуги се изпълняват в случаите, когато елементите в конструкцията няма да носят значителни напрежения. Например, когато заварявате резервоари, резервоари. За да се осигури необходимата надеждност и здравина, дебелината на заварения метал не трябва да надвишава 1-3 mm. При ъгловото съединение частите се нанасят един към друг под необходимия ъгъл и се заваряват. Ъгълът няма значение. Шевът се прави двустранно твърдо по такъв начин, че влагата не може да проникне в нея.
Припокриващи се фуги се образуват, когато частите са разположени паралелно една на друга. Шевът е върху страничните повърхности на металните елементи. Краищата на метала не се нуждаят от допълнителна обработка, за разлика от метода на приклада. Разходите за метала както на основния, така и на нанесения метал ще бъдат значителни.
Дебелината на самата конструкция с такава обработка е не повече от 12 mm. За да се изключи проникването на влага в самата връзка, тя трябва да се извършва двустранно.
Шевовете с Т-фуга, обиколка, ъглови връзки могат да бъдат изпълнени под формата на малки сегменти, т.е. точков метод. Ако трябва да направите предварителни заварки, те се изпълняват в кръгла форма. Т.е. образувани с пълното топене на една от частите и частично другата.
Допълнителни точки
Известни методи за извършване на електродъгово заваряване без допълнителна обработка на ръбовете могат да бъдат произведени с метална дебелина 4 mm с ръчна работа, 18 mm с механизирана работа. Следователно, ако е необходимо да се заварят части с голяма дебелина с помощта на ръчна дъгова техника, тогава ръбовете трябва да бъдат допълнително обработени.
Елементите на геометрията на фугата включват пролуката, която присъства между елементите, ъгъла на жлеба, скосяването и отклонението на частите, участващи в заваряването един спрямо друг. Ъгълът на наклона определя ъгъла на рязане, който е решаващ за осигуряване на необходимия достъп до дъгата на цялата дълбочина на шва, което означава пълно изпълнение на самия шев. Величината на ъгъла, в зависимост от вида на съединението и метода на третиране, варира главно от 20-60 ° с толеранс от 5 °. Разстоянието е 0-4 mm.
Ако металът е достатъчно дебел и няма празнина, тогава може да се получи непълна фузия.
А ръбовете, които са лишени от притъпяване, могат да доведат до прегаряне. При голямо преместване на частите процесът на заваряване може да стане невъзможен.
Окончателният избор на метода и начинът, по който шевовете и фугите ще се изпълняват в металната конструкция, се определя от неговата сложност и изпълнения материал. При проектиране, разработване на разчети за строителство е необходимо да се вземат предвид тези характеристики и, ако е необходимо, да се предвиди използването на допълнителни средства, които да осигурят адекватна надеждност и твърдост.
Заваряването е един от основните начини за присъединяване, който се използва в промишлеността и в частната сфера. Това е сравнително евтин и надежден метод, който осигурява постоянна връзка. Като се има предвид факта, че има много видове метал, всеки от които има свои собствени характеристики на заваряване, както и различни работни условия и изискванията за свързване, съществуват различни видове заварени съединения и шевове.
Зона на заваряване
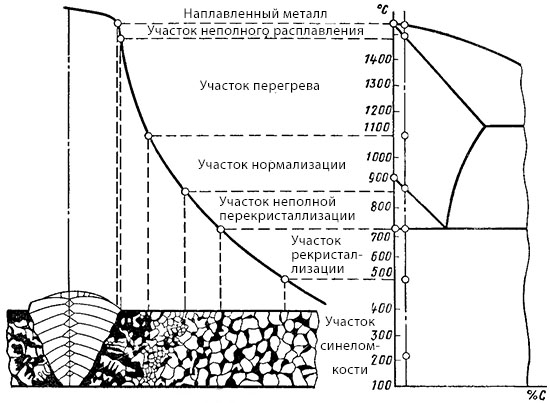
Зона на топене - от 0.1 до 0.4 mm от основния метал. Съдържа частично разтопени зърна. Когато металът се нагрява в тази зона, той придобива игла като структура. Има ниска якост и висока крехкост.
Зона, засегната от топлина - тя е разделена на четири части. Първата част се отнася до основния метал, който се загрява до температура над 1100 градуса по Целзий. Има груба структура. Зърната в тази област са около 12 пъти по-големи от стандартните. Прегряването намалява вискозитета, еластичността и други механични свойства на метала. Това е най-слабата част на заварката, която често се скъсва.
Втората част е зоната за нормализация, където основният метал се загрява с 900 градуса по Целзий. Зърнената структура тук е много по-малка, отколкото в предишния случай. Тази площ е от 1 до 4 мм.
Третата зона е непълна зона на кристализация. Тук основният метал се загрява от 750 до 900 градуса по Целзий. На нея се срещат малки и големи зърна. Поради неравномерното разпределение на кристалите, механичните свойства са намалени.
Четвъртата част е зоната на рекристализация. Районът се затопля от 450 до 750 градуса по Целзий. Той възстановява формата на зърната, които са били деформирани от минали механични ефекти. Приблизителната ширина на този участък е от 5 до 7 мм.
Зоната на основния метал - започва от място, което затопля до 450 градуса по Целзий. Тук структурата е подобна на основния метал, но благодарение на нагряването, стоманата губи своите крепостни свойства. По границата се освобождават нитриди и оксиди, които отслабват връзката на зърната. Металът придобива по-висока якост в дадено място, но получава по-малко ударна якост и еластичност.
Пълна класификация на заварки и съединения
Видовете заварки се разделят на няколко категории според различни критерии. Една от тях е разликата във външния вид. Тук са разпределени:
- Вдлъбнати (те са отслабени);
- Изпъкнали (подсилени);
- Нормално (те са плоски).
По вид изпълнение има:
- едностранно;
- Двустранна.
По броя на преминаванията:
- многоходова;
- Еднократно преминаване.
По броя на слоевете:
- Многослойни (при заваряване на дебели метали);
- Едностранно.
Класификацията на заварените шевове подчертава повече разновидности на дължината:
- Точкови шевове (те се създават с помощта);
- Двустранни шах;
- Двустранна верига;
- Едностранно периодично;
- Едностранно непрекъснато.
Видове заварки по посока на силата на удара:
- Фронтална (напречна) - силата е перпендикулярна;
- Фланг (надлъжен) - силата се задържа успоредно на шева;
- Коси - силата се извършва под ъгъл;
- Комбиниран - комбинира флангови и фронтални разновидности.
видове заваръчни шевове и съединения по позиция:
- по-ниски;
- хоризонтална;
- вертикално;
- таван;
- Polugorizontalny;
- полу-изправени;
- Polupotolochny;
- В лодката.
Според функцията и предназначението им, категорията на заваръчните шевове са:
- запечатан;
- траен;
- Durable-гъста.
По широчина:
- Разширени - са направени с помощта на напречни колебателни движения на електрода;
- Нишка - ширината на шева, която на практика не надвишава размера на диаметъра.
Характеристики на шева
- приклад
Това е най-често срещаната опция, която е обикновена комбинация от листове или крайни повърхности. Тя изисква минимално количество метал и време. Може да се държи без конични ръбове, ако листите са тънки. За дебели продукти е необходимо, когато трябва да косите краищата, за да увеличите дълбочината на заваряване. Това е вярно с дебелина от 8 мм и повече. Ако детайлът е по-дебел от 12 mm, тогава е необходимо двустранно челно съединение с скосяване на ръба. Такива съединения най-често се извършват в хоризонтално положение.

- мишена
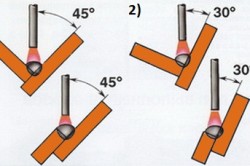
Видовете стави и шевове са представени под формата на буквата "Т". Тя може да бъде едностранна или двустранна и може да свързва продукти с различна дебелина. Ако по-малка част е монтирана перпендикулярно, тогава електродът по време на заваряване трябва да бъде наклонен до 60 градуса. Тук можете да използвате гвоздеи за накланяне на детайла и извършване на по-опростена версия на заваряване "в лодката". Това намалява вероятността от подкопаване. Шевът обикновено се прилага в един проход. Сега има много устройства за изпълнение на автоматична таврова заваряване.
- ъглов
Ъгълът е връзка, която се намира под ъгъл от 90 градуса или друг размер. За такива съединения ръбовете често са криви, така че шева може да се излекува до необходимата дълбочина, за да се гарантира надеждността. Двустранната стрелба прави връзката по-силна.

- застъпване
Този метод се използва за заваряване на листове с дебелина по-малка от 1 сантиметър. Те се припокриват и варят от двете страни. Трябва да се уверите, че между тях не се получава влага. Понякога, за по-добро свързване, такава връзка се приготвя от края.

Геометрия на заварката
Като се имат предвид видовете заварки и методите на тяхното приложение, трябва да се обърне внимание на основните геометрични параметри.
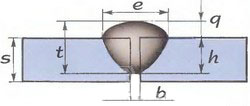
Завършете геометрията на заваръчния шев
- Е е ширината на формирания шев;
- S е дебелината на детайла;
- B - разстоянието между заварените заготовки;
- T е дебелината на заварката;
- Н е дълбочината на сварената част;
- Q е размерът на изпъкналата част.
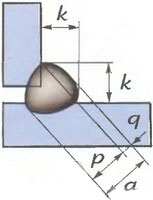
- А е дебелината на ъгъла на шва, в който. Включва се размерът на изпъкналост и височина на проектиране;
- P е изчислената височина, която съответства на перпендикулярната линия, изтеглена от мястото на най-дълбокото топене до хипотенузата на най-големия правоъгълен триъгълник, вписан във външната част на шева;
- Q е издуването на заварената област;
- K - кракът на филето е разстоянието от повърхността на една заготовка до границата на ъгъла на другата.
Функции за избор
Всички видове заварени съединения и шевове се различават значително по своите свойства. Затова за всеки случай трябва да изберете свой собствен набор от параметри за успешна комбинация. Преди всичко трябва да се обърне внимание на пространствената позиция. Колкото по-лесно е работата, толкова по-добро е качеството на шва. Хоризонталните шевове се считат за най-лесни за изпълнение, затова майсторите се опитват да поставят заготовките в такава позиция. Понякога дори е необходимо да се върти един и същ продукт няколко пъти, за да се гарантира високо качество на шва. - Важно е! Не бива да се забравя, че заваряването в един проход помага да се постигне по-голяма здравина от многократно преминаване. Затова трябва да намерите баланс между удобство и брой проходи. "
За дебели детайли винаги трябва да режете ръбовете и дори да работите на повърхността, за да добавите яснота към нея. Вариантите на избор са най-прости и предпочитани за работа, тъй като те са по-лесни за фиксиране, за да се избегне изкривяване на геометрията на получените части. В допълнение към правилния избор на вида шев, трябва да се обърне внимание и на температурния режим, тъй като тогава зоните на заваряване могат да се движат и продуктът просто ще се стопи или намали.
Постоянното съединение, което е направено чрез заваряване, се нарича заварено. Състои се от няколко зони:
Зони на завареното съединение: 1 - заварка; 2 - сливане; 3 - топлинни ефекти; 4 - неблагороден метал
- заварка;
- синтез;
- топлинни ефекти;
- неблагородни метали.
Дължината на заварените съединения е:
- къса (250-300 мм);
- среда (300-1000 mm);
- дълъг (повече от 1000 mm).
В зависимост от дължината на заварката, изберете метода на неговото изпълнение. При късите стави шева се провежда в една посока от началото до края; средните секции се характеризират с припокриване на шева с отделни секции, а дължината му трябва да бъде такава, че да е достатъчен цялостен брой електроди (две, три), за да го завърши; дългите фуги са заварени чрез метода на обратния етап, споменат по-горе.
По вид заварени съединения се разделят на:
1. Butt. Това са най-често срещаните съединения за различни методи на заваряване. Те са предпочитани, тъй като се характеризират с най-ниските вътрешни напрежения и напрежения. Като правило, челните съединения са заварени метални конструкции.
Основните предимства на това съединение, на които може да се разчита при внимателна подготовка и регулиране на ръбовете (поради затъмняване на последните, предотвратяване на изгарянето и металния поток по време на процеса на заваряване и спазване на тяхната успоредност осигуряват висококачествен равномерен шев) са:
- минималната консумация на основния и заваръчния метал;
- най-краткото време, необходимо за заваряване;
- направената връзка може да не е по-ниска от здравината на основния метал.
В зависимост от дебелината на метала, ръбовете по време на дъгова заварка могат да бъдат отрязани под различни ъгли на повърхността:
- под прав ъгъл, ако стоманените листове са съединени с дебелина 4-8 mm. В същото време между тях се оставя разстояние от 1-2 мм, което улеснява кипенето на долните части на ръбовете;
- под прав ъгъл, ако металът е съединен с дебелина до 3 и до 8 mm, съответно с едностранно или двустранно заваряване;
- с едностранно скосени ръбове (V-образна форма), ако дебелината на метала е от 4 до 26 mm;
- с двустранен скос (X-образен), ако листите имат дебелина от 12-40 мм, и този метод е по-икономичен от предишния, тъй като количеството на заваръчния метал се намалява почти 2 пъти. Това означава спестяване на електроди и електричество. Освен това, деформациите и напреженията по време на заваряване са по-малко характерни за двустранен наклон;
- ъгълът на скосяване може да бъде намален от 60 ° до 45 ° при заваряване на листове с дебелина над 20 mm, което ще намали обема на заваръчния метал и ще запази електродите. Наличието на отвор от 4 мм между краищата ще осигури необходимото проникване на метала.
При заваряване на метал с различна дебелина, ръбът на по-дебелия материал се коси по-силно. При значителна дебелина на частите или листата, които трябва да бъдат съединени чрез дъгова заварка, се използва чашообразна подготовка на ръбовете и с дебелина 20-50 mm се извършва едностранна подготовка и с дебелина над 50 mm - едностранна подготовка.
Горното е ясно показано в таблица.
2. Припокриващи се, най-често използвани за дъгова заварка на конструкции, с дебелина на метала 10-12 мм. Тази опция се отличава от предишната връзка с липсата на необходимост да се подготвят краищата по специален начин - достатъчно е само да ги отрежете. Въпреки че сглобяването и подготовката на метала за наслоеното съединение не е толкова тежко, трябва да се отбележи, че консумацията на основата и метала на заварката се увеличава в сравнение с челните съединения. За надеждност и за избягване на корозия, дължаща се на влага между листовете, тези съединения се сваряват от двете страни. Съществуват различни видове заваряване, когато тази опция се използва изключително, по-специално за точкови и ролкови.
3. Фирмена, широко разпространена при електродъгово заваряване. За тях ръбовете се нарязват на едната или на двете страни, или могат да се справят без скосяване. Специални изисквания се налагат само за изготвянето на вертикален лист, който трябва да има еднакво изрязан ръб. При единични и двустранни скосявания ръбовете на вертикалния лист осигуряват разстояние от 2-3 мм между вертикалните и хоризонталните равнини, за да се заварява вертикалният лист до пълната дебелина. Едностранно скосяване изпълнява в случая, когато дизайнът на продукта е такъв, че е невъзможно да се свари от двете страни.
4. Ъгъл, в който конструктивните елементи или части са комбинирани под един или друг ъгъл и заварени по ръбовете, които трябва да бъдат предварително подготвени. Такива съединения се намират при производството на резервоари за течности или газове, които се съдържат в тях под леко вътрешно налягане. Ъгловите фуги могат да бъдат заварени отвътре, за да се повиши здравината.
5. Гаечни ключове, прибягва до тези случаи, когато нормалният шев не осигурява необходимата сила. Такива съединения са два вида - отворени и затворени. Разрезът се прави чрез рязане с кислород.
6. Лице (страна), в което листата се наслагват един върху друг и се заваряват към краищата.
7. С наслагвания. За да се направи такава връзка, листите се присъединяват и припокриват връзката с наслояване, което естествено води до допълнителна консумация на метал. Ето защо, този метод се използва в случай, когато за извършване на челно или скута шев не е възможно.
8. С електрически нитове. Това съединение е силно, но не е достатъчно гъсто. За него горният лист се пробива и запечатва получената дупка по такъв начин, че да обхване долния лист. Ако металът не е твърде дебел, тогава не се изисква пробиване. Например, при автоматична заваръчна дъга, горният лист се разтопява лесно от заваръчната дъга.
Структурен елемент на заварена връзка, който, когато се образува, се образува поради кристализация на разтопения метал по линията на движение на топлинния източник, се нарича заварка. Елементите на геометричната му форма са:
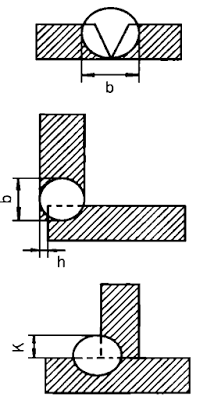
- ширина (b);
- височина (p);
- размерът на крака (K) за ъглови, припокриващи и Т-връзки.
Класификацията на заваръчните шевове се основава на различните характеристики, които са представени по-долу. 1. По тип връзка:
- задника;
- ъглови.
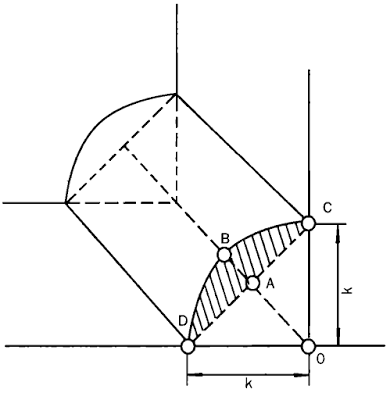
Ъглови шевове се практикуват с някои видове заварени съединения, по-специално с надбедрени, челни, ъглови и с наслоявания. Страните на такъв шев се наричат крака (k), зона ABCD на фиг. 33 показва степента на изпъкналост на шва и не се взема предвид при изчисляване на якостта на завареното съединение. При извършването му е необходимо краката да са равни, а ъгълът между страните на OD и BD е 45 °.
2. По вид на заваряване:
- дъгови заваръчни шевове;
- шевове на автоматична и полуавтоматична заваръчна арматура;
- шевове на електродъгово заваряване в защитен газ;
- шевове на електрошлакова заварка;
- заваръчни заваръчни шевове;
- газови заваръчни шевове.
3. По пространственото положение, в което се извършва заваряването:
- по-ниски;
- хоризонтално;
- вертикални;
- таван.
Долният шев е най-лесен за изпълнение, таванът е най-труден. В последния случай заварчиците преминават през специална подготовка, а таванният шев е по-лесен за извършване на газово заваряване от дъгата.
4. По дължина:
- непрекъснато;
- периодично.
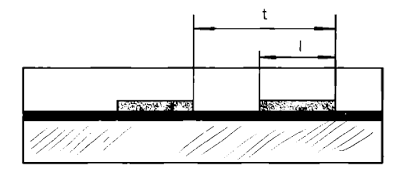
Прекъсващите шевове се практикуват доста широко, особено в случаите, когато няма нужда (изчислението на якостта не означава непрекъснат шев), за да се свържат плътно продуктите. Дължината (I) на свързаните секции е 50-150 mm, междината между тях е приблизително 1.5-2.5 пъти зоната на заваряване и заедно те образуват стъпка (t).
5. По степен на изпъкналост, т.е. формата на външната повърхност:
- нормално;
- изпъкнали;
- вдлъбната.
Видът на използвания електрод определя изпъкналостта на шева (а "). Най-голямата изпъкналост е характерна за тънкослойните електроди, а дебело-покритите електроди дават нормални шевове, тъй като се характеризират с по-голяма течливост на разтопения метал.
Експериментално е установено, че якостта на шва не се увеличава с увеличаване на нейната изпъкналост, особено ако съвместната работа „работи” при променливи натоварвания и вибрации. Подобна ситуация се обяснява по следния начин: при направата на шев с голяма издатина е невъзможно да се постигне плавен преход от шевната ролка към основния метал, затова в този момент ръбът на шева е сякаш подстриган и тук напреженията са концентрирани. При условията на променливи и вибрационни натоварвания на това място, завареното съединение може да бъде предмет на разрушаване. В допълнение, изпъкналите шевове изискват повишена консумация на електродния метал, енергия и време, т.е. е нерентабилен вариант.
6. По конфигурация:
- праволинейни;
- пръстен;
- вертикални;
- хоризонтално.
7. По отношение на настоящите сили:
- фланг;
- край;
- комбинирани;
- наклонена.
Векторът на въздействието на външните сили може да бъде успореден на оста на шева (типичен за страничните), перпендикулярно на оста на шева (за лицеви), които се простират под ъгъл спрямо оста (за наклонени) или комбинират посоката на страничните и крайните сили (за комбинирани).
8. Съгласно метода за задържане на стопения заваръчен метал:
- без накладки и възглавници;
- върху подвижни и оставащи стоманени облицовки;
- на медни, флюсово-медни, керамични и азбестови обшивки, флюсови и газови възглавници.
При полагане на първия слой на шева, най-важното е да се поддържа течният метал в заваръчната вана. За да предотвратите изтичане, използвайте:
- облицовки от стомана, мед, азбест и керамика, които се подхранват под коренния шев. Благодарение на тях е възможно да се увеличи заваръчният ток, който осигурява проникване през ръбовете и гарантира стопроцентово проникване на частите. В допълнение, накладката запазва разтопения метал в заваръчната вана, предотвратявайки образуването на изгаряния;
- вложки между заварени ръбове, които изпълняват същите функции като уплътненията;
- отрязване и отваряне на корена на шева от противоположната страна, без да се търси да проникне през него;
- флюс, флюс-мед (при заваряване под флюс) и газ (с ръчна дъга, автоматична и аргоно-дъгова заварка) възглавници, които се подават или поднасят под първия слой на шва. Тяхната цел е да предотвратят излизането на метал от заваръчния басейн;
- фуги в ключалката при изпълнение на челните шевове, които предотвратяват изгаряния в кореновия слой на шва;
- специални електроди, чието покритие съдържа специални компоненти, които увеличават силата на повърхностното напрежение на метала и не позволяват изтичането му от заваръчната вана при изпълнение на вертикални шевове от горе до долу;
- импулсна дъга, поради което има краткотрайно топене на метала, което допринася за по-бързо охлаждане и кристализация на заваръчния метал.
9. От страната, на която се прилага шевът:
- едностранно;
- двустранни.
10. Според заварените материали:
- върху въглеродни и легирани стомани;
- върху цветни метали;
- биметални;
- върху пенопласт и полиетилен.
11. В зависимост от местоположението на частите, които трябва да се съединят:
- под остър или тъп ъгъл;
- под прав ъгъл;
- в същата равнина.
12. По обема на заваръчния метал:
- нормално;
- отслабени;
- подсилени.
13. По местоположение на продукта:
- надлъжно;
- напречно.
14. Под формата на заварени конструкции:
- на плоски повърхности;
- върху сферични повърхности.
15. По броя на заваръчните валци:
- един слой;
- многослойни;
- многопроходни.
Преди заваряване краищата на съединените продукти, конструкции или части трябва да бъдат правилно подготвени, тъй като якостта на шва зависи от тяхната геометрична форма. Елементите на изготвянето на формуляра са:
- ъгълът на режещия ръб (а), който трябва да се изпълни, ако дебелината на метала е повече от 3 mm. Ако пропуснете тази операция, може да има такива негативни последици като липса на проникване през напречното сечение на заварената връзка, прегряване и изгаряне на метала. Ръбът дава възможност за заваряване на няколко слоя с малко напречно сечение, благодарение на което се подобрява структурата на заварената връзка и намаляват вътрешните напрежения и напрежения;
- разликата между съединените ръбове (а). Това зависи от верността на зададената междина и избрания режим на заваряване доколко пълното проникване ще бъде над напречното сечение на фугата при формиране на първия (корен) слой на шева;
- тъпи ръбове (S), необходими за придаване на известна стабилност на процеса на налагане на конец. Пренебрегването на това изискване води до изгаряне на метал по време на заваряване;
- дължината на наклона на листа в случай на разлика в дебелината (L). Този елемент позволява плавен и постепенен преход от по-дебела част към тънка, което намалява или елиминира риска от концентрация на напрежение в заварени конструкции;
- отместването на ръбовете един спрямо друг (5). Тъй като това намалява якостта характеристики на съвместната, а също и допринася за липсата на проникване на метал и образуването на стресови центрове, ГОСТ 5264-80 установява приемливи стандарти, по-специално, компенсирането трябва да бъде не повече от 10% от дебелината на метала (максимум 3 мм).
По този начин, при подготовката за заваряване, трябва да бъдат изпълнени следните изисквания:
- почистване на ръбовете от замърсяване и корозия;
- Фаска подходящ размер (според ГОСТ);
- настройте разстоянието в съответствие с ГОСТ, разработено за определен тип връзка.
Някои видове ръбове вече са споменати (макар че са разглеждани в друг аспект), когато се описват челни фуги, но въпреки това е необходимо отново да се съсредоточим върху това.
Изборът на един или друг вид ръбове се определя от редица фактори:
- метод на заваряване;
- дебелина на метала;
- метод на свързване на продукти, части и др.
За всеки метод на заваряване е разработен отделен стандарт, който определя формата на подготовка на ръбовете, размера на шва и допустимите отклонения. Например, ръчно дъгова заваряване се извършва в съответствие с ГОСТ 5264-80, контактно заваряване - съгласно ГОСТ 15878-79, електрошлак - съгласно ГОСТ 1516468 и др.
В допълнение, съществува стандарт за графично обозначение на заваръчния шев, по-специално ГОСТ 2.312-72. За да направите това, използвайте наклонена линия с еднопосочна стрелка, която показва областта на шева.
Характеристиката на шева, препоръчаният метод на заваряване и друга информация са представени над или под хоризонталния рафт, свързан с наклонената стрелка. Ако шевът е видим, т.е. е на лицевата страна, след това характеристиката на шева е дадена над рафта, ако невидима - под нея.
Символите на заварката са допълнителни знаци.
- дъгова заварка - Е, но тъй като този тип е най-често срещаната, буквата може да не бъде посочена в чертежите;
— заваряване на газ - G;
- електрошлакова заварка - W;
- заваряване в инертни газове - А;
- заваряване с експлозия;
— плазмена заварка - Pl;
- контактно заваряване - КТ;
- заваряване на триене - Т;
— студено заваряване - X.
Ако е необходимо (ако се прилагат няколко метода на заваряване), преди обозначението на определен сорт трябва да се постави обозначение на използвания метод за заваряване:
- ръчно - Р;
- полуавтоматичен - Р;
- автоматично - A.
- дъга под поток - F;
- заваряване в активен газ с консумиращ електрод - UE;
- заваряване в инертен газ с консумиращ електрод - PI;
- заваряване с инертен газ с неоползотворен електрод -
IN.
За заварени съединения има и специални букви:
- челно - C;
- Т-образна - Т;
- припокриване - Н;
- ъглови - D
Числата след буквите определят броя на заварената връзка според ГОСТ за заваряване.
Обобщавайки казаното по-горе, може да се каже, че символите на заваръчните шевове се прибавят към определена структура.
шев - дължина на шва, знак / или Z, стъпка; 6 - за точкова заварка, размер на точката; 7 - за контактно заваряване - диаметърът на точката,
знак / или ~ Z. Стъпка; 8 - за шевна заварка - дължината на шва;
9 - ширина и дължина на шва, марка или стъпка; 10 - знак и крак съгласно стандарта; 11 - условно изображение на метода на заваряване; 12 - тип шев; 13 - стандарт за свързване
Например, нека да декодираме нотацията:

- шевът се намира на невидимата страна - обозначението е под рафта;
- Т-фуга, шев номер 4 по ГОСТ 1477176 - Т4;
- заваряване в въглероден диоксид - Y;
- полуавтоматично заваряване - Р;
- дължина на крака 6 mm - Г \\ t
- прекъсващ шев с разместване на участъците - 50 ~ Z_ 150.




