Рязане на метал с кислороден пропан-резач. Каква е разликата между газо-кислородно рязане и плазмено рязане?
Газово рязане, също често наричан автогенен или кислород, е процесът на рязане на метални заготовки чрез излагането им на поток от кислород, доставян от специално устройство.
1 Техника на автогенно рязане и нейните ключови позиции
Този вид металообработка се експлоатира много активно. Днес тя е популярен метод за рязане на стоманени и метални изделия. Неговата същност е в това, че материалът в зоната на третиране се довежда до температурата на запалване (изгаряне) чрез смес от газ и кислород, след което върху него се предизвиква поток от чист кислород.
Тези действия водят до изгаряне на метала и отстраняване от зоната на рязане на оксиди, които се образуват по време на операцията.
При изгаряне на повърхностния слой на детайла се отбелязва освобождаването на значителни количества киселина, в резултат на което долните метални слоеве се нагряват. Благодарение на това, процесът на горене покрива детайла до пълната дълбочина, като се оформя дупка от изгледа. Чрез него, струя кислород, която изпълнява функцията на режещ инструмент, пробива изделието изцяло и излиза навън. Чрез преместване на устройството за рязане на кислород при определена скорост се получава точен разрез.
Всъщност описаният процес включва няколко основни стъпки. Отначало металът се загрява, след това се изгаря с помощта на кислород, а на последния етап шлаката се издухва от отрязаната кухина, която е в стопеното състояние. Поради факта, че при изгарянето на желязо в кислород, се отделя относително малко топлина, без да се извършва гасене на пламъка. Това ви позволява да компенсирате големите загуби на топлина в областта на металообработването.

Ако пламъкът изгасне, металната заготовка се охлажда много бързо, реакцията на горене се заглушава и операцията по рязане се прекратява. Срязването на кислород дава възможност за рязане на продукти, които са сложни по форма, както и за рязане на метални части с дебелина до 200 сантиметра без проблеми. Имайте предвид, че не всички сплави и стомана могат да бъдат подложени на автогенно рязане. Използва се за метали, които отговарят на определени важни условия. Те ще бъдат обсъдени по-нататък.
2 Условия за рязане с кислород
Газовото рязане на метал ще бъде успешно само ако точката на топене е по-висока от температурата на запалване. Сплавите с ниско съдържание на въглерод напълно отговарят на това условие. Разтопяват се при температура от 1500 градуса и се запалват при 1300 градуса. Средната и податлива на пречистване газ е много по-лоша, тъй като повишеното съдържание на въглерод в тях води до намаляване на точката на топене и повишаване на температурата на възпламеняване.

Също така, топлопроводимостта на металните композиции не трябва да бъде много висока. Ако това условие не е изпълнено, активното олово от зоната на рязане на нагрятата шлака и нагряващият пламък са фиксирани, което води до нестабилност на операцията. Тя може да спре почти по всяко време. "Необходимата" за извършване на операцията, разгледана в статията на индикатора за топлопроводимост, се отбелязва само за стоманата, която е техническа сплав от желязо, и директно за желязо. Автогенното рязане на други метали е невъзможно в повечето случаи.

Освен това трябва да бъдат спазени други условия за рязане:
- При изгаряне в кислородната струя от метал количеството топлина трябва да бъде такова, че операцията да се извършва непрекъснато. Струва си да се припомни, че само 30% от топлината се генерира от работата на пламъка на факела, а останалите 70% се отделят при горенето на метала.
- Температурата на топене на метала трябва да бъде по-висока от температурата, при която металните оксиди започват да се топят. В случаите, когато това изискване не е изпълнено, операцията на рязане се прекъсва поради факта, че потокът от кислород не е способен да издухва огнеупорни оксиди с високо качество. В тази връзка, автогенното рязане не се препоръчва за алуминий (неговите оксиди се стопяват при температура около 2050 градуса) и стомани с високо съдържание на хром (точката на топене на техните оксиди е около 2000 градуса). Въпреки това, има изход. Алуминиеви и високохромни сплави могат да се режат с помощта на флюсове със специално подбран състав.
- Течливостта на шлаките, които се появяват по време на процеса на рязане, трябва да има висока производителност, като осигурява просто издухване на шлака от мястото на експлоатация.
3 Видове кислородно рязане и кратко описание
Рязането с използването на газово оборудване може да бъде ръчно и машинно, повърхностно и отделно. Когато повърхностното рязане на метална част се съпътства от образуването на кръгли форми, а при разделяне на рязането, на повърхността се появяват прорязани разрези.
Разделящата ръчна операция обикновено се възлага на обработката на скрап, профилни изковки и листове от. Това рязане включва използването на природен газ, смес от бутан и пропан, ацетилен като запалим компонент на процеса. Като правило се използва ацетилен, тъй като осигурява бързо загряване на преработения продукт.

Ръчното рязане се използва и за рязане на отвори и участъци с определени дефекти в тръбопроводите, за подрязване под следващите краища на тръбни изделия. И листове, и тръби, и изковки са нарязани във всички пространствени позиции. В същото време качеството на процеса е силно повлияно от квалификацията на специалиста, изпълняващ операцията, и от опита му в работата като резбар.
За да се повиши ефективността на ръчното праволинейно рязане, се препоръчва процесът да се извършва по протежение на водачите и предварително маркираните марки на продукта. Освен това трябва да използвате допълнителни устройства (ъгъл, водещи линии, специален компас за обработване на отвори и фланци и т.н.), които позволяват:

- ясно поддържа необходимото разстояние между повърхността на детайла и режещия инструмент;
- премествайте ножа възможно най-равномерно;
- време за стартиране на кислородния поток.
Повърхностното рязане (както машинно, така и ръчно) предполага отстраняване с помощта на струя кислород на метален слой с определена дебелина. Неговата разлика от разпределителната се състои в това, че резачът се движи бързо при обработка на повърхността и под определен ъгъл спрямо металната повърхност.
4 Характеристики на автогенната обработка на метала
Технологията на газовото рязане включва необходимостта от висококачествено почистване на повърхността на металната част от замърсявания, корозия, мащабни и бояджийски покрития. При ръчно разделяне на листа се препоръчва раздуване на областта на рязане до ширина не повече от 3-5 см (използвайте пламъка на факела) и след това използвайте метална четка за почистване на тази област.
Когато машинно рязане, като правило, те почистват стоманените листове в специални единици, като използват дробеструйни или химични методи. Освен това изпълнява изправяне на метални заготовки на ролките.

Основните характеристики на режима на рязане включват:
- налягане на кислорода;
- сила на пламъка;
- скоростта на операцията.
От тези показатели зависи качеството и изпълнението на операцията. Налягането на кислородната струя зависи от чистотата на използвания газ, формата на дюзата на режещия инструмент и дебелината на продукта, който се реже. Когато налягането се повиши над стандартните стойности, се наблюдава влошаване на качеството на повърхността и скоростта на процедурата, което естествено води до повишена консумация на кислород.
Силата на пламъка зависи от състоянието на сплавта (коване или редовен наем), неговия състав и дебелина на метала. Машинното рязане се извършва на минимален пламък, но за ръчна мощност трябва да се увеличи 1,5—2 пъти. Друг важен момент - когато се обработват продукти с дебелина повече от 40 сантиметра, трябва да използвате пламък за нагряване (това, в което има "екстра" ацетилен). В други случаи се прилага стандартната мощност.

Скоростите на окисление на металната част и процеса на рязане трябва да съвпадат. Прекомерната скорост на рязане е придружена от искри, това е изпълнено с факта, че металът не може да се пробие.
Модерните газови горелки, многостепенна газоснабдителна система, резачки от лидера в производството на газо-кислородни системи за рязане Messer - всичко това ни позволява да постигнем перфектен резултат и да го придружим с гаранции. Оборудването на нашата производствена база - модерно, автоматизирано оборудване - прави рентабилността на газовото рязане на метали с дебелина под 100 мм, отваря възможността за пробиване на отвори с диаметър по-малък от дебелината на листа.
Цената на газовото рязане
Цените * за газово рязане на метали са посочени с ДДС ** Програмата за лоялност работи: в зависимост от обема на поръчката, отстъпките варират от 3 до 40% от общата цена на строителните работи. В таблицата са дадени базовите ставки, въз основа на които се определят крайните разходи за газовото рязане, в зависимост от индивидуалните параметри: дебелина, сложност на вътрешните контури, конфигурация и брой продукти, други нюанси.| Дебелина на листа, mm | Черна стомана, разтривайте. | Неръждаема. стомана, rub / pm . |
| 2–3 | 21 | 35 |
| 3–5 | 36 | 45 |
| 5–8 | 56 | 80 |
| 8–10 | 65 | 100 |
| 10–14 | 85 | 130 |
| 16 | 115 | 165 |
| 20 | 140 | 210 |
| 25 | 175 | 260 |
| 30 | 210 | 320 |
| 36 | 250 | 400 |
| 40 | 285 | 460 |
| 50 | 350 | 590 |
| 60 | 420 | 670 |
| 70 | 490 | 810 |
| 80 | 550 | 950 |
| 100 | 690 | - |
| 200 | по договаряне | - |
бележки
* Разходите за перфориране се изчисляват по най-простата формула - прилага се коефициент 1,1: ако дебелината на листа е 10 мм, тогава цената на пробиване на една дупка ще бъде 11 рубли.
** Разходите за обработка на метала на клиента се изчисляват с коефициент 1,25, започвайки от базовите ставки.
Предимствата на газовото рязане
Газовото рязане се характеризира с множество предимства, включително:
- Възможността за обработка на метали с по-голяма дебелина (до 200 мм).
- лекота поддръжка процес и минимални изисквания за него.
- Възможност за директно рязане и контур.
- Икономически ефективни по отношение на оперативните разходи, отразени в производствените разходи и по отношение на финансовите разходи.
- Няма нужда от допълнителна обработка на отрязаните ръбове.
- Прецизно рязане.
- Липса на скосявания върху обработваната повърхност.
Принципът на газовото рязане
Газовото рязане е изпитан по време метод, който дава предсказуем и надежден резултат. По време на обработката металът първо се нагрява чрез подаване на пламък (ацетилен + кислород) през дюзите, разположени на диаметралната линия на горелката, докато достигне температура на огъня (определена дори визуално: „отпечатъкът“ на пламъка върху метала придобива характерен светъл черешов цвят). Веднага след като се достигне желаната температура, през централната дюза на горелката започва да се подава кислород от струята под налягане, която реагира с желязото в сплавта. Кислородът окислява стоманата до стопен оксид, избран от среза със същия поток от кислород.
Окислението на желязо е силно екзотермичен процес. За да се поддържа това, се изисква само снабдяване с кислород на полученото рязане. Газовото рязане се извършва много по-бързо от обработката чрез топене на метал, но принципът на процеса е такъв, че методът е подходящ само за желязосъдържащи сплави (стомана, неръждаема стомана, чугун).
Има най-прости устройства за газово рязане, състоящи се от газови бутилки, горелки, регулатори на налягането, смесителни маркучи. Те се използват за металообработване със собствените си ръце, но този метод е подходящ само за груба работа, която не изисква поне известна точност, например, ако имате нужда от голяма конструкция, нарязана на метален скрап. В други случаи, за да се получи перфектен резултат, а не скрап, използвайте CNC оборудване, което позволява не само точното рязане на детайла в права линия, но и за създаване на фигурирани детайли с различна степен на сложност.

Ако сте ангажирани в обработка и рязане на метал или просто ще направите тази дейност, то тази статия може да изберете правилната посока за вас. Помислете за два вида рязане на метал - е използването на традиционен „газов резач” или автоген и плазмено рязане или "plazmoreza".
Газово рязане
Газовото рязане доскоро беше практически основният начин за рязане на метал. Какво е необходимо за това? Директно газова горелка, скоростна кутия, маркучи с високо налягане, цилиндри за пропан и кислород. В началото на работата задължително участва в подготовката на метала. Ясна мръсотия, всякакви замърсявания, ръжда трябва да бъде.
Принципът на действие е както следва: с помощта на газов резач, първо се запалва газова смес пропан и кислород, първо за нагряване на повърхността, приспособявайки се към по-голям поток от пропан. Ако внимателно наблюдавате процеса, готовността на метала може да се разбере по начина, по който става мокър или дори мокър, така че необходимата температура за рязане се постига. Когато металът се нагрява напълно, се добавя плавно кислород.
Рязането може да се извърши на базата на съотношението 10/1 - 10 части кислород и 1 част пропан. Скоростта на рязане оказва значително влияние върху нейното качество и е възможно да се контролира потока от искри: искри пред режещия апарат - скоростта е ниска и съответно те се движат зад - това означава, че бързате. Качеството на отрязания шев, разбира се, оставя много да се желае - тук ще има оксиди, нодули и шлаки.
С помощта на изпитано газово рязане можете да изрязвате различни форми с дебелина от 1 до 300 мм. Днес има допълнително оборудване за газово рязане, с помощта на което можете да изрежете стомана до 2 метра.
В допълнение - този метод на рязане на стомана не изисква много разходи и разбира се, за пари, газови нож е много евтин.
Plazmorezy
А сега да поговорим за плазмата. Виждайки plazmorez в работата, ако сте фен на вашия бизнес, ще загубите спокойствие и сън и със сигурност ще искате да закупите това оборудване.
Работата на плазмения резач се основава на използването на въздушно-плазмена дъга постоянен ток пряко действие. Рязането на метал се извършва чрез действието на плазмената енергия. В момента, в който бутонът за запалване е натиснат, токът се подава от източника и вътре в апарата и по това време ще се образува дъга и вече през нея преминава сгъстеният въздух, насища се с йони и лети през дюзата при много висока скорост.
Само си помислете - скоростта на плазмата е два пъти по-висока от скоростта на звука, да не говорим за температурата, която достига до такава степен, че металът не се топи, а се изпарява. Това е силата на енергията! Рязането с помощта на плазмата има много висока точност, и можете просто да се възхищавате на качеството на рязане. Ако те се оформят, те ще бъдат напълно незначителни и могат лесно да бъдат отстранени от повърхността на рязане.
С това оборудване можете да режете различни видове сплави, по-специално алуминий, титан, мед, чугун, стомана. За масово производство плазменото рязане е абсолютно необходимо.
Въпреки това, не бързат да се радват, но мисля за недостатъците. Те имат всички, дори най-добрите.
Първо, сложността на това оборудване и, разбира се, съответните разходи, за разлика от добрия стар резач.
Второ, плазменият режещ инструмент няма да може да намали фигурата и няма да пробие дебелината на стоманата повече от 50 мм и 120 мм (това е най-високата стойност) в алуминия.
И като още един минус, това е конусът на самия разрез - на цветни метали може да достигне 20 градуса. Въпреки че си струва да си припомним, че в случая на газов резач, той обикновено не прави нищо, освен стомана или сплави с титан.
Бих искал да кажа, че тези два метода за металообработване в никакъв случай не са съперници. За всяко от тях има подходящо приложение. Autogen понастоящем се използва за рязане метални конструкциипри разглобяване е просто незаменим. Необходим е пламерез с безумното си изпълнение, ако работата трябва да се извърши много бързо и качеството му е просто перфектно. Машиностроенето, рязане на метални тръби, просто не може да съществува без плазмена инсталация.
администрация Обща оценка на статията: Публикувано на: 2016.12.18
Рязане с кислород
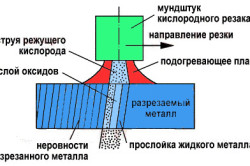
Рязането с кислород или газ (наричано преди това автогенно рязане) се отнася до процеса на рязане на метал чрез действието на кислородна струя, в която се изгаря метал, предварително загрят до температурата на запалване; изгарянето на метала отива по предварително планирана равнина.
За този процес металът се загрява газова горелка в началото на разреза до температурата на запалване в кислород и поток от кислород се насочва към нагрятата повърхност. Нагряваният горен метален слой се запалва; топлината, отделена при горенето на този слой, загрява следващия слой, който също изгаря; кислородната струя отнема образуваните оксиди и горивният процес се разпространява към подлежащите слоеве. По този начин, постепенно под действието на струя кислород в определена посока, металът се изгаря и парче от него може да бъде отрязано. Понастоящем, използвайки газово рязане, е възможно да се изрязват парчета стомана с дебелина до 2000 mm или повече. С помощта на газово рязане можете също да изрязвате части, които имат сложна форма.
Изисквания, на които трябва да отговаря металното същество пламък. Само онези метали, чиято температура на запалване е по-ниска от тяхната точка на топене, могат да бъдат подложени на кислородно рязане; освен това, за възможността за газово рязане е необходимо точката на топене на металните оксиди да бъде по-ниска от точката на топене на самия метал.
Така например, точката на топене на мека стомана е около 1500 °, а температурата на запалване е около 1350 °; следователно такава стомана трябва да бъде газоотрязана. Друг пример: точката на топене на желязото е около 1200 °, а температурата на запалване е около 1350 °; Очевидно е, че чугунът няма да бъде отрязан с газов метод, а ще се топи само на мястото на отоплението.
Колкото по-ниска е топлопроводимостта на метала, толкова по-добре, при равни други условия, той се реже с газ; колкото повече топлина се отделя от метала, когато се изгори, толкова по-добре може да се реже с газ. Например, при горенето желязото отделя количество топлина, което е достатъчно, за да загрее съседните метални слоеве и топене на оксиди, а при рязане, например никел, се изисква голямо количество топлина отвън.
Нагряването на метала по време на газовото рязане идва от фрезата, която освен кислородната струя доставя и нагряващ пламък.
Фрези. Фрезите или резачките са горелките, използвани при кислородното рязане на метал. Фиг. 354, както и устройство за режеща глава с последователни мундщуци, и ФИГ. 354, b - с концентрични мундщуци.
При преместване на режещия инструмент с последователни мундщуци нагряващият накрайник отива пред режещия. Резачките с концентрични мундщуци могат да се движат във всички посоки, но дават по-голям разрез от първите.
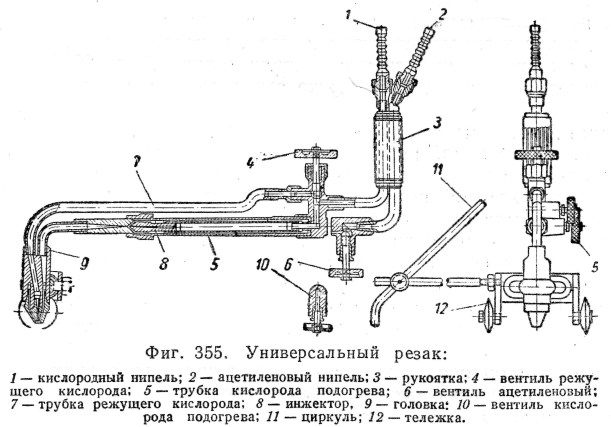
Фиг. 355 показва устройството на универсалния нож, използван при рязане на метал с дебелина от 5 до 300 mm; Описанията на фигурите напълно обясняват чертежа. Количката се използва за преместване на ножа по време на работа; той елиминира необходимостта от задържане на ножа и ви позволява да запазите същото разстояние между мундщука и повърхността на отрязания метал. Циркулярът, завинтен към количката, се използва в случай на рязане по обиколката.
Гориво. Когато газови рязане, можете да използвате всички гореспоменати горими газове, както и чифт бензин, бензол, керосин.
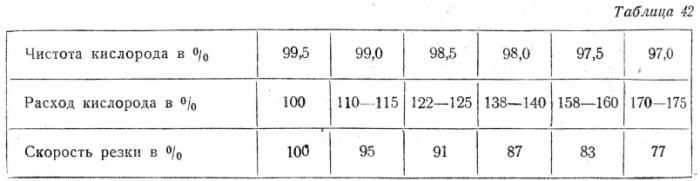
Кислород. Колкото по-чист е кислородът, използван при газовото рязане, толкова по-малко се консумира, толкова по-бързо се извършва процесът на рязане. В раздела. 42 показва данни, характеризиращи ефекта на чистотата на кислорода върху неговата консумация и скоростта на рязане.
Влиянието на газовото рязане върху свойствата на метала в слоевете в съседство с равнината на среза. Газовото рязане не оказва значително влияние върху свойствата на метала в близост до равнината на рязане: има само леко увеличение на якостта на опън (с 3-8%) и леко намаляване на относителното удължение (с 5-10%), дълбочината на зоната на влияние на газовото рязане е само 1-1 5 mm. При рязане с ножици дълбочината на зоната на влияние достига 3-4 мм; металът е прикован.
Газовото рязане може да бъде съпроводено с лека промяна в химическия състав на метала на повърхността на рязане: има леко изгаряне на силиций и в случай на рязане, например с ацетилен, увеличаване на съдържанието на въглерод, което увеличава твърдостта на повърхността на рязане. Следователно най-добрият резултат е рязането с използване на водород като гориво. По този начин газовото рязане няма практически забележим ефект върху свойствата на металите.
Процес на газово рязане
Стартиране на рязане, проверка на работоспособността на ножа; по отношение на дебелината на метала, който ще се реже, съответните размери на мундщуците се завинтват в режещата глава и се настройва кислородното налягане (с редуктор). След това отворете ацетиленовата клапа кислороден клапан нагряване на пламъка, запалване на горивната смес и регулиране на пламъка. Когато пламъкът се регулира, горелката се монтира така, че оста на мундщука е перпендикулярна на повърхността на метала, който трябва да се реже, и разстоянието от края на режещата дюза до тази повърхност е 3-6 mm. Металната повърхност се нагрява до температурата на запалване, изпуска се кислородът за рязане и режещият инструмент се премества равномерно. Скоростта на движение на ножа се определя от дебелината на метала, който се реже.
Качеството на рязане зависи от еднаквото движение на горелката и от правилния избор на скорост на движение. Когато горелката се движи твърде бавно, разрезът е широк, когато се движи твърде бързо, металът не се загрява достатъчно и нарязването не е непрекъснато.
Консумация на кислород за 1 p. m дължина на рязане може да бъде приблизително определена от емпиричната формула
![]()
където Q е консумацията на кислород в l;
ð - дебелина на листа в mm;
и - широчина на рязане в mm.
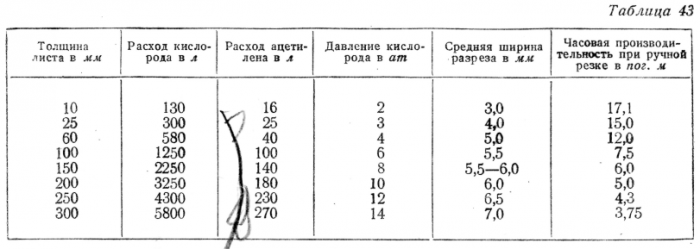
В раздела. Поставени са 43 данни, характеризиращи процеса на газовото рязане на стомана, в зависимост от дебелината на листа от 1 pog. m дължина на рязане. Данните в таблица. 4-3 са средни и могат да варират в зависимост от конструкцията на ножа.
Газовото рязане се използва и за замяна на процеса на коване чрез рязане на дебели листа или заготовки.
Подводно рязане. Газовото рязане се използва и при работа под вода. При подводно рязане водата се избутва далеч от пламъка или чрез продукти на горенето, или чрез използване на сгъстен въздух. Налягането на сгъстения въздух, както и запалимия газ и кислород, подавани към горелката, се увеличават с увеличаване на дълбочината, при която се извършва подводното рязане. Подводното рязане се използва широко в водолазната работа EPRON. Като гориво за подводно рязане се използва главно водород (за по-големи дълбочини, до 40 м) и ацетилен (за по-малки дълбочини, обикновено до 15-20 м).
Машинно рязане. При ръчно рязане качеството на рязане не винаги е еднакво и задоволително, тъй като е трудно да се поддържа еднаквост на движението на ножа и постоянството на разстоянието му от повърхността на отрязания метал. Като пример за дефекти ръчно рязане Можете да укажете разтопяването на ръбовете на изрязаната повърхност, дълбоки канали върху нея.
Механизацията на процеса на газово рязане подобрява качеството на рязането и подобрява производителността на процеса.
Има полуавтоматични и автоматични газови машини. При полуавтоматичните машини движението на горелката е механизирано, а посоката на движението се дава ръчно или чрез шаблони. Полуавтоматични машини се използват при рязане на листове, изрязване на листове, за рязане на заваръчен шев за заваряване.
В машините посоката на движение на режещия инструмент също е механизирана.
Обработка на метални повърхности чрез газово рязане, Повърхностната обработка на метален обект с нож е вид газово рязане на метал. Този вид лечение се използва вместо грубо изрязано, а в някои случаи може да замени рендосване, завъртане (рязане тангенциално) и пробиване.
При тази обработка газовата струя е насочена не перпендикулярно на металната повърхност, а под ъгъл от 25-30 °. Самият процес се състои в това, че повърхностният слой на метала на заготовката изгаря в кислородна среда. Резачките, използвани за тази цел, са малко по-различни от конвенционалните фрези, по-специално имат увеличен размер на отвора в кислородния канал; това се постига чрез намаляване на скоростта на потока на кислородната струя.
Производителността на процеса достига 150 kg метал, който се отстранява на час с доста задоволително качество на повърхността за по-нататъшна обработка. Консумацията на кислород на 1 kg метал, който трябва да се отстрани, е около 450 литра.
Изтегляне на резюмето: Нямате достъп за изтегляне на файлове от нашия сървър.
- Видове газ за рязане на метал
- Предимства и недостатъци на метода
Един от най-често използваните методи за обработка на метали е рязането на метали с пропан и кислород. Това е доста просто, не изисква придобиването на скъпи машини, е на разположение за работа в така наречените полеви условия.
Газовото рязане на метал е процес, при който кислородът се смесва с пропан (някои други горими газове са подходящи, например, ацетилен) и нагрява повърхността, която трябва да се отреже до температурата, при която този метал започва да гори. След това струята на режещия кислород се подава и запалва при контакт с нагрятата повърхност. Така се извършва разделянето.
Използването на този метод на рязане е ограничено до изискванията за обработвания метал.
Металът трябва да има температура на горене по-ниска от точката на топене. Ако това правило не се спазва, разтопеният, но неизгорял метал е силно отстранен от отрязаната кухина.
Оксидите, образувани в отрязаната кухина, когато са изложени на кислород за рязане, трябва да имат точка на топене по-ниска от аналогичния параметър на самия метал. Необходимо е също така да се улесни тяхното отстраняване от отрязаната кухина.
Високият топлинен ефект от образуването на оксиди, защото при рязане най-голямо количество топлина се образува от окисляването на метала. Това е необходимо за нагряване на металните участъци в близост до зоната за рязане и осигуряване на непрекъснатост на процеса.
Ниска топлопроводимост на метала. При високи стойности на този индекс топлината бързо напуска зоната на рязане и има трудности при нагряване до температурата на горене.
Подробни стойности за тези параметри могат да бъдат посочени в справочници. По правило те са включени в есетата.
На тази основа за рязане с ниски въглеродни емисии и заваряване на метал може да се използва рязане с кислород и пропан нисколегирани стомани и титанови сплави. Стомани, съдържащи повече от 1% въглерод, могат да бъдат отрязани по този начин само с добавянето на специални прахообразни потоци. Те се издуват в областта на рязане заедно с рязане на кислород. Когато се изгори, флюсът освобождава липсващата топлина и също така образува оксиди, които взаимодействат с оксидите на третирания метал и ги разреждат, което улеснява отстраняването. Като добавки в потока с алуминиев прах, кварцов пясък и др.
Газовото рязане не е подходящо за обработка на чугун поради високата температура на горене и ниската точка на топене. Високолегирани стомани и алуминий образуват огнеупорни оксиди и шлаки при газовото рязане. Медът има ниска топлинна стойност.
Подготовка и рязане на повърхността
Първо, ръждата и другите замърсители се отстраняват от металната повърхност. Заготовката или листът трябва да бъдат поставени в такова положение, че да осигуряват свобода за излизане от струята за рязане на газ през нея.
В началото на операцията по рязане металната повърхност се нагрява на мястото на рязане до температурата на изгаряне на метал (1200–1350 ° C) със смес от кислород и горивен газ. След това се подава кислород за рязане, който се запалва от контакт с нагрятата повърхност и отрязва метала. В този процес е особено важно да се осигури непрекъснато подаване на кислород, така че пламъкът да не изгасне, в противен случай отново ще трябва да нагрее повърхността.
Производителността и качеството на рязане са по-високи, толкова по-голям е процентът на чистота на използвания кислород. Когато потокът от кислород се срине в метала, скоростта и мощността на захранването пада, и настъпва кривината. За да поправите това, трябва да наклоните потока.
В допълнение, режещият поток има формата на конус, разширяващ се на дъното. Това води до увеличаване на ширината на рязането при обработката на металния лист и образуването на шлака отдолу. За да се избегне това, трябва да увеличите мощността пропорционално на дебелината на метала, но не и прекалено много, тъй като това ще доведе до повишена консумация на кислород и поява на мащаб по горния режещ ръб.
Основните параметри на рязане са кислородно налягане и скорост на рязане.
Кислородното налягане силно влияе на качеството на рязането. Ако налягането е твърде високо, качеството на рязане ще се влоши и потокът също ще се увеличи. Недостатъчно високо налягане няма да позволи да се отреже цялата дебелина на метала и да се затрудни премахването на оксидите.
Ефективността на работата зависи от скоростта на рязане. Избира се въз основа на свойствата на метала. Този параметър се контролира от освобождаването на искри и шлаки. Ако скоростта е избрана правилно, искрите са насочени надолу под ъгъл от 85 - 90 °. Ако фонтанът на искрите е пред движението на рязане, скоростта е по-малка от необходимата. Увеличената скорост се характеризира с изоставане на потока от искри от резачката и не позволява прерязване на детайла.
При изгаряне на въглерода се образува СО окис, при реакция с желязо, това увеличава съдържанието на въглерод на повърхността на среза и води до образуването на втвърдени структури в метала. Ръбовете се нагряват неравномерно, което води до появата на напрежение и до известна степен ги съкращава, поради което възникват деформации и образуване на пукнатини.
За да предотвратите този процес, заваряване на газ с предварително почистване на повърхността на рязане механично.
Обратно към съдържанието
Видове газ за рязане на метал

Рязането на метал чрез газ се разделя на разделителна, повърхностна и ударна.
Разделно рязане. Когато металът се реже с пропан и кислород, той се отделя напълно, когато се нагрява със смес от газове и се изгаря, а получените оксиди се издухават с кислород. Той намира приложението си при обработката на метални и метални формати, производство на заготовки.
Повърхностно рязане. Използва се, ако е необходимо, за да се отстрани част от метала, например, да се направи жлеб, да се отстранят повърхностните дефекти и т.н.
За да се направи дупка в метала, се използва ударно рязане с кислородна тръба. Дебелостенните тръби с нисковъглеродна стомана се нагряват до температурата на запалване на метала, след което се включва захранването с кислород. От контакт с нагрятия работен край на тръбата, тя се запалва, след това тръбата се притиска в метала и се появява дупка. Ако е необходимо да се изгори отвор с голяма дебелина, се предполага, че е необходимо да се фиксира детайла по такъв начин, че да се улесни отстраняването на шлаката.
Газовото рязане на метали може да се извършва ръчно, автоматично и полуавтоматично.
Ръчното газово заваряване и рязане на метали включва използването на същото оборудване за извършване на работа, въпреки че в същото време не е получено кислородно-пропаново заваряване широко приложениезащото когато се смесва с кислород, друг газ, ацетилен, дава най-високата температура на пламъка за заваряване. Горелката се заменя с нож, газът се взема от цилиндри, в които е в течно състояние. Този метод се използва, като правило, в малки предприятия или частно и включва малка консумация на газ.




