Източници на заваръчна дъга. Заваръчен инвертор - заваръчна дъга захранване
За дъгова заваряване се използват както постоянен, така и променлив ток. Източниците на DC са заваръчни генератори (заваръчни преобразуватели и агрегати) и заваряване на токоизправители (селен и силиций). Източникът на променлив ток е заваръчни трансформатори, те се използват значително по-често. Те са по-прости в производството, имат малка маса и цена, а също така имат по-висока ефективност и по-трайни. Въпреки това, когато се прилага, променлив ток на дъгата е нестабилен, тъй като 100 пъти в секунда напрежението и токът на дъгата преминават през нулевата стойност, което води до временно дейонизиране на пропастта на дъгата.
Постоянният ток е за предпочитане в технологичното отношение, когато се използва, стабилността на изгарянето на дъгата се увеличава, условията на заваряване в различни пространствени позиции се подобряват, е възможно да се заварят прав и обратна полярност.
Към източници заваряване. \\ T Налагат се следните изисквания: те трябва да осигурят лесно запалване и устойчиво дъгово изгаряне, ограничаване на тока на късо съединение трябва да бъде безопасен в експлоатация и да има добри динамични свойства. Динамичните свойства се определят от времето за възстановяване на напрежението от момента на късо съединение, когато е почти равно на нула, до стойността от 18-20V, когато дъгата е запалване. Този път не трябва да надвишава 0.05 ° C, толкова по-бързо напрежението се възстановява, достойнството на свойствата на източника на захранване.
|
но б. Фиг. 3.. Външни характеристики на захранването и заваръчната дъга |
Режимът на изгаряне на заваръчната дъга се определя от точката на пресичане на характеристиките на дъгата 1 и източник на ток 2 (Фигура 3, б.). Точка А се нарича точка на празен ход - токът е включен, разработването на максимално напрежение (60-80V) и заваръчната верига е отворена. Точка Б - точката на нестабилно изгаряне на дъгата. Когато токът на дъгата, съответстващ на него, или излиза, или токът на дъгата се увеличава до стабилния режим на изгаряне. Точка С е точка на устойчиво изгаряне на дъгата (U p \u003d 15-30V). Точка D съответства на режима на късо съединение, който се осъществява при запалване на дъгата и затварянето му се характеризира с малко напрежение, стремеж към нула и увеличен, но ограничен ток (i kz ≤ 1.5i p) за предотвратяване на прегряване проводими проводници и текущи източници.
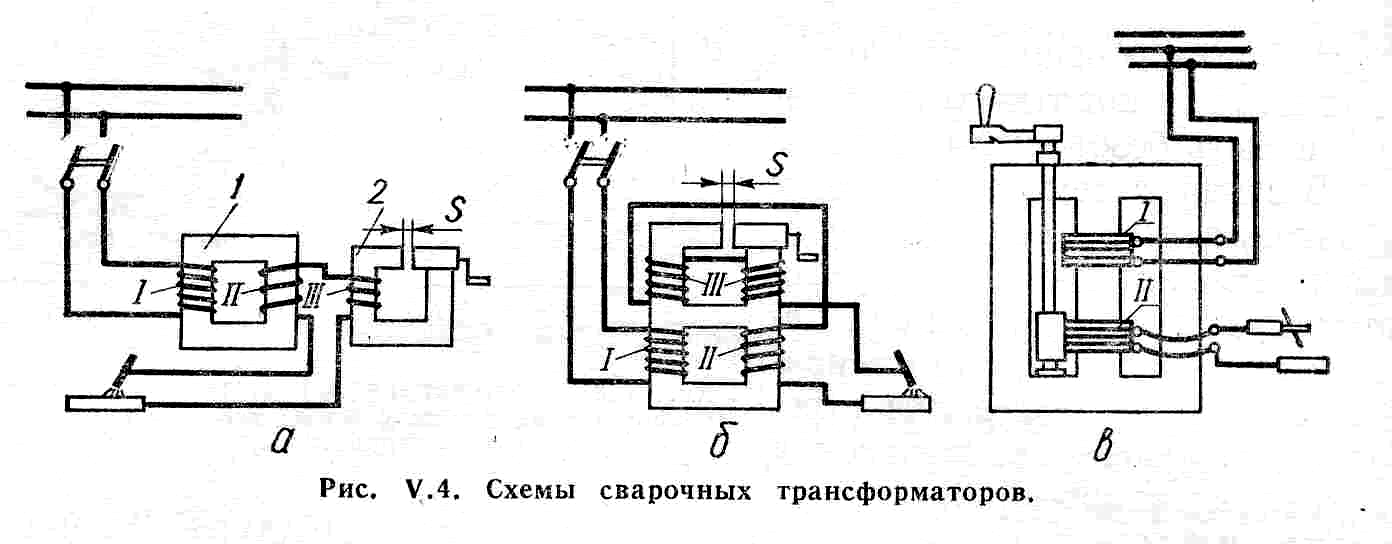
Заваръчен трансформатор (Фиг. 4) намалява високото мрежово напрежение (220 или 380V) до напрежение празен ход (60-80V). В допълнение, трансформаторът създава падаща външна характеристика на дъгата. За това последователно с дъга и вторично 2 Трансформаторната намотка включва реактивна (дроселна) бобина 3 . По време на преминаването на заваръчния ток в завоите на намотката на газта 3 Сколо самоиндукцията на ЕМФ е противоположно насочена към основния EDC на трансформатора. Следователно, напрежението, подадено на дъгата, намалява от празен ход до 18-30V по време на изгарянето на дъгата и почти до нула с късо съединение. Токът в трансформатора се регулира чрез промяна на величината на самоиндукцията на дросела с увеличаване или намаляване на пропастта на въздуха между подвижния 1 (трябва да се рисува) и фиксиран 2 части от нейното ядро. С увеличаване на разликата на самоиндукцията на дроселната клапа, която зависи от магнитния поток на ядрото, намалява и подчертаването на дъгата и следователно се увеличава заваръчният ток. С намаляване на пропастта - на търна. Поради наличието на индуктивна съпротива се постига инцидент външна характеристика на източника на заваръчния ток.
|
Фиг. четири. Схема на заваръчен трансформатор |
Заваръчни преобразуватели.За заваряване на DC обслужва заваръчни преобразуватели и заваръчни единици. Заваръчният конвертор се състои от генератор на постоянен ток и задвижващ двигател, заваръчен блок - от генератора и двигател с вътрешно горене (D.V.). Заваръчните единици се използват за работа в областта и в случаите, когато напрежението се колебае в електрическата мрежа на захранването. Генератор и D.V. (бензин или дизел) са монтирани на обща рамка без колела, на пързалки, колела, в тялото на автомобила и на базата на трактора.
|
Фиг. пет. Схема на заваръчния генератор |
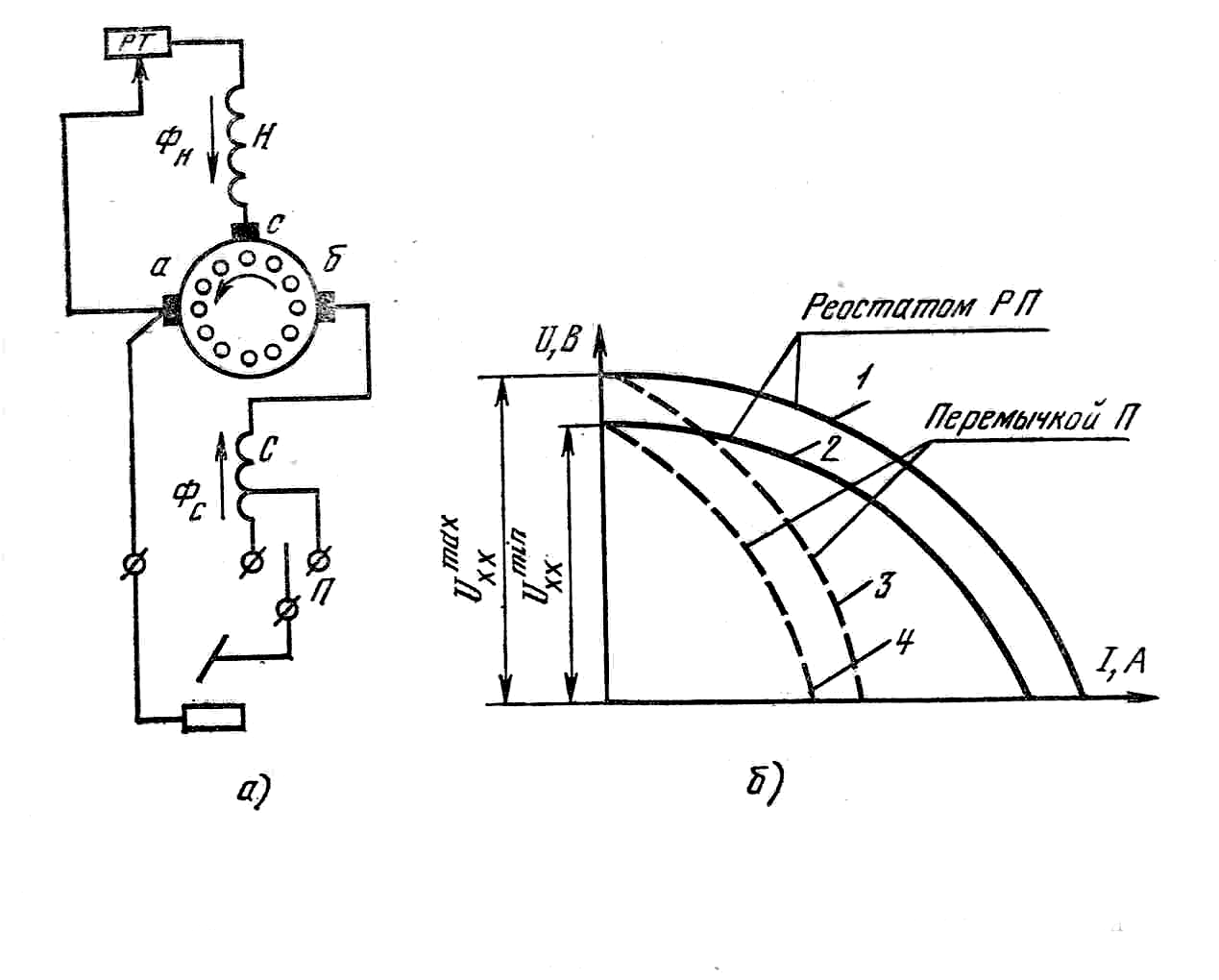
Помислете за диаграмата на генераторите с намагнитването паралелно и различно въртящи се последователни намотки за възбуждане (фиг. 5). Отличителната черта на генераторите на такава схема е да се използва принципът на самоконтрол. Ето защо техните полюси са направени от гумена стомана с остатъчен магнетизъм.
Както може да се види от схемата (фиг. 5), генераторът има две намотки на основните полюси: възбуждаща намотка Н. и постоянно разрешават намотката на демагнит В. Ликвидация Н. Свързани към незадължително в и основни но Четките на генератора, напрежението между която е постоянно голямо и не се променя с промяна в товара. Магнитен поток Е. н. Тази намотка е постоянна по величина, така че намотката Н. Обадете се на независима извивка за възбуждане.
На празен ход, e.d.s. Генераторът се индуцира само от магнитния поток Е. н. . При запалване на ток за заваряване на дъгата преминава през серийното намотка Вкоето е свързано с основните четки но и б. така че магнитният поток Е. в насочени срещу магнитния поток Е. н. . Това води до демагнизиращия ефект на последователното намотка. EMF, индуциран от генератора, толкова по-малък е магнитният поток Е. в , чиято стойност зависи от тока на заваръчната верига. Колкото по-малък е текущата в заваръчната верига, толкова по-малко Е. в И колкото по-високо е напрежението на генератора. С кратко затваряне, т.е. При максимален ток в заваръчната верига, магнитния поток Е. в Последователността на намотката е почти равна на магнитния поток Е. н. Независими намотки за възбуждане и напрежение на генератора скоби близо до нула. Взаимодействието на магнитни потоци от две намотки се осигурява от инцидент външната характеристика на заваръчния генератор.
Заваръчни изправители.Заваръчните токоизправители са устройства, които се превръщат чрез полупроводникови елементи (клапани), променлив ток до постоянни и предназначени за захранване на заваръчната дъга. Тяхното действие се основава на факта, че полупроводните елементи се извършват само в една посока.
Концептуалната електрическа диаграма на заваръчния токоизправител е представена на фиг. 6. Заваръчният токоизправител се състои от две основни части: намален трифазен трансформатор I с устройство за управление и клон на изправителя Слънце.състояща се от селен (или силициев) клапани. Дизайнът на заваръчния токоизправител донякъде усложнява вентилатора в него DV. За охлаждане на токоизправителния блок. Включването на изправителя за работа е направено от партиден превключвател PV.. Вентилаторът е затворен с токоизправител с въздушно реле Rkv.. С нормалната работа на вентилатора, релетата за контрол на вентилацията Rkv.включени във въздушния поток от вентилатора и магнитния стартер PM.Свързване на намотката на заваръчния трансформатор с мрежата. Ако вентилаторът е повреден, токоизправител не се включва, ако повредата настъпва по време на работа, изправителът ще се изключи.
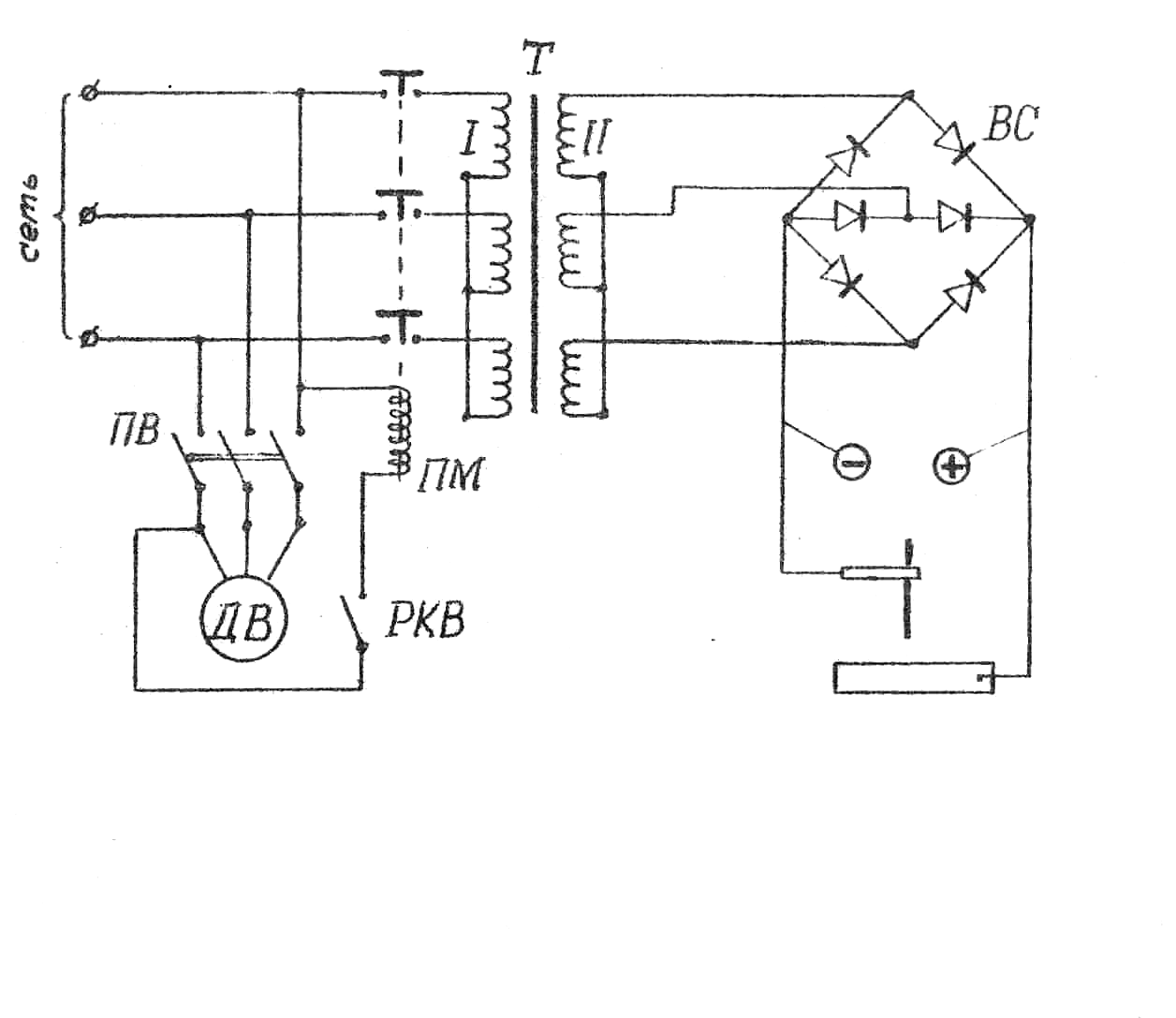
Фиг. 6.. Схема на трифазен изправител
Заваръчните изправители пред преобразувателите имат следните предимства: по-висока ефективност и по-малка загуба на празен ход, най-добрите динамични свойства, по-малка маса, по-голяма надеждност и лекота на поддръжка по време на работа, безшумност при работа, по-голяма ефективност в производството. Основният недостатък на заваръчните токоизправители е тяхната голяма чувствителност към колебанията на мрежовото напрежение, отколкото заваръчните преобразуватели. Като заваръчни генератори, те могат да бъдат еднословна и многократна и да имат падащи, общи или твърди външни характеристики. За да се създаде падаща характеристика, се използват заваръчни трансформатори с увеличено магнитно разсейване или за тази цел се използва газ. За ръчно заваряване се използват изправители с падаща външна характеристика.
Източници на заваряване.
Текущите източници за захранване на заваръчната дъга трябва да имат специална външна характеристика. Външната характеристика на източника е зависимостта на напрежението на нейните изходни терминали от тока в електрическата верига. Външните характеристики могат да бъдат следните основни видове: падане 1, кухи инцидент 2, твърд 3 и увеличаване 4 (фиг. 4, а). Източният източник на ток е избран в зависимост от характеристиките на Volt-amps на дъгата, съответстващ на приетия метод за заваряване.
Захранване на дъгата с твърда характеристика се използват източници с падащо или претегляне на външна характеристика (ръчно дъгова заваряване, автоматично под флюс, заваряване защитен газ Неквалифициран електрод). Режимът на горене на дъгата се определя от точката на пресичане на дъговите характеристики 6 и ток източник 1 (фиг. 4, б). Точката С съответства на резистентното изгаряне на дъгата, точка А - режим на празен ход в източника на ток през периода, когато дъгата не свети и заваръчната верига е отворена. Режимът на празен ход се характеризира с повишено напрежение (60-80 V). Точката o съответства на късо съединение в запалването на дъгата и затварянето му с капки течен електрод. Къса верига се характеризира с ниско напрежение, което се стреми към нула и повишено, но ограничено шок.
Източниците на заваръчния ток с падаща характеристика са необходими за улесняване на запалването на дъгата поради увеличеното напрежение на хода, осигуряване на устойчиво изгаряне на дъгата и почти постоянната имплицитна способност на дъгата.
Фиг. 4. външни характеристики на източниците на заваряване (а) и съотношението на характеристиките на дъгата и характеристиките на инциденти
източник на ток при заваряване (б)
АС източници (заваръчни трансформатори) и DC източници (заваръчни токоизправители и генератори) се използват за захранване на заваръчната дъга. Източниците на променлив ток са по-чести, тъй като те имат редица технически и икономически предимства. Заваръчните трансформатори са по-лесни за експлоатация, много по-трайни и имат по-висока ефективност от токоизправители и DC генератори. Въпреки това, в някои случаи (заваряване върху малки течения, покрити с електроди и под флюс), когато се захранва дъгата, дъгата е нестабилна, тъй като всеки 0.01 с напрежението и ток на дъгата преминават през нулеви стойности, което води до временно деионизиране на пропастта на дъгата. Постоянният ток е за предпочитане в технологичното.
Източници на заваряване ток
Заваръчно оборудване: видове заваряване, източници на заваръчен ток, основните параметри на заваръчната машина, защитата на заварчика
Статията е взета от потребителското списание (2010) http://www.master-forum.ru/power-cai?id\u003d2005
С помощта на заваряване се извършва значително количество различни произведения в различни области, от микроелектрониката до производството на многослойни структури. Заваряването като метод за повдигане на металите влезе в нашия живот преди малко повече от сто години, но днес е невъзможно да надценяме стойността му. Тъй като металите и сплавите могат да имат различна форма, размер и химичен съставРазработени са различни подходящи технологии, инструменти и устройства. Но електрическото заваряване (и понякога рязане) на метали, на първо място, се счита за основен метод и заслужено. ниски стомани. Сред предимствата на електрическото заваряване е бързо и надеждно свързване на материали с минимални разходи. Въпреки това, ако е необходимо, с помощта на заваръчната машина е възможно да се отреже металът и дори при труднодостъпни места, където другият инструмент просто не се вписва. През последните десетилетия заваръчните машини се произвеждат с помощта на електронни компоненти, които значително намаляват тяхната маса и размери и им позволяват да разширят използването им в ежедневието.
Източници на заваряване ток
Това е основната част от всяка заваръчна машина, превръщайки мрежовото напрежение в постоянен или променлив ток с определени параметри.
Има и недостатъци на инверторите, но те могат да ги нарекат с голям участък. Необходимо е да се прави разлика между инвертора в ежедневието или в производството.
Основният враг на електронните схеми - влага и прах, особено металик. Ето защо не се препоръчва да се включи в помещенията за прах и по-специално работата "българска" до инвертора.
Разбира се, по време на дъжда на работа трябва да се преустанови, това е забранено от правилата за безопасност, а не само защото е вредно за устройството. Професионални модели По-добре защитени от прах и влага, но и съответно. Във всеки случай, от време на време, устройството трябва да бъде отворено и внимателно да издуха с сгъстен въздух.
Електронната е чувствителна към качеството на тока, следователно в инверторната схема включват различни елементи на защита: прегряване сензори, предпазители, понякога - устройства за изключване, когато напрежението спада под допустимото ниво, обаче, почти всички устройства могат да работят при напрежение от 170 до 250 V. За да се предпази от остър скок на напрежение (над 270 V) Много производители инсталират варистори ("таблетки"), разделяне с рязко увеличение на напрежението. След това повреденият вариант трябва да бъде заменен, този ремонт е прост и евтин. Ако се планира автономна работа от електрическия генератор, е необходимо да се избере устройството с интегриран компенсатор на капки за захранващо напрежение. За неговото присъствие производителите пречат отделно, инверторът, без да може бързо да се провали.
Устройството не трябва да се съхранява през зимата в неотопляема стая - електроника изисква внимателна връзка.
Има и друг "недостатък": това е много по-сложно да се работи върху трансформатор или изправител, отколкото в инвертора, но сте се научили да работите по "транс" без никакви проблеми, но обратният преход е много по-труден - ще ви трябва да завърши.
Основните параметри на заваръчната машина
Много важен параметър за работата на заваръчната машина, независимо от нейното устройство, е продължителността на включването (PV) с различни текущи стойности на заваряване. Тук различни производители имат различни техники за измерване. В европейския стандарт EN 60974-1, продължителността на заваряването се взема предвид при температура от 40 ° С до първата спирка на устройството от прегряване и PV се изчислява въз основа на връзката между това време до 10 минути работен цикъл. С по-приблизително към реалността, условията в съответствие с метода на италианската компания Telwin (t \u003d 20 ° C, работа с прекъсвания) отчита предимно броя на електродите, които могат да бъдат използвани през този период от време. Разбира се, PV, изчислен във втория метод, е забележимо по-високо и при избора на устройството трябва да бъде изяснено, както е разгледано. Въпреки това, в процеса на работа, е рядкост да се изгори договор от няколко електрода при пълен капацитет без почивка, а устройството с декларираното "европейско" PV ще работи 10-20%, докато се изключи толкова, колкото с 60 -80% PV, изчислени от техниката "Телвиновская".
Важен параметър и първото нещо, което обикновено се обръща внимание, се счита за обхват на промените в заваръчния ток. Той индиректно показва силата на устройството. Това, което е повече, колкото по-голям е електродът, електродът може да бъде инсталиран и колкото по-голям ще бъде PV, когато работи в малки електроди с равен ток. За домашни цели и работа чрез работещ 3-милиметров електрод, всички видове трансформатори са повече от достатъчно максималната мощност при 150 а, за инвертори - и още по-малко, докато те спокойно са пресъздадени "четири". Трябва да се има предвид, че на кутия с електроди, препоръчваните течения обикновено се посочват при работа с трансформатори или изправители, инверторът вече може да намали инвертора при такива течения.
Още едно важен параметър - Няма празен ток. Може да е в рамките на 60-85 V: колкото по-високо е, толкова по-лесно е да се запали дъгата.
Някои модели на заваръчни машини могат да функционират заедно с устройствата за заваряване на аргон, моделите, работещи в полуавтоматичен режим, също са на разположение (тел заваряване). За домакинството те не са много интересни - такива опции рядко се изискват, а цената им е много по-висока от тази на простите модели. Но ако планирате да работите професионално ниво С различни видове метали и тънки листове, тези функции ще бъдат много полезни.
Видове заваряване
Ръчно дъгова заваряване с топящ електрод (MMA). Най-често срещаният тип заваряване, в който ролята на електрод играе проводника, покрит с покритие. В процеса на топене, проводникът се присъединява към заварените части, а покритието (шлака) предпазва заваръчната баня от ефектите на кислород, като също допринася за подобряване на характеристиките на дъгата и качеството на шева. Най-често, по този начин, черните метали, чугун и някои видове цветни метали и сплави са заварени, но е доста трудно да се постигне добро съединение в последния случай: загубите на сплавите изгарят, и Връзката не е твърде висококачествена.
Ръчно заваряване в защитни газове (TIG). Най-често аргонът с малка смес от кислород се използва като газ за изгаряне на замърсявания и оксиди по време на работа и заваряване се извършва не-съвместим графит или волфрамов електрод. Като добавка, се използват пръчки от същия материал като заварени части. Качеството на шева с този метод е много високо, загубите на сплави и легиращите добавки не изгарят, заваръчната баня е защитена от въздушен кислород, образуването на шлака е практически изключено. Заваряването почти винаги се произвежда на пряк ток на пряка полярност, алуминий само за алуминий или обратна полярност: така че по-добрият оксид филм е унищожен. Въпреки факта, че този метод е доста скъп и без висока скорост на работа, тя е доста популярна и понякога незаменима за заваряване на всички метали в случай на малки количества работа или ако процесът не може да бъде автоматизиран по различни причини.
Полуавтоматично заваряване (MIG / MAG). С него, заваръчната проводница обикновено се заварва в ролята на електрода, който автоматично се доставя към заваръчната зона, въпреки че е възможно заваряване с не-съвместим електрод. Устройството се премества ръчно. Заваряването се извършва чрез постоянен или импулсен ток, различава се за заваряване в инертен (миг) или активни (Mag) защитни газове и заваряване на праховата жица - след това газът не се изисква. За големи обеми на метала е по-целесъобразно на MMA-заваряване. Сферата на полуавтоматичното полуавтоматично - заваряване на тънки листове, високоплатени стомани, цветни метали, както и промишлени приложения. Пример
Други методи и методи за заваряване
В допълнение към трите изброени основни метода за заваряване, други се използват, особено в промишленото производство. Накратко опишете някои от тях.
Газ заваряване. Като източник на енергия се използва смес от кислород с горими газове, най-често с ацетилен. В ежедневието е рядко прибягвано: изисква използването на тежки и не газови цилиндриКачеството на свързващите повърхности не е твърде добро, възможно е бързо да се появи корозия в зоната на шева, тъй като металът се затопля на значително разстояние от него, скоростта на работа е малка, но изобщо не се изисква електричество. Видове газово заваряване, макар и въз основа на напълно различен принцип на действие, е плазмено заваряване. Топлинният източник тук служи като плазмена струя, получена чрез йонизация на работния газ между електродите, един от които може да бъде заваряем продукт, или двата електрода са разположени в плазмената горелка - мазилация. И двата метода в промишленото производство се използват по-често за настипване и рязане, отколкото за правилно заваряване.
Контакт заваряване. С него свързаните заготовки или техните места за контакт са притиснати един към друг, нагрявани с електричество до състоянието на пластмасова деформация и след това допълнително се сгъва. Сред голям брой сортове за контакт за заваряване, можете да изберете точка, задника, облекчение и зашиване.
За точка заваряване Заварените части са свързани към светкавиците, затягащи между двата електрода, след това импулсът на текущото напрежение (малко волт) и значителна сила, до няколко хиляди ампера. По този начин се образува заварена точка между частите или два наведнъж, ако електродите са отегчени от едната страна и проводимата облицовка се поставя от другата страна. Контактното заваряване изисква добра подготовка на повърхността, подходяща за много метали и сплави, особено популярни за заваряване тънки листове. Стаящата на листата е малка, качеството (с дължими параметри на заваряване) също е на височина. Така например събира кола в завода. Методът е добре автоматизиран, но може да се използва в ръчен режим.
За заваряване на шев Шевът се състои от голям брой индивидуални точки, които могат да се припокриват. Ако туберкулите (релефи) са подготвени предварително на повърхността на детайлите - става дума за това заваряване на облекчение. Шок заваряване По-често се използва за свързване на дебели части, докато те се заваряват веднага в самолета.
Заваряване на триене. Един от детайлите е фиксиран, вторият го натиска и завърта, докато стопяването на контактните повърхности. Методът е доста икономичен и бърз, но възможността за нейното използване зависи от формата на заварени части. По този начин е възможно да се комбинират заготовки от хетерогенни материали, като мед с алуминий.
В промишлени условия за отделни видове Други методи като заварени произведения студено заваряване (С относително ниска температура и високо налягане), заваряване на експлозия, дифузия, заваряване с лазерна, пистолет за електронна лъч, ултразвук, високочестотни токове и някои други видове. По начини, ние заваряваме различни, понякога практически несъвместими, метали и материали.
Защита на заварката
Процесът на заваряване е придружен от голям брой опасни и вредни фактори: висока температура на горещия метал и шлака, ярък лизъм на дъгата във видими, инфрачервени и ултравиолетови гами, изолиране на токсични газове и аерозоли. Когато работите с електрически апарати, неспазването на правилата за безопасност е изпълнено с риск от токов удар. Ето защо е необходимо да се грижи за придобиването на маска и защитно облекло.
Заваръчна маска или щит. Това е най-необходим елемент, предназначен за защита на очите и лицето. Това е най-често от пластмаса или електроцерт (FIBRA). Щитът трябва да държи една ръка, маската е прикрепена към главата. Дизайнът на филтъра според ГОСТ трябва да включва защитно стъкло и подложка от плексиглас. Филтърът използва или затъмнено стъкло, или "хамелеон", автоматично скъпи, когато се появи дъга. "Хамелеон" Това е много по-удобно, но е по-скъпо. В зависимост от условията на заваряване, очилата се използват за вариране на Darlicate, в "хамелеон" почти винаги се регулират. За сложни условия на труд, маски с респираторни филтри или система за подаване на въздух отвън, както и с възможността за закрепване на каски и слушалки.
Облекло и други средства за защита. Дрехите и ръкавиците трябва да бъдат изработени от слабо прояви и непокътнати тъкани като брезент, гумирани материали или кожа. Обувките също са желани "корема", в края на краищата, с изключение на искри и капчици на метала, можете случайно да пуснете парчето желязо. Най-практични за тази цел ботуши от дебела кожа или гумени ботуши. Всички дрехи, когато работят, трябва да бъдат закрепени и задвижвани с такова изчисление за премахване на отпадащите капки на разтопения метал в неговите гънки и защита на всички области на кожата от вредното въздействие на заваръчната дъга. За да се осигури електрическа безопасност, се използват гумени подложки или подобни диелектрични материали.
Няма нужда да забравяте други средства за защита - обслужване, заземяване, надеждно фиксиране на заваръчни проводници в апарата и целостта на тяхната изолация, надежден електрически контакт на обратната проводник на част и т.н. И накрая, не си струва да се сплит и надеждни закрепващи заварените части. Ако правилно организирате работно място И работа, отговаряща на техните способности и без бързат, след това работят, а резултатът ще се моля.
Заваряването на инвертори имат голям брой предимства в сравнение с моделите, които се хранят от традиционни източници. Следователно е доста справедливо за техните широко разпространени в промишлените предприятия и в ежедневието. Те имат относително малки стойности на масовите показатели, което дава възможност за носене на инвертора за заваряване със собствените си ръце и сили. Тази единица произвежда висококачествено заваряване различни материаликоето допринася само за популяризирането му.
Заваряване инвертор Има малка маса, 5 - 10 кг, която се дължи на липсата на тромав, в допълнение, няма загуби за магнетизиране на желязо, както и на отоплението на намотките. Поради това има висока стойност на ефективността. Друго предимство на този апарат е намалена консумация на енергия - само 4 kW, докато аналоговите агрегати консумират до 10 kW електричество. Въпреки това, заваръчният инвертор има други, еднакво важни, предимства, като:
- Липса на пръскане на феномена.
- Малки отклонения на текущите стойности от номинални стойности.
- Голям обхват на заваряване.
- Мека и стабилна електрическа дъга.
- Устойчивост на смущения и колебания.
В допълнение, инверторът за заваряване има някои характеристики:
1. Има специална защита, която предотвратява "адхезията" на електрод към заварени предмети. По време на включването на уреда се извършва допълнителен текущ импулс, в случай, че защитните системи са изключени в доходно отношение, електродът няма време да се придържа.

2. Сравнително малки разходи, което прави заваръчния инвертор на разположение на широката аудитория на купувачите. Съвременният пазар на заваръчни машини предлага широк диапазон, сред които всеки може да намери оборудването, от което се нуждаете.
3. Широка гама от функции и функции. Всеки заваръчен инвертор е завършен с високочестотен генератор, който значително разширява функционалния обхват на това устройство. Поради това става възможно да се използва почти всяко разнообразие от заваряване, както и плазмено рязане Метали.
4. Инверторът за заваряване има висок индикатор за контрол и контрол. Няма нужда да чакате за известно време - достатъчно е просто да закупите устройството от този тип, за да започнете да работите с него. Повечето модерни инвертори имат гладки контролни устройства за заваряване. В допълнение, много модели имат способността да запомнят използваните режими. Благодарение на тази важна функция, работата на работата е значително увеличена, а също така намалява времето за изпълнение на времето. Това ви позволява да извършвате повече поръчки за по-малко време, което увеличава доходите и доходите на цялото предприятие.
Класификация на методите за заваряване.
Електрическото заваряване на топене се класифицира в съответствие със следните основни характеристики:
От естеството на заваръчния ток - на променлив и постоянен ток.
По вид полярност при заваряване на постоянен ток - заваряване върху права полярност ("плюс" на заварената част) и на обратната полярност ("плюс" на електрода).
По вид електроди - топене на метални и неудобни (волфрам или въглищни) електроди.
Съгласно метод за защита на заваръчната зона - с покрити на покритие електроди (защита на минерално покритие с електроди), под поток, в средата на защитни газове (инертни или активни), самозащитващи прахови проводници.
Съгласно степента на механизация - ръчно, механизирано (полуавтоматично), автоматично.
- Mma. Ръчна метална дъга) - ръчно заваряване на дъга с електроди с топене на метал;
Mig / mag. (Механичен инертен / активен газ) - механизирани (полуавтоматични) заваряване в околната среда на защитни газове (инертни или активни);
Тиг (Инертен газ волфрам) - Заваряване без състрадание (волфрам) електрод в средата на инертни защитни газове, например, така нареченият аргон-дъгова заваряване.
Източници за заваряване
Изисквания за захранване за дъгова заваряване
Важни параметри на заваръчния процес са Volt-ампер, характеристика на заваръчната дъга и външните характеристики на захранването. Устойчивостта на изгарянето на дъгата и стабилността на процеса на заваряване са до голяма степен зависими.
Фигура 1 показва напрегнатите характеристики на arc, представляващи връзката между напрежението u d и ток I d с различна дължина на дъгата л.(l 2.>l 1.). Волт-амперата на дъгата е нелинейна, тъй като в общия случай електрическият ток в газовете не се подчинява на закона на ома (дъгата е електрически разряд в газа, а нейната резистентност не е равна на постоянната стойност) .
Фиг.1 Толт-ампер Характеристики на дъгата
При ниски течения (около 100а) степента на йонизация и броят на заредените частици се увеличават интензивно с увеличаването му. Съпротивлението на колоната на дъгата намалява и е необходимо по-малко напрежение за поддържане на ток.
Като увеличение на ток, увеличаването на степента на йонизация се извършва по-бавно, увеличаването на броя на носителите на заряда се намалява и тръбното напрежение става малко зависимо от тока.
При гъстота с висока ток, степента на йонизация е висока, дъгата не се разширява, тъй като тя е ограничена до диаметъра на електрод и нейната резистентност става постоянна. В тази област тя се подчинява на закона на ома - ток и напрежение е пряко пропорционален.
За всеки метод за заваряване, нейната собствена площ на характеристиките на дъгата е най-характерна. Например, като ръчно заваряване Покрити електроди и комбиниращи електроди в средата на аргон токът е сравнително малък, а диаметърът на електрод е значителен. Тези условия съответстват на областта за хранене на характеристиките на дъгата. Когато се заварявате под потока, токът е по-голям, отколкото при ръчно заваряване, така че характеристиките се движат към нежно и частично към нарастваща област. Заваряването в газовия газ се характеризира с използването на малък диаметър тел, който е пропорционален на квадрата на диаметъра, увеличава плътността на тока. Характерната на дъгата се увеличава.
Помислете за характеристиките на избора на външни характеристики на захранването за различни методи за заваряване.
Ръчно дъгова заварка
Една от основните характеристики на ръчното заваряване е често промяната в дължината на дъгата. Тя е свързана с манипулация от електрод за заварчик, неговото топене и необходимостта от захранване на електрода, както и извършване на шевове в неудобни и труднодостъпни места. Особено често срещани колебания на дължината на дъгата се появяват по време на недостатъчна квалификация на заварчика. За да се гарантира стабилността на процеса на заваряване, необходимата дълбочина на задвижването и доброто качество, шевът е необходим, така че токът на тока с колебанията на дъговата дължина варира минимум.
Ако с ръчно дъгова заваряване, използвайте източник на захранване с характеристика, след това при удължаване на дъгата, възможно е да се прекъсне поради малък ток и в по-къса на дъгата, Burr е възможно поради прекомерно висок ток. Следователно, с ръчно заваряване, захранванията се използват с хладна характеристика, която осигурява максималната стабилност на процеса на заваряване.
Полуавтоматично заваряване
Характеристика на полуавтоматичното заваряване е постоянната, независима от скоростта на заварката заваръчна тел. За да се осигури устойчив процес на заваряване, е необходимо да се гарантира постоянството на дължината на дъгата. В противен случай е възможно дъга скала или кратко затваряне на проводника върху продукта. За да се гарантира постоянството на дължината на дъгата, е необходимо съотношението да се наблюдава в процеса на заваряване:
Характерната за електрозахранването трябва да бъде такава, че с случайно нарушение на това съотношение това е позволено да се върне към спазването му възможно най-скоро.
Помислете какво се случва, когато механизирано заваряване С неочаквано увеличение или намаляване на дължината на дъгата. Фигура 2 показва нарастващата характеристика на дъгата при различни дължини л., l 1., l 2., както и твърда характеристика на източника на енергия. С увеличаване на дължината на дъгата, работната точка се премества в O 1 и токът е намален - I 1. След намаляването на сегашното намаление, количеството на генерираната в дъгата се намалява и скоростта на топене на проводника намалява. През този период скоростта на подаване на кабела става по-голяма от скоростта на топене: v под\u003e v pl. Краят на проводника се приближава към продукта и дължината на дъгата е независимо възстановена. Този процес се нарича саморегулиране на дължината на дъгата.
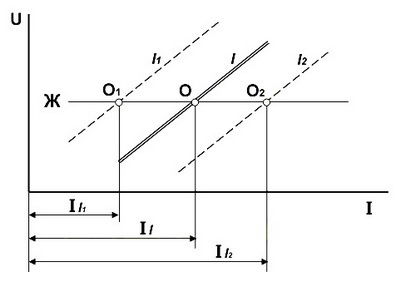
Фиг.2 Зависимост на текущата промяна от колебанията на заваръчната дъгова дължина
(F - твърди характеристики на захранването)
Процесът на заваряване ще бъде стабилен, ако реакцията чрез промяна на скоростта на топене на проводника след смяна на дължината на дъгата ще бъде бързо. В този случай те казват, че процесът на саморегулиране преминава активно.
Помислете как появата на външните характеристики на захранването влияе върху дейността на саморегулиране. Фигура 3 показва три различни характеристики на източниците на захранване: балдахин (p), твърд (g), увеличаване (b).
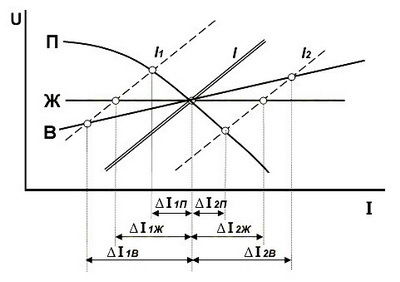
Фигура 3 Ефект на формата на външния източник
относно промяната в текущата, когато колебанията на дължината на дъгата
Най-острите флуктуации в текущата сила, осигуряваща активното саморегулиране, ще бъдат с нарастващи характеристики на захранването, като тясно характерно саморегулиране възниква по-малко активно, дори по-малко активно ще се случи при претегляне на характеристиката. Следователно, ако проводникът по време на заваряване се прилага сравнително бавно, е възможно да се използват зрели и твърди характеристики. Това обикновено се случва при заваряване под поток, когато диаметрите на проводника са достатъчно големи и скоростта на захранване са относително малки и се колебаят в диапазона от 50-200 m / h. При заваряване в диаметри на въглероден диоксид на проводника по-долу, така че да се осигури висока производителност на тяхната скорост на подаване - до 400 m / h. В този случай е необходимо да се прилагат твърди характеристики. При заваряване на принудителни режими при много висока скорост на захранване, е възможно да се използват захранващи устройства с нарастващи характеристики.
Захранващи устройства с охлаждащи характеристики, предназначени за ръчно полуавтоматично и автоматично заваряване, не могат да се използват, тъй като те не осигуряват саморегулиране на дължината на дъгата и стабилността на заваръчния процес.
Освен принципа на саморегулиране в някои заваръчни машини Използва се принципът на автоматичното регулиране на дължината на дъгата. Той се крие във факта, че в процеса на заваряване скоростта на подаване на превозното средство не е постоянна, но варира в зависимост от дължината на дъгата и следователно напреженията върху нея. Контролът на скоростта на подаване на жицата се извършва поради обратна връзка между дъгата и двигателя на механизма за подаване.
Класификация на източниците на енергия за заваряване.
Основните елементи на всяка заваръчна инсталация са: източник на заваръчно напрежение или захранване (по-нататък - IP); механизъм за задвижване; свързващи елементи (маркучи, кабели); Спомагателни елементи (цилиндри, тела, оборудване и др.). В зависимост от избрания вид заваряване, се различават следните видове заваръчна техника:
За ръчно заваряване на дъга с покрити електроди с покрити електроди (MMA метод):
- Трансформатори (Предназначени за променлив ток заваряване) ;
- изправители (Проектиран за заваряване на постоянен ток) ;
- инвертори(за постоянен текущ заваряване - d.C. Получете с инверторна схема) .
За полуавтоматично заваряване на метален проводник в защитните газове (MIG / MAG метод) - заваряване полуатоматисъстояща се от източник на енергия (вграден или автономен), контролен блок, механизъм за хранене и специална заваръчна горелка.
За автоматично заваряване на метален проводник в околната среда на защитни газове или под флюс - заваръчни машини (самостоятелен трактор, окачен или планетарни глави).
За ръчно дъгова заваряване на не-състрадание (волфрам) електрод в инертните защитни газове (TIG метод - специализирани променливи и / или DC настройки за заваряване.
Една от основните характеристики на заваръчния процес е статичен волт-ампер характеристика (WA) на заваръчната дъга, отразяваща връзката между напрежението и силата на заваръчната дъга. Поради особеностите на йонизацията на метални атоми в колоната ARC, характеристиката на самата дъга се състои от три раздела - падане, статично и нарастващо. Статичната волт-ампер, характеристика на заваръчната дъга е показана на фиг. четири.
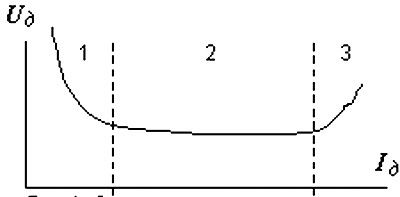
Фигура 4 Статично волт-ампер характеристика на дъгата.
За стабилно изгаряне на дъгата се изисква равенство между напрежението и тока на дъгата (UD и ID) и захранването (нагоре и IIP). Лесно е да се забележи, че такова равенство е възможно в случая, когато точките на пресичане на волт-ампер характеристиките на дъгата и източника на захранване са точки на стабилно изгаряне на дъгата, както е показано на фиг. 5.
Падане трудно увеличение
Фиг.5 Волт-ампер Характеристики на захранванията
в тяхната корелация от статична дъга.
Ръчно заваряване на дъгата (MMA метод) води до къса плътност (съотношението на тока към диаметъра на електрода). В този случай, поради колебанието на дължината на дъгата, дъговата напрежение варира и нейната Volt-ампер характеристика има падаща форма (зона 1 на фиг. 4.). Следователно, за ръчно дъгова заваряване, IP с падаща волт-ампер характеристика, имащ много голям ъгъл на наклон към оста на тока (стръмба с очи), се използва главно; Такава характеристика на Volt-ампер осигурява липсата на текущи колебания, когато дъговите напрежения се променят.
С полуавтоматично заваряване, използвайки MIG / MAG дъгата върху стабилната част на токсозността на Volt-усилвател (зона 2 на фиг. 4.), така че PI за такъв заваръчен метод трябва да има твърда или претегляне на волт-ампер характеристика.
IP с нарастваща характеристика се използва главно за автоматично заваряване под поток и на повърхността.
Заваръчни трансформатори.
Една от характеристиките на AC заваръчната дъга е периодична промяна в ток и напрежение на PI поради прекъсвания при изгарянето на дъгата, когато текущата крива се движи през нулеви стойности (дъгата излиза). Външно, това се проявява с остър звук на гореща дъга и повишено пръскане на течен метал. Всички заваръчни трансформатори са трансформатори на напрежение. Волт-ампер Характеристики на трансформатори, използвани за ръчно дъгова заваряване, са готини. За да се увеличи стабилността на изгарянето на дъгата, индуктивната резистентност на веригата на дъговете се увеличава, за която обикновено се включва допълнителна реактивна бобина в трансформатора вторична верига.
Трансформаторите с така наречените увеличени магнитни разседания са най-често срещаните. В тези трансформатори намотките на бобината се разделят от пръта на магнитния тръбопровод. Когато трансформаторът работи, част от магнитните потоци се затваря във въздуха извън магнитния тръбопровод и се разсейва, което дава името на тези устройства. Текущата корекция в такива трансформатори се извършва чрез промяна на магнитните потоци чрез подхлъзване на намотките на намотките във височината на магнитния тръбопровод (вътрешни трансформатори на TD серията) или въвеждането на подвижни шунти от магнитния материал в магнитния тръбопровод (TDM трансформатори). При по-мощни трансформатори, използвани за автоматично и електрическо заваряване на щит, те се регулират чрез магнитни шулчета - специални задушения, поставени в прозореца на магнитния тръбопровод и контролирания ток на ниско напрежение (TDF трансформатори). Повишени магнитни разсейващи трансформатори, като правило, падане или охлаждане на волт-ампер характеристика.
Друг, по-малък тип заваръчни трансформатори - трансформатори с нормално магнитно разсейване. В тези устройства, намотките на първичните и вторичните намотки са разположени концентрично върху затвореното магнитно сърцевина на типа на пръчката, така че разсейването на магнитни потоци практически отсъства. Благодарение на това, характеристиката на волт-ампер се получава чрез разбиване или твърда. Регулирането на такива трансформатори се извършва чрез въвеждане на допълнителна индуктивност на вторичната верига на намотката, поради което токът приема. В зависимост от подреждането на допълнителна индуктивност, трансформаторите се отличават с комбинирани и с отделна реактивна бобина.
За заваряване на трансформатори от специализирани източници на енергия, схемите се използват с така наречения дросел за насищане. С тази схема реактивната бобина се сглобява от няколко намотки върху порода от магнитна схема тип с две въжета; Включването на реактивната намотка се навива върху екстремните пръти на магнитния тръбопровод и контролираната намотка, задвижвана от директен ток, наречен magnetement ток се навива на средния прът. Регулиране на магнетизиращия ток могат да бъдат променени в широки граници на тока във вторичната верига на трансформатора, т.е. Заваряване.
Заваръчни изправители.
Константно ток заваряване осигурява по-висококачествено заварено съединение в сравнение с заваряването на променлив ток. Поради липсата на нулеви текущи стойности, стабилността на изгарянето на дъгата се увеличава, дълбочината на регулирането се увеличава, пръскането се намалява, защитата на дъгата се подобрява, якостта на метала се подобрява заварен шевБроят на дефектите на шев се намалява, а намаленото пръскане подобрява използването на адитивния материал и опростява работата на завареното съединение от шлака и замразени метални пръски. Всичко това доведе до факта, че за заваряване на висококачествени шевове на отговорни съединения се използва постоянно ток заваряване. В допълнение, много материали са високопластова и топлоустойчива стомана, чугун, титан, медни сплави и никел са заварени само на постоянен ток. По-специално, за полуавтоматично заваряване на метален проводник в защитните газове (MIG / MIG метод) - най-продуктивният и универсален метод за заваряване се използва от DC Pi.
Заваръчните изправители се наричат \u200b\u200bзахранващи устройства, при които директният ток се получава чрез изправяне на промишлената честота, използвайки полупроводникови клапани. Общите елементи за заваръчни токоизправители са енергиен трансформатор, токоизправител и блокове в експлоатация, измервателни и защитни съоръжения.
Най-рационалните изправители е използването на трифазен ток. От графиките, показани на фиг.6, може да се види, че текущата крива на шестфазната схема значително удовлетворява изискванията за заваряване от еднофазната.
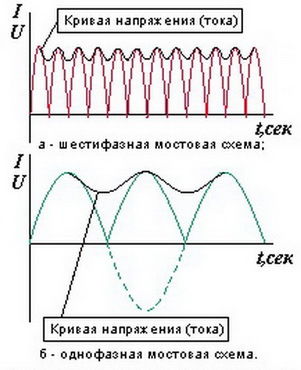
Фиг.6 Ректантирани криви на заваряване
За захранване на токоизправителния блок (WB), обикновено се използват ниски фазови трансформатори, на устройството и принципа на действие, подобни на описаните в предишния раздел. Самият WB се сглобява или по трифазен мостов кръг, или на шестфазен мостов схема с равен реактор - разделен от вторични намотки на силовия трансформатор, свързан в две "звезди" (схема на Ларионов - Генца). И в двете схеми, повторяемостта на напрежението е равна на шесткратната честота (за конвенционален променлив ток на промишлена честота - 300 Hz). Това ви позволява да получите изправен ток, при който пулсациите на напрежението са по-малки, отколкото при използване на конвенционален еднофазен мост с две речеви верига, събрани на четири клапана (четири центрове мостови вериги обикновено се използват в по-прости изправители на домакинството).
Благодарение на използването на специални стабилизатори на напрежението, включени в заваръчната верига, е възможно да се получи гладка текуща крива с минимални вълни на изправено напрежение. Неуправляеми полупроводникови клапани се използват за изправяне на ток - силиций или селен диоди - и контролирани клапани - тиристори (обикновено силиций). Силиконовите диоди имат малки размери и висока устойчивост на топлина, но много чувствителни към текущите претоварвания. Selena клапаните признават по-малко текущи стойности, но имат висока устойчивост на претоварване и малки вариации на характеристиките. Тяхното използване значително опростява цялостната диаграма на токоизправителя и увеличава силата му към текущите претоварвания. Използването на тиристори изисква използването на специални устройства за контрол на откриването на тиристори и обикновено тиристори са инсталирани на по-мощно и скъпо индустриално оборудване.
Полупроводникови клапани изискват определен режим на температура и текуща. Ето защо, важни елементи на всеки заваръчен токоизправител са WB охладителните системи: охлаждащите радиатори на клапана, вентилатора, който е включен преди началото на токоизправителя, текущите блокове за защита от претоварване (предпазители или токови предпазни релета) и термични предпазители - термостат и релета за вятър, изключване на токоизправител при прегряване на WB или при повреда на вентилатора.
Регулирането на заваръчния ток в заваръчните правофикатори се извършва по два начина - електромеханични и електрически. В изправители с електромеханична настройка, текущата промяна се появява на WB, т.е. променлив ток на ток и напрежение на определените заваръчни параметри идва в изправящи вентили във всяка фаза. В този случай, захранващи трансформатори с повишено магнитно разсейване (с плъзгащи се намотки) и трансформатори с нормално магнитно разсейване (с контролиран магнитен шунт) са описани в предишния раздел.
Друг вид електромеханично регулиране на заваръчния ток в заваръчните токоизправители е изправители с намотки за разделени захранващи трансформатори, в които първичната намотка на захранващия трансформатор се състои от няколко намотки на цялостното ядро, които са свързани последователно чрез ключ за галерия, докато текущите промени в първичната верига на захранващия трансформатор се срещат., Такива изправнители са прости при производството и надеждното в експлоатация. Те имат твърда волт-ампер характер и са подходящи за полуавтоматично заваряване в околната среда на защитните газове (MIG / MAG метод), т.е. В случаите, когато след ПР е възможно друга корекция на тока (гладка на всеки етап).
Друг тип е изправители с трансформатори, доставени от волтове (VDT), съставени последователно към вторичната верига на захранващия трансформатор. Предстоящото или съгласуващо включване на вторични намотки на енергийния трансформатор и VDT ви позволява постоянно да променяте текущата сила. Гладкото регулиране (във всеки етап) се извършва чрез промяна на напрежението в първичната намотка на VDT. Такива схеми позволяват да се получат твърди толт-ампер характеристики (за полуавтоматично заваряване в околната среда на защитните газове) и да се определи режима на заваряване дистанционно. При този тип изправители се използват сили трансформатори с нормално магнитно разсейване и наситеност. Това ви позволява да въведете обратна връзка и да стабилизирате работата на PI в даден режим, а самият изправител има хладен волт-ампер характеристика, използвана за ръчно дъгова заваряване с топещи електроди (TIR-300 Thyristor токоизправител с дросел на насищане).
Електрическите регулиращи вериги на заваръчни правофикатори са изградени върху промяната на заваръчния ток след WB или директно в WB. Токоизправителите с транзисторни регулатори на тока се основават на силен принцип на управление, дължащ се на промени в по-слаб ток. В тези схеми след СБ, последователно заваръчна дъга включва блок от транзистори, свързани паралелно. Това ви позволява да промените тока на дъгата претоварена. Използването на схеми за регулиране на транзистор дава хладен волт-ампер характеристика с широк спектър от текущи настройки и висока стабилна дъга, която ви позволява да използвате такива изправители за автоматично заваряване на аргон-дъга с не-съвместим електрод (TIG метод на високоплатени стомани и сплави на базата на мед или алуминий.
По-проста и разпределена схема на токоизправител с тиристорни регулатори, при които полупроводникови тирестори се използват като токоизправители. Образуването на токопроизводителите на волт-ампери на такива изправители се извършва поради смяна на времето на контролните импулси на тиристори, доставяни от фазово-импулсно управление. Промяната в момента на снабдяване с контролни импулси се регулира от алтернативното откриване на тиристори на определен клон на шестфазната мостова верига и промените в ток на дъговете. Това позволява плавно регулиране (включително дистанционно) заваряване и получаване на висока стабилизация и напрежение. Според такива схеми са изградени широко известни изправители на вида въздухоплавателни средства за ръчно дъгови заваряване с топене на електроди (с хладно волт-ампер характеристика) и VDS за полуавтоматично заваряване в защитната газова среда (с разбиване на волт-ампер Характеристика). По-нататъшното развитие на схемата за изправяне с регламент за тиристор беше изпратените изправители на потока от поредицата B с двойна волт-ампер характер - хладно и вътък. Силовият трансформатор на тези изправители има две вторични намотки, а тяхното превключване ви позволява да получите двойна тока на Volt-ампер и дава възможност да се използва токоизправител за ръчно, така и за полуавтоматично заваряване.
За заваряване в условия на семинара, многопоставените изправители, притежаващи достатъчна мощност и способни да издържат на голямо претоварване както от стойността на текущата, така и със скоростта на повишаване на заваръчния ток. По принцип, умножените изправители имат твърд волт-ампер характеристики и са предназначени за ръчно дъгова заваряване с топещи електроди. В този случай, автобусна линия от две медни или алуминиеви ленти, фиксирани върху изолатори върху стени или метални конструкции на семинара, е свързана с изходните клеми на IP. Текущият контрол на всеки заваръчен пост се извършва от така наречените баластни розостати, представляващи устройство с набор от резистентни елементи от фахала или нихром проводник и превключватели за превключване на стъпките за съпротивление в паралелна връзка. Включването на етапите на баластния реостат ви позволява да регулирате заваръчния ток на един пост и поради капки за напрежение се образува хладен волт-ампер характеристика. Такива схеми се приемат при използване на многопосочни изправители VKSM-1000, VDM-1001, VDM-1201, VDM-1601 с баластни роб RB-301 или RB-302. Всички тези изправители се наричат \u200b\u200bнеконтролируеми, тъй като изходът винаги служи на същата стойност на заваръчния ток, равен на номиналния.
Заваръчни инвертори
Най-модерните и технически сложни източници на заваръчни ток са инвертори за заваряване. За разлика от статичния IP на така наречения "класически" типове (т.е. трансформатори и изправители), инверторите нямат захранващ трансформатор. Цялата експлоатация на заваръчния инвертор е изградена върху принципа на фазовото смяна (инверсия) на напрежението, извършено от електронна микропроцесорна верига с усъвършенствано амплификация на ток (обикновено IGBT микропроцесорът). Поради прилагането на такъв принцип е възможно да се получи широк диапазон от волт-ампер характеристики - от охлаждане до увеличаване - с много гладка текуща крива, чиито отклонения са намалени до нивото на десета от процента, \\ t което дава възможност за постигане на висококачествено заваряване. Включването в веригата с високочестотни генератор разширява обхвата на захранването и им позволява да ги използват за почти всеки метод на дъгова заваряване и за плазмено рязане. Малкият инвертори на масова сметка на ниска мощност са много обещаващи за използване в инсталацията на Особено отговорни метални конструкции и тръбопроводи, които имат повишени изисквания за заварени съединения. И условията на труд не позволяват да се прилага обемист промишлено оборудване, предназначено да работи в условия на семинара. Мощните инвертори на индустриален тип позволяват да се създадат заваръчни комплекси за всякакъв вид дъгова заваряване, построена по модулен принцип въз основа на един източник на ток. Всички инвертори имат гладко регулиране на заваръчния ток и цифровата диаграма на микропроцесора и въвеждането на клетките на паметта ви позволява да организирате запаметяване на няколко най-често използвани режима на заваряване.
Наличието на сложна и скъпа електроника, изискваща специални условия на охлаждане, увеличава разходите, но високото качество на получените заварени връзки И широк спектър от методи за заваряване ги прави най-обещаващите за промишлена употреба, особено при производството на сложни и отговорни метални конструкции от различни материали.